BAB IV
PENGUMPULAN DAN PENGOLAHAN
4.1 Studi Pendahuluan
Sejarah berdirirnya PT Semen Gresik dimulai pada tahun 1935 – 1938, saat Ir. Van Es mengadakan survei di daerah Gresik Jawa Timur ternyata daerah tersebut banyak mengandung batu kapur dan tanah liat yang merupakan bahan utama pembuatan semen. Pemerintah Hindia Belanda setelah mengetahui hal itu bermaksud mendirikan pabrik Semen di Gresik, tetapi tidak terwujud karena pecah perang dunia ke-2.
Bapak Drs. Moh. Hatta pada tahun 1950 berusaha untuk memprakarsai berdirinya pabrik semen di Gresik. Pada tahun 1951 oleh Dr. F. Lauver dan Dr. A. kraef dari Jerman mengadakan penyelidikan secara intensif terhadap batu kapur dan tanah liat di daerah Gresik.
Pada tahun 1953 tepatnya pada tanggal 25 Maret 1953 pemerintah RI menugaskan Bank Industri Negara (BAPINDO) untuk membentuk badan hukum NV di pabrik Semen Gresik dengan akta notaris No. 14 dari Raden Master Soemandi di Jakarta dan yang ditunjuk sebagai Komisaris Dirut adalah bapak Ir. Ibrahim bin Moh Zahier. Pada tanggal 1 April 1955 pembangunan fisik pertama semen Gresik dimulai. Pabrik Semen Gresik diresmikan oleh Presiden Soekarno pada tanggal 7 Agustus 1957 dan merupakan pabrik semen pertama di Indonesia yang dibangun setelah Proklamasi Kemerdekaan dengan kapasitas produksi 250.000 ton/ tahun.
PT Semen Gresik menjadi BUMN pertama yang diakui sebagai PT Persero pada tanggal 24 Oktober 1969. PT Semen Gresik mendapat ISO 9002 yang merupakan pengakuan jaminan mutu dalam produksi oleh dunia Internasional pada tanggal 29 Mei 1996 yang dapat memperlancar aspek pemasaran produk PT Semen Gresik. Pada tanggal 8 Juli 1991 Semen Gresik melakukan
go publik dengan menjual 40.000.000 lembar saham. Komposisi kepemilikan saham negara 73% dan masyarakat 27%. 24 September 1994 dilakukan peresmian Pabrik Tuban I dengan kapasitas 2.300.000 ton semen per tahun dengan kapasitas terpasang meningkat menjadi 4.100.000 ton per tahun. PT Semen Gresik mengadakan konsolidasi dengan Pabrik Semen milik BUMN yang lain yaitu P.T. Semen Padang dan P.T.Semen Tonasa pada tanggal 15 September 1995. Ketiga perusahaan ini memberikan sinergi dalam bidang pemasaran, distribusi proyek, investasi, keuangan, tekhnik, sumber daya manusia ,penelitian, pengembangan, sistem informasi logistik infentori serta pengawasan intern hukum. Dari hal tersebut diharapkan diperoleh pengelolaan perusahaan yang lebih efektif dan efisien sehingga dapat memberikan keuntungan yang maximal pada semua pemegang saham. Pada bulan itu juga dilakukan penjualan saham pada masyarakat untuk kedua kalinya sehingga komposisi kepemilikan saham menjadi 65% milik pemerintah dan 35% milik masyarakat. Pada 29 Mei tahun 1996, PT Semen Gresik (Persero) Tbk. Memperoleh Sertifikat Sistem Manajemen Mutu ISO 9002.
Pada tahun 1998 pemerintah melakukan privatisasi dan menjual sahamnya kepada Cemex sehingga komposisi kepemilikan sahan di PT.Semen Gresik menjadi 51 % Pemerintah RI, 26 % Cemex dan 23% masyarakat.
4.1.1 Produk yang Dihasilkan PT. Semen Gresik (Persero) Tbk.
PT Semen Gresik (Persero) Tbk menghasilkan produk semen yang dapat dibedakan menjadi dua jenis semen yang mempunyai komposisi dan bahan penyusun berbeda disesuaikan dengan penggunaan semen tersebut, yaitu :
a. PORTLAND POZZOLAN CEMENT (PPC)
Gambar 4.1 Semen PPC
Portland Pozzolan Cement adalah semen hidrolis yang dibuat dengan menggiling terak semen Portland, gypsum, dan bahan Pozzolan. PPC diproduksi PT Semen Gresik (Persero) Tbk memenuhi persyaratan SNI 15-0302-1994 jenis A dan ASTM C 595M-1995 type IP. Komposisi dari semen bedasarkan hasil pengujian kimia adalah sebagai berikut :
Tabel 4.1 Komposisi kimia dari semen PP Jenis Komposisi Kimia Hasil Uji PPC
(%) Silikon Dioksida (SiO2) 23.13 Aluminium Oksida (Al2O3) 8.76 Ferri Oksida ( Fe2O3) 4.62 Kalsium Oksida (CaO) 58.66 Magnesium Oksida (MgO) 0.90 Sulfur Trioksida (SO3) 2.18
Hilang Pijar (LOI) 1.69
Kapur Bebas 0.69
Bagian tidak larut 8.82
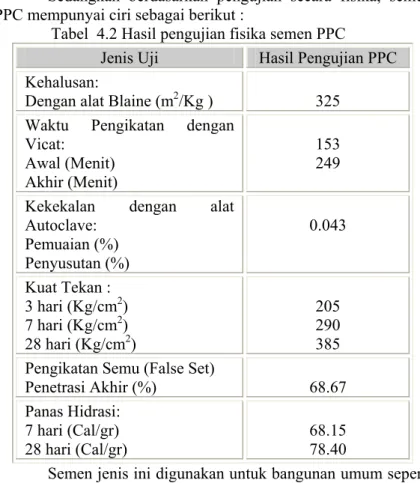
Sedangkan berdasarkan pengujian secara fisika, semen PPC mempunyai ciri sebagai berikut :
Tabel 4.2 Hasil pengujian fisika semen PPC
Jenis Uji Hasil Pengujian PPC Kehalusan:
Dengan alat Blaine (m2/Kg ) 325 Waktu Pengikatan dengan
Vicat:
Awal (Menit) Akhir (Menit)
153 249 Kekekalan dengan alat
Autoclave:
Pemuaian (%) Penyusutan (%)
0.043
Kuat Tekan : 3 hari (Kg/cm2) 7 hari (Kg/cm2) 28 hari (Kg/cm2)
205 290 385 Pengikatan Semu (False Set)
Penetrasi Akhir (%) 68.67
Panas Hidrasi:
7 hari (Cal/gr) 28 hari (Cal/gr)
68.15 78.40
Semen jenis ini digunakan untuk bangunan umum seperti pada semen Portland jenis 1, dan bangunan-bangunan yang memerlukan ketahanan sulfat sedang dan panas hidrasi sedang.
Antara lain digunakan untuk : 1. Bangunan bertingkat tinggi 2. Perumahan
3. Jembatan dan jalan raya 4. Landasan Bandara Udara
5. Bangunan dilingkungan garam seperti dermaga dan bangunan irigasi
6. Beton volume besar seperti bendungan, dam, pondasi plat penuh
7. Beton pracetak dan pratekan
8. Elemen bangunan seperti genteng, batako, paving blok, dll
b. ORIGINAL PORTLAND CEMENT (OPC)
Gambar 4.2 Semen OPC
Semen Portland Jenis I adalah semen hidrolis yang dibuat dengan menggiling terak semen Portland dan gypsum. Semen Portland jenis I produksi PT Semen Gresik (Persero) Tbk.
Memenuhi persyaratan SNI 15-2049-1994 jenis I dan ASTM C 150-1995 type I. Komposisi dari semen bedasarkan hasil pengujian kimia adalah sebagai berikut :
Tabel 4.3 Komposisi kimia dari semen OPC Jenis Komposisi Kimia Hasil Uji OPC (%) Silikon Dioksida (SiO2) 20.92 Aluminium Oksida (Al2O3) 5.49
Ferri Oksida ( Fe2O3) 3.78
Kalsium Oksida (CaO) 65.21
Magnesium Oksida (MgO) 0.97
Tabel 4.3 Komposisi kimia dari semen OPC (lanjutan)
Sulfur Trioksida (SO3) 2.22
Hilang Pijar (LOI) 1.35
Kapur Bebas 0.59
Bagian tidak larut 0.43
Alkali (Na2O+0.658 K2O) 0.19 Tricalsium Silicate (C3S) 57.82 Dicalsium Silicate (C2S) 16.36 Tricalsium Aluminate (C3A) 8.16 Tricalsium Aluminate Ferrit (C4AF) 11.5
Sedangkan berdasarkan pengujian secara fisika, semen OPC mempunyai ciri sebagai berikut :
Tabel 4.4 Hasil pengujian fisika semen OPC Jenis Uji Hasil Pengujian OPC Kehalusan:
Dengan alat Blaine (m2/Kg ) 320 Waktu Pengikatan dengan Vicat:
Awal (Menit)
Akhir (Menit) 148
245 Kekekalan dengan alat Autoclave:
Pemuaian (%)
Penyusutan (%) 0.060
Kuat Tekan : 3 hari (Kg/cm2) 7 hari (Kg/cm2) 28 hari (Kg/cm2)
230 320 410 Pengikatan Semu (False Set)
Penetrasi Akhir (%) 73.39
Semen jenis ini digunakan untuk bangunan umum dengan kekuatan tekan yang tinggi dan tidak memerlukan persyaratan khusus. Antara lain digunakan untuk:
1. Bangunan bertingkat tinggi 2. Perumahan
3. Jembatan dan jalan raya 4. Landasan Bandara Udara 5. Beton pracetak dan pratekan
6. Elemen bangunan seperti genteng, batako, paving blok, dll
Semen ini didistribusikan dalam dua kemasan atau bentuk yang berbeda yaitu :
1. Zak
Yaitu semen yang dipasarkan dengan menggunakan kemasan zak dengan berat 50 kilogram untuk per zaknya.
Biasanya digunakan untuk melayani pembelian semen guna memenuhi kebutuhan rumah tangga atau distributor yang akan menjual kembali semen tersebut.
2. Bulk
Yaitu semen yang tidak dikemas dalam zak melainkan langsung ditempatkan pada bulk atau semacam truk tangki tertutup. Ukurannya disesuaikan dengan permintaan konsumen dan kapasitas bulk atau tangki.
Pengemasan semen ini biasanya digunakan pada perusahaan atau untuk melayani kebutuhan semen yang akan langsung digunakan dalam proyek dengan skala yang besar.
4.1.2 Proses Pembuatan Semen
Pada proses pembuatan semen ini dapat dibagi menjadi 6 bagian besar yaitu :
1. Proses Penambangan
Penambangan merupakan proses pengambilan batu kapur dan tanah liat yang diperlukan dalam memproduksi semen. Dimana telah dibuat perencanaan lokasi penambangan untuk kebutuhan setiap harinya. Langkah-langkah dalam melakukan penambangan adalah sebagai berikut :
a. Pembersihan dan Pengupasan Topsoil
Langkah pertama yang dilakukan pada penambangan ini adalah dengan melakukan pembersihan dari tanaman-tanaman yang tumbuh dan melakukan pengupasan lapisan atas dari tanah yang berada di bukit kapur. Perbedaan pengupasan Topsoil dari batu kapur dan tanah liat adalah sebagai berikut:
Tabel 4.5 Perbedaan Batu Kapur dan Tanah Liat Kriteria Batu Kapur Tanah Liat Peralatan yang
digunakan Komatsu D150 Komatsu D85SS Kedalaman
pengupasan
Dipengaruhi
oleh tinggi permukaan
Kurang lebih 40
cm dari permukaan
Pengalokasian Topsoil
Disimpandi Topsoil bank (sisi Selatan greenbelt, 1 km kuari) untuk media reklamsi.
Disimpan
ditanggul-tanggul antar kuari.
b. Pengeboran
Pengeboran dilakukan dengan tujuan untuk mengetahui kadar CaO dari lapisan batu kapur yang akan digunakan
dalam proses produksi semen. Untuk tanah liat tidak diperlukan proses pengeboran dan peledakan cukup dengan penggalian. Penambangan batu kapur, dilakukan pada 3 lokasi, dimana diantara 3 lokasi tersebut dapat memenuhi 3 kriteria batu kapur yaitu Low Grade, Medium Grade dan High Grade yang dilakukan adalah dengan melakukan pengeboran sampai kedalaman 6m dan diameter 3.5 inch dengan burden 2.5 meter dan dengan jarak antar lubang adalah 3 meter pada lokasi yang telah ditentukan dengan menggunakan alat bor Atlas Copco ROC F7. Selain dilakukan pengeboran dilakukan juga subdrilling sedalam 0.5 meter untuk mengantisipasi kedalaman hasil peledakan yang kurang dari kriteria yang ditentukan.
Kemudian dilakukan pengambilan sampel pada minimal 5 titik dimana 4 sampel terletak di sudut dan satu sampel terletak di tengah pada setiap area peledakan untuk mengetahui keadaan dan kualitas batu kapur. Sampel tersebut dibawa menuju laboratorium pengendalian proses untuk menguji kualitas dari batu kapur tersebut agar dapat disesuaikan dengan komposisi bahan yang lain sehingga dapat dihasilkan produk yang sesuai dengan kriteria semen yang telah ditentukan sebelumnya.
c. Peledakan
Setelah itu mulailah dilakukan peledakan untuk menghancurkan bukit kapur agar didapatkan bongkahan- bongkahan batu kapur tersebut. Untuk memeperkecil ukuran bongkahan batu kapur itu maka dilakukan proses pemecahan batu kapur dengan fragmentasi maksimal 80 cm dengan jumlah paling sedikit 90% dari yang dihasilkan sehingga dapat memudahkan untuk pemrosesan selanjutnya. Pada proses ini menggunakan bahan peledak ANFO (94,5%) dan juga Fuel oil (5,5%) dengan target ROM 30.000 – 35000 Ton batu kapur per hari.
d. Penggalian dan Pemuatan
Proses penggalian batu kapur dilakukan untuk mempermudah mendapatkan batu kapur dengan ukuran yang lebih kecil serta memindahkan batu kapur tersebut ke dalam dump truk. Peralatan yang digunakan adalah Excavator Komatsu PC-650, Komatsu PC-400, Wheel Loader Komatsu WA500 serta ditunjang dengan Dozer dan Grader. Sedangkan untuk tanah liat dilakukan dengan menggunakan Excavator Komatsu PC-400 dan Komatsu PC-200. Pengambilan sample tanah liat dilakukan pada tanah liat yang telah dikeruk atau digali secara chanelling sepanjang front aktif kurang lebih 2 meter. Pengambilan sample ini dimaksudkan untuk mengetahui kadar dari alumina yang terkandung dalam tanah liat tersebut agar dapat disesuaikan dalam penentuan komposisi batu kapur dan tanah liat dalam pembuatan pile.
Sedangkan maksud dari penggalian secara chanelling adalah, penggalian dilakukan dengan pola vertikal.
e. Pengangkutan ke ROM storage / hopper crusher
Setelah bongkahan - bongkahan tersebut menjadi lebih kecil maka dilakukan pengangkutan dengan menggunakan Dump Truck dengan kapasitas 20 Ton kemudian dibawa untuk memenuhi kebutuhan crusher dari masing-masing pabrik dengan jarak kurang lebih 2 kilometer . Setelah itu tanah liat tersebut siap untuk diangkut menggunakan dump truck menuju proses crusher dengan jarak untuk kuari Mliwang kurang lebih 6 kilometer sedangkan untuk Telogowaru kurang lebih 3 kilometer.
2. Proses Crusher
Proses Crusher merupakan proses penghancuran batu kapur dan tanah liat. Dengan tujuan untuk memperkecil ukuran batu kapur dan tanah liat yang berasal dari pertambangan, sehingga mempermudah proses selanjutnya.
Langkah-langkah proses crusher adalah sebagai berikut : a. Memasukkan batu kapur dari dump truk ke dalam hopper.
Hopper merupakan mesin yang digunakan untuk
menyaring batu kapur sesuai dengan ukurannya. Untuk batu kapur yang mempunyai ukuran diameter kurang dari 15 cm masuk ke dalam conveyor sedangkan untuk batu kapur yang mempunyai ukuran diameter lebih dari 15 cm akan masuk ke dalam mesin crusher.
b. Untuk batu kapur yang mempunyai ukuran diameter lebih dari 15 cm akan diproses pada mesin crusher dimana didalam mesin ini terdapat hammer mill yang akan menghaluskan batu kapur tersebut. Sehingga dihasilkan batu kapur yang mempunyai ukuran kurang dari 15 cm.
c. Hasil penghalusan mesin crusher tersebut akan menuju Belt Conveyor 2 serta dibawa menuju percampuran dengan tanah liat.
d. Memasukkan tanah liat dari dump truk ke Hopper yang digunakan untuk pemrosesan tanah liat, dimana sebenarnya proses ini hampir sama dengan proses yang dilakukan pada pengolahan batu kapur. Appron merupakan mesin yang digunakan untuk menyaring tanah liat sesuai dengan ukurannya. Untuk tanah liat yang mempunyai ukuran diameter kurang dari 15 cm masuk ke dalam conveyor sedangkan untuk tanah liat yang mempunyai ukuran diameter lebih dari 15 cm akan masuk ke dalam mesin crusher.
e. Untuk tanah liat yang mempunyai ukuran diameter lebih dari 15 cm akan diproses pada mesin crusher dimana didalam mesin ini terdapat clay cutter yang akan menghaluskan tanah liat tersebut. Sehingga dihasilkan tanah liat yang mempunyai ukuran kurang dari 15 cm.
f. Hasil penghalusan mesin crusher tersebut akan menuju Belt conveyor 1 serta dibawa menuju percampuran dengan batu kapur.
g. Hasil pengolahan mesin crusher pada batu kapur yang dibawa dengan Belt conveyor 2 serta pengolahan pada tanah liat yang dibawa dengan Belt conveyor 1 akan bertemu pada Belt conveyor 3. Jadi pada conveyor ini
hanya dilakukan pencampuran dengan manjatuhkan batu kapur serta tanah liat dengan bersama-sama. Dimana penentuan pencampuran ini diberi toleransi kurang lebih 0.25
h. Setelah itu dibawa oleh Belt conveyor 3 menuju ke Surge Bin dimana pada Surge Bin ini, material yang telah dicampur dan dibawa oleh Belt Conveyor hanya akan melewati Bin tersebut tanpa ada pemrosesan terhadap material tersebut didalamnya.
i. Setelah dilakukan pencampuran maka hasilnya akan turun lalu dibawa oleh Belt conveyor 4 dilanjutkan ke Belt conveyor 5, Belt conveyor 6, Belt conveyor 7 dan yang terakhir adalah Belt conveyor 8.
j. Setelah diangkut oleh Belt conveyor 8 maka akan dilanjutkan dengan menaikkan hasil pencampuran tersebut pada tripper guna dibentuk pile.
k. Pada tripper ini proses yang terjadi adalah dijatuhkannya batu kapur dan tanah liat tersebut ke tanah sepanjang 150 dari arah barat ke timur sampai mempunyai kapasitas sekitar 45000 ton. Inilah yang dinamakan pile. Untuk lebih jelasnya, pile adalah tumpukan campuran tanah liat dan batu kapur yang membentuk seperti gunung agar dapat diproses secara lanjut. Untuk tiap-tiap bagian dari pabrik ini terdapat 2 pile. Pile yang dihasilkan ini memakai standar LSF.
l. Dilakukan perngambilan sampel pada setiap pencampuran agar dalam pengolahan membuat pile, jika ada komposisi yang kurang sesuai maka akan dilakukan penambahan batu kapur murni yang mempunyai kandungan CaO paling tinggi agar nantinya hasil pencampuran yang diharapkan bisa terbentuk.
3. Proses Roller Mill
Proses Roller Mill merupakan proses untuk menghaluskan pile yang telah dibuat sebelumnya dengan
menambah bahan baku seperti pasir silika dan pasir besi.
Proses ini dilmulai dari storage yang menyimpan pile yang akan digunakan sebagai umpan dalam proses raw mill ini.
Langkah-langkah dari proses Roller Mill ini adalah sebagai berikut:
a. Pile yang ada di dalam storage di makan oleh alat reklamer yang berfungsi untuk mengambil umpan tersebut dan dibawa dengan menggunakan Belt conveyor. Proses pengambilan ini dilaksanakan secara bergantian antara east dan west pile apabila salah satu pile sedang dimakan maka tripper akan mengisi pile yang lain.
b. Campuran batu kapur dan tanah liat tersebut dibawa dengan menggunakan Belt conveyor menuju mix bin.
Sedangkan bahan lain seperti pasir silika, pasir besi dan pure batu kapur (koreksi) juga dibawa dengan Belt conveyor menuju masing-masing bin.
a. Proses selanjutnya adalah mencampur bahan tersebut sesuai dengan komposisi berat yang telah ditentukan.
Masing-masing bahan tersebut keluar dari bin menuju satu belt konveyor yang sama dan masuk ke dalam mesin Roller Mill untuk dihaluskan.
b. Didalam mesin Roller Mill terdapat alat clasifier atau alat penyaring yang akan digunakan untuk menyaring bahan yang telah diroller dimana material yang telah memenuhi syarat akan tersedot ke dalam clasifier dan diteruskan menuju cyclone. Sedangkan material yang ditolak oleh clasifier akan diturunkan ke bawah mesin roller dan diangkut melalui bucket elevator untuk diproses kembali kedalam mesin Roller Mill.
c. Untuk material yang telah halus dan ukurannya telah memenuhi persyaratan setelah melalui cyclone akan dibawa dengan menggunakan air slight menuju ke dalam bucket elevator untuk selanjutnya disimpan dalam
4. Proses Kiln
Proses Kiln merupakan proses pembakaran umpan yang telah melalui proses roller mill dan telah dihomogenkan.
Langkah-langkah dalam proses pemanasan ini adalah sebagai berikut:
a. Umpan yang berasal dari blending silo dibawa dengan menggunakan air slide menuju bucket elevator untuk selanjutnya dimasukkan kedalam kiln feed bin. Di dalam kiln feed tersebut material ditimbang sesuai dengan kemampuan kiln kurang lebih 5100 ton/ jam.
b. Sebelum masuk kedalam mesin kiln, material tersebut dipanaskan dengan menggunakan pre heater, dimana pre heater tersebut dibagi menjadi empat stage yang akan menaikkan suhu material secara bertahap yaitu :
1. Stage 1 kurang lebih 400 0 C 2. Stage 2 kurang lebih 600 0 C 3. Stage 3 kurang lebih 700 0 C 4. Stage 4 kurang lebih 800 0 C
c. Setelah material mengalami pemanasan awal, material dimasukkan kedalam kiln untuk dibakar dengan menggunakan panas kurang lebih 800-10000C. Sehingga material yang sebelumnya halus mengalalmi perubahan fase menjadi butiran-butiran material dengan ukuran diameter 3-5 cm.
d. Kemudian material tersebut didinginkan dengan menggunakan water cooler, sehingga keluar dari mesin kiln tersebut material mempunyai panas sekitar 1000 C.
e. Material tersebut dibawa dengan menggunakan conveyor untuk dimasukkan ke dalam clinker dum.
5. Proses Finish Mill
Proses Finish Mill merupakan proses penghalusan akhir material, dimana material yang dihaluskan tersebut terdiri dari clinker hasil dari proses kiln ditambah dengan gypsum dan trass. Proses Finish Mill ini terdiri dari :
a. Material yang tersimpan dalam bin tersebut akan melalui proses penimbangan sesuai dengan ukuran yang diperlukan dengan menggunakan alat weight feeder.
b. Untuk material clinker dibawa dengan menggunakan bucket elevator menuju ke mesin pre greeding. Clinker tersebut akan berubah menjadi bentuk lembaran atau kubus.
c. Selanjutnya material tersebut dicampur dengan trass dan gypsum sebagai umpan untuk bowl mill. Dalam mesin tersebut terjadi proses pencampuran dan proses penghalusan akhir. Mesin ini menggunakan dua prinsip yaitu pinsip tarikan dan dorongan. Dimana material yang memenuhi syarat kehalusan tertentu akan tertarik keatas dengan menggunakan fan dan masuk kedalam separator apabila ukuran telah sesuai maka akan masuk ke dalam cyclone sedangan yang masih kasar akan dihaluskan kembali dengan menggunakan bowl mill.
d. Dari cyclone matrial yang telah sesuai dibawa dengan menggunakan air slight menuju silo penyimpanan. Maka material tersebut telah menjadi semen yang telah dapat digunakan.
6. Proses Packer
Proses selanjutnya adalah proses pengemasan semen kedalam zak atau kedalam bulk. Proses pengemasan ini terdiri dari :
a. Semen yang telah disimpan dalam silo dibawa dengan menggunakan airslight menuju ke bucket elevator dan melalui proses ayakan atau fibrating untuk menyaring kerikil atau metal yang terbawa.
b. Kemudian hasil ayakan tersebut dibawa menuju bin sentral dan di salurkan ke dalam bin untuk setiap mesin packer .
c. Pada mesin packer dapat dikerjakan secara otomatis atau dengan menggunakan tenaga manual. Untuk proses yang manual operator diharuskan untuk memasang kantong atau zak ke setiap lengan pengisi pada mesin packer sehingga dibutuhkan kecepatan dan keterampilan yang baik untuk menghasilkan jumlah semen yang optimal.
Sedangkan untuk mesin packer yang otomatis operator hanya menyiapkan zak yang akan diisi semen, dan Zak tersebut akan terisi secara otomastis dengan bantuan robot. Untuk setiap satu zak semen berisi 50 kg dimana setelah diisi semen tersebut akan di timbang untuk mengetahui apakah berat semen tersebut telah sesuai atau belum . Jika berat semen tersebut tidak sesuai dengan toleransi yang telah ditetapakan maka zak yang berisi semen tersebut akan dihancurkan dan akan masuk ke dalam bin kembali sedang zak tersebut akan dihancurkan.
d. Untuk semen tanpa kemasan atau dengan jumlah yang besar dibawa dengan menggunakan bulk yang secara otomatis terisikan dalam truk tangki yang mengangkut semen tersebut.
4.1.3 Peralatan yang Terdapat di Bagian Kiln & Coal Mill Peralatan – peralaan yang terdapat dibagian Kiln adalah sebagai berikut :
1. Blending Silo 2. Kiln Feed Bin 3. Pre Heater 4. Kiln
5. Water Cooler 6. Clinker Dumb
Peralatan – peralatan yang akan diteliti pada penelitian ini hanya berjumlah 6 peralatan yaitu sebagai berikut :
1. Air Slight , berfungsi sebagai alat transportasi material yang berasal dari blening silo menuju ke preheater.
2. Roll Crusher, dimana perlatan ini berfungsi sebagai pemecah clinker yang ukurannya masih kasar agar menjadi lebih halus.
3. Clinker Cooler, peralatan ini berfungsi sebagai pendingin klinker yang keluar dari kiln setelah mengalami pembakaran.
4. Rotary Kiln, peralatan ini sebagai penukung dalam mesin kiln dimana berfungsi sebagai penggerak dalam proses pembakaran material menjadi klinker.
5. Preheater, berfungsi sebagai alat yang digunakan untuk pemanasan awal dari material yang berasal dari blending silo sebelum material tersebut masuk kedalam kiln.
6. Bucket Elevator, alat ini berfungsi sebagai alat transportasi material atau klinker yang berasalal dari air slight atau yang klinker yang keluar dari kiln.
4.2 Pengumpulan Data
Pada tahap ini dilakukan pengumpulan data – data yang diperlukan yang selanjutnya akan diolah dengan menggunakan FMEA (Failure Mode Effect and Analysis), softWeilbull dan menggunakan software Matchad.
Data – data yang diperlukan untuk untuk pengolahan data yaitu berupa data kualitatif dan data kuantitif. Kedua data ini memiliki pengolahan yang berbeda – beda.
Data kualitatif digunakan untuk membuat FMEA (Failure Mode Effect and Analysi) untuk setiap komponen dari bagian Kiln. Data kualitatif yang diperlukan adalah sebagai berikut :
1. Data fungsi mesin, berupa data mengenai fungsi dari masing – masing mesin yang ada di bagiab Kiln 1 beserta dengan bagaimana cara opersai dari mesin tersebut.
2. Data kegagalan, berupa data mengenai kegagalan fungsi yang dialami setiap mesin dalam menjalankan fungsinya.
3. Data penyebab kegagalan, berupa data mengenai penyebab dari kegagalan fungsi dari mesin – mesin tersebut.
4. Data efek yang ditimbulkan, berupa data mengenai pengaruh kegalan fungsi terhadap sekitarnya muali dari operasional mesin, operator dan lingkungan.
5. Data kecelakaan kerja tahun 2004 – 2005, berupa data mengenai jumlah kecelakaan kerja yang terjadi di Kiln 1.
Sedangkan data kuantitatif yang didapat digunakan untuk menentukan interval perawatan mesin pada bagian Kiln 1. Data kuantitaif yang diperlukan adalah sebagai berikut :
1. Time Failure and Time to Failure tahun 2003 – 2005.
2. Data Workorder untuk tahun 2005, berupa data mengenai frekuensi permohonan pekerjaan perawatan untuk setiap komponen yang ada pada Kiln 1.
3. Data jumlah Produksi tahun 2005, berupa data mengenai jumlah produksi untuk setiap bulannya.
4. Data biaya kegagalan mesin, meliputi :
Biaya operasional
Biaya tenaga kerja
Biaya penggantian
Harga sparepart
Biaya perawatan 4.3 Pengolahan Data
Pada tahap ini data – data yang telah dikumpulkan tersebut maka akan diolah datanya. Data – data yang telah dikumpulkan akan diolah untuk membuat FMEA, dengan menggunakan software Weilbull dan Mathcad untuk menentukan intervala perawatan untuk setiap komponen yang dianggap kritis, dan tahap yang terakhir adalah menghitung penghematan biaya perawatan.
4.3.1 FMEA (Failure Mode and Effect Analysis)
Tabel 4.6 Failure Mode and Effect Analysi (FMEA) Worksheets
SISTEM : SISTEM PEMBAKARAN FMEA
WORKSHEET SUBSISTEM : KILN 1 TUBAN 1
Failure Effect No Komponen Function Functional
Failure
Failure
Mode Local System Plant S O D RPN
1 421 AS 7 Air Slide
Sebagai alat transportasi untuk membawa material dari cyclone menuju ke bucket elevator
Tidak dapat membawa material yang telah halus dari cyclone menuju ke bucket elevator
Venting
buntu Material akan menumpuk di cyclone
Mempenga ruhi proses selanjutnya yaitu pembuatan material menjadi clinker terganggu
Produksi clinker menurun
Target produksi clinker yang diharapkan tidak dapat dipenuhi
6 3 3 54
2 441 CR1 - CR2 Clinker Breaker
Untuk menghancurka n clinker yang ukurannya masih kasar
Tidak dapat mengahncurkan clinker yang masih kasar atau berukuran besar
- Terganjal Coating - V – belt penggerak putus
Free lime dalam clinker tidak terbentuk akibat ukuran yang masih
- Akan mempengaru hi proses selanjutnya yaitu finish mill akibat
- Karena kurang halus ukuran partikel umpan
6 4 5 120
relatif besar
Karena luas permukaan masih besar maka sifat homogenitas kurang sempurna
clinker tidak dapat diolah
suhu yang diperlukan untuk mencapai CaO bebas tinggi, kualitas produk menurun 3 441 CC 1
Clinker Cooler
Untuk mendinginkan clinker hasil pembakaran di rotary kiln
Tidak dapat mendinginkan clinker hasil pembakaran
- Misaligme nt - Retoorque
Cooler - Snowman - Penggerak
hidrolik macet - Gear lepas - Belt putus
Tidak mampu menurunkan temperatur keluar clinker
Tidak mampu menghasilka n udara sekunder dengan temperatur tinggi
Clinker tidak dapat didistribusika n ke proses selanjutnya
Proses
- Mutu dan kualitas clinker yang diharapkan tidak dapat terjadi
Penurunan reability dari sistem
Panas yang dibutuhkan di peralatan lain sebagai proses pembakaran tidak terjadi
Produksi clinker menurun
Biaya pemelihara an akan meningkat
Efisiensi peralatan menurun
Target produksi clinker yang diharapkan tidak dapat dipenuhi
7 4 5 140
quenching terhadap material tidak dapat terjadi
4 441 KL1
Rotary Kiln
Membakar material dengan cara memutarnya sehingga menjadi clinker
Rotary kiln macet sehingga pembakaran raw mix atau terak menjadi berhenti
Raw mix atau feeling umpan macet sehingga tidak dapat diolah menjadi clinker
Kiln shoe lepas
Kiln red spot Tyre ring putus Main gear pada kiln drive rusak Motor kiln stop
Inlet kiln buntu
Seal kiln rusak
Kiln shell tidak dapat berputar
Terjadi penjalaran keretakan dan deformasi pada kiln
Tidak dapat terbentuk homogenitas / tingkat kesamaan raw mix
Inlet kiln buntu dan tekanan menjadi tinggi
Konsumsi O2 untuk
Terganggu nya proses pembakaran terak menjadi clinker
Terganggu nya proses pembakaran di sistem pembakaran karena preheater stand by
Berkurang nya efisiensi pemisahan gas panas dan material dalam preheater
Tidak terbentuk panas sebesar 14500 Btu/lb
Produksi semen atau clinker berkurang
Biaya pemelihara an akan meningkat
Efisiensi peralatan menurun
8 4 5 160
pembakaran berkurang
untuk memanaskan raw mill
Terganggu nya proses perpindahan panas (konduksi, konveksi, dan radiasi) di 5 zona kiln 5 441 FN 1
Preheater ID Fan
Untuk menghasilkan udara panas guna pembakaran awal raw material
Tidak dapat mengalirkan gas panas dari rotary kiln menuju ke preheater Tidak dapat menghisap udara yang diperlukan untuk pembakaran
Fan unbalance Motor fan tripped
Vibration ID fan
Ampere motor berfluktuatif Loss connection
Pembakaran lokal yang terjadi pada rotary kiln dan preheater menjadi kurang sempurna
Meningkatny a kehilangan panas akibat udara yang dihisap oleh
Berlebihnya fan panas yang terjadi
Timbul over burn raw mix sehingga clinker menjadi keras dan sulit digiling menjadi semen
Apabila overheat terjadi maka raw mix akan menjadi sticky atau lengket dan
Biaya pemelihara an akan meningkat
Efisiensi peralatan menurun
Target produksi clinker yang diharapkan tidak dapat dipenuhi
6 5 4 120
sehingga komposisi clinker berubah
Konsumsi O2 untuk pembakaran berkurang
cyclonenya akan buntu
6 421 BE 3 Bucket Elevator
Membawa material yang dibawa oleh air slide untuk dimasukkan kedalam belnding silo
Tidak dapat mentransfer feed / umpan raw mix menuju preheater
Belt draft switch
Bearing rusak Bucket miring
Bucket tidak dapat mentranfer umpan
Elevator terhenti atau macet
Switch control nyala sehingga mesin interlock
Doom silo akan penuh karena raw mix tidak dapat diolah lebih lanjut
Preheater dan kiln akan stand by atau proses terhentui
Produksi semen atau clinker berkurang
Biaya pemelihara an akan meningkat
Efisiensi peralatan menurun
6 3 3 54
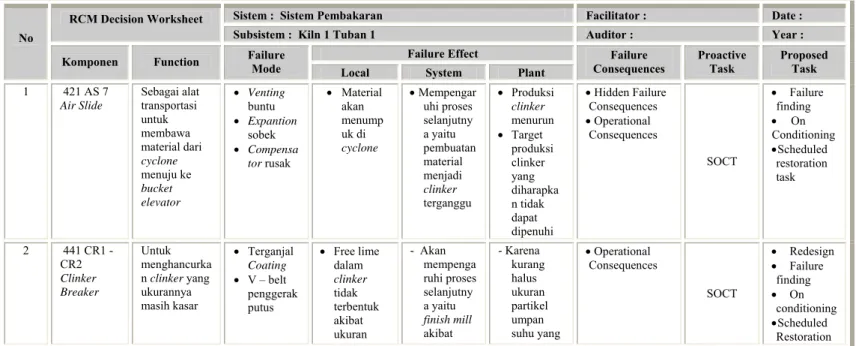
4.3.2 RCM Worksheet
Tabel 4.7 RCM Decision Worksheet
Sistem : Sistem Pembakaran Facilitator : Date :
RCM Decision Worksheet
Subsistem : Kiln 1 Tuban 1 Auditor : Year :
Failure Effect No
Komponen Function Failure
Mode Local System Plant
Failure
Consequences Proactive
Task Proposed Task 1 421 AS 7
Air Slide
Sebagai alat transportasi untuk membawa material dari cyclone menuju ke bucket elevator
Venting buntu
Expantion sobek
Compensa tor rusak
Material akan menump uk di cyclone
Mempengar uhi proses selanjutny a yaitu pembuatan material menjadi clinker terganggu
Produksi clinker menurun
Target produksi clinker yang diharapka n tidak dapat dipenuhi
Hidden Failure Consequences
Operational Consequences
SOCT
Failure finding
On Conditioning
Scheduled restoration task
2 441 CR1 - CR2 Clinker Breaker
Untuk menghancurka n clinker yang ukurannya masih kasar
Terganjal Coating
V – belt penggerak putus
Free lime dalam clinker tidak terbentuk akibat ukuran
- Akan mempenga ruhi proses selanjutny a yaitu finish mill akibat
- Karena kurang halus ukuran partikel umpan suhu yang
Operational Consequences
SOCT
Redesign
Failure finding
On conditioning
Scheduled Restoration
yang masih relatif besar
Karena luas permukaan masih besar maka sifat homogenit as kurang sempurna
clinker tidak dapat diolah
diperlukan untuk mencapai CaO bebas tinggi, kualitas produk menurun
Task
3 441 CC 1 Clinker Cooler
Untuk mendinginkan clinker hasil pembakaran di rotary kiln
Support Baluf lepas
Misaligme nt
Retoorque
Snowman
Comparte men rusak
Tidak mampu menurunka n temperatur keluar clinker
Tidak mampu menghasilk an udara sekunder dengan temperatur tinggi
Mutu dan kualitas clinker yang diharapkan tidak dapat terjadi
Penurunan reability dari sistem
Panas yang dibutuhka n di peralatan lain
Produksi clinker menurun
Biaya pemelihar aan akan meningkat
Efisiensi peralatan menurun
Target produksi clinker yang diharapka
Operational Consequences
SOCT
Failure finding
On conditioning
Scheduled Restoration Task
Clinker tidak dapat didistribusi kan ke proses selanjutnya
Proses quenching terhadap material tidak dapat terjadi
sebagai proses pembakara n tidak terjadi
n tidak dapat dipenuhi
4 441 KL1 Rotary Kiln
Membakar material dengan cara memutarnya sehingga menjadi clinker
Kiln shoe lepas
Kiln red spot
Tyre/live ring putus
Main gear pada kiln drive rusak
Motor kiln stop
PLC mengalam i kerusakan
Kiln shell tidak dapat berputar
Terjadi penjalaran keretakan dan deformasi pada kiln
Tidak dapat terbentuk homogenita s / tingkat kesamaan raw mix
Terganggun ya proses pembakara n terak menjadi clinker
Terganggun ya proses pembakara n di sistem pembakara n karena preheater stand by
Berkurangn ya efisiensi
Produksi semen atau clinker berkurang
Biaya pemelihar aan akan meningkat
Efisiensi peralatan menurun
Operational Consequences
Safety and Environment Consequences
SOCT
Scheduled restoration task
Failure finding
On conditioning
Redesign
Scheduled discard task
Inlet kiln buntu
Seal kiln rusak
Inlet kiln buntu dan tekanan menjadi tinggi
Konsumsi O2 untuk pembakara n berkurang
pemisahan gas panas dan material dalam preheater
Tidak terbentuk panas sebesar 14500 Btu/lb untuk memanask an raw mill
Terganggun ya proses perpindaha n panas (konduksi, konveksi, dan radiasi) di 5 zona kiln 5 441 FN 1
Preheater ID Fan
Untuk menghasilkan udara panas guna
Fan unbalance
Motor fan tripped
Pembakara n lokal yang terjadi
Timbul over burn raw mix sehingga
Biaya pemelihar aan akan meningkat
Safety and Environment Consequences
Operational
SOCT
Failure finding
On conditioning
pembakaran awal raw material
Vibration ID fan
Ampere motor berfluktua tif
Loss connectio n
Meningkat nya kehilangan panas akibat udara yang dihisap oleh fan
Berlebihny a panas yang terjadi sehingga komposisi clinker berubah
Konsumsi O2 untuk pembakara n berkurang
Apabila overheat terjadi maka raw mix akan menjadi sticky atau lengket dan cyclonen ya akan buntu
Efisiensi peralatan menurun
Target produksi clinker yang diharapka n tidak dapat dipenuhi
Failure Effect No Komponen Function Failure
Mode
Local System Plant
Failure Consequences
Proactive Task
Proposed Task 6 421 BE 3
Bucket Elevator
Membawa material yang dibawa oleh air slide untuk dimasukkan kedalam belnding silo
Belt draft switch
Bearing rusak
Bucket miring
Bucket tidak dapat mentranfer umpan
Elevator terhenti atau macet
Switch control nyala sehingga mesin interlock
Doom silo akan penuh karena raw mix tidak dapat diolah lebih lanjut
Preheate r dan kiln akan stand by atau proses terhentui
Produksi semen atau clinker berkurang
Biaya pemelihar aan akan meningkat
Efisiensi peralatan menurun
Non Operational Consequences
SOCT
Failure finding
Scheduled restoration task
Scheduled discard task
On conditioning
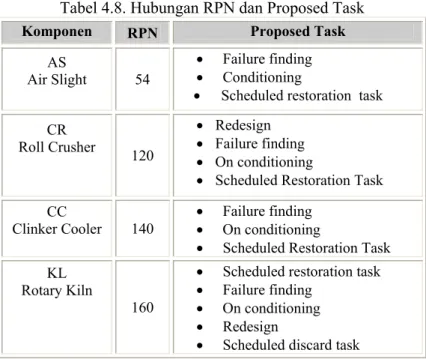
4.3.3 Hubungan RPN dengan Proposed Task
Langkah selanjutnya setelah membuat FMEA dan RCM Decision Worksheet maka akan dibandingkan nilai RPN yang telah didapat dengan proposed task yang ada pada RCM Decision Worksheet. Keduanya dibandingkan untuk mengetahui apakah nilai RPN yang telah didapat telah sesuai dengan Proposed task ayng akan dijalankan untuk masing – masing peralatan tersebut.
Perbandingan akan keduanya ini ditunjukkan oleh tabel 4.8.
Tabel 4.8. Hubungan RPN dan Proposed Task Komponen RPN Proposed Task
AS
Air Slight 54
Failure finding
Conditioning
Scheduled restoration task
CR
Roll Crusher 120
Redesign
Failure finding
On conditioning
Scheduled Restoration Task
CC
Clinker Cooler 140
Failure finding
On conditioning
Scheduled Restoration Task
KL Rotary Kiln
160
Scheduled restoration task
Failure finding
On conditioning
Redesign
Scheduled discard task
Tabel 4.8. Hubungan RPN dan Proposed Task (lanjutan) FN
ID-Preheater
Fan 120 Failure finding
On conditioning
BE Bucket
Elevator 54
Failure finding
Scheduled restoration task
Scheduled discard task
On conditioning
4.3.4 Penentuan Distribusi Data Interval Waktu
Pada tahap ini data – data yang telah diperoleh akan ditentukan distribusinya. Penentuan distribusi dari data ini menggunakan sofware Weibull 4++.
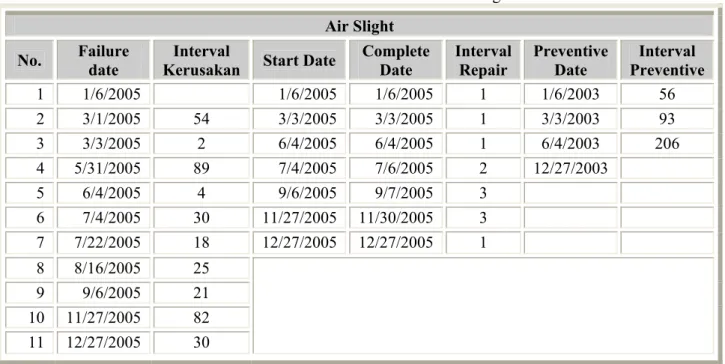
Data yang digunakan dalam penentuan distribusi ini adalah data interval kerusakan untuk masing – masing dimana perhitungan interval untuk air slight ditunjukkan oleh tabel 4.9, sedangkan untuk peralatan yang lain dapat dilihat pada lampiran.
Tabel 4.9. Interval Kerusakan untuk Air Slight Air Slight
No. Failure date
Interval
Kerusakan Start Date Complete Date
Interval Repair
Preventive Date
Interval Preventive 1 1/6/2005 1/6/2005 1/6/2005 1 1/6/2003 56 2 3/1/2005 54 3/3/2005 3/3/2005 1 3/3/2003 93 3 3/3/2005 2 6/4/2005 6/4/2005 1 6/4/2003 206 4 5/31/2005 89 7/4/2005 7/6/2005 2 12/27/2003
5 6/4/2005 4 9/6/2005 9/7/2005 3 6 7/4/2005 30 11/27/2005 11/30/2005 3 7 7/22/2005 18 12/27/2005 12/27/2005 1 8 8/16/2005 25
9 9/6/2005 21 10 11/27/2005 82 11 12/27/2005 30
Distribusi data dari data – data yang diperoleh ditunjukkan tabel 4.10 dibawah ini.
Tabel 4.10. Distribusi untuk masing – masing Peralatan No. Komponen Time
Between η β γ
Tf 33.7918 0.8928
1 421 AS 7 Air Slight
TP 79.6178 0.6623 47.2800
Tf 14.1197 1.0190 0.1174 2
441 CR1 - CR2 Clinker
Breaker TP 46.4201 1.5198 -5.1374
Tf 24.1655 1.1620
3 441 CC 1 Clinker
Cooler TP 46.9815 1.3477
Tf 12.5193 5.2023 5.6949 4 441 KL1
Rotary Kiln
TP 10.5836 1.9543
Tf 1.9110 1.3906 0.4500 5 441 FN 1
Preheater ID
Fan TP 2.9659 0.8054 0.7850
Tf 13.1408 4.9541 6.9424 6 421 BE 3
Bucket
Elevator TP 6.8565 1.2104 0.2325
4.3.5 Penentuan Mean Time To Failure ( MTTF )
Setelah distribusi dari data – data tersebut diperoleh maka langkah selanjutnya adalah menentukan Mean Time To Failure dari masing – masimg komponen dengan menggunakan persamaan pada bab 2. Mean Time To Failure untuk Air Slight adalah :
MTTF Air Slight =
0
t e
t 33.7918
0.8928
d 35.713
Hasil perhitungan dari masing peralatan ditunjukkan pada tabel 4.11 dibawah ini.
repair n
repair erval
MTTR
intTabel 4.11. Mean Time To Failure (MTTF)
No. Komponen MTTF
(hari)
MTTR (hari) 1 421 AS 7
Air Slight 35.713 1.71 2 441 CR1 - CR2
Clinker Breaker 14.236 8.42
3 441 CC 1
Clinker Cooler 22.93 20.14
4 441 KL1
Rotary Kiln 17.76 25.09
Tabel 4.11. Mean Time To Failure (MTTF) (lanjutan) 5 441 FN 1
Preheater ID Fan 2.322 2.937
6 421 BE 3
Bucket Elevator 19.512 5.76
4.3.6 Penentuan Biaya Perawatan yang Optimal
Penentuan biaya perawatan yang optimal untuk setiap komponen ini bergantung pada nilai interval perawatan untuk tiap komponen. Pada tahap ini akan dihasilkan biaya yang optimal untuk perawatan tiap komponen yang ada pada Kiln 1 Tuban 1.
Nilai biaya perawatan untuk tiap komponen dapat ditunjukkan oleh tabel 4.13. Perhitungan biaya perawatan dari masing – masing komponen yang ada dapat dilihat pada lampiran.
CR
Air Slight = 1931963 3005290625.61.71 ( )
Tabel 4.13. Biaya yang berhubungan dengan Perawatan
Komponen Cw Co CM Cv CF CR
AS 415000 300.114.062,5 300.961.643,1 300.529.062,5 1,931,963 5,141 x 109 CR 415000 300.114.062,5 301.124.705,5 300.529.062,5 4,653,100 2,535 x 109 CC 415000 300.114.062,5 301.011.727,2 300.529.062,5 7,804,321 6,06 x 109 KL 415000 300.114.062,5 301.134.752 300.529.062,5 54,440,487 7,595 x 109 FN 415000 300.114.062,5 300.969.222,8 300.529.062,5 4,412,118 8,87 x 108 BE 415000 300.114.062,5 300.945.061,4 300.529.062,5 2,523,305 1,734 x 109
4.3.7 Penentuan Interval Perawatan
Pada tahap ini akan ditentukan interval perawatan untuk masing – masing komponen yang diteliti. Interval perawatan tiap komponen ini akan bergantung pada hasil MTTF yang telah ditentukan sebelumnya dan juga bergantung pada biaya – biaya yang berhubungan dengan perawatan yaitu biaya perawatan tiap komponen serta biaya pemulihan untuk setiap komponen.
Perhitumgan interval perawatan untuk masing – masing peralatan ini ditunjukkan dengan rumus dibawah ini.
TM CR = 14.1197 301124705.5 2.535 10 9(1.0190 1 )
1 1.0190
Sedangkan untuk peralatan yang lain perhitungan interval perawatannya dapat diliha pada lampiran.
Interval perawatan untuk setiap komponen dapat dilihat pada tabel 4.12. Sedangkan perhitungan dari interval perawatan untuk setiap komponen dapat dilihat pad lampiran
Tabel 4.12. Interval Perawatan Komponen TM (Interval Perawatan)
dalam hari AS
Air Slight 1,598
CR
Roll Crusher 85,31
CC
Clinker Cooler 8,737
KL
Rotary Kiln 5,108
Tabel 4.12. Interval Perawatan (lanjutan) FN
ID-Preheater Fan 1,727
BE
Bucket Elevator 6,992
4.3.8 Perancangan Kebijakan Perawatan
Dari FMEA dan RCM Decision Worksheet maka akan dilakukan perancangan kebijakan perawatan untuk masing – masing komponen. Kebijakan perawatan yang dirancang untuk masing – masing komponen ini akan disesuaikan pada hasil FMEA dan RCM Decision Worksheet.
a. Scheduled Restoration Task
Scheduled Restoration Task ini dibuat untuk failure yang mempunyai konsekuensi pada sistem operasionalnya sehingga failure mode dari failure ini hanya dicatat dan didokumentasikan oleh perusahaan. Restoration dilakukan untuk menjaga agar performa perlatan atau komponen dapat terjaga dengan melaksanakam minimal repair. Komponen yang dilakukan penjadwaklan perbaikan adalah Roll Crusher, Clinker Cooler dan Rotary Kiln.
b. Scheduled Discard Task
Scheduled Discard Task ini dilakukan untuk kebijakan penggantian part – part dari perlatan yang ada berdasarkan pada analisa FMEA dan RCM Decision Worksheet. Maka berdasarkan apada analisa dari FMEA dan RCM Decision Worksheet peralatan – peralatan yang mendapatkan penjadwalan penggantian komponen – komponennya adalah Air Slide, Bucket Elevator dan Fan ID-Preheater.
c. Scheduled On-Conditioning Task
Kebijakan ini dilakukan berdasarkan pada kondisi dari komponen – kompone atau pada peralatan – peralatan dari bagian Kiln 1 Tuban 1. Penjadwalan ini akan dirancang dengan melihat kondisi dari peralatan yang ada.
d. Failure Finding
Kebijakan ini diterapkan pada semua komponen yang ada yaitu dengan melakukan kegiatan preventif maintenance secara periodik yang telah terjadwal. Dengan adanya kebijakan ini maka akan ditemukan failure – failure yang terjadi sehingga dapat mencegah efek yang timbul akibat dari failure – failure tersebut.
e. Re-design
Kebijakan ini dilakukan untuk peralatan seperti Roll Crusher, Clinker Coler dan Rotary Kiln. Dimana re-design yang dimaksud pada kebijakan ini adalah perancangan ulang dari kegiatan perawatan yang ada. Dimana prosedur – prosedur yang ada akan disesuaikan kembali sehingga akan mencegah terjadinya failure.