Usulan Penerapan Metode Six Sigma pada Produksi Smart Reader pada Divisi Human Capital Management di PT. X
(Studi Kasus PT. X)
The Proposed Implementation of Six Sigma Methode in The Production of Smart Reader on Human Capital Management Division in PT. X
(Case Study PT. X)
1Olga Praja, 2Iyan Bacthiar, 3Puti Renosori
1,2,3Prodi Teknik Industri, Fakultas Teknik, Universitas Islam Bandung, Jl. Tamansari No. 1 Bandung, 40116
email: 1[email protected]
Abstract.The highest competition sector forcing every company to continually improve performance by producing a quality product that will earn the trust of consumerd. For the company had to lower the number of defective products, even if possible to eliminate. Defective products is a phenomenon that is often encountered in an industrial production process, as well as on PT.INTI represent companies that manufacture these tools and electronic communication one Smart Reader. This occurs in the production process defects Main Board, studies were performed to identify factors that contribute regards the occurrence of defects in the process of making Smart Reader Main Board. Factors that need to be indentified so that is influence on the incidence of defects can be reduced and even eliminated.
Keywords: The Purposed Implementation Six Sigma To Smart Reader Production.
Abstrak. Persaingan yang tinggi di sektor industri memaksa setiap perusahaan untuk terus memperbaiki kinerjanya dengan menghasilkan produk yang berkualitas sehingga akan memperoleh kepercayaan dari konsumen. Untuk itu perusahaan harus menurunkan jumlah produk cacat, bahkan kalau mungkin menghilangkannya. Produk cacat merupakan fenomena yang sering dijumpai dalam proses produksi suatu industry, begitu juga di PT. INTI merupakan perusahaan yang memproduksi alat-alat bantu komunikasi dan elektronik salah satunya Smart Reader. Dalam proses produksi ini terjadi cacat pada proses Main Board, penelitian dilakukan untuk mengidentifikasi faktor-faktor yang berperan dalam terjadinya cacat pembuatan Smart Reader pada proses Main Board. Faktor-faktor itu perlu diidentifikasi sehingga pengaruhnya terhadap timbulnya cacat dapat dikurangi bahkan dihilangkan.
Kata Kunci: Usulan Penerapan Metode Six Sigma Pada Produksi Smart Reader.
A. Pendahuluan
PT. Industri Telekomunikasi Indonesia atau disingkat PT. X adalah sebuah Badan Usaha Milik Negara (BUMN) yang bergerak di bidang telekomunikasi yang berada di bawah Pengelola Industri Telekomunikasi Stategis (BPIS) yang bergerak dalam bidang peralatan telekomunikasi. Hingga saat ini PT. X adalah sebagai pemasok tunggal Sentral Telepon Digital Indonesia (STDI) yang dilaksanakan bersama oleh Siemens AG. Fasilitas produksi terbaru yang dimiliki PT. X pada masa lalu yaitu antara lain Pabrik Sentral Telepon Digital Indonesia (STDI) pertama di Indonesia dengan teknologi produksi Trough Hole Technology (THT). Pada tahun 2012 sampai dengan tahun 2016 PT. X mengalami perubahan selama perkembangannya hingga menpunyai produk unggulan nya yaitu Fiber Termination Management System (FTM), Home Gateway, Antena, radar untuk keperluan sipil, dan KWH meter digital pra bayar, dan yang terbaru Smart Reader. Pada pertengahan tahun 2016 smart rider ini di produksi oleh PT. X pada bulan Juli hingga November dan akan dirilis pada awal tahun 2017.
B. Landasan Teori
Six sigma adalah implementasi yang tepat, fokus, dan efektif dalam membuktikan prinsip dan teknik mengenai kualitas. Dengan menggabungkan elemen- elemen dari hasil pemikiran berbagai ahli kualitas. Six Sigma dapat diartikan sebagai sebuah metodologi terstruktur untuk memperbaiki proses yang difokuskan pada usaha untuk mengurangi variasi pada proses sekaligus mengurangi kecacatan pada produk.
Dari segi waktu, bisa dikatakan Six Sigma adalah hasil evolusi dari quality improvement yang berkembang sejak tahun 1940-an. Six Sigma mempunyai dua arti penting, yaitu:
Cara menentukan DPMO adalah sebagai berikut:
1. Hitung Defect per Unit (DPU) DPU =
...(II-1)
2. Hitung DPMO dengan terlebih dahulu menentukan probabilitas jumlah kerusakan.
DPMO = ...(II-2)
Apabila konsep Six Sigma akan ditetapkan dalam bidang manufakturing, terdapat enam aspek yang perlu diperhatikan (Gaspersz, 2005). Metode Six Sigma adalah sebuah sasaran kualitas yang mengidentifikasi variabilitas sebuah proses berkenaan dengan spesifikasi produk sehingga kualitas dan reliabilitas produk tersebut dapat memenuhi bahkan melampaui tuntutan persyaratan pelanggan. Six Sigma terdiri dari lima langkah yaitu menggunakan metode DMAIC atau Define, Measure, Analyse, Improve, and Control. Berikut adalah pengertian dan penjelasan tentang Define, Measure, Analyse, Improve, and Control (DMAIC):
1. Define
Define adalah penetapan sasaran dari aktivitas peningkatan kualitas Six Sigma.
Langkah ini untuk mendefinisikan rencana-rencana tindakan yang harus dilakukan untuk melaksanakan peningkatan dari setiap tahap proses bisnis kunci (Gaspersz, 2005).
2. Measure
Tahap measure akan dilakukan pengambilan sampel yang digunakan untuk mengukur karakteristik Critically-To-Quality (CTQ), dan yang akan ditentukan kinerjanya menggunakan satuan pengukuran DPMO (Defect Per Milion Opportunities).
3. Analyze
Analyze merupakan langkah operasional ketiga dalam peningkatan kualitas Six Sigma. Pada tahap ini dilakukan identifikasi sumber-sumber dan akar penyebab masalah yang terjadi pada akar penyebab masalah kualitas.
4. Improve
Pada tahap ini dilakukan identifikasi sumber-sumber dan akar penyebab permasalahan yang terjadi dengan menggunakan action plan dan FMEA.
Failure Mode and Effect Analysis (FMEA) merupakan suatu prosedur terstruktur untuk mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan (failure mode) atau bisa dikatakan mengidentifikasi sumber-sumber dan akar penyebab dari suatu masalah kualitas. Dalam melakukan analisis dengan menggunakan FMEA ada tiga faktor yang diolah meliputi:
a. Severity adalah langkah pertama untuk menganalisis resiko yaitu menghitung seberapa serius kondisi yang diakibatkan jika terjadi kegagalan.
b. Occurance adalah frekuensi terjadinya penyebab dan modus kegagalan selama masa penggunaan jasa.
c. Detection merupakan tingkat kemampuan mendeteksi kegagalan sebelum efek kegagalan tersebut benar-benar terjadi. Risk Priority Number (RPN) merupakan produk matematis dari keseriusan effect (Severity), kemungkinan terjadinya cause akan menimbulkan kegagalan yang berhubungan dengan effect (Occurance), dan kemampuan untuk mendeteksi kegagalan sebelum terjadi pada kegagalan (Detection).
RPN = S x O x D...(II-3) dengan:
S = Severity O = Occurance D = Detection
RPN ini digunakan untuk memprioritaskan tindakan 5. Control
Pada tahap ini hasil peningkatan kualitas didokumentasikan dan disebarluaskan, praktik-praktik terbaik yang sukses dalam peningkatan proses distandarisasi dan disebarluaskan, prosedur didokumentasikan dan dijadikan sebagai pedoman standar.
C. Hasil Penelitian dan Pembahasan
Tahapan penelitian yang dilakukan yaitu dimulai dari melakukan pengambilan data serta melakukan penelitian dan wawancara dengan pembimbing yang bersangkutan di perusahaan.
Difine
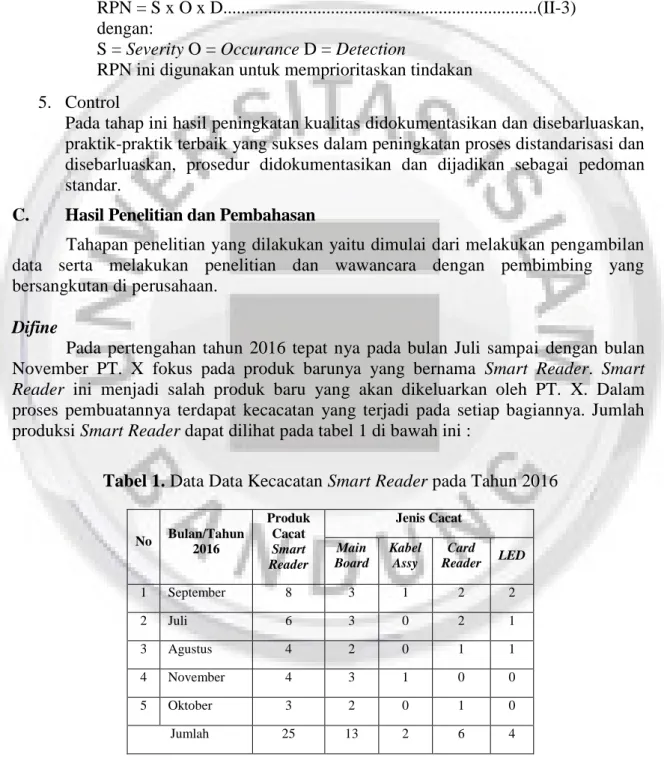
Pada pertengahan tahun 2016 tepat nya pada bulan Juli sampai dengan bulan November PT. X fokus pada produk barunya yang bernama Smart Reader. Smart Reader ini menjadi salah produk baru yang akan dikeluarkan oleh PT. X. Dalam proses pembuatannya terdapat kecacatan yang terjadi pada setiap bagiannya. Jumlah produksi Smart Reader dapat dilihat pada tabel 1 di bawah ini :
Tabel 1. Data Data Kecacatan Smart Reader pada Tahun 2016
No Bulan/Tahun 2016
Produk Cacat Smart Reader
Jenis Cacat
Main Board
Kabel Assy
Card Reader LED
1 September 8 3 1 2 2
2 Juli 6 3 0 2 1
3 Agustus 4 2 0 1 1
4 November 4 3 1 0 0
5 Oktober 3 2 0 1 0
Jumlah 25 13 2 6 4
Measure
Dari Tabel 1 maka kita dapat menentukan nilai sigma dan DPMO dapat digunakan untuk melanjutkan kapabilitas proses produksi ini. Adapun contoh nilai sigma dan DPMO yang dapat dilihat pada tabel 2 di bawah ini :
Tabel 2. Hasil Perhitungan DPMO dan Kapabilitas Sigma
Bulan Jumlah
Produksi
Jumlah Cacat
CTQ Penyebab
Cacat DPMO Sigma
Juli 25 6 4 60000.00 3.05
Agustus 15 4 4 66666.67 3.00
September 15 8 4 133333.3
3 2.61
Bulan Jumlah
Produksi
Jumlah Cacat
CTQ Penyebab
Cacat DPMO Sigma
Oktober 25 3 4 30000.00 3.38
November 25 4 4 40000.00 3.25
TOTAL dan Rata-
rata 105 25 4 66000.00 3.06
DPMO = ( Jumlah cacat / (Jumlah unit produksi x jumlah CTQ) x 1.000.000
Selanjutnya nilai DPMO dikonversi ke dalam nilai sigma berdasarkan tabel konversi.
Analyze
Untuk menunjukan sebab akibat terjainya permasalan, langka yang dilakukan adalah dengan mencari atau menemukan faktor-faktor yang menjadi penyebab terjadinya cacat yang meliputi faktor-faktor man (manusia), material (bahan) dan peralatan, method (metode), machine (mesin), environment (lingkungan).
Gambar 1. Diagram Sebab Akibat
Improve
Improve (I) merupakan langkah operasional yang ke 4 (empat) dalam program peningkatan kualitas Six Sigma. Pada tahap dilakukan beberapa hal sebagai berikut : Penetapan Actions Plan Untuk Melaksanakan Tindakan Peningkatan Kualitas, sumber- sumber penyebab masalah. Untuk mengatasi permasalahan pada diagram sebab akibat adalah sebagai berikut :
1. Meningkatkan pelatihan pekerja, dengan meningkatkan pelatihan diharapkan terjadi peningkatan kepada para pekerja sehingga dapat meminimumkan terjadinya kecacatan dalam produksi
2. Pemeriksaan mesin yang rutin, untuk itu dilakukan pengecekan pada perangkat
lunak dan perangkat keras mesin secara teratur dengan kurun waktu 6 (eman) bulan sekali, agar proses software pada produk Smart Reader tidak lagi melakukan penyetingan ulang terhadap mesin tersebut.
3. Peningkatan fasiltas terhadap pekerja, perusahaan harus memberikan pendingin ruangan agar para pekerja nyaman saat beraktivitas dan memberikan alat kerja yang sesuai dengan apa yang dibutuhkan oleh para pekerja, agar para pekerja lebih semangat dan senang dalam bekerja.
Perancangan Perbaikan Cacat dengan Menggunakan Metode FMEA
Usulan perancangan ini dimulai dengan memprioritaskan faktor-faktor yang paling beresiko. Penentuan faktor beresiko yang disebabkan oleh munculnya jenis cacat ini ditentukan pada nilai RPN (Risk Priority Number) tertinggi, dengan mengetahui tingkat kerumitan/resiko (severety), banyaknya frekuensi kejadian (occurance), dan banyaknya kejadian yang terdeteksi (detection). Nilai RPN diperoleh dari rumus S x O x D
Menentukan Tingkat Severity
Setelah dilakukan diskusi dan wawancara dengan pembimbing lapangan pada bagian produksi di divisi HCM (Human Capital Managemen) dan melihat dari tabel panduan yang ada untuk menentukan peringkat Severety bagi masing-masing kegagalan tersebut dapat dikategorikan yang dapat dilihat pada tabel 3 di bawah ini :
Tabel 3. Tingkat Pengaruh dari Tiap-Tiap Kegagalan (Severity)
No Faktor Penyebab Cacat Peringkat Severity
1 Skill tenaga kerja berbeda-beda 6
2 Kurang teliti 7
3 Terburu-buru 6
4 Kurang disiplin 7
5 Umur mesin relatif tua 6
6 Peralatan kerja seadanya 7
7 Setting mesin yang berubah 7
8 Pengerjaan secara manual 6
9 Bahan baku yang mudah bolong dan meleleh 6
Occurance
Occurance merupakan rangking yang menunjukan seberapa sering penyebab kegagalan atau mekanisme yang spesifik sudah diperhitungkan akan terjadi. Intensitas dari masing-masing kegagalan ditentukan berdasarkan banyaknya kegagalan terjadi selama satu periode diperoleh dari data kecacatan produk maka akan mendapatkan asil perkiraan kriteria evaluasi dan sistem rating untuk Occurance, yang dapat dilihat pada tabel 4 dibawah ini :
Tabel 4. Tingkat Pengaruh dari Tiap-Tiap Kegagalan (Occurance)
No Faktor Penyebab Cacat Persentase
Penyebab Cacat
Peringkat Occurance
1 Skill tenaga kerja berbeda-beda 12% 6
2 Kurang teliti 11% 5
3 Terburu-buru 10% 6
4 Kurang disiplin 10% 5
5 Umur mesin relatif tua 11% 5
6 Peralatan kerja seadanya 11% 6
7 Setting mesin yang berubah 15% 6
8 Pengerjaan secara manual 10% 5
9 Bahan baku yang mudah bolong dan
meleleh 10% 6
Detection
Peringatan detection menjelaskan bagaimana cara untuk mendeteksi kegagalan atau akibat kegagalan tersebut. Untuk menentukan peringatan detection masing- masing kegagalan dilakukan diskusi dan wawancara dengan pembimbing dapat dilihat pada tabel 5 dibawah ini :
Tabel 5. Tingkat Pengaruh dari Tiap-Tiap Kegagalan (Detection)
No Faktor Penyebab
Cacat Kemungkian Deteksi Peringkat
Detection 1 Skill tenaga kerja
berbeda-beda
Kemungkinan pengontrolan kegagalan
sangat rendah 7
2 Kurang teliti Pengontrol tidak akan menemukan
potensi kegagalan 8
3 Terburu-buru Kemungkinan pengontrolan kegagalan
sangat rendah 7
4 Kurang disiplin Kemungkinan pengontrolan kegagalan
sangat rendah 7
5 Umur mesin relatif tua Kemungkinan pengontrolan kegagalan
sangat rendah 7
6 Peralatan kerja seadanya Pengontrol tidak akan menemukan
potensi kegagalan 8
7 Setting mesin yang berubah
Pengontrol tidak akan menemukan
potensi kegagalan 8
8 Pengerjaan secara manual
Kemungkinan pengontrolan kegagalan
sangat rendah 7
9 Bahan baku yang mudah bolong dan meleleh
Pengontrol tidak akan menemukan
potensi kegagalan 8
Menentukan Risk Priority Number
Risk Priority Number atau RPN didapat denagn mengalikan nilai peringkat dari nilai severity (Sev), Occurance (Occ), Detection (Det). RPN merupakan perhitungan matematik untuk menunjukan tingkat keseriusan dari dampak kegagalan,
kemungkinan penyebab akan menghasilkan kegagalan yang sesuai dengan dampak tersebut dan kemampuan untuk mendeteksi kegagalan. Berikut adalah nilai Risk Priority Number yang dapat dilihat pada tabel 6 di bawah ini :
Tabel 6. Nilai RPN (Risk Priority Number)
No Faktor Penyebab Cacat Severity Occurance Detection RPN
1 Skill tenaga kerja berbeda-beda 6 6 7 402
2 Kurang teliti 7 5 8 280
3 Terburu-buru 6 6 7 402
4 Kurang disiplin 7 5 7 245
5 Umur mesin relatif tua 6 5 7 210
6 Peralatan kerja seadanya 7 6 8 336
7 Setting mesin yang berubah 7 6 8 336
8 Pengerjaan secara manual 6 5 7 210
9 Bahan baku yang mudah bolong dan meleleh 6 6 8 288
Control
Control merupakan tahap akhir dalam proyek peningkatan kualitas Six Sigma dan penurunan DPMO. Setelah mengidentifikasi prosedur-prosedur pengendalian produksi terhadap hasil perbaikan, maka prosedur tersebut dapat dikelompokan ke dalam meode 5W+2H yang dapat dilihat pada tabel 7 di bawah ini :
Tabel 7. Prosedur Pengendalian Perbaikan Kualitas Kecacatan pada Bagian Proses Main Board
5W 2H Deskripsi
What (Apa)? Pengendalian kualitas perbaikan kecacatan pada proses Main Board.
Where
(Dimana)? PT. INTI pada bagian proses Main Board.
When (Kapan)?
Setelah dilakukuan tindakan-tindakan perbaikan yang tepat untuk faktor-faktor yang mempengaruhi kecacatan pada proses Main Board.
Who (Siapa)? Orang yang yang terlibat langsung dalam proyek Six Sigma yang dijelaskan pada tahapan Define.
Why (Kenapa)?
Dapat menurunkan jumlah cacat dan meningkatkan level sigma.
How (Bagaimana)?
Metaati prosedur yan telah dijadikan standar untuk faktor-faktor yang mempengaruhi pada proses Main Board dan juga menyebarluaskan hal tersebut kepada pemilik atau penanggung jawab proses.
D. Kesimpulan
Kesimpulan yang dapat diambil dari penelitian yang telah dilakukan pada sebelumnya yaitu sebagai berikut :
1. Penerapan metode Six Sigma yang dilakukan sebagai strategi perbaikan untuk menghilangkan pemborosan, dan mengurangi biaya karena menghasilkan kualitas buruk.
2. Membeperbaiki efektivitas dan efisien kegiatan operasi hingga mampu menghasilkan produk yang memenuhi kebutuhan dan harapan pelanggan.
Daftar Pustaka
Brue, Greg, Six Sigma For Managers, Penerbit Canary, Jakarta, 2002
Gaspersz, V., 2001. Production and Inventory Control Berdasarkan Pendekatan Sistem Terintegrasi MRP II dan JIT Menuju Manufakturing 21, Jakarta: PT.Gramedia Pustaka Utama.
Pande, S,Peter, Neuman, P, Robert< and Cavanagh, R, Rolan., The Six Sigma Way, Penerbit Andy, Yogyakarta, 2002.