4 BAB II
LANDASAN TEORI
2.1 Lean manufacturing 2.1.1 Konsep Lean
Lean merupakan filosofi manajemen proses yang berasal dari Toyota Production System (TPS) yang dirintis di Jepang oleh Taichii Onho dan Shiego Shingo. Tujuan dari Toyota Production System yaitu untuk meminimasi biaya, mengingkatkan kualitas dan ketepatan pengiriman dengan mengeliminasi waste sehingga dapat memperlancar aliran produksi. Tujuan dari Lean sendiri adalah untuk mereduksi waste pada semua proses sehingga dapat memaksimalkan efisiensi proses. Lean yang diterapkan pada proses manufacturing disebut Lean manufacturing.
Menurut Gaspersz (2007) Lean didefinisikan sebagai pendekatan sistematik untuk menghilangkan waste atau aktivitas-aktivitas yang tidak bernilai tambah (non value adding activities) melalui peningkatan terus menerus secara radikal dengan cara mengalirkan produk dan informasi menggunakan sistem tarik (Pull System) dari pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan.
Konsep Lean menurut Wahab, Mukhtar, and Sulaiman (2013) adalah penggunaan SDM dan SDA secara efisien melalui minimasi waste untuk memperoleh nilai pelanggan setinggi-tingginya, sedangkan tujuan dari penggunaan lean dalam proses operasi adalah untuk memperpendek lead time, peningkatan produktivitas dan kualitas, serta meminimalkan biaya dan sebagainya.
Lean manufacturing menurut Waluyo (2010) adalah suatu strategi perbaikan secara terus menerus dalam proses produksi. Hal ini dilakukan untuk mengetahui jenis – jenis dan faktor penyebab terjadinya waste. Perbaikan secara terus menerus dalam lean manufacturing dilakukan dengan mengurangi waste yang ada sehingga waktu produksi menjadi lebih kecil dikarenakan aliran nilai (value stream) berjalan lancar.
2.1.2 Prinsip Lean
MenurutlGaspersz (2007), lima prinsip dasar Lean antara lain :
1. Melakukan identifikasi nilai produk baik barang ataupun jasa menurut perspektif konsumen, dimana setiap konsumen tentunya menginginkan barang ataupun jasa dengan kualitas tinggi, harga yang kompetitif serta service yang tepat waktu.
2. Melakukan pemetaan proses pada aliran nilai (value stream process mapping) untuk setiap produk baik barang maupun jasa.
3. Mengurangi pemborosan (waste) atau kegiatan yang tidak bernilai tambah dari segala aktivitas sepanjang proses.
4. Mengatur agar aliran material, informasi, dan produk berjalan lancar dan efisien sepanjang proses menggunakan sistim tarik (pull system).
5. Secara continue mencari teknik dan tools guna mencapai keunggulan melalui peningkatan secara terus menerus.
Sedangkan 5 prinsip dasar lean menurut Hines and Taylor (2000))yaitu : 1. Specify Value, yaitu menentukan hal apa yang dapat menambah nilai dari suatu
produk atau jasa dilihat dari perspektif konsumen dan bukan perspektif perusahaan.
2. Identify Whole Value Stream, yaitu melakukan identifikasi mengenai langkah- langkah yang dibutuhkan untuk mengetahui waste yang ada sepanjang value stream. Langkah-langkah ini dimulai dari proses perancangan, pemesanan dan pembuatan produk.
3. Flow, yaitu melakukan kegiatan yang dapat menciptakan suatu produk tanpa adanya gangguan seperti rework, aliran balik ataupun kegiatan menunggu.
4. Pulled, yaitu mengetahui kegiatan-kegiatan pentinng yang diperlukan untuk menciptakan sesuatu yang diinginkan konsumen.
5. Perfection, yaitu menghilangkan pemborosan (waste) secara bertahap dan berkelanjutan sebagai upaya untuk mencapai kesempurnaan.
2.1.3 Tujuan Lean manufacturing
Tujuan penerapan Lean manufacturing adalah sebagai berikut (Waluyo, 2010):
1. Mengurangi defect dan jumlah bahan baku yang berlebihan serta mengurangi biaya yang berkaitan dengan proses rework atau proses pengerjaan ulang suatu material karena cacat dan tidak sesuai karakteristik produk yang diinginkan konsumen.
2. Meminimasi lead time dan waktu produksi dengan mereduksi waktu tunggu yang ada selama proses, sebagai contoh yaitu waktu persiapan untuk proses produksi.
3. Meminimasi inventory pada seluruh tahapan proses produksi, baik inventory bahan baku yang terdapat pada gudang material, inventory selama work in process ataupun inventory produk jadi yang ada di gudang finish good.
4. Mengurangi waktu menganggur pada pekerja sehingga waktu bekerja bagi pekerja bekerja lebih dipastikan. Hal ini akan bera=dampak pada peningkatan produktivitas.
5. Menggunakan peralatan serta ruang lantai produksi secara efisien melalui pengurangan bottlenecks dan downtime mesin, serta meningkatkan proses produksi.
6. Perubahan biaya dan waktu produksi yaitu menjadi lebih kecil dari sebelumnya.
2.2 WastelataulPemborosan
Menurut Gaspersz (2007) pemborosan merupakan segala aktivitas kerja yang tidak memberikan nilai tambah dalam proses transformasi input menjadi output sepanjang value stream, dimana value stream sendiri diartikan sebagai proses untuk membuat, memproduksi, dan menyerahkan produk baik produk atau jasa ke pasar.
Jenis-jenis aktivitas yang sering terjadi di dalam proses produksi menurut Hines and Taylor (2000a) yaitu :
1. Value adding activity, yaitu segala aktivitas dalam menghasilkan produk atau jasa yang memberikan nilai tambah di mata customer.
2. Non value adding activity, yaitu segala aktivitas dalam menghasilkan produk atau jasa yang tidak memberikan nilai tambah di mata customer. Aktivitas inilah yang disebut waste yang harus dijadikan target untuk segera dihilangkan.
3. Necessary non value adding activity, yaitu segala aktivitas dalam menghasilkan produk atau jasa yang tidak memberikan nilai tambah dimata customer, tetapi aktivitas ini dibutuhkan pada suatu sistem produksi. Aktivitas ini tidak dapat dihilangkan dalam jangka waktu pendek tetapi dapat dibuat lebih efisien.
Contohnya yaitu aktivitas inspeksi disetiap tahapan proses produksi.
Tujuh waste dalam proses produksi yang terdapat pada Toyota Production System (TPS) adalah sebagai berikut :
1. Over Production (produksi berlebih)
Merupakan waste yang ditimbulkan akibat kelebihan produksi baik barang jadi ataupun barang setengah jadi. Hal ini berdampak pada penuhnya gudang dikarenakan produk yang disimpan di gudang terlalu banyak.
2. Defect (cacat)
Merupakan waste yang berupa ketidaksempurnaan atau adanya kerusakan pada suatu produk sehingga menyebabkan produk harus dikerjakan ulang (rework).
Hal ini akan menyebabkan biaya tambahan yang berupa biaya tenaga kerja, komponen yang digunakan dalam perbaikan dan biaya-biaya lainnya.
3. Unnecessary Inventory (persediaan yang tidak perlu)
Merupakan waste yang ditimbulkan akibat penyimpanan barang berlebih yang sebenarnya tidak diperlukan. Sebagai contoh menyimpan bahan baku yang sudagh kadaluwarsa.
4. OverlProcessing((proses berlebih)
Merupakan waste yang ditimbulkan karena adanya proses yang berlebihan.
Tidak semua proses memberikan nilai tambah bagi suatu produk. Proses yang tidak memberikan nilai tambah ini merupakan pemborosan atau proses yang berlebihan. Contohnya yaitu melakukan inspeksi yang berulang kali, proses
persetujuan yang harus melewati banyak orang. Semua customer menginginkan produk yang berkualitas, bukan proses inspeksi berulang kali tetapi yang diperlukan adalah bagaimana menjamin kualitas produk pada saat proses produksinya.
5. Transportation (transportasi)
Merupakan waste yang terjadi karena pengaturan tata letak (layout) yang kurang tepat sehingga memerlukan pemindahan barang dari satu tempat ke tempat lain. Contohnya seperti lokasi gudang yang jauh dari lantai produksi.
Kesalahan dalam penataan layout produksi dapat mengakibatkan lamanya waktu produksi sehingga proses produksi menjadi tidak efisien.
6. Waiting (menunggu)
Merupakan waste yang terjadi karena adanya ketidakseimbangan lini produksi sehingga menyebabkan operator atau mesin harus menunggu untuk melakukan pekerjaan. Penyebab lain dari waste of waiting yaitu adanya kerusakan mesin, supply bahan baku yang terlambat dan hilangnya alat kerja.
7. Unnecessary Motion (gerakan berlebih)
Merupakan waste yang terjadi karena adanya gerakan yang tidak diperlukan oleh operator atau tidak memberikan nilai tambah pada suatu produk maupun proses seperti berjalan, mencari alat atau bahan. Waste jenis ini biasanya terjadi karena kondisi lingkungan kerja dan peralatan yang tidak ergonomis sehingga dapat menyebabkan rendahnya produktivitas pekerja dan bertambahnya waktu proses.
2.3 Value Stream Mapping (VSM)
Menurut Nash and Poling (2011) Value Stream Mapping merupakan tools berfungsi untuk memetakan aliran material dan informasi pada proses produksi dari bahan menjadi produk jadi. Value Stream Mapping merupakan langkah awal bagi perusahaan dalam mengidentifikasi waste yang ada. VSM merupakan suatu metode yang digunakan untuk menggambarkan aliran informasi dan aliran fisik dari tiap- tiap satsiun kerja (Michael, David, John, & Mark, 2005). Dengan menggunakan
tools ini berarti memulai dengan gambaran besar dalam menyelesaikan permasalahan dan melakukan peningkatan secara menyeluruh.
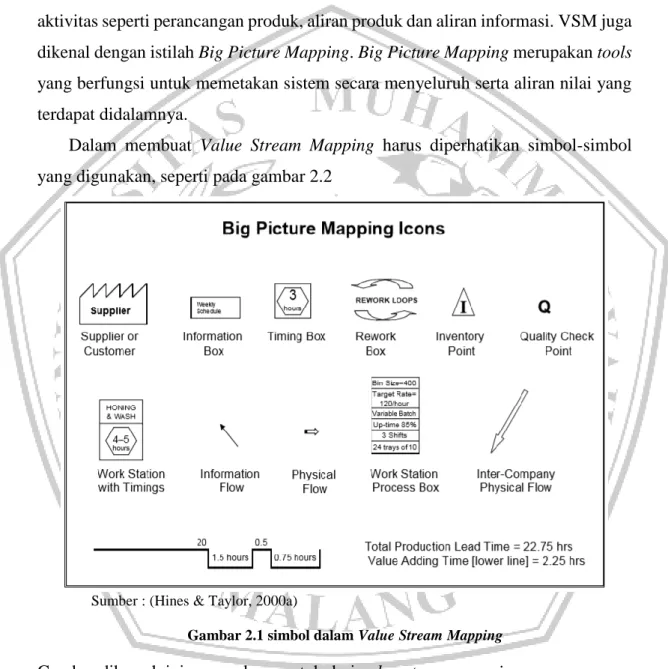
Menurut Womack & Jones (2003), Value Stream Mapping adalah segala aktivitas baik yang bernilai tambah ataupun yang tidak bernilai tambah yang diperlukan dalam prosesIproduksi. VSM mampu mendeskripsikan aktivitas- aktivitas seperti perancangan produk, aliran produk dan aliran informasi. VSM juga dikenal dengan istilah Big Picture Mapping. Big Picture Mapping merupakan tools yang berfungsi untuk memetakan sistem secara menyeluruh serta aliran nilai yang terdapat didalamnya.
Dalam membuat Value Stream Mapping harus diperhatikan simbol-simbol yang digunakan, seperti pada gambar 2.2
Sumber : (Hines & Taylor, 2000a)
Gambar 2.1 simbol dalamlValuelStreamlMapping
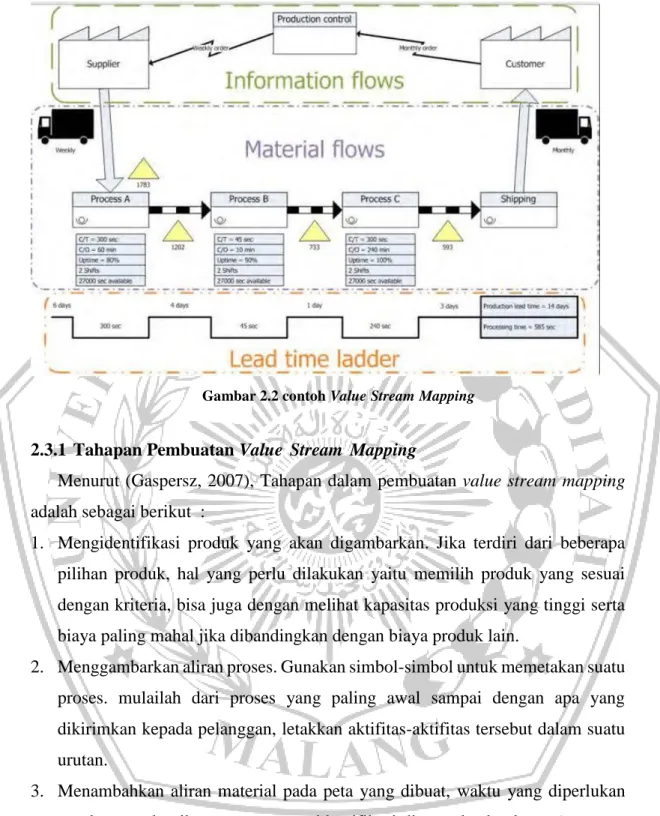
Gambarldibawah inilmerupakan contoh dari valuelstreamlmapping.
Gambar 2.2 contohlValuelStreamlMapping
2.3.1 Tahapan Pembuatan ValueIStreamIMapping
Menurut (Gaspersz, 2007), Tahapan dalam pembuatan value stream mapping adalah sebagai berikut :
1. Mengidentifikasi produk yang akan digambarkan. Jika terdiri dari beberapa pilihan produk, hal yang perlu dilakukan yaitu memilih produk yang sesuai dengan kriteria, bisa juga dengan melihat kapasitas produksi yang tinggi serta biaya paling mahal jika dibandingkan dengan biaya produk lain.
2. Menggambarkan aliran proses. Gunakan simbol-simbol untuk memetakan suatu proses. mulailah dari proses yang paling awal sampai dengan apa yang dikirimkan kepada pelanggan, letakkan aktifitas-aktifitas tersebut dalam suatu urutan.
3. Menambahkan aliran material pada peta yang dibuat, waktu yang diperlukan untuk menyelesaikan suatu proses, identifikasi dimana letak adanya inventory dan berapa banyak, di titikmana adanya aktivitas inspeksi, persentase defect, siklus rework, cycle time setiap proses, waktu yang diperlukan untuk memindahkan material antar stasiunlkerja, serta titik bottelneck yang terjadi.
4. Data-data yang sudah berhasil dikumpulkan kemudian diinputkan kedalam value stream mapping. Selanjutnya yaitu mengubungkan aliran fisik dan informasi menggunakan anak panah.
5. Melengkapi value stream mapping yang telah tergambar dengan informasi terkait lead time dan value adding time dari keseluruhan proses. Informasi tersebut diletakkan pada peta bagian bawah .
6. Melakukan pengecekan untuk membandingkan value stream mapping yang telah digambar dengan kondisi nyata di perusahaan.
2.4 Value Stream Analysis Tool (VALSAT)
Menurut Hines and Rich (1997) Value Stream Analysis Tools merupakan tools yang diperlukan sebagai alat bantu untuk memetakan value stream yang berfokus pada value adding process sehingga mempermudah pemahaman terhadap value stream yang ada. VALSAT merupakan suatu pendekatan yang digunakan dengan melakukan pembobotan waste dan dari pembobotan tersebut akan dilakukan pemilihan tool menggunakan matrik.
Terdapat tujuh jenis detailed mapping tools yang paling umum digunakan, yaitu Hines and Rich (1997) :
1. Process Activity Mapping (PAM)
Merupakan suatu pemetaan yang berfungsi untuk memetakan secara detail tiap aktivitas dalamlproseslproduksi. Pemetaan ini mampu mengidentifikasi kegiatan yang termasuk value adding activity, necessary but non value adding activity dan non value adding activity. Dalam PAM, Kegiatan-kegiatan akan diklasifikasikan menjadi beberapa kategori yaitu operasi (O), inspeksi (I), transportasi (T), penyimpanan (S) dan penundaan (D). Lima langkah untuk membuat PAM adalah sebagai berikut :
a. Memahami aliran proses.
b. Melakukan identifikasi waste.
c. Meninjau apakah proses dapaat disusun ulang dengan urutan yang berbeda yang tentunya lebih efisien.
d. Pengaturan rute transportasi dengan mempertimbangkan pola aliran dan tata letak yang lebih baik.
e. Meninjau tahapan proses produksi secara keseluruhan apakah memang diperlukan dan memikirkan kemungkinan apa yang mungkin akan terjadi jika ada aktivitas yang dihilangkan.
Konsep dari PAM adalah berusaha untuk mengurangi waste yang ada dengan menghapus kegiatan yang tidak memberikan nilai tambah, mempersingkat, menyatukan dan mencari perubahan urutan proses.
2. Supply Chain Respone Matrix (SCRM)
Merupakan tool yang berfungsi untuk menggambarkan hubungan antara inventory dan lead time pada jalur distribusi sehingga dapat diketahui adanya peningkatan maupun penurunan inventory dan lead time. Dari fungsi tersebut dapat digunakan sebagai bahan pertimbangan manajemen untuk merencanakan kebutuhan stock agar dapat dapat mengurangi lead time. Tujuan dari SCRM yaitu untuk mempertahankan dan meningkatkan tingkat pelayanan pada setiap jalur.
3. ProductionlVarietylFunnel (PVF)
Yaitu metode pemetaan dengan melakukan pemetaan jumlah variansi produk dari tiap-tiap proses. PFV dapat digunakan untuk mengetahui titik terjadinya bottleneck dan melakukan identifikasi titik dalam suatu produk umum yang diproses menjadi beberaoa produk yang spesifik. Dengan demikian PFV dapat digunakan untuk melakukan perubahan pada proses dengan melakukan perbaikan dan mengurangi inventory (persediaan)
4. QualitlFilterlMapping (QFM)
Yaitu tools yang berfungsi untuk mengetahui titik dimana terjadi permasalahan cacat kualitas yang terdapat pada supply chain. Pengembangan jangka pendek dilakukan untuk mengevaluasi ketidaksesuaian kualitas yang sering terjadi.
QFM mengidentifikasi tiga jenis kecacacat pada kualitas antara lain productldefect (produk tidak sesuai standart yang ditetapkan namun sampai di konsumen karena lolos pada saat proses inspeksi), serviceldefect (Permasalahan yang dirasakan customer berkaitan dengan cacat kualitas pelayanan seperti
keterlambatan waktu pengiriman, kesalahan pada saat packing maupun labelling, serta permasalahan keretakan), dan scrapldefect (ketidaksesuaian yang masih berada dalam internal perusahaan dan berhasil lolos pada saat inspeksi)
5. DemandlAmplificationlMappingl (DAM)
Yaitu tools yang digunakan untuk memetakan perubahan permintaan (demand) sepanjang supply chain dalam kurun waktu tertentu. Demand yang ditransmisikan disepanjang rantai supply menggunakan strategi inventory dan order akan mengalami variansi yang semakin tinggi dalam setiap pergerakanya mulai dari downstream sampai dengan upstream. Informasi ini dapat dimanfaatrkan dalam penarikan keputusan dan analisa lanjutan untuk mengantisipasi terjadinya perubahan demand, mengatur fluktuasi serta mengevaluasi strategi inventory.
6. DecisionlPointlAnalysisl (DPA)
Yaitu tools yang berfungsi untuk menentukan permintaan aktual dengan sistim tarik sebagai tumpuan untuk merencanakan forecast. Adanya informasi tersebut berguna untuk mengetahui letak terjadinya kesalahan dalam penentuan titik keputusan. DPA tools biasanya digunakan pada pabrik dengan karakteristik finish good product bervariasi dengn jumlah komponen yang terbatas.
7. PhysicallStructure (PS)
Yaitu alat yang berfungsi mengetahui kondisi supply chain pada proses produksi. Hal tersebut perlu dilakukan untuk mengetahui adanya value adding activity, non valueladding activity dan necessary but nonlvalue adding activity.
Selain itu tools ini juga diperlukan untuk memahami bagaimana pengoperasiaanya yang bertujuan untuk mengarahkan fokus pada area yang mungkin belum diperhatikan untuk pengembangan.
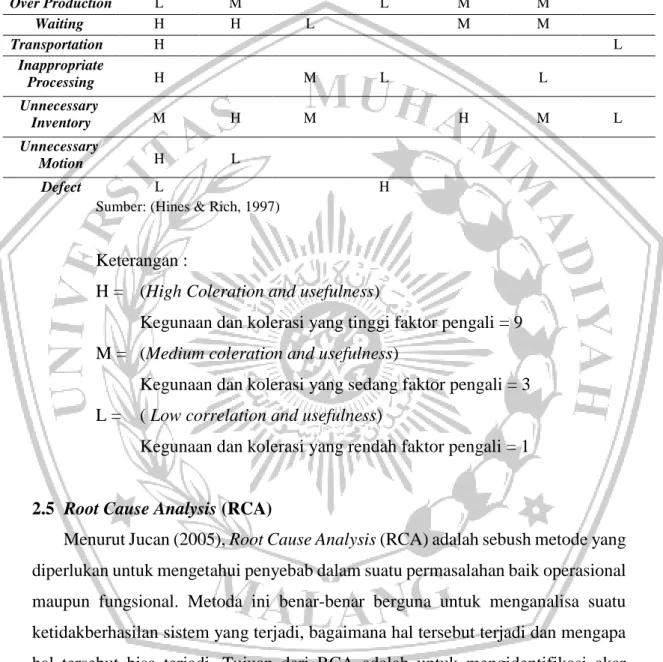
Penggunaan ketujuh alat pemetaan diatas didasarkan pada kondisi perusahaan dan dilakukan dengan mengacu pada tabel value stream mapping tools sebagai berikut :
Tabel 2.1 The Seven Stream Mapping Tools
Waste
Process Activity Mapping
Supply Chain Response
Matrix
Producti- on Variety Funnel
Quality Filter Mapping
Demand Amplifacti
-on Mapping
Decision Point Analysis
Physical Structure
Over Production L M L M M
Waiting, H H L M M
Transportationn H L
Inappropriate
Processing H M L L
Unnecessaryi
Inventory M H M H M L
Unnecessary/
Motion H L
Defect L H
Sumber: (Hines & Rich, 1997)
Keterangan :
H = (High Coleration and usefulness)
Kegunaan dan kolerasi yang tinggi faktor pengali = 9 M = (Medium coleration and usefulness)
Kegunaan dan kolerasi yang sedang faktor pengali = 3 L = ( Low correlation and usefulness)
Kegunaan dan kolerasi yang rendah faktor pengali = 1
2.5 Root Cause Analysis (RCA)
Menurut Jucan (2005), Root Cause Analysis (RCA) adalah sebush metode yang diperlukan untuk mengetahui penyebab dalam suatu permasalahan baik operasional maupun fungsional. Metoda ini benar-benar berguna untuk menganalisa suatu ketidakberhasilan sistem yang terjadi, bagaimana hal tersebut terjadi dan mengapa hal tersebut bisa terjadi. Tujuan dari RCA adalah untuk mengidentifikasi akar penyebab dari suatu permasalahan sehingga diketahui akar penyebab dari masalah yang ada.
5 whys merupakan salah satu metode yang termasuk root cause analysis yang dapat digunakan untuk mengidentifikasi akar akar dari suatu permasalahan. 5 Whys
merupakan metode yang digunakan unyuk menggali penyebab suatu masalah secara mendalam. Sakichi Toyoda adalah orang yang petama kali mengembangkan metode 5 whys ini dan langsung digunakanisebagaiimetodologiiToyota Motor Cooperation selama pengembangan manufakturimereka dan merupakanibagian pentingidariiprosesipenyelesaianimasalahiyangimenjadiibagianidariiTPSi(Toyota ProductioniSystem).
TaiichiSOnho (1950) menerangkan bahwahmetode 5 Whysiadalah dasaridari pendekatan ilmiahiToyota. Ia menegaskan “pemecahanimasalah yangisebenarnya membutuhkaniidentifikasi akar penyebab bukan sumber, akaripenyebab terletak tersembunyi dibalikisumber”. Denganimengulangi bertanya sebanyak lima kali, penyebabimasalahiyangisebenarnyaiakaniditemukan,ibegituijugaidenganisolusina.
Langkah-langkah untuk membuat 5 Ways adalah sebagai berikut :
1. Uraikan permasalahan yang telah ditemukan. Menguraikan masalah dengan lengkap akan dapat membantu merumuskan dan menjelaskan suatu masalah 2. Mengajukan pertanyaan mengenai mengapa masalah dapat terjadi. Jawaban dari
pertanyaan tersebut ditulis dibawah masalah.
3. Apabila jawabaniyang diperoleh belum dapat menjawab permasalahan yang dijelakan pada step satu, maka pertanyaan dilanjutkan dengan bertanya mengapa kemudian menuliskan jawaban ke samping.
4. Step 3 dilanjutkan secara terus menuerus sampai tim menyetujui bahwa penyebab suatu masalah yang ditemukan. Pertanyaankmengapakini dapat dilakukankkurang lebihk5 kali.
2.6 Analitycal Hierarchi Process (AHP)
AHP adalah metodeiyang memiliki prosedur sistematis yang digunakaniuntuk menyelesaikan masalahkMulti CriterialDecission Making (Kilincci & Onal, 2011).
AHP termasukn suatu model pendukungkkeputusan yang dikembangkan oleh Thomas L Saaty. Model pendukungkkeputusan ini akan menguraikankmasalah multikfaktor atau multikkritera yang kompleks menjadi suatu hirarki. Menurut Saaty (1993) kHirarki didefiniskanksebagai suatukrepresentasi dari sebuah permasalahan yang kompleks dalam suatukstruktur multi level dimana level
pertama adalah tujuan, diikutiklevel faktor, kriteria dan sub kriteriakhingga level terakhir dari alternatif.
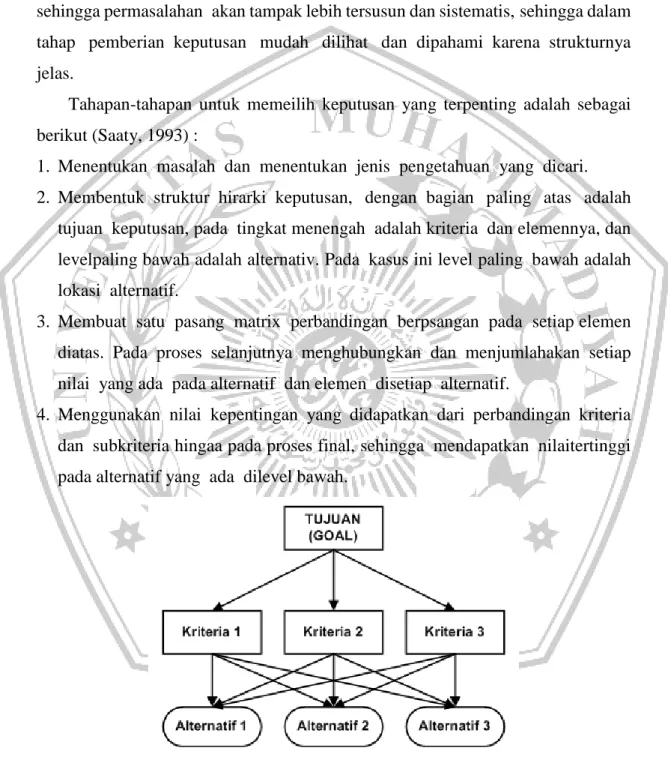
Dengankhirarki, suatukmasalah yang komplek bisa dijabarkan dalam kelompok – kelompok yang kemudian diatur menjadiksuatu bentuk hirarki sehingga permasalahan iakan tampak lebih tersusun dan sistematis,lsehingga dalam tahap pemberiankkeputusan mudah dilihat dankdipahamikkarenakstrukturnya jelas.
Tahapan-tahapan untuk memeilih keputusan yang terpenting adalah sebagai berikut (Saaty, 1993) :
1. Menentukankmasalahkdankmenentukankjeniskpengetahuankyangkdicari.
2. Membentukkstrukturkhirarkikkeputusan, dengankbagian paling atas adalah tujuankkeputusan, padaktingkat menengahkadalah kriteriakdan elemennya, dan levelpaling bawah adalah alternativ. Padakkasuslini level palingkbawah adalah lokasikalternatif.
3. Membuat satu pasang matrix perbandingan berpsangan pada setiapielemen diatas. Pada proses selanjutnyakmenghubungkankdankmenjumlahakanksetiap nilaikyang adakpada alternatifkdan elemenkdisetiapkalternatif.
4. Menggunakanknilaikkepentingan yang didapatkan dari perbandingan kriteria danksubkriteria hingaa pada proses final, sehinggakmendapatkanknilaitertinggi pada alternatif yangkadakdilevel bawah.
Gambar 2.3 struktur hirarki
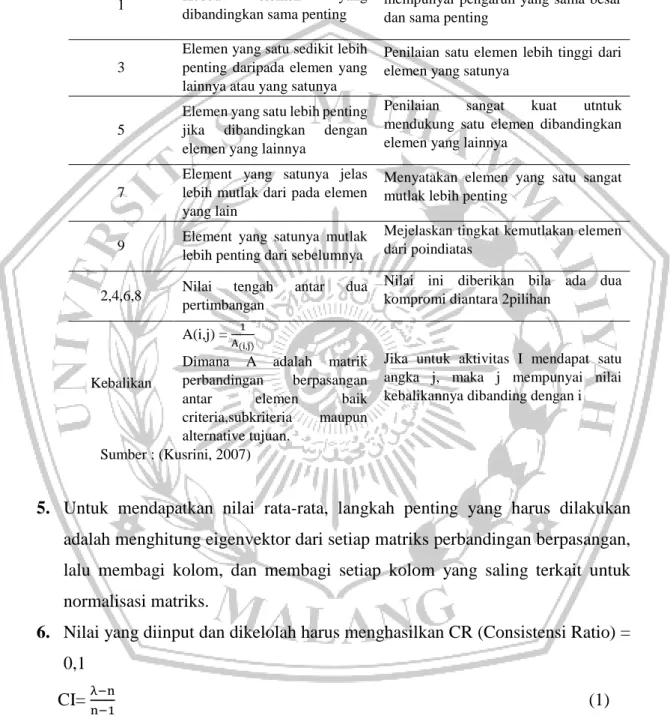
Tabel 2.2 nilai intensitas kepentingan AHP Intensitas
kepentingan Definisi Penjelasan
1 Kedua elemen yang
dibandingkan sama penting
Kedua elemen yang dibandingkan mempunyai pengaruh yang sama besar dan sama penting
3
Elemen yang satu sedikit lebih penting daripada elemen yang lainnya atau yang satunya
Penilaian satu elemen lebih tinggi dari elemen yang satunya
5
Elemen yang satu lebih penting jika dibandingkan dengan elemen yang lainnya
Penilaian sangat kuat utntuk mendukung satu elemen dibandingkan elemen yang lainnya
7
Element yang satunya jelas lebih mutlak dari pada elemen yang lain
Menyatakan elemen yang satu sangat mutlak lebih penting
9 Element yang satunya mutlak lebih penting dari sebelumnya
Mejelaskan tingkat kemutlakan elemen dari poindiatas
2,4,6,8 Nilai tengah antar dua pertimbangan
Nilai ini diberikan bila ada dua kompromi diantara 2pilihan
Kebalikan
A(i,j) = 1
A(i,j)
Dimana A adalah matrik perbandingan berpasangan antar elemen baik criteria,subkriteria maupun alternative tujuan.
Jika untuk aktivitas I mendapat satu angka j, maka j mempunyai nilai kebalikannya dibanding dengan i
Sumber : (Kusrini, 2007)
5. Untuk mendapatkan nilai rata-rata, langkah penting yang harus dilakukan adalah menghitung eigenvektor dari setiap matriks perbandingan berpasangan, lalu membagi kolom, dan membagi setiap kolom yang saling terkait untuk normalisasi matriks.
6. Nilai yang diinput dan dikelolah harus menghasilkan CR (Consistensi Ratio) = 0,1
CI= λ−n
n−1 (1)
Keterangan :
n = banyak kriteria atau sub kriteria CI = indeks konsisten (Consisten Index)
CR= CI
RI (2)
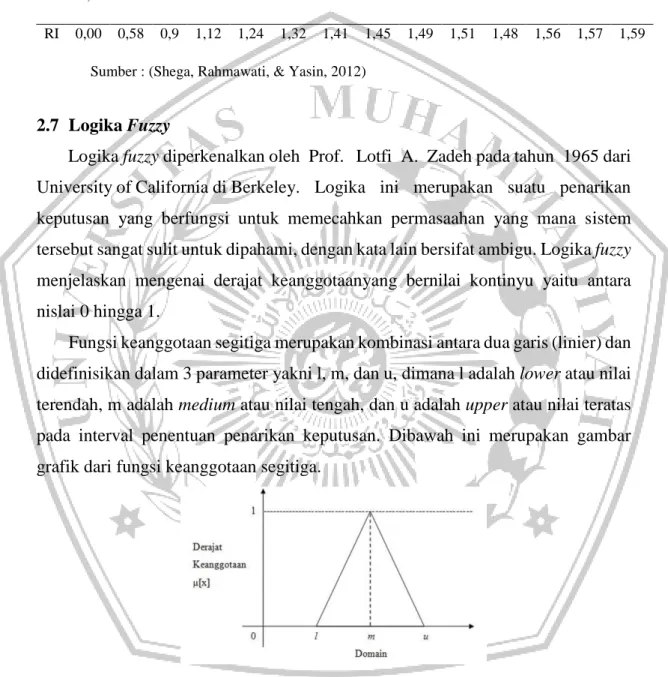
Tabel 2.3 Nilai RI (Random Index)
N 1,2 3 4 5 6 7 8 9 10 11 12 13 14 15
RI 0,00 0,58 0,9 1,12 1,24 1,32 1,41 1,45 1,49 1,51 1,48 1,56 1,57 1,59
Sumber : (Shega, Rahmawati, & Yasin, 2012)
2.7 LogikatFuzzy
Logikatfuzzytdiperkenalkantoleh Prof. tLotfi A. Zadehtpadattahun 1965tdari UniversitytoftCaliforniatditBerkeley. Logika ini merupakan suatu penarikan keputusan yang berfungsi untuk memecahkan permasaahan yang mana sistem tersebut sangat sulit untuk dipahami, dengan kata lain bersifat ambigu. Logika fuzzy menjelaskan mengenai derajat keanggotaanyang bernilai kontinyu yaitu antara nislai 0 hingga 1.
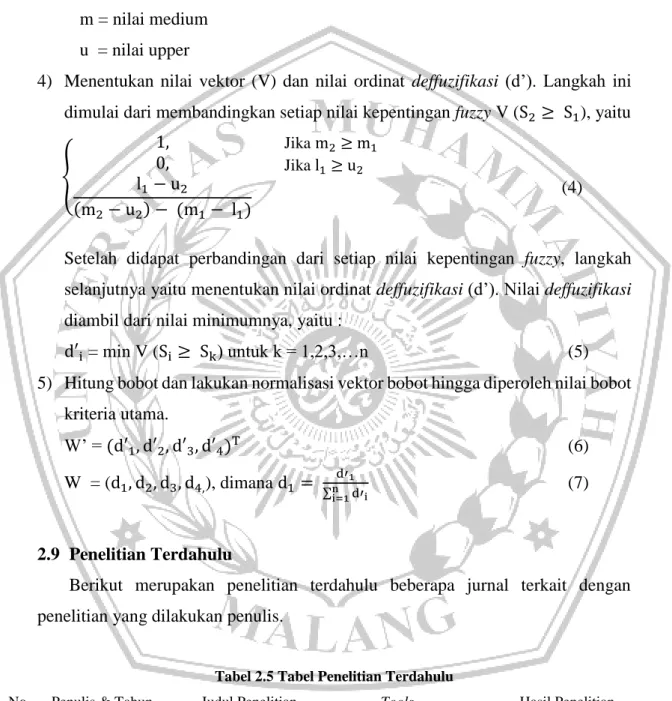
Fungsi keanggotaan segitiga merupakan kombinasi antara dua garis (linier) dan didefinisikan dalam 3 parameter yakni l, m, dan u, dimana l adalah lower atau nilai terendah, m adalah medium atau nilai tengah, dan u adalah upper atau nilai teratas pada interval penentuan penarikan keputusan. Dibawah ini merupakan gambar grafik dari fungsi keanggotaan segitiga.
Gambarr2.4rfungsirkeanggotaanrsegitiga
Chang (1996) telah mengembangkan metode yaitu menentukan derajat keanggotaan bilangan fuzzy-AHP menggunakan bilangan TFN atau fungsi keanggotaan segitiga (Triangular Fuzzy Number). Untuk menarik keputusan dalam
merepresentasikan ketidakjelasan dapat dilakukan dengan menggunakan Variabel linguistic di dalam Tabel dibawah ini merupakan tabel fungsi keanggotaan bilangan triangular fuzzy number (TFN).
Tabell2.4lTabellFungsilKeanggotaanlBilanganlTFN SkalaaAHP SkalaaFuzzy InverssSkalasFuzzy
1 (1,1,3) (1/3,1/2,1/1)
3 (1,3,5) (1/5,1/3,1/1)
5 (3,5,7) (1/7,1/5,1/3)
7 (5,7,9) (1/9,1/7,1/1/5)
9 (7,9,9) (1/9,1/9,1/7)
2 (1,2,4) (1/4,1/2,1/1)
4 (2,4,6) (1/6,1/4,1/2)
6 (4,6,8) (1/8,1/6,1/4)
8 (6,8,9) (1/9,1/8,1/6)
2.8 Pendekatan Fuzzy-AHP
Fuzzy-AHP merupakan kombinasi darri metode AHP dengan pendekatan fuzzy.
Pendekatan ini digunakan untuk menutupi kekurangan yang terdapat pada metode AHP, seperti mengurangi kesubjektifitasan dari metode tersebut. Pada metode ini, untuk mengetahui kekuatan relative dari suatu kriteria yang terkait dapat dilakukan menggunakan skala rasional fuzzy. Dalam hal ini angka-angka fuzzy akan ditampilkan yang kemudian dapat menentukan matriks. Fuzzy-AHP merupakan metoda yang sangat handal dalam mengatasi masalah dengan cara mengukur suatu kriterioa dan sub kriteria secara kuantitaif dan kualitatif. Karena hal tersebut metode ini sangat terkenal sebagai metode pendukung keputusan. Dibawah ini merupakan tahapan-tahapan yang harus dilewati untuk menggunakan metode fuzzy-AHP menurut Buckley (1985).
1) Tentukan matriks perbandingan berpasangan antar kriteria menggunakan variabel skala linguistik TFN, dimana penilaian dilakukan oleh ahli.
2) Menentukan kebalikan dari skala linguistik TFN, dimana li, mi, ui = (1
ui, 1
mi,1
li) 3) Menentukan tingkat kepentingan dengan rumus berikut.
Si
= [
li∑ki=1ui
,
mi∑ki=1mi
,
ui∑ki=1li
]
(3)Dengan keterangan sebagai berikut : l = nilai lower
m = nilai medium u = nilai upper
4) Menentukan nilai vektor (V) dan nilai ordinat deffuzifikasi (d’). Langkah ini dimulai dari membandingkan setiap nilai kepentingan fuzzy V (S2 ≥ S1), yaitu
{
1, 0, l1− u2
(m2− u2) − (m1 − l1)
Jika m2 ≥ m1 Jika l1 ≥ u2
(4)
Setelah didapat perbandingan dari setiap nilai kepentingan fuzzy, langkah selanjutnya yaitu menentukan nilai ordinat deffuzifikasi (d’). Nilai deffuzifikasi diambil dari nilai minimumnya, yaitu :
d′i = min V (Si ≥ Sk) untuk k = 1,2,3,…n (5) 5) Hitung bobot dan lakukan normalisasi vektor bobot hingga diperoleh nilai bobot
kriteria utama.
W’ = (d′1, d′2, d′3, d′4)T (6)
W = (d1, d2, d3, d4,), dimana d1 = ∑d′1
d′i ni=1
(7)
2.9 Penelitian Terdahulu
Berikut merupakan penelitian terdahulu beberapa jurnal terkait dengan penelitian yang dilakukan penulis.
Tabel 2.5 Tabel Penelitian Terdahulu
No Penulis & Tahun Judul Penelitian Tools Hasil Penelitian
1
Dhuha Khanif Rizky, M. Ridwan
Andi Purnomo, Nashrullah Setiawan. 2016
Rancangan Lean Production Dengan Menggunakan Value Stream Analysis Tools
(Valsat) Untuk Eliminasi Waste
Valuetstream mappingt (VSM),
ValuetStream Analysis Toolst
Rancangan Future State Value Stream Mapping dapat mengurangi cycle time dari
16115.88 detik menjadi 15062.96 detik dan dapat mengurangi lead time dari
Dominan &
Meningkatkan Produktivitas Sistem
Produksi
(VALSAT), fishbone diagram.
24589.028 detik menjadi 15932.62 detik. Pada awalnya
perusahaan hanya mampu memproduksi 8 produk dalam
sehari, dengan diterapkannya usulan yang diberikan dapat
meningkatkan produksi menjadi 12 produk dalam
sehari.
2
Riza Nur Madaniyah dan Moses Laksono Singgih. 2016.
MinimasitWastetdan Leadttime padatProses
Produksi Leaf Spring dengantPendekatan Leantmanufacturing
Value stream mapping (VSM), Waste Assessment
Model (WAM), Value Stream Analysis Tools
(VALSAT), Diagram Cause
And Effects.
Padatkondisi awal, lead time yang dibutuhkan untuk menyelesaikan 100 unittmulti leaf spring lokal adalah 901.64
menit, sertatwaiting 651.68 menit. Sedangkan pada kondisitsetelahtperbaikanttotal
lead timetsebesart824.97 menittdantwaiting 416.66
menit. Sehingga dengantperbaikan yang diusulkantdapat menurunkan leadttime 8.5% dantpenurunan
waitingt36.06%
3
Famila Dwi Winati, Adhe Rizky Anugerah, Dwi Adi Purnama.
2017.
Desain Lean Production dengan Aspek Sustaianability dan Logika Fuzzy pada
Value Stream Analysis Tools
Logika Fuzzy, Analysis Tools (VALSAT)
Future state VSM menunjukkan bahwa waktu
NNVA dan NVA dapat berkurang secara signifikan
serta lead time dapat dikurangi, sehingga produksi
dapat meningkat 12 unit per hari.
4
Trismi Ristyowati, Ahmad Muhsin,
dan Putri Puji Nurani. 2017.
Minimasi Waste Pada Aktivitas Proses Produksi Dengan Konsep Lean manufacturing
Valuetstream mapping (VSM),
ValuetStream AnalysistToolst
(VALSAT), Process Activity Mapping (PAM), fishbone diagram.
Pemborosan yang terjadi di lantai produksi dalam bentuk
cacat (defect) terjadi pada proses jahit dengan prosentase
76,8% dari total jumlah cacat dan pemborosan waiting terjadi karena perbedaan cycle
time pada proses jahit, sehingga usulan tindakan
perbaikan dalam bentuk menambah pekerja pada proses jahit, melakukan preventive maintenance, melakukan pengarahan dan pengawasan kepada pekerja.
5
Nurul Chairany, Dirgahayu Lantara,
Nadzirah Ikasari, Alfhyan Ukkas.
2018.
AnalisistPenerapan LeantManufaktur UntuktMengurangi Pemborosan Di Lantai
ProduksitPT. Eastern Pearl Flour Mills
Makassar
Value Stream Mapping (VSM)
Setelah dilakukan perancangan menggunakan future value stream mappig total lead time
berkurang sebesar 150 menit dan kapasitas produksi terpenuhi 359 ton/hari.
6
Almer Panji Pradana, Mochammad Chaeron, M.
Shodiq Abdul Khanan. 2018
Implementasi Konsep Lean manufacturing
Guna Mengurangi Pemborosan Di Lantai
Produksi
Big Picture Mapping, Waste Assessment Model (WAM), Diagram Cause And Effects,
Value Stream Analysis Tools
(VALSAT), Descrete Event Simulation (DES).
produksi berlebih yang terjadi diperbaiki dengan melakukan perencanaan produksi, dan cacat berlebih yang terjadi
diperbaiki dengan menggunakan 5W+1H, Simulasi proses menunjukkan
dengan mengurangi pemborosan, kemampuan
produksi naik 15,36%
(penjemuran 30 hari) dan 147,20% (penjemuran 7 hari).
7 Tamzil Satria, Evi Yuliawati. 2018.
Perancangan Lean manufacturing dengan
Menggunakan Waste Assessment Model (WAM) dan VALSAT untuk Meminimumkan
Waste
Waste Assessment Model (WAM),
Value Stream Analysis Tools
(VALSAT)
Hasil dari penelitian ini adalah identifikasi waste dimana
waste terbesar pada perusahaan ini adalah defect,
penurunan lead time waktu produksi menjadi lebih cepat
sebesar 14.767,4 detik dan Process Cycle Efficiency (PCE) mengalami kenaikan dari 39,12% menjadi 53,66%
8 Andri dan Daniel Sembiring. 2018
Penerapan Lean manufacturing dengan
Metode VSM (Value Sream Mapping) Untuk
Mengurangi Waste Pada Proses Produksi
PT.XYZ
Value stream mapping (VSM),
Process Activity Mapping (PAM)
Hasil evaluasi rekomendasi diperoleh penurunan production lead time sebesar
8610.62 detik, peningkatan nilai Process Cycle Efficiency
sebesar 21.08%
9
Rahmad Agustian Tambunan, Naniek
Utami Handayani, Diana Puspitasari.
2018.
Penerapan Lean manufacturing menggunakan Value
Stream Mapping (VSM) untuk Identifikasi Waste &
Performance Improvement Pada
UKM “Shoes and Care”
Value stream mapping (VSM),
Process Activity Mapping (PAM)
Berdasarkan perbaikan yang dilakukan dan penyusunan VSM perbaikan, maka total waktu siklus yang dihasilkan berkurang sebesar 1100 detik, yakni dari 2275 detik menjadi 1175 detik yang terdiri dari 995 detik waktu value added dan 180 detik waktu non-value
added.
10 Elita Amrina, Rein Andryan. 2019.
Assessing Wastes in Rubber Production
Using Lean manufacturing
Waste Relationship Matrix (WRM), Waste Assessment
Questionnaire (WAQ), Value Stream Analysis Tools (VALSAT), Fishbone Diagram Failure Mode and
Effect Analysis (FMEA), Process Activity Mapping
(PAM)
Identificationtof wastes is showtdefects, motion, tand transportationtindicated astthe
majorttype oftwastes in the rubbertproduction processtof
PT KLG. Process Activity Mappig (PAM) aretidentified as the most frequent activities with t value of 68.97%. The results of Failure Modes and
Effect Analysit (FMEA) concludedtthe highest failure
modestin thetrubber productionprocess of PT.
tKLG are motsly caused by the production equipmentstand
the quality of raw materials.