i
Universitas Kristen Maranatha
ABSTRAK
PT Multi Garmenjaya merupakan perusahaan yang bergerak di bidang industri garment. Penulis melakukan pengamatan pada lini produksi produk celana jeans yang diproduksi secara mass production. Masalah yang dihadapi oleh perusahaan adalah tidak tercapainya target produksi yang ditetapkan perusahaan, dimana targetnya sebesar 900 unit/minggu. Saat ini perusahaan hanya mampu memproduksi sebanyak 699 unit/minggu. Berdasarkan hasil pengamatan, hal ini dikarenakan ketidakseimbangan beban kerja antar stasiun kerja. Beberapa stasiun kerja terlihat delay pada stasiun kerja 14, 16, dan 19, serta terdapat penumpukan barang setengah jadi (bottleneck) pada stasiun kerja 4, 7, 10, 11. Oleh karena ini, penulis akan mengusulkan penyeimbangan lintasan produksi yang sebaiknya dilakukan oleh perusahaan.
Dalam melakukan penyeimbangan lintasan produksi, penulis terlebih dahulu melakukan pengukuran waktu proses untuk setiap elemen kerja. Selanjutnya dilakukan pengujian kenormalan, keseragaman dan kecukupan terhadap data waktu yang diperoleh. Kemudian dilakukan perhitungan waktu siklus, waktu normal dan waktu baku, dimana waktu tersebut digunakan untuk melengkapi Peta Proses Operasi (PPO) yang dibuat. Berdasarkan PPO tersebut, penulis membuat Precedence Diagram. Setelah itu, penulis membuat perhitungan penyeimbangan lintasan dengan menggunakan 3 alternatif metode penyeimbangan lintasan produksi, yaitu metode Helgeson-Birnie Approach (Rank Positional Weight (RPW), Kilbridge-Wester Heuristic (Region Approach) dan Genetic Algorithm (GA). Untuk keperluan perhitungan dengan metode Genetic Algorithm, penulis membuat software, dimana software tersebut diuji validasi terlebih dahulu dengan menggunakan contoh studi kasus yang sederhana.
v
Universitas Kristen Maranatha
DAFTAR ISI
COVER
ABSTRAK...i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... x
BAB 1 PENDAHULUAN
1.1Latar Belakang Masalah ... 1-1 1.2Identifikasi Masalah ... 1-2 1.3Pembatasan Masalah dan Asumsi
1.3.1 Pembatasan Masalah ... 1-2 1.3.2 Asumsi ... 1-3 1.4Perumusan Masalah ... 1-3 1.5Tujuan Penelitian ... 1-4 1.6Sistematika penulisan ... 1-4
BAB 2 LANDASAN TEORI
vi
Universitas Kristen Maranatha
2.10.1 Langkah-langkah Sebelum Pengukuran Waktu Jam
Henti ... 2-20 2.10.2 Pengukuran Waktu Jam Henti ... 2-21 2.10.3 Waktu siklus, Waktu Normal, dan Waktu Baku ... 2-23 2.10.4 Faktor Penyesuaian ... 2-24 2.10.5 Faktor Kelonggaran ... 2-27 2.11 Pengertian Lini Produksi ... 2-27
BAB 3 METODOLOGI PENELITIAN
3.1 Diagram Alir Penelitian ... 3-1 3.2 Penjelasan Bagan Metodologi Penelitian ... 3-3 3.2.1 Penelitian Pendahuluan ... 3-3 3.2.2 Pembatasan Masalah dan Asumsi ... 3-3 3.2.3 Perumusan Masalah ... 3-3 3.2.4 Tujuan Penelitian ... 3-3 3.2.5 Penentuan Metode Pemecahan Masalah ... 3-3 3.2.6 Pengumpulan dan Pengolahan Data ... 3-4 3.2.7 Analisis ... 3-14 3.2.8 Kesimpulan dan Saran ... 3-14
BAB 4 PENGUMPULAN DATA
vii
Universitas Kristen Maranatha
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Pengujian Data Waktu Proses Operasi ... 5-1 5.1.1 Pengujian Kenormalan Data ... 5-1 5.1.2 Pengujian Keseragaman Data ... 5-3 5.1.3 Pengujian Kecukupan Data ... 5-4 5.1.4 Perhitungan Waktu Baku ... 5-6 5.1.4.1 Faktor Penyesuaian ... 5-6 5.1.4.2 Faktor Kelonggaran ... 5-7 5.1.4.3 Perhitungan Waktu Baku ... 5-8 5.1.4.4 Peta Proses Operasi ... 5-9 5.1.4.5 Precedence Diagram ... 5-10 5.1.5 Keseimbangan Lintasan Produksi Saat Ini ... 5-11 5.1.6 Penyeimbangan Lintasan Produksi Usulan ... 5-12
5.1.6.1 Penyeimbangan Lintasan Helgeson-Birnie
Approach (Rank Positional Weight / RPW) ... 5-12 5.1.6.2 Penyeimbangan Lintasan Kilbridge-Wester
Heuristic (Region Approach) ... 5-17 5.1.6.3 Penyeimbangan Lintasan Genetic Algorithm (GA) . 5-21 5.1.7 Diagram Alir Metode Usulan Terpilih ... 5-24 5.18 Layout Stasiun Kerja Usulan ... 5-25 5.2 Analisis
5.2.1 Analisis Kelemahan Metode Perusahaan ... 5-26 5.2.2 Metode Penyeimbangan Lintasan Produksi Usulan ... 5-26 5.2.3 Manfaat Penerapan Metode Lintasan Produksi Usulan ... 5-27 5.2.4 Analisis Kelebihan Mesin ... 5-27
BAB 6 KESIMPULAN DAN SARAN
viii
Universitas Kristen Maranatha
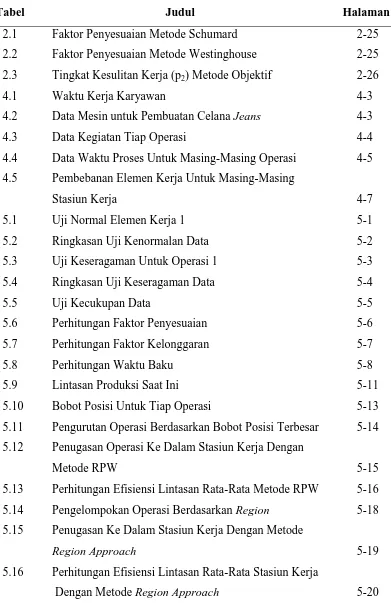
DAFTAR TABEL
Tabel Judul Halaman
2.1 Faktor Penyesuaian Metode Schumard 2-25
2.2 Faktor Penyesuaian Metode Westinghouse 2-25
2.3 Tingkat Kesulitan Kerja (p2) Metode Objektif 2-26
4.1 Waktu Kerja Karyawan 4-3
4.2 Data Mesin untuk Pembuatan Celana Jeans 4-3
4.3 Data Kegiatan Tiap Operasi 4-4
4.4 Data Waktu Proses Untuk Masing-Masing Operasi 4-5 4.5 Pembebanan Elemen Kerja Untuk Masing-Masing
Stasiun Kerja 4-7
5.1 Uji Normal Elemen Kerja 1 5-1
5.2 Ringkasan Uji Kenormalan Data 5-2
5.3 Uji Keseragaman Untuk Operasi 1 5-3
5.4 Ringkasan Uji Keseragaman Data 5-4
5.5 Uji Kecukupan Data 5-5
5.6 Perhitungan Faktor Penyesuaian 5-6
5.7 Perhitungan Faktor Kelonggaran 5-7
5.8 Perhitungan Waktu Baku 5-8
5.9 Lintasan Produksi Saat Ini 5-11
5.10 Bobot Posisi Untuk Tiap Operasi 5-13
5.11 Pengurutan Operasi Berdasarkan Bobot Posisi Terbesar 5-14 5.12 Penugasan Operasi Ke Dalam Stasiun Kerja Dengan
Metode RPW 5-15
5.13 Perhitungan Efisiensi Lintasan Rata-Rata Metode RPW 5-16 5.14 Pengelompokan Operasi Berdasarkan Region 5-18 5.15 Penugasan Ke Dalam Stasiun Kerja Dengan Metode
Region Approach 5-19
5.16 Perhitungan Efisiensi Lintasan Rata-Rata Stasiun Kerja
ix
Universitas Kristen Maranatha
DAFTAR TABEL
Tabel Judul Halaman
5.17 Penugasan Ke Dalam Stasiun Kerja Dengan Metode
Genetic Algorithm 5-22
5.18 Perhitungan Efisiensi Rata-Rata Lintasan Dengan Metode
Genetic Algorithm 5-23
5.19 Metode Penyeimbangan Lintasan Produksi Usulan 5-26 5.20 Perbandingan Performansi Metode Perusahaan dan
Metode Usulan 5-27
x
Universitas Kristen Maranatha
DAFTAR GAMBAR
Gambar Judul Halaman
2.1 Proses Seleksi Dengan Regular Sampling Space 2-18 2.2 Proses Seleksi Dengan Enlarge Sampling Space 2-18
3.1 Bagan Metodologi Penelitian 3-2
3.2 Flowchart uji Normal, Seragam, dan Cukup 3-5
3.3 Flowchart Pengolahan Data Dengan Genetic Algorithm 3-6
3.4 Flowchart Proses Decoding 3-8
3.5 Flowchart Proses Crossover 3-9
3.6 Flowchart Proses Mutasi 3-12
4.1 Struktur Organisasi 4-2
4.2 Gambar Layout Stasiun Kerja Awal 4-8
5.1 Kurva Wilayah Kritis Stasiun Kerja 1 5-2
5.2 Grafik Uji Keseragaman Operasi 1 5-3
5.3 Peta Proses Operasi 5-9
5.4 Precedence Diagram 5-10
5.5 Pembagian Wilayah Untuk Metode Region Approach 5-17
5.6 Gambar Diagram Alir Metode Terpilih 5-24
L - 1
Contoh kasus sederhana:
Target produksi per hari : 400 unit Jam kerja per hari : 8 jam
- Probabilitas crossover (Pc) = 0,95 - Probabilitas mutasi (Pm) = 0,01
Langkah-langkah pengerjaan algoritma genetik secara manual berdasarkan kasus sederhana yang di buat adalah sebagai berikut:
1. Menentukan Encoding generasi ke-0
Pada proses encoding terbentuk 4 buah kromosom sebagai populasi awal sesuai dengan ukuran populasi yang telah ditentukan di awal. Berdasarkan precedence diagram yang telah dibentuk, semua elemen kerja ditugaskan dalam masing-masing kromosom dengan memperhatikan:
- Waktu setiap stasiun kerja tidak boleh melebihi waktu siklus aktual. - Jenis mesin yang digunakan dalam satu stasiun kerja adalah sama.
- Urutan penugasan elemen kerja dalam suatu stasiun kerja tidak boleh ada yang backtrack.
Berikut ini adalah kromosom-kromosom yang terbentuk :
L - 2
Penugasan kromosom yang telah dibentuk maka didapatkan hasil penugasan elemen kerja tiap kromosom sebagai berikut:
Kromosom 1
Kromosom 2
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik)
1 25 25
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik)
L - 3
Kromosom 3
Kromosom 4
2. Menghitung Decoding
Efisiensi lintasan adalah tolak ukur dalam sebuah metode line balancing, semakin besar efisiensi lintasan maka dapat dikatakan suatu lintasan produksi menjadi lebih efisien.
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik)
1 25 25
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik)
L - 4
Berikut ini adalah nilai decoding dari setiap kromosom awal : Kromosom 1
Kromosom 2
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik) Efisiensi Lintasan
1 25 25
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik) Efisiensi Lintasan
L - 5
Kromosom 3
Kromosom 4
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik) Efisiensi Lintasan
1 25 25
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik) Efisiensi Lintasan
L - 6
3. Melakukan Crossover
Langkah-langkah untuk melakukan proses crossover dari semua parent adalah sebagai berikut :
- Menetapkan probabilitas crossover (Pc).
- Bangkitkan bilangan random untuk setiap kromosom yang ada, lalu dibandingkan dengan nilai Pc yang telah ditentukan diatas.
Jika nilai bilangan random pada suatu kromosom lebih kecil dari nilai Pc, maka kromosom tersebut dapat menjadi parent untuk proses crossover. - Menentukan pasangan parent yang akan di crossover secara acak.
- Tentukan crossing site secara acak dengan menggunakan metode partial-mapped crossover, kemudian tukarkan nilai yang ada dalam crossing site tersebut pada masing-masing pasangan parent.
- Kromosom baru hasil proses crossover dinamakan offspring crossover. Bilangan random untuk Pc kromosom 1 : 0.339
Bilangan random untuk Pc kromosom 2 : 0.927 Bilangan random untuk Pc kromosom 3 : 0.243 Bilangan random untuk Pc kromosom 4 : 0.165
Bilangan random yang diperoleh untuk crossing site pasangan kromosom 2 dan 1 adalah : 11 dan 14, sedangkan untuk crossing site pasangan kromosom 3 dan 4 adalah : 9 dan 11.
Hasil crossover dari kedua pasangan kromosom tersebut adalah:
L - 7
Suatu kromosom dikatakan valid apabila kromosom tersebut memenuhi kriteria sebagai berikut :
- Waktu proses total setiap stasiun kerja ≤ waktu siklus aktual.
- Semua elemen kerja dalam satu stasiun kerja menggunakan jenis mesin yang sama.
- Tidak melanggar precedence diagram.
Pada offspring crossover kromosom 3 dan offspring crossover kromosom 4 dinyatakan tidak valid karena waktu total setiap stasiun kerja pada offspring crossover kromosom 3 dan offspring crossover kromosom 4 lebih besar dari waktu siklus aktual yang ada. Berikut adalah hasil dari offspring crossover kromosom 1 dan offspring crossover kromosom 2:
offspring crossover kromosom 1
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik)
L - 8
offspring crossover kromosom 2
4. Menghitung Decoding
Decoding hasil crossover generasi ke-1 yang valid adalah offspring crossover kromosom 1 dan offspring crossover kromosom 2. Berikut adalah hasil offspring crossover kromosom 1 dan offspring crossover kromosom 2:
offspring crossover kromosom 1
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik)
1 25 25
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik) Efisiensi Lintasan
L - 9
offspring crossover kromosom 2
5. Melakukan Mutasi
Langkah-langkah untuk melakukan proses mutasi dari semua kromosom adalah sebagai berikut :
- Menetapkan probabilitas mutasi (Pm).
- Bangkitkan bilangan random untuk setiap nilai gen yang berada dalam setiap kromosom, lalu dibandingkan dengan nilai Pm.
- Jika bilangan random lebih kecil dari Pm, maka kromosom tersebut mengalami mutasi, tetapi bila bilangan random lebih besar dari Pm, maka kromosom tersebut tidak mengalami mutasi.
- Kromosom baru hasil proses mutasi dinamakan offspring mutasi.
Berikut ini adalah bilangan random yang dibangkitkan untuk setiap gen pada semua kromosom:
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik) Efisiensi Lintasan
L - 10
Semua kromosom tidak mengalami mutasi karena nilai random dari tiap gen lebih besar dari Pm.
6. Menghitung Decoding
Pada contoh kasus yang dihitung oleh penulis, tidak ada kromosom yang mengalami mutasi, maka tidak dilakukan perhitungan decoding untuk hasil mutasi.
7. Melakukan seleksi generasi ke-1
Hasil efisiensi lintasan tiap kromosom yang valid adalah sebagai berikut:
Berdasarkan ukuran populasi yang telah ditentukan oleh penulis sebesar 4, maka dipilih 4 hasil kromosom terbaik. Kromosom yang terpilih adalah sebagai berikut:
Kromosom 1 1 3 1 2 6 6 1 2 3 4 6 2 5 7 4 5 7 8
0.289 0.764 0.927 0.643 0.522 0.661 0.591 0.259 0.607 0.262 0.984 0.653 0.865 0.682 0.546 0.347 0.688 0.892
Kromosom 2 1 4 1 3 6 6 1 2 2 4 6 2 5 7 3 5 7 8
0.894 0.395 0.893 0.047 0.341 0.752 0.164 0.485 0.818 0.058 0.820 0.133 0.363 0.124 0.991 0.324 0.695 0.468
Kromosom 3 1 2 1 3 4 4 1 2 5 6 7 2 3 7 5 6 7 8
0.953 0.260 0.413 0.765 0.252 0.876 0.849 0.912 0.353 0.840 0.165 0.416 0.941 0.740 0.368 0.227 0.487 0.367
Kromosom 4 1 4 1 3 6 6 1 2 2 4 6 2 3 7 5 5 7 8
0.369 0.197 0.898 0.520 0.167 0.320 0.663 0.654 0.973 0.524 0.135 0.662 0.398 0.465 0.955 0.049 0.666 0.846 Offspring Crossover Kromosom 1 1 3 1 2 6 6 1 2 3 4 6 2 5 7 4 5 7 8 0.289 0.424 0.976 0.048 0.669 0.094 0.785 0.145 0.356 0.218 0.494 0.491 0.586 0.244 0.546 0.757 0.851 0.067 Offspring Crossover Kromosom 2 1 4 1 3 6 6 1 2 2 4 6 2 5 7 3 5 7 8 0.854 0.237 0.257 0.852 0.444 0.477 0.238 0.362 0.240 0.125 0.476 0.317 0.723 0.642 0.672 0.244 0.142 0.268
No Kromosom Efisiensi Lintasan
1 Kromosom 1 72.32%
2 Kromosom 2 72.32%
3 Kromosom 3 84.38%
4 Kromosom 4 72.32%
5 Offspring Crossover Kromosom 1 72.32% 6 Offspring Crossover Kromosom 2 72.32%
No Kromosom Efisiensi Lintasan
1 Kromosom 1 72.32%
2 Kromosom 2 72.32%
3 Kromosom 3 84.38%
L - 11
8. Melakukan Crossover untuk generasi ke-2 -Bilangan random untuk Pc kromosom 1 : 0.413 -Bilangan random untuk Pc kromosom 2 : 0.320 -Bilangan random untuk Pc kromosom 3 : 0.893 -Bilangan random untuk Pc kromosom 4 : 0.758
Bilangan random yang diperoleh untuk crossing site pasangan kromosom 3 dan 4 adalah : 13 dan 15, sedangkan untuk crossing site pasangan kromosom 1 dan 2 adalah : 2 dan 4.
Hasil crossover dari kedua pasangan kromosom tersebut adalah:
Suatu kromosom dikatakan valid apabila kromosom tersebut memenuhi kriteria sebagai berikut :
-Waktu proses total setiap stasiun kerja ≤ waktu siklus aktual.
-Semua elemen kerja dalam satu stasiun kerja menggunakan jenis mesin yang sama.
-Tidak melanggar precedence diagram.
Pada offspring crossover kromosom 3 dan offspring crossover kromosom 4 dinyatakan tidak valid karena waktu total setiap stasiun kerja pada offspring crossover kromosom 3 dan offspring crossover kromosom 4 lebih besar dari waktu siklus aktual yang ada.
L - 12
offspring crossover kromosom 3
offspring crossover kromosom 4
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik)
1 25 25
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik)
L - 13
9. Menghitung Decoding Generasi ke-2
Decoding hasil crossover generasi ke-2 yang valid adalah offspring crossover kromosom 3 dan offspring crossover kromosom 4. Berikut adalah hasil offspring crossover kromosom 3 dan offspring crossover kromosom 4:
offspring crossover kromosom 3
offspring crossover kromosom 4
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik) Efisiensi Lintasan
1 25 25
Stasiun Mesin Operasi ti (detik) ti kumulatif (detik) Efisiensi Lintasan
L - 14
10. Melakukan Mutasi generasi ke-2
Langkah pengerjaan sama dengan langkah 5. Berikut hasil bilangan random yang dibangkitkan untuk tiap gen pada semua kromosom.
Semua kromosom tidak mengalami mutasi karena nilai random dari tiap gen lebih besar dari Pm.
11. Menghitung Decoding
Tidak ada kromosom yang mengalami mutasi, maka tidak dilakukan perhitungan decoding.
12. Melakukan seleksi generasi ke-2
Hasil efisiensi lintasan dari tiap kromosom yang valid adalah sebagai berikut:
Berdasarkan ukuran populasi yang telah ditentukan oleh penulis sebesar 4, maka dipilih 4 hasil kromosom terbaik. Kromosom yang terpilih adalah sebagai berikut:
Kromosom 1 1 2 1 3 4 4 1 2 5 6 7 2 3 7 5 6 7 8
0.161 0.305 0.116 0.736 0.351 0.512 0.635 0.334 0.687 0.048 0.561 0.638 0.321 0.964 0.380 0.713 0.735 0.327
Kromosom 2 1 4 1 3 6 6 1 2 2 4 6 2 3 7 5 5 7 8
0.761 0.952 0.046 0.534 0.649 0.731 0.459 0.413 0.521 0.523 0.618 0.214 0.515 0.013 0.996 0.248 0.338 0.154
Kromosom 3 1 2 1 3 4 4 1 2 5 6 7 2 3 7 5 6 7 8
0.238 0.731 0.428 0.884 0.648 0.533 0.536 0.590 0.789 0.529 0.190 0.421 0.129 0.288 0.724 0.773 0.022 0.370
Kromosom 4 1 4 1 3 6 6 1 2 2 4 6 2 3 7 5 5 7 8
0.254 0.106 0.996 0.445 0.117 0.690 0.629 0.788 0.737 0.132 0.792 0.497 0.620 0.107 0.543 0.268 0.515 0.736
OC kromosom 3 generasi 2 1 2 1 3 4 4 1 2 5 6 7 2 3 7 5 6 7 8
0.740 0.830 0.135 0.674 0.568 0.342 0.943 0.675 0.290 0.185 0.942 0.396 0.160 0.975 0.816 0.858 0.891 0.446
OC kromosom 4 generasi 2 1 4 1 3 6 6 1 2 2 4 6 2 3 7 5 5 7 8
0.057 0.515 0.933 0.318 0.389 0.724 0.957 0.968 0.558 0.341 0.354 0.345 0.312 0.675 0.458 0.178 0.597 0.974
No Kromosom Efisiensi Lintasan
1 Kromosom 1 72.32%
2 Kromosom 2 72.32%
3 Kromosom 3 84.38%
4 Kromosom 4 72.32%
5 OC kromosom 3 generasi 2 84.38%
L - 15
Berikut adalah hasil output dari software genetik:
Keterangan :
Pada generasi ke-1, terlihat penulisan C 2&1 – 11&14, yang berarti : kromosom 2 dan 1 dari hasil generasi ke-0 (encoding) dilakukan proses crossover dengan nilai crossing site adalah 11 dan 14.
Pada generasi ke-2, terlihat penulisan C 4&3 – 13&15, yang berarti : kromosom 4 dan 3 dari hasil generasi ke-1 (encoding) dilakukan proses crossover dengan nilai crossing site adalah 13 dan 15.
Hasil crossover dan mutasi yang ditampilkan oleh software adalah hanya hasil decoding kromosom yang valid.
No Kromosom Efisiensi Lintasan
1 Kromosom 1 72.32%
2 Kromosom 2 72.32%
3 Kromosom 3 84.38%
4 OC kromosom 3 generasi 2 84.38%
L - 16
Langkah-langkah untuk menyelesaikan kasus sederhana menggunakan software yang telah dibuat, adalah sebagai berikut :
1. Tampilan awal dari software
Pada tampilan awal ini terdiri dari 2 bagian yaitu: Input product dan
Proses. Pilih menu ”input product” untuk menginput data awal yang dibutuhkan, untuk proses perhitungan dan penyeimbangan lintasan
produksi. Setelah mengisi ”input product”, pilih menu ”proses” untuk menjalankan progam tersebut serta menampilkan hasilnya .
2. Pilih menu input product
L - 17
Cara menginput data awal ke dalam menu input product adalah: Langkah 1 :
Pada kolom input produk berisi jumlah elemen kerja yang diinginkan (disesuaikan dengan peta proses operasi yang diamati)
Kemudian mengisi jumlah produksi atau target produksi yang ingin dicapai.
Lalu pilih simpan produk.
Langkah 2 :
Pada kolom input mesin, kita melakukan input terhadap semua jenis mesin yang akan digunakan dalam proses produksi semua elemen kerja tersebut.
Setiap memasukkan nama mesin, pilih menu simpan mesin.
Kemudian masukkan nama mesin berikutnya dan pilih menu simpan mesin sampai semua jenis mesin selesai di input.
Langkah 3 :
Jumlah elemen kerja akan ditampilkan sesuai dengan angka yang dimasukkan ke jumlah operasi pada input produk.
L - 18
Operasi pendahulu (Predecessor) merupakan no. operasi pendahulu dari jenis operasi yang bersangkutan sesuai dengan urutan dalam precedence diagram.
Operasi pengikut (followers) merupakan no. operasi pengikut dari jenis operasi yang bersangkutan sesuai dengan urutan dalam precedence diagram.
Waktu proses merupakan waktu dari elemen kerja.
Jenis mesin dipilih berdasarkan operasi yang menggunakan jenis mesin tersebut.
Langkah 4 :
L - 19
Setelah data disimpan, keluar (exit) ke menu utama dan pilih menu proses.
Cara melakukan proses data adalah sebagai berikut : Langkah 1 :
Melakukan load case dengan mengetik nama file yang sama saat di save kasus pada menu input product.
L - 20
Langkah 2 :
Melakukan load parameter pada algoritma genetika.
Melakukan input terhadap jumlah generasi dan jumlah populasi yang diinginkan.
Menentukan probabilitas crossover (Pc) dan probabilitas mutasi (Pm).
Menyimpan (save) parameter genetika algoritma yang digunakan untuk memproses data.
Langkah 3 :
Melakukan proses untuk mendapatkan efisiensi lintasan tertinggi.
Replikasi berguna untuk melakukan pengulangan proses data dengan menggunakan parameter yang sama, sesuai dengan yang kita inginkan.
Berdasarkan penugasan elemen kerja menggunakan software Genetic Algortihm (GA), dengan menggunakan parameter sebagai berikut :
Ukuran populasi : 4
Jumlah generasi : 2
Probabilitas Crossover (Pc) : 0.95
Probabilitas Mutasi (Pm) : 0.01
1 – 1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1Latar Belakang Masalah
Setiap perusahaan senantiasa dituntut untuk meningkatkan daya saingnya. Salah satu upaya meningkatkan daya saing perusahaan adalah menekan biaya produksi, sehingga harga jual produk dapat diturunkan. Untuk menekan biaya produksi, perusahaan harus dapat meningkatkan kapasitas yang sudah dicapai saat ini. Kapasitas produksi dapat ditingkatkan dengan cara menambah jumlah sumber daya mesin dan tenaga kerja, namun hal ini membutuhkan biaya yang tidak sedikit, sehingga cara ini biasanya merupakan alternatif tindakan terakhir yang dilakukan oleh perusahaan. Cara lain yang dapat dilakukan perusahaan untuk dapat meningkatkan kapasitas produksi adalah dengan mengoptimalkan penggunaan sumber daya yang ada saat ini dimana salah satunya adalah dengan melakukan penyeimbangan lintasan produksi.
PT. Multi Garmenjaya adalah perusahaan yang bergerak dalam bidang garment dengan jenis produk yang dihasilkan celana jeans, kemeja, dan T-shirt. Berdasarkan wawancara dengan bagian produksi diketahui bahwa permasalahan yang dihadapi oleh perusahaan saat ini adalah tidak tercapainya target produksi produk celana jeans. Kapasitas produksi yang dapat dicapai oleh perusahaan saat ini adalah sebesar 699 unit/minggu, sedangkan target produksi yang ditetapkan oleh perusahaan adalah sebesar 900 unit/minggu. Untuk menutupi kekurangan pencapaian target produksi, perusahaan melakukan kerja lembur. Hal ini menyebabkan perusahaan harus mengeluarkan tambahan biaya produksi.
Bab I Pendahuluan 1 – 2
Tugas Akhir Universitas Kristen Maranatha
yang didapat, diharapkan target produksi yang diharapkan oleh perusahaan dapat tercapai.
1.2Identifikasi Masalah
Permasalahan yang dihadapi perusahaan saat ini adalah tidak tercapainya target produksi celana jeans yang ditetapkan oleh perusahaan. Hal ini dapat disebabkan oleh ketidakseimbangan lintasan produksi yang terjadi, dimana terlihat beberapa stasiun kerja yang tampak sangat sibuk dan terjadi penumpukan barang dalam proses (bottleneck), yaitu pada stasiun kerja 4, 7, 10, dan 11. Sementara beberapa stasiun kerja lainnya terlihat bekerja dengan santai, bahkan kadang kala menganggur (delay), yaitu stasiun 14, 16, dan 19.
Hal ini menunjukkan terjadinya ketidakseimbangan beban kerja antar stasiun kerja. Beban kerja suatu stasiun kerja dipengaruhi oleh waktu proses seluruh operasi yang dikerjakan oleh stasiun tersebut, dimana masing-masing operasi memerlukan waktu proses yang berbeda-beda. Oleh karena itu melalui penelitian ini, penulis akan mengusulkan pengaturan beban kerja yang sebaiknya diterapkan perusahaan agar total waktu proses tiap stasiun kerja menjadi lebih berimbang. Dengan demikian delay dan bottleneck dapat dikurangi.
1.3Pembatasan Masalah dan Asumsi
Dalam kegiatan penelitian dan kajian ini perlu adanya pembatasan masalah dan asumsi yang digunakan oleh penulis untuk membantu penulis menyelesaikan pengolahan data yang ada pada tugas akhir.
1.3.1 Pembatasan Masalah
Melihat luasnya permasalahan yang mungkin dibahas, maka penulis akan membatasi penelitian tugas akhir ini, sehingga hasil yang didapat menjadi lebih terarah dan baik. Pembatasan masalah tersebut adalah sebagai berikut:
1. Pengukuran waktu kerja dilakukan selama 2 minggu.
Bab I Pendahuluan 1 – 3
Tugas Akhir Universitas Kristen Maranatha
1.3.2 Asumsi
Dalam penulisan tugas akhir ini terdapat beberapa asumsi yang dilakukan oleh penulis. Asumsi-asumsi tersebut adalah sebagai berikut:
1. Mesin dan peralatan yang digunakan selalu dalam kondisi baik.
2. Pekerja dapat melakukan operasi pekerjaan diperusahaan tersebut dengan trampil dan bekerja secara normal.
3. Ketersediaan bahan baku mencukupi.
4. Tingkat kepercayaan sebesar 95% dan tingkat ketelitian sebesar 5%.
1.4Perumusan Masalah
Dalam penulisan tugas akhir ini penulis merumuskan masalah yang akan diteliti. Perumusan masalah tersebut adalah sebagai berikut:
1. Apa kekurangan dari lintasan produksi yang diterapkan oleh perusahaan saat ini?
2. Metode penyeimbangan lintasan produksi apa yang sebaiknya diterapkan oleh perusahaan?
3. Manfaat apa yang dapat diperoleh oleh perusahaan dengan penerapan metode penyeimbangan lintasan usulan?
1.5Tujuan Penelitian
Dalam penulisan tugas akhir ini terdapat tujuan penelitian yang dibuat untuk menjawab perumusan masalah. Tujuan penelitian tersebut adalah sebagai berikut:
1. Menganalisis kekurangan lintasan produksi yang ada saat ini.
2. Memberikan usulan metode penyeimbangan lintasan produksi yang sebaiknya diterapkan perusahaan.
Bab I Pendahuluan 1 – 4
Tugas Akhir Universitas Kristen Maranatha
1.6Sistematika Penulisan
Laporan tugas akhir ini dibagi ke dalam beberapa bab yang berisi sebagai berikut:
BAB 1 PENDAHULUAN
Bab ini berisi latar belakang masalah, identifikasi masalah, pembatasan masalah dan asumsi, perumusan masalah, tujuan dan manfaat penelitian, dan sistematika penulisan tugas akhir.
BAB 2 TINJAUAN PUSTAKA
Bab ini berisi teori-teori dan pengertian berkenaan dengan topik tugas akhir yang berguna sebagai pedoman dalam penelitian dan pembuatan tugas akhir ini.
BAB 3 METODOLOGI PENELITIAN
Bab ini menjelaskan mengenai perincian struktur kegiatan yang harus dilakukan dalam membuat tugas akhir, mulai dari penelitian pendahuluan, pengolahan data, sampai pada kesimpulan dan saran. Dibuat dalam bentuk flowchart berikut keterangannya.
BAB 4 PENGUMPULAN DATA
Bab ini berisi data-data yang berkaitan dengan topik penelitian yang diambil, baik yang merupakan data inti maupun data pelengkap.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi langkah pengolahan data dan analisis yang dilakukan penulis sehingga data yang diperoleh menghasilkan informasi yang dibutuhkan untuk keperluan pemecahan masalah perusahaan.
BAB 6 KESIMPULAN DAN SARAN
6-1 Universitas Kristen Maranatha
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil pengumpulan data, pengolahan data dan analisis, maka penulis dapat menarik kesimpulan sebagai berikut:
1. Kekurangan dari lintasan produksi yang diterapkan oleh perusahaan saat ini adalah efisiensi lintasan yang cukup rendah, yaitu sebesar 37%. Disamping itu, jumlah stasiun kerja yang dibutuhkan cukup banyak, yaitu sebanyak 19 stasiun kerja dan kapasitas produksi yang dihasilkan oleh perusahaan hanya sebesar 699 unit/minggu. Akibatnya target produksi yang ditetapkan oleh perusahaan tidak dapat tercapai.
2. Metode Genetic Algorithm, Region Approach, dan Positional Weight berturut-turut menghasilkan efisiensi lintasan sebesar 57,47%, 53,79%, dan 52,59%; jumlah stasiun kerja yang dibutuhkan sebesar 16, 17, dan 17 stasiun kerja; kapasitas produksi yang dihasilkan oleh ketiga metode adalah sama, yaitu sebesar 912 unit/minggu. Oleh karena itu, metode yang sebaiknya diterapkan oleh perusahaan adalah metode Genetik Algoritma, karena dibandingkan 2 alternatif metode penyeimbangan lainnya, metode Genetic Algorithm memiliki ukuran performansi yang paling baik.
3. Manfaat penerapan metode Genetic Algorithm bagi perusahaan adalah: - Peningkatan efisiensi lintasan sebesar 20,47%
- Pengurangan jumlah stasiun kerja sebanyak 3 stasiun kerja
Bab VI Kesimpulan dan Saran` 6-2
Tugas Akhir Teknik industri Universitas Kristen Maranatha
6.2 Saran
Penerapan metode Genetic Algorithm menghasilkan kelebihan produksi sebanyak 12 unit. Untuk itu, sebaiknya perusahaan melakukan usaha pemasaran yang lebih giat agar dapat meningkatkan penjualan.
xi Universitas Kristen Maranatha
DAFTAR PUSTAKA
1. Baroto, Teguh, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit Ghalia Indonesia.
2. Elsayed A. and Boucher, Thomas O, 1985, “Analysis And Control Of
Production System”, New Jersey : Prentice-Hall.
3. Gen, Mitsui dan Runwei Cheng, 1997, ”Genetic Algorithm & Enginering Design”, New York John Wiley and Sons
4. Mitchell, Melanie, 2002, “ An Introduction To Genetic Algorithms”, Prentice -Hall of India.
5. Obitko, Marek,. 1998, web : http://www.obitko.com/tutorials/genetic-algorithms/index.php
6. Narasimhan, 1995, “Production Planning & Inventory Control”, Prentice-Hall. 7. Sutalaksana, Anggawisastra, & Tjakraatmadja, 1979, “Teknik Tata Cara