di PT Gistex Textile Division
The Proposal of Scheduling Implementation Using Tabu Search Method
at PT Gistex Textile Division
Arifin Suandy, Santoso, Rainisa Maini Heryanto
Jurusan Teknik Industri – Universitas Kristen Maranatha E-mail: [email protected], [email protected],
Abstrak
PT Gistex Textile Division adalah sebuah perusahaan yang bergerak di bidang textile yang mengolah polyester (bahan baku) menjadi kain. Perusahaan memproduksi barang sesuai dengan pesanan konsumen (job order). Dalam melakukan penjadwalan, kriteria yang digunakan perusahaan saat itu untuk menentukan pesanan yang akan diproduksi terlebih dahulu adalah keuntungan terbesar, kesulitan pengerjaan, dan berlangganan. Dengan menerapkan metode ini, terjadi delay yang tinggi pada tiap mesinnya, sehingga utilisasi mesin menjadi rendah dan makespan menjadi besar.
Untuk dapat meminimasi makespan dan delay pada tiap mesin, diusulkan metode penjadwalan metaheuristik, yaitu metode Tabu Search. Dalam menerapkan metode Tabu Search dibantu dengan menggunakan software. Penggunaan software bertujuan untuk mempermudah perhitungan dan menghemat waktu untuk mencari solusi yang dihasilkan.
Dengan menggunakan data pesanan yang diproduksi pada bulan Desember 2012, untuk metode perusahaan saat ini, dengan menggunakan mesin preset 1 buah didapat makespan sebesar 99.690 menit. Namun dengan menggunakan metode Tabu Search juga didapat hasil yang sama, yaitu sebesar 99.690 menit. Dari hasil penjadwalan metode perusahaan dengan menggunakan 2 mesin Preset, didapat makespan sebesar 72.645 menit, sedangkan dengan menggunakan metode Tabu Search didapat makespan sebesar 71.915 menit dari 300 iterasi, dimana semakin besar iterasi yang dilakukan, maka kemungkinan untuk mendapatkan solusi yang mendekati optimal akan semakin besar. Dengan menggunakan metode Tabu Search, diperoleh penurunan makespan sebesar 1% (12,17 jam) dari metode perusahaan dan peningkatan rata-rata utilisasi mesin sebesar 0,32%.
Kata kunci: tabu search, makespan, delay, utilisasi
Abstract
PT Gistex Textile Division is a company engaged in textile that processing polyester (raw material) into fabric. The company produces fabric according to consumer order (job order). In scheduling, the criteria used by a company to determine order that should be produced first, are the biggest profit, difficulty processing, and customer. By applying this method, high delay occurs at each machine so that the machine utilization is low and the makespan becomes high. In order to minimize the makespan and delay on each machine, the proposed metaheuristic scheduling method is Tabu Search. In applying Tabu Search method is assisted by using the software. The use of software aims to simplify calculations and save the time for searching generate solutions.
By using the order data produced in December 2012, the current company method, using one preset machine, makespan obtained for 99,690 minutes. However, by using Tabu Search also obtained the same result, which is 99,690 minutes. From the results of the company method by using two preset machines, makespan obtained for 72,645 minutes, while using Tabu Search
method, makespan obtained for 71,915 minutes of 300 iterations, where the greater number of iteration is done, then it is likely to get a near optimal solution will be greater. By using Tabu Search, obtained makespan decrease of 1% (12.17 hours) of the company method and an average increase of 0.32% machine utilization.
Keywords: tabu search, makespan, delay, utilization
1. Pendahuluan 1.1 Latar Belakang
PT Gistex Textile Division adalah sebuah perusahaan yang bergerak di bidang textile yang mengolah polyester (bahan baku) menjadi kain. Perusahaan memproduksi barang sesuai dengan pesanan konsumen (job order). Masalah yang sedang dihadapi perusahaan saat ini adalah adanya delay pada bagian produksinya. Hal ini menyebabkan utilisasi mesin akan berkurang dan makespan akan meningkat. Investasi mesin yang mahal, menyebabkan perusahaan seharusnya memanfaatkan mesin sebaik mungkin dengan tidak membiarkan mesin delay agar utilisasi mesin meningkat. Dengan meningkatnya utilisasi mesin, maka makespan akan dapat diminimasi.
Perusahaan mengalami kesulitan dalam melakukan penjadwalan yang dikarenakan banyaknya job dengan routing mesin yang panjang. Hal ini membuat perusahaan belum memperhatikan delay pada mesin, sehingga utilisasi rendah dan makespan yang dihasilkan cukup besar. Saat ini metode yang digunakan perusahaan untuk mempermudah dalam melakukan penjadwalan adalah dengan melihat kriteria sebagai berikut:
1. Keuntungan terbesar 2. Kesulitan pengerjaan 3. Berlangganan
Untuk memperbaiki performansi tersebut maka akan diusulkan suatu metode penjadwalan yang dapat meningkatkan utilisasi mesin dan meminimasi makespan.
2. Landasan Teori 2.1 Job Shop
Masalah penjadwalan job shop merupakan masalah penjadwalan yang memiliki karakteristik sebagai berikut:
1. Penjadwalan job shop memiliki sejumlah job yang harus diselesaikan, direpresentasikan sebagai J = {J1, J2, …, Jn}
2. Penjadwalan job shop memiliki sejumlah resource yang digunakan untuk menyelesaikan setiap operasi, direpresentasikan sebagai R = {R1, R2,…,Rm}. Resource biasa disebut juga dengan
machine.
3. Setiap job memiliki sejumlah operasi yang harus diselesaikan pada tenggat waktu, mulai dari ready time (rt) sampai due date (dt).
4. Setiap operasi memiliki waktu proses yang berbeda-beda, direpresentasikan dengan t = {t1,
t2,…,tj}.
Secara fisik, tata letak peralatan yang bertipe job shop ditandai dengan pengelompokkan peralatan yang memiliki fungsi yang sama di area yang sama (Fogarty, 1991). Dalam penjadwalan job shop, jika ada n job yang akan diproses dalam m mesin maka ada (n!)m set jadwal, namun tidak semua jadwal tersebut layak digunakan. Sebuah jadwal dikatakan layak jika memenuhi kriteria sebagai berikut (Fogarty, 1991):
1. Urutan pengerjaan operasi (routing) dalam suatu job tidak dilanggar. 2. Tidak terjadi overlap waktu pengerjaan operasi.
Pada penjadwalan job shop, karakteristik pekerjaan yang harus diselesaikan harus melewati beberapa mesin (routing) dan tiap rute yang ditempuh masing-masing pekerjaan berlainan/berbeda. Karena tiap job memiliki routing yang berlainan, maka notasi untuk penjadwalan job shop ialah: (Elsayed, 1985) dimana i menyetakan nomor pekerjaan, j menyatakan nomor operasi, dan k menyatakan nomor mesin. Terdapat beberapa definisi yang harus dipahami sebelumnya:
1. Jadwal Feasible
Suatu jadwal dikatakan feasible jika seluruh operasi dari semua job telah ditugaskan dan ketentuan routing operasi telah dipenuhi (atau dengan kata lain tidak ada overlap antar operasi).
2. Jadwal Semi Aktif (SA)
Kumpulan jadwal feasible dimana tidak satu pun operasi dapat dikerjakan lebih awal tanpa mengubah susunan beberapa operasi mesin.
3. Jadwal Aktif (A)
Kumpulan jadwal feasible dimana tidak satu pun operasi dapat dipindahkan lebih awal tanpa menunda operasi lain.
4. Jadwal Non Delay (ND)
Kumpulan jadwal feasiblel dimana tidak satu pun mesin dibiarkan menganggur jika pada saat yang sama terdapat operasi yang membutuhkan mesin tersebut.
2.2 Algoritma Tabu Search
Berdasarkan informasi yang diambil dari Glover & Laguna (1998), kata “tabu” berasal dari sebuah bahasa Polynesia, yaitu Tongan, yang digunakan oleh suku aborigin pulau Tonga untuk menandakan suatu hal yang tidak dapat disentuh karena hal tersebut keramat. Menurut kamus Webster, kata “tabu” sekarang juga berarti larangan yang muncul akibat kebiasaan atau adat istiadat yang bersifat melindungi. Status “tabu” suatu hal biasanya bergantung kepada ingatan sosial yang selalu termodifikasi seiring dengan berjalannya waktu. Hal ini yang menjadi dasar pengertian “tabu” pada umumnya dengan “tabu” pada Tabu Search.
Tabu Search merupakan algoritma yang setingkat lebih baik dibandingkan dengan beberapa algoritma lainnya, seperti Simulated Annealing, untuk melakukan pencarian dengan efisien dan mencegah terjebaknya solusi dalam optimum lokal (Heragu, 2006). Optimum lokal merupakan solusi yang menjadi terbaik di antara solusi-solusi yang berada di sekitarnya, atau yang biasa disebut neighbourhood. Dalam tabu search, dilakukan eksplorasi responsif yang membantu pencegahan terjebaknya solusi dalam optimum lokal dengan mengeksploitasi solusi yang sudah dihasilkan dengan baik, sekaligus daerah solusi di sekitar solusi baik tersebut. Walaupun simulated annealiing juga memiliki mekanisme yang memperbolehkan proses pencarian untuk keluar dari optimum lokal, namun karena simulated annealing merupakan prosedur yang tidak menyimpan informasi mengenai solusi-solusi yang tellah dicek sebelumnya, maka bisa saja memeriksa solusi yang sebelumnya telah dicek, sehingga menyia-nyiakan waktu komputansi dan membuatnya menjadi lebih lama. Pemeriksaan ulang ini biasa disebut dengan cycling.
Metode pencarian tabu berprinsip pada penggunaan memori sebagai elemen esensial dalam pencariannya, karena pencarian Tabu tidak hanya menyimpan nilai sebuah solusi terbaik seperti kebanyakan metode pencarian, namun juga menyimpan informasi selama pencarian melalui solusi terakhir yang dikunjungi. Sebuah informasi akan digunakan sebagai petunjuk untuk bergerak dari i ke solusi selanjutnya dalam N(i). Penggunaan memori sebagai pembatas dalam pemilihan beberapa subset dari N(i) dengan mencegah pergerakan ke beberapa solusi tetangga.
Untuk mengaplikasikan algoritma Tabu Search ke dalam masalah penjadwalan job shop, perlu didefinisikan enam hal berikut secara tepat, yaitu: (Glover, 1990)
1. Tahap pembuatan solusi (jadwal) awal.
Solusi awal untuk algoritma Tabu Search dapat dibuat secara acak atau dengan menggunakan metode heuristik tertentu. Pembuatan solusi job shop secara acak dapat membuka peluang lebih
besar untuk dihasilkannya graph jadwal job shop yang mengandung cycle terutama pada kasus uji berukuran besar, sehingga proses pembuatan jadwal awal perlu diulang beberapa kali. 2. Tahap evaluasi fungsi biaya dan penentuan lintasan kritis.
Setelah diperoleh sebuah graph untuk jadwal awal, dihitung nilai ES dan LS dari setiap operasi dalam graph dengan menggunakan critical path method. Makespan jadwal adalah nilai ES atau LS dari operasi (operasi dummy N+1). Pada proses komputasi ini juga sekaligus dilakukan identifikasi apakah terdapat cycle dalam graph.jika dalam graph terdapat cycle, maka jadwal tersebut ditolak dan dibuat jadwal baru.
Setelah menghitung makespan jadwal, diidentifikasi lintasan kritis dalam graph, yaitu himpunan busur-busur dari vertex pertama menuju vertex terakhir yang memenuhi syarat berikut:
- Nilai ES dan LS dari setiap vertex yang dihubungkan oleh busur-busur tersebut harus sama. - Untuk busur u → v, hasil penjumlahan start time dan waktu pengerjaan dari operasi u
harus sama dengan start time dari operasi v. 3. Tahap pembuatan neighbour baru.
Neighbourhood dari sebuah jadwal adalah himpunan jadwal baru yang dapat diperoleh dengan menerapkan fungsi transisi terhadap jadwal tersebut. Fungsi transisi dalam kasus penjadwalan job shop memilih vertex v dan w sedemikian rupa sehingga:
- v dan w adalah dua operasi berurutan sembarang yang dikerjakan pada mesin k.
- busur (v,w) Є Ei adalah sebuah busur kritis, atau (v, w) berada pada lintasan kritis dari graph.
Fungsi transisi akan memilih satu solusi feasible secara acak dari himpunan neighborhood yang berisi semua kemungkinan solusi yang dapat diperoleh dengan penukaran urutan terhadap operasi-operasi semesin yang posisinya bersebelahan pada lintasan kritis. Sebuah neighborhood dari suatu jadwal dibuat dengan cara mempertukarkan urutan pengerjaan operasi v dan w pada mesin k atau membalikkan arah busur (v,w). Struktur neighbourhood ini didasarkan dua fakta bahwa:
- Pembalikan sebuah busur kritis dalam graph Di tidak akan menghasilkan graph Dj yang
cyclic.
- Jika pembalikan sebuah busur non kritis dalam Di menghasilkan graph acyclic Dj, maka
lintasan kritis q dalam Dj tidak mungkin lebih pendek dari lintasan kritis p dalam Di karena
Dj masih memuat lintasan p.
Dengan cara ini, dapat dihindari pemilihan jadwal yang tidak menghasilkan penurunan makespan dan jadwal yang mengakibatkan terjadinya cyclic graph. Struktur neighbourhood ini memungkinkan model TS hanya meninjau graph-graph yang mewakili solusi yang feasible. Jadi, transisi ini menyebabkan pembalikan busur yang menghubungkan v dan w (v,w) menjadi (w,v) dan penggantian busur (u,v) dan (w,x) dengan busur (u,w) dan (v,x), dimana u adalah operasi sebelum v pada mesin k dan x adalah operasi setelah w pada mesin k.
4. Tahap pengelolaan tabu list.
Tabu List memiliki ukuran yang terbatas dan dikelola menggunakan metode FIFO (First In First Out), dimana setiap kali solusi baru dibuat, algoritma TS menyimpan atribut move yang membentuk solusi baru tersebut dan menghapus atribut move yang lama dari list.
Kinerja algoritma TS sangat bergantung kepada cara penentuan panjang tabu list secara tepat. Secara empirik, ukuran tabu list untuk menghasilkan kualitas solusi yang baik akan bertambah seiring dengan membesarnya ukuran masalah. Hal ini disebabkan ukuran list yang tepat sebenarnya tergantung pada ketatnya kriteria tabu yang diterapkan; kriteria tabu yang semakin ketat akan mengurangi panjang tabu list yang dibutuhkan. Ukuran tabu list yang terlalu pendek akan mengakibatkan sering terjadinya cycling dalam daerah pencarian yang menyebabkan
pencarian terjebak dalam solusi optimum lokal, sedangkan ukuran yang terlalu panjang akan mengakibatkan memburuknya kualitas solusi karena terlalu banyak move yang dilarang. 5. Tahap pendefinisian kriteria aspirasi.
Pada suatu kondisi tertentu, tabu search dapat melarang sebuah move yang sebenarnya dapat menuntun proses pencarian bergerak ke daerah solusi yang belum dikunjungi, yang mungkin dapat memberikan solusi yang baik, maka diperlukan suatu metode untuk dapat membatalkan efek dari tabu list, yang disebut kriteria aspirasi.
Kriteria aspirasi diperkenalkan dalam tabu search untuk menentukan kapan forbidden move tetap dapat digunakan, atau merupakan bagian dari tabu search yang berfungsi untuk membatalkan efek dari tabu list untuk beberapa move pada beberapa kondisi tertentu. Aturan dasar yang dapat digunakan sebagai kriteria aspirasi adalah untuk tiap kandidat move yang merupakan anggota dari tabu list dihitung panjang lintasan kritis dari solusi yang dihasilkannya. Jika panjang lintasan kritis (yang mewakili nilai makespan untuk solusi baru tersebut) lebih kecil dari solusi terbaik yang telah ditemukan sebelumnya, maka status tabu dari move tersebut dihapuskan dan move itu digunakan untuk membuat solusi berikutnya.
6. Tahap penentuan kriteria terminasi.
Terdapat beberapa kondisi yang dapat digunakan sebagai kriteria terminasi dalam algoritma TS, di antaranya:
- Ditemukannya sebuah solusi optimal.
- N(s,k+1) = Ø, artinya tidak ada lagi solusi baru yang dapat dibangkitkan dari neighbourhood solusi sekarang, karena semua move dalam neighbourhood tersebut terdapat di dalam tabu list.
- Jumlah iterasi k sudah melebihi jumlah iterasi maksimum yang ditetapkan di awal.
- Jumlah iterasi yang dilakukan setelah memperoleh solusi terbaik yang terbaru sudah melebihi batas maksimum iterasi non-improving yang ditetapkan di awal.
Penentuan matrix solusi awal
Penentuan nilai GlobalMin
Set k = k+1 Pembuatan Tabu List
Pencarian solusi tetangga Penentuan BestSoFar
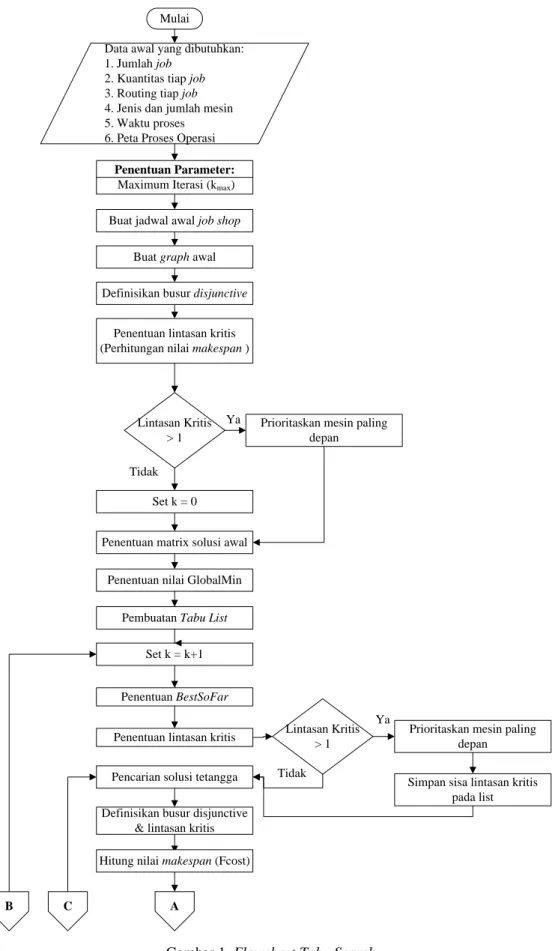
Mulai
Data awal yang dibutuhkan: 1. Jumlah job
2. Kuantitas tiap job 3. Routing tiap job 4. Jenis dan jumlah mesin 5. Waktu proses 6. Peta Proses Operasi
Penentuan Parameter: Maximum Iterasi (kmax)
Buat jadwal awal job shop
Buat graph awal
Definisikan busur disjunctive
Penentuan lintasan kritis (Perhitungan nilai makespan )
Definisikan busur disjunctive & lintasan kritis
Hitung nilai makespan (Fcost) Lintasan Kritis
> 1
Ya
Tidak
Prioritaskan mesin paling depan
Set k = 0
Penentuan lintasan kritis Lintasan Kritis > 1
Prioritaskan mesin paling depan
Simpan sisa lintasan kritis pada list Ya
Tidak
A
B C
Fcost terpilih< BestSoFar? Pilih Fcost terkecil
Fcost terpilih = BestSoFar
Penentuan BestMove (S)
BestSoFar = BestSoFar lama Tidak
Ya
Tambahkan solusi tetangga ke
Tabu List BestSoFar = GlobalMin BestSoFar < GlobalMin? Penentuan Best GlobalMin=GlobalMin lama k = kmax? Ya Tidak
Solusi akhir terbaik telah diperoleh Ya Tidak Selesai Lintasan Kritis = TL Ya Set solusi tetangga i=1
Set solusi tetangga i= i+1 Ya
Apakah i > I max Hapus list Apakah ada sisa lintasan kritis?
Pilih solusi dari Fcost terkecil berikutnya Tidak Ya Ya Tidak A B C
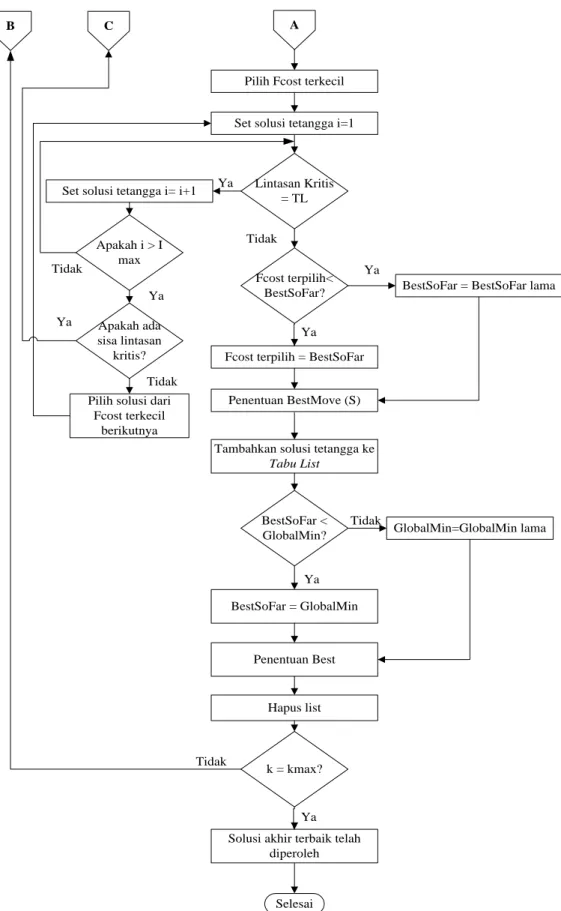
Gambar 1. Flowchart Tabu Search (Lanjutan)
3. Pembahasan
3.1 Perhitungan Metode Perusahaan
T a b e l 1 . P enj a dw al a n M et od e P erus a h a a n R e e li n g (4 ) R e la x in g A (6 ) R e la x in g B (4 ) H y d r o (3 ) S o ft c e r (1 ) U n r o ll (3 ) P r e W a s h in g D r y in g ( 1 ) P r e s e t (1 ) H is a k a W R ( 3 ) S T T a n k ( 4 ) D y e in g c o lo u r ( 7 ) D y e in g b la c k ( 5 ) F W D (2 ) F in a l S e t (3 ) H e a tc u t (2 ) F o ld in g (3 ) S a b lo n (3 ) It e m 7 9 R e g 2 ,5 5 $ 1 .0 0 0 3 1 9 .2 1 2 4 0 .6 9 9 320 120 20 25 40 45 25 150 40 35 It e m 3 8 R e g 1 ,4 6 $ 2 .2 0 0 3 8 6 .9 6 5 2 8 .2 4 8 176 25 120 35 25 45 25 150 40 35 It e m 1 5 0 R e g 1 ,4 7 $ 1 .8 0 0 3 1 5 .0 0 0 2 3 .1 5 3 175 120 25 45 120 150 40 35 20 45 50 It e m 6 0 R e g 3 ,5 5 $ 900 1 1 5 .9 7 6 2 0 .5 8 6 129 120 25 45 120 150 40 35 It e m 1 2 6 R e g 3 ,5 0 $ 900 1 0 5 .0 9 6 1 8 .3 9 2 117 120 20 25 45 25 150 40 35 It e m 1 8 R e g 1 ,5 0 $ 1 .6 0 0 1 7 9 .3 5 3 1 3 .4 5 1 113 120 25 40 45 120 150 40 35 20 50 It e m 6 FB 2 ,7 5 $ 800 9 7 .7 4 5 1 3 .4 4 0 123 120 20 25 40 45 25 150 40 140 50 It e m 2 8 R e g 3 ,5 0 $ 800 7 5 .4 5 9 1 3 .2 0 5 95 120 20 25 45 120 150 35 It e m 1 0 6 R e g 3 ,6 0 $ 900 6 8 .7 5 5 1 2 .3 7 6 77 25 120 35 25 40 45 120 150 40 35 It e m 9 8 R e g 2 ,4 0 $ 1 .1 0 0 9 5 .9 2 7 1 1 .5 1 1 88 25 120 35 25 45 25 150 40 35 It e m 1 4 5 R e g 4 ,3 0 $ 900 5 3 .1 2 4 1 1 .4 2 2 60 120 20 25 45 25 150 40 35 50 It e m 7 2 R e g 3 ,3 0 $ 800 6 1 .2 4 2 1 0 .1 0 5 77 25 120 35 25 45 120 150 40 35 It e m 1 2 8 FB 1 ,5 5 $ 2 .8 0 0 1 3 0 .0 0 0 1 0 .0 7 5 47 25 120 35 25 45 120 150 140 20 50 It e m 1 3 1 R e g 3 ,7 0 $ 1 .0 0 0 5 1 .4 0 0 9 .5 0 9 52 120 20 25 45 120 150 40 35 It e m 8 1 FB 3 ,2 0 $ 1 .4 0 0 5 5 .0 0 0 8 .8 0 0 40 120 25 40 45 120 150 40 140 50 It e m 9 3 FB 1 ,5 1 $ 2 .4 0 0 1 1 0 .0 0 0 8 .3 0 5 46 25 120 35 25 45 120 150 40 140 20 50 It e m 1 2 R e g 2 ,1 0 $ 1 .1 0 0 7 4 .6 8 1 7 .8 4 1 68 25 120 35 25 45 120 150 40 35 It e m 4 1 R e g 2 ,5 0 $ 1 .0 0 0 5 4 .6 8 1 6 .8 3 5 55 25 120 35 25 45 120 150 35 20 50 It e m 8 2 R e g 2 ,5 0 $ 1 .3 0 0 5 4 .6 8 1 6 .8 3 5 43 120 20 25 40 45 25 150 40 35 It e m 9 9 R e g 1 ,9 5 $ 1 .1 0 0 6 5 .1 0 0 6 .3 4 7 60 25 120 35 25 45 120 150 40 35 It e m 2 4 R e g 3 ,2 0 $ 1 .0 0 0 2 2 .0 0 0 3 .5 2 0 22 120 20 25 45 120 150 35 It e m 6 7 R e g 2 ,6 5 $ 1 .0 0 0 2 5 .0 0 0 3 .3 1 3 25 120 20 25 40 45 120 150 40 35 20 50 It e m 1 2 7 FB 1 ,4 5 $ 2 .8 0 0 4 5 .0 0 0 3 .2 6 3 17 25 120 35 25 45 120 150 140 20 50 It e m 1 0 7 R e g 3 ,8 5 $ 900 1 5 .0 0 0 2 .8 8 8 17 120 20 25 45 120 150 35 It e m 4 3 FB 2 ,6 0 $ 800 2 2 .0 0 0 2 .8 6 0 28 25 120 35 25 45 120 150 40 140 50 It e m 9 1 R e g 3 ,6 0 $ 600 1 5 .6 0 0 2 .8 0 8 26 25 120 35 25 45 25 150 40 35 It e m 2 7 FB 1 ,7 8 $ 2 .0 0 0 3 0 .0 0 0 2 .6 7 0 15 120 25 45 25 150 40 140 50 It e m 2 FB 3 ,1 0 $ 1 .2 0 0 1 5 .0 0 0 2 .3 2 5 13 120 25 45 120 150 40 140 50 It e m 6 3 FB 2 ,9 5 $ 900 1 5 .3 0 0 2 .2 5 7 17 120 25 40 45 120 25 40 20 50 It e m 9 5 FB 2 ,0 8 $ 1 .2 0 0 2 0 .0 0 0 2 .0 8 0 17 25 120 35 25 45 120 150 40 140 20 50 It e m 1 1 8 R e g 2 ,2 4 $ 2 .0 0 0 1 3 .8 0 0 1 .5 4 6 7 25 120 35 25 45 120 150 40 35 20 50 It e m 5 1 R e g 3 ,7 5 $ 1 .0 0 0 7 .6 5 5 1 .4 3 5 8 120 25 40 45 120 150 40 35 It e m 1 1 2 R e g 1 ,6 5 $ 1 .8 0 0 1 0 .0 0 0 825 6 25 120 35 25 45 120 150 40 35 20 50 It e m 1 3 4 R e g 2 ,1 0 $ 2 .0 0 0 7 .5 0 0 788 4 25 120 35 25 45 120 150 35 20 50 It e m 1 1 7 R e g 2 ,9 2 $ 1 .5 0 0 5 .0 0 0 730 4 120 25 40 45 120 150 40 35 50 It e m 5 8 R e g 3 ,6 7 $ 700 3 .0 0 0 551 5 25 120 35 25 40 45 120 150 40 35 It e m 1 1 6 R e g 2 ,2 0 $ 1 .5 0 0 5 .0 0 0 550 4 120 25 40 45 120 150 40 35 50 It e m 1 3 7 FB 1 ,5 5 $ 2 .8 0 0 5 .0 0 0 388 2 25 120 35 25 45 120 150 140 20 50 It e m 1 3 6 FB 1 ,4 5 $ 2 .8 0 0 5 .0 0 0 364 2 25 120 35 25 45 120 150 140 20 50 It e m 9 0 R e g 1 ,6 5 $ 2 .0 0 0 1 .8 5 0 153 1 25 120 35 25 45 25 150 40 35 W a k tu /b a tc h ( m e n it ) k e u n tu n g a n ($ ) Jo b C o lo r P ri c e $ /Y d B a tc h (y a rd ) P e rm in ta a n D e se m b e r (y a rd ) Ju m la h b a tc h
Dari tabel 1, dapat dilihat job yang akan dijadwalkan dengan urutan mesin yang dibutuhkan dan waktu per batch untuk menyelesaikan job tersebut. Contoh baris pertama yaitu job item 79 dengan jumlah batch sebesar 320. Urutan proses pengerjaan job tersebut adalah mesin Relaxing B – Softcer – Unroll – Pre Washing Drying – Preset – ST Tank – Dyeing Colour – FWD – Final Set. Contoh membaca waktu per batch untuk mesin Relaxing B adalah 120 menit.
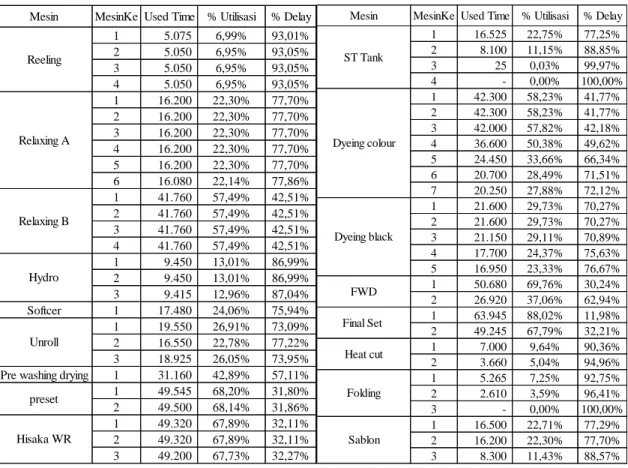
Dengan menggunakan 1 buah mesin preset, makespan yang dihasilkan sebesar 99.690 menit, sedangkan dengan menggunakan 2 buah mesin preset, makespan yang dihasilkan sebesar 72.645 menit. Utilisasi tiap mesin dengan 2 buah mesin preset dapat dilihat pada Tabel 2.
Tabel 2. Utilisasi dan Delay Mesin Metode Perusahaan Mesin MesinKe Used Time % Utilisasi % Delay
1 5.075 6,99% 93,01% 2 5.050 6,95% 93,05% 3 5.050 6,95% 93,05% 4 5.050 6,95% 93,05% 1 16.200 22,30% 77,70% 2 16.200 22,30% 77,70% 3 16.200 22,30% 77,70% 4 16.200 22,30% 77,70% 5 16.200 22,30% 77,70% 6 16.080 22,14% 77,86% 1 41.760 57,49% 42,51% 2 41.760 57,49% 42,51% 3 41.760 57,49% 42,51% 4 41.760 57,49% 42,51% 1 9.450 13,01% 86,99% 2 9.450 13,01% 86,99% 3 9.415 12,96% 87,04% Softcer 1 17.480 24,06% 75,94% 1 19.550 26,91% 73,09% 2 16.550 22,78% 77,22% 3 18.925 26,05% 73,95% Pre washing drying 1 31.160 42,89% 57,11% 1 49.545 68,20% 31,80% 2 49.500 68,14% 31,86% 1 49.320 67,89% 32,11% 2 49.320 67,89% 32,11% 3 49.200 67,73% 32,27% Hydro Unroll preset Hisaka WR Reeling Relaxing A Relaxing B
Mesin MesinKe Used Time % Utilisasi % Delay 1 16.525 22,75% 77,25% 2 8.100 11,15% 88,85% 3 25 0,03% 99,97% 4 - 0,00% 100,00% 1 42.300 58,23% 41,77% 2 42.300 58,23% 41,77% 3 42.000 57,82% 42,18% 4 36.600 50,38% 49,62% 5 24.450 33,66% 66,34% 6 20.700 28,49% 71,51% 7 20.250 27,88% 72,12% 1 21.600 29,73% 70,27% 2 21.600 29,73% 70,27% 3 21.150 29,11% 70,89% 4 17.700 24,37% 75,63% 5 16.950 23,33% 76,67% 1 50.680 69,76% 30,24% 2 26.920 37,06% 62,94% 1 63.945 88,02% 11,98% 2 49.245 67,79% 32,21% 1 7.000 9,64% 90,36% 2 3.660 5,04% 94,96% 1 5.265 7,25% 92,75% 2 2.610 3,59% 96,41% 3 - 0,00% 100,00% 1 16.500 22,71% 77,29% 2 16.200 22,30% 77,70% 3 8.300 11,43% 88,57% Heat cut Folding Sablon ST Tank Dyeing colour Dyeing black FWD Final Set
3.2 Perhitungan Manual Metode Tabu Search
Contoh Kasus Sederhana:
Tabel 3. Urutan Penjadwalan Metode Perusahaan M1 (3) M2 (4) M3 (2) M4 (2) Job 1 (5) 4 5 Job 2 (4) 3 5 5 Job 3 (3) 3 4 5
Langkah 1: Penentuan Parameter MaksItr = Kmax = 1
Langkah 2: Pembuatan Jadwal Awal Notasi: i-j-k ( job - operasi - mesin) Metode: Semi Aktif
G a m b a r 2. G ant t Char t J2 2 A M 1 2 M 1 b 3 M 1 c M 1 a J2 1 A M 1 1 J2 3 A M 1 3 J1 1 A M 2 1 J1 2 A M 2 2 J1 3 A M 2 3 J1 4 A M 2 4 J1 1 B M 3 1 J1 2 B M 3 2 M 2 b M 2 c M 2 a M 3 b M 4 a M 3 a M 4 b M 2 d J2 4 A M 1 1 J3 3 A M 1 1 J3 1 A M 1 2 J3 2 A M 1 3 6 4 8 J3 1 B M 2 2 9 J3 2 B M 2 3 J3 3 B M 2 1 4 1 0 9 6 J1 3 B M 3 1 J1 4 B M 3 2 J2 2 B M 3 1 J1 5 B M 3 1 J2 4 B M 3 1 J2 1 B M 3 2 J2 3 B M 3 2 4 1 4 1 9 2 4 2 9 J2 1 C M 4 1 J2 3 C M 4 2 2 4 2 9 J2 2 C M 4 1 J3 1 C M 4 2 3 4 J1 5 A M 2 1 4 4 9 1 3 J2 4 C M 4 1 J3 3 C M 4 2 J3 2 C M 4 1 3 9
La ngka h 3: P em bua ta n G raph a w al J ob Sho p J1 1 A M 21 0 4 3 3 Jo b 3 1 2 3 3 2 1 3 1 2 Jo b 2 1 Jo b 1 1 22 M 1 2 M 1 3 M 1 1 M 2 2 M 2 3 M 2 1 M 3 2 M 4 1 M 3 1 M 4 2 M 2 4 J1 1 B M 31 4 9 J1 2 A M 22 0 4 J1 2 B M 32 4 9 J1 3 A M 23 0 4 J1 4 A M 24 0 4 J1 3 B M 31 9 14 J1 4 B M 32 9 14 J2 1 A M 11 0 3 1 4 J2 2 A M 12 0 3 J2 3 A M 13 0 3 J3 1 A M 12 3 6 J3 2 A M 13 3 6 J3 3 A M 11 6 9 J3 1 B M 22 6 10 J3 2 B M 23 6 10 J3 3 B M 21 9 13 J2 1 B M 32 14 19 J2 2 B M 31 19 24 J2 3 B M 32 19 24 J2 1 C M 41 19 24 J2 2 C M 41 24 29 J2 3 C M 42 24 29 J3 1 C M 42 29 34 J3 2 C M 41 34 39 J3 3 C M 42 34 39 X 0 0 Y 39 39 1 5 24 J1 5 A M 21 4 8 J1 5 B M 31 14 19 J2 4 A M 11 3 6 J2 4 B M 31 24 29 J2 4 C M 41 29 34 G a m b a r 3. G raph a w al
La ngka h 4: D ef ini si ka n busur di sj unc ti ve J1 1 A M 21 0 4 3 3 Jo b 3 1 2 3 3 2 1 3 1 2 Jo b 2 1 Jo b 1 1 22 M 1 2 M 1 3 M 1 1 M 2 2 M 2 3 M 2 1 M 3 2 M 4 1 M 3 1 M 4 2 M 2 4 J1 1 B M31 4 9 J1 2 A M 22 0 4 J1 2 B M 32 4 9 J1 3 A M 23 0 4 J1 4 A M24 0 4 J1 3 B M31 9 14 J1 4 B M32 9 14 J2 1 A M 11 0 3 1 4 J2 2 A M 12 0 3 J2 3 A M 13 0 3 J3 1 A M 12 3 6 J3 2 A M 13 3 6 J3 3 A M 11 6 9 J3 1 B M 22 6 10 J3 2 B M 23 6 10 J3 3 B M 21 9 13 J2 1 B M 32 14 19 J2 2 B M31 19 24 J2 3 B M 32 19 24 J2 1 C M41 19 24 J2 2 C M41 24 29 J2 3 C M 42 24 29 J3 1 C M 42 29 34 J3 2 C M41 34 39 J3 3 C M42 34 39 X 0 0 Y 39 39 1 5 24 J1 5 A M 21 4 8 J1 5 B M 31 14 19 J2 4 A M 11 3 6 J2 4 B M 31 24 29 J2 4 C M 41 29 34 G a m b a r 4. B us ur D is junc ti v e
Langkah 5: Tentukan Lintasan kritis J12AM22-J12BM32-J14BM32-J21BM32-J21CM41-J22CM41-J24CM41-J32CM41 1 2 3 4 5 6 7 8 Makespan = 39 Langkah 6: Set k = 0 k = 0
Langkah 7: Penentuan matriks solusi awal S= [ 1 2 3 4 5 6 7 8]
Langkah 8: Penentuan Global Minimun Global Minimum= Fcost = 39
Langkah 9: Pembuatan Tabu List
TL= [J12AM22-J12BM32-J14BM32-J21BM32-J21CM41-J22CM41-J24CM41- J32CM41] Langkah 10: Set k =1
k=1
Langkah 11: Penentuan Best So Far Best So Far = Fcost = 39
Langkah 12: Pencarian solusi tetangga (Neighborhood)
2-1-3-4-5-6-7-8 =x 1-3-2-4-5-6-7-8 =x 1-2-5-4-3-6-7-8 =x 1-2-3-8-5-6-7-4=x 3-2-1-4-5-6-7-8 =x 1-4-3-2-5-6-7-8 =x 1-2-6-4-5-3-7-8 =x 1-2-3-4-6-5-7-8=x 4-2-3-1-5-6-7-8 =x 1-5-3-4-2-6-7-8 =x 1-2-7-4-5-6-3-8 =x 1-2-3-4-7-6-5-8=x 5-2-3-4-1-6-7-8 =x 1-6-3-4-5-2-7-8 =x 1-2-8-4-5-6-7-3 =x 1-2-3-4-8-6-7-5=x 6-2-3-4-5-1-7-8 =x 1-7-3-4-5-6-2-8 =x 1-2-3-5-4-6-7-8 =x 1-2-3-4-5-7-6-8=x 7-2-3-4-5-6-1-8 =x 1-8-3-4-5-6-7-2 =x 1-2-3-6-5-4-7-8 =x 1-2-3-4-5-8-7-6=x 8-2-3-4-5-6-7-1 =x 1-2-4-3-5-6-7-8 =? 1-2-3-7-5-6-4-8 =x 1-2-3-4-5-6-8-7=?
La ngka h 13: D ef ini si ka n B us ur D isj u nc ti ve 1 -2 -4 -3 -5 -6 -7 -8 J1 1 A M21 0 4 33 Jo b 31 23 32 13 12 Jo b 21 Jo b 11 22 M 12 M 13 M 11 M 22 M 23 M 21 M 32 M 41 M 31 M 42 M 24 J1 1 B M31 4 9 J1 2 A M22 0 4 J1 2 B M32 4 9 J1 3 A M23 0 4 J1 4 A M 24 0 4 J1 3 B M31 9 14 J1 4 B M32 14 19 J2 1 A M11 0 3 14 J2 2 A M12 0 3 J2 3 A M13 0 3 J3 1 A M12 3 6 J3 2 A M13 3 6 J3 3 A M11 6 9 J3 1 B M22 6 10 J3 2 B M 23 6 10 J3 3 B M21 9 13 J2 1 B M32 9 14 J2 219B24M31 J2 3 B M32 19 24 J2 1 C M41 14 19 J2 2 C M41 24 29 J2 324C29M42 J3129C 34M42 J3 2 C M41 34 39 J3 3 C M42 34 39 X 0 0 Y 39 39 15 24 J1 5 A M21 4 8 J1 5 B M31 14 19 J2 4 A M11 3 6 J2 4 B M31 24 29 J2 4 C M 41 29 34 G a m b a r 5. Bus ur D is junc ti v e (1 -2 -4 -3 -5 -6 -7 -8)
1 -2 -3 -4 -5 -6 -8 -7 J1 1 A M 21 0 4 3 3 Jo b 3 1 2 3 3 2 1 3 1 2 Jo b 2 1 Jo b 1 1 22 M 1 2 M 1 3 M 1 1 M 2 2 M 2 3 M 2 1 M 3 2 M 4 1 M 3 1 M 4 2 M 2 4 J1 1 B M 31 4 9 J1 2 A M 22 0 4 J1 2 B M32 4 9 J1 3 A M 23 0 4 J1 4 A M 24 0 4 J1 3 B M 31 9 14 J1 4 B M 32 9 14 J2 1 A M 11 0 3 1 4 J2 2 A M 12 0 3 J2 3 A M 13 0 3 J3 1 A M 12 3 6 J3 2 A M 13 3 6 J3 3 A M 11 6 9 J3 1 B M 22 6 10 J3 2 B M 23 6 10 J3 3 B M 21 9 13 J2 1 B M32 14 19 J2 2 B M 31 19 24 J2 3 B M32 19 24 J2 1 C M 41 19 24 J2 2 C M 41 24 29 J2 3 C M 42 24 29 J3 1 C M 42 29 34 J3 2 C M 41 29 34 J3 3 C M 42 34 39 X 0 0 Y 39 39 1 5 24 J1 5 A M 21 4 8 J1 5 B M 31 14 19 J2 4 A M 11 3 6 J2 4 B M 31 24 29 J2 4 C M 41 34 39 G a m b a r 6. Bus ur D is junc ti v e (1 -2 -3 -4 -5 -6 -8 -7)
Langkah 14: Hitung nilai makespan Alternatif 1: 39
Alternatif 2: 39 Best so far = 39
Langkah 15: Penentuan Best Move S = [ 1 2 4 3 5 6 7 8]
Lintasan Kritis:
[J11AM21 – J11BM31 – J13BM31 – J15BM31 – J22BM31 – J22CM41 – J24CM41 – J32CM41] Langkah 16: Tambahkan solusi tetangga ke tabu list
TL=
Global min = 39
Langkah 17: Penentuan Best
Best = [ 1 2 3 4 5 6 7 8 ], dengan global min = 39
Lintasan Kritis = J12AM22-J12BM32-J14BM32-J21BM32-J21CM41-J22CM41-J24CM41-J32CM41
3.3 Penjadwalan Kasus Perusahaan Menggunakan Metode Tabu Search
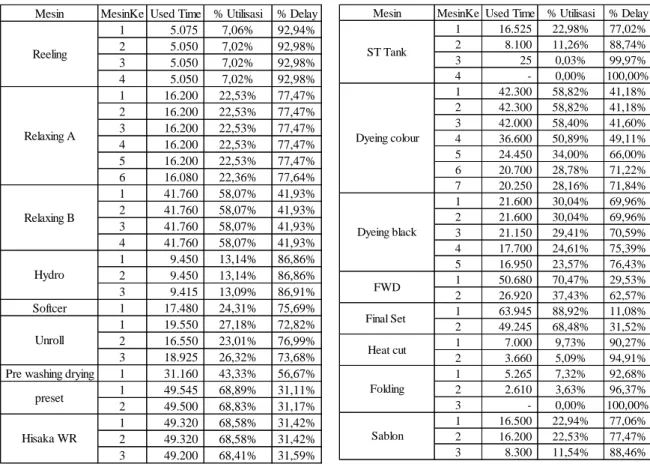
Dari hasil penjadwalan metode Tabu Search, dengan menggunakan mesin preset 1 buah didapat makespan sebesar 99.690 menit, sedangkan dengan menggunakan 2 mesin preset didapat makespan sebesar 71.915 menit dengan 300 buah iterasi. Utilisasi tiap mesin dari skenario 2 dapat dilihat pada Tabel 4.
Tabel 4. Utilisasi dan Delay tiap mesin metode Tabu Search Mesin MesinKe Used Time % Utilisasi % Delay
1 5.075 7,06% 92,94% 2 5.050 7,02% 92,98% 3 5.050 7,02% 92,98% 4 5.050 7,02% 92,98% 1 16.200 22,53% 77,47% 2 16.200 22,53% 77,47% 3 16.200 22,53% 77,47% 4 16.200 22,53% 77,47% 5 16.200 22,53% 77,47% 6 16.080 22,36% 77,64% 1 41.760 58,07% 41,93% 2 41.760 58,07% 41,93% 3 41.760 58,07% 41,93% 4 41.760 58,07% 41,93% 1 9.450 13,14% 86,86% 2 9.450 13,14% 86,86% 3 9.415 13,09% 86,91% Softcer 1 17.480 24,31% 75,69% 1 19.550 27,18% 72,82% 2 16.550 23,01% 76,99% 3 18.925 26,32% 73,68% Pre washing drying 1 31.160 43,33% 56,67% 1 49.545 68,89% 31,11% 2 49.500 68,83% 31,17% 1 49.320 68,58% 31,42% 2 49.320 68,58% 31,42% 3 49.200 68,41% 31,59% Hydro Unroll preset Hisaka WR Reeling Relaxing A Relaxing B
Mesin MesinKe Used Time % Utilisasi % Delay 1 16.525 22,98% 77,02% 2 8.100 11,26% 88,74% 3 25 0,03% 99,97% 4 - 0,00% 100,00% 1 42.300 58,82% 41,18% 2 42.300 58,82% 41,18% 3 42.000 58,40% 41,60% 4 36.600 50,89% 49,11% 5 24.450 34,00% 66,00% 6 20.700 28,78% 71,22% 7 20.250 28,16% 71,84% 1 21.600 30,04% 69,96% 2 21.600 30,04% 69,96% 3 21.150 29,41% 70,59% 4 17.700 24,61% 75,39% 5 16.950 23,57% 76,43% 1 50.680 70,47% 29,53% 2 26.920 37,43% 62,57% 1 63.945 88,92% 11,08% 2 49.245 68,48% 31,52% 1 7.000 9,73% 90,27% 2 3.660 5,09% 94,91% 1 5.265 7,32% 92,68% 2 2.610 3,63% 96,37% 3 - 0,00% 100,00% 1 16.500 22,94% 77,06% 2 16.200 22,53% 77,47% 3 8.300 11,54% 88,46% Heat cut Folding Sablon ST Tank Dyeing colour Dyeing black FWD Final Set
4. Kesimpulan dan Saran 4.1 Kesimpulan
Dari hasil pengolahan data dan analisis, dapat disimpulkan: 1. Penjadwalan Metode Perusahaan saat ini
Dalam melakukan penjadwalan, saat ini perusahaan menggunakan kriteria untuk menentukan pesanan yang akan diproduksi terlebih dahulu. Adapaun kriteria tersebut sbb: (1) Keuntungan terbesar, (2) Kesulitan Pengerjaan, dan (3) Berlangganan.
Dengan menggunakan kriteria tersebut, perusahaan lebih mudah dalam melakukan penjadwalannya. Namun, hal ini mengakibatkan perusahaan tidak begitu memperhatikan delay pada mesin, sehingga menyebabkan makespan yang lama, yaitu sebesar 99.690 menit untuk skenario 1, dimana terdapat 1 buah mesin Preset dan 72.645 menit untuk skenario 2, dimana terdapat 2 buah mesin Preset.
2. Usulan Penjadwalan untuk PT Gistex Textile Division
Metode usulan yang tepat pada saat ini untuk penjadwalan perusahaan adalah dengan metode Tabu Search, karena metode ini dapat menghasilkan banyak solusi dan kemungkinan untuk mendapatkan solusi optimal pun cukup besar. Dari hasil perhitungan metode Tabu Search didapat makespan sebesar 99.690 menit untuk skenario 1, dimana pada skenario ini mesin Preset hanya 1 dan mesin Final Set 3 mesin. Untuk skenario 2, dimana menggunakan 2 Preset dan 2 Final Set didapat makespan sebesar 71.915 menit dengan jumlah iterasi 300 buah. Dengan menggunakan skenario 2, jika iterasi diperbanyak, maka kemungkinan untuk dapat meminimasi makespan lebih besar.
3. Manfaat yang Diperoleh Perusahaan dengan Metode Usulan
Manfaat yang akan diperoleh perusahaan jika menerapkan metode Tabu Search adalah dapat meminimasi makespan hingga 1% (dengan 300 buah iterasi). Dengan meminimasi makespan, maka utilisasi tiap mesin akan meningkat dan delay tiap mesin akan berkurang.
4.2 Saran
1. Sebaiknya perusahaan menyelesaikan permasalahan pada proses operasi di mesin preset terlebih dahulu sebelum melakukan penjadwalan.
2. Jika metode Tabu Search akan diterapkan oleh perusahaan, perlu pelatihan untuk penggunaan software bagi karyawan bagian penjadwalan. Diperlukan juga hardware yang mendukung penggunaan software tersebut.
3. Perlunya penelitian untuk membandingkan performansi Tabu Search dengan metode metaheuristik yang lain.
5. Daftar Pustaka
Baker, K. R. (1974), “Introduction to Sequencing and Scheduling”, John Wiley and Sons Inc., New York.
Conway, R., et al. (1976), “Theory of Scheduling”, Addison Wesley Publishing Company, Massachusetts.
Elsayed, E. A. and Thomas O Boucher (1985), “Analysis and Control of Production
Systems”, Prentice-Hall, New Jersey
.Fogarty, D. W., John H. Blackstone, Thomas R. Hoffman (1991), “Production and Inventory Management”, 2nd Edition, South Western Publishing, Cincinnati.
Glover, F. and Manuel Laguna (1998), “Tabu Search”, Article.
Heragu, S. S. (2006), “Facilities Design”, Second Edition, iUniverse Inc., USA. Kusuma, Ir. H. (1992), “Perencanaan dan Pengendalian Produksi”, Penerbit Andi.
Morton, T. E. and David W. Pentico (1993), “Heuristic Scheduling System”, John Wiley and Sons Inc., Canada.