BAB I PENDAHULUAN
1.1 Latar Belakang
Di era globalisasi ini, dunia industri berkembang dan tumbuh secara cepat, maka tidak dapat dipungkiri lagi bahwa arus globalisasi tersebut membawa pengaruh yang besar bagi dunia industri, khususnya Indonesia. Indonesia sudah menghadapi pasar bebas Asean Free Trade Ageement (AFTA). Perkembangan dunia industri juga diiringi dengan perkembangan teknologi, namun pada kenyataannya pemanfaatan teknologi dalam proses industri mengandung berbagai risiko.
pada area kerja dan mengakibatkan kecelakaan kerja pada karyawan produksi. Dengan kata lain apabila tata letak diperhatikan dengan benar memiliki beberapa manfaat yaitu seperti :
1. Mengurangi resiko kecelakaan kerja
Perancangan tata letak yang baik juga bertujuan untuk menciptakan lingkungan kerja yang aman, dan nyaman bagi para pekerja yang terkait di dalamnya.
2. Menciptakan lingkungan kerja yang nyaman
Dengan penataan lingkungan kerja yang baik, tertata rapi, tertib, pencahayaan yang baik, sirkulasi udara yang baik , dsb, maka suasana kerja yang baik akan tercipta sehingga moral dan kepuasan kerja para pekerja akan meningkat. Hal ini berpengaruh pada kinerja karyawan yang juga akan meningkat sehingga produktivitas kerja akan terjaga.
3. Mempermudah aktivitas supervisor
Tata letak yang baik akan mempermudah seorang supervisor untuk mengamati jalannya proses produksi.
4. Penghematan pemanfaatan area
Perancangan tata letak yang baik akan mengatasi pemborosan pemakaian ruang yang berlebihan.
6. Proses manufaktur yang lebih singkat
Dengan space ruang yang kecil pada bagian produksi dapat memperpendek jarak dalam pengambilan barang, sehingga tidak memerlukan waktu yang lama.
7. Mengurangi jarak perpindahan barang
Dalam proses produksi, perpindahan barang atau material pasti terjadi. Mulai dari bahan baku memasuki proses awal, pemindahan barang setengah jadi, sampai barang jadi yang siap untuk dipasarkan disimpan dalam gudang. Mengingat begitu banyaknya perpindahan barang yang terjadi dan betapa besarnya peranan perpindahan barang, terutama dalam proses produksi, maka perancangan tata letak yang baik akan meminimalkan biaya perpindahan barang tersebut.
8. Mengurangi delay
9. Menaikkan output produksi
Pada umumnya, tata letak yang baik akan memberikan output yang lebih besar dengan ongkos kerja yang lebih kecil atau sama, dengan jam kerja pegawai yang lebih kecil dan jam kerja mesin yang lebih kecil.
perusahaan Gearindo Prakarsa bergerak dibidang pabrikasi, khususnya di bidang kelistrikan, mekanik, pemipaan, struktur baja, tangki penyimpanan, dan konstruksi untuk minyak dan gas. Untuk itu proses produksi yang peneliti dapat gambarkan sebagai berikut :
Reject Reject Approve
Mulai
Proses Fabrikasi (Cutting Welding)
Sandblasting
NDT Test
Hydrotest
Coating
Final Painting
Quality Control
Wrapping
Tata letak fasilitas produksi tidak hanya dilihat dari keuntungannya namun juga harus melihat pemilihan tempat dan penempatan yang tepat yaitu dengan melihat jumlah dan luas area dari fasilitas produksi yang ada. Ada empat macam atau tipe tata letak yang secara klasik umum diaplikasikan dalam desain tata letak peralatan produksi, yaitu (Wignjosoebroto, 2009) :
1. Tata letak fasilitas berdasarkan aliran produksi
Menurut Wignjosoebroto (2009), jika suatu produk secara khusus memproduksi suatu macam produk atau kelompok produk dalam jumlah besar dan waktu produksi yang lama, maka semua fasilitas produksi dari pabrik tersebut diatur sedemikian rupa sehingga proses produksi dapat berlangsung seefisien mungkin. Dengan tata letak berdasarkan aliran produksi, maka mesin dan fasilitas produksi lainnya akan diatur menurut prinsip mesin sesudah mesin atau prosesnya selalu berurutan sesuai dengan aliran proses, tidak peduli macam mesin yang dipergunakan.
2. Tata Letak Fasilitas Berdasarkan Lokasi Material Tetap
3. Tata Letak fasilitas berdasarkan kelompok produk
Tata letak tipe ini didasarkan pada pengelompokkan produk atau komponen yang akan dibuat. Produk-produk yang tidak identik dikelompok berdasarkan langkah-langkah proses, bentuk, mesin atau peralatan yang dipakai dan sebagainya. Pengelompokkan tidak didasarkan pada kesamaan jenis produk akhir seperti halnya pada tipe produk tata letak. Pada tipe kelompok produk, mesin-mesin atau fasilitas produksi nantinya juga akan dikelompokkan dan di tempatkan dalam sebuah manufacturing sel. Karena di sini setiap kelompok produk akan memiliki urutan proses yang sama maka akan menghasilkan tingkat efisien yang tinggi dalam proses manufakturingnya. Efisiensi tinggi tersebut akan dicapai sebagai konsekuensi pengaturan fasilitas produksi secara kelompok atau sel yang menjamin kelancaran aliran kerja.
4. Tata letak fasilitas berdasarkan fungsi atau macam proses
Menurut Wignjosoebroto (2009), tata letak berdasarkan macam proses sering dikenal dengan proses atau tata letak berdasarkan fungsi adalah metode pengaturan dan penempatan dari segala mesin serta peralatan produksi yang memiliki tipe atau jenis sama ke dalam satu departemen.
diperkuat oleh standarisasi OSHAS 18001. Berdasarkan data yang didapat dilokasi penelitian bahwa kecelakaan kerja di lapangan yaitu :
Data kecelakaan kerja pada PT. Gearindo Prakarsa Nama Divisi Jumlah
Welder 6
Piping 2
Electric 2
Gambar 1.1. Data Kecelakaan kerja pada PT. Gearindo Prakarsa
Berdasarkan dari data diatas bahwa kecelakaan kerja masih sering terjadi di perusahaan Gearindo Prakarsa, secara umum ada 10 orang karyawan yang mengalami kecelakaan kerja di saat karyawan bekerja di Pabrik. Hal tersebut dapat dikarenakan sistem Kesehatan dan Keselamatan Kerja (K3) yang belum memenuhi standarisasi dari OHSAS 18001 dan tidak adanya evaluasi dengan menggunakan metode CIPP (Data berdasarkan obervasi dan wawancara).
dan Keselamatan Kerja (K3) dimaksudkan untuk memberi jaminan keselamatan dan meningkatkan derajat kesehatan para buruh dengan cara pencegahan kecelakaan dan penyakit akibat kerja, pengendalian bahaya di tempat kerja, promosi kesehatan, pengobatan dan rehabilitasi.
Perusahaan yang bagus adalah perusahaan yang benar-benar menjaga keselamatan dan kesehatan para pekerjanya dengan membuat aturan tentang kesehatan dan keselamatan kerja yang dilaksanakan oleh seluruh pekerja dan pimpinan perusahaan. Perlindungan tenaga kerja dari bahaya dan penyakit akibat kerja atau akibat lingkungan kerja sangat dibutuhkan oleh pekerja agar pekerja merasa aman dan nyaman dalam menyelesaikan pekerjaannya.
Menurut Utomo dan Sugiarto (2007:147) sistem kesehatan dan keselamatan kerja harus memenuhi persyaratan berikut :
a. Adanya pengorganisasian pelayanan kesehatan yang jelas tentang jenis, bentuk, jumlah, dan pendistribusiannya;
b. Adanya pengorganisasian pembiayaan kesehatan yang juga harus jelas dan jumlah, pendistribusian, pemanfaatan dan mekanisme pembiayaannya;
c. Mutu pelayanan dan manfaat pembiayaan, apakah sesuai dengan tuntutan dan kebutuhan masyarakat, serta apakah pembiayaan ini tidak mubazir.
a. Meningkatkan produktivitas karena menurunnya jumlah hari kerja yang hilang.
b. Meningkatnya efisiensi dan kualitas pekerja yang lebih komitmen. c. Menurunnya biaya-biaya kesehatan dan asuransi.
d. Tingkat kompensasi pekerja dan pembayaran langsung yang lebih rendah karena menurunnya pengajuan klaim.
e. Fleksibilitas dan adaptabilitas yang lebih besar sebagai akibat dari partisipasi dan ras kepemilikan.
f. Rasio seleksi tenaga kerja yang lebih baik karena meningkatnya citra perusahaan.
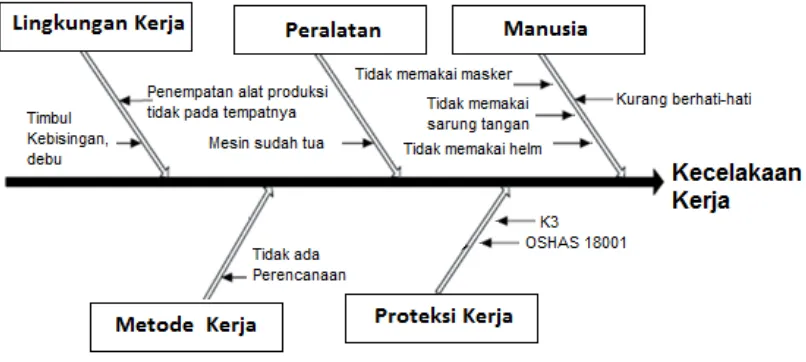
Gambar 1.1 Diagram Fishbone
1.2 Rumusan Masalah
Berdasarkan latar belakang diatas yang menjadi permasalahan dalam penelitian ini adalah bagaimana penataan engineering yang benar agar tidak terjadinya kecelakaan kerja pada karyawan produksi dan bagimana implementasi program Kesehatan dan Keselamatan Kerja (K3) pada karyawan produksi PT. Gearindo Prakarsa ditinjau dari OHSAS 18001 dengan pendekatan CIPP (Context, Input, Process, Product) ?
1.3 Tujuan Penelitian
Tujuan dari penelitian ini adalah :
2. Untuk mengetahui implementasi program Kesehatan dan Keselamatan Kerja (K3) PT. Gearindo Prakarsa ditinjau dari OHSAS 18001 dengan pendekatan CIPP (Context, Input, Process, Product).
1.4 Manfaat Penelitian 1. Perusahaan
Sebagai bahan masukan dan pertimbangan bagi pimpinan PT. Gearindo Prakarsa dalam membangun penataan peralatan produksi (engineering) untuk menghindari kecelakaan kerja dan membangun program Kesehatan dan Keselamatan Kerja (K3) yang berstandarkan pada OHSAS 18001 dan di evaluasi dengan pendekatan CIPP.
2. Ilmu Pengetahuan
Memberikan konstribusi bagi ilmuwan khususnya pada penataan peralatan produksi (engineering) dan meningkatkan program Kesehatan dan Keselamatan Kerja (K3) yang berstandarkan pada OHSAS 18001 serta memberikan konstribusi bagi pengembangan penelitian selanjutnya.
3. Peneliti