PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
4.1.1 Profd Produk
4.1.1.1 Spesifikasi produk
Salah satu produk PT.MAK yang masuk dalam kategori otomotif adalah body frame. Produk ini berfungsi sebagai rangka utama untuk menahan beban mesm, orang, dan komponen pendukung motor lainnya. Spesifikasi produk tersebut adalah
sebagai berikut:
Tabel 4.1 Tabel Spesifikasi Produk
a. Nama Produk b. Berat Maksimum c. Panjang
d. Tinggi
e. Bahan Produk f. Jumlali Komponen^
g. Warna Produk
10.5 kg
Keterangan Body Frame Supra X 125
1235 mm 770 mm
Main Steel dan Mechanical
tube
66 buah
Hitam
46
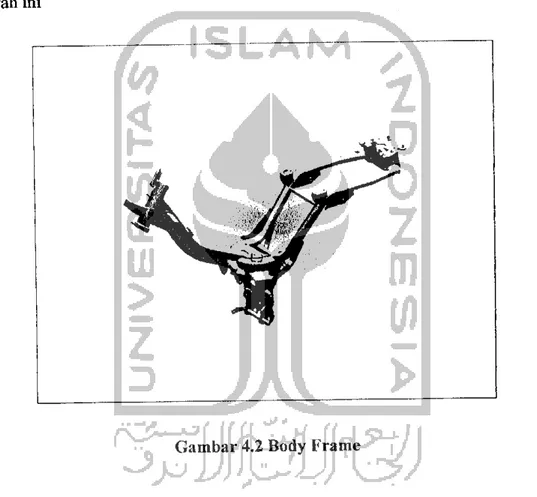
4.1.1.2 Gambar Body Frame
Gambar Produk Body I'rame Supra X 125 dapat dilihat seperti gambar
dibawah ini
Gambar 4.2 Body Frame
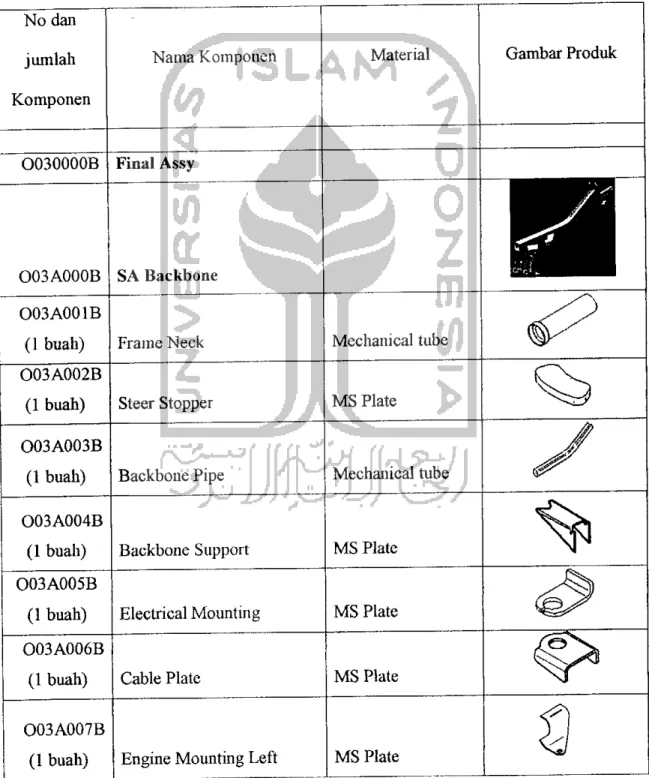
4.1.1.3 Data Komponen dan Material Produk Body Frame
Produk body frame terdiri atas komponen - komponen yang harus dibuat
sendiri atau dibeli, seperti komponen - komponen subassembling yang membentuk
produk jadi. Data tentang struktur produk yang berisi tentang detail komponen -
komponen dapat dilihat pada tabel 4.3 dibawah ini:
O03A007B
(1 buah)
Tabel 4.2 Daftar Komponen dan material
Engine Mounting Left
O03A008B
(1 buah)
O03A009B
(1 buah)
O03AA00B
O03AA01B
(1 buah)
O03AA02B
(1 buah)
O03AA03B
(lbuah)
O03AA04B
(1 buah)
O03AA05B
(2 buah)
O03AA06B
(1 buah)
O03AAAOB
O03AAA1B
(1 buah)
O03AAA2B
(1 buah)
(1 buah) "
Engine Mountmg Right
Engine Mounting Support
SSA CenterStand
Centre Stand Right
Centre Stand Left
Center Stand Support
Swing Arm Bush
Bush Main Stand
Hook Main Stand Mounting SSA Frame Rod
Frame Rod
Right Side Footrest Mounting
NutM8
MS Plate
MS Plate
MS Plate
MS Plate
MS Plate
Mechanical tube
MS Round
MS Round
MS Round
MS Plate MS
48
T — T
/L_A
O03AB00B
O03AB01B
(1 buah)
O03AB02B
(2 buah)
O03AC00B
O03AC01B
(2 buah)
ONTMS001
(2 buah)
O03B000B
O03B001B
(1 buah)
O03B002B
(1 buah)
O03B003B
(1 buah)
O03B004B
(2 buah)
O03B005B
(2 buah)
O03BA01B
(2 buah)
SSA CFMF
Centre Fairing Mounting
Frame
Center Fairing Support
SSA Air Cleaner Mounting
Air Cleaner Mounting
NutM6
SA Rear Frame
Rear Pipe Left
Rear Pipe Right
Upper Spanner Pipe
Rear Fuel Tank Mounting
Reinforcement Plate 2
Outer Plate
MS Plate
MS Plate
MS Plate
MS
s&
Mechanical tube
Mechanical tube
Mechanical tube ^
MS Round
MS Plate ^f
MS Plate
O03BA02B
(2 buah)
O03BAA0B O03BAA1B
(1 buah)
O03BAA2B
(2 buah)
O03BAA3B
(4 buah)
O03BAB0B
O03BAB1B
(1 buah)
O03BAB1B
(2 buah) (2 buah)
O03BB00B
O03BB01B
(I buah) (2 buah)
O03BC008
Reinforcement Plate
SSA Upper Plate
Upper Plate
Nut bush M6
NutbushM8x9
SSA Front Plate
Front Plate
Nut bush M6x 7.5 Bolt M6
SSA Right Fueltank Mounting
Right Fuel Tank Mounting
NutM6
SSA Left Fueltank
Mounting
50
/I
MS Plate
MS Plate
MS Round
MS Round
a
MS Plate
MS Round MS
MS Plate
MS
O03BC01B
(1 buah) (2 buah)
O03BD00B
O03BD01B
(2 buah) (2 buah)
O030001B
(1 buah)
O030002B
(1 buah)
O030003B
(1 buah)
O03C000B
O03C001B
(1 buah) (2 buah)
O030004B
(1 buah)
O030005B
(2 buah)
Left Fuel Tank Mounting
Nut M6
SSA Rear Shock Absorber
Mounting
Rear Shock Absorber
Mounting NutMlOx 1,25
Under Spanner pipe
Left Bottom Spanner
Right Bottom Spanner
SA Bagage Mounting
Baggage Mounting
NutM6
Keylock Mounting
Flasher Mounting
MS Plate MS
<£ 3 ^
MS Plate MS
Mechanical tube
MS Pipe
MS Pipe
MS Plate MS
MS Plate
MS Plate
O030006B
(4 buah)
O030007B
(1 buah)
O030008B
(1 buah)
O030009B
(1 buah)
O03D000B
O03D001B
(2 buah) (2 buah)
O03E000B
O03E001B
(1 buah) O03E002B
(i buah)
O03F000B
O03F001B
(2 buah)
O03F002B
(2 buah)
O03G000B
O03G001B
(1 buah) (2 buah)
Cable Holder
Wire
Wire
Wire
SA Frame Fairing
Frame Fairing Mounting
NutM6
SA Plate Main Cover
Plate Main Cover
Nut bush M6x 13 SA Side Fairing
Side Fairing
Nut bush M6 SA Coil Mounting
Coil Mounting
NutM6
MS Round
MS Round MS Round
MS Plate MS
MS Plate
MS Round
MS Plate
MS Round
MS Plate MS
52
75f
O03H000B SA Body Cover Mounting
O03H001B
(2 buah) Body Cover Mounting MS Plate
O03H002B
(2 buah) Nut bush M6 x 9 MS Round
O031000B SA Rectifier Mounting
O03I001B
(1 buah) Rectifier Mounting MS Plate
Qfc^2^
(2 buah) NutM6 MS
O03J000B
SA Rear Fender Front
Mounting
O03J001B
(1 buah)
Rear Fender Front
Mounting MS Plate <^
O03J002B
(1 buah) Nut bush M6 MS Round
O03K000B
SA Rear Fender Rear
Mounting %
O03K001B
(lbuah) Rear Fender Rear Mounting MS Plate <&
(1 buah) MurM6
54
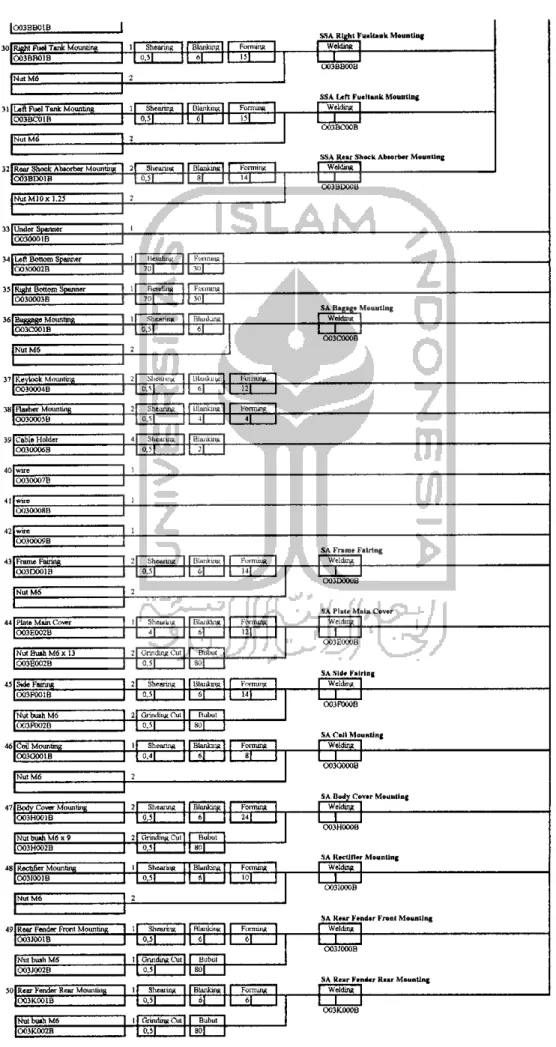
4.1.1.4 Data Aliran Proses Perakitan Produk Body Frame
Data aliran proses dari produk bodyframe berisikan tentang aliran proses dari semua komponen produk body frame beserta mesin yang digunakan untuk memproses setiap komponen tersebut. Data lengkap mengenai aliran proses produk
bodyframe dapat dilihat pada gambar 4.2 dibawah ini:
1
O03BB01B I SSA RightFiMltaak Mountingin lightFuelTankMounting 1 Shearing Blanking Forming Welding
O03BB01B 0.JI 6|
1=1
1O03BB00B
•littMfi 2
SSA Left Fueltank Mounting
t i jifl FuelTankMourning 1 Shearing DLankiuK Fonmiift Welding
XI3BC01B 0,3| «l i5i 1
O03BC00B
•Jut M6 3
SSA Rear Shock Abwrtier Mounting
17 leaf Shock Absorber Mountojg 2 Shetimis Blanking Forming Welding
D03BD01B o.J| *l 14| 1
O03BD00B
MutM10x].23 2
33 Jnder Spanner 1
0030001B
M Lett Bottom Spanner 1 II^ileLel^ Foiimii£
O030002B 70| «.|
" 1 RciuliiiH Foimiiitf
O03O003B 70| 30|
SA Bagage Mounting
1(SBaggage Mounting 1 ShcaiiiiR Stalling Welding
OOICOOIB wl *l 1
O03C000B
NutM6 2
37Kevlock Mounting 2 .Mwilling UUitfcuig Fuiiiww
00)0004B
a*|
6\ n\Tfi Plainer Mounting 2 Shearing Ulanking fonninE
O030005B Q.M
*l
<l39Cable Holder 4 Sl.caruie HLimkuiK
O030006B o.H ;|
40w i r e 1
00300076
41 WHO 1
O030008B
42 wire 1
O03Q009B
SA Frame Fairing
43Frame Fairing 2 Shearing BLaiikuift Ftumiuft Welding
O03D001B
0,5J *l
Hi 1O03D000B
Nut MS 2
SA Plate M Bin Cover
44Plats Main Cnwr 1 ShouTine Btriiikum Formula Welding
O03E0O2B -i «l nl 1
O03E000B
Nut Buth W6 X 13 2 Grinding Cut Bubut
OO3EO02B o.s| 30]
SA Side K.ring
45Side Fairing 2 Shcanna Uliuikmg FnmwiK Welding
O03F001B
w| «l
14) 1O03F0008
Nut bu»h M<5
_2|
Orimling Cut RubutO03F00IB °M 801
SA Cell Meu tiling
46Coil Mounting 1 Shearing Blanking Forming Welding
OO3G001B
Qj[
61 »i 1O03C0008
NutMfi 2
SA Body C« vti- Mounting
47 BodyCover Mounting 2 Shaannfi Blanking Forming Welding
O03H001B 0.5| 61 J4| 1
O03H00OB
Nut ouah M6 x 9 2 Cirindinjt Cut Bubut
O03HO02B 0.5| MO I
SA Kecil 11* Mounting
48Rectifier MounlinB 1 Shearing Blanking Forming Welding
O03I001B o.si 61 101 1
O031000B
Nut M6 2
SA Hear Fendir Front Mounting
49Rear Fendsr Front Mounting 1 Shewing r-lhuikinu Forming Welding
O033001B Wl
'1
t\ 1O03J000B
Nut buah MS 1 Grinding Cut Buhut
O03J002B Wl 801
SA Rear Fe(••tar Rur Mounting
50RearFender RearMourning 1 Shearing Blanking Forming Welding
O03K001B wl 6\ 61 1
O03K000B
Nut buah M6 1 Grinding Cut Blibut
O03K002B
W|
801Gambar 4.2 Atiran Frosts Frame Body Supra X 125
56
4.1.1.5 Data SIK (Standar Instruksi Kerja) Produk Body Frame
Data SIK (Standar Instruksi Kerja) produk body frame berisikan mengenai urutan pengerjaan dari setiap komponen, waktu proses, keamanan, pemeriksaan, frekuensi pemeriksaan, standar pemeriksaan serta mesin dan peralatan yang
digunakan untuk memproses masing - masing komponen. Berikut ini adalah salah satu contoh SIK ( Standar Instruksi Kerja ; Final assy yang dapat dilihat pada tabel
4.3 dibawah ini:
pnPP.73n.ifl.FNf;
REVTSIKE :00 TANGGAL : MARET2008 STANDAR INSTRUKSI KERJA
DIBUATDISETUJUINO. SIK : MAO/SIK/FB125X/MK/160 STATUS
UNITNAMAPROSESREVISITANGGALURAIAN MAOLAS f~ Lu NAMA, NOMOR KOMP/SJUASSY/MESIN
JUMLAHBATCH/LOTFINAL ASSY - O030000B
NOURUTANPEKERJAANWAKTUHAL-HALYANGPERLUDIPERHATiKANSKETSA/KETERANGAN MNTDTKSFTQUALITYMESIN TOOUSSTCHKFRKSTANDARD
»
1
PERSIAPAN (LHAT SIK PERSIA? AN)
2MENGAMBILKOMPONEN-KOMPONENS. Tangan
TLSISesuai PENYUSUNFINALASSY 3MERAKJTSEMUAKOMPONENPADAJIGS. Tangan
TLSIDWGJig Penjelasan
4a.PROSESPENGELASANSAREARFRAMES. Tanpan
TLSIDWGLasCO PADASABACKBONEMasker b.PROSESPENGELASANUNDERSPANNERProtectorPADA BACKBONE PIPE, REAR PIPE RIGHT Baju Kerja DAN LEFT, RIGHT DAN LEFT BOTTOM
SPANNER c.PROSESPENGELASANLEFTBOTTOMSPANNER PADA BACKBONE PIPE, UNDER SPANNER, REAR PIPE LEFT DAN SSA
CENTRESTAND d.PROSESPENGELASANRIGHTBOTTOMSPANNER PADA BACKBONE PIPE, UNDER 9 SPANNER, REAR PIPE RIGHT DAN SSA p^=z=d
CENTRESTANDV cPROSESPENGELASANSABAGGAGE*»wL' a i MOUNTING PADA BACKBONE PIPE,
RIGHTDANLEFTREARPIPE f.PROSESPENGELASANKEYLOCK MOUNTINGPADAFRAMENECKg.PROSES PENGELASAN FLASHER
MOUNTINGPADABACKBONEPIPE h.-PROSESPENGELASANCABLEHOLDER PADABACKBONESUPPORT -PROSESPENGELASANCABLEHOLDERt_ft 00
PADA BACKBONE PIPE
•- PROSES PENGELASAN CABLE HOLDER PADA REAR PIPE RIGHT i PROSES PENGELASAN SA FRAME FAIRING PADA BACKBONE PIPE j PROSES PENGELASAN S A PLATE MAIN COVER PADA BACKBONE PIPE k.PROSES PENGELASAN SA SIDE FAIRING RIGHT DAN LEFT PADA ENGINE MOUNTING RIGHT DAN LEFT LPROSES PENGELASAN SA COIL MOUNTING MOUNTING PADA BACKBONE PIPE m.PROSES PENGELASAN SA BODY COVER RIGHT DAN LEFT PADA REAR PIPE RIGHT
DANLEFTn PROSES PENGELASAN SA RECTIFIER MOUNTING PADA RE.AR PIPE LEFT o.PROSES PENGELASAN SA REAR FENDER FRONT MOUNTING PADA BACKBONE PIPE p.PROSES PENGELASAN SA REAR FENDER S. Tangan
TLSIREAR MOUNTING PADA BACKBONE PIPE S. Tangan
TLS10DWGGauge
5MELEPASRAKTTANDARIJIGTLSISesuai 6CHECKINGRapi
7MELETAKKAN RAKTT AN DI BOX YANG
SESUAI_——"— S ^s' ^ C__———"""
HALAMAN1 /^ / 1
RVS=REVISICHK=CHECKING/CARAPENGUJIAN HKT=MENITTL=TAMPAKLUAR DTK=DETOCPU=DENGANPENGUKURAN SFT=SAFETYPG=DENGANGAUGE
PR=PER^ FRK=FREt, SI=100% S-10=SAMI
iBAAN WENS PLING
I T1APJ0JRODUK
ATA=CHECKINGAWAL-TENGAH-AKHIR AA=CHECKINGAWAL-AKHIR STANDARD=STANDARYGTERCANTUMDLMDRAWING ,'KETENTUANYGDITETAPKANUNITQA
r5T%\
60
4.1.1.6 Data QCS ( Quality Check Sheet) Produk Body Frame
Data QCS ( Quality Check Sheet ) merupakan data yang berisikan tentang
butir - butir inspeksi atau pemeriksaan, alat pemeriksaan yang digunakan, dan standar
toleransi ukuran. Berikut ini adalali salah satu contoh QCS ( Quality Check Sheet)
final assy yang dapat dilihat pada tabel 4.4 dibawah ini:
^MOTORCYCLE SPAREPARTS mak®
QUALITYCHECKSHEETMANUALFUNCTION RELATED PARTS MATERIAL:
NO RevINSTRUCTION
Cekdimensia. Cek posisi lubang center fairing mounting frame b. Cek posisi lubang frame neck c. Cek posisi lubang keylock mounting d. Cek posisi lubang body cover mounting e. Cek posisi lubang f. Cek posisi lubang side fairing g. Cek posisi lubang engine mounting h. Cek posisi lubang ssa center stand i. Cek posisi lubang reinforcement plate 2 ). Cek posisi lubang fuel tank mounting k. Cek posisi lubang rear shock absorber mounting 1. Cek posisi lubang ssa rear lamp mounting
DateItemRevisionAprrovedMEASUREMENT
malQCfinalassy CheckedCUSTOMER PARTNAME PART NO MODEL
PreparedKTM
Approved Checked Prepared FINAL ASSY OO30000B QCS M. No QCS/FB125X/0069 SUPRA 125 Date
30/01/2008 DAILYCONTROLPOINTSFORDIMENTONCHECK: N«1PC CHECKPOINTSAFTERREPAIR/FIRST RUN«NQ*MAINTENANCeTOOLING FORAPPEREANCE&FrTTINGJIG: N-SPCS62
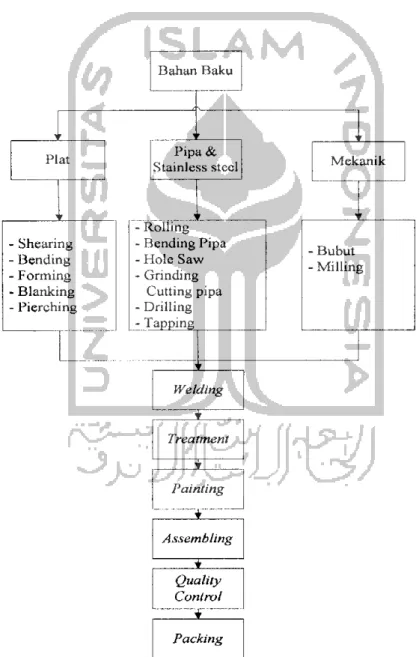
4.1.2 Proses Produksi
Secara umum proses produksi bodyframe ditunjukkan pada gambar dibawah
ini:
Plat
Shearing Bending Forming Blanking Pierching
Bahan Baku
Pipa &
Stainless steel Mekanik
- Rolling - Bending Pipa - Hole Saw - Grinding
Cutting pipa - Drilling - Tapping
- Bubut - Milling
Welding
Treatment
Painting
Assembling
Quality
ControlPacking
Gambar 4.3 Proses produksi Body Frame secara umum
Deskripsi proses produksi produk body frame sebagai berikut:
1. Desain Produk
Desain produk merupakan tugas utama Unit Engineering. Desain produk dituangkan dalam bentuk gambar teknik yang memiliki spesifikasi berdasarkan kebutuhan konsumen. Hal penting yang perlu diperhatikan adalah spesifikasi fungsional, safety, kualitas, siklus umur, manufakturing, timing, ekonomik,
ergonomik, estetik.
Dari desain yang telah dibuat akan dihasilkan gambar komponen atau gambar produk dengan dimensi yang telah ditentukan serta kebutuhan terhadap alat bantu untuk proses pembuatannya. Gambar produk dan komponen tersebut kemudian
dikirim ke setiap unit pembuatan.
2. Shearing
Shearing merupakan proses memotong plat menjadi beberapa bagian yang lebih
kecil dari ukuran awal. Proses tersebut dilakukan untuk membentuk bahan baku
menjadi ukuran yang sesuai dengan desain gambar atau rancangan, dengan ditambah
toleransi melalui proses pengukuran. Mesin shearing yang digunakan adalah mesin
potong.
3. Penekukan (bending)
Bending adalah proses penekukan material sesuai dengan bentuk yang diinginkan
dengan sudut dan radius tertentu. Mesin bending yang digunakan adalah mesin role
untuk menekuk plat sedangkan menekuk pipa digunakan metode penekukan manual
64
atau otomatis menggunakan cetakan yang telah disesuaikan dengan ukuran pipa dan sudut-sudut penekukan.
4. Pembubutan
Pembubutan adalah proses menghilangkan bagian-bagian yang tidak perlu pada benda kerja, antara lain dengan mengurangi dimensi, mengurangi panjang benda kerja, pembuatan ulir, memisahkan benda kerja dan sebagainya.
5. Pengeboran (Drilling)
Pengeboran adalah proses pembuatan lubang pada benda kerja dengan menekan sebuah mata bor yang berputar pada benda kerja. Bahan baku yang mengalami proses pengeboran adalah pipa dan as. Mesin drilling yang digunakan adalah mesin bor atau mesin milling.
6. Swaging
Swaging adalah proses pengurangan diameter benda kerja yang berbentuk bulat baik solid maupun berongga dengan cara penempaan berulang kali. Mesin swaging yang digunakan adalah mesin press.
7. Blanking
Blanking merupakan proses pemotongan yang mana hasil yang dipunch adalah
benda kerja sedangkan scrapnya merupakan bentuk yang tidak diinginkan yang
tertingga! pada plat sisa (Sujarwanto, 2007). Mesin blanking yang digunakan adalah
mesin punch.
8. Pierching
Pierching merupakan proses pemotongan yang mana hasil yang dipunch adalah skrapnya sedangkan benda kerjanya merupakan bentuk yang tertinggal pada plat sisa.
Mesin pierching yang digunakan adalah mesin press.
9. Holesaw
Holesaw merupakan proses melubangi benda kerja dengan profil cutter berbentuk gergaji yang melingkar. Mesin holesaw yang digunakan adalah mesin milling.
10. Forming
Forming merupakan proses pembentukan benda kerja yang meliputi bending, pressing atau stamping. Mesin forming yang digunakan adalah mesin press.
11. Grinding Cut
Grinding Cut merupakan proses pemotongan untuk jenis pipa dan as. Alat grinding cut yang digunakan adalah grinding cutter.
12. Tapping
Tapping merupakan proses pembuatan ulir luar dalam suatu benda kerja.
13. Pengelasan (welding)
Pengelasan adalah proses penyambungan dua atau lebih komponen dengan
menggunakan mesin las. Pengelasan dilakukan pada komponen-komponen berbahan
logam untuk membentuk sub rakitan atau rakitan. Hasil pengelasan pada umumnya
tidak rata sehingga dilakukan penggerindaan.
66
14. Surface Treatment
Proses surface treatment merupakan perlakuan terhadap permukaan komponen, yaitu pencelupan komponen ke dalam cairan kimia yang bercampur dengan air.
Dimana proses surface treatment ini melalui beberapa tahap pencelupan yang masing-masing tahap membutuhkan cairan kimia yang berbeda pula. Hal ini dilakukan supaya minyak dan karat yang menempel akan hilang. Sehingga saat proses selanjutnya yaitu prosespainting akan mendapatkan hasil yang sempurna.
15. Pengecatan (Painting)
Pengecatan merupakan proses pemberian warna pada produk body frame. Tujuan utama pengecatan adalali untuk mencegah terjadinya karat. Proses pengecatan (painting) akan dilakukan setelah komponen body frame melalui surface treatment
(pencucian dengan cairan kimia) dan pengamplasan (untuk meratakan permukaan) sehmgga hasil pengecatan nantinya akan lebih sempurna.
16. Perakitan (Assembling)
Perakitan adalali proses penggabungan beberapa komponen menjadi satu produk akhir dan lengkap setelah komponen produk melewati serangkaian proses produksi.
17. Pemeriksaan akhir (final inspection)
Final inspeksi/quality control merupakan proses penyelesaian produk tahap akhir
dari semua proses yang dilakukan. Hal ini dilakukan untuk memelihara apakah suatu
produk tersebut layak untuk dipasarkan atau tidak. Untuk produk body frame telah
loios uji inspeksi maka akan dilanjutkan dengan proses pengemasan (packing). Jika
ada produk body frame tidak layak atau cacat maka akan dikembahkan kepada bagian dimana kesalahan tersebut ditemukan untuk dilakukan perbaikan.
18. Pengepakan (Packing)
Pengepakan adalah proses pengemasan produk jadi sebelum dikirim ke konsumen. Tujuannya adalah untuk menjaga kualitas produk dari kemungkinan- kemungkinan munculnya cacat selama perjalanan pengiriman produk ke konsumen.
4.1.3 Data Aliran Proses Komponen Produk Body Frame
Data aliran proses berisikan proses komponen - komponen produk body
frame, berikut ini adalah salah satu contoh aliran proses final assy yang dapat dilihat
pada gambar 4.4 dibawah ini:
V
-par JWit.
o
tH—'U
" t i l
Ma
CI])
L jpn-
P—l
Itnnrtj ^^^v H I Al Bifid
JiaiuiftH 1 mi i.
{tonpUHtf R4WP
4^ i
^7 Rvaivuikof C(*npon*nl•"> Ctnuiwiiail Ik-PimmilimiK.1i.iii
~~"l PnwuiallB kowmiail lnll Utt
^ n»P«ii»ip™^imilH»inii>ilJw J pro** paifttlani backbone
| Pnw pointann mi ftaiu
""J, In-PnxtM Intpwion J piuMtpayplaimtJmlai Spuiuwr
•^ In-PiwM InfiMnB
i | Ptlw wuuuUh" Li" Son™ipaiiuar
•^> In-Prcira. bupfldiaiL
1 Pkwm paifcbw Rigltfboiljm ipanna i^> In-Pro£c*i ln»p«tiwi
! | rmf riml'lT PtfTI*""""""f
>> in-pivcw Irajwikm
' | IVw*IMIgclMi Ktykvfc inutintiiig
|^ lH-Pr*«»t lMp*J.»
K | Pruu |KHHelMm Ruber niuunliiift
' 1 Pium ptogtfa™ CBOk Iwlriat
u j Pimm ptnftlmm wire 1
<
p^
4>c
^ c 4> 9 4 > c
^ c
4>c 4>9
* c
4>c 4> c
T-
In-Proctn biajnaiin
<$> z
Pltm ptngtlann wn 2.?*-—! Pn»Bi yens£lHMii Wirt 3
» J Piu*s* pw$«ta-M. Fimhit ftning
» 1 I'lu^ipenidartiiPlMinfltncovtf
4 :> c
<f :> c
4>c
T -
I
4
Ptohi pim».ri« Side Faring1 3 r_
j Prow poigcliMi C«l mourning> lii-Prrccai lia^vctiibi
<1 3 C
,** ,J r jiiniiilriti T *y• '-f> lii-Prm™lmu«*ioii
<i 3 c
H J itohi pn^ilaimHacliOtr mounlinf
^ P [
"C
J
" ~) PiwH pmg*l»™ R™ Fnida im mourning
^ llttVKtKIH 6ul **y
c ^>
" 1 Pitj4t. treamwjic P>
"
1 Prow Painting
- r = n
#
PS3
7 Itnifaimy SUHfaWinlliaua
—1 1 1
a ^ = 1 —
Uinb.r 4.4 DUtnia jUlnn Pthk Fin-I Any
68
4.2. Pengolahan Data Untuk mengolah data yang dikumpulkan digunakan tabel 4.5 PFMEA seperti dibawah ini: Tabel.4.5 Tabel PFMEA
PT.MAK PartName PanNo Model CoreTeamPotential Failure Mode And Effects Analysis (Process FMEA)
PFMEANumberProcess Responsibility Prepared by Prepared Approved No Revision Item Date
Original Date Prepared Approved
Flow- Process No.Description Process Potential Failure Mode Potential Effect(s)of Failure
> u
M u
PotentialCouse(s)/ Mechanism(s)of Failure
3 U U o •
CurrentProcessControlu 41 V Q
z p- •
Recomsnded Action(s) Responsibility& TargetCompletion Date ActionResults PreventionDetectionAction Taken
> w to
L. au 0
z RPN=OccurxSevi Detec
70
Kolom-kolom pada tabel tersebut dijelaskan pada penjelasan berikut:
4.2.1 Nomor Aliran Proses
Kolom nomor aliran proses merupakan urutan nomor proses sesuai dengan diagram alir proses (process flow diagram/PFD).
4.2.2 Deskripsi Proses
Deskripsi proses adalali salah satu rangkaian aliran proses produksi komponen sampai ke proses perakitan yang akan dibahas pada kolom-kolom FMEA yang lain.
4.2.3 Identifikasi Potensi Moda Kegagalan Proses
Pada produk body frame terbagi 2 proses utama yaitu, proses pembuatan komponen (machining proses) dan proses perakitan komponen (assy proses) yang meliputi sub assy sampai dengan final assy. Kolom ini berisikan tentang kemungkinan-kemungkinan kesalalian yang dapat terjadi disetiap proses baik dalam permesinan ataupun perakitan.
4.2.4 Identifikasi Potensi Efek Kegagalan Proses Perakitan dan Rating Keparahan
Potensi moda kegagalan pada proses diawal dan akhir perakitan dapat
memberikan efek secara langsung pada proses produksi. Misalkan tidak dapat
dipasangnya suatu komponen pada produk yang akan berakibat tidak dapat
digunakannya produk secara keseluruhan dan memerlukan terjadinya proses pengerjaan ulang yang tentunya memakan waktu dan biaya. Untuk dapat
mengantisipasi hal tersebut, maka pada tiap proses perlu dicermati beberapa potensi moda kegagalan dan efek kegagalannya.
4.2.5 Rating keparahan
Rating keparahan berisikan nilai 1-10 (lihat tabel 2.2) 5ditentukan dari efek kegagalan yang diterima oleh komponen, operator dan pengguna akhir.
4.2.6 Penentuan Potensi Penyebab Kegagalan Proses
Potensi penyebab kegagalan yang terjadi pada proses disini pada umumnya disebabkan karena ketidaksesuaiannya ukuran komponen akibat kesalahan pada saat proses permesinan. Potensi penyebab kegagalan didapatkan dari pengamatan dan wawancara dengan operator yang merupakan pelaksana utama pada saat proses perakitan.Lihat tabel 4.6
4.2.7 Rating Kejadian
Rating kejadian yang dimaksud disini yaitu nilai seberapa sering kegagalan
tersebut muncul. Nilai diambil dari data statistik atau tabel occurrence. Semakin
72
sering muncul nilainya maka makin tinggi nilainya. Pengurangan nilai dapat dilakukan dengan perubahan design atau proses. Lihat tabel 2.3
4.2.8 Penentuan Metode Deteksi
Metode deteksi yang digunakan yang digunakan oleh perusahaan diperoleh dari data Quality Check sheet (QCS) dan Standar Instruksi kerja (SIK). Data QCS ( Quality Check Sheet) merupakan data yang berisikan tentang butir - butir inspeksi
atau pemeriksaan, alat pemeriksaan yang digunakan, dan standar toleransi ukuran.
Sedangkan data SIK (Standar Instruksi Kerja) produk body frame berisikan mengenai urutan pengerjaan dari setiap komponen, waktu proses, keamanan, pemeriksaan, frekuensi pemeriksaan, standar pemeriksaan serta mesin dan peralatan yang digunakan untuk memproses masing - masing komponen. Metode deteksi tersebut digunakan untuk mendeteksi moda dan penyebab kegagalan - kegagalan yang timbul
padaproduk Body Frame. Lihat tabel 4.6.
4.2.9 Rating Deteksi
Rating deteksi berisikan nilai kemampuan mengukur dan mencegah kesalahan
dari proses maupun komponen di PT. MAK, dilihat dari ada tidaknya tool
pengukuran ataupun sistemnya. Lihat tabel 2.4.
4.2.10 Penghitungan RPN
Perhitungan nilai RPN pada masing-masing potensi moda kegagalan untuk proses permesinan, perakitan bagian dan proses perakitan akhir dapat dilihat pada
tabel 4.6.
4.2.11 Pemberian tindakan rekomendasi
Berdasarkan analisa terhadap moda kegagalan pada FMEA proses maka nilai RPN yang ditetapkan sebagai batasan nilai RPN yang diberikan tindakan rekomendasi adalali 70. Batasan nilai ini dihasilkan berdasarkan brainstorming dengan pihak perusahaan dengan mempertimbangkan moda kegagalan yang diprioritaskan untuk diberikan tindakan rekomendasi. Rekomendasi tersebut dilakukan dengan maksud untuk menurunkan nilai RPN khususnya pada tingkat kejadian ( occurrence ) dan severity dibutuhkan revisi terhadap design atau proses.
Sedangkan metode yang sebaiknya diterapkan untuk menurunkan ranking dari detection adalah pengguiiaan pokay oke. Lihat tabel 4.6.
4.2.12 Penanggung jawab terhadap rekomendasi
Setelah diberikannya usulan rekomendasi maka selanjutnya merealisasikan rekomendasi tersebut yang akan dilaksanakan oleh penanggung jawab yang memberikan usulan sesuai pada target penyelesaian yang sudah disepakati. Lihat
tabel 4.6
74
4.2.13 Action Taken
Setelah dilaksanakannya tindakan perbaikan maka dilanjutkan menentukan langkah-langkah yang akan diambil untuk menurunkan nilai dari severity,occurrence,
dan detection. Lihat tabel 4.6
4.2.14 Perhitungan RPN Setelah di Rekomendasi
Perhitungan RPN harus dihitung ulang setelah dilaksanakannya rekomendasi untuk mengetahui perubahan yang akan terjadi. Lihat tabel 4.6
Berikut ini adalali salah satu contoh perhitungan darifinal assy yaitu sebagai berikut:
maK SPAREPARTS
NemaPart ModelRnilAwy SupraiIKPFMEANumber ProcessResponsbkty Preperedby
Potential FalluraModeAndEffect*Anstyel* (ProemFMEA} PFMEA«AOfFBi25W»l MegaAnWanOtoptrl Run! CceTasmBenny
IfTrrtnrtnafe.15n2fQS f>r«i»r«fApprovedNoBwHontt.,.Drt.PrlpaftdApproval! Tabel4.6FMEAFinalAaay Row Process No.ProcMiD«cripttonPotentialFalunModePotentialEffect(a)ofFailure
* i
• o
PdaniSilCoute(l)l Kechtnl*m(»,|orFailureo 1
Currentprocess PreventionDetection 1
a, a.
1
RecomtndedAction(t)
RMporitittftyi TargetCompktiort DaleAdonTaken>
I
3- 1ReceivingKesalahanjenspari Kesslahandmer»part Kesdahmjumlah
Teakbaadpakaiproduksi Waktuprosesjadpanjang
BT«akadastendarpart Kesalahanpengukuran Kesalahanmengfttung 2Boatstandarpart Trannopenoaunaanalat jkur
MAOSIK/FB125XWVM1 QCS/FB12SXI071 2Pasangsemuakomponenpaoa posisiyangbenardwellingjkj irtalassy PenggabungarirakifflriSA
Satanposd.'tempatRework7Kesdahansettingpadajg3Boatsterxteftproses121 3PenggabtirtoanrakitanSABackboneRearppelefttdakdaps!dreWdengan10KesdahansattnglBs23uarstandartproseslasMAO/aK/FB125WMKf!605100TreinmgpengalasanUIGIMAGBennyUengadakanTrainingpengelasanB23St Backbone(Welling)yengWakoener Ukuranlubangkomponentdaksesuai «lentuan Kasllaspatah tesehim lerkensradealas
be* Tid*bisadipakai Rework Cperalorcelata Penggunaceieke Prosesterjalarharit
PosisipengelasanyangWaK center Kesalahanperakitansebelum rrya Kesalshanpemltianbahan KesdahanpadaprosesWantingdan Dierchma
Ufprototype Pemerksaanberkaapada operasipengelasanrakten untukmetnerfksakaoanleran peietettanpadasaatakandiakukan pengelasan
QC&FB1MXAX69MeriyedtakanAPD PertsakaraMerisftmaienBl Perbahaftanproses,SIK.QCS Bustspengelasan PerteaKondsimean Penteskekuatanhasilas PenkMatatbantuyaftiJIG Perisastandartjarakpengelasan
maskerlas,K«amaSateol PerksadlabmetalurgiUGM MengadakanrapatCrossFunctor Mamerksadarimerrpefb*M MembuatlarMmaintenance MemertaakandiIrtestekSdo Membuatjadwatpementeaan Memerrksalayoutpknt 4PanosebunaanrafcftanSARear Ffama(wefdral
PsngoabunpanraklanSARear frameyangW*bener Hasllaspatah
RearpperiflhlW*dapaldrekit denganb* raakbeatfpaka
10Kesdanansettinglas Possioengelasanvanatdak ametris
2Buetstandartproseslas OtDTototvpe Pemertsaanberkaapadaoperasi MAQiS1tVFBt2SXrWK/160 QOS/FBT25XJW69 5100TrEKWigpenga!BS«nMtG/MAG MenyedakanAPO Pertwkaraktaris*matena!
MengadakanTrsitngpengelasan maskerlas,Karamataetasdt PerisadlabmeWwgiUGM
S•I•iM KessiahanperakitansebelumpengelasanrattanuntukmetnerksaPerbaHaliranproses,SIK,QCShtangadakanrapatCrossFunciw lefkenaradtasllssOperatorealaka PenggunacaMta Proseskerfelament
m/a Kesalahanpemltianbanan
kesuflelreen pdatakkanpadasaatakanrj iskukanpenpMasan
Buatigperigelasan PertsaKorrfSmew Perksakekuatanhastlas PrtsaiatbantuyaftjJIG
Marartodantwmcwba*|g MembuatjaoVMmaWenanoe MemarisakandIntostekSdo MembuaJladwlpamanteaan 5UeraktUnderSpanner Waking)
Peraktanunderspanneryangtidak bsner Has!laspatah kesetrum tarter*radasites
UndertpermerSdafcdapatdrak* denganbark Ttiskbaadpata Rework Operatorcefaka Proseskerjaterhenti
eKasdatiansettinglas Posisipengelasanyang»dak tepatdicentarnya Kesslahanpadasaatpengukur an
3Bualstandartproseslas Uprotatvpe Pemerfttaariberkdapada operasipengelasanrakitan padasaatpefefakenpengelasan dakukan
MAOrSJKfFailSXAIiaieO XS/FB12S)W0$g
124PortsaaandaljarakpengelasanMemerfksalayout0ant 6MerakilleftbottomspannerPerakitanleftbottomspanneryangLeftbottomspannerMakdapaloYakt7KesalahanseringlasJBuatstandertproseslasMAOfSlrVFB12S»MK/160i21
(waking) MeraktRightbottomspanner (wddhg) PenggabunganrattanSA moimlng(wefeSnol MerestKeMoekmoonlnc fweWma) Mer*tRashermotinfno. (w*JngJ Men**CableHolder(wefdno) MeratatWrelWaking.) MeraHWre2(Wek*ng| MerattV¥re3{Weking)
tidakbenar Hesilaspaten kesetum terkenaradasilas Pentdtanleftbottomspanneryang W*benar Hasllaspatah kesekum terkenaradasilas Penggebunganr*fsnSAluggage mounkngyangtdakbenar Has)laspatah keselurn tarkenaradasitas PtratotaikcMot*mountingyang tdakbenar kesetrum tarkenaradasilas PeraktanFlastwrnountngyangidak benar Has!laspatah kesetum terkenaradasilas Perakiancabehdderyangtdak benar Has)laspatah kesetrum tarkenaradasilas Peraktanw«1yangtidrtbefBr Hasifeepatah kesetum tarkenaradaalas PeraktanMire2yangtdakbenar Has)laspatah kesetrum tarkenaradasilas PerakaanHire3yangtdakbenar
denganbaft Td*b68dpaka Rewwk Operatorcetaka Proseskerjaterhent Rtfilbottomspannertdakdapatdratf denganba* Ttiakb&dbakai Rework Operatoredaka Proseskerjatertianfi Penggetiungenrekianbdakdapat drtfitdenganbaft rbakbsadpekai Rework Operatorceiafca Proseskerjatertienti Keylockmounaipidakdapatdratat denganb* Tidakbisarjpakai Rework Operatorcat*a Proseskerjaterhent HastiermountaintdakdapetdraW denganbe*. Triatbisadpaka Rework Prosaskerjaterhenti Catiehddartdakdapatdraktdengan be* Tisakbisadpakai Rework wre1tdakdapatdrakttdenganbe* HdakbeaApaka Rework Operatorealaka Proseskerjaterhenti wre2tdakdapatdntitdenganbaft Tdakbisadpakai Proseskerjaterhent wre3tdakdapaldrat*denganbafc
Posisipengelasanyangfktak tspatdrantamya Kesalahansatinglas Posisipengelasanyangteak tBpat(Soantomya Kesdahansottinglas Posisipengelasanyangtdak tepatdcantarnya Kesdahanssttnglas Possipengelasanyangtdak Sanctis KesaWtansellinglas FUsspengelasanyangtdak tapatdcentomya Kessiahansattnglas Posisipengelasanyangtdak tapatdcentemya Kessiahansettinglas Poasipengdasanyangtdak feoatdcenlamys Kessiahansattnglas Posts1penoelasanyangIdak tape'dcentemva Kesalahansettngles
Ifprototype PemeriksaanberMapada operasipengelasanrattan Buatstandartproseslas Ifprototype Pemerksaanberkaapada operasipengelasanrtf&n Mdasaalpeletabnpengelasan Uiprobtioe Pemartaaonberkalapada cperasipengelasanraktan padasaalpetetakanpengaasan Buatstandartproseslas Ujprototype Pemerisaanberkaapadaoperasi pengelasanrattanuntukmemertaa ketmekisan t&JcanpenQeiasan Buatstandar]proseslas liprototoe Pemarjoaanberkalapada operasipengelasanraktan padasaalpeletakanoengetasari Buatstandartproseslas Ujprotohipe PemeriEaonberkaapada operasipengelasanrattan padasadpelettanpengelasan Buatstandartproseslas Uiprototype F^meriksaariberkalapada operaapengelasanraktan Buatstandartproseslas Pemerisaanberkaapada operaspengatasanraktan padasaatpeletakanpengelasan dkfcukan Boatstandartproseslas
QCS^B125XI0069 MAO&KrrB12£<AIK/160 QCSrFB125»0rj69 UAOf3IK/FB125Xn\IKyi60 QCS/FB125XM69 MAC*SIWFB125»MKJ160 XaFB125Xr0069 UAOrSIK/FB125XfMKi160 QCSffai25>W069 MAOSIWFB12SMMK/160 QCS/FB125W0069 UAO(SIWB125»MK/)eO QCSFB125W0069 UAOrSIKIFB125WMK/160 QcaFBi25wrjora MAOrSIKyFB125XAIK(160 -J
PenggabunganrakitanSA FrameFaringrwstdng) PanflQabunganrattanSA RateMainCoverfivekSnq) PenoaeOunoanrstatanSA SideFaring[wak*wl PanflgabunganrattanSACoi Mounfino.(waking! PenaiabunaanraktanSABooV Covermountng(weldng) PenggabunoaRraktanSA Rectfarmountnafwakinal
HasHBSpatah terkenaradasilas kesetrum PenggabunganrakitanSAFrame taringyangtdakbenar Has)laspatah kesetum terkenaradasilas PenggabunganraktanSAPlateMan Coveryangtdakbenar Has!laspatah kesetum terkenaradasilas PenggabunganratatanSASiteFaring yangtdakbenar Has)laspatah kesetum terkenaradasilas PenggabunganraktanSACol mountngyangtdakbenar Hastlaspatah kesarum terkenaradasitas PenggabunganraktanSABodycover mountngyangHakbenar Hastlaspatah kesetum terkenaradasifas PenggabunganraktanSARecifier mountingyangfdakbenar Hastlaspatah kesetum terkenaradasilas
Tidakbisadoaka Rework Operatorceiafca Proseskerjaterhent Penggabunganraktantdakdapet draMdengantwft Tidakbisadpeka Rework Operatorestate Proseskerjaterhenti Penggabunganr*tantd*dapat drakttdenganbak Tidakbraadpakai Rework ProseslenalerhenB Penojjabunganrattantdakdapat *ahtdenganbe* Tidakbisadpaka Rework Operatorcdaka Proseskerjaterhent Penggabunganrahtantdakdapat draftdenganoak Tidakbisadbakai Rework Operatorcdaka Proseskerjaterhent Penggabunganraktanid**pet draMdanganbak Tdakbisadpakai Rework Operatorealaka Proseskerjaterhent Penojjabunganrahtantdakdapet draktdenganbe*; Tidakbisadpakai Rework Operatorestaka Proseskerjaterhent
Postapengelasanyangtdak tepatdoentemva Keshanansetbnglas PostsipengelasanyangMak tepatdtwntamya Kesalahanselfnglas Posisipengelasanyangfdak tepatrtcentemya Kesalahansattnglas Posisipengelasanyangtdak tepatdcanternya Kesdahanseringlas Posisipengelasanyangtdak tepatdcenternva Kesdahansettinglas Posisipengelasanyangtdak lepatdicentemya KesEfanansettinglas Posisipengelasanyangtklak tepatdcentemya
LSorototoe Psrnerisaanberkalapada operaspengelasanraktan padasaalpetetakanpengelasan dakukan Buatstandartproseslas Ifprototype Pemerksaanberkaapada operasipengelasanrakitan padasaatpetetakanpengelasan diakukan Buatstandalprosesfas Hiprotozoa Pemetfaaaiberkdapada operaspengelasanrakitan isaalpdetdoripengelasan dakukan Buatstanoartproseslas Ifprototype PemerJcaanberkalapada operasipengelasanraktan diakukan Buatstandartproseslas Uiprototype Pemerksaanberkalapada operasipengelasanrakitan padasaatpdctakarpengelasan rJakukan Bustriandartproseslas Ujprototype Pemerisaanbertdapada cr^raoengelasanrattan padasaatpetetakanpengelasan rlakukan Buatstandartproseslas Uprototype Pwnerksaanberkaapada operasipengelasanraktan padasaatpetetakanpengelasan diakukan
QCS/FB1SmK9 MAO/SIKJfB125»HK/160 QCS/FBI25W0069 MAO/SiKfFB125KfWK/16a QC51rB125W0069 MACVSIK/TB125XAIK/160 QCaFB125W»69 l<IAO/SIKrFB125XrHK(160 QCS^B125>K1069 MAOSIK/FB125XMC/160 QCSfB12SXffi063 MAOfSIK/F0125WMM60 QCS/FB125XAX69
79
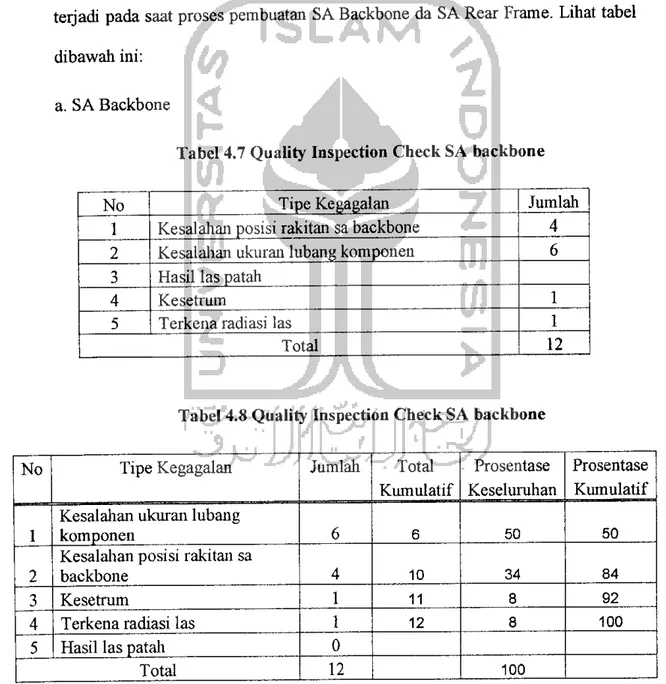
4.2.15 Diagram Pareto
Dari perhitungan RPN tertinggi dibuat diagram pareto, data berasal dari Quality Inspection Check (QIC) yang terdiri dari tipe-tipe moda kegagalan yang terjadi pada saat proses pembuatan SA Backbone da SA Rear Frame. Lihat tabel
dibawah ini:
a. SA Backbone
Tabel 4.7 Quality Inspection Check SA backbone
No Tipe Kegagalan Jumlah
1 Kesalahan posisi rakitan sa backbone 4
2 Kesalahan ukuran lubang komponen 6
3 Hasil las patah
4 Kesetrum 1
5 Terkena radiasi las 1
Total 12
Tabel 4.8 Quality Inspection Check SA backbone
No Tipe Kegagalan Jumlah Total
Kumulatif
Prosentase Keseluruhan
Prosentase Kumulatif
1 50
Kesalalian ukuran lubang
komponen 6 6 50
2
Kesalahan posisi rakitan sa
backbone 4 10 34 84
3 Kesetrum 1 11 8 92
4 Terkena radiasi las 1 12 8 100
5 Hasil las patah 0
Total 12 100
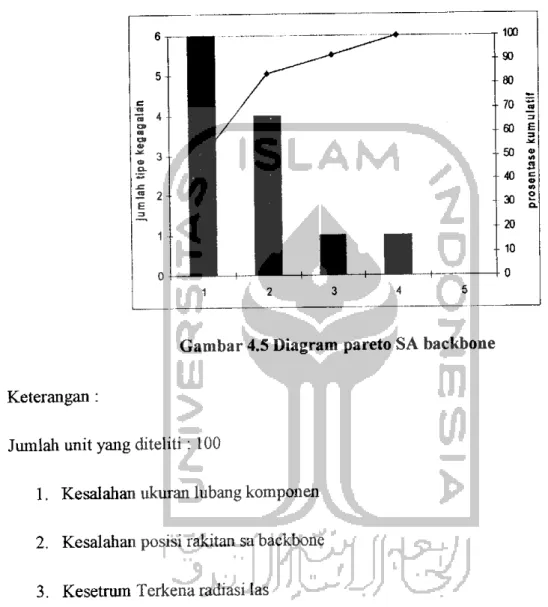
Gambar 4.5 Diagram pareto SA backbone
Keterangan :
Jumlah unit yang diteliti : 100
1. Kesalahan ukuran lubang komponen 2. Kesalahan posisi rakitan sa backbone
3. Kesetrum Terkena radiasi las
4. Hasil las patah
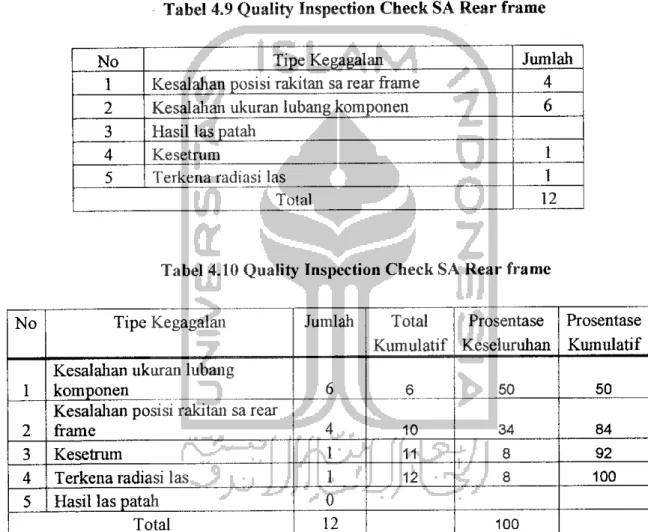
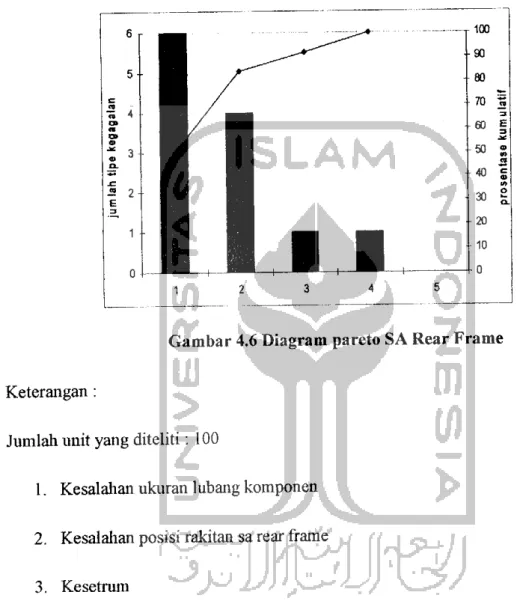
b. SA Rear Frame
Tabel 4.9 Quality Inspection Check SA Rear frame
No Tipe Kegagalan Jumlah
1 Kesalahan posisi rakitan sa rear frame 4
2 Kesalahan ukuran lubang komponen 6
3 Hasil las patah
4 Kesetrum 1
5 Terkena radiasi las 1
Total 12
Tabel 4.10 Quality Inspection Check SA Rear frame
81
No Tipe Kegagalan Jumlah Total
Kumulatif
Prosentase Keseluruhan
Prosentase Kumulatif
1
Kesalalian ukuran lubang
komponen 6 6 50 50
2
Kesalalian posisi rakitan sa rear
frame 4 10 34 84
3 Kesetrum I 11 8 92
4 Terkena radiasi las 1 12 8 100
5 Hasil las patah 0
Total 12 100
6
^ ^ ^ . . -,
100 -905 80
c
h 70 =S
a 4 3
60 b
CB J t
* 3 •50 S
«*
5=
40 £
Ifl
— 2 -
T 2
E
— • 20
1
0
Llx 1 2 3
1,
•0104 5