commit to user
i
RANCANG BANGUN ALAT PENGHANCUR LIMBAH
POPOK DAN PEMBALUT BAGIAN SISTEM TRANSMISI
PROYEK AKHIR
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Ahli Madya
Oleh :
TOTOK SETYONUGROHO NIM I 8109045
PROGRAM DIPLOMA TIGA TEKNIK MESIN PRODUKSI
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
commit to user
ii
Proyek Akhir Program Studi Diploma III Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta
dengan judul :
RANCANG BANGUN ALAT PENGHANCUR LIMBAH
POPOK DAN PEMBALUT BAGIAN SISTEM TRANSMISI
disusun oleh :
TOTOK SETYONUGROHO
NIM I 8109045
telah dapat disahkan sebagai salah satu syarat untuk memperoleh gelar
Ahli Madya.
Surakarta, ...
Pembimbing I Pembimbing II
Wahyu Purwo Raharjo, S.T., M.T. Heru Sukanto, S.T., M.T. NIP. 19720229 200012 1 001 NIP. 19720731 199702 1 001
Mengetahui,
Ketua Program Diploma III Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta
commit to user
iii
KATA PENGANTAR
Pertama penulis panjatkan puji syukur kepada Tuhan Yang Maha Esa yang telah memberikan rahmat dan hidayah-Nya sehingga penulis diberikan kemudahan dalam menyelesaikan penyusunan laporan proyek akhir ini dengan baik dan tepat pada waktunya.
Berkaitan dengan selesainya pelaksanaan pembuatan alat dan buku laporan ini yang juga memperoleh bantuan dan dukungan dari berbagai pihak, dan dalam kesempatan ini penulis mengucapkan terima kasih kepada :
1. Bapak Heru Sukanto, ST, MT selaku ketua program D III Teknik Mesin, Universitas Sebelas Maret Surakarta.
2. Bapak Wahyu Purwo Raharjo, ST, MT selaku pembimbing I proyek akhir. 3. Bapak Heru Sukanto, ST, MT selaku pembimbing II proyek akhir.
4. Bapak Arifin, Amd dan Bapak Hendry, Amd selaku laboran sekaligus pembimbing di lapangan.
5. Seluruh Dosen dan Staf Karyawan Program Diploma Teknik Mesin FT UNS yang telah membantu dalam pelaksanaan proyek akhir ini.
6. Rekan - rekan DIII Teknik Mesin Produksi.
Penulis menyadari bahwa pengerjaan Proyek Akhir ini masih terdapat kekurangan dan kelemahan sehingga kritik dan saran yang membangun sangat penulis harapkan. Akhir kata penulis berharap agar laporan Proyek Akhir ini bermanfaat bagi pembaca.
Surakarta, Juli 2012
commit to user
BAB I PENDAHULUAN 1.1 Latar Belakang... 1
BAB III PERANCANGAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan... 13
3.2 Pengertian Alat... 13
3.3 Mekanisme Kerja Alat... 14
3.4 Kebutuhan Daya... 15
3.5 Perhitungan Pulley dan V-Belt... 17
3.6 Perhitungan Poros dan Pisau Penghancur... 19
BAB IV PEMBUATAN DAN PEMBAHASAN 4.1Proses Pembuatan Poros Pisau Potong... 28
4.2 Proses Pembuatan Ring Penyekat Antar Pisau... 29
4.3 Proses Pembuatan Rangka... 32
4.4 Pembuatan Dudukan Motor Penggerak... 33
4.5 Proses Pembuatan Garpu Penahan... 34
4.6 Proses Pembuatan Cover Rangka... 35
4.7 Proses Pembuatan Dudukan Pisau Potong... 37
4.8 Proses Pembuatan Saluran Input... 38
4.9 Proses Pembuatan Saluran Output... 39
4.10 Modifikasi Pisau Potong... 40
4.11 Proses Pembuatan Cover Pulley dan V-Belt... 40
4.12 Proses Pengecatan... 41
4.13 Proses Pengeboran dan Pengetapan Rangka... 42
4.14 Proses Perakitan Mesin... 42
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan... 44
5.2 Saran... 44
DAFTAR PUSTAKA ... vii
commit to user
Gambar 3.1 Diagram Alir Proses Perancangan... 13
Gambar 3.2 Desain Rancangan Tampak Samping... 14
Gambar 3.3 Desain Rancangan Tampak Depan... 15
Gambar 3.4 Susunan Pisau Potong... 16
Gambar 3.5 Analisa Tegangan Pada Pulley... 17
Gambar 3.6 Analisa Uraian Gaya Pada Pulley... 19
Gambar 3.7 Uraian Gaya Vertikal... 20
Gambar 3.8 Titik Potongan Pada Gaya Vertikal... 20
Gambar 3.9 Reaksi Gaya Dalam Potongan x-x Kiri Vertical... 21
Gambar 3.10 Reaksi Gaya Dalam Potongan y-y Kiri Vertical... 21
Gambar 3.11 Reaksi Gaya Dalam Potongan z-z Kanan Vertical... 22
Gambar 3.12 Diagram NFD, SFD, BMD Gaya Vertikal... 22
Gambar 3.13 Uraian Gaya Horisontal... 23
Gambar 3.14 Titik Potongan Pada Gaya Horisontal... 23
Gambar 3.15 Reaksi Gaya Dalam Potongan x-x Kiri Horisontal... 24
Gambar 3.16 Reaksi Gaya Dalam Potongan y-y Kiri Horisontal... 24
Gambar 3.17 Reaksi Gaya Dalam Potongan z-z Kanan Horisontal... 25
Gambar 3.18 Diagram NFD, SFD, BMD Gaya Horisontal... 25
Gambar 4.1Poros Pisau Potong... 27
Gambar 4.2 Ring Penyekat antar Pisau Potong... 31
Gambar 4.3 Rangka Mesin... 32
Gambar 4.4 Dudukan Motor Penggerak... 33
Gambar 4.5 Garpu Penahan... 34
Gambar 4.6 Cover Rangka Atas... 35
Gambar 4.7 Cover Rangka Belakang... 35
Gambar 4.8 Cover Rangka Samping Kanan... 35
Gambar 4.9 Cover Rangka Samping Kiri... 36
Gambar 4.10 Dudukan Poros Pisau Potong ... 36
Gambar 4.11 Saluran Input... 37
Gambar 4.12 Saluran Output... 38
Gambar 4.13 Pisau Potong... 39
Gambar 4.14 Cover Pulley dan V-Belt... 40
commit to user
vi ABSTRAKSI
TOTOK SETYONUGROHO “RANCANG BANGUN ALAT PENGHANCUR LIMBAH POPOK DAN PEMBALUT BAGIAN SISTEM TRANSMISI”
Tujuan dari proyek akhir ini adalah pembuatan alat penghancur limbah popok dan pembalut. Pembuatan alat ini berfungsi untuk mengurangi masalah sosial tentang sampah popok dan pembalut yang belum dimanfaatkan secara maksimal.
Pembuatan alat ini dimulai dengan melakukan pengamatan alat pencacah kain. Tahap selanjutnya adalah perencanaan yaitu meliputi, perancangan gambar dan perhitungan untuk menentukan komponen yang akan dipergunakan. Tahap terakhir adalah proses pembuatan dan perakitan.
commit to user
vii
DAFTAR PUSTAKA
Khurmi, P. S. & Gupta J. K, 2005, “Machine Design”, Eurasia Publishing House (PVT) LTD, New Delhi.
Scharcus, E. & Jutz, H. 1996, “Westerman Tables”’ Wiley Eastern Limited, New
Delhi.
Suga, K. & Sularso, 1991, “Dasar Perencanaan & Pemilihan Elemen Mesin”’ P.T.
Pradnya Paramita, Jakarta.
http://www.kampungtki.com.baca.27958.htm
commit to user
viii
commit to user BAB I PENDAHULUAN
1.1Latar Belakang
Lembaga ekologi dan konservasi telah melakukan penilitian bahwa 15% dari sampah yang mencemari sungai adalah sampah pembalut dan popok (http://www.kampungtki.com.baca.27958.htm). Maka dari itu popok dan pembalut harusnya diberi tempat pembuangan tersendiri dan nantinya dibawa ketempat penampungan sampah. Setelah sampai ketempat penampungan sampah, sampah jenis ini dipilah untuk dilakukan proses kimia supaya bakteri-bakteri dan mikroorganisme yang merugikan dapat dikurangi. Melihat dari sisi ekonominya limbah jenis ini dapat di manfaatkan kembali. Manfaat dari penghancuran limbah ini misalnya sebagai bahan pengisi boneka, pengisi bantal dan pengisi kursi shofa. Maka dari itu limbah ini harus dihancurkan untuk memperoleh manfaatnya.
Pada proyek akhir ini dibuatlah sebuah Alat Penghancur Limbah Popok dan Pembalut. Tujuan utamanya adalah untuk mengurangi banyaknya limbah popok dan pembalut yang mencemari lingkungan. Penghancuran limbah ini juga bermanfaat dalam bidang ekonomi yaitu dengan cara memanfaatkannya seperti yang dijelaskan diatas.
1.2Perumusan Masalah
Perumusan masalah dalam proyek akhir ini adalah merancang dan membuat alat penghancur limbah popok dan pembalut.
1.3Batasan Masalah
1. Komposisi bahan popok dan pembalut dianggap sama.
commit to user 1.4Tujuan Proyek Akhir
Tujuan melaksanakan proyek akhir adalah:
1. Untuk mengatasi masalah sosial tentang limbah popok dan pembalut yang belum dapat dimanfaatkan secara maksimal.
2. Mengetahui proses perancangan dan pembuatan mesin penghancur limbah popok dan pembalut.
3. Mengetahui mekanisme pada alat penghancur penghancur limbah popok dan pembalut.
1.5Manfaat Proyek Akhir
Manfaat yang diperoleh selama perancangan dan pembuatan proyek akhir adalah :
1. Mengatasi masalah sosial tentang limbah popok dan pembalut yang belum dimanfaatkan secara maksimal.
2. Mengetahui dan memahami proses perancangan dan pembuatan alat penghancur limbah popok dan pembalut.
3. Menambah pengetahuan dan pengalaman di bidang industri, khususnya industri rekayasa mesin.
4. Melatih ketrampilan dalam proses produksi yang meliputi bidang perancangan, pengelasan dan permesinan.
commit to user BAB II DASAR TEORI
2.1 Konsep Perencanaan Sistem Transmisi
Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Untuk itu konsep perencanaan ini akan membahas dasar-dasar teori yang akan dijadikan pedoman dalam perancangan. Pada perancangan ini bagian elemen alat yang akan direncanakan atau diperhitungkan adalah :
1. Motor 2. Daya
3. Pulley
4. Sabuk V-Belt
5. Poros
2.1.1 Motor
Motor adalah suatu komponen utama dari sebuah kontruksi permesinan yang berfungsi sebagai penggerak. Gerakan yang dihasilkan oleh motor adalah sebuah putaran poros. Komponen lain yang dihubungkan dengan poros motor adalah pulley ataupun roda gigi yang kemudian dihubungkan dengan sabuk ataupun rantai. Menurut jenisnya motor terbagi menjadi 2 yaitu motor listrik dan motor bakar.
Motor listrik adalah motor yang berputar karena adanya sumber daya listrik yang menghidupkan stator elektromotor sehingga menyebabkan terjadinya medan magnet dan memicu rotor untuk berputar. Sumber tenaga dari motor listrik adalah listrik dari PLN.
commit to user
Busi berfungsi untuk membakar campuran udara dan bensin yang telah dimampatkan dengan jalan memberi loncatan api listrik diantara kedua elektrodanya. Karena itu motor bensin dinamai dengan spark ignitions. Sedangkan karburator adalah tempat bercampurnya udara dan bensin. Campuran tersebut kemudian masuk ke dalam silinder yang dinyalakan oleh loncatan bunga api listrik dari busi menjelang akhir langkah kompresi.
Motor diesel tipe penyalaannya yaitu dengan kompresi, dimana pada langkah hisap hanya udara yang dimasukkan kedalam ruang bakar dan pada sesaat menjelang langkah kompresi berakhir bahan bakar disemprotkan dan dengan tekanan dan temperatur yang tinggi terjadilah pembakaran. Dalam perkembangannya kedua motor bakar ini sangat banyak digunakan baik itu dikendaraan maupun di aparatus yang lain.
2.1.2 Daya Penggerak
Secara umum daya diartikan sebagai kemampuan yang dibutuhkan untuk melakukan kerja, yang dinyatakan dalam satuan Nm/s, Watt, ataupun HP. Untuk menentukan harga daya perlu memperhatikan beberapa hal yang mempengaruhinya, diantaranya adalah harga gaya, torsi, kecepatan putar dan berat yang bekerja pada mekanisme tersebut.
Berikut adalah rumus untuk mencari harga daya, gaya, torsi, kecepatan putar dan berat:
a. Mencari harga daya ( P ):
Berdasarkan besar usaha atau energi tiap satuan waktu, daya rumuskan:
t w
P ... (2.1)
Dimana :
commit to user
Berdasarkan torsi yang bekerja:
P = T . ω ... (2.3) Berdasarkan putaran poros:
commit to user
Berat suatu benda adalah gaya gravitasi yang bekerja pada benda itu. W = m . g (N atau kg.m/s2) …... (2.8) Dimana:
W = berat (N atau kg.m/s2) m = massa (kg)
g = percepatan gravitasi 10 m/s2 d. Mencari harga torsi ( T )
Besarnya torsi merupakan hasil perkalian gaya dengan jarak terhadap sumbu:
T = F . r ... (2.9) Dimana:
T : torsi (N.m) F : gaya (N)
r : jarak terhadap sumbu (m)
2.1.3 Pulley
Pulley adalah bagian atau elemen mesin yang berfungsi
mentransmisikan atau meneruskan tenaga dari poros satu ke poros lain memakai sabuk.
Pulley bisa dibuat dari besi tuang, baja tuang atau baja yang dicetak,
pulley pada umumnya terbuat dari besi tuang karena harganya rendah. Pulley dapat dibagi dalam beberapa jenis diantaranya:
- Sheaves/V-Pulley, paling sering digunakan untuk transmisi, produk ini
digerakkan oleh V-Belt karena kemudahannya dan dapat diandalkan.
- Variable Speed Pulley, perangkat yang digunakan untuk mengontrol
kecepatan mesin. Berbagai proses industri seperti jalur perakitan harus bekerja pada kecepatan yang berbeda untuk produk yang berbeda. Dimana kondisi memproses kebutuhan penyetelan aliran dari pompa atau kipas, memvariasikan kecepatan dari drive mungkin menghemat energi dibandingkan dengan teknik lain untuk kontrol aliran.
- Mi–Lock Pulleys, digunakan pada pegas rem jenis ini menawarkan
commit to user
personil, mesin dan peralatan, dapat diandalkan untuk pengereman yang mendadak atau fungsinya menahan pada mesin yang tiba-tiba mati atau karena kegagalan daya.
- Timing Pulley, Ini adalah jenis lainnya dari katrol dimana ketepatan
sangat dibutuhkan untuk aplikasi. Material khusus yang tersedia untuk aplikasi yang mempunyai kebutuhan yang lebih spesifik.
a. Diameter pulley yang digerakkan:
2
Sebagian besar sabuk transmisi menggunakan sabuk “V”, karena
mudah penanganannya dan harganya murah. Selain itu sistem transmisi ini juga dapat menghasilkan transmisi daya yang besar pada tegangan yang relatif rendah. Dalam perhitungan besarnya daya yang di transmisikan tergantung dari beberapa faktor antara lain:
1. Kecepatan linier sabuk 2. Tegangan sabuk yang terjadi 3. Bentuk sisi kontak sabuk dan pulley
commit to user
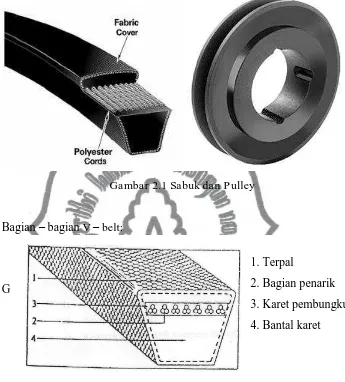
c) Tipe untuk beban ringan ; ditandai dengan 3L, 4L, & 5L. Sabuk dan Pulley
Gambar 2.1 Sabuk dan Pulley
Bagian – bagian V – belt:
G
V – belt tipe standart:
Gambar 2.3 Ukuran penampang sabuk – V
1. Terpal
2. Bagian penarik 3. Karet pembungkus 4. Bantal karet
commit to user
Kelebihan V – Belt:
- Slip lebih kecil dibandingkan flat belt - Operasi lebih tenang
- Mampu meredam kejutan saat start
Kelemahan V – Belt :
- Tidak dapat digunakan pada jarak poros yang panjang
- Umur lebih pendek di bandingkan flat belt
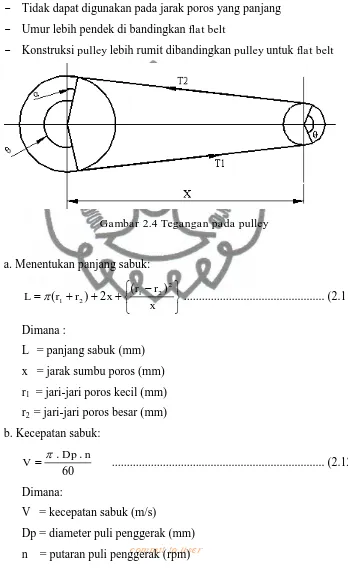
- Konstruksi pulley lebih rumit dibandingkan pulley untuk flat belt
Gambar 2.4 Tegangan pada pulley
a. Menentukan panjang sabuk:
commit to user
c. Sudut kontak untuk sabuk terbuka:
C
r1 = jari-jari pulley besar r2 = jari-jari pulley yang kecil C = jarak antar poros
koefisien gesek untuk puli dengan sabuk adalah 0,3
Sudut kontak (rad) Aplikasi V- Belt:
- Penerus daya mesin kecepatan tinggi seperti kompresor, dll
- Mesin – mesin pertanian
- Mesin industri
2.1.5 Poros
Poros merupakan salah satu bagian dari elemen mesin yang berputar dimana fungsinya untuk meneruskan daya dari satu tempat ke tempat lain. Dalam penerapannya poros dikombinasikan dengan puli, bearing, roda gigi dan elemen lainnya.
1. Kekuatan poros
commit to user
poros tersebut. Poros yang dirancang tersebut harus cukup aman untuk menahan beban tersebut.
2. Kekakuan poros
Meskipun sebuah poros mempunyai kekuatan yang cukup aman dalam menahan pembebanan, tetapi adanya lenturan yang terlalu besar akan mengakibatkan getaran mesin dan suara.
Oleh karena itu disamping memperhatikan kekuatan poros, kekakuan poros juga harus diperhatikan dan disesuaikan dengan jenis mesin yang akan ditransmisikan dayanya dengan poros tersebut.
3. Material poros
Poros yang biasa digunakan dalam putaran tinggi dan bebas yang berat pada umumnya dibuat dari baja paduan dengan proses pengerasan kulit sehingga tahan terhadap kausan.
Sekalipun demikian, baja paduan khusus tidak selalu dianjurkan jika alasannya hanya putaran tinggi dan pembebanan yang berat saja. Dengan demikian perlu dipertimbangkan pemilihan jenis heat treatment yang tepat untuk kekuatan maksimal.
Dalam perhitungan poros dapat diketahui dengan melihat dari pembebanan:
a. Torsi yang terjadi pada poros:
n
c. Momen yang terjadi pada poros:
M = F . L ………... (2.17) Dimana:
commit to user
s = Tegangan geser maksimum (kg/mm2)
commit to user BAB III
PERANCANGAN DAN GAMBAR
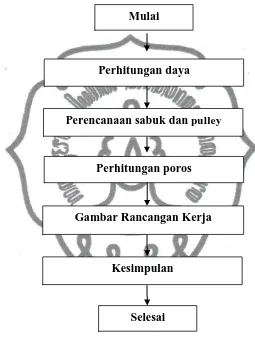
3.1 Diagram Alir Proses Perancangan
Proses perancangan alat penghancur limbah popok dan pembalut seperti terlihat pada diagram alir berikut ini:
Gambar 3.1 Diagram Perencanaan dan Perhitungan
3.2 Pengertian Alat
Alat penghancur limbah popok dan pembalut ini dirancang untuk menghancurkan limbah popok dan pembalut dengan metode mencabik-cabik material tersebut. Material sebelumnya telah dibersihkan dan mendapatkan perlakuan kimia yang bertujuan agar limbah tersebut dalam keadaan sterill. Diharapkan nantinya limbah popok dan pembalut ini dapat terolah kembali menjadi bahan baku isi shofa, bantal dan boneka.
Perhitungan daya
Perencanaan sabuk dan pulley
Perhitungan poros
Gambar Rancangan Kerja
Kesimpulan
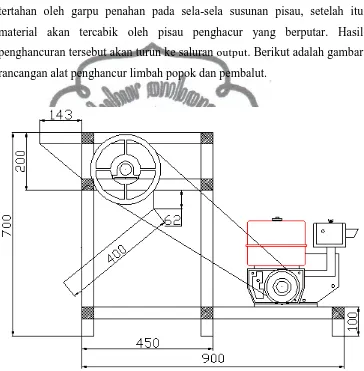
commit to user 3.3 Mekanisme Kerja
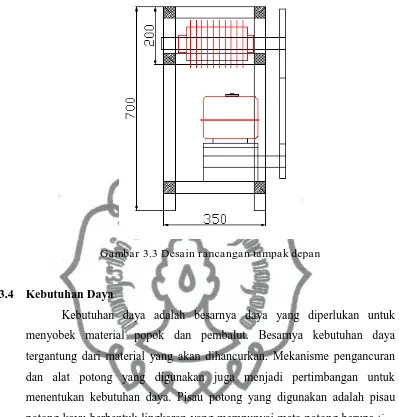
Mekanisme kerja alat penghancur ini adalah motor bensin menggerakkan pisau penghancur dengan perantara v-belt, kemudian pisau berputar dengan kecepatan tertentu untuk mencacah material popok dan pembalut yang telah dimasukkan ke saluran input. Selanjutnya material tersebut masuk ke dalam unit pencacah. Material yang dimasukkan akan tertahan oleh garpu penahan pada sela-sela susunan pisau, setelah itu material akan tercabik oleh pisau penghacur yang berputar. Hasil penghancuran tersebut akan turun ke saluran output. Berikut adalah gambar rancangan alat penghancur limbah popok dan pembalut.
commit to user
Gambar 3.3 Desain rancangan tampak depan
3.4 Kebutuhan Daya
Kebutuhan daya adalah besarnya daya yang diperlukan untuk
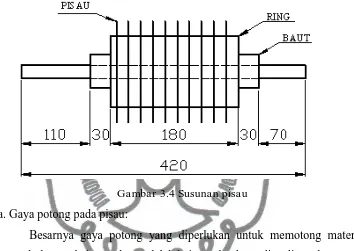
menyobek material popok dan pembalut. Besarnya kebutuhan daya tergantung dari material yang akan dihancurkan. Mekanisme pengancuran dan alat potong yang digunakan juga menjadi pertimbangan untuk menentukan kebutuhan daya. Pisau potong yang digunakan adalah pisau potong kayu berbentuk lingkaran yang mempunyai mata potong berupa tips
pada tiap ujungnya. Jumlah mata potong sebanyak 24 untuk setiap keping pisau. Pisau tersebut disusun memanjang mengikuti poros dan diberikan
ring sebagai penyekat antar pisau. Diameter pisau : 150 mm Tebal pisau : 2 mm Jarak antar pisau : 16 mm
Jumlah pisau : 10 keping pisau Bahan pisau : stainless steel
commit to user
Jumlah ring : 21 keping ring Bahan ring : baja karbon ST58 Kekuatan tarik ring : 58 kg/mm2 Kekuatan tarik kain (P) : 1700 kg/m2
(http://www.buildnova.com/buildnovav3/buildingsystems/TensileFabric/tens
ilefabric.htm)
Gambar 3.4 Susunan pisau
a. Gaya potong pada pisau:
Besarnya gaya potong yang diperlukan untuk memotong material sampah dengan bahan terkuat adalah kain, maka dapat dianalisa sebesar: P adalah Tekanan atau kekuatan tarikan yang harus diberikan = 1700 kg/m2. A adalah Luas alas penampang pemotongan.
A1 = p . l
= 0,003 m. 0,003 m = 0,00009 m2
Maka luasan untuk 24 gigi pemotongan pada 1 buah pisau A24 = A1 . 24
= 0,00009 m2 . 24 = 0,002 m2
Gaya pada 1 pisau potong F1 pisau = P . A
commit to user
Gaya pada 10 pisau potong
F10 pisau = F1 pisau . jumlah pisau . gravitasi
c. Daya yang dibutuhkan untuk menggerakkan pisau:
P =
Oleh karena itu dipilih dengan menggunakan tenaga motor bensin dengan daya sebesar 5,5 HP. Dengan menggunakan motor bensin, alat juga dapat ditempatkan dimana-mana.
3.5 Perhitungan Pulley dan V-Belt
Alat penghancur limbah popok dan pembalut ini memiliki 2 pulley. Dengan data perencanaan sebagai berikut :
commit to user
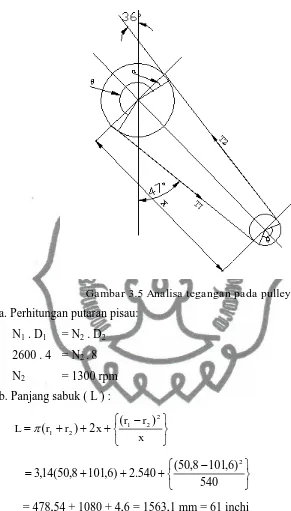
Gambar 3.5 Analisa tegangan pada pulley
a. Perhitungan putaran pisau: N1 . D1 = N2 . D2 dengan panjang 1563 mm.
c. Kecepatan linear sabuk :
commit to user
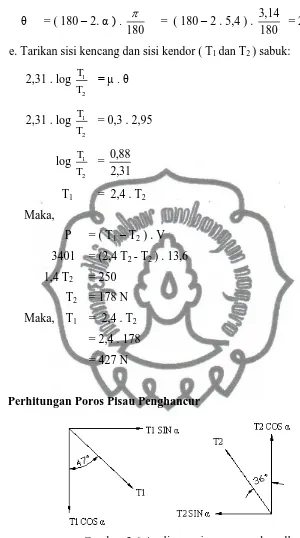
3.6 Perhitungan Poros Pisau Penghancur
Gambar 3.6 Analisa uraian gaya pada pulley
a. Perhitungan uraian gaya yang bekerja: - Gaya berat dari pemotong :
Massa 1 buah pisau = 0,15kg 10 buah pisau = 10 . 0,15kg = 1,5kg Massa 1 buah ring = 0,5kg 21 buah ring = 21 . 0,5kg = 10,5kg Massa total = massa total pisau + massa total ring
commit to user
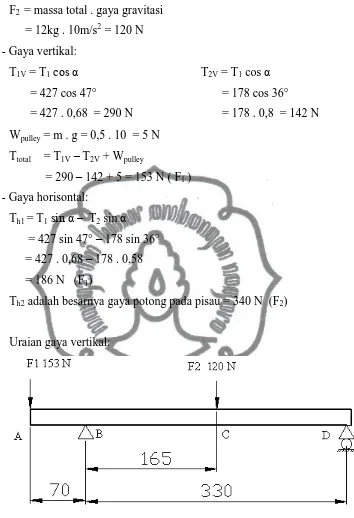
F2 = massa total . gaya gravitasi
= 12kg . 10m/s2 = 120 N - Gaya vertikal:
T1V = T1cos α
= 427 cos 47°
= 427 . 0,68 = 290 N
T2V = T1 cos α
= 178 cos 36° = 178 . 0,8 = 142 N
Wpulley = m . g = 0,5 . 10 = 5 N
Ttotal = T1V– T2V + Wpulley
= 290 – 142 + 5 = 153 N ( F1 )
- Gaya horisontal:
Th1 = T1sin α – T2 sin α
= 427 sin 47° – 178 sin 36° = 427 . 0,68 – 178 . 0,58 = 186 N (F1)
Th2 adalah besarnya gaya potong pada pisau = 340 N (F2)
Uraian gaya vertikal:
Gambar 3.7 Uraian gaya vertikal
Kesetimbangan gaya luar:
∑ MB= 0
− F1.70 + F2 165 – RD . 330 = 0
− 153 . 70 + 120 . 165 – RD . 330 = 0
commit to user
RD = 330 9090
= 27,5 N
∑ MD = 0
− F2. 165 + RB . 330 – F1 . 400 = 0
− 120 . 165 + RB . 330 – 153 . 400 = 0
− 19800 + RB . 330 – 61200 = 0
− 81000 + RB . 330 = 0
RB =
330 81000
= 245,5 N
Gambar 3.8 Titik potongan pada gaya vertikal
Kesetimbangan gaya dalam: a. potongan x-x kiri:
Gambar 3.9 Reaksi gaya dalam potongan x-x kiri vertikal
Nx = 0 Vx = -153 Mx = -153 . x
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 A Na = 0 Va = -153 N Ma = 0
commit to user
b. potongan y-y kiri:
Gambar 3.10 Reaksi gaya dalam potongan y-y kiri vertikal
Nx = 0 Vx = 92,4 N
Mx = -153 . (70+x) + 145,4 . x
Jarak Titik Gaya Normal Gaya Geser Momen x = 0 B Nb = 0 Vb = 92,5 N Mb = -10710 Nmm x = 165 C Nc = 0 Vc = 92,5 N Mc = -11964 Nmm c. potongan z-z kanan:
Gambar 3.11 Reaksi gaya dalam potongan z-z kanan vertikal
Nx = 0 Vx = -27,5N Mx = 27,5 . x
commit to user
Diagram:
Gambar 3.12 Diagram NFD, SFD dan BMD gaya vertikal
Uraian gaya horizontal:
Gambar 3.13 Uraian gaya horizontal
Kesetimbangan gaya luar:
∑ MB= 0
− F1.70 + F2 165 – RD . 330 = 0
commit to user − 13020 + 56100 − RD. 330 = 0 43080 – RD . 330 = 0
RD = 330 43080
= 130,5 N
∑ MD = 0
− F2. 165 + RB . 330 – F1 . 400 = 0
− 340 . 165 + RB . 330 – 186 . 400 = 0
− 56100 + RB . 330 – 74400 = 0
− 130500 + RB . 330 = 0
RB =
330 130500
= 395,5 N
Gambar 3.14 Titik potongan pada gaya horizontal
Kesetimbangan gaya dalam: a. potongan x-x kiri:
Gambar 3.15 Reaksi gaya dalam potongan x-x kiri horisontal
commit to user
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 A Na = 0 Va = -186 N Ma = 0
x = 70 B Nb = 0 Vb = -186 N Mb = -13020 Nmm b. potongan y-y kiri:
Gambar 3.16 Reaksi gaya dalam potongan y-y kiri horizontal
Nx = 0 Vx = 208,5
Mx = 395,5 . x - 186 . (70 + x)
Jarak Titik Gaya Normal Gaya Geser Momen x = 0 B Nb = 0 Vb = 208,5 N Mb = -13020 Nmm x = 165 C Nc = 0 Vc = 208,5 N Mc = 21547,5 Nmm c. potongan z-z kanan:
Gambar 3.17 Reaksi gaya dalam potongan z-z kanan
Nx = 0 Vx = -130,5 Mx = 130,5 . x
commit to user
Diagram:
Gambar 3.18 Diagram NFD, SFD dan BMD gaya horisontal
Didapat momen terbesar terletak pada titik C pada gaya horisontal Mc = 21547,5 Nmm
= 21,547 Nm
b. Spesifikasi perencanaan poros:
Pembebanan yang terjadi pada poros alat penghancur limbah popok dan pembalut ini termasuk pembebanan ringan, karena material yang di hancurkan tergolong mudah untuk dihancurkan. Bahan poros yang sering digunakan pada pembebanan ringan adalah baja karbon ST 58 – 79 (tabel batang baja karbon yang sering digunakan untuk poros: Sularso). Maka bahan untuk pembuatan poros dipilih menggunakan baja karbon ST58 yang memiliki kekuatan tarik maksimum ( b) sebesar
commit to user
c. Momen puntir ekuivalen :
Me = ½ M + M2T2
= ½ . 21,547 + 21,5472 242
= 10,78+ 1041 = 10,78 + 32,27 = 43,052 N.m = 43052 N.mm ,5 d. Perhitungan diameter poros yang diijinkan :
d = 3 mm. Pada aktualnya bagian poros terkecil yang digunakan berdiameter 20mm, jadi kontruksi poros dinyatakan aman.
3.7 Kapasitas Mesin
commit to user BAB IV
PEMBUATAN DAN PEMBAHASAN
4.1 Proses Pembuatan Poros Pisau Potong
4.1.1 Proses Pembubutan
Poros pisau potong terbuat dari baja karbon ST58 dengan 28mm dan panjangnya 420mm. Dalam pembubutan pahat yang digunakan adalah pahat TCT (Tungston Carbide Tipped tools).
Gambar 4.1 Poros Pisau Potong
- Perhitungan pembuatan poros :
1) Dept of cut ( kedalaman pemotongan )
commit to user
Maka putaran yang dipakai pada mesin bubut adalah 755 rpm. b). Proses finishing
Feed motion ( s ) = dari tabel turning cutting speeds. Jusz Herman & Eduard Scharcus. Westerman tables. 1996. Hal 95.
s = 0,1mm V = 240m/min
Maka putaran yang dipakai pada mesin bubut adalah 2000 rpm. 3. Waktu pembubutan
Poros yang telah dikerjakan diproses pembubutan kemudian dikerjakan lagi di mesin milling. Pengerjaan di mesin milling antara lain pembuatan slot
untuk pasak pulley dan pembuatan slot untuk counter baut pengencang pada
bearing. Untuk pembuatan slot untuk pasak pulley dibuat alur dengan lebar 5mm sepanjang 20mm dengan kedalaman alur 4mm. Sedangkan pembuatan
slot untuk counter baut pengencang pada bearing dibuat alur dengan lebar 5mm sepanjang 10mm dengan kedalaman 3mm.
Poros ini mempunyai fungsi untuk penopang pisau potong dan ring
penyekat antar pisau potong.
- Perhitungan pembuatan slot pasak pada poros :
commit to user
secara vertikal dapat ditentukan menurut tabel “Suggested cutting speed
and feed”. (Jusz Herman & Eduard Scharcus. Westerman tables. 1996. Hal 110). Pada pembuatan slot, endmill yang digunakan adalah HSS. a). Proses roughing
Maka putaran yang dipakai pada mesin milling adalah 310 rpm. 2) Panjang pemakanan
3) Waktu pembuatan slot
Troughing = = = = 2,1 menit
Maka putaran yang dipakai pada mesin milling adalah 2150 rpm. 2) Panjang pemakanan
3) Waktu pembuatan slot
Tfinishing =
4.2 Proses Pembuatan Ring Penyekat Antar Pisau
commit to user
Proses pembuatannya :
a. Benda kerja dilubangi menggunakan centre drill.
b. Benda kerja dibor di mesin bubut dengan menggunakan mata bor 20mm. c. Lubang yang telah dibor, dibubut dalam menggunakan pahat dalam hingga
25mm.
d. Kemudian ring penyekat dibubut pada diameter luarnya menjadi 105mm dengan menggunakan bantuan mandrel.
Ring ini mempunyai fungsi sebagai penyekat antar pisau potong. Ring ini disusun secara berselingan dengan pisau potong dalam proses penyusunannya.
- Perhitungan : digunakan adalah pahat TCT (Tungston Carbide Tipped tools).
s = 0.8 V = 145m/min
Maka putaran yang dipakai pada mesin adalah 300 rpm.
b). Proses finishing
commit to user
s = 0.1mm V = 240m/min
n = d V.1000
= 3,14.105,5 240.1000
= 726,55 rev/min
Maka putaran yang dipakai pada mesin bubut adalah 460 rpm. 3. Waktu pembubutan 1 buah ring
Troughing = n.s L.i
=
300.0,8 8.3
= menit
Tfinishing = n.s L.i
=
460.0,1 8.1
= menit
T1 ring = Troughing + Tfinishing = 0,1 + 0,2 = 0,3 menit
T21 ring = T1 ring . 21 buah = 0,3 . 21 = 6,3 menit
Gambar 4.2 Ring Penyekat antar Pisau Potong
4.3 Proses Pembuatan Rangka
Rangka penopang dibuat dari besi siku dengan ukuran 4cm x 4cm x 4mm. Cara pembuatannya:
commit to user
f. Menggabungkan besi siku tersebut sesuai dengan gambar kerja dengan proses pengelasan menggunakan las lisrik pada setiap sambungannya. Rangka ini berfungsi untuk menopang seluruh berat dari mesin. Dimensi dari rangka ini dibuat sedemikian rupa, disesuaikan dengan dimensi motor penggerak dan pisau potong.
Gambar 4.3 Rangka Mesin
4.4 Pembuatan Dudukan Motor Penggerak
commit to user
Pembuatan dudukan ini berfungsi untuk menopang berat dari motor penggerak dan untuk mempermudah dalam penyettingan kencang kendornya v-belt dengan cara menggeser baut motor penggerak sesuai dengan slot yang telah dibuat.
Gambar 4.4 Dudukan Motor Penggerak
4.5 Proses Pembuatan Garpu Penahan
commit to user
Garpu penahan ini memiliki fungsi sebagai penahan pembalut yang dimasukkan dari corong input, agar pada waktu proses pencacahan pembalut tersebut tidak hanya lewat saja tetapi karena ada gaya potongnya maka pembalut tersebut tercabik-cabik dan hancur.
Gambar 4.5 Garpu Penahan
4.6 Proses Pembuatan Cover Rangka
Cover ini dibuat dari plat besi dengan tebal 0,8mm. Cara pengerjaannya, memotong plat dengan ukuran 29cm x 20cm sebanyak dua buah untuk cover
depan dan belakang dengan menggunakan cutting plate machine dan gunting plat. Memotong plat dengan ukuran 36cm x 20cm sebanyak dua buah untuk
cover samping. Memotong plat dengan ukuran 40cm x 33cm sebanyak satu buah untuk cover atas. Kemudian setiap plat di bending pada sisi-sisinya. Pada
cover samping dibor dengan mata bor 22mm untuk tempat poros. Setiap cover dibor dengan mata bor 4mm pada ujung-ujungnya untuk tempat
commit to user
Fungsi dari cover ini adalah agar debu dari proses penghancuran pembalut tidak berterbangan kemana-mana. Cover ini juga menggambarkan penampilan dari mesin ini sehingga dibuat semenarik mungkin.
Gambar 4.6 Cover Rangka Atas
Gambar 4.7 Cover Rangka Belakang
commit to user
Gambar 4.9 Cover Rangka Samping Kiri
4.7 Pembuatan Dudukan Poros Pisau Potong
Dudukan poros pisau potong dibuat dari plat siku dengan ukuran 4cm x 4cm x 4mm. Cara pembuatannya dengan memotong plat siku dengan panjang 330mm sebanyak 2 buah dan memotong plat siku dengan panjang 400mm sebanyak 2 buah. Pada kedua buah plat siku yang panjangnya 400mm dibor untuk tempat baut pada bearing, setiap plat siku dibor sebanyak 2 buah lubang sesuai dengan dudukan baut pada bearing house dengan menggunakan mata bor 10mm. Kemudian penggabungan antar plat dilakukan dengan proses pengelasan menggunakan las lisrik.
Pembuatan dudukan ini berfungsi sebagai penopang dari poros, pisau potong, dan bearing.
commit to user 4.8 Proses Pembuatan Saluran Input
Saluran input dibuat dari plat dengan tebal 0,8mm. Cara pengerjaannya, plat dipotong menggunakan gunting plat dan dibagi menjadi empat bagian. Setelah digunting plat di bending dibagian tepi-tepinya. Kemudian antar plat digabungkan menggunakan spot welding hingga membentuk sebuah corong. Saluran ini dibor dengan mata bor 4mm pada tiga tempat untuk tempat
sekrup, kemudian corong dipasang pada rangka.
Saluran ini berfungsi untuk input masuknya pembalut ke pisau potong. Sistem kerjanya yaitu menggunakan gaya gravitasi untuk menggumpankan pembalut ke pisau potong.
commit to user 4.9 Proses Pembuatan Saluran Output
Prosotan ini dibuat dari plat dengan tebal 0,8mm. Cara pengerjaannya, plat dipotong menggunakan gunting plat dan dibagi menjadi tiga bagian, yaitu dua buah segitiga dan satu buah persegi panjang. Setelah digunting plat kemudian di bending dibagian tepi-tepinya. Untuk menggabungkan antar plat digunakan
spot welding dan las listrik pada bagian yang sulit dilas spot. Saluran output ini kemudian dibor dengan mata bor 4mm pada lima tempat untuk tempat baut, saluran output dipasang pada cover rangka bawah dengan cara dibaut.
Fungsi dari saluran ini adalah sebagai bak penampungan sementara dan sebagai output keluarnya pembalut setelah dicabik-cabik pisau potong. Sistem kerjanya yaitu menggunakan gaya gravitasi untuk mengeluarkan pembalut yang telah dicabik-cabik oleh pisau potong.
commit to user 4.10 Modifikasi Pisau Potong
Pisau potong ini mengadopsi dari pisau potong serkel yang diameter porosnya diperbesar menjadi 25mm.
Gambar 4.13 Pisau Potong
4.11 Proses Pembuatan Cover Pulley dan V-Belt
Cover ini dibuat dari plat besi dengan tebal 3mm, lebar profil 2cm sebagai rangka dan plat dengan tebal 0,8mm sebagai cover. Cara pengerjaannya, memotong plat besi sesuai dengan jarak dan diameter pulley, yaitu sepanjang 120cm sebanyak satu buah. Plat tersebut kemudian dibengkokkan sesuai dengan dimensi pulley dan diberi toleransi ukuran 2cm. Rangka tersebut digunakan untuk membuat jaring-jaring pada plat yang akan digunakan sebagai
cover. Setelah ditandai plat cover dipotong sesuai dengan tanda yang telah dibuat tadi menggunakan gunting potong. Proses penggabungan antara rangka dengan cover dilakukan dengan proses pengelasan. Setelah itu membuat dudukan baut agar bisa dipasang pada rangka. Dudukan ini dibuat dari plat besi kemudian di las dengan rangka cover sebanyak dua buah. Dudukan ini dibor dengan mata bor 8mm, kemudian dipasang dengan rangka mesin dengan menggunakan baut.
commit to user
Gambar 4.14 Cover Pulley dan V-Belt
4.12 Proses Pengecatan
commit to user
amplas halus supaya benar-benar halus sehingga pada waktu pengecatan juga akan didapatkan hasil yang memuaskan. Setelah di amplas benda di cuci kembali menggunakan air dan dijemur sampai kering. Setelah kering benda kemudian di cat, warna cat untuk cover berwarna putih dan warna cat untuk rangka berwarna biru.
Pengecatan ini berfungsi sebagai pelindung mesin dari korosi udara luar sehingga tidak mudah berkarat. Pengecatan ini juga untuk penampilan dari mesin ini sendiri, sehingga dibuat semenarik mungkin.
4.13 Proses Pengeboran dan Pengetapan Rangka
Untuk mengencangkan cover dengan rangka maka pada rangka di bor. Proses pengeboran rangka ini menggunakan mata bor 3.5mm. Pengeboran rangka disesuaikan dengan lubang pada cover yang telah dibuat. Setelah itu lubang pada rangka di tap menggunakan tap M4 untuk tempat sekrup.
Gambar 4.15 Rangka yang Dibor
4.14 Proses Perakitan Mesin
Langkah dari proses perakitan mesin adalah sebagai berikut : a. Memasang baut M25 pada poros pisau potong.
commit to user
c. Memasang baut M25 sebagai pengencang ring penyekat dan pisau potong pada poros.
d. Memasang kedua buah bearing pada poros.
e. Memasang kedua buah bearing beserta poros pisau potong pada dudukan poros pisau potong dengan cara dibaut.
f. Mengencangkan baut counter pada kedua buah bearing.
g. Memasang garpu penahan pada dudukan pisau potong dan menyettingnya agar pisau potong tidak mengenai garpu penahan tersebut dengan cara dibaut.
h. Memasang saluran output dengan cara dibaut pada cover rangka bawah.
i. Memasang saluran input dengan cara dibaut pada rangka.
j. Memasang pulley pada poros pisau potong, memasang pasak, dan mengencangkan baut counter pada pulley poros pisau potong.
k. Memasang motor penggerak pada dudukan motor penggerak dengan menggunakan baut.
l. Memasang pulley pada motor penggerak, memasang pasak, dan, mengencangkan baut counter pada pulley motor penggerak.
m. Memasang cover rangka samping dan belakang dengan cara di
sekrup pada rangka.
n. Memasang cover bearing dengan cara dibaut dengan cover samping. o. Memasang cover tutup atas rangka dengan cara di sekrup pada
rangka.
p. Memasang cover rangka depan bersamaan dengan cover saluran
output dengan cara di sekrup pada rangka.
q. Memasang v-belt pada pulley poros pisau potong. r. Menggeser motor penggerak pada sisi kendor. s. Memasang v-belt pada pulley motor penggerak.
t. Menggatur kekencangan dari v-belt dengan cara menggeser motor penggerak.
u. Mengencangkan baut pada dudukan motor penggerak.
commit to user BAB V PENUTUP
5.1 Kesimpulan
Dari hasil pembuatan alat penghancur limbah popok dan pembalut, maka proyek akhir ini dapat diambil kesimpulan sebagai berikut :
a) Limbah popok dan pembalut yang akan dihancurkan sudah dalam kondisi bersih dan kering.
b)Hasil dari penghancuran limbah berupa serat kapas dan cacahan kecil dari pembungkus.
c) Sumber penggerak utama yang digunakan adalah motor bensin berdaya 5,5 HP.
d)Pulley yang yang digunakan berdiameter 4 inchi untuk pulley motor penggerak dan diameter 8 inchi untuk pulley pisau potong.
e) Jenis sabuk yang digunakan adalah v-belt dengan panjang 61 inchi. f) Alat ini mempunyai kapasitas sebesar 12 kg/jam selama operasional.
5.2 Saran
Untuk memperlancar dalam proses pengerjaan proyek akhir maka : a) Peralatan permesinan yang seharusnya lebih lengkap serta jumlah yang
cukup untuk mempermudah dalam pengerjaan alat.