ANALISA PERMINTAAN UNTUK
PERAMALAN DAN PERENCANAAN
PRODUKSI YANG OPTIMAL (STUDI KASUS:
PRODUK TEH BOTOL KOTAK 200 ML DAN
250 ML PADA KANTOR PABRIK PT. SINAR
SOSRO CIBITUNG
Sarry Arintika Restu Putri
Jurusan Manajemen dan Teknik Industri Fakultas Program Ganda
Binus University, Jl KH Syahdan 9, Jakarta 11480 [email protected]
Sarry Arintika Restu Putri, Bachtiar H. Simamora Ph.D, Dyah Lestari Widaningrum, S.T., M.T,
Abstract
Office plant PT. Sinar Sosro Cibitung is a PT. Sinar Sosro branch manufacturing company to produce of product Ready to Drink Tea with brand “Teh Botol Sosro”. Based on information obtained from the company, office plant Cibitung doesn’t have a special method for demand forecast and production planning. So far, this company only planned from trend of historical data for future demand data and production planning. Most common problems that arise are shortage and overstock of Product TBK 200 ml and 250 ml. The purpose of this study is to propose the implementation of optimal production planning. Forecasting method, Aggregate Planning, and Master Production Planning can used for problem solving. Forecasting solution are taken from best forecasting result are Additive Decomposition- Average All Data and Multiplicative Decomposition-Average All Data for product, and Aggregate Planning with Mixed Strategy for solution in optimal production planning to better meeting consumer demand and reduce of total cost production.
Keyword: Forecasting, Overstock, Shortage, Aggregate Planning, Mixed Strategy,
Abstrak
Kantor Pabrik PT. Sinar Sosro Cibitung merupakan cabang pabrik PT. Sinar Sosro yang memproduksi minuman ringan teh dalam kemasan dengan merek Teh Botol Sosro. Berdasarkan informasi yang didapatkan dari perusahaan, perusahaan ini belum mempunyai metode khusus untuk meramalkan permintaan dan perencanaan produksinya. Jadi selama ini perusahaan hanya melihat trend data historis tahun sebelumnya untuk data permintaan dan perencanaan produksi dimasa mendatang. Permasalahan umum yang sering timbul pada produk TBK 200 ml dan 250 ml adalah kekurangan atau kelebihan stok produk. Metode yang digunakan untuk memecahkan masalah adalah metode forecasting, aggregate planning, dan master production scheduling. Hasil peramalan yang diambil adalah dengan metode Additive Decomposition-Average All Data ml dan Multiplicative Decomposition-Average All Data, dan Aggregate Planning dengan Mixed Strategy untuk usulan dalam perencanaan produksi yang optimal untuk memenuhi permintaan dan meminimalkan biaya produksi.
PENDAHULUAN
Industri manufaktur Indonesia saat ini menunjukkan persaingan yang kompetitif terutama pada industri makanan dan minuman. Gabungan Pengusaha Makanan dan Minuman (GAPMMI) memperkirakan nilai penjualan produk makanan dan minuman pada tahun 2014 tumbuh 6%. Untuk industri minuman ringan, Asosiasi Industri Minuman Ringan (ASRIM) menyatakan bahwa industri minuman ringan masih terbuka lebar di Indonesia dengan diprediksikan dapat tumbuh sebesar 10 sampai11 persen di tahun 2013 (Warta Kota, 2013). Sedangkan untuk industri minuman ringan di pasar global diperkirakan dapat tumbuh rata-rata 12% per tahun dengan nilai pasar sebesar USD 5.167 juta pada tahun 2013. Menurut Euromonitor 2013, pertumbuhan ini didominasi oleh produk-produk Ready to Drink
Coffee (18.8%, USD 614 Juta), fruit/vegetable juice (15.6%, USD 159 Juta), Sport & energy drink
(14.8%, USD 614 Juta), dan Ready to Drink tea (13.7%, USD 1,134 Juta). Berdasarkan persentase Euromonitor 2013, produk Ready to Drink tea memiliki persentase dengan nilai pasar yang lebih tinggi sehingga dapat menunjukkan tingkat permintaan akan produk tersebut juga mengalami peningkatan di pasaran (Bank Mandiri, 2014).
PT. Sinar Sosro adalah perusahaan industri minuman ringan yang memproduksi teh dalam kemasan pertama di Indonesia. Keunggulan PT. Sinar Sosro di industrinya ini dibuktikan dengan mencapainya persentase sebesar 51% lebih unggul dibandingkan dengan kompetitor lainnya. Hal ini dapat terbukti dari dikenalnya berbagai produk yang ditawarkan oleh PT. Sinar Sosro di pasar, antara lain dengan merek produk Teh Botol Sosro, Fruit Tea Sosro, Sosro Joy Green Tea, Teh Celup Sosro, Happy Jus, Country Choice, TEBS, S-Tee, dan Prim-A. Dalam mencapai keunggulan bersaingnya pada PT. Sinar Sosro tentunya tidak terlepas dari peran efektif dan efisiennya dalam mendistribusikan produk hingga sampai ke konsumen akhir dengan tepat. Adapun jalur distribusi yang digunakan adalah melalui distributor Kantor Penjualan Wilayah dan distributor NKA. Selain itu, PT. Sinar Sosro membagi beberapa lini produksinya ke beberapa cabang, salah satunya adalah Kantor Pabrik PT. Sinar Sosro Cibitung.
Dalam realitanya, Kantor Pabrik PT. Sinar Sosro Cibitung dihadapkan dengan permasalahan pada tidak optimalnya perencanaan produksi yang dibuatnya untuk menghasilkan kuantitas produk yang akurat dengan mendekati jumlah realisasi dari setiap distributornya. Karena, berdasarkan data realisasi yang di amati di Kantor Pabrik PT. Sinar Sosro Cibitung terjadi gap sebesar 39% di tahun 2011, 85% di tahun 2012, dan 18% di tahun 2013 Order Management TBK 200 ml. Sedangkan sebesar 46% di tahun 2011, 59% di tahun 2012, dan 17% di tahun 2013 untuk Order Management TBK 250 ml yang ditargetkan namun lebih kecil dari realisasinya. Berdampak dari tidak akuratnya Order Management dengan realisasi aktualnya, tentunya akan berpengaruh pada ketidakoptimalan Kantor Pabrik PT. Sinar Sosro Cibitung dalam membuat perencanaan produksinya. Sehingga, berakibat terjadinya over production yang akan mempengaruhi persediaan yang menumpuk (over stocking) ataupun akan berakibat terjadinya under
production yang berpengaruh pada timbulnya biaya shortage ataupun hilangnya loyalitas konsumen.
Permasalahan yang timbul dari tidak optimalnya perencanaan produksi inilah tentunya perusahaan akan dihadapkan timbulnya biaya yang tidak efisien dalam proses produksinya.
Untuk menjaga kestabilan produksi dalam memastikan ketersediaan produk TBK 200 ml dan TBK 250 ml dan mengatasi tidak terjadinya penumpukan produk yang melebihi kapasitas gudang, perusahaan tidak cukup hanya melakukan peramalan permintaan dengan metode forecasting yang sesuai untuk meramalkan jumlah permintaan yang akan di order dari setiap distributor. Dari hasil perhitungan
forecasting yang digunakan untuk mengetahui jumlah permintaan yang akan di order di periode akan
datang, kemudia melakukan perencanaan produksinya dengan menerapkan strategi metode aggregate
planning sebagai strategi yang dapat dilakukan untuk dapat meningkatkan efisiensi produksi sebaik
mungkin dan mengoptimalkan pemenuhan permintaan dengan cara menggunakan waktu kapasitas regular atau waktu kapasitas overtime dalam proses produksinya. Kemudian, dari usulan solusi yang diberikan pada strategi aggregate planning tersebut dilakukan penyusunan Jadwal Produksi Induk (Master
Production Scheduling = MPS), yang dikonversikan ke dalam batch produksi untuk menentukan waktu
Dalam menjalankan proses bisnisnya di lini produksi Kantor Pabrik PT. Sinar Sosro Cibitung ditemukan beberapa permasalahan yang berkaitan dengan peramalan dan perencanaan produksi untuk produk TBK 200 ml dan TBK 250 ml. Beberapa rumusan masalah tersebut antara lain:
1. Metode forecasting apakah yang dapat mengatasi terjadinya masalah kurangnya ketersediaan produk dari adanya ketidakakuratan informasi target permintaan untuk produk TBK 200 ml dan TBK 250 ml pada Kantor Pabrik PT. Sinar Sosro Cibitung di periode yang akan datang?
2. Bagaimanakah usulan metode perencanaan produksi yang diberikan guna mengatasi gap yang terjadi secara signifikan antara perencanaan dengan aktual hasil produksinya?
3. Bagaimanakah usulan perencanaan produksi yang dapat mengantisipasi terjadinya over cost
production?
METODE PENELITIAN
Penelitian ini bersifat deskriptif dengan menggunakan teknik analisis wawancara dan observasi. Dengan unit analisis yang diperoleh bersumber dari organisasi dan pengumpulan data dalam satu waktu saja (cross sectional). Adapun jenis data yang dibutuhkan dalam penelitian ini adalah data yang bersifat kualitatif dan kuantitatif. Data-data kualitatif antara lain profil perusahaan, proses produksi, kondisi persediaan, dan shift produksi. Sedangkan data kuantitatif yang ada antara lain data order produk, data realisasi, data perencanaan produksi, data hasil produksi, pemakaian bahan baku per batch, kapasitas produksi, kapasitas penyimpanan, dan data biaya.
Secara garis besar, tahap metode penelitian untuk pemecahan masalah dalam penelitian ini dilakukan seperti yang ditunjukkan dalam gambar 1. Dari flowchart metodologi penelitian tersebut (Gambar 1) terdapat beberapa tahap yang dilakukan, antara lain sebagai berikut:
HASIL DAN BAHASAN
Peramalan
Pembuatan Tabel Rekapitulasi data historis penjualan produk Teh Botol Kotak kemasan (TBK) 200 ml dan TBK 250 ml pada Kantor Pabrik PT. Sinar Sosro Cibitung (Lampiran 1) dibuat untuk dapat dijadikan sebagai pedoman dalam perhitungan peramalan di periode ke depan dengan menggunakan beberapa metode peramalan, antara lain Multiplicative Decomposition (seasonal) – Average All Data,
Multiplicative Decomposition (seasonal) –Centered Moving Average, Additive Decomposition (seasonal)– Average All Data, Additive Decomposition (seasonal) –Centered Moving Averag, dan Linear Regression/Least Square. Dari beberapa metode tersebut, metode peramalan yang sesuai untuk dipilih
adalah dengan melihat nilai error pada MAD dan MSE yang terkecil. Berikut ini Tabel 1 yang dapat memperlihatkan perbandingan dari nilai MAD dan MSE dari peramalan permintaan di tahun 2014 untuk produk TBK 200 ml dan TBK 250 ml pada Kantor Pabrik PT. Sinar Sosro Cibitung:
Tabel 1 Hasil Akurasi Peramalan TBK 200 ml dan TBK 250 ml
Metode Produk MAD MSE
Additive Decomposition – Centered Moving Average
TBK 200 ml 18,299.28 474,278,000
TBK 250 ml 17,835.33 525,307,200
Additive Decomposition – Average All Data
TBK 200 ml 16,433.05 389,043,100 TBK 250 ml 15,490.96 429,988,200
Multiplicative Decomposition - Centered Moving Average
TBK 200 ml 18,603.23 463,622,300 TBK 250 ml 16,800.93 498,222,400
Multiplicative Decomposition – Average All Data
TBK 200 ml 16,466.00 386,719,900 TBK 250 ml 15,407.83 427,729,800
Linear Regression TBK 200 ml 25,373.71 904,860,900
TBK 250 ml 31,954.20 1,298,193,000
Berdasarkan pada tabel hasil akurasi peramalan di atas, dapat diketahui bahwa metode peramalan untuk produk TBK 200 ml dan TBK 250 ml yang memiliki nilai MAD dan MSE ditunjukkan pada metode
Additive Decomposition – Average All Data dan metode Multiplicative Decomposition – Average All Data. Berkaitan dengan validasi peramalan dengan menggunakan tracking signal maka dapat diketahui
bahwa kedua metode peramalan untuk produk-produk tersebut memiliki proyeksi data permintaan di tahun 2014 yang valid atau tidak melampaui batas
±
4 sesuai dengan teori dari George Plossl dan Oliver Wight (Gaspersz, 2001) atau tidak melampaui batas ± 5 berdasarkan teori William Stevenson (Stevenson, 2009). Untuk batas peta kendali tracking signal pada produk TBK 200 ml yaitu -2.41 sampai +2.41 sedangkan untuk produk TBK 250 yaitu -5.02 dan +5.02.Setelah melakukan pengukuran keakurasian dari metode peramalan tersebut, maka dapat diketahui peramalan permintaan untuk produk TBK 200 ml dan TBK 250 ml pada Kantor Pabrik PT. Sinar Sosro Cibitung. Berikut ini hasil peramalan yang diperoleh dari perhitungan metode peramalan untuk masing-masing produk tersebut di tahun 2014:
Tabel 2 Peramalan Permintaan Tahun 2014 Bulan Peramalan Permintaan (Karton) Peramalan Permintaan (Karton) TBK 200 ml TBK 250 ml Januari 2014 83,383 85,886 Februari 2014 118,564 104,355 Maret 2014 135,306 121,502 April 2014 120,709 126,290 Mei 2014 135,842 184,208 Juni 2014 165,041 195,663 Juli 2014 163,931 197,651 Agustus 2014 157,915 188,326 September 2014 161,714 180,380 Oktober 2014 165,238 153,462 November 2014 145,623 160,532 Desember 2014 179,048 181,351
Aggregate Planning
Pengolahan data dengan menggunakan metode aggregate planning berujuan untuk mengatasi masalah optimalisasi produksi Teh Botol Kotak kemasan 200 ml dan 250 ml di Kantor Pabrik PT. Sinar Sosro Cibitung dalam melakukan pemanfaatan kapasitas atau sumber daya, meminimalisasi biaya produksi atau efisiensi biaya dari segi total biaya produksi yang berlangsung, dan pemenuhan permintaan. Metode aggregate planning yang dapat digunakan adalah metode strategi chase, strategi Level, dan strategi mixed dengan menggunakan bantuan aplikasi POM-QM for windows 3 dalam perhitungannya. Berikut adalah perbandingan biaya yang dihitung berdasarkan ketiga metode dalam aggregate planning:
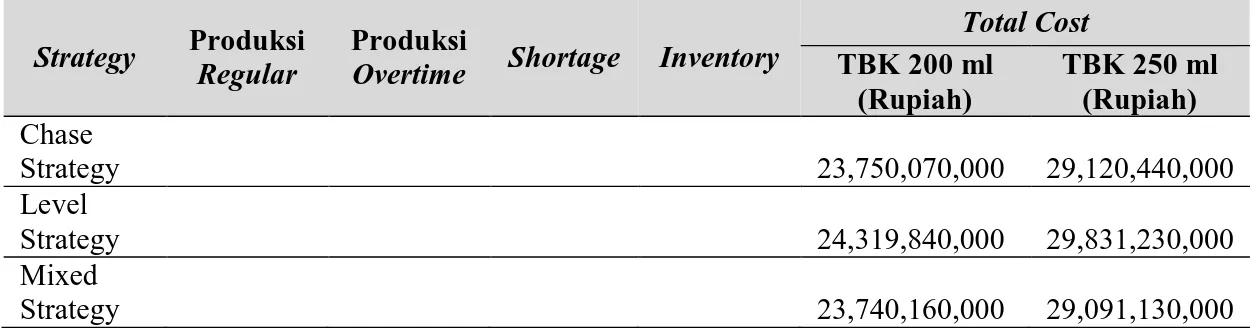
Tabel 3 Perbandingan Tiga Strategi dan Total Cost
Strategy Produksi
Regular
Produksi
Overtime Shortage Inventory
Total Cost TBK 200 ml (Rupiah) TBK 250 ml (Rupiah) Chase Strategy 23,750,070,000 29,120,440,000 Level Strategy 24,319,840,000 29,831,230,000 Mixed Strategy 23,740,160,000 29,091,130,000
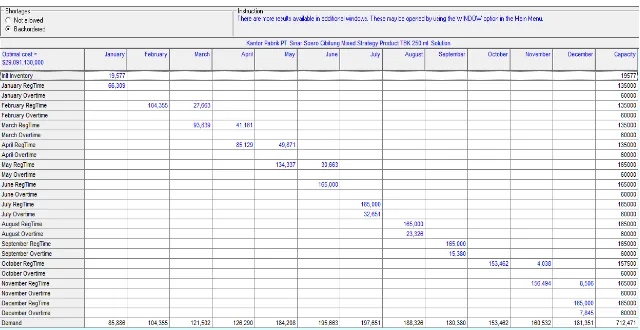
Dari perbandingan dengan menggunakan tiga strategi pada metode aggregate planning inilah maka diketahui bahwa strategi yang mempunyai total cost lebih kecil adalah strategi mixed untuk kedua produk tersebut. Kemudian, untuk mengetahui proyeksi dari optimalisasi dalam perencanaan produksi di tahun 2014 ini dibuat initial perencanaan produksi dengan menggunakan metode transportasi. Berikut ini intial metode transportasi pada perencanaan produksi untuk produk TBK 200 ml dan TBK 250 ml pada Kantor Pabrik PT. Sinar Sosro Cibitung:
Gambar 4 Initial Perencanaan Produksi dengan Metode Transportasi untuk Produk TBK 200 ml
Gambar 4 Initial Perencanaan Produksi dengan Metode Transportasi untuk Produk TBK 200 ml
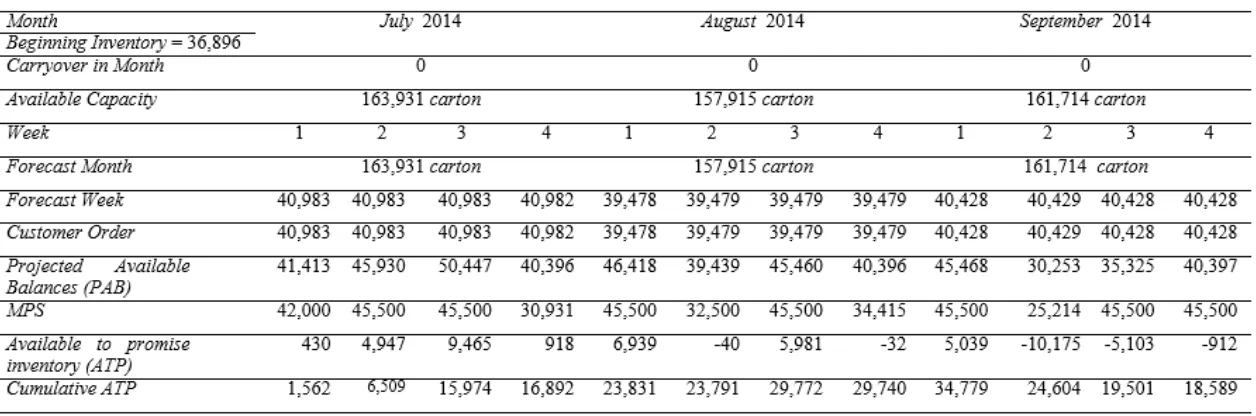
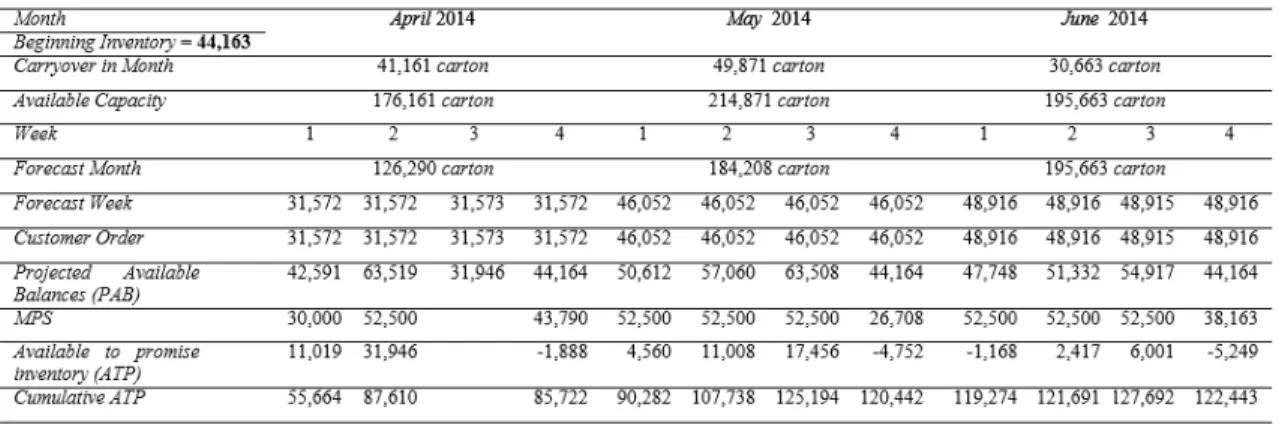
Master Production Scheduling
(MPS)Data-data yang digunakan dalam penyusunan MPS merupakan data-data dari hasil perhitungan
aggregate planning dengan menggunakan strategi mixed. Kemudian, kapasitas yang diberikan dari initial
perencanaan produksi dengan metode transportasi pada strategi mixed tersebut dilakukan penyusunan perencanaan produksi dalam MPS. Dalam menyusun MPS, perencanaan produksi bulanan dibagi menjadi perencanaan produksi mingguan untuk memberikan gambaran mengenai persediaan produk tersebut, kapan waktunya melakukan produksi, dan mengantisipasi terjadi kekurangan dalam memenuhi permintaan konsumen. Berikut ini proyeksi perencanaan produksi untuk produk TBK 200 ml dan TBK 250 ml dalam metode Master Production Scheduling (MPS):
Tabel 4 MPS Produk TBK 200 ml January, February, dan March 2014
Tabel 5 MPS Produk TBK 200 ml April, May, dan June 2014
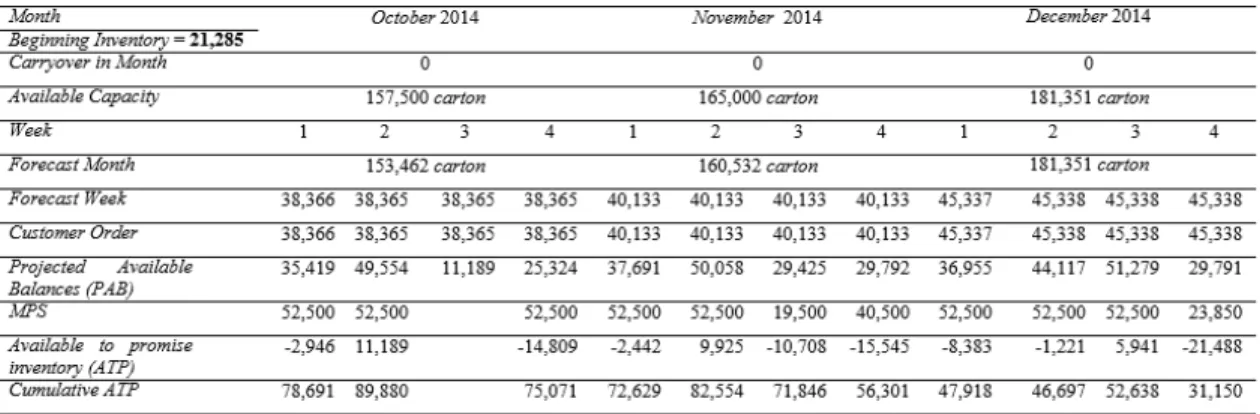
Tabel 7 MPS Produk TBK 200 ml October, November, dan December 2014
Tabel 8 MPS Produk TBK 250 ml January, February, dan March 2014
Tabel 10 MPS Produk TBK 250 ml July, August, dan September 2014
Tabel 11 MPS Produk TBK 250 ml October, November, dan December 2014
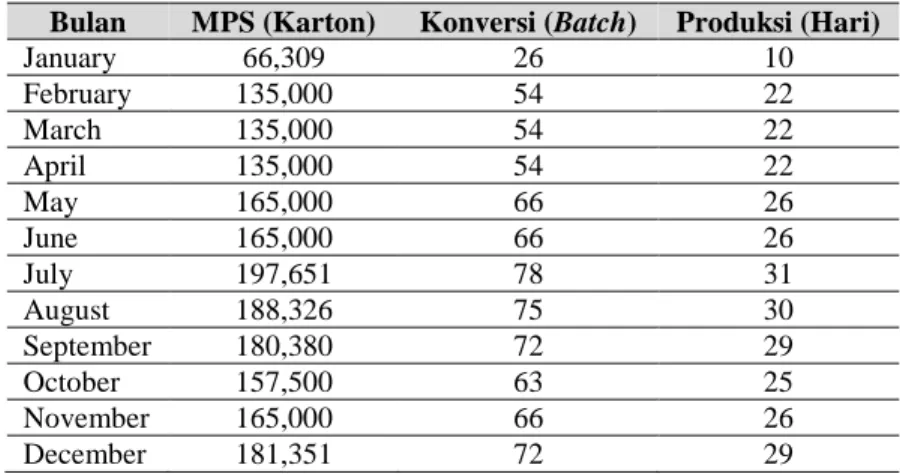
Untuk jumlah produksi pada Tabel MPS yang tertera di atas, jumlah produksi merupakan dalam satua karton produk. Kemudian dikonversikan ke dalam satuan batch produksi untuk dapat membuat perencanaan produksi per batch, yang mana untuk 1 batch produksi TBK 200 ml menghasilkan 2,496 karton dan untuk TBK 250 ml menghasilkan 2,520 karton. Sehingga dapat dibuat suatu perencanaan produksi per batch untuk produk TBK 200 ml dan TBK 250 ml dalam satu periode di tahun 2014 sebagai berikut:
Tabel 12 Konversi Batch Produksi TBK 200 ml
Bulan MPS (Karton) Konversi (Batch) Produksi (Hari)
January 66,309 26 10 February 135,000 54 22 March 135,000 54 22 April 135,000 54 22 May 165,000 66 26 June 165,000 66 26 July 197,651 78 31 August 188,326 75 30 September 180,380 72 29 October 157,500 63 25 November 165,000 66 26 December 181,351 72 29
Tabel 13 Konversi Batch Produksi TBK 250 ml
Bulan MPS (Karton) Konversi (Batch) Produksi (Hari)
January 66,309 26 10 February 135,000 54 22 March 135,000 54 22 April 135,000 54 22 May 165,000 66 26 June 165,000 66 26 July 197,651 78 31 August 188,326 75 30 September 180,380 72 29 October 157,500 63 25 November 165,000 66 26 December 181,351 72 29
SIMPULAN DAN SARAN
Simpulan
Simpulan yang diperoleh dari hasil penelitian adalah sebagai berikut. Pertama, metode peramalan yang memungkinkan dapat digunakan sebagai usulan solusi yang sesuai untuk meramalkan permintaan produk TBK 200 ml dan TBK 250 ml di tahun 2014 pada Kantor Pabrik PT. Sinar Sosro Cibitung adalah dengan metode Additive Decomposition – Average All Data dan Multiplicative Decomposition – Average
All Data. Kedua, sebagai usulan mengenai perencanaan produksi dalam mengatasi terjadinya
ketidakoptimalan dalam proses produksinya adalah dengan membuat suatu perencanaan agregat. Di mana strategi yang menjadi usulan solusi adalah dengan strategi mixed menggunakan metode transportasi untuk mendapatkan initial model dalam perencanaan produksi ke depannya. Dari solusi perencanaan agregat tersebut kemudian dibuat suatu perencanaan produksi mingguan dengan menggunakan metode Master
Production Scheduling (MPS) untuk dapat menentukan kuantitas optimal dalam proses produksinya dan
dapat memperhitungkan tingkat persediaan untuk mengantisipasi terjadinya peningkatan permintaan di periode berikutnya. Ketiga, terkait dengan analisa perencanaan produksi pada metode aggregate planning menggunakan mixed strategy, maka diketahui bahwa total cost yang dibebankan untuk proses produksi TBK 200 ml yaitu sebesar Rp 23,740,160,000.00 dan sebesar Rp 29,091,130,000.00 untuk produk TBK 250 ml. Selain mengantisipasi terjadinya over cost production pada perencanaan produksi ini juga dapat meminimalkan biaya dari pemakaian kapasitas waktu overtime untuk masing-masing produk.
Saran
Adapun saran yang dapat diberikan dari hasil analisa dan kesimpulan ini adalah sebagai berikut.
Pertama, untuk mengatasi tidak akurasinya data dari order management dengan memprediksi
permintaannya ini Kantor Pabrik PT. Sinar Sosro Cibitung dapat melakukan peramalan terlebih dahulu berdasarkan data permintaan realisasi order diperiode sebelumnya, sebelum perusahaan memperoleh informasi order permintaan yang diberikan dari setiap Kantor Penjualan Wilayah (KPW) dan NKA melalui sistem order management. Kedua, untuk dapat mengatasi gap pada hasil produksinya, Kantor Pabrik PT. Sinar Sosro Cibitung sebaiknya dapat menerapkan metode aggregate planning dalam membuat perencanaan produksi jangka menengah. Hal ini bertujuan untuk memberikan keputusan optimum untuk manajemen produksi dalam menyusun perencanaan produksi berdasarkan kapasitas, tenaga kerja, dan persediaan yang dimiliki perusahaan untuk memenuhi permintaannya. Ketiga, perusahaan harus memperoleh informasi-informasi apapun yang terkait dengan berjalannya proses produksi tersebut mengenai perubahan dari jumlah order aktualnya, tingkat persediaan produknya, serta biaya-biaya produksinya yang disampaikan ke bagian produksi. Keempat, apabila Kantor Pabrik PT. Sinar Sosro Cibitung menerapkan metode forecasting dan aggregate planning dengan menggunakan aplikasi POM-QM for windows 3 maka top management perlu mengadakan pelatihan terhadap pihak yang terkait sebagai pengguna sistem aplikasi tersebut.
REFERENSI
Bank Mandiri. (2014, February). Industry Update. 3. Retrieved Mei 30, 2014, from http://www.bankmandiri.co.id/indonesia/eriview-pdf/OCMI05552888.pdf
Baroto, T. (2002). Perencanaan dan Pengendalian Produksi. Gahlia Indonesia.
Gaspersz, V. (2001). Production Planning and Inventory Control : berdasarkan pendekatan sistem
terintegrasi MRP II dan JIT menuju manufacturing 21. PT. Gramedia Pustaka Utama.
Hartini, S., & Suryadi, K. (2010). Teknik Mencapai Produksi Optimal. CV. Lubuk Agung.
Heizer, J., & Render, B. (2011). Operation Management (10 ed.). Pearson Education.
Irawan, H. (2014). Frontier Consulting Group. Retrieved April 24, 2014, from Top Brand Award: http://www.topbrand-award.com/top-brand-survey/survey-result/top_brand_index_2014
Nahmias, S. (2009). Production and Operations Analysis (6 ed.). McGraw.
Nasution , A. H. (2003). Perencanaan dan Pengendalian Produksi. Guna Widya.
Nasution , A. H., & Prasetyawan, Y. (2008). Perencanaan dan Pengendalian Produksi. Guna Widya.
Robbins, S. P., & Coulter, M. (2012). Management (11 ed.). Pearson Education.
Russell, R. S., & Taylor, B. W. (2011). Operations Management (7 ed.). Wiley.
Schroeder, R. G. (2007). Operation Management: Contemporary Concepts and Cases (3 ed.). McGraw Hill.
Stevenson, W. J. (2009). Operation Management (10 ed.). McGraw Hill.
Warta Kota. (2013, Mei 25). Retrieved Agustus 26, 2014, from http://wartakota.tribunnews.com/2013/05/25/potensi-minuman-teh-kemasan-masih-tinggi-di-indonesia
Wignjosoebroto, S. (2003). Pengantar Teknik & Manajemen Industri (1 ed.). Guna Widya.
Williamson, D. (2003). Retrieved June 28, 2014, from Time Series Analysis: http://www.duncanwil.co.uk
Jurnal
Mula, J., J.P, R. P., & Sabater, G. (2006). Model for Production Planning Under Uncertainty : A Review.
Int J. Production Economics 103, 271-285.
Nowak, M. (2013). An Interactive Procedure for Aggregate Production Planning. Croation Operational
Research Review (CRORR), 4.
Sartin. (2012, November 3). Penerapan Fuzzy Multi Objective Linear Programming Pada Perencanaan Agregat Produksi. Prosiding Seminar Nasional Aplikasi Sains & Teknologi (SNAST) Periode III.
Takey, M. F., & Mesquita, M. A. (2006). Aggregate Planning for Large Food Manufacturing with High Seasonal Demand. Brazilian Journal of Operation and Production Management, 3, 05-20.
RIWAYAT PENULIS
Sarry Arintika Restu Putri lahir di kota Jakarta pada 23 Juni 1991. Penulis menamatkan pendidikan S1 di BINUS University dengan jurusan Manajemen dan Teknik Industri pada tahun 2014.
LAMPIRAN
Lampiran 1
Data Historis Penjualan TBK 200 ml dan TBK 250 ml pada Kantor Pabrik PT. Sinar Sosro
Cibitung
Bulan
Tahun 2011 Tahun 2012 Tahun 2013
Satuan TBK 200 ml TBK 250 ml TBK 200 ml TBK 250 ml TBK 200 ml TBK 250 ml Januari 93,485 68,512 78,157 86,675 57,044 81,218 Karton Februari 98,215 90,602 105,849 95,629 129,006 99,737 Karton Maret 102,970 73,392 134,113 120,348 145,051 137,744 Karton April 103,380 88,771 141,520 135,347 92,284 118,914 Karton Mei 91,090 113,882 115,560 167,527 174,774 216,748 Karton Juni 136,910 166,604 139,937 166,332 191,013 193,891 Karton Juli 139,440 145,740 156,762 180,180 167,169 203,951 Karton Agustus 147,880 166,188 170,492 169,678 125,790 166,821 Karton September 150,590 160,852 174,078 195,744 129,732 122,811 Karton Oktober 175,205 144,852 151,903 146,745 136,704 114,520 Karton November 159,570 128,662 102,594 180,809 141,641 113,541 Karton Desember 145,455 158,295 178,288 170,155 179,178 147,392 Karton