BAB I PENDAHULUAN
BAB II
MEKANISME PROSES PEMOTONGAN
Hingga saat ini pemesinan laju tinggi dan pemesinan keras masih lazim dilakukan pada keadaan pemesinan basah (wet machining). Pada metode ini sejumlah cairan pemotongan dialirkan ke kawasan pemotongan selama proses pemesinan dengan tujuan menurunkan suhu pemotongan dan melumasi bagian-bagian pemesinan sehingga diharapkan permukaan pemesinan memiliki suatu keutuhan permukaan (surface integrity) yang baik. Manfaat lain yang dapat diterima adalah umur pahat yang relatif panjang karena laju aus yang dapat dikurangi. Selanjutnya, permukaan mesin memperoleh manfaat dari keberadaan cairan pemotongan sebagai media pelumas yang menyebabkan gesekan antara pahat dan benda kerja yang relatif kecil.
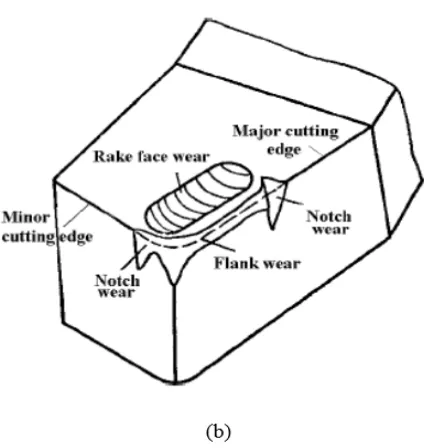
Gambar 2.1 (a) diagram spectrum kegagalan pahat
(b) ragam kegagalan pahat
Dari sudut pandang proses pemotongan logam, distorsi terhadap permukaan benda kerja mesin dikaji melalui topik keutuhan permukaan (surface integrity). Kajian keutuhan permukaan secara garis besar meliputi kajian topografi permukaan dan metalurgi permukaan. Kajian keutuhan permukaan yang diprakarsai oleh Field & Kahles (1971) melaporkan bahwa kajian ini begitu penting dilakukan, apalagi pada benda kerja yang termasuk kepada produk yang akan digunakan sebagai komponen berkehandalan tinggi.
BAB III
PROSES PEMOTONGAN ORTHOGONAL DAN OBLIQUE
Sistem pemotongan tegak merupakan penyederhanaan dari sistem pemotongan miring (obligue system) dimana gaya diuraikan menjadi komponen gaya yang bekerja pada suatu bidang. Pemotongan tegak (Orthogonal cutting) merupakan suatu sistem pemotongan dengan gerakan relatif antara mata pahat dan benda kerja membentuk sudut potong tepat 90º atau yang dinamakan dengan sudut potong utama (Kr), dan besarnya lebar mata pahat lebih besar dari lebar benda kerja yang akan dipotong. Sudut potong utama (Kr) mempunyai peran antara lain :
1. Menentukan lebar dan tebal geram sebelum terpotong (b dan h)
2. Menentukan panjang mata potong yang aktif atau panjang kontak antara geram dengan bidang pahat, dan
3. Menentukan besarnya gaya
Untuk kedalaman potong a dan gerak makan f yang tetap, maka dengan memperkecil sudut potong utama (Kr) akan menurunkan tebal geram sebelum terpotong h dan menaikkan lebar geram b.
Akan tetapi, pemakaian sudut potong utama yang kecil tidak selalu menguntungkan sebab akan menaikkan gaya radial Fx. Gaya radial yang besar mungkin menyebabkan lenturan yang terlalu besar ataupun getaran (chatter) sehingga menurunkan ketelitian geometrik produk dan hasil pemotongan terlalu kasar. Tergantung pada kekakuan (stiffness) benda kerja dan pahat serta metode pencekaman benda kerja serta geometri benda kerja.
Sudut geram mempengaruhi proses pembentukan geram pada proses pemotongan orthogonal. Untuk suatu kecepatan potong tertentu, sudut geram yang besar akan menurunkan rasio pemampatan tebal geram (λh) yang mengakibatkan kenaikan sudut geser (Ф).
BAB IV
KEAUSAN PAHAT
(CHIESEL WEAR)
Keausan pahat akan timbul dengan sendirinya dalam proses pemotongan logam. Kompleksitas yang mengelilingi keausan pahat bersumber dari berbagai faktor meliputi material yang diporses, alat pemesinan, alat potong, pendingin dan kondisi pemotongan. Selama proses Pemesinan, alat potong berinteraksi langsung dengan material. Geram dihasilkan dengan mengikis material, sementara panas yang terbentuk dari deformasi plastis dari material dan gesekan antarpermukaan material dan alat potong dipindahkan ke alat potong. Suhu pemotongan, kondisi kontraksi dan tekanan pada permukaan alat kerja dan pahat, mempengaruhi keausan alat dan mekanisme keausan. Hampir seluruh energi pemotongan diubah menjadi panas melalui proses gesekan, antara geram dengan pahat dan antara pahat dengan benda kerja\
Macam macam keausan alat potong
Keausan didefinisikan oleh ASTM sebagai kerusakan permukaan benda yang secara umum berhubungn dengan peningkatan hilangnya material yang disebabkan oleh pergerakan relatif benda dan sebuah substansi kontak. Keausan ini terjadi akibat dari kontak material dari satu atau kedua permukaan secara rolling, relative sliding, atau gerakan yang menghentak (impact motion).
Tipe – tipe keausan pahat berikut diidentifikasi pada alat potong titik tunggal :
1. Keausan Flank
Aus tepi yaitu keausan pada bidang utama/mayor. Keausan tepi dapat diukur menggunakan mikroskop, dimana bidang mata potong diatur sehingga tegak lurus sumbu optik. Dalam hal ini besarnya keausan tepi dapat diketahui dengan
Gambar 4.1 Flank wear 2. Keausan Crater
Keausan pada bidang geram disebut dengan keausan kawah (Crater Wear). Keausan kawah hanya dapat diukur dengan mudah dengan memakai alat ukurkekasaran permukaan. Dalam hal ini jarum/sensor alat ukur
digeserkan pada bidang geram dengan sumbu pergeseran diatur sehingga sejajar bidang geram. Darigrafik profil permukaan yang diperoleh dapat diukur jarak/kedalaman yan g paling besaryang menyatakan harga KT (mm). Gambar di bawah ini adalah gambar keausan tepidan keausan kawah:
Gambar 4.2 Crater Wear
3. Notch Wear
4. Built-up Edge
Built Up Edge terjadi karena material benda kerja menyatu dengan mata pahat.Penumpukan lapisan material benda kerja pada bidang geram di daerah dekat mata potong didalam proses pemesinan disebut BUE (Built Up Edge) yang mengubahgeometri pahat karena berfungsi sebagai mata potong yang baru dari pahat
yang bersangkutan. Karena telah mengalami regangan yang tinggi, BUE dala m proses pemotongan baja akan menjadi sangat keras (strain hardened) 5. Deformasi plastis Nyata
Aus pahat berupa deformasi plastis disebabkan tekanan temperatur yang tinggi pada bidang aktif pahat, dimana kekerasan dan kekuatan material pahat akan turun bersamadengan naiknya temperatur
6. Edge Chipping
Penyerpihan merupakan bentuk cacat kecil pada pahat yang terletak pada sisi mata pahat (cutting edge).
7. Perpatahan Nyata
BAB V
KEMAMPUAN PERMESINAN (MACHINABILITY)
Kemampuan mesinan atau kemudahan suatu bahan untuk dipotong (machinability) sangat dipengaruhi oleh jenis dan bentuk pahat yang digunakan. Pengujian kemampuan mesinan harus diadakan dalam kondisi standar kalau hasilnya ingin dapat diperbandingkan. Pengujian semacam itu menunjukkan tahanan bahan yang akan dipotong, dan hasilnya ditentukan oleh komposisi, kekerasan, ukuran, butiran, struktur mikro, karakteristik pengerasan kerja dan ukurannya.
Pengertian dasar proses permesinan :
Proses pemesinan adalah proses pemotongan material menjadi bentuk benda kerja dengan menggunakan perkakas potong yang dipasangkan pada mesin perkakas. Sedangkan mesin perkakas adalah suatu mesin dimana energi yang dihasilkan mesin digunakan untuk mendeformasikan dan selanjutnya memotong material kedalam bentuk dan ukuran dengan kekasaran sesuai dengan yang diinginkan.
Kecepatan pemotongan harus ditentukan agar waktu pemotongan sesuai dengan yang diinginkan , permasalahan ini akan timbul dalam setiap perencanaan proses pemesinan. Dalam proses pemesinan terdapat lima elemen dasar yang harus diperhatikan dalam perencanan proses pemesinan agar diperoleh waktu pemotongan yang efisien dan produktifitas tinggi.
BAB VI
PENUTUP
pada mekanisme proses pemotongan terdapat aspek aspek yang harus diperhatikan dengan benar seperti pelumasan pada pahat dan benda kerja dengan suatu cairan pendingin yang biasa disebut bromus. dengan adanya pelumasan cairan tersebut maka diharapkan menurunkan suhu pemotongan dan diharapkan umur pahat akan relatif menjadi panjang dikarenakan laju aus yang dapat dikurangi.
pada mekanisme proses pemotongan orthogonal dan oblique terdapat aspek -aspek lainya yaitu penentuan sudut potong yang tepat atau yang dinamakan dengan sudut potong utama (Kr), dan besarnya mata pahat harus lebih besar dari benda kerja yang akan dipotong. sudut potong utama (Kr) mempunyai peran sebagai penentu lebar dan tebal geram sebelum terpotong, penentu panjang mata potong yang aktif atau panjang kontak antara geram dengan bidang pahat dan menentukan besarnya gaya. material dari benda kerja juga akan mempengaruhi pemilihan sudut geram pada prinsipnya, untuk material yang lunak dan ulet memerlukan sudut geram yang besar untuk mempermudah proses pembentukan geram, sebaliknya bagi material yang keras dan rapuh memerlukan sudut geram yang kecil atau negatif
DAFTAR PUSTAKA
1) Abdul Haris Nasution, Armansyah Ginting, Tugiman, Alfian Hamsi (2009). Analisis Parameter Pemotongan Besi Cor Di Industri Logam Kecil Menengah Pada Peringkat Sensivitas. Medan
2) Maleki, R., Flexible Manufacturing Systems: The Technology and Management. New York: McGraw-Hill, 1991.