A. Magnesium dan Kegunaannya
Kata magnesium berasal dari kata Yunani “Magnesia”, sebuah distrik Thesally.
Tahun 1618 seorang petani di Epsom (Inggris) menemukan sebuah sumur yang didalamnya terdapat sebuah air. Kemudian pada tahun 1755, Sir Humprey Davy menemukan magnesium dalam air tersebut dan kemudian air tersebut dinamakan magnesium sulfat. Tahun 1808 Davy mengisolasi magnesium sulfat yang dielektrolisis magnesium oksida dan merkuri oksida. Namun logam magnesium baru bisa dipisahkan dari senyawa tersebut pada tahun 1829. Kemudian sampai tahun 1918, logam magnesium banyak diproduksi untuk keperluan pembuatan lampu kilat dalam fotografi dan dalam piroteknik. Pada tahun 1930 logam magnesium dapat diproduksi untuk pembuatan produk cor. Paduan logam magnesium sangat kuat namun beratnya ringan sehingga logam magnesium digunakan untuk industri pesawat terbang dalam perang dunia II dan sesudahnya (Padmanaban, 2011).
Magnesium merupakan unsur kimia yang memiliki simbol Mg dengan nomor atom 12 serta berat atom 24,31 gr/mol. Magnesium merupakan salah satu unsur
yang paling luas penyebarannya dan penyusun 2% dari kerak bumi serta merupakan unsur terlarut ketiga terbanyak pada air laut. Ditinjau dari segi sifat, magnesium merupakan logam yang memiliki sifat yang dapat ditempa menjadi lembaran, ditarik menjadi kawat dan ekstruksi menjadi batangan dengan bermacam – macam penampang. Dari segi resistansi korosi, magnesium memiliki tingkat ketahanan korosi yang tinggi, sehingga magnesium dapat digunakan untuk pelindung pipa yang berada dalam tanah yang mudah mengalami korosi. Sifat – sifat yang kurang pada magnesium murni diperbaiki dengen memberi paduan unsur – unsur tertentu. Hal ini akan meningkatkan daya guna dari magnesium sebagai material dalam pembuatan suatu produk. Penggunaan paduan magnesium dalam kehidupan sehari – hari cukup luas mulai dari sebagai pelapis tungku hingga konstruksi pesawat terbang (Padmanaban, 2011).
Senyawa magnesium memiliki kegunaan, berikut ini adalah kegunaan dari magnesium :
1. Kegunaan dalam bidang kesehatan.
Pada tabel di bawah ini merupakan kegunaan magnesium dalam bidang kesehatan.
Tabel 2.1 Kegunaan magnesium dalam bidang kesehatan
Senyawa Kegunaan
Magnesium Hidroksida (Mg(OH)2)
Digunakan dalam pasta gigi untuk mengurangi asam yang terdapat dalam mulut dan mencegah terjadi kerusakan gigi, pencegah Maag.
2. Bidang Industri.
Pada tabel di bawah ini merupakan kegunaan magnesium dalam bidang industri.
Tabel 2.2 Kegunaan magnesium dalam bidang industri
Senyawa Kegunaan
Magnesium Oksida (MgO(s))
Bahan refraktori untuk menghasilkan besi, kaca, pelapis tungku, insulator listrik di kabel yang tahan api
Magnesium Sulfit Pembuat kertas (proses sulfit)
(Padmanaban, 2011)
3. Bidang Olahraga.
Pada tabel di bawah ini merupakan kegunaan magnesium dalam bidang olahraga.
Tabel 2.3 Kegunaan magnesium dalam bidang olahraga
Senyawa Kegunaan
Magnesium Karbonat Meningkatkan pegangan pada alat senam, mengangkat bar dan memanjat bebatuan.
B. Sifat – sifat magnesium
Magnesium memiliki sifat – sifat diantaranya sebagai berikut : 1. Sifat Fisik
Magnesium merupakan logam paling ringan yang digunakan dalam aplikasi teknik material. Massa jenis magnesium sebesar 1,74 gr/cm3, lebih kecil dari pada massa jenis yang dimiliki alumunium.
Tabel 2.4 Sifat – sifat logam magnesium
Sifat Keterangan
Konfigurasi Elektron [Ne]3 S2
Massa Atom 24,3050 gr/mol
Densitas 1,74 gr/cm3(200C)
Titik Lebur 6500C (11930F)
Titik Didih 11070C (20240F)
Kalor Peleburan 8,48 KJ/mol
Kalor Penguapan 128 KJ/mol
Kapasitas Kalor 24,869 J/mol K (pada 250C) Elektronegativitas 1,31 (skala pauling)
Jari – jari Atom 150 pm
Kapasitas Panas 1,01 J/Gk
Konduktivitas Kalor 156 W/mK (pada 270C) Daya Hambat Listrik 4,46 mikrom
Modulus Elastisitas 6,25 106psi
Modulus Geser 17 Gpa
Kekuatan Tarik 10 N/mm2(magnesium murni)
Kekerasan 33 Brinel (500 kg.Load, 10 mm. Ball)
(sumber : Andriansyah, 2013)
2. Sifat Kimia
Magnesium dapat bereaksi kimia, salah satunya bereaksi dengan air. Bila magnesium bereaksi dengan air maka akan menghasilkan larutan yang bersifat basa serta adanya pembebasan gas hidrogen.
Mg(s)+ 2H2O(l) Mg(OH)2(aq)+ H2(g)
3. Sifat Mekanik
Rapat massa magnesium adalah 1,738 gr/cm3. Magnesium murni memiliki kekuatan tarik sebesar 110 N/mm2dalam bentuk hasil pengecoran (casting) (Yunus, 2012).
C. Magnesium dan Aplikasinya
Magnesium (Mg) adalah logam teknik ringan yang ada dan memiliki karakteristik meredam geteran yang baik. Paduan ini digunakan dalam aplikasi struktural dan non-struktural dimana berat sangat diutamakan. Magnesium juga merupakan unsur paduan dalam berbagai jenis logam nonferro. Paduan magnesium khusus digunakan di dalam pesawat terbang dan komponen rudal,
peralatan penanganan material, perkakas listrik portabel, tangga, koper, sepeda, barang olahraga dan komponen ringan umum. Paduan ini tersedia sebagai produk cor/tuang (seperti bingkai kamera) atau sebagai produk tempa (seperti konstruksi dan bentuk balok/batangan, benda tempa, gulungan dan lembar plat). Paduan magnesium juga digunakan dalam percetakan dan mesin tekstil untuk meminimalkan gaya inersia dalam komponen berkecepatan tinggi. Karena tidak cukup kuat dalam bentuk yang murni, magnesium dipadukan dengan berbagai elemen untuk mendapatkan sifat khusus terntentu, terutama kekuatan untuk rasio berat yang tinggi.
Berbagai paduan magnesium memiliki pengecoran, pembentukan, dan karakteristik pemesinan yang baik. Karena magnesium mengoksidasi dengan cepat (pyrophpric), ada resiko/bahay kebakaran, dan tindakan pencegahan yang harus diambil ketika proses pemesinan, grinding, atau pengecoran pasir magnesium. Meskipun demikian produk yang terbuat dari magnesium dan paduannya tidak menimbulkan bahaya kebakaran selama penggunaannya normal. Sifat – sifat mekanik magnesium terutama memiliki kekuatan tarik yang sangat rendah. Oleh karena itu magnesium murni tidak dibuat dalam teknik. Paduan magnesium memiliki sifat – sifat mekanik yang lebih baik serta banyak digunakan unsur – unsur paduan dasar magnesium adalah alumunium, seng dan mangan (Lukman, 2008). Penambahan Al di atas 11% meningkatkan kekerasan, kuat tarik dan fluidity (keenceran). Penambahan seng meningkatkan ductility (pernpanjangan relatif) dan castability (mampu tuang). Penambahan 0,1 – 0,5% meningkatkan ketahanan korosi. Penambahan sedikit cerium, zirconium dan beryllium dapat membuat struktur butir yang halus dan
meningkatkan ductility dan tahan oksidasi pada peningkatan suhu. Berdasarkan hasil analisis terhadap diagram keseimbangan paduan antara magnesium – alumunium dan magnesium zincum, mengindikasikan bahwa larutan padat dari magnesium – alumunium maupun magnesium zincum dapat meningkat sesuai dengan peningkatan temperaturnya dimana masing – masing berada pada kadar
yang sesuai sehingga dapat “strengthening-heat treatment” melalui metoda pengendapan. Hanya sedikit kadar “rate metall” (logam langka) dapat
memberikan pengaruh yang sama kecuali pada silver yang sedikit membantu
termasuk pada berbagai jenis logam paduan lain melalui ”ageing” (Lukman,
2008).
1. Magnesium paduan tempa (wrought alloy)
Magnesium paduan tempa dikelompokkan menurut kadar serta jenis unsur paduannya yaitu (Lukman, 2008) :
a. Magnesium dengan 1,5% Manganese.
b. Paduan dengan Alumunium, Seng serta Manganese.
c. Paduan dengan zirconium (paduan jenis mengandung kadar seng yang tinggi sehingga dapat dilakukan proses perlakuan panas).
d. Paduan dengan seng, zirconium dan thorium (ceep resisting-alloys).
2. Penandaan paduan magnesium
Paduan magnesium dapat ditetapkan sebagai berikut (Lukman, 2008) ; a. Satu dan dua huruf awalan, menunjukkan elemen paduan utama. b. Dua atau tiga angka, menunjukkan persentase unsur paduan utama
c. Huruf abjad (kecuali I dan O) menunjukkan standar paduan dengan variasi kecil dalam komposisi.
d. Simbol untuk sifat material, mengikuti sistem yang digunakan untuk paduan alumunium.
3. Magnesium paduan Cor (cast alloy)
Paduan ini dapat dikelompokkan ke dalam ;
a. Paduan dengan alumunium, zincu dan manganese. Paduan cor ini
merupakan paduan yang bersifat “heat treatable-alloys”.
b. Paduan dengan zirconium, zincum dan thorium, paduan dengan unsur zirconium dan thorium merupakan paduan cor yang bersifat heat treatable dan creep resisting.
c. Paduan dengan zirconium dengan rare earth metall serta silver merupakan paduan cor yang dapat di heat treatment (digilib.its.ac.id).
D. Struktur Mikro Magnesium dan Diagram Fasa Magnesium
Sama dengan halnya material yang lain, magnesium memiliki diagram fasa dan struktur mikro.
1. Struktur mikro material terbagi atas : a. Atom
Merupakan suatu unsur tekecil dari material yang tidak dapat dibagi lagi dengan reaksi kimia biasa.
b. Sel satuan
Merupakan susunan dari beberapa atom yang teratur dan mempunyai pola yang berulang. Sel satuan terdiri dari kubus (BCC, FCC dan HCP), hexagonal, tetragonal, triklin, monoklin dan sebagainya. Adapun sel satuan yang berbentuk kubus antara lain :
i. BCC (Body Centered Cubus)
Adanya pemusatan satu atom di tengah – tengah kubus. Jumlah atom (n) = (1/8) x 8 + 1 = 2
4R = a√3 a = (4/√3)R
ii. FCC (Face Centered Cubus)
Adanya pemusatan satu atom di setiap sisi kubus. Jumlah atom (n) = 1/8 x (8) + ½ x (6) = 4
4R = a√2 a = 4/√2 x R
iii. HCP (Hexagonal Centered Cubus)
Jumlah atom (n) = (3 x 1) + (12 x 1/6) +(2 x ½) = 6 Tinggi = 1,633 a
Luas alas = 6 x Luas segitiga = 6 x (1/2 a x a sin 60) = 3a2sin 60
Volume sel satuan = a x t = 3a2sin 60 x 1,633 a = 4,24 a3 ; a = 2R
= 4,24 (2R)3 = 33,94 R3 c. Butir
Merupakan kumpulan dari sel satuan yang memiliki arah dan orientasi sama dalam 2 dimensi.
d. Kristal
Merupakan kumpulan dari sel satuan yang memiliki arah dan orientasi sama dalam 3 dimensi.
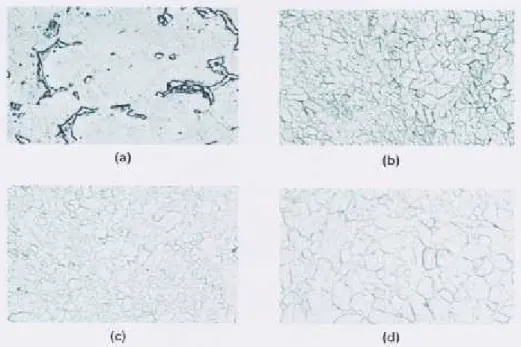
Gambar di bawah ini merupakan gambar struktur mikro Magnesium AZ31.
Gambar 2.1 Struktur mikro Magnesium : a) Magnesium AZ31, b) Temperatur 2500C, c) Temperatur 3000C, d) Temperatur 3500C.
Sumber : Skubisz, Piotr Tadeusz Skowronek, Jan Sinczak. Microstructure of Magnesium Alloy AZ31 After Low-Speed Extrusion. Mettalurgy and Foundry Engineering – Vol 33, 2007, No 2. AGH University of Science and Technology, Cracow, Poland.
Gambar 2.1 merupakan gambar struktur mikro magnesium AZ31. Pada gambar 2.1a – d menunjukkan ketidak samaan dari struktur mikro biasanya ketidak samaan ditunjukkan dengan ukuran butir. Pada gambar 2.1a merupakan struktur mikro magnesium AZ31 yang belum diberi perlakuan panas. Pada gambar 2.1b merupakan gambar struktur mikro magnesium AZ31 yang telah diberi perlakuan panas dengan temperatur 2500C. Pada struktur mikro magnesium AZ31 dengan temperatur 2500C terdapat 2 jenis area yang dapat dibedakan, diantaranya yaitu : butiran halus dan zona yang berpotongan pada butiran kasar. Pada gambar 2.1c dan 2.1d merupakan gambar struktur mikro magnesium AZ31 dengan temperatur 3000C dan 3500C. Pada temperatur 3000C dan 3500C, struktur butir terdiri dari equaxial butir dalam ukuran yang seragam (Skubisz dkk, 2007).
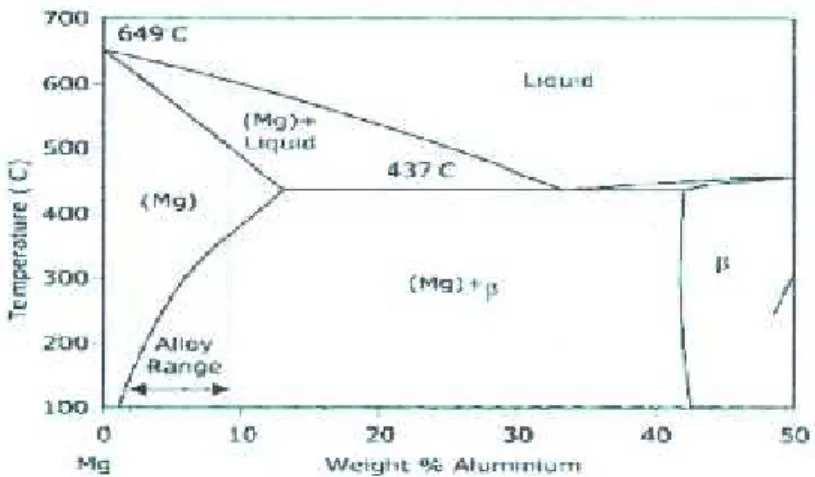
2. Pada sistem biner dari Mg-Al yang paling umum digunakan dari dahulu adalah paduan tuangan.
Gambar 2.2 Diagram fasa Mg-Al.
Sumber : B. Trevor, Abbott dan Mark A. Easton. 2004. Designing With Magnesium : Alloys, Properties, and Casting Processes. Monash University, Clayton, Victoria, Australia.
Pada gambar 2.2 di atas merupakan diagram fasa dari Mg-Al, larutan maksimum dari magnesium dengan alumunium berkisar 2,1% wt% hingga 12,6% wt% dalam suhu 250C. Suhu eutektik pada diagram fasa Mg-Al terdapat pada suhu 4370C dengan komposisi eutektik 32,3% wt% dan
eutektik berada diantara α-Mg dan fasa β, yang mana fasanya adalah
Mg17Al12.
E. Perlakuan Panas Secara Umum
Perlakuan panas secara umum merupakan proses pemanasan dan pendinginan dengan waktu tertentu pada logam dan paduannya untuk mendapatkan sifat – sifat yang diinginkan. Sifat mekanik dari logam sangat tergantung dengan bentuk struktur mikronya. Sedangkan struktur mikro dapat berubah dengan melalui proses perlakuan panas. Tujuan utama dari proses perlakuan panas pada logam adalah agar diperoleh struktur yang diinginkan agar sesuai dengan penggunaan yang direncanakan. Struktur tersebut dapat diperkirakan dengan cara menerapkan proses perlakuan panas yang spesifik. Struktur yang diperoleh merupakan hasil dari proses transformasi dari kondisi awalnya. Perlakuan panas pada besi tuang juga akan mempengaruhi struktur mikro dan sifat mekanis besi tuang modular. Ada beberapa macam perlakuan panas tersebut (Rundman, 1989), yaitu :
1. Stress reliving, yaitu perlakuan panas pada temperatur rendah, yang bertujuan untuk mengurangi atau membebaskan Internal Stress yang ada pada akibat penuangan.
2. Annealing, yaitu perlakuan panas yang bertujuan untuk meningkatkan keuletan dan ketangguhan (tahan kejut), untuk mengurangi kekerasan dan mengurangi karbida – karbida.
3. Normalizing, yaitu perlakuan panas yang bertujuan untuk meningkatkan kekuatan dengan sejumlah sifat ulet.
4. Hardening dan Tempering, yaitu perlakuan pansa yang bertujuan untuk meningkatkan kekerasan atau untuk meningkatkan kekuatan dan membesarkan rasio tegangan.
5. Austempering, yaitu perlakuan panas yang bertujuan untuk menghasilkan suatu mikrostruktur dari kekuatan yang tinggi dengan sejumlah keuletan dan tahan aus yang baik.
6. Surface Hardening, yaitu perlakuan panas yang dilakukan dengan cara induksi nyala api atau laser yang bertujuan untuk menghasilkan suatu permukaan yang keras dan tahan aus.
F. Proses Pemesinan
Proses pemesinan atau machining (Diktat Lab Sistem Manufaktur, 2005) adalah terminologi umum yang digunakan untuk mendeskripsikan sebuah proses penghilangan material. Proses pemesinan dibagi menjadi dua yakni : 1. Traditional Machining : turning, milling, grinding, dll.
2. Non-traditional machining : chemical machining, ECM, EDM, EBM, LBM, machining dari material non-metallic (Gao, 2005).
Proses pemesinan merupakan proses yang banyak digunakan untuk proses pembentukan produk, hal ini dikarenakan proses pemesinan memiliki keunggulan – keunggulan dibanding dengan proses pembentukan lainnya (casting, powder metallurgy, bulk deformation). Jenis proses pemesinan beserta prinsip kerjanya proses pemesinan (Kalpakjian, 1995) merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau menghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses pemesinan ialah untuk mendapatkan akurasi dibandingkan proses – proses yang lain seperti proses pengecoran, pembentukan dan juga untuk memberikan bentuk bagian dalam dari suatu objek tertentu. Adapun jenis – jenis proses pemesinan yang banyak digunakan adalah : proses bubut : (turning), proses menyekrap (shaping dan planing), proses pembuatan lubang (drilling), proses mengefrais (milling), proses menggerinda (grinding), proses menggergaji (sawing) dan proses memperbesar lubang (boring) (Harun, 1990).
G. Mesin Frais (Milling Machine)
Proses pemesinan frais adalah proses penyayatan benda kerja dengan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan gigi potong yang banyak yang mengitari pahat ini bisa menghasilkan proses pemesinan lebih cepat. Dalam pemotongan pisau frais dipengaruhi oleh beberapa faktor, antara lain : penampang geram dan gaya potong spesifik (Rochim, 1993). Permukaan yang disayat bisa berbentuk datar, menyudut, atau melengkung. Permukaan benda kerja bisa juga berbentuk kombinasi dari
beberapa bentuk. Mesin yang digunakan untuk memegang benda kerja, memutar pahat dan penyayatannya disebut frais (R.Thomas Wringt, 1990). 1. Macam – macam mesin frais (Milling Machine)
a. Mesin Frais Horizontal
Mesin ini dibentuk sedemikian rupa sehingga meja kerja dapat digerakkan longitudinal maju mundur, secara manual maupun otomatis. Kedudukan sumbunya (spindel) kearah datar (horizontal). Mesin frais horizontal, alasnya (base) dari besi tuang kelabu yang mendukung seluruh komponen dan dibaut fondasi serta berfungsi untuk menampung cairan pendingin yang mengalir kebawah, dimana di dalam kolom (Coloumn) terdapat mesin pompa yang memompa cairan tersebut untuk kemudian disirkulasi lagi ke atas meja (table). Pada bagian kolom yang mendukung seluruh rangka terdapat kotak roda gigi kecepatan, motor dengan sabuk transmisi. Kolom ini adalah merupakan komponen utama mesin frais yang berbentuk box dimana lengan mesin (overarm) dan spindel tempat memasang poros arbor.
Gambar 2.3 Mesin Frais Horizontal
Sumber : Afdlolludin. 2014. Mesin bubut, Mesin Sekrap, Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
b. Mesin Frais Vertikal
Sesuai dengan namanya yang dimaksud vertikal sebenernya adalah poros spindelnya yang dikonstruksikan dalam posisi tegak. Semua bagian yang terdapat pada mesin frais tegak sama seperti pada mesin frais horizontal hanya saja posisi spindelnya tegak. Kepala mesin yang tegak dapat diputar ke kiri dan ke kanan serta dapat digerakkan naik, sehingga mesin dapat digunakan untuk membuat benda kerja yang tidak dapat dilakukan dengan mesin frais datar. Mesin frais jenis vertikal sangat sesuai untuk membuat bentuk alur ekor burung (dovetail), alur tanpa ujung (blind slot), dan alur T.
Gambar 2.4 Mesin Frais Vertikal
Sumber : Afdlolludin. 2014. Mesin bubut, Mesin Sekrap, Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
c. Mesin Frais Universal
Konstruksi mesin frais universal tidak berbeda dengan mesin frais datar, perbedaannya hanya terletak pada mejanya. Mesin frais dapat digeser (diputar) sehingga membentuk sudut (swivel), disamping dapat bergeraj mendatar dan tegak. Oleh karena itu mesin frais universal sering digunakan untuk membuat benda kerja roda gigi spiral (heliks). Sumbu utama (spindel) gabungan bidang vertikal dan horizontal. Jadi mesin frais universal adalah salah satu jenis mesin frais yang dapat digunakan pada posisi tegak (vertikal) dan mendatar (horizontal) dan memiliki meja yang dapat digeser/diputar pada kapasitas tertentu.
Gambar 2.5 Mesin Frais Universal
Sumber : Afdlolludin. 2014. Mesin bubut, Mesin Sekrap, Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
2. Prinsip Kerja Mesin Frais (milling machine)
Tenaga untuk pemotongan berasal dari energi listrik yang diubah menjadi gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan diteruskan melalui suatu transmisi untuk menghasilkan gerakan putar pada spindel mesin frais. Spindel mesin frais adalah bagian dari sistem utama mesin frais yang bertugas untuk memegang dan memutar cutter hingga menghasilkan putaran atau gerakan pemotongan. Gerakan pemotongan pada cutter jika dikenakan pada benda kerja yang telah dicekam maka akan terjadi gesekan/tabrakan sehingga akan menghasilkan pemotongan pada bagian benda kerja, hal ini dapat terjadi karena material
penyusun cutter mempunyai kekerasan di atas kekerasan benda kerja. Pada mesin frais terdapat dua jenis pemakanan yaitu :
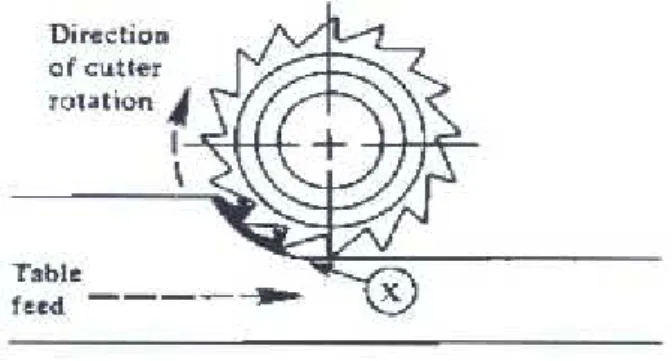
a. Up Milling
Arah gerak potong yang dilakukan pahat berlawanan arah dengan arah gerak makan yang dilakukan oleh benda kerja. Tiap gigi dari pahat frais memotong dengan arah keluar mulai dari permukaan yang dikehendaki sampai permukaan benda kerja. Pada pengefraisan ini pemotongan diawali dengan geram yang tipis. Metoda ini dipakai pada semua mesin frais.
Gambar 2.6 Proses Up Milling
Sumber :http://ikawibowo11tp3.blogspot.co.id/(diakses 01 Agustus 2014).
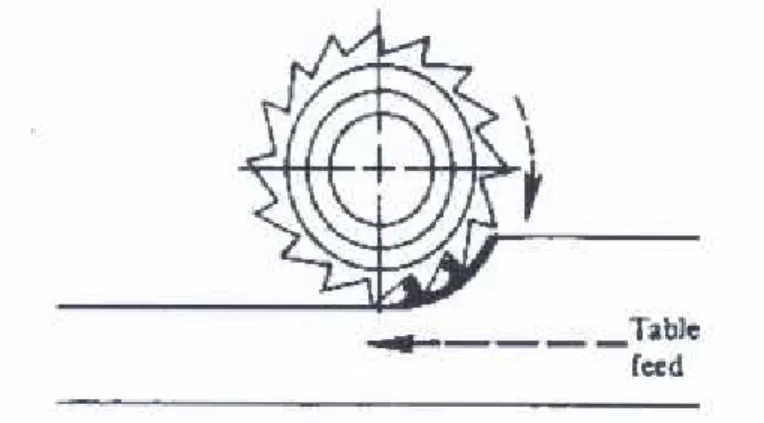
b. Down Milling
Arah gerak potong yang dilakukan pahat searah dengan gerak makan yang dilakukan benda kerja. Tiap pahat frais memotong dengan arah kedalam mulai dari permukaan benda kerja hingga permukaan yang dinginkan. Gerak potong cenderung untuk menarik benda kerja ke dalam pahat frais. Karena hal tersebut, maka hanya mesin yang mempunyai alat pengatur keregangan yang dapat memakai metoda pemotongan ini.
Gambar 2.7 Proses Down Milling
Sumber :http://ikawibowo11tp3.blogspot.co.id/(diakses 01 Agustus 2014).
3. Bagian-bagian Mesin Frais
Mesin frais memiliki beberapa bagian, diantaranya sebagai berikut: a. Spindel utama
Merupakan bagian yang terpenting dari mesin milling (Frais). Tempat untuk mencekam alat potong.
b. Meja / table
Merupakan bagian mesin milling, tempat untuk clamping device atau benda kerja.
c. Motor drive
Merupakan bagian mesin yang berfungsi menggerakkan bagian-bagian mesin yang lain seperti spindel utama, meja (feeding) dan pendingin (cooling).
d. Transmisi
Merupakan bagian mesin yang menghubungkan motor penggerak dengan yang digerakkan.
e. Knee
Merupakan bagian mesin untuk menopang/menahan meja mesin. Pada bagian ini terdapat transmisi gerakan pemakanan (feeding).
f. Column/tiang
Merupakan bagian dari mesin. Tempat menempelnya bagian-bagian mesin yang lain.
g. Base/dasar
Merupakan bagian bawah dari mesin milling (Frais). Bagian yang menopang badan/tiang. Tempat cairan pendingin.
h. Control
Merupakan pengatur dari bagian-bagian mesin yang bergerak.
4. Kecepatan Potong dan Pemakanan
Keberhasilan pemotongan dengan mesin frais dipengaruhi oleh kemampuan pemotongan alat potong dan mesin. Kemampuan tersebut menyangkut kecepatan potong dan pemakanan. Kecepatan potong pada mesin frais dapat didefenisikan sebagai panjangnya bram yang terpotong oleh satu mata potong pisau frais dalam satu menit. Kecepatan potong untuk tiap-tiap bahan tidak sama. Umumnya makin keras bahan, maka kecil harga kecepatan potongnya dan juga sebaliknya. Kecepatan potong dalam pengfraisan ditentukan berdasarkan harga kecepatan potong menurut bahan dan diameter pisau frais. Jika pisau frais mempunyai diameter 100 mm maka satu putaran penuh menempuh jarak p x d = 3.14 x 100 = 314 mm. Jarak ini disebut jarak keliling yang ditempuh oleh mata pisau frais. Bila
pisau frais berputar (n) putaran dalam satu menit, maka jarak yang ditempuh oleh mata pisau frais menjadi p x d x n. Jarak yang ditempuh mata pisau dalam satu menit disebut juga dengan kecepatan potong (V) (Chang – Xue, 2002).
Elemen dasar dari proses frais dapat diketahui atau dihitung dengan menggunakan rumus yang dapat diturunkan dari kondisi pemotongan ditentukan sebagai berikut :
Benda kerja : w = lebar pemotongan
lw = panjang pemotongan a = kedalaman potong
Pahat frais : d = diameter luar
z = jumlag gigi (mata potong) kr = sudut potong utama
90ountuk pahat frais selubung. Mesin Frais : n = putaran poros utama
Vr = kecepatan makan
Elemen dasar pada mesin frais dapat dihitung dengan rumus sebagai berikut :
a. Kecepatan potong
Vc = . . ; m/min . . . (1)
b. Gerak makan pergigi
c. Waktu pemotongsan
tc = lt / Vf ; min . . . (3) dimana :
lt = lv + lw + ln ; mm,
lv = ( − ) ; untuk mengfrais datar lv ≥ 0 ; untuk mengfrais tegak ln ≥ 0 ; untuk mengfrais datar ln = d / 2 ; untuk mengfrais tegak
d. Kecepatan menghasilkan geram
Z = . . ; cm3/ min . . . (4)
Tabel 2.5 Tabel Kecepatan Potong Untuk Beberapa Jenis Bahan
Bahan Cutter HSS Cutter Karbida
Halus Kasar Halus Kasar
Baja Perkakas 75-100 25-45 185-230 110-140 Baja Karbon Rendah 70-90 25-40 170-215 90-120 Baja Karbon Menengah 60-85 20-40 140-185 75-110 Besi Cor Kelabu 40-45 25-30 110-140 60-75 Kuningan 85-110 45-75 185-215 120-150 Alumunium 70-110 30-40 140-215 60-90
5. Macam-macam pisau frais
Hasil-hasil bentuk dari pekerjaan mesin frais tergantung daro bentuk pisau frais yang digunakan, karena bentuk utama frais tidak berubah walaupun sudah diasah, jadi tidak seperti pahat bubut yang disesuaikan menurut kebutuhan dan disamping bentuk-bentuk yang sudah tetap frais itu sekelilingnyamempunyai gigi yang berperan sebagai mata pemotongnya. Pada lubangnya terdapat alur untuk kedudukan pasak agar pisau frais tidak ikut berputar. Bahan pisau frais umumnya terbuat dari HSS, atau Karbida.
a. Cutter Mantel
Cutter jenis ini dipakai untuk mesin frais horizontal.
Gambar 2.8 Cutter Mantel
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
b. Cutter Alur Cutter
Digunakan untuk membuat alur-alur pada batang atau permukaan benda lainnya.
Gambar 2.9 Cutter Alur Cutter
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
c. Cutter Modul
Cutter in dalam satu set terdapat 8 buah. Cutter ini dipakai untuk membuat roda-roda gigi.
Gambar 2.10 Cutter Modul
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
d. Cutter Radius Cekung
Cutter ini dipakai untuk membuat benda kerja yang bentuknya memiliki radius dalam (cekung).
Gambar 2.11 Cutter Radius Cekung
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
e. Cutter Radius Cembung
Cutter ini dipakai untuk membuat benda kerja yang bentuknya memiliki radius luar (cembung).
Gambar 2.12 Cutter Radius Cembung
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
f. Cutter Alur T
Alat ini hanya digunakan untuk membuat alur bentuk “T” seperti
Gambar 2.13 Cutter Alur T
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
g. Cutter Ekor Burung
Cutter ini dipakai untuk membuat alur ekor burung. Cutter ini sudut kemiringannya terletak pada sudut-sudut istimewa yaitu : 30o, 45o, 60o
Gambar 2.14 Cutter Ekor Burung
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
h. Cutter Endmill
Ukuran Cutter ini sangat bervariasi mulai ukuran kecil sampai ukuran besar. Cutter ini biasanya dipakai untuk membuat alur pasak dan ini hanya dapat dipasang pada mesin frais vertical.
Gambar 2.15 Cutter Endmill
Sumber : Fadlybachtiar. 2011. Mesin Frais. Blogspot.co.id (diakses 01 Agustus 2014)
6. Jenis Pahat Potong pada Mesin Frais
Pada Mesin Frais terdapat beberapa jenis pahat potong, diantaranya yaitu adalah :
a. Mata pahat rata (plainmill) dengan bentuk gigi datar dan helika, untuk memotong atau menghasilkan permukaan yang rata.
b. Sidemill, untuk memotong celah, permukaan dan frais parit.
c. Anglemill, untuk memfrais permukaan dengan membentuk sudut dengan kemiringan tertentu.
d. Endmill dan Shank, untuk memotong atau memfrais ujung benda kerja. e. Shotting, untuk membuat alur.
f. Staggered Tooth, untuk membuat slot atau celah. g. T-slotmill, untuk membuatu celah.
h. Dove Tailmill, untuk membuat luncuran-luncuran mesin dan dibuat dengan sudut 45o, 60o, 90o(Harrison, 2004).
H. Keausan Pada Pahat
Keausan didefenisikan oleh ASTM sebagai kerusakan permukaan benda yang secara umum berhubungan dengan peningkatan hilangnya material yang disebabkan oleh pergerakan relatif benda dan sebuah substansi kontak. Pada pengertian yang lebih luas, keausan adalah kerusakan permukaan atau kontak material dari satu atau kedua permukaan secara rolling, relative sliding, atau gerakan yang menghentak (impact motion).
Selama proses pembentukan geram berlangsung, pahat dapat mengalami kegagalan dari fungsinya karena berbagai sebab antara lain (Rochim, 1993) : 1. Keausan yang secara bertahap membesar (tumbuh) pada bidang aktif pahat. 2. Retak yang menjalar sehingga meniimbulkan patahan pada mata potong
pahat.
3. Deformasi plastik yang akan mengubah bentuk/geometri pahat.
Jenis kerusakan yang terakhir diatas jelas disebabkan tekanan temperatur yang tinggi pada bidang aktif pahat dimana kekerasan dan kekuatan material pahat akan turun bersama dengan naiknya temperatur. Keausan dapat terjadi pada bidang geram dan / atau pada bidang utama pahat. Karena bentuk dan letaknya yang spesifik, keausan pada bidang geram disebut dengan keausan kawah (crater wear) dan keausan pada bidang utama dinamakan sebagai keausan tepi (flank wear).
a. Aus tepi (flank wear)
Aus tepi adalah bentuk aus pada sisi (flank) pahat potong disebabkan perubahan bentuk radius ujung pahat oleh gesekan antara permukaan
pemesinan benda kerja dengan sisi pahat karena kekakuan benda kerja. Bidang aus didasarkan pada tebal bidang aus (flank wear land), harus sejajar terhadap resultan arah potong. Tebal bidang aus merupakan ukuran dari besarnya aus sisi. Bentuk aus sisi pengukurannya ditentukan sesuai standar ISO 3685-1977 seperti gambar di bawah ini :
Gambar 2.16 Bentuk aus sesuai standar ISO 3685-1977
Sumber : Kalpakjian, S. Manufacturing Engineering and Technology, 3rdEd. Addison – Wesley Publishing Company, 1995.
b. Crater Wear (Keausan Kawah)
Crater merupakan keausan pahat yang berbentuk seperti kawah atau lubang, lokasinya dimulai dari beberapa jarak dari tepi potong sampai area kontak geram. Jika keausan ini semakin lama semakin bertambah, crater menjadi makin lebar, panjang, dan dalam, bahkan bisa mencapai tepi pahat. Crater menyebabkan tepi potong pahat menjadi lemah dan rusak. Keausan jenis ini lebih cepat terjadi pada pahat dengan material ulet (Viktor, 2008). Di bawah ini merupakan tabel rata-rata keausan yang diizinkan untuk alat potong dalam berbagai pengerjaan.
Tabel 2.6 Rata-rata keausan yang diizinkan untuk alat potong dalam berbagai pengerjaan.
Rata-rata keausan yang diizinkan untuk alat potong dalam berbagai pengerjaan
Keausan yang diizinkan (mm) Pengerjaan High-Speed Steels Carbide
Turning 1.5 0.4 Face milling 1.5 0.4 End milling 0.3 0.3 Drilling 0.4 0.4 Sumber : Kalpakjian, 1991 I. Suhu pemesinan
Dalam proses pemesinan, suhu dalam pemotongan logam sangatlah penting. Contohnya, suhu pada bidang geser sangat penting pengaruhnya terhadap tegangan alir dan karena itu memiliki pengaruh besar terhadap suhu pada muka pahat dan permukaan sayatan. Suhu pada muka alat juga memainkan peran utama relatif terhadap ukuran dan stabilitas Built-up Edge (BUE) tersebut. Suhu lingkungan kerja yang mendekati zona pemotongan juga penting karena secara langsung dapat mempengaruhi suhu pada bidang geser, muka pahat dan permukaan sayatan. Energi yang digunakan dalam pemesinan terkonsentrasi pada suatu kawasan yang sangat kecil. Hanya sebagian dari energi ini yang tersimpan dalam benda kerja dan pahat dalam bentuk kerapatan dislokasi yang
meningkat, sedangkan sebagian besar energi lainnya diubah menjadi panas. Pemesinan pada dasarnya memanfaatkan energi dari gerakan mekanik yang diubah menjadi energi panas yang digunakan untuk memotong benda kerja.
Gambar 2.17 Area distribusi suhu pada pahat potong
Sumber : Kalpakjian, Serope. 1992. Manufacturing Engineering and Technology 2nd
Edition. Addison Publishing Companya Inc. California.
Tansfer energi panas yang dibutuhkan untuk memotong benda kerja disesuaikan agar dapat terjadi pemotongan dengan memanfaatkan energi panas yang dihasilkan dari pergerakan makan pahat. Karena kawasan pemotongan terus bergerak pada benda kerja maka tingkat pemanasan di depan alat menjadi kecil dan setidaknya pada kecepatan potong yang tinggi sebagian besar panas (lebih dari 80%) terbawa oleh geram (Shaw, 1984). Pada gambar 2.17 memperlihatkan luas distribusi suhu pahat potong. Karena sumber panas dalam pemesinan terkonsentrasi di area geser utama dan pada permukaan pahat – geram. Jelas terlihat pada bahwa pola suhu tergantung pada beberapa faktor yang berkaitan dengan sifat material dan kondisi pemotongan, termasuk jenis cairan pemotongan apabila digunakan dalam proses pemotongan. Berbeda
menurut Shaw (1984), diperkirakan 90% dari energi yang dikeluarkan terbawa oleh geram selama proses pemesinan berlangsung (Kalpakjian, 1992).
Hampir semua energi mekanik terkait dengan pembentukan geram berakhir sebagai energi panas. salah satu pengukuran pertama setara mekanik panas ( J ) dibuat oleh benjamin Thomson (lebih dikenal sebagai Count Rumford). Rumford (1799) mengukur bahwa panas berkembang selama proses pengeboran kuningan meriam di Bavaria. Ia mengamati benda kerja, alat, dan geram dalam jumlah air yang diketahui dan diukur kenaikan suhu yang sesuai dengan input yang diukur dari energi mekanik. Percobaan ini tidak hanya memberikan pendekatan yang baik terhadap setara mekanik panas yang berdiri sebagai nilai yang diterima selama beberapa dekade, tetapi juga memberikan wawasan baru ke dalam sifat energi panas pada saat kebanyakan orang percaya bahwa panas adalah bentuk khusus dari cairan yang disebut " kalori ". Itu juga diketahui bahwa beberapa energi yang berkaitan dengan deformasi plastik tetap dalam deformasi material.
(Taylor,1934; Quinney,1937) menggunakan teknik kalori metrik yang sangat akurat untuk mengukur energi sisa yang terjadi ketika batang logam yang mengalami deformasi torsi. Ditemukan bahwa persentase energi deformasi ditahan oleh bar menurun seiring dengan peningkatan energi regangan yang terlibat. Ketika hasil ini diekstrapolasi terhadap tingkat tegangan energi dalam pembentukan geram, diperkirakan bahwa energi yang tidak diubah menjadi energi panas hanya antara 1 dan 3 persen dari total energi pemotongan. marshall dkk (1953) secara langsung mengukur energi yang tersimpan dalam sisa logam geram pemotongan dan Titchener (1974) telah membahas energi
yang tersimpan dalam benda dalam bentuk deformasi plastis dari titik pandang yang luas (Shaw, 1984).
Pada gambar 2.18 menunjukkan distribusi energi, yang dimana persentase dari total energi akan meningkat pada geram seiring dengan naiknya kecepatan potong meskipun persentase energi pada alat dan benda kerja akan menurun. Pada kecepatan potong yang sangat tinggi, hampir semua energi yang dihasilkan akan terbawa pada geram, dan sebagian kecil energi berada pada benda kerja dan alat potong(Crookal. J. R and Milton C. Shaw, 1984).
Gambar 2.18 Variasi distribusi energi dengan kecepatan potong untuk kondisi pemotongan.
Sumber : Crookal. J. R and Milton C. Shaw. 1984. Metal Cutting Principle. Oxford. Newyork.
J. Pemesinan Magnesium
Ada dua perhatian utama dalam pemesinan magnesium yaitu resiko kebakaran dan pembentukan Built-up Edge (BUE). Magnesium terbakar jika dipanaskan
sampai suhu lelehnya. Dalam pemesinan magnesium, api sangat mungkin terjadi jika geram tipis atau halus dengan perbandingan luas permukaan terhadap volume yang tinggi dihasilkan dan dibiarkan menumpuk. Sumber penyalaan mungkin juga pemanasan gesekan disebabkan pahat tumpul, rusak, diasah secara salah atau dibiarkan berhenti sebentar pada akhir pemotongan. Untuk meminimumkan resiko kebakaran, praktek-praktek berikut harus diperhatikan :
1. Pahat yang tajam dengan sudut relief sebesar mungkin. 2. Kecepatan makan yang besar harus digunakan.
3. Secepatnya pahat dijauhkan dari benda kerja jika pemotongan berakhir. 4. Geram-geram harus sering dikumpulkan dan dibuang.
5. Menggunakan pendingin yang tepat pada pemesinan kecepatan makan dan kedalaman potong sangat kecil.
Karena geram magnesium bereaksi dengan air dan membentuk magnesium hidroksida dan gas hidrogen bebas, pendingin berbasis air harus dihindarkan. Praktek yang diterima adalah pemotongan kering dan menggunakan pendingin minyak mineral bila perlu. Pemesinan kering komponen magnesium dalam volume besar menimbulkan masalah pemeliharaan kebersihan terutama untuk proses gurdi dan pengetapan yang menghasilkan geram halus.
Pada saat ini pendingin berbasis air yang menghasilkan sedikit hidrogen ketika bereaksi dengan magnesiumi. Dilaporkan juga pendingin ini dapat meningkatkan umur pahat dan mengurangi resiko kebakaran dibandingkan pemesinan kering. Namun masalah pembuangan limbah cairan pendingin tetap menjadi masalah. Bila dibuang begitu saja jelas dapat mencemari lingkungan.
Sebaliknya bila limbah diolah sebelum dibuang jelas akan memerlukan biaya yang cukup besar (Dow Chemical, 1982).
Pembentukan Built-Up Edge (BUE) diamati ketika pemesinan kering paduan Mg-Al cor dengan pahat Baja Kecepatan Tinggi (HSS) atau Karbida. Pembentukan Built-Up Edge (BUE) dapat dikurangi atau dihilangkan dengan pemakaian pendingin minyak mineral atau penggantian dengan pahat intan. Jelas pemakaian pendingin minyak mineral akan mencemari lingkungan sedangkan pemakaian pahat intan akan menaikkan biaya produksi (Videm dkk, 1994; Tomac dan Tonnessen, 1992).
Terdapat Beberapa penelitian magnesium yang dilakukan untuk mengetahui sifat mekanik dan metalurgi. Misalnya pada penelitian yang dilakukan oleh Bruni, dkk (2004) yang bertujuan untuk mengetahui pengaruh beban tarik dan temperatur terhadap perubahan mikrostruktur paduan magnesium AZ31. Pada penelitian ini diketahui bahwa perubahan mikrostruktur terjadi seiring dengan meningkatnya temperatur dan menurunnya beban tarik. Permukaan magnesium hasil pemotongan memiliki permukaan yang kasar jika suhu pemotongan semakin tinggi. Penelitian mengenai magnesium meski sedikit seperti yang dilakukan oleh Fang, dkk (2002) bertujuan untuk mengetahui pengaruh temperatur sisi (flank temperature) selama proses pemotongan paduan magnesium dengan menggunakan kecepatan tinggi (High speed)terhadap kemungkinan terjadinya kebakaran pada paduan magnesium. Hal itu dapat diketahui dengan melakukan pemotongan terhadap paduan magnesium dengan berbagai kondisi temperatur dan melihat hasil uji SEM pada serpihan hasil pemotongan paduan magnesium. Hasilnya dapat diketahui
bahwa di bawah suhu 302oC tidak ditemukan adanya titik nyala api pada serpihan.
Penelitian lain adalah yang dilakukan oleh Buldum, dkk (2011) yang bertujuan mengetahui bagaimana kemampumesian (machinability) dari magnesium dalam proses pemesinan yaitu pembubutan (turning), frais (milling), dan pengeboran. Dalam penelitiannya Buldum, dkk merekomendasikan penggunaan kecepatan potong yang lebih rendah jika dibandingkan dengan kecepatan potong yang digunakan pada pemotongan magnesium. Peningkatan kecepatan potong akan mengakibatkan temperatur permukaan benda kerja meningkat dan geram yang dihasilkan ketebalannya akan lebih rendah. Semakin rendah kecepatan potong makan geram akan semakin besar dan temperatur permukaan benda kerja juga akan rendah.