A. 92 Prosiding NCIET Vol.2 (2021) A92-A103
2ndNational Conference of Industry, Engineering and Technology 2021, Semarang, Indonesia.
RANCANG BANGUN MESIN PEMBUAT GAGANG SAPU BERBAHAN KAYU BERDIAMETER 19 MM DENGAN PENGGERAK MOTOR LISTRIK
SunartoMuhammad Showi Nailul Ulum*, Amri Prasojo, Febri Tri Setiawan, Ferdy Indra Pangestu, Zumar Hasan
Jurusan Teknik Mesin, Politeknik Negeri Semarang, Jl Prof. H. Soedarto, S.H.
Tembalang, Semarang,50275
*E-mail: [email protected]
Abstrak
Salah satu proses pembuatan sapu ijuk adalah pada gagang sapu, proses pembuatan gagang sapu memerlukan peralatan yang modern agar mendapat hasil yang lebih banyak dan bulat sempurna, pada industri UMKM mikro agar mampu bersaing dengan indutri lain gagang sapu tidak hanya diproses dengan cepat dan bulat sempurna, akan tetapi mempertimbangkan faktor lain, diantaranya adalah kapasitas listrik yang ada pada industri rumahan dan harga beli mesin produksi yang menunjangnya, biasanya industri rumahan tidak memiliki listrik 3 pasa dan harga mesin yang murah. Pada rancang bangun mesin pembuat gagang sapu ini disesuaikan dengan kriteria tersebut untuk membantu industri rumahan dalam pembuatan gagang sapu, rancang bangun mesin pembuat gagang sapu dengan spesifikasi daya motor 1 HP dan 0,75 HP dengan putaran mesin 1481 rpm dan 1495 rpm. Sebagai penggerak digunakan motor listrik dengan ukuran Pisau 25 mm x 30 mm yang berjumlah 2 buah dilengkapi dengan roller sebagai sistem semi otomatis dengan kecepatan 23,3 rpm guna meringankan kerja operator dan kecepatan linier kayu stabil dengan nilai v = 0,051 m/s. Hasil dari mesin rancang bangun pembuatan gagang sapu mampu menghasilkan diameter gagang sapu 19 mm sampai 22 mm dengan rata-rata lama proses pengerjaan perbatang adalah 30 detik dan dalam bentuk bulat sempurna.
KataKunci: Gagang sapu; industri rumahan; rancang bangun.
PENDAHULUAN
Pembuatan gagang sapu merupakan salah satu proses dalam pembuatan sapu rumah tangga, proses pembuatan gagang sapu membutuhkan alat bantu agar mendapat gagang sapu yang bulat sempurna dan besar diameter yang diinginkan, pembuatan gagang sapu bahan utamnya adalah kayu berbentuk balok dan harus dibuat bulat sempurna, pada industri sekala
A. 93
besar proses pembuatan gagang sapu menggunakan alat bantu mesin dowel. Mesin dowel adalah alat bantu yang dirancang untuk membentuk kayu menjadisilinder dengan cepat, mudah, dan mampu menghasilkan diameter kayu yang bervariasi. Rata-rata setiap mesin memiliki kapasitas produksi hingga 200 buah per jam tergantung spesifikasi mesin. Pada skala industri rumahan, pengrajin gagang sapumemilikikendala dalam pemenuha n permintaan pasar dengan jumlah kapasitas produksi yang dimiliki dan spesifikasi mesin yang berbeda dengan pengrajin skala menengah atas. Berdasarkan permasalahan tersebut muncul kebutuhan akan suatu alat untuk membantu pengrajin gagang sapu skala industri rumahan. Dalam tugas akhir ini, dirancanglah mesin pembuat gagang sapu berbahan bahan kayu berdiameter 19 mm dengan penggerak motor listrik yang memiliki daya listrik lebih kecil dibandingkan mesin skala industri menengah atas namun memiliki keunggulan dalam sistem semi otomatis sehingga produksimenjadi lebihcepat,efisiendanhargamesinlebih ekonomis.
Motor Penggerak
Motor listrikadalahmesinlistrikyangberfungsi untuk mengubah energi listrik menjadi energi gerak mekanik, dimana energi mekanik tersebut berupa putaran dari motor (Sumanto:
1995: 1). Penggunaan motor listrik yaitu untuk penggerakroller untuk sistem semi otomatis mesin dan penggerak putaran pisau untuk proses penyerutan kayu. Daya yang dibutuhkan dapat diketahui melalui persamaan sebagaiberikut:
P = ω × T P = F × v v = 𝜋 𝜋 𝜋 𝜋 𝜋
60
Keterangan:
P 𝜋
=
=
daya [HP]
kecepatan sudut [rad/s]
T = torsi [Nm]
F = gaya [N]
V = kecepatan linier [m/s]
d = diameter [mm]
N = jumlah putaran per menit [rpm]
(Khurmi, 2005: 122)
Transmisi Sabuk
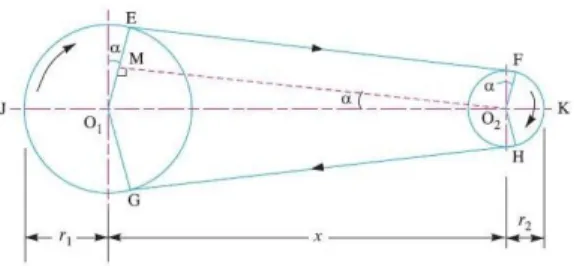
Transmisi sabuk dipilih guna menyalurkan daya dari motor listrik ke komponen pisau penyerut dan speed reducer sebagai penggerak sistem semi otomatis roller. Perbandingan pulley yang digunakan dalam sistem transmisi sabuk menjadi rasio kecepatan yang berupa perbandingan diameter pulley yang digerakkan dengan pullley penggerak. Sabuk yang digunakan pada mesin disesuaikan dengan panjang dan jarak antarporos serta ukuran diameter pulley. Ketika sabuk berputar maka akan mengalami kondisi kencang dan kendur yang memengaruhi daya ditransmisikan menuju komponen lain. Akibat kondisi tersbut menimbulkan adanya gaya tangensial yang merupakan penjumlahan gaya tegang sabuk sisi kencang dan kendur. Panjang sabuk dan gaya tegang kencang atau kendor sabuk diketahui melalui persamaan sebagaiberikut:
Gambar 1. Sistem penggerak sabuk (sumber: Khurmi, 2005: 688) L = 𝜋 x (r1 + r2) + 2x + (𝑟1−𝑟2)
2 𝑥
Keterangan :
L = panjang sabuk [m]
r1 = Jari-jari pulley besar [m]
r2 = Jari-jari pulley kecil [m]
X = jarak antar pusat poros pulley [m]
(Khurmi, 2005: 689)
A. 95
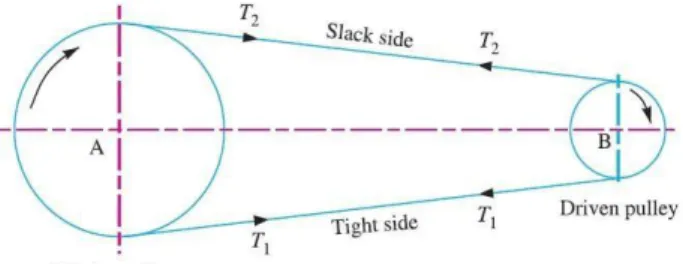
Gambar 2.Gaya tegang sabuk
P = (T1 - T2)v Keterangan:
P = daya yang ditransmisikan[W]
T1= tegangan sabuk yang kencang [N]
T2= tegangan sabukyangkendor[N] v
= kecepatan sabuk[m/s]
(Khurmi, 2005) Transmisi rantai
Rantai terdiri dari sejumlah tautan kaku yang digantung bersama oleh sambunganpin secara berurutan untuk memberikan fleksibilitas yang diperlukan untuk membungk us sekeliling roda penggerak dan roda yang digerakkan (Khurmi &Gupta, 2005). Pitch adalah jarak antara titik pusat sambungan rantai dengan dengan titik pusat rantai yang masih saling berhubungan. Pada rancang bangun mesin pembuat gagang sapu, transmisi rantai dirancang untuk menggerakkan sistem semi-otomatis roller yang bergunamenjepit kayu ketika prosespenyerutan.
D = p × cosec × (180
𝜋
Keterangan:
D = pitch Circle Diameter [mm]
p = pitch [mm]
T = jumlah gigi sprocket (Khurmi, 2005:761)
Rantai yang digunakan digerakkan oleh sprocket yang memiliki gigi untuk dapat menyalurkan daya melalui rantai. Akibat gerakan dari putaran sprocket akan membuat rantai berputar pada kecepatan yang telah direncanakan sesuai dengan daya dan torsi. Untuk mengetahuinya dapat digunakan persamaan sebagaiberikut:
𝜋 180
𝜋𝜋𝜋( ) 𝜋
Keterangan:
D =
D = diameter sprocket [mm]
p = pitch [mm]
N = jumlah gigi (RobertLmott,2004:291)
v = 𝜋𝑥𝐷𝑥𝑛
60 = 𝑇𝑥𝑝𝑥𝑛
60
Keterangan:
v = kecepatan rantai [m/s]
D = diameter sprocket [m]
p = pitch [m]
n = putaran rantai [rpm]
T = jumlah gigi sprocket (Khurmi, 2005: 762)
Perencanaan Poros
Poros digunakan sebagai penyalur daya dari putaran motor menuju komponen lain yaitu speed reducer dan puley. Putaran yang terjadi pada poros menimbulkan torsi yang dapat diketahui melalui persamaan sebagaiberikut:
T= 60×P 2×π×N
Keterangan:
T = torsi pada poros [Nm]
P = daya motor[watt]
N = putaran poros pulley[rpm]
Setelah menentukan perencanaan poros, diperlukan perencanaan pasak yang digunaka n untuk disisipkan di antara poros dan hub guna menghubungkan keduanya (Khurmi, 2005).
Perencanaan poros ditujukan untuk menentukan panjang pasak minimal agar tidak terdeformasi dalam mentransmisikan torsi melalui pertimbangan tegangan geser dan bahan pasak tersebut. Namun, panjang pasak dapat diketahui melalui tabel dan tebal pulley yangdigunakan.
Perencanaan Bantalan
Bantalanadalah komponen mesin yang menopang komponen mesin lainnya sehingga memungkinkan adanya gerakan relatif diantara keduapermukaan komponentersebut (Khurmi, 2005). Beban ekuivalen dinamis dapat didefinisikan sebagai beban radial stasioner konstan (dalam kasus bola radial atau bantalan rol) atau beban aksial (dalam hal bola dorong atau bantalan rol). Beban dinamis ekuivalen dapat ditentukan melaluipersamaan:
Peq = X . Fr + Y . Fa
A. 97
Keterangan:
Peq= beban dinamis ekuivalen [kN]
Fr = beban radial[kN]
Fa= beban aksial[kN]
X = faktorradial Y = faktoraksial
METODE PENELITIAN
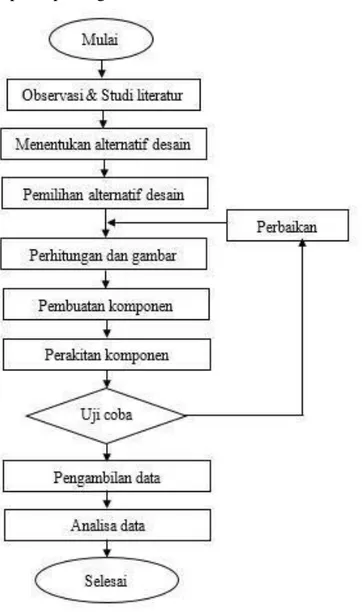
Pada bab ini akan dibahas mengenai alur pembuatan rancang bangun mesin pembuat gagang sapu yang melalui tahap-tahap sebagai berikut:
Gambar 3.Diagram alir metodologi Observasi & Studi literatur
Observasi atau pengamatan dilakukanuntuk mencari dan mengambil data yang dibutuhkan dalam pembuatan rancang bangun mesin. Objek dari observasi yangdilakukanyaitu pada pengrajin gagang sapu skala industri rumahan. Studi literatur merupakan mencari referensi atau
contoh yang relevan secara teori terkait latar belakang masalah yang dibahas.
Menentukan Alternatif Desain
Penentuan desain mempertimbangkanaspek-aspekyangdibutuhkandalam pengoperasian rancang bangun mesin ini. Pembuatan alternatif desain lebih dari satu model dapat meningkatkan nilai dari masing- masing desain. Hal tersebut semakin dapat memperbaiki model dari rancang bangun mesin pembuat gagang sapu baik yang sudah ada maupun inovasi barulainnya Pemilihan Alternatif Desain
Pemilihan alternatif desain dari yang sudah dibuat mengacupada pertimbangan yang telah ditentukansebelumnya, baik secara fungsi mesin, tujuan dan cara kerja yang digunakan. Dari alternatifdesain yang sudah dirancang, maka dipilihlah salah satu alternatif desain yang palingsesuai dengan aspek yang telahdirencanakan.
Perhitungan dan Gambar
Perhitungan dilakukan untuk menentukan ukuran dan proses pembuatan komponen yang sesuai agar mesin dapat digunakan sesuai yang telah dirancang. Gambar atau perancangan desain bertujuan untuk membuat desain yang paling sesuai dengan perhitungan yang telah dilakukan sehingga desain akan menjadi acuan dalam proses pembuatan komponen mesin. Perhitungan yang dilakukan mencakup analisa komponen mesin dan ukuran-ukuran yang digunakan. Tahap perhitungan dilakukan untuk menentuka n ukuran dan jenis pisau yang digunakan untuk proses pembuatan gagang sapu, daya motor listrik yang dibutuhkan untuk penggerak putaran pisau dan roller sebagai sistem semi-otomatis. Selanjutnya transmisi yang digunakanberupasabuk-pulley dan rantai-sprocket. Sebagaipenyalur daya dan torsi yang diperlukan, perencanaan poros dianalisis untuk menentukan diameter dan jenis bahan yang digunakan agar dapat menerima beban yangterjadi pada prosespembuatangagang sapu.
Uji Coba
Pengujianrancang bangun mesin dapat dilakukan setelah semua komponen dirakit. Uji coba dilakukan untuk menunjukkan kinerja alat dapat berfungsi sesuai hasil rancangan atau tidak.
Ketika hasil pengujian mesin telah sesuai maka dapat dilanjutkan menuju tahap selanjutnya, namun jika uji coba gagal dan tidak sesuai yangdirencanakanmaka akan dilakukan pengecekan kembali dan penyesuaian komponen serta analisis ulang terhadap rancangan alat. Pada rancang bangun
mesin pembuat gagang sapu ini, telah sesuaidengan
A. 99
desainyang direncanakan sehingga dapat langsung menuju proses pengambilan data pengujian.
Namun, mesin yang telah lolos tahap uji coba perlu dilakukan tahap finishing. pengecatan dan merapikankomponen- komponen yang kurang sesuai. Tujuannya yaitu untuk meningkatkan nilai estetika dan mengurangi kesalahan-kesalahan yang akan terjadi pada mesin di waktu yang akandating.
Pengambilan Data
Pengujianmesin dapat dijadikan acuan untuk dapat pengambilan dan pengumpulan data hasil proses pembuatan gagang sapu. Data yang diambil merupakan hasil pengujian bahan dengan memperhatikan variabel-variabel yang telah ditentukan sebelumnya. Sebagai bukti pengambilan data yang telah dilakukan, perlu adanya dokumentasi ketika proses pengujian dan pengambilan data untuk memperkuat bukti data yangdigunakan.
Analisa Data
Data yang berhasil diambil dan direkam kemudian dicatat dan diolah untuk dapat menjadi informasi yang digunakan sebagai bahan pengambilan kesimpulandari rancang bangun yang telah dilakukan. Kesimpulan yang dibuat dapat berupa hipotesis maupun estimasi hasil. Pengolahan data disajikan dalam bentuk grafik menggunakan software microsoft excel. Setelah semua data diambil dan diolah, apabila terdapat kekurangan dalam pembuatan rancang bangun ini akan menjadi saran bagi keberlanjutan rancang bangun dan penelitian mesin pembuat gagangsapu.
HASIL DAN PEMBAHASAN
Rancang bangun mesin pembuat gagang sapu yang telah selesai dibuatdapat digunakan untuk pengambilan data pengujian gagang sapu. Parameter yang digunakan dalam pengujian yaitu waktu penyerutan, hasil penyerutan, jenis kayu, panjang bahan gagang sapu, dan ukuran penampang bahan gagang sapu. Pengujian dilakukan untuk menunjukkan kinerja mesin ketika pembuatan gagang sapu dalam waktu kurang lebih 30 detik. Pemilihanjenis kayu bertujuan untuk menghasilkan gagang sapu yang halus dan tidak macet ketika proses penyerutan bahan gagang sapu.Hasilpengujian yang didapatkan dapat dijadikanacuan untuk modifikasimesin agar menjadilebih baik kedepannya. Daripengujianyang dilakukan maka diperoleh data untuk kemudian disajikan dalamtabel
Data Hasil Pengujian
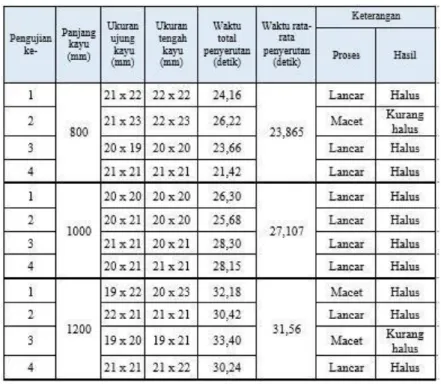
Tabel 1 Hasil pengujian pembuatan gagang sapu dengan jenis kayu Bangkirai
Tabel 2 Hasil pengujian pembuatan gagang sapu dengan jenis kayu Sengon
A. 101
Berdasarkan tabel 1 dan tabel 2 dapat diperoleh data pengujian kualitas gagang sapu yang dihasilkan yaitu kehalusan permukaan kayu dan prosespenyerutan kayu.Dari datadapatdiputuskan jika selama proses penyerutan dilakukan, bahankayu yang macetakan menghasilkan gagang sapu dengan permukaan kurang halus. Dari analisis rancangan yang dilakukan, hal tersebut diakibatkan ukuran penampang bahan kayu yang terlalu besar untuk dapat masuk ke dalam rumah pisau dan kinerja proses penyerutan oleh mata pahat terganggu.
Karenarumah pisau dan pahat diatur untuk diameter 19 mm, sehingga penampang bahan kayu tidak lebih dari 21 x 21 mm. Untuk jenis kayu Bangkirai mayoritas permukaan kayu yang dihasilkan lebih halus dibandingkan dengan kayu Sengon. Hal tersebut disebabkan oleh karakteristik kayu dan tingkat kekerasankayu,kekeringandan ukuran penampang kayu. Untuk mendapatkan kualitas gagang sapu yang baik diperlukanukuran penampang yang sesuai dengan jenis pisau dan ukuran rumah pisau yang digunakan. Sedangkan penggunaan bahan kayu diperlukan kayu dengan kekeringan dan kekerasan yang tepat untuk menghindari proses macet ketika penyerutan bahankayu.
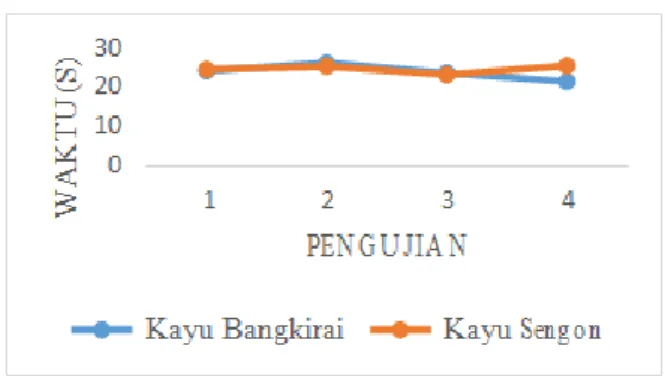
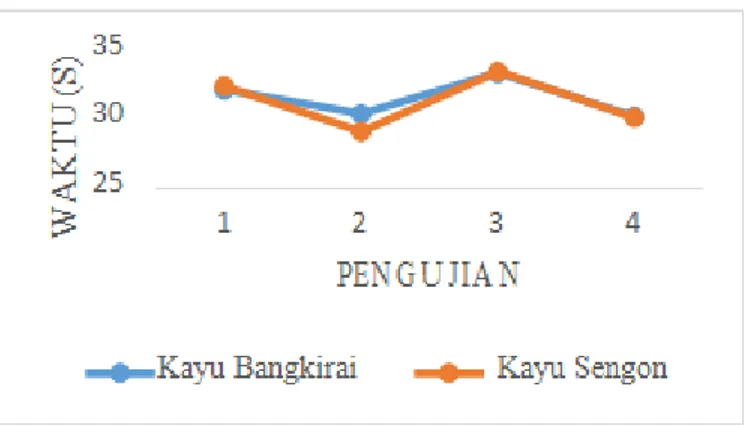
Pembahasan Waktu Proses Pembuatan Gagang Sapu
Gambar 5 Grafik waktu pengujian bahan kayu panjang 800 mm
Gambar 6 Grafik waktu pengujian bahan kayu panjang 1000 mm
Gambar 7 Grafik waktu pengujian bahan kayu panjang 1200 mm
Berdasarkan gambar 5, 6, dan 7 menunjukkan bahwa pengujian menggunakan jeniskayuyang berbeda menghasilkan waktu pembuatan gagang sapu yang berbeda pula. Proses waktu pembuatan gagang sapu paling cepat yaitu 21,42 detik pada variabel jenis kayu Bangkirai dengan panjang 80 cm. Sedangkan waktu proses pembuatan gagang sapu terlama yaitu 33,4 detik pada variabel jenis kayu Bangkirai dengan panjang 120 cm. Dari variabel jenis kayu dapat dilihat jika kayu Sengon memiliki rata-rata waktu proses penyerutan 26,37 detik dibandingkan dengan kayu Bangkirai dengan rata-rata waktu 27,76 detik yang artinya kayu Sengon lebih cepat.
Perbedaan panjang bahan gagang sapu tentu mempengaruhi lama waktu proses penyerutan, namun kendala yang dialami yaitu ketika terjadi macet pada proses penyerutanyang mengakibatkan waktu bertambah. Jadi dengan variabel perbedaan panjang bahan mentah yang dipakai untuk pembuatan gagang sapu menghasilkan waktu yang berbeda pula, karena semakin panjang bahan mentah kayu maka akan menyebabkan waktuproses penyerutan gagang sapu lebihlamadan akanmenjadilebihlamaketika kualitas bahan gagang sapu berkualitas buruk yang menyebabkan proses penyerutan macet. Berikut merupakan ilustrasi proses pembuatan gagangsapu.
KESIMPULAN
Berdasarkan pembuatan rancang bangun dan pengujian yang telah dilakukan, maka dapat diambil kesimpulan yaitu:
1. Mampu merancang mesin dowel gagang sapu dengan spesifikasi daya motor yang dibutuhkan sebesar 1 HP dan 0,75 HP dengan putaran mesin 1481 rpm dan 1495 rpm. Sebagai penggerak digunakan motor listrik dengan ukuran Pisau 25 mm x 30 mm yang berjumlah 2 buah. Mesin ini memiliki dimensi dengan panjang 800 mm, lebar 560 mm, dan tinggi 760mm.
2. Dapat menghasilkan kayu hingga diameter 22 mm dengan cara mengganti rumah pisau yang
A. 103
sudah dimodifikasi menggunakan ulir. Ukuran penampang kayu harusdisesuaikan dengan target diameter gagang sapu yang akan dibuat, untuk diameter 19 mm mampu membuat gagang sapu dengan bahan kayu berukuran 22 x 22mm.
3. Mesin ini dilengkapi dengan roller sebagai sistem semi otomatis dengan kecepatan 23,3 rpm guna meringankan beban kerja operator dan hasil lebih maksimal karenakecepatan linier kayu stabil dengan nilai v = 0,051 m/s. Sehingga dapat mengurangi waktu pembuatan gagang sapu yaitu dengan rata- rata 30 detik per batang sehingga dalam 1 jam bisa menghasilkan 120 batang.
4. Harga rancang bangun mesin pembuat gagang sapu yang telah dibuat berdasarkan perhitungan adalah Rp. 6.710.130. harga ini lebih murah jika dibandingkan dengan mesin dowel dipasaran
DAFTAR PUSTAKA
Badan Standardisasi Nasional. 1961. Peraturan Konstruksi Kayu Indonesia NI5.
Jakarta: Badan Standardisasi Nasional.
Dumanauw, J. F. 1990. Mengenal Kayu. Yogyakarta:Kanisius.
FAG Rolling Bearings StandardProgramme Catalogue WL 41 510/2 EA. 1989.
Jutz, Hermann &Scharkus, Eduard. 2006. Westerman Table. New Delhi: New Age International (P) LimitedPublishers.
Khurmi, R.S. & Gupta, J.K. 2005. A Text Book of Machine Design. New Delhi: Eurasia Publishing House (Pvt) Ltd.
Martawijaya A., Kartasujana I., dkk. 2005. Atlas Kayu Indonesia. Jilid II. Bogor: Badan Penelitian dan Pengembangan Kehutanan
Mott, Robert L. 2004. Elemen – Elemen Mesin dalam Perancangan Mekanis: Perancangan Elemen Mesin Terpadu 2. Yogyakarta:Andi.
Ogata K., dkk. 2008. Identification of the timbers of Southeast Asia and Western Pacific. Japan:
KaiseishaPress.
Pamungkas, T.Y., 2017. Karakteristik dan Evaluasi Plot Konservasi Ex Situ Merbau (Intsia Bijuga) di Bondowoso pada Umur 7
Rosidah, E., Almunawwaroh, M., Marliana, R. 2018. Akuntansi Manajemen. Bandung:
MujahidPress.
Shigley. 2011. Shigley’s Mechanical Engineering Design. New York: McGraw-Hill Companies.
Soerianegara, I., & R.H.M.J Lemmens (Eds). 1994. Plant Resources of South-East Asia (PROSEA) No. 5. Bogor: Timber Press.
Sularso, K. Suga. 2004. Dasar Perencanaan dan Pemilihan Elemen Mesin. Jakarta: Pradnya Paramita
Tahun. Yogyakarta: Balai BesarPenelitian dan Pengembangan Bioteknologi dan Pemuliaan TanamanHutan
Sumanto, M. A. 1995. Motor Listrik Arus Bolak-Balik. Yogyakarta: Andi Offset
Takeshi, G. Sato & Sugiarto, N. Hartanto. 1986. Menggambar Mesin Menurut Standar ISO.
Jakarta: Pradnya Paramita.
Wahyudi, I. &Sitanggang, J. J. 2017. Kualitas Kayu Merani Merah (Shorea leprosula Miq) Hasil Budi Daya. Jurnal Ilmu Pertanian Bogor Vol 21(2). Bogor: Institut PertanianBogor.