2. PROSES PEMESINAN 2. PROSES PEMESINAN
Salah satu klasifikasi secara luas dari proses teknologi baru berdasarkan jenis Salah satu klasifikasi secara luas dari proses teknologi baru berdasarkan jenis energi yang digunakan untuk pengolahan bahan melibatkan pembuangan material dengan energi yang digunakan untuk pengolahan bahan melibatkan pembuangan material dengan cara mekanis seperti geser, erosi dan abrasi. yang mekanisme penyisihan materi oleh cara mekanis seperti geser, erosi dan abrasi. yang mekanisme penyisihan materi oleh ges
geser er melmelibaibatkatkan n alaalat t pempemotootong ng sebsebagaagai i sumsumber ber eneenergrgi i dan dan lanlangsugsung ng opeoperasrasi i mesmesinin dil
dilakukakukan an dengdengan an konkontak tak fisfisik ik lanlangsugsung ng dardari i perperkakakakas s dendengan gan bendbenda a kerkerja. ja. councountoutour r mac
machanihanical cal grigrindinding ng (MC(MCG) G) mermerupakupakan an salsalah ah satsatu u proproses ses tertersebsebut ut di di manmana a matmaterierialal pembuangan
pembuangan dicapai dicapai dengan dengan menggunakan menggunakan roda roda berlian. berlian. tetapi tetapi proses proses telah telah TeTerbatasrbatas lingkup karena kelangkaan dan tingginya biaya berlian diperlukan untuk tujuan tersebut. lingkup karena kelangkaan dan tingginya biaya berlian diperlukan untuk tujuan tersebut.
ro
rosi si dan dan abrabrasi asi bahabahan n kerkerja ja menmenuntuntut ut pencpenciptiptaan aan tektekanan anan pneupneumatmatik ik ataatauu hidrolik oleh partikel abrasif kecepatan tinggi atau cairan yang mengalir. Selain itu, erosi hidrolik oleh partikel abrasif kecepatan tinggi atau cairan yang mengalir. Selain itu, erosi at
atau au ababrarasi si jujuga ga dadapapat t didilalakukkukan an dedengngan an cepcepat at dadan n berberululanang g tutubrbrukukan an alalat at papadada permukaan
permukaan bekerja bekerja di di tengah!tengah tengah!tengah lumpur lumpur abrasif abrasif mengalir. mengalir. "erbagai "erbagai prosesproses menggunakan mekanisme ini pembuangan material berikut#
menggunakan mekanisme ini pembuangan material berikut# (i) mesin jet abrasif ($%M )
(i) mesin jet abrasif ($%M ) (ii) <rasonik mesin (&SM) (ii) <rasonik mesin (&SM) (iii) "erputar mesin jet ('%T) (iii) "erputar mesin jet ('%T)
%et
%et abrabrasiasif f dan dan proproses ses perpermesmesinainan n ultultrasrasonionik k teltelah ah menmencipciptaktakan an banybanyak ak yanyangg menarik di bidang industri karena kesesuaian mereka aplikasi untuk mesin bahan keras menarik di bidang industri karena kesesuaian mereka aplikasi untuk mesin bahan keras dan getas bentuk rumit.
dan getas bentuk rumit. "erbagai aspek dari kedua
"erbagai aspek dari kedua proses mesin telah dianalisis dalam bab ini secara rinci.proses mesin telah dianalisis dalam bab ini secara rinci. 2.1 ABRASIVE JET MACHINING ( AJM )
2.1 ABRASIVE JET MACHINING ( AJM ) 2.1.1 Prinsip-prinsip dasar
2.1.1 Prinsip-prinsip dasar
rinsip dasar dari mesin %at abrasif ($%M) transoarial dalam ditunjukkan dalam rinsip dasar dari mesin %at abrasif ($%M) transoarial dalam ditunjukkan dalam gambar .*.+.
gambar .*.+. aliran teraliran terfokus dibuat untfokus dibuat untuk melanggar pada uk melanggar pada permukaan bekerja alaupunpermukaan bekerja alaupun no--le dan bahan kerja dipindahkan oleh erosi dengan kecepatan tinggi partikel abrasif. no--le dan bahan kerja dipindahkan oleh erosi dengan kecepatan tinggi partikel abrasif.
amun,
amun, yang yang $%M $%M proses proses pada pada dasarnya dasarnya berbeda berbeda dengan dengan pasir pasir biasa biasa operasioperasi peledakan hal berikut#
Ganbar *.+ skema dasar $%M Ganbar *.+ skema dasar $%M
(i
(i) ) parpartitikekel l ababrarasisif f adaadalalah h ukukururan an lelebibih h hahalulus s (d(darari i ururututan an mimikrkronon) ) dadalalam m $$%M%M dibandingkan pada pasir, proses peledakan.
dibandingkan pada pasir, proses peledakan.
(ii) proses arameter $%M dapat lebih baik dikontrol dan diatur dalam perbandingan (ii) proses arameter $%M dapat lebih baik dikontrol dan diatur dalam perbandingan dengan pasir opertion peledakan.
dengan pasir opertion peledakan.
/alam praktek yang sebenarnya, diameter dalam no--le biasanya berkisar dari /alam praktek yang sebenarnya, diameter dalam no--le biasanya berkisar dari 0.01
0.012 2 samsampai pai 0,3 0,3 mm mm sedsedangangkan kan keckecepatepatan an kelkeluar uar dardari i abrabrasiasie e dardari i mulmulut ut adaadalahlah dipelihara antara *00 dan 300 m 4 detik. jarak dari ujung nosel dari permukaan bekerja dipelihara antara *00 dan 300 m 4 detik. jarak dari ujung nosel dari permukaan bekerja pada
pada saat saat mesin mesin dikenal dikenal sebagai sebagai 5berdiri 5berdiri dari dari jarak jarak jauh5 jauh5 (atau (atau no--le no--le jarak jarak ujung) ujung) yangyang biasanya
biasanya berariasi berariasi 0,1!+,0 0,1!+,0 mm. mm. ukuran ukuran partikel partikel abrasif abrasif biasanya biasanya diambil diambil sebagai sebagai +!20+!20 m
miikkrroonn..
2.2.2 Apliasi !"#n$inan 2.2.2 Apliasi !"#n$inan
rose
roses s abrasiabrasie e jet machininjet machining g dapat sesuai digunakan untuk dapat sesuai digunakan untuk mesimesin n super paduansuper paduan r!%la&'r
r!%la&'r dapat dan jenis bahan. roses ini juga dapat diperluas untuk mesin bagian tipis dapat dan jenis bahan. roses ini juga dapat diperluas untuk mesin bagian tipis dari bahan keras dan untuk membuat lubang yang rumit.
dari bahan keras dan untuk membuat lubang yang rumit. Me
Mengngenenai ai kakararaktktererisistitik k opeoperarasisi, , prprososes es inini i dadapat pat diditeterarapkpkan an sesesusuai ai dadalalamm pemotongan,
pemotongan, grooing, grooing, membersihkan, membersihkan, finishing finishing dan dan pekerjaan pekerjaan deburring deburring bahan bahan keraskeras dan rapuh seperti germanium, kaca, keramik dan mika.
dan rapuh seperti germanium, kaca, keramik dan mika. 2.1.* Prs!s para"!'!r
2.1.* Prs!s para"!'!r
&ntuk pemanfaatan keberhasilan proses $%M, perlu untuk menganalisis kriteria &ntuk pemanfaatan keberhasilan proses $%M, perlu untuk menganalisis kriteria proses berikut#
proses berikut#
(i) Metals 6emoal 6ate (M66) (i) Metals 6emoal 6ate (M66)
(ii) Geometri dan menyelesaikan benda kerja (ii) Geometri dan menyelesaikan benda kerja
(iii) 'ear o-el 6ete (sebagai nosel adalah dengan item mahal di set up) (iii) 'ear o-el 6ete (sebagai nosel adalah dengan item mahal di set up)
namun, kriteria proses sangat dipengaruhi oleh berbagai parameter proses disebut di baah ini#
($) $brasie# komposisi, bentuk, ukuran dan laju aliran abrasie.
(") gas pembaa# tekanan, iskositas, berat moleculear dan laju aliran gas pembaa seperti udara atau gas lain yang cocok.
(C) osel# 7itur geometris, bahan konstruksi, orientasi dengan cakraala dan berdiri dari jarak no--le.
8arakteristik dari parameter proses tersebut di atas dibahas secara rinci dalam paragraf berikut.
Partikel abrasif
artikel!partikel kasar harus memiliki bentuk yang tidak teratur dan terdiri dari tajam (tidak dibulatkan) tepi. 8omposisi abrasif tergantung pada jenis proses pemesinan yang akan dilakukan.
ukuran butir tersebut dan bidang penerapan beberapa abrasie komersial ditunjukkan pada Tabel *.+
&kuran standar yang tersedia dari partikel abrasif biasanya +0,*1,30 komersial dan 20 mikron.
Tingkat pembuangan material terutama diatur oleh laju alir dan ukuran partikel abrasif. 9al ini terbukti dari grafik yang ditunjukkan pada gambar. *,* untuk kaca mesin kekerasan dari 320!2+0.
Gambar *.*
/alam hal ini, diameter lubang nosel dan jarak ujung adalah 0,3 mm dan 0,: masing dan udara telah digunakan sebagai pengangkut gas pada tekanan 2 kgf4cm*.
9al ini jelas dari gambar. *,* yang pada tekanan tertentu akan meningkatkan laju pembuangan material dengan meningkatnya laju alir abrasif dan dipengaruhi oleh ukuran partikel abrasif. Tapi setelah mencapai nilai optimal, penurunan tingkat pembuangan material dengan kenaikan laju alir lebih abrasif. 9al ini karena kenyataan baha laju aliran massa gas berkurang dengan kenaikan tingkat aliran abrasie dan karena itu meningkatkan rasio pencampuran menyebabkan penurunan tingkat materi penghapusan karena penurun energi tersedia untuk erosi.
artikel!partikel abrasif pernah digunakan untuk tujuan mesin biasanya tidak umpan balik ke sistem karena tindakan memotong dan mengurangi pencemaran dengan bahan kerja terkelupas yang pada akhirnya dapat menyebabkan tersedak dari mulut. Selain itu, sementara mesin dengan natrium abrasif bi!karbonat, karena tindakan pencegahan harus diambil untuk menghindari eksposur uap air karena suhu hygroscopic.the kerja harus disimpan di baah 200C, di atas yang akan kehilangan air
dan kecepatan akan keluar berkurang. Gas pembawa
Gas pembaa atau propelan yang digunakan dalam proses $%M biasanya udara. 8arbon dioksida (C;*) dan nitrogen (*) tapi oksigen. 8omersial tabung gas dapat
Tekanan nosel yang umumnya mempengaruhi proses pemotongan (sebagaimana dibahas kemudian), umumnya dipertahankan antara *! :,2 kgf4cm*, hasil no--le tekanan
yang lebih tinggi di tingkat material pembuangan yang lebih besar, tetapi menurunkan kehidupan nosel. Tekanan nosel yang paling cocok telah ditemukan untuk menjadi 2 kgf4cm*.
Kecepatan fluida
8ecepatan dari gas pembaa menyampaikan perubahan partikel abrasif cukup dengan perubahan densitas partikel abrasif seperti ditunjukkan dalam gambar. *.<.
8ecepatan gas keluar dapat ditingkatkan untuk kecepatan kritis bila tekanan gas internal hampir dua kali tekanan keluar dari mulut untuk densitas partikel abrasif dari nol. %ika kerapatan partikel abrasie meningkat secara bertahap, kecepatan keluar akan terus menurun untuk kondisi tekanan yang sama. 9al ini disebabkan oleh fakta baha enrgy kinitic fluida digunakan untuk mengangkut partikel abrasif. amun, $nalis tepat masih harus dilakukan dalam hal ini.
Gambar *.<
/ari analisis di atas, jelas baha laju alir massa incresed dari abrasie akan mengakibatkan penurunan kecepatan cairan dan dengan demikian akan menyebabkan penurunan dalam energi tersimpan untuk erosi dan akhirnya tingkat pembuangan
material. amun, hal itu akan mudah untuk menjelaskan kenyataan dengan bantuan istilah didefinisikan dengan baik tahu =mi>ing rasio?, mi>ing rasio sebagai 55 didefinisikan berikut#
engaruh mi>ing rasio pada bahan pembuangan ditunjukkan pada gambar. *.3.
Gmbar *.3
Tingkat pembuangan material dapat ditingkatkan dengan meningkatkan laju aliran abrasie menyediakan rasio pencampuran dapat disimpan konstan seperti yang ditunjukkan pada gambar. *.2.
Gambar *.2
rasio pencampuran dapat disimpan tidak berubah hanya dengan kenaikan simultan dari kedua gas dan abrasif aliran massa. Tingkat aliran ampelas dapat meningkat increrasing laju aliran massa cairan pembaa atau gas. ini hanya mungkin dengan meningkatkan tekanan gas internal seperti yang ditunjukkan pada gambar. *.A. sebagai Sebenarnya, tingkat pembuangan material akan peningkatan tekanan gas seperti yang ditunjukkan pada gambar. *.1.
Gambar *.A
Gambar *.1
;leh karena itu, dapat dinyatakan secara meyakinkan baha tingkat bahan optimum pembuangan (M66) dapat diperkirakan dari -ona laju aliran massa abrasif yang
dengan cara lain yang diatur oleh keterbatasan tersebut di atas. %adi daerah efisiensi tinggi untuk M66 dapat diperoleh dalam hal $M% proses seperti ditunjukkan pada gambar. *.:.
B
Gambar *.:
amun, percobaan masih harus dilakukan dalam bidang ini oleh trial and error untuk mengurus berbagai kompleksitas keterbatasan teoritis.
Desain nozzle
o-el yang digunakan dalam proses $%M harus dirancang tepat dengan bahan yang sangat tahan terhadap partikel abrasif. Secara umum, nosel terbuat dari tungsten karbida ('C) atau safir memiliki lubang biasa atau slot sebagai berikut tergantung pada utilitas.
Gambar *.
/imensi dari berbagai jenis slot dan kehidupan nosel tercantum dalam Tabel *.* untuk bahan berbagai no--le.
Tabel *.* ;DDE M$T6F$E 6;&/ S9$ ;DDE /F$MT6.(MM) 6CT$G&E6 S9$ SE;T. /FMSF;,(MM) EF7 ;7 ;DDE, 9;&6S Tungsten Carbide ('C) 0,*!+,0 0.0120.2!0,+2*,2 +*!<0 Sapphire 0,*!0,: <00
&ntuk mesin presisi, no--le diberikan dengan lancip di ujungnya diperpanjang untuk meminimalkan erosi sekunder dengan partikel abrasif yang pulih dari permukaan kerja.
Berdiri dari jarak jauh
"erdiri dari jarak jauh memainkan peran yang sangat penting dalam menilai materi pembuangan di $%M seperti yang jelas terlihat dari kura eksperimental ditunjukkan dalam gambar. *.+0.
Gambar *.+0
9al ini terbukti dari angka. *,+0 baha peningkatan tingkat bahan pembuangan dengan peningkatan jarak ujung hingga batas tertentu setelah itu tetap tidak berubah untuk jarak tip tertentu dan kemudian turun secara bertahap.
"erdiri dari jarak jauh juga memiliki pengaruh langsung terhadap lebar dipotong karena pembakaran keluar dari abrasie jet setelah jarak pendek. Fni dibuat jelas dalam gambar. *.++.
S!"a M!sin +an ,ara'!ris'i Op!rasinal
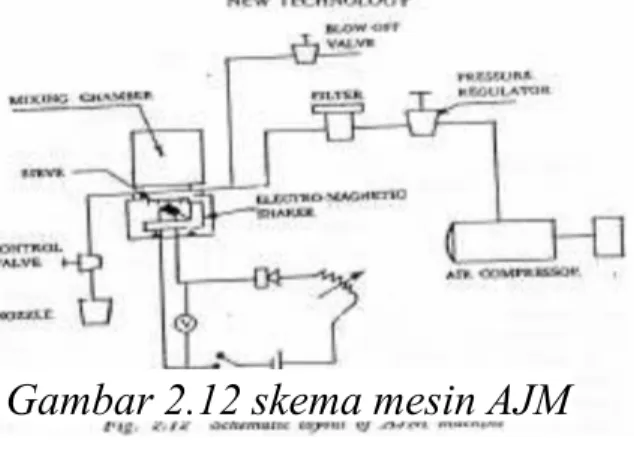
Skema mesin $%M ditunjukkan pada gambar *.+*. udara yang disaring atau gas (propeliant) diaduk dalam kamar dengan campuran unsur partikel abrasie. ayakan dibuat bergetar pada 20!A0 h- dan perbandingan pencampuran dikontrol oleh ibrasi amplitudo
ayakan tersebut. 8emudian gas berada pada no--le ynag dihubungkan dengan pipa karet. 8ecepatan mengeluarkan abrasie melalui alat pemercik (no--le) biasanya <<0 m4sec.
konsumsi propelan adalah 0,00: /min pada tekanan no--el sebesar 2 kgf/ dan laju alir abrasif berariasi yaitu * sampai 3 gm/min untuk mesin yang kecil dan +0 sampai *0 gm/min untuk pemotongan.
Gambar 2.12 skema mesin AJM
&ntuk memiliki kontrol yang efefectie atas laju aliran massa abrasif tersebut, perlu menerapkan metode sebagai berikut#
+. Mengatur tekanan gas. *. Mengontrol laju aliran gas.
<. Getaran amplitudo yang beariasi dengan mengontrol rheostat dan tidak ada pembacaan oltmeter.
*.+2 8esimpulan
$brasie %et Machining ($%M) adalah cenderung memiliki !ndan&!d aplikasi industri karena keuntungannya adalah sebagai berikut
+. Memiliki kemampuan untuk memotong4membentuk lubang yang rumit pada material yang keras.
*. Mesin dapat disesuaikan dengan bahan yang mudah pecah, rapuh dan bahan peka panas.
<. 8ontak mekanik antara alat dan benda kerja dapat dihindari.
3. Sayatan tipis untuk bahan keras dan bahan rapuh seperti germanium, mika, silikon, gelas dan keramik.
2. roses tersebut dapat dilakukan untuk pengeboran, pemotongan, deburring, pemolesan dan pembersihan.
A. 8ehalusan permukaan yang tinggi dapat dicapai. Selesai permukaan terutama tergantung pada ukuran butir abrasie, sebagaimana akan lebih jelas dilihat dari tabel *.< TABE 2.* PARTICE SI/E0 MICRON SRACE ROGNESS0 MICRON +0 0.+2*!0.*0< *2 or *1 0.<22!0.A12 20 0.A2!+.*1
1. 8edalaman kerusakan permukaan rendah (sekitar *.2 mikron). :. "iayamodalkecil4murah
enerapan proses ini dibatasi oleh sebagai berikut#
+. keterbatasan kemampuan untuk bahan yang rendahH misalnya, M66 untuk kaca adalah 30 gm/min atau 0,0+A3 /min.
*. $brasie bisa melekat dalam pengerjaan permukaan
<. fek keruncingan dapat ditemukan karena pembakaran tidak dapat dihindari pada abrasie jet.
3. Sulit untuk menghindari 8esalahan emotongan. 2. 9arus ada sistem untuk mengumpulkan debu.
2-2 MESIN TRASONI, *!*!+ endahuluan
/alam rangka memenuhi tantangan yang ditimbulkan oleh mesin!mesin sulit dan bahan yang rapuh, konduktif atau non!konduktif dari mesin ultrasonik (&SM) telah dikembangkan di bidang tecnology mesin. istilah 5ultasonic5 digunakan untuk menandai gelombang getaran dari freIuncy di atas batas frekuensi pendengaran manusia, i, e., umumnya di atas +A k9-. /alam alat &SM dibuat bergetar dengan frekuensi tinggi di permukaan ditengah!tengah benda kerja. &ntuk menggunakan frekuensi ultrasonik
selama proses pemesinan adalah menyediakan frekuensi kerja yang lebih baik dari intensites perfomance.frekuensi akan terdengar sebagai suara sangat keras dan harmonis, menyebabkan kelelahan dan bahkan kerusakan permanen pada alat pendengaran.
$nalisis mekanisme pemindahan bahan dengan proses &SM menunjukkan baha kadang!kadang disebut sebagai <rasonic Grinding (&SG). amun, ada beberapa perbedaan mendasar antara Machining ultrasonik Jfig.*.+< (b)K seperti disebutkan dalam
TABE 2.3
I'!" P!n$$!rindaan P!n$!r4aan d!n$an
,n5!nsinal M!sin l'rasni
Gerakan
Gerakan roda4kemudi penggerindaan adalah menurut
garis singgung benda kerja
Gerakan alat adalah normal untuk pengerjaan permukaan
roses dasar
ergeseran material berlangsung dengan besarnya pemotongan
erpindahan material terjadi dengan# "esarnya deformasi pemotongan dengan kelainan bentuk gunting
besar
eronngaan Tindakan kimia $brasie kasar
roda4kemudi abrasie kasar itu sendiri
$brasie kasar disediakan secara eksternal dalam slurry
anas tidaklah dihasilkan dari kasus pengerjaan dengan messin ultrasonic itu, tetapi ketika menggerinda konensional. $lasan ini karena, material dapat dikerjakan oleh &SM tanpa trasformation struktur butir yang akan mempengaruhi sifat fisis material. 2-2-2 Ca#pan dan Apliasi B!r6a$ai ,!"#n$inan Pada l'rasni& Ma&inin$
engerjaan dengan mesin ultrasonik adalah suatu proses pemesianan yang bermanfaat dan telah menemukan suatu cakupan aplikasi seperti yang dikutip di baah#
i. &SM dapat melaksanakan operasi pengerjaan pemesinan seperti pengeboran, menggerinda, membentuk profil pada semua material dapat diperlakukan sesuai dengan abrasif.
ii. &SM telah secara efisien berlaku untuk bahan seperti gelas4kaca, keramik, batu mineral ketepatan, karbit sintered, titanium dan tungsten.
iii. &SM telah digunakan untuk penerjaan pencetakan
i. engerjaan dengan mesin setengah kondektur4 dirigen, ferrite dan bagian baja bisa dilakukan dengan &SM.
. &SM memungkinkan untuk menjadi alat dokter gigi untuk mengeborHdrill pada lubang gigi tanpa menimbulkan rasa sakitH (studi klinis sedang dalam proses).
Tingkat maksimum penetrasi dalam material yang rapuh dan lembut seperti keramik mulai dari + mm per menit tetapi untuk material keras, proses penetrasi menjadi
0.005 mm. cakupan ukuran masukan sekitar 20 watt ke mesin sampai * k'.
&SM dapat diadopsi konjuksi dengan proses yang lain prosesyaitu teknologi baru baru seperti /M, CM,CG, dan lain lain ke efesiensi yang lebih baik.
&SM mengkombinasikan dengan /M hasil meningkat tingkat tarip kepindahan metal dan lebih baik hasil permukaannya.
*!*!< 6FSF ;8;8
/alam proses &SM, ombak ultrasonic atau getaran diubah atas toleransi suatu magnetostrictie transducer ke dalam getaran mekanis dari amplitudo kecil dan frekuensi tinggi. Suatu tanduk bersifat e>ponen atau yang dilangkahkan terikat dengan ujung transducer.dan alat tersebut dipasang digunakan untuk memotong. Skema pemotongan ditunjukkan pada gambar *.+3.
Gambar 2.14 scema of ultrasonic machining and stroke magnification
Seperti alat bergetar dengan suatu spesifis frekensi, suatu slurry abrasie yang pada umumnya campuran butir ampelas (abrasi) dan air menggambarkan proporsi
dibuatdisepanjang alat itu untuk mengalirkan dan sebagai alat penghubung potongan. kakas dampak sebagai akibat dari alat getaran ini dan alir slurry dan menyebabkan beribu!ribu butir ampelas JabrasiK mikroskopik untuk memindahkan material. kepindahan
dari material keras dan material rapuh dalam ujud tenggelam.
Getaran ultrasonic memberikan kepada cairan medium yang surronding pada alat itu mempunyai tiga kali lipat hasilnya sebagai berikut.
i. Menyempurnakan efek pembubaran ultrasonic dengan cepat di dalam pengerjaan dengan mesin medium mengalir antara akhir alat dan permukaan benda kerja.
ii. Menyebabkan peredaran cairan yang kacau sebagai hasil peradangan mikro ultrasonik
iii. Menyebabkan peronggaan yang mempengaruhi cairan medium, sebagai akibat dari getaran yang ultrasonik alat di dalam medium cairan.
$nalisa teoritis dan hasil sifat percobaan menjelaskan &SM adalah suatu format butir kecil oleh#
i. Terjadinya deformasi
ii. 8eretakan pada material yang rapuh karena adanya pembebanan iii. eronggaan, dan
i. Tindakan kimia
"agaimanapun, dampak respect alat tersebut dengan slurry medium menyebabkan pengausan, dan dapat dikurangi oleh kombinasi material yang sesuai.
2.2.3 Para"!'!r Prs!s
arameter!parameter proses &SM yaitu# i. Tingkat tarip kepindahan metal ii. $lat memakai tingkat tarip
iii. 9asil akhir permukaan benda kerja i. 8eakuratan /imensi
"agaimanapun, ini ditetapkan oleh berbagai parameter proses yaitu# Sl#rr
a. $brasie# kekerasan, ukuran, bentuk dan kantitas abrasie b. Cairan# sifat kimia, kekentalan dan laju aliran.
Tl a. Material4bahan b. Membentuk c. Eebar getaran ( ) d. 7rekuensi getaran ( f ) e. Tegangan ( ) 7rpi!&! a. Material4bahan b. Fmpact kekerasan
c. 8ekuatan tekanan permukaan
&ntuk memenuhi sasaran &SM, i, e, untuk memaksimalkan M66 dan untuk memperoleh hasil permukaan lebih baik, ketelitian dimensional dan lebih sedikit pengausan, maka lakukan parameter!parameter diatas.
*!*2 P!"ilian a6rasi5!
i. untuk membaa abrasie kepada pengerjaan dengan mesin -one. ii. untuk menyingkirkan partikel unsur4butir pengausan.
iii. untuk mendinginkan alat dan benda kerja.
lemen pemotong &SM adalah suatu slurry yang mana adalah campuran air dan partikel abrasie. artikel abrasie biasanya digunakan adalah#
a. "oron carbide(", C) b. Silicon Carbide (SiC)
c. $luminium ( )
&kuran partikel abrasie dipilih berdasarkan permukaan akhir yang diperlukan. ukuran partikel kasar dipotong di tingkat yang lebih cepat daripada grit yang lebih halus. maka, untuk mencapai tindakan pemotongan yang diinginkan, perlu untuk memilih abrasie untuk &SM dasarnya sama seperti yang mengatur pilihan gerinda untuk operasi gerinda konensional.
7aktor! faktor yang harus dipertimbangkan untuk pemilihan abrasie adalah# i. %enis material
ii. 8ekerasan material
iii. %umlah kepindahan material
"oron carbide adalah kebanyakan menggunakan abrasie &SM untuk pertimbangan yang berikut#
i. 9ampir dua kali lebih keras dibanding silicon carbide dan mempunyai resitance lebih besar untuk mematahkan.
ii. /apat memotong lebih cepat dibanding lain jenis abrasie. iii. Mempunyai kemampuan menahan getaran yang sangat tinggi.
i. Menutup toleransi dan hasil ahir permukaan sesuai yang ingin dicapai dengan penggunaan nya
Cairan menggunakan slurry dapat menggunakan# air, ben-en, glycerol, minyak, dan lain lain. hal ini air ini ditemukan untuk memberikan hasil terbaik karena iskositasnya lebih rendah. %elas dari studi eksperimental pentland baha tingkat penyisihan logam berkurang dengan peningkatan iskositas
"ahan kimia aditip dapat digunakan dengan air untuk membantu tindakan pemotongan oleh tindakan kimia pada benda kerja, tetapi ini bisa menimbulkan korosi tool.n aditif air biasa karena itu preferrable. neppiras percobaan telah menunjukkan pengaruh persentase abrasif pada kadar logam remoal, seperti yang ditunjukkan pada
gambar *.+A
*.*.A /esign tool
Sebuah keuntungan penting dari proses ultrasonic adalah kesederhanaan dari tools yang diterima untuk bentuk rongga kompleks.di dalam perancangan alat, itu harus ada mengingat baha tools merupakan subjek untuk getaran ultrasonic karena tegangan untuk pengembangan dalam system. Tegangan ma>imum dikembangkan dalam tools harus sama atau kurang dari daripada batas ketahanan.
Mengingat factor design, steel umumnya dipilih sebagai material pada tool. 8erapuhan atau kekerasan material seperti karbida dan kekerasan tool steel tidak dapat digunakan untuk performa yang memuaskan. Material ulet seperti tembaga, kuningan,dan aluminium hasil performanya tidak memuaskan karena sifat pemakaiannya cepat4singkat. Mengingat hal lain dalam perancangan dari tool untuk &SM adalah kontak area dari tool. Sebuah tool dengan kontak area yang kecil akan memindahkan material besar dengan cepat daripada solid lain.
8etiga, mengingat dalam &SM perancangan tool adalah panjang dari tool. &mumnya , panjang maksimum rata!rata.
Euas dari pemotongan tool berdampak pada kebersihan material rata!rata. emotongan 0,02 mm memberikan gaya pengendalian yang lebih dan pemotongan rata!rata lebih cepat daripada pemotongan 0,0+*1 mm. luas pemotongan tergantung jenis dari pekerjaan yang diterima.
emakanan dari tool diberikan untuk mengaplikasikan sebuah gaya yang bekerja antara tool dan benda kerja dan terus menerus gaya ini ada selama pengoperasian pemotongan. Graitasi mekanisme pemakanan adalah umum untuk sederhananya. /alam bagian ini,gaya mangendalikan adalah perbedaan berat antara kepala dan berat dari pusatnya seperti gambar *.+1.
System beban pegas dari pemakanan sperti gambar *.+: dapat juga di berikan karena kepadatan dan sensiitas yang dicapai pada jumlah kecil dari permukaan jiplakan. Tapi, dalam bagian ini, pemakanan bermacam!macam seperti penetralan dari tool di benda kerja.
8eseluruhan yang telah dikatakan diatas, mekanisme pemakanan dapat diyakini memberikan derajat dari keakuratan dan kontak permukaan mempunyai rendahnya gaya gesek yang hilang.
Mekanisme pemakanan harus di rancang untuk mampu#
a. Pergerakan lambat dari tool untuk mencegah sentakan atau patahan dari tool
b. Gaya pemotongan untuk reaksi dalam normal seolah-olah seperti arah rotasi
c. Tool menjadi posisi awal setelah pengoperasian berakhir.
*.*.: Transduser
lemen utama dari mesin ultrasonic adalah tranduser dimana digunakan untuk mengkonersikan energy listrik ke energy mekanik dalam ben tuk getaran frekuensi.
%enis dari sifat magnet yang kuat pada transduser ditunjukkan seperti gambar *.+3 mempunyai < komponen utama #
1. Stack (Cerobong !. "atang hubung #. $orn
Trannsduser pie%o electric crystal terbuat dari ceramic atau &ristal alami seperti kuarsa. 'ni umumnya digunakan untuk pengkonsumsian power yang rendah seperti test yang tidak menghancurkan dan pengoperasian ultrasonic pembersih.
Transduser magnet yang kuat umumnya digunakan untuk mesin dari material dan terbuat dari solid juga atau dilapisi material dengan si)at magnet yang kuat. Transduser dibangun dengan lapisan lembaran-lembaran yang diinginkan untuk konstruksi tubuh yang solid selama kisaran arus yang hilang akan dikurangi untuk tingkat yang besar dengan konstruksi lapisan.
!.!.* magnetostriction
+agnetostriction berarti sebuah perubahan dalam dimensi yang terjadi dalam subjek material ke daerah pengganti magnet. &etika transducer telah bermagnet terjadilah perubahan panjang.penghubung tubuh berdempet ke transduser penerima dan di transmisikan ke dalam perubahan panjang dan selanjutnya dikuatkan dengan horn (biasanya dilangkahkan atau jenis eksponen
,enomena dari magnetostriction dapat diterangkan dengan bantuan teori utama. alam system atom dari elemen dasar adalah orbit electron. alam banyak system dampak magnetic dekat dengan bagian netral yang lain kecuali bagian material )erromagnetic.
aerah domain dari magnetic dapat diluruskan dengandaerah magnetic luar. Tiap domain adalah megnet dnegn titik jenuh tapi tergantung pada struktur &ristal material daerah magnet mungkin sepanjang setiap dari jumlah arah yang ditetapkan seperti arah dari magnet yang mudah.
engan penambahan daerah magnet luar domain berkembang dalam ukurannya diambil berlebih dari perbedaan yang di orientasikan domain selama &ristal lengkap menjadi satu domain besar.selama proses ini material berkembang dalam perbedaan arah dengan sudut berbeda. da ! bagian 1 untuk nikel dan yang lain untuk besi seperti material magnetostricti/e (gambar !.1*
Semua material magnetostricti/e sensiti/e terhadap temperature. +aterial kehilangan si)at kemagnetannya dengan dicapainya temperature tinggi untuk temperatutur curie dimana si)at magnetic telah ditentukan untuk menghilangkannya.
!.!.10 material magnetostricti/e
+aterial dimana mampu untuk memproduksi dan gelombang ultrasonic adalah paduan dari nikelkromiumdll. &ebanyakan material yang digunakan adalah i permalloy ( 234 i 334,e dan permedur (2*4 Co2*4 ,e!4 /anadium. ikel dan permalloy memproduksi dampak magnetostricti/e bahwa kebalikan satu sama lain seperti dalam polaritas particular dari wilayah suatu material akan terlalu pendek ketika dalam bagian yang lain itu akan lebih panjang. Gambar !.!0 menunjukkan dampak magnetostracti/e dari material yang berbeda.
!.!.11 analisa dari perpindahan logam rata-rata
,actor dibawah ini berpengaruh pada perpindahan logam rata-rata5 1. 6kuran butiran dari pengasah
!. 7atio perbandingan pemadatan ( di de)enisikan dengan 5 8 9
#. :ebar dari getaran (
2. ,rekuensi dari getaran () atau )rekuensi circular (; 3. Tegangan yang dikembangkan dalam tool (
<. &ekerasan permukaan dari benda kerja ($
&ombinasi dimensi dapat diberikan dengan 5
=ariasi dari > C ? dengan untuk harga berbeda dari parameter seperti gambar !.!!
Sesuai dengan petland perpindahan logam rata-rata (/ adalah arah proporsional dengan lebar dari getaran ( sepeti gambar !.!#.
tapi 7osenberg menunjukkan bahwa perpindahan logam rata-rata (/ adalah proportional dengan luas dari lebar getaran ( seperti gambar !.!2.
alam pende)enisian perpindahan logam rata-rata Pro). Shaw mengembangkan model matematika dengan asumsi di bawah ini 5
1. Semua butiran pengasah di anggap bulat
!. Perpindahan rata-rata logam didasarkan pada mekanisme dari patahan
"erikut skema dari model yang ditunjukkan (gambar !.!3
imana @
7 9 radius dari butiran
r 9 radius yang mengesankan butiran
=olume dari perpindahan material dengan patahan per butiran tiap lingkaran adalah 5
(
ari geometri gambar !.!3 rA 9 7 A - ( 7- A
&edalaman dari penetralan adalah perbandingan yang sangat kecil untuk 7.
Sehingga 7 9 (
&emudian persamaan diubah menjadi 5
( mmBbutirlingkaran
imana 7 dan dalam millimeter
Semua butiran tidak memukul menda kerja. "utiran kecil menjadi tidak akti) seperti keduanya tidak menyentuh benda kerja dan tool. Dumlah dari butiran yang akti) dapat di estimasikan seperti yang
digambarkan
7asio densitas pemadatan yang diberikan 5
8 9
tapi densitas tertutup memungkinkan 9
total butir per daerah 9 8 2 7A jumlah dari butiran akti) adalah .
mengingat ! bagian ditunjukkan gambar !.!< t terlihat bahwa tergantung dari kedalaman dasi jejak yang dibuat oleh tiap butiran. imana kedalaman dari penetralan adalah besar jumlah dari butiran akti) akan lebih.
kemudian
9
imana adalah constant
Dika P 9 gaya rata-rata per butir kemudian P 9 rA $
imana $9 kekerasan permukaan dari benda kerja dalam kgmmA igunakan persamaan 5
P9 (! 7 $ 9 (! $ 9 & &9 ! 7
imana
Dika pergerakan osilasi dari alat di asumsikan menjadi harmonis sederhana dalam alam 5
sin
/engan perkembangan teknologi, teknik menggunakan bahan kimia untuk pemotongan material semakin banyak digunakan di dunia industri, ada dua cara menggunakan nya yaitu selektif dan non selektif
ada pemotongan logam selektif, logam dipotong dari bidang yang dipilih pada benda kerja dengan cairan penggores, bagian yang ditak dipotong dilindungi dengan meterial yang tahan penggores
ada pemotongan non selektif, logam dipotong pada semua permukaan benda kerja roses pemesinan melalui bahan kimia (C9M) sebenarnya adalah proses etching dengan cara mengubah logam menjadi garam logam. rosesnya bisa diterapkan untuk freis, pengukiran, dan blanking
emesinan memakai bahan kimia bisa juga memakai pancaran gas reaktif seperti klorine *.2 Prinsip 'a"a
ada proses C9M, komponen logam yang mau dipotong disemprotkan dalan cairan penggores atau direndam di dalam nya. Eogam secara bertahap berubah menjadi garam
sehingga tersisa benda kerja dalam bentuk yang diinginkan. 8ecepatan pelepasan logam bisa diatur dengan mengatur konsentrasi, komposisi, dan kondisi operasi -at penggores
ada pemotongan logam secara selektif, bagian yang tidak mau dipotong dilindungi dari -at penggores dengan memakai maskant, benda kerja diselubungi maskant yang bisa dipotong dan dikupas, tergantung dari maskant yang digunakan, permukaan yang mau digoreskan harus mengikis maskantnya terlebih dahulu
<.< arameter yang digunakan
ada proses C9M, parameter yang digunakan adalah# +. Material yang tahan -at penggores # tipe dan tebalnya
*. Cairan penggores # 8omposisi, konsentrasi, dan kondisi beroperasi <.3 8lasifikasi dan seleksi material yang tahan -at penggores
<.3!+ 8lasifikasi
"erdasarkan jenis prosesnya, material tahan goresan (maskant) dapat digolongkan sebagai berikut #
+. Maskant yang bisa dipotong dan dikupas *. hotoresist maskant
<. Screen!print resist maskant
+. Maskant yang bisa dipotong dan dikupas 8arakteristiknya adalah#
+. 8etebalan maskant adalah 0,*!0,0* mm
*. "agian yang ingin dipotong pada benda kerja dilepaskan maskantnya <. enggoresan secara bertahap memungkinkan menggunakan maskant ini
Material maskant biasanya berbahan dasar inil, karet neoprene, dan butyl 8euntungan #
+. bisa digunakan untuk pemesinan bagian yang tak rata *. bisa membuat goresan dengan kedalaman sampai 1 mm <. bisa dilakukan penggoresan secara bertahap
8ekurangan #
+. tidak cocok untuk bagian yang tipis hotoresist maskant
Teknik fotografi cocok digunakan untuk menghasilkan fgambar tahan -at penggores. Tipe maskant ini sensitif terhadapcahaya dengan frekuensi tertentu. Maskantnya dilekatkan pada benda kerja dengan cara dicelup, disemprot dan dikeringkan dengan dijemur atau dipanggang
8euntungan #
+. bisa digunakan untuk material yang sangat tipis (0,002 mm) *. $kurasi tinggi sampai 0,0+2 mm
<. 8ecepatan produksi tinggi 8ekurangan #
+. enggoresan maksimal hanya sampai * mm Screen!print maskant
Material maskant ini diletakkan pada permukaan benda kerja memakai kain sutra atau jala stainless steel, yang dibuat stensilnya, kedalaman penggoresan maskant ini * mm dari
satu sisi dan toleransi 0,+ mm <!3!* emilihan maskant
7aktor yang mempengaruhi pemilihan maskant # +. 8etahan -at kimia maskant terhadap penggores *. kecepatan produksi
<. kemudahan mengambil sisa maskant setelah dipotong 3. bentuk dan ukuran benda
2. faktor ekonomi
<!2 Seleksi -at penggores
7ungsi penggores adalah melarutkan logam dengan merubah logam menjadi garam, faktor pemilihan -at penggores antara lain #
+. Tipe material yang mau digores *. Tipe maskant
<. 8ecepatan pemakanan logam yang diinginkan 3. kondisi pengoperasian
2. kebutuhan untuk melakukan finishing A. kondisi ekonomi
<!A 8esimpulan
roses C9M mempunyai keuntungan dan kerugian antara lain 8euntungan #
*. Eembaran logam yang sangat tipis bisa diproses
<. $kurasi pemesinan bertambah dengan penurunan ketebalan logam
3. 8ekerasan logam tidak mempunyai efek yang signifikan, sifat fisik material tetap 2. Material yang getas bisa diproses
A. 7leksibilitas tinggi "atasan #
+. 8emampuan operator harus tinggi
*. &ap penggores korosif, sehingga harus dijaga dari bagian pengoperasian yang lain <. Eogam yang dikerjakan ketebalannya kecil