50
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1. Data Umum PT STI
PT STI adalah sebuah perusahaan yang bergerak dalam bidang jasa pembuatan spare part, machinery, engineering, dan fabrikasi. PT STI berlokasi di jakarta timur dengan jumlah karyawan kurang lebih sekitar 30 orang . Sebelum berubah menjadi Perseroan Terbatas ( PT ) pada awal tahun 2009, PT STI mengawali usahanya dengan nama UD. Sinar Agung. Perusahaan yang dapat digolongkan dalam perusahaan keluarga ini terus mengembangkan diri dengan melakukan perbaikan – perbaikan baik dari segi manajemen maupun dari segi teknik serta perbaikan pada fasilitas - fasilitas produksinya.
PT STI melayani berbagai macam pelanggan dengan berbagai macam bidang usaha seperti, Otomotif, Farmasi, Tekstil, Makanan dan Minuman, Jurnalistik, kedokteran dan Olahraga. Selain berorientasi pada pelanggan PT STI juga memproduksi beberapa produk yang berhubungan dengan hobi. PT STI mempunyai jam kerja karyawan yaitu Senin – Sabtu : 07.00 – 16.00. Fasilitas – fasilitas yang dimiliki PT STI sebagai pendukung dalam proses produksi saat ini
sudah mengalami kemajuan yang baik , dimana fasilitas – fasilitas tersebut antara lain:
• Mesin CNC Milling
• Mesin CNC Bubut
• Mesin Milling Konvensional
• Mesin Bubut Konvensional
• Mesin Surface Grinding
• Mesin Silindrical Grinding
• Mesin Scrap
• Mesin Bor
• Mesin Gerinda Tool
• Mesin Las TIG, MIG/CO, ARC
• Mesin Sharing
• Mesin Bending
• Mesin Press Hidrolik
• Perlengkapan pendukung lainnya.
4.2 Data – data Mesin Lama
Dalam pengumpulan data pada penelitian ini dilakukan terhadap kondisi mesin lama yang selanjutnya digunakan sebagai pembanding dalam perancangan mesin baru.
Tabel 4.1
Data Spesifikasi mesin Lama
No Spesifikasi
1 Material Konstruksi Besi cor
2 Berat Mesin > 350kg
3 Tingkat Fleksibilitas ( mudah dipindahkan ) Kurang
4 Dimensi 1500x700x1600
5 Tinggi Area Setting 1000mm
6 Sistem Penguncian Velg Manual
7 Sistem Penggerak Roda Gigi
Sumber: penulis, 2010
Kondisi aktual mesin lama mempunyai demensi yang cukup besar dan bobot mesin yang besar pula, hal ini dikarenakan mesin mempunyai mekanisme kerja dengan menggunakan roda gigi penggerak ( Gear ) yang membutuhkan tempat yang cukup besar untuk perakitan roda gigi ( Gear Box ) dan konstruksi mesin yang terbuat dari besi tuang ( cast iron ). Berikut gambar dari mesin lama dengan mekanisme roda gigi penggerak .
Gambar 4.1
Mesin Pembungkus Velg Lama
Dari gambar diatas dapat di jelaskan bagian – bagian dan fungsi dari komponen – komponen yang menjadi bagian penting dari kerja mesin, komponen – komponen tersebut ialah:
1. Pemegang Plastik Pembungkus ( Bracket plastic wrap )
Pemegang plastik pembungkus terbuat dari plat dan berfungsi untuk meletakkan plastik pembungkus yang nantinya akan bergerak memutar bersama dengan roll penggerak utama.
Rantai pengerak
Gear / Roda Gigi
Gambar 4.2
Bracket Plastik Pembungkus
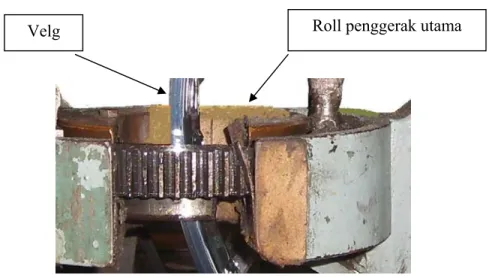
2. Roll Penggerak Utama
Roll penggerak utama berfungsi sebagai pemegang bracket dan plastik pembungkus yang berputar secara bersama mengelilingi velg hingga velg seluruhnya dapat terbungkus dengan plastik pembungkus.
Roll utama ini berbentuk seperti huruf C. bentuk ini dimaksudkan agar velg dapat masuk diantara roll utama sebelum dibungkus.
Bracket
Plastik pembungkus
Gambar 4.3 Roll Penggerak Utama
3. Roll Pemutar Velg
Roll pemutar terbuat dari material jenis plastik yang biasa disebut POM . Roll pemutar ini berfungsi untuk rel pemutar velg, dapat dilihat pada gambar 4.1 bahwa dari 3 roll seluruhnya dihubungkan melalui rantai penghubung yang terpasang pada gear. Roll pemutar ini terdiri dari beberapa jenis ukuran yang disesuaikan dengan ukuran velg .
Velg Roll penggerak utama
Gambar 4.4 Roll Pemutar
4. Plastik Pembungkus
Plastik pembungkus berfungsi sebagai pembungkus velg
Gambar 4.5 Plastik Pembungkus
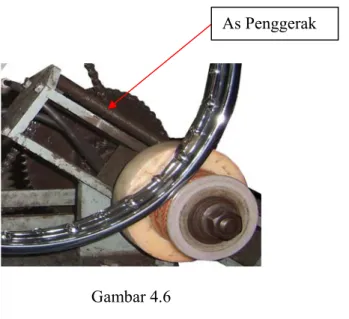
5. As Penggerak
Penggerak roll pemutar terbuat dari material baja berbentuk silinder pejal ( AS ) yang kemudian diproses ulir dengan menggunakan mesin bubut dan dipasang handle pemutan pada sisi luarnya. As penggerak ini berfungsi sebagai penggerak Roll pemutar velg saat menyesuaikan ukuran velg yang akan dipegang oleh roll.
Gambar 4.6 As Penggerak
Dari kondisi aktual mesin lama kita dapat mengetahui keunggulan dan kekurangan dari desain dan mekanisme kerja mesin tersebut. Berikut adalah kelebihan dan kekurangan dari desain dan mekanisme kerja mesin lama :
Kelebihan :
• Konstruksi mesin yang sangat kuat
• Roda gigi penggerak yang kuat
As Penggerak
Kekurangan :
• Bobot mesin yang berat sehingga susah untuk digeser ( tidak fleksibel )
• Kondisi roda gigi penggerak yang diberi pelumas dapat mengotori velg
• Tidak terdapat tombol emergency
• Roll pemutar sering terjadi slip
• Posisi roll utama yang menghambat pada saat setting
• Mekanisme penguncian velg yang masih manual sehingga membutuhkan waktu yang lama
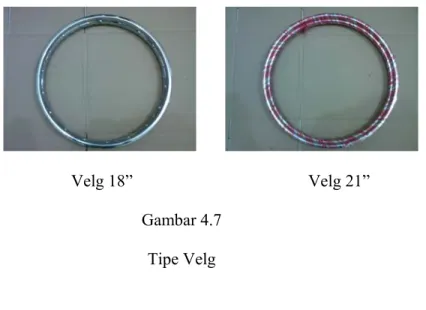
4.3 Tipe - tipe Velg
Pada proses produksi pembungkusan velg, terdapat beberapa tipe velg yang dapat dibungkus pada mesin ini yaitu velg dengan ukuran 14”, 17” 18” dan 21”. Setiap proses pembungkusan velg dengan ukuran yang berbeda memerlukan setingan pada pengunci atau pemegang velg yang berbeda pula. Berikut gambar – gambar tipe velg yang dapat dibungkus pada mesin ini :
Velg 14” Velg 17”
Velg 18” Velg 21”
Gambar 4.7 Tipe Velg
4.4 Data Anthropometri
Pada pengolahan data anthropometri, data yang diambil adalah data anthropometri statis dari tinggi badan karyawan /operator pada perusahaan dan data tinggi badan orang diluar perusahaan ( masyarakat disekitar perusahaan ) dengan umur 19 – 25 tahun. Data tinggi badan yang diambil berfungsi sebagai acuan dalam desain tinggi mesin baru, sehingga mesin dapat lebih ergonomis.
Berikut data tinggi badan yang diperoleh dari pengambilan sampel : Tabel 4.2
Data Tinggi Badan
No Tinggi Badan
xi - x ( xi - x )2 ( xi ) Cm
1 168 3,1 9,61
2 163 -1,9 3,61
3 165 0,1 0,01
4 163 -1,9 3,61
5 163 -1,9 3,61
6 167 2,1 4,41
7 170 5,1 26,01
8 165 0,1 0,01
9 163 -1,9 3,61
10 167 2,1 4,41
11 165 0,1 0,01
12 163 -1,9 3,61
13 168 3,1 9,61
14 170 5,1 26,01
15 160 -4,9 24,01
16 170 5,1 26,01
17 165 0,1 0,01
18 160 -4,9 24,01
19 160 -4,9 24,01
20 163 -1,9 3,61
Σ = 3298 199,8
Dari data diatas dilakukan pengolahan data dengan mencari rata – rata tinggi badan dan standar deviasi kemudian dilakukan perhitungan menggunakan nilai percentil.
Rata-rata tinggi badan dari data diatas:
9 , 164
20 3298
=
=
=
−
−
−
∑
x x
n x xi
Standar deviasi:
243 , 3
516 , 10
1 20
8 , 199
1 )
( 2
=
=
= −
−
=
∑
− −Sd Sd Sd
n x Sd xi
Perhitungan dengan 95 percentil adalah:
cm Sd x
23 , 170
33 , 5 9 , 164
) 243 , 3 ( 645 , 1 9 , 164
) ( 645 , 1
=
+
=
+
= +
=
Perhitungan dengan 5 percentil adalah:
cm Sd x
57 , 159
33 , 5 9 , 164
) 243 , 3 ( 645 , 1 9 , 164
) ( 645 , 1
=
−
=
−
=
−
=
Dari perhitungan rata – rata tinggi badan dan persentil diatas, maka dapat diketahui ukuran yang akan digunakan untuk rancangan mesin baru. Dengan perbandingan data anthropometri statis dari buku karangan Eko Nurmianto(
Ergonomi ,konsep dasar dan aplikasinya) dimana tinggi badan pria dewasa
indonesia adalah 1632mm dengan 5 percentil adalah 1532mm dan 95 percentil adalah1732mm, kemudian dilakukan pengukuran terhadap desain mesin lama untuk mendapatkan rancangan dimensi mesin yang harus diperbaiki. Berikut gambar konstruksi mesin lama:
Gambar 4.8
Konstruksi dan Dimensi Mesin Lama
Dari gambar diatas dapat dilihat dimensi mesin adalah 1500 x 700 x 1600 dengan tinggi area setting adalah 1000mm dan tinggi jangkauan handle pengunci velg adalah 1600mm. Ukuran dimensi ideal yang disarankan dari data anthropometri statis dari buku ergonomi konsep dasar dan aplikasinya adalah;
• Tinggi area setting
Tinggi area setting aktual adalah 1000mm, dengan perbandingan dari data anthropometri diukur dari tinggi bahu pada posisi berdiri maka didapat ukuran normal adalah 1338mm dengan ukuran 5 dan 95 percentil adalah 1247mm dan 1429mm, maka kondisi desain mesin lama dilakukan perbaikan dimensi tinggi posisi setting.
• Tinggi jangkauan handle pengunci velg
Tinggi jangkauan handle pengunci aktual adalah 1600mm, dengan perbandingan dari data anthropometri diukur dari tinggi pegangan tangan pada posisi tangan vertikal keatas dan berdiri tegak adalah 1923mm dengan 5dan 95 percentil adalah 1795mm dan 2051mm. dari demensi diatas tinggi jangkauan handle tidak perlu diubah, tetapi mengingat posisi atau letak handle yang berada dibelakang roll dan velg yang berakibat operator cukup kesulitan untuk menjangkaunya maka diperlukan perubahan pada posisi dudukan handle atau dilakukan perubahan desain .
4.5 Data Rancangan Mesin Baru
1. Rancangan Desain Konstruksi Mesin
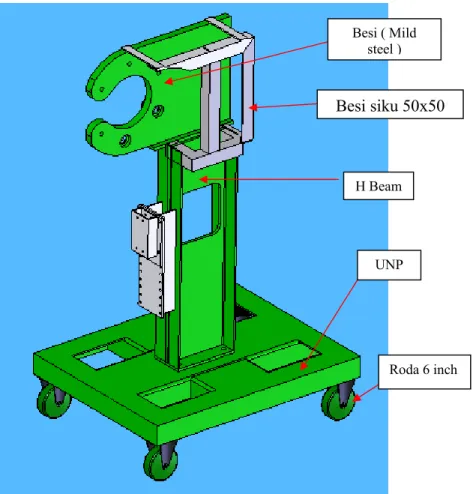
Rancangan perubahan desain konstruksi yang dibuat adalah dengan mengganti material bodi mesin yang sebelumnya terbuat dari besi cor ( cast iron ) dengan menggunakan baja kanal H ( H beam ) dan kanal U ( UNP ), hal ini dengan tujuan untuk mendapatkan bobot berat mesin yang lebih ringan. Selain itu pada bagian bawah diberi Flange ( tempat untuk memasang roda ) dan diberi roda sehingga mesin dapat dipindahkan atau digeser dengan mudah. Dari konstruksi dudukan roll utama digunakan material besi dengan tebal 20mm sedangkan dudukan box panel digunakan besi siku 50x50. Berikut gambar konstruksi mesin baru :
Gambar 4.9 Konstruksi Mesin Baru
Dari perubahan desain diatas, konstruksi baru memiliki bobot berat mesin yang lebih ringan yaitu kurang dari 250 kg, meski demikian kestabilan kerja mesin tetap terjaga. Dari rancangan tersebut disesuaikan pula tinngi area setting yang disesuaikan dengan data anthropometri yang disarankan dengan batas ideal dari percentil minimum dan maksimum yaitu 1311,7mm . Berikut gambar rancangan perubahan tinggi area setting dan data perbandingan spesifikasi rancangan mesin lama danmesin baru:
Besi ( Mild steel )
H Beam
UNP
Roda 6 inch Besi siku 50x50
Gambar 4.10
Rancangan Konstruksi dan Tinggi Area Setting
Berikut adalah data spesifikasi rancangan konstruksi mesin mesin baru:
Tabel 4.3
Data Spesifikasi Rancangan Konstruksi Mesin Baru
No Spesifikasi
1 Material Konstruksi
Kanal H Beam, UNP Besi Siku 50x50, Besi
MS
2 Berat Mesin <250kg
3 Tingkat Fleksibilitas ( mudah dipindahkan ) Baik
4 Dimensi 700x900x1911,7
5 Tinggi Area Setting 1311,7 6 Sistem Penguncian Velg Otomatis
7 Sistem Penggerak Pulley
Dari data perbandingan diatas dapat diketahui bahwa rancangan desain konstruksi mesin baru lebih baik dari mesin lama.
2. Rancangan Terhadap Mekanisme Kerja Mesin
Dalam rancangan mesin baru dilakukan perubahan pada mekanisme kerja mesin dengan mengganti penggunaan roda gigi dan rantai dengan menggunakan pulley dan V- Belt, hal ini mengingat bahwa penggunaan roda gigi dengan rantai seringkali mengakibatkan produk kotor karena terkena cipratan oli dari roda gigi, dengan penggunaan V- Belt dan pulley selain bersih juga tidak memerlukan tempat yang besar untuk perakitannya. Pulley yang. Dalam hal kontrol, pada mesin baru dilengkapi dengan tombol emergency sebagai pengaman dan penggunaan teknologi inverter dalam pengaturan kecepatannya yang dapat disesuaikan dengan kebutuhan, dalam hal ini adalah kebutuhan proses pembungkusan berdasarkan ukuran velg dengan demikian waktu estimasi saat pembungkusan dapat tercapai.
Berikut gambar – gambar komponen mekanisme kerja mesin baru:
Tombol Emergency
Box Panel
Pulley dan V- belt
Gambar 4.11
Komponen Mekanisme Kerja Mesin yang diubah V- Belt
Pulley Emergency
Inverter
3. Rancangan Desain dan Mekanisme Pengunci / Pemegang Velg
Pada mekanisme penguncian velg saat pengoperasian mesin, dimana mesin lama menggunakan sistem pengencangan dengan ulir ( manual ) maka pada rancangan mesin baru metode tersebut diubah dengan menggunakan sistem pneumatic dengan 2silinder . Perubahan ini dilakukan karena sistem penguncian pada mesin yang lama membutuhkan waktu yang cukup lama. Dengan penggunaan sistem baru ini diharapkan dapat memangkas waktu saat dilakukan setting sebelum proses pembungkusan. Pada penggunaan sistem pneumatic ini diperlukan tekanan sebesar 1 bar untuk mendorong dan mengunci velg, untuk pengoperasiannya dilakukan dengan menginjak pedal yang dipasang pada bagian konstruksi rangka bawah. Rancangan pengunci velg juga dapat disesuaikan dengan mengubah posisi dudukan silinder pneumatic dan disesuaikan dengan ukuran velg yang akan dibungkus. Berikut gambar rancangan desain pengunci velg:
Sistem Pneumatic : sumber, penulis 2010 Penunjuk
tekanan
Pedal Silinder
Gambar 4.12
Sistem Pneumatic Pengunci Velg
Dari gambar diatas dapat dilihat bahwa dudukan silinder dapat disesuaikan atau diubah menurut ukuran velg yang akan di bungkus.
Untuk perubahan dudukan pemegang atau pengunci velg harus disertai dengan penggantian roll pemutar velg dan roll pengarah dengan roll yang sesuai dangan ukuran lebar velg yang akan di bungkus.
4. Rancangan Komponen yang didesain ulang
Dalam rancangan desain mesin baru dilakukan juga beberapa perubahan desain komponen penyusunnya, hal ini dimaksudkan untuk mendapatkan fungsi yang optimal dari keseluruhan desain mesin baru.
Pengunci velg
Disesuaika
Silinder pneumatic Roll
Beberapa perubahan yang dilakukan sebagian komponen sudah dijelaskan sebelumnya, berikut beberapa komponen yang dilakukan perubahan : a. Main roll / Roll Utama
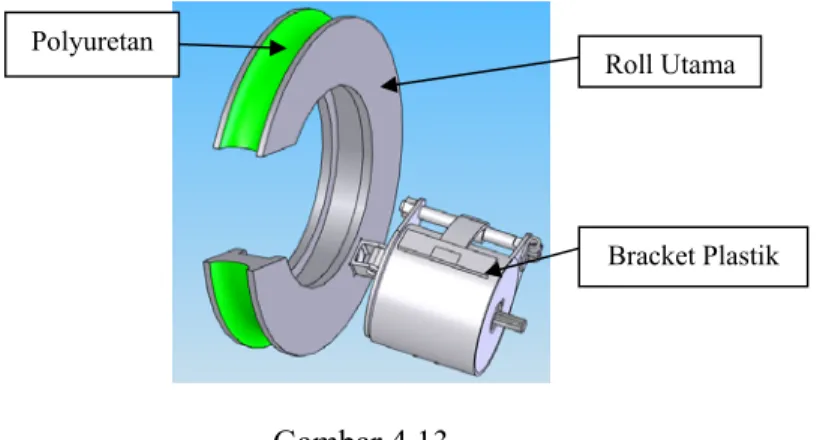
Roll utama berfungsi sebagai pemutar plastic yang terpasang pada bracket plastik saat proses pembungkusan. Perubahan dilakukan dengan melapisi roll dengan PU ( polyuretan ) dengan tujuan agar roll tidak mengalami slip saat berputar. Berikut gambar roll utama untuk desain baru :
Gambar 4.13 Roll Utama
b. Roll Guide / Roll Penghantar
Roll Guide terbuat dari material Bronze yang berfungsi untuk menjalankan / memutar roll utama. Berikut gambar roll Penghantar untuk desain baru :
Roll Utama Polyuretan
Bracket Plastik
Gambar 4.14 Roll Penghantar
c. Roll Pemutar dan Roll Pengarah Velg
Roll pemutar dan pengarah velg dibuat dari material yang berbeda, untuk roll pemutar terbuat dari besi ( MS ) kemudian dilapisi dengan PU . Fungsi dari roll pemutar ialah untuk memutar velg yang akan dibungkus sedangkan lapisan PU berfungsi agar roll tedak slip saat berputar. Untuk Roll pengarah digunakan material MC Blue ( sejenis plastik ) dan tidak dilapis PU karena fungsinya hanya mengarahkan Velg yang berputar dan roll juga mendapat tekanan dari silinder pneumatic . Berikut gambar rancangan untuk desain baru :
Desain Baru
Gambar 4.15
Roll Pemutar dan Pengarah Velg
d. Pengunci Velg
Pada rancangan mekanisme pengunci/ pemegang velg diatas sudah dijelaskan tentang desain dan cara kerja komponen pengunci velg.
Berikut dapat dilihat perubahan desain dari pengynci lama dengan pengunci baru:
Desain Baru Gambar 4.16
Desain Pengunci / Pemegang Velg
Polyuretan MC Blue
4.6 Data Waktu Setting
Pada penelitian ini dilakukan pengukuran waktu setting yang dilakukan secara langsung dengan menggunakan metode jam henti ( stopwatch ).
Pengambilan data waktu setting diambil dari proses setting velg dengan ukuran 17 inch, dan dilakukan pengambilan data untuk mesin lama dan mesin baru.
Yang dianggap sebagai proses setting sebagai penentu waktu setting dalam proses pembungkusan velg ini adalah proses yang diawali dari pengambilan velg yang dilakukan operator dari trolley /rak angkut kemudian mengarahkan velg pada roll pemutar velg, dilanjutkan penguncian velg. Setelah velg terkunci pada roll pemutar, operator kemudian memasang ( melilitkan ) plastik wrapp yang akan digunakan untuk membungkus velg.
4.4.1 Data waktu setting Mesin Lama
Dari pengambilan data waktu setting mesin lama diperoleh data sebagai berikut:
Tabel 4.4
Data waktu setting Velg 17 inch dengan mesin lama No Waktu ( detik )
1 13,67
2 13,66
3 13,68
4 13,67
5 13,66
6 13,67
7 13,68
8 13,66
9 13,66
10 13,67
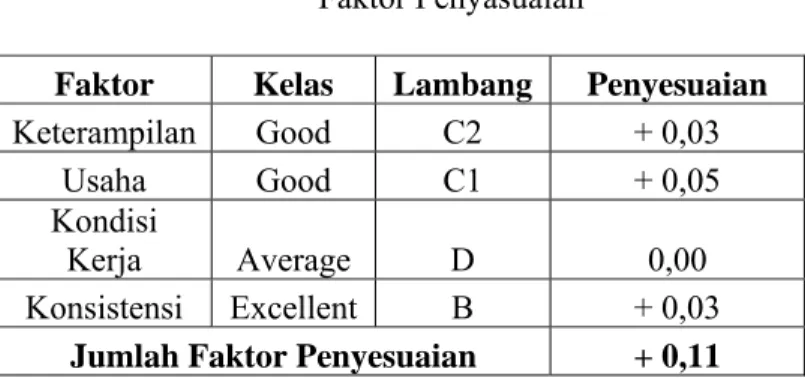
Dari data yang telah didapat kemudian data diolah untuk mendapatkan waktu baku setting pada mesin lama. Diketahui bahwa faktor penyesuaian yang digunakan adalah dengan metode westinghouse dan faktor kelonggaran ditetapkan sebagai berikut:
Tabel 4.5 Faktor Penyasuaian
Faktor Kelas Lambang Penyesuaian
Keterampilan Good C2 + 0,03
Usaha Good C1 + 0,05
Kondisi
Kerja Average D 0,00
Konsistensi Excellent B + 0,03 Jumlah Faktor Penyesuaian + 0,11
Jadi p = 1 + 0,11 atau p = 1,11
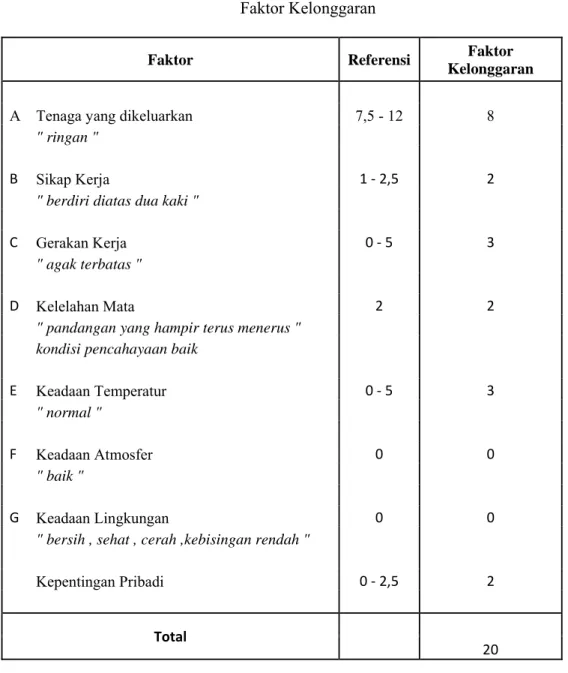
Data faktor kelonggaran dari operator yang mengoperasikan mesin tersebut. Dalam hal ini operator mesin adalah pria.
Tabel 4.6 Faktor Kelonggaran
Faktor Referensi Faktor
Kelonggaran
A Tenaga yang dikeluarkan 7,5 - 12 8
" ringan "
B Sikap Kerja 1 ‐ 2,5 2
" berdiri diatas dua kaki "
C Gerakan Kerja 0 ‐ 5 3
" agak terbatas "
D Kelelahan Mata 2 2
" pandangan yang hampir terus menerus "
kondisi pencahayaan baik
E Keadaan Temperatur 0 ‐ 5 3
" normal "
F Keadaan Atmosfer 0 0
" baik "
G Keadaan Lingkungan 0 0
" bersih , sehat , cerah ,kebisingan rendah "
*) Kepentingan Pribadi 0 ‐ 2,5 2
Total
20
Tabel 4.7
Data Waktu Setting Mesin Lama
No Waktu ( detik ) x ‐⎯x (x ‐⎯x )2 x2 1 13,67 0,002 4E‐06 186,8689 2 13,66 ‐0,008 6,4E‐05 186,5956 3 13,68 0,012 0,000144 187,1424 4 13,67 0,002 4E‐06 186,8689 5 13,66 ‐0,008 6,4E‐05 186,5956 6 13,67 0,002 4E‐06 186,8689 7 13,68 0,012 0,000144 187,1424 8 13,66 ‐0,008 6,4E‐05 186,5956 9 13,66 ‐0,008 6,4E‐05 186,5956 10 13,67 0,002 4E‐06 186,8689
Total 136,68
7,11E‐
15 0,00056 1868,143
Pengolahan data diatas dilakukan dengan langkah – langkah sebagai berikut:
1. Pembagian sampel dalam subgrup Sub
Grup Ke Waktu Setting
Nilai Rata – Rata ( Xi )
1 13,67 13,66 13,68 13.67 13,66 13.67
2 13,67 13,68 13,66 13,66 13,67 13,67
Jumlah 27,34
2. Nilai rata – rata dari kedua subgrup diatas adalah
67 , 13
2 34 . 27
=
=
−
−
x x
3. Standar deviasi sebenarnya dari waktu setting adalah :
007 , 0
00006 . 0
9 0,00056
1 10
00056 , 0
1 )
( 2
=
=
=
= −
−
=
∑
−−σ σ σ σ
σ N
Xj
x
4. Standar Deviasi dan distribusi nilai rata-rata sub grup yaitu :
0031 , 0
5 007 , 0
=
=
=
−
−
−
x x x
nσ σ σ σ
5. Pengujian Keseragaman Data
Untuk pengujian keseragaman data,dengan tingkat keyakinan 95% maka Z = 1,95 ~ 2
Batas Kontrol Atas ( BKA ) =
x
+Z.σx=
= 13,67 +( 2. 0,0031 )
= 13.68
Batas Kontrol Bawah ( BKB ) =
x
+Z.σx=
= 13,65 - ( 2. 0,0031)
= 13,66
Seluruh sub grup berada pada BKA dan BKB sehingga data dikatakan seragam dan dapat digunakan.
6. Pengujian Kecukupan Data
Untuk menghitung banyaknya pengukuran yang diperlukan yaitu dengan pengujian kecukupan data dengan tingkat ketelitian 5% dan tingkat keyakinan 95%, menggunakan rumus:
( )
( ) ( )
0007 , 0 '
) 68 , 136 (
0076 , 05 0 , 0 2 '
) ` 68 , 136 (
68 , 136 143 , 1868 05 10
, 0 2 '
) '
2
2 2 2 2 2
=
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
=
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡ −
=
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡ −
=
∑
∑ ∑
N N N
X X X s N Z N
j j j
Karena N’ ≤ N maka jumlah pengukuran pada percobaan yang dilakukan sudah cukup.
7. Waktu Siklus Rata Rata
67 , 13
668 , 13
10 68 , 136
=
=
=
=
∑
Ws Ws Ws
N Ws Xj
8. Waktu Normal
17 , 15
11 . 1 67 , 13
=
×
=
×
=
Wn Wn
p Ws Wn
9. Waktu Baku
2 , 18
2 . 1 17 , 15
) 2 . 0 1 ( 17 , 15
) 1 (
) (
=
×
=
+
×
=
+
×
=
× +
=
Wb Wb Wb
i Wn Wb
i Wn Wn Wb
4.4.2 Data waktu setting Mesin Baru
Dari pengambilan data waktu setting mesin baru diperoleh data sebagai berikut:
Tabel 4.8
Data waktu setting Velg 17 inch dengan Mesin Baru
Percobaan Waktu ( detik )
1 8,59
2 8,55
3 8,56
4 8,54
5 8,59
6 8,6
7 8,54
8 8,58
9 8,54
10 8,6
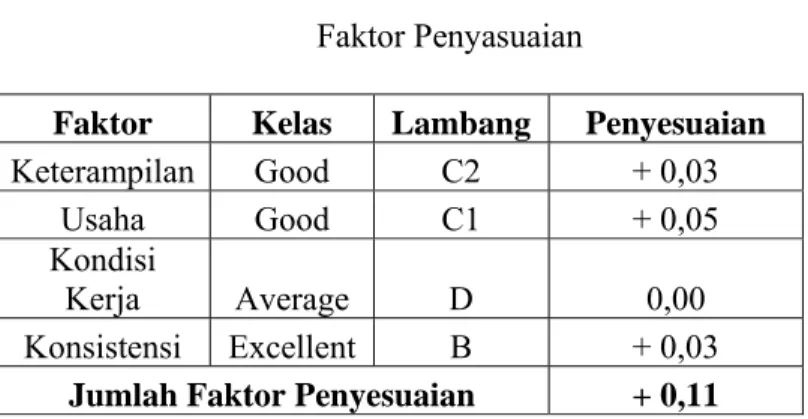
Dari data yang telah didapat kemudian data diolah untuk mendapatkan waktu baku setting pada mesin lama. Diketahui bahwa faktor penyesuaian yang digunakan adalah dengan metode westinghouse dan faktor kelonggaran ditetapkan sebagai berikut:
Tabel 4.9 Faktor Penyasuaian
Faktor Kelas Lambang Penyesuaian
Keterampilan Good C2 + 0,03
Usaha Good C1 + 0,05
Kondisi
Kerja Average D 0,00
Konsistensi Excellent B + 0,03 Jumlah Faktor Penyesuaian + 0,11
Jadi p = 1 + 0,11 atau p = 1,11
Tabel 4.10 Faktor Kelonggaran
Faktor Referensi Faktor
Kelonggaran
A Tenaga yang dikeluarkan 7,5 - 12 8
" ringan "
B Sikap Kerja 1 ‐ 2,5 2
" berdiri diatas dua kaki "
C Gerakan Kerja 0 ‐ 5 3
" agak terbatas "
D Kelelahan Mata 2 2
" pandangan yang hampir terus menerus "
kondisi pencahayaan baik
E Keadaan Temperatur 0 ‐ 5 3
" normal "
F Keadaan Atmosfer 0 0
" baik "
G Keadaan Lingkungan 0 0
" bersih , sehat , cerah ,kebisingan rendah "
Kepentingan Pribadi 0 ‐ 2,5 2
Total
20
Tabel 4.11
Data Waktu Setting Mesin Baru
Percobaan Waktu ( detik ) x‐⎯x ( x ‐⎯x )2 x2 1 8,59 0,02 0,0004 73,7881 2 8,55 ‐0,02 0,0004 73,1025
3 8,56 ‐0,01 1E‐04 73,2736 4 8,54 ‐0,03 0,0009 72,9316 5 8,59 0,02 0,0004 73,7881 6 8,6 0,03 0,0009 73,96 7 8,54 ‐0,03 0,0009 72,9316 8 8,58 0,01 1E‐04 73,6164 9 8,54 ‐0,03 0,0009 72,9316 10 8,6 0,03 0,0009 73,96 Total 85,69 ‐0,01 0,0059 734,284
Pengolahan data diatas dilakukan dengan langkah – langkah sebagai berikut:
1. Pembagian sampel dalam subgrup Sub
Grup Ke
Waktu Setting
Nilai Rata – Rata ( Xi )
1 8,59 8,55 8,56 8,54 8,59 8,57
2 8,6 8,54 8,58 8,54 8,6 8,57
Jumlah 17,14
2. Nilai rata – rata dari kedua subgrup diatas adalah
57 . 8
2 14 , 17
=
=
−
−
x
x
3. Standar deviasi sebenarnya dari waktu setting adalah :
03 , 0
00065 , 0
9 0,0059
1 10
0059 , 0
1 )
( 2
=
=
=
= −
−
=
∑
−−σ σ σ σ
σ N
Xj
x
4. Standar Deviasi dan distribusi nilai rata-rata sub grups yaitu :
013 . 0
5 03 , 0
=
=
=
−
−
−
x x x
nσ σ σ σ
5. Pengujian Keseragaman Data
Untuk pengujian keseragaman data, dengan tingkat keyakinan 95% maka Z = 1,95 ~ 2
Batas Kontrol Atas ( BKA ) =
x
+Z.σx=
= 8,57 +( 2. 0,013 )
= 8,6
Batas Kontrol Bawah ( BKB ) =
x
+Z.σx=
= 8,57 - ( 2. 0,013 )
= 8,54
Seluruh sub grup berada pada BKA dan BKB sehingga data dikatakan seragam dan dapat digunakan.
6. Pengujian Kecukupan Data
Untuk menghitung banyaknya pengukuran yang diperlukan yaitu dengan pengujian kecukupan data dengan tingkat ketelitian 5% dan tingkat keyakinan 95%, menggunakan rumus:
( )
( ) ( )
12 , 0 '
) 69 , 85 (
064 , 05 0 , 0 2 '
) ` 69 , 85 (
69 , 85 284 , 734 05 10 , 0 2 '
) '
2
2 2 2 2 2
=
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡
=
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡ −
=
⎥⎥
⎥⎥
⎦
⎤
⎢⎢
⎢⎢
⎣
⎡ −
=
∑
∑ ∑
N N N
X X X s N Z N
j j j
Karena N’ ≤ N maka jumlah pengukuran pada percobaan yang dilakukan sudah cukup.
7. Waktu Siklus Rata Rata
57 , 8
569 , 8
10 69 , 85
=
=
=
=
∑
Ws Ws Ws
N Ws Xj
8. Waktu Normal
51 , 9
11 . 1 57 , 8
=
×
=
×
=
Wn Wn
p Ws Wn
9. Waktu Baku
41 , 11
2 . 1 51 , 9
) 2 . 0 1 ( 51 , 9
) 1 (
) (
=
×
=
+
×
=
+
×
=
× +
=
Wb Wb Wb
i Wn Wb
i Wn Wn Wb