Praktikum Pengecoran dan Tempa 1 BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada era modern ini, dunia industri terus mengalami kemajuan terutama dalam bidang manufaktur. Ada berbagai macam produk yang dihasilkan dari proses manufaktur khususnya dari proses pengecoran. Proses pengecoran dalam dunia industri digunakan untuk membuat benda-benda berbentuk rumit, seperti benda berlubang dan lain sebagainya. Produk-produk yang rumit tersebut dapat diproduksi masal secara mudah dan efisien dengan menggunakan proses pengecoran logam.
Pengecoran logam merupakan proses pencairan logam untuk membentuk logam cair sesuai dengan bentuk yang diinginkan. Untuk membuat coran harus dilakukan dengan proses-proses seperti : peleburan logam, membuat rongga cetak, peoses penuangan, memeriksa dan menganalisa hasil coran. Sedangkan untuk pencairan logam dapat dilakukan dengan tanur induksi, dapur kopula, dan lain sebagainya.
Proses pengecoran logam dapat dilakukan dengan menggunakan pasir cetak sebagai media cetak, pengecoran dilakukan dengan menggunakan HDPC, dan invesment casting (pengecoran dengan lilin), dan alat yang lain. Pada laporan praktikum pengecoran ini pengecoran dilakukan dengan menggunakan pasir cetak sebagai media cetak atau dikenal dengan Sand casting..
Sand casting merupakan pengecoran dengan menggunakan pasir cetak sebagai media
utamanya. Pengecoran pasir cetak sebagai media cetak ini banyak digunakan untuk pekerjaan pengecoran.
1.2. Tujuan dan Manfaat Praktikum Pengecoran 1.2.1. Tujuan Praktikum Pengecoran
1. Untuk mengetahui apa yang dimaksud dengan Sand Casting. 2. Untuk mengetahui alat dan bahan dalam Sand Casting
3. Untuk mengetahui bagaimana proses pengecoran dengan Sand Casting 4. Untuk mengetahui cacat coran dalam Sand Casting
1.2.2. Manfaat Praktikum Pengecoran
Praktikum Pengecoran dan Tempa 2 BAB II
KAJIAN PUSTAKA
2.1. Pengertian Pengecoran Logam
Pengecoran Logam adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian di tuangkan kedalam rongga cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat. Salah satu metoda dalam
pengecoran adalah dengan menggunakan pasir cetak sebagai media cetak atau disebut dengan Sand Casting.
Sand Cating atau Pengecoran dengan cetakan pasir melibatkan aktivitas-aktivitas
seperti menempatkan pola dalam kumpulan pasir untuk membentuk rongga cetak, membuat sistem saluran, mengisi rongga cetak dengan logam cair, membiarkan logam cair membeku, membongkar cetakan yang berisi produk cor dan membersihkan produk cor. Hingga
sekarang, proses pengecoran dengan cetakan pasir masih menjadi andalan industri pengecoran terutama industri-industri kecil.
Klasifikasi pengecoran berdasarkan umur dari cetakan, ada pengecoran dengan sekali pakai (expendable Mold) dan ada pengecoran dengan cetakan permanent (permanent Mold). Cetakan pasir atau Sand Casting termasuk dalam expendable mold. Karena hanya bisa digunakan satu kali pengecoran saja, setelah itu cetakan tersebut dirusak saat pengambilan benda coran. Dalam pembuatan cetakan, jenis-jenis pasir yang digunakan adalah pasir silika, pasir zircon atau pasir hijau. Sedangkan perekat antar butir-butir pasir dapat digunakan, bentonit, resin, furan atau air gelas
2.2. Peralatan dan Perlengkapan dalam Pengecoran
Dalam melakukan pengecoran terdapat peralatan dan perlengkapan yang harus disiapkan. Dalam Sand Casting khususnya, peralatan dan perlengkapan tersebut adalah sebagai berikut :
1. Pasir Cetak
Digunakan membuat cetakan yang juga berfungsi untuk membuat pola/model dan inti, serta menahan aliran cairan logam pada waktu dituangkan kedalam cetakan. Contoh pasir yang digunakan dalam proses pengecoran yaitu pasir kali, pasir gunung, dan pasir silika. 2. Inti
Praktikum Pengecoran dan Tempa 3 3. Model/pola
Model/pola merupakan bahan yang menyerupai benda asli atau benda yang akan dicor pada bagian luar. Model/pola ini terbuat dari kayu (jati, mahoni, dan lainnya) dan logam (alumunium, besi, dan lainnya). Pola disini ukurannya dibuat lebih besar dari benda cor, hal ini dikarenakan adanya faktor penyusutan pada waktu cairan logam dingin.
4. Rangka cetak
Rangka cetak merupakan alat atau rangka yang terbuat dari kayu maupun logam yang berbentuk segiempat atau bulat yang digunakan untuk membuat cetakan. Cetakan sendiri merupakan alat yang berisi pasir cetak yang sudah dipadatkan untuk melakukan proses pengecoran.
5. Alat-alat Pembuat Cetakan
Alat-alat ini digunakan untuk membantu dalam membuat cetakan dan mempermudah dalam melakukan proses pengecoran logam. Alat-alat tersebut terdiri dari : penyangga, mandrel, pemberat, penumbuk, dan lain sebagainya.
2.3. Keselamatan dan Kesehatan Kerja (K3) 2.3.1. Sumber Bahaya
Tingkat bahaya yang dijumpai di lingkungan pengecoran logam ditentukan oleh berbagai faktor, diantaranya termasuk jumlah karyawan, jenis logam dan bahan lain yang digunakan, ukuran benda yang akan dicetak, mekanisme kontrol terhadap sumber bahaya, sistem ventilasi, desain bangunan, dan lain-lain.
Sumber bahaya terhadap kesehatan di proses pengecoran logam dapat dikelompokkan menjadi dua:
1. Bahaya dari penggunaan bahan zat kimia seperti debu silica, debu dan asap metal, carbon monoksida, dan senyawa kimia lain yang dilibatkan dalam proses.
2. Bahaya dari faktor fisika di lingkungan kerja, seperti kebisingan, getaran, dan iklim panas.
2.3.2. Penyakit Akibat Kerja (PAK)
Melalui berbagai penelitian, baik epidemiologi atau eksperimental, telah diketahui beberapa penyakit yang dicurigai berhubungan dengan proses pengecoran logam. Penyakit-pnyakit tersebut seperti :
1. Penyakit saluran pernafasan
Praktikum Pengecoran dan Tempa 4 apabila terhirup dalam waktu yang lama akan berakumulasi dalam paru dan
merangsang proses inflamasi. Akumulasi debu ini bersifat fibrogenik – merangsang pembentukan jaringan ikat, dan pada tingkat lanjut bisa bersifat karsinogenik – merangsang pembentukan sel kanker.
2. Penyakit diluar saluran pernafasan
Termasuk diantaranya intoksikasi Timbal (Pb), karbon monoksida, dan Beryllium (Berylliosis).
3. Thermal Stress
Stress tubuh akibat suhu tinggi yang dihasilkan proses pengecoran logam. 4. Gangguan pendengaran
Merupakan akibat dari tingginya tingkat kebisingan terutama yang berasal dari mesin-mesin. Tanpa kontrol yang baik, tingkat kebisingan dapat mencapai 85 – 120 dBA; nilai ini diatas NAB (Nilai Ambang Batas) 85 dB yang diperbolehkan. 5. Gangguan muskuloskeletal
Sebagai akibat dari posisi tubuh yang salah atau tuntutan aktivitas fisik yang berat selama bekerja.
6. Sindrom akibat getaran
Dikenal dengan istilah Raynaud’s Phenomenon of Occupational Origin.
Penyakit ini timbul akibat penggunaan alat-alat yang bergetar dalam jangka waktu yang lama.
2.3.3. Kecelakaan Kerja
Selain berpotensi menyebabkan PAK, proses pengecoran logam juga menempatkan pekerja dalam posisi yang rentan terhadap kecelakaan kerja.
Kecelakaan kerja di tempat pengecoran logam dapat terjadi akibat : pekerjaan manual, penggunaan mesin, permukaan tempat kerja atau jalan, benda asing yang mengenai mata, dan paparan dengan benda panas.
2.4. Material dan Perlengkapan Pengecoran
Dalam melakukan pengecoran dengan Sand Casting, material dan perlengkapan yang dibutuhkan adalah pasir, pola, inti, sistem saluran dan karakteristik pembekuan, cetakan, dan dapur kopula.
2.4.1. Pasir Cetak
Praktikum Pengecoran dan Tempa 5 1. Pasir Silika
Pasir silika didapat dengan cara menghancurkan batu silika, kemudiandisaring untuk mendapatkan ukuran butiran yang diinginkan. Kebanyakan pasir yang digunakan dalam pengecoran adalah pasir silika (SiO2).
2. Pasir Zirkon
Pasir Zirkon berasal dari pantai timur australia yang mempunyai daya tahan api yang efektif untuk mencegah sinter
3. Pasir Olivin
Pasir Olivin didapat dengan cara menghancurkan batu yang membentuk 2MgO, SiO2 dan 2FeO.SiO2. Pasir olivin mempunyai daya hantar panas yang lebih besar dibanding pasir silika.
Alasan pemakaian pasir sebagai bahan cetakan adalah karena murah dan
ketahanannya terhadap temperature tinggi.Pemilihan jenis pasir untuk cetakan melibatkan beberapa faktor penting seperti bentuk dan ukuran pasir. Sebagai contoh , pasir halus dan bulat akan menghasilkan permukaan produk yang mulus/halus. Ukuran butir yang kecil akan menghasilkan permukaan coran yang baik, tetapi ukuran butir yang besar akan menghasilkan permeabilitas yang baik, sehingga dapat membebaskan gas-gas dalam rongga cetak selama proses penuangan Untuk membuat pasir cetak selain dibutuhkan pasir juga pengikat (bentonit atau clay/lempung) dan air.Ketiga Bahan tersebut diaduk dengan komposisi tertentu dan siap dipakai sebagi bahan pembuat cetakan.Beberapa indikator untuk menentukan kualitas cetakan pasir adalah sebagai berikut :
1. Kekuaatan
Kemampuan cetakan untuk mempertahankan bentuknya dan ketahanannya terhadap pengikisan oleh aliran logam cair. Hal ini tergantung pada bentuk pasir, kualitas pengikat dan faktor-faktor yang lain.
2. Permeabilitas
Kemampuan cetakan untuk membebaskan udara panas dan gas dari dalam cetakan selama operasi pengecoran melalui celah-celah pasir cetak.
3. Stabilitas Termal
Kemampuan pasir pada permukaan rongga cetak untuk menahan keretakan dan pembengkokan akibat sentuhan logam cair.
4. Kolapsibilitas
Praktikum Pengecoran dan Tempa 6 5. Reusabilitas
kemampuan pasir (dari pecahan cetakan) untuk digunakan kembali (didaur ulang).
2.4.2. Pola
Pola merupakan gambaran dari bentuk produk yang akan dibuat. Pola dapat dibuat dari kayu ,plastic/polimer ,resin sintetis atau logam. Pemilihan material pola tergantung pada bentuk dan ukuran produk cor, akurasi dimensi, jumlah produk cor dan jenis proses pengecoran yang digunakan. Pola dapat berguna agar menjaga ketelitian ukuran benda coran.Hal yang diperhatikan dalam menentukan pola adalah : 1. Pola harus mudah dikeluarkan dari cetakan
2. Penempatan inti harus mudah
3. Sistem saluran harus dibuat sempurna untuk mendapat aliran logam cair yang optimum.
Pola memiliki beberapa jenis, jenis-jenis pola tersebut adalah sebagai berikut : 1. Pola tunggal (Solid Pattern)
Biasanya digunakan untuk bentuk produk yang sederhana dan jumlah produk sedikit. Pola ini dibuat dari kayu dan tentunya tidak mahal.
Gambar 2.4.2.a. Pola tunggal 2. Pola Belah (Split Pattern)
Terdiri dari dua buah pola yang terpisah sehingga akan diperoleh rongga cetak dari masing-masing pola. Dengan pola ini, bentuk produk yang dapat dihasilkan rumit dari pola tunggal. Tetapi proses cetakannya lebih mudah dari pola tunggal.
Praktikum Pengecoran dan Tempa 7 3. Pola dengan Papan Penyambung
Digunakan untuk jumlah produksi yang lebih banyak. Pada pola ini, dua bagian pola belah masing-masing diletakan pada sisi yang berlawanan dari sebuah papan kayu atau pelat besi.
4. Pola Cope and Drug
Pola ini hampir sama dengan pola dengan papan penyambung, tetapi pada pola ini dua bagian dari pola belah masing-masing ditempelkan pada papan yang terpisah. Pola ini biasanya juga dilengkapi dengan sistem saluran masuk dan riser. 2.4.3. Inti
Fungsi inti adalah membuat rongga pada benda coran. Inti dibuat terpisah dengan cetakan dan dirakit pada saat cetakan akan digunakan. Bahan inti harus tahan menahan temperatur cair logam.Untuk produk cor yang memiliki lubang/rongga seperti pada blok mesin kendaraan atau katup-katup biasanya diperlukan inti. Inti ditempatkan dalam rongga cetak sebelum penuangan untuk membentuk permukaan bagian dalam produk dan akan dibongkar setelah cetakan membeku dan dingin. Seperti cetakan, inti harus kuat, permeabilitas baik, tahan panas dan tidak mudah hancur (tidak rapuh).
Pemasangan inti didalam rongga cetak kadang-kadang memerlukan pendukung (support) agar posisinya tidak berubah. Pendukung tersebut disebut chaplet, yang dibuat dari logam yang memiliki titik lebur yang lebih tinggi dari pada titik lebur benda cor. Sebagai contoh, chaplet baja digunakan pada penuangan besi tuang, setelah penuangan dan pembekuan chaplet akan melekat ke dalam benda cor, bagian chaplet yang menonjol ke luar dari benda cor selajutnya dipotong.
Praktikum Pengecoran dan Tempa 8 Gambar 2.4.3.c. Hasil coran dengan lubang
2.4.4. Sistem Saluran dan Karakteristik Pembekuan
Sistem saluran masuk (gating system) untuk mengalirkanlogam cair ke dalam rongga cetakan, terdiri dari cawan tuang, saluran turun,pengalir dan saluran masuk tempat logam mengalir memasuki rongga cetakan.Fungsi system saluran masuk perlu dirancang dengan mantap dengan mempertimbangkan faktor-faktor berikut:
1. Aliran logam hendaknya memasuki rongga cetakan pada dasar atau dekat dasarnya dengan turbulensi seminimal mungkin. Hal ini perlu diperhatikan, khususnya pada benda tuang yang kecil
2. Pengikisan dinding saluran masuk dan permukaan rongga cetakan harus ditekan dengan mengatur aliran logam cair atau dengan menggunakan inti pasir kering. 3. Aliran logam cair yang masuk harus diatur sedemikian sehingga terjadi solidifikasi
terarah. Solidifikasi hendaknya mulai dari permukaan cetakan kearah logam cair sehingga selalu ada logam cair cadangan untuk menutupi kekurangan akibat penyusutan.
4. Usahakanlah agar slag, kotoran atau partikel asing tidak dapat masuk ke dalam rongga cetakan.
Gambar 2.4.4.a. Sistem Saluran
Praktikum Pengecoran dan Tempa 9 (riser) digunakan ssebagai cadangan logam cair untuk menutup rongga karena
penyusutan. Penyusutan selalu terjadi jika logam membeku dan apabila penyusutan tidak diatur dengan baik maka bisa menimbulkan rongga penyusutan yang besar. Umumnya rongga penyusutan terjadi pada daerah dengan temperatur paling tinggi atau di tempat dimana terjadi pembekuan paling akhir.
Gambar 2.4.4.b. Karakteristik Pembekuan 2.4.5. Cetakan
Dalam proses pengecoran dengan menggunakan pasi cetak terdapat tiga klasifikasi cetakan pasir. Ketiga klasifikasi cetakan pasir tersebut adalah sebagai berikut :
1. Cetakan Pasir Basah
Cetakan pasir basah merupakan cetakan yang banyak digunakan dan paling murah. Kata “basah” dalam cetakan pasir basah berati pasir cetak itu masih cukup mengandung air atau lembab ketika logam cair dituangkan ke cetakan itu. Istilah lain dalam cetakan pasir adalah skin dried. Cetakan ini sebelum dituangkan logam cair terlebih dahulu permukaan dalam cetakan dipanaskan atau dikeringkan. Karena itu kekuatan cetakan ini meningkat dan mampu untuk diterapkan pada pengecoran produk-produk yang besar, dibuat dari campuran pasir, lempung, dan air. Cetakan pasir basah juga banyak digunakan untuk besi tuang, paduan logam tembaga dan aluminium yang beratnya relatif kecil (maksimum 100 kg).
Keunggulan dari cetakan basah ini adalah : Memiliki kolapsibilitas yang baik
Praktikum Pengecoran dan Tempa 10 Kelemahan dari cetakan basah ini adalah uap lembab dalam pasir dapat
menyebabkan kerusakan pada beberapa coran, tergantung pada logam dan geometri coran. Untuk komposisi dari cetakan basah ini adalah sebagai berikut :
Pasir 80-90 % Bentonit 10-15 % Air 4-5 %
Bahan Penolong / grafit 2-3 %
2. Cetakan Pasir Kering
Cetakan pasir kering, dibuat dengan menggunakan bahan pengikat organik, dan kemudian cetakan dibakar dalam sebuah oven dengan temperatur berkisar antara 204o sampai 316oC. Pembakaran dalam oven dapat memperkuat cetakan dan mengeraskan permukaan rongga cetakan. Cetakan pasir kering digunakan pada benda tuang yang berukuran besar (diatas 100 kg).
Keunggulan dari cetakan kering ini adalah dimensi produk cetak yang lebih baik. Sedangkan untuk kelemahan dari cetakan kering adalah sebagai berikut : Lebih mahal dibandingkan dengan cetakan pasir basah
Laju produksi lebih rendah karena dibutuhkan waktu pengeringan
Pemakaian terbatas untuk coran yang medium dan besar dalam laju produksi rendah → medium
Untuk komposisi dari cetakan kering ini adalah : Pasir 80-90 %
3. Cetakan Kulit Kering
Praktikum Pengecoran dan Tempa 11 pembakaran, seperti antara lain resin turan, penolik, minyak alkyd. Cetakan tanpa pembakaran ini memiliki kendali dimensi yang baik dalam aplikasi produksi yang tinggi.
2.4.6. Dapur Kpoula
Dapur kopula adalah dapur yang digunakan untuk melebur besi tuang. Dapur ini berbentuk silindrik tegak, terbuat dari baja dan bagian dalamnya dilapisi dengan batu tahan api. Sebagai bahan bakar digunakan kokas (coke), dan batu kapur digunakan sebagai fluks, sedang bahan bakunya adalah besi bekas dan seringkali ditambahkan besi kasar.
Pengisisan dilakukan melalui charging door bergantian antara kokas dan besi. Pembakaran terjadi disekitar pipa hembus sehingga di daerah ini akan terjadi
percairan besi dan fluks akan bereaksi dengan abu kokas dan impuritas lainnya membentuk terak. Terak akan mengapung di atas besi cair dan berfungsi sebagai pelindung hingga tidak bereaksi dengan lingkungan di dalam kupola.
Cairan akan dikeluarkan secara berkala bila jumlah cairan sudah cukup banyak. Penambahan bahan baku juga dilakukan secara berkala dan dapur dapat bekerja secara kontinu.
Gambar 2.4.6.a Dapur Kopula 2.4.6.1.Penggolongan Daerah dalam Kopula
Praktikum Pengecoran dan Tempa 12 1) Daerah pemanasan mula adalah bagian dari pintu pengisian sampai
ditempat dimana logam mulai cair. Selama turun di daerah ini, logam
mengalami pemanasan mula.
2) Daerah lebur adalah bagian atas dari alas kokas dimana logam
mencair.
3) Daerah panas lanjut adalah bagian bawah daerah lebur sampai rata
tuyer. Logam cair dipanaskan lanjut selama turun melalui daerah ini.
4) Daerah krus adalah bagian dari tuyer sampai dasar kupola. Logam cair
dan sebagian kecil terak ditampung di daerah ini.
Selain hal tersebut diatas, bagian dalam kupola dibagi menjadi daerah
oksidasi dan daerah reduksi, tergantung pada reaksi antara kokas dan gas.
1) Daerah oksidasi: dimulai dari tuyer sampai rata tengah-tengah alas kokas. Dalam daerah ini kokas dioksidasi oleh udara yang ditiupkan
melalul tuyer.
2) Daerah reduksi: Bagian atas dari daerah oksidasi, dimana gas CO2 yang timbul di daerah oksidasi, direduksi oleh kokas.
1. Kapasitas Peleburan
Kapasitas peleburan dari kupola dinyatakan oleh laju peleburan dalam
satuan berat persatuan waktu, umumnya ditulis ton per jam. Kapasitas
peleburan dapat berubah tergantung kepada: volume angin, perbandingan
muatan besi dengan kokas serta syarat-syarat operasi peleburan lainnya,
walaupun diameter kupola sama.
2. Tinggi Efektif
Tinggi efektif dari kupola adalah tinggi dari pertengahan tuyer (lubang
hembus) sampai bagian bawah dari pintu pengisian. Pada daerah ini
terjadi pemanasan awal. Karena itu kupola yang tinggi akan efektif untuk
pemindahan panas, akan tetapi kupola yang terlalu tinggi cenderung
memiliki tahanan besar terhadap aliran gas. Hal ini juga menimbulkan
resiko terjadinya peng-hancuran kokas. Syarat-syarat ini perlu
dipertimbangkan, sehingga tinggi efektif kupola standar biasanya
dikonstruksi berkisar antara empat sampai lima kali ukuran diameter
dalam, diukur dari titik tengah tuyer.
Praktikum Pengecoran dan Tempa 13 Daerah krus adalah daerah dari bagian bawah tuyer sampai ke dasar
kupola. Daerah krus dari kupola yang mempunyai perapian muka dibuat
dangkal, karena tidak difungsikan untuk menyimpan logam cair di
dalamnya. Daerah krus dari kupola tanpa perapian muka dibuat dalam.
Biasanya ukuran krus dikonstruksi untuk dapat menampung dua atau tiga
pengisian. Dalam daerah krus terdapat juga kokas, sehingga volume yang
terisi oleh logam cair kira-kira 45 % dari volume daerah krus. Krus yang
besar tidak dikehendaki sebab besi cair menyerap karbon dan belerang
dari kokas.
4. Lubang Cerat dan Lubang Terak
Lubang cerat dan lubang terak dibuat di daerah krus. Bentuk dan
susunan dari lubang-lubang ini berbeda menurut cara pengeluaran besi
cair dan terak. Pengeluaran besi cair dan terak dilakukan secara berkala.
Pada proses ini besi cair atau terak ditampung sementara di dalam krus,
kemudian dikeluarkan secara berkala melalui lubang cerat atau lubang
terak dengan operasi tangan.
Proses pengeluaran terak yang paling baik adalah dari posisi depan
tanur, dimana terak mengalir secara kontinyu bersama logam dari dasar
dan sekaligus terak terpisah dari logam cair. Proses ini terbaik karena
menghasilkan besi cair dengan kadar unsur-unsur lain terendah.
Proses pengeluaran terak dari belakang: dalam proses ini lubang cerat
dan lubang terak dibuat pada tempat yang berlainan sehingga tidak perlu
lagi memisahkan terak. Besi yang dikeluarkan secara kontinyu dialirkan
kedalam penampung (perapian depan), yang nantinya akan dikeluarkan
sejumlah besi sesuai diperlukan.
5. Tuyer
Tuyer berfungsi menghembuskan udara untuk pembakaran kokas
dengan volume dan tekanan yang memadai. Jadi jumlah luas penampang
tuyer harus ditentukan secara tepat. Jumlah luas penampiag tuyer yang
terlalu kecil menyebabkan kecepatan udara terlalu tinggi jadi menurunkan
temperatur dari gas pembakaran. Sebaliknya luas yang terlalu besar
menurunkan kecepatan udara dan pembakaran yang seragam tidak
Praktikum Pengecoran dan Tempa 14 kecil dan delapan sampai dua belas untuk kupola besar. Jumlah tuyer
dipilih secara empirik dalam jumlah genap.
2.4.6.2.Pengoperasian Dapur Kopula
Dalam perhitungan harga peleburan, ketahanan lapisan tanur merupakan
faktor yang ikut menentukan. Biasanya pengerjaan pelapisan tanur dengan
pemadatan biasa ataupun penyemprotan telah mencukupi untuk
dipergunakan selama satu rangkaian proses peleburan (7 – 8 jam).
Kemudian setelah itu harus dibersihkan dan dilapisi kembali pada
bagian-bagian yang terkikis. Tanur kupola yang diopersikan menerus hingga
beberapa kali rangkaian proses peleburan akan kehilangan lebih banyak
lapisan tanur, bahkan terkadang sampai menembus ke mantel tanur.
Kerusakan pada mantel ini dapat dihindari dengan pendinginan air dari luar
yang disemprotkan secara menerus disekitarnya.
Kebutuhan akan ketahanan lapisan tanur ini tidak dapat diuraikan secara
umum saja, karena pengaruh-pengaruh yang timbul di berbagai operasi selalu
berbeda. Dalam hal ini hanya dapat diperkirakan, bahwa dari 250 – 300 mm
ketebalan lapisan hanya tersisa sekitar 100 – 150 mm ketebalan setelah
selesai satu rangkaian operasi. Pengikisan dapat lebih banyak terjadi pada
pengoperasian di atas 1500 C (suhu terukur). Ketinggian pengikisan ini
tergantung dari letak daerah pencairan.
Hal-hal penting yang mempengaruhi ketahanan lapisan adalah :
Besar maupun jenis kupola
Persiapan tanur ( bahan, sistem, cara dan waktu pengeringan lapisan) Pengoperasian kupola (lama operasi, jumlah batu kapur, komposisi &
jumlah terak, komposisi & suhu bahan yang dilebur)
2.5. Proses Pengecoran
2.5.1. Tahap Persiapan
Dalam proses pengecoran adapun persiapan yang harus dilakukan sebelum melakukan proses pengecoran yaitu :
1) Persiapkan peralatan K3 dengan baik dan gunakanlah dengan benar untuk menghindari kejadian buruk yang tidak diinginkan.
Praktikum Pengecoran dan Tempa 15 3) Sediakan pola yang akan digunakan untuk membuat cetakan pada pasir cetak. 4) Persiapkan tungku dan cek keadaan tungku apakah dalam keadaan baik dan siap
digunakan.
5) Patuhi prosedur dalam pengecoran untuk menghindari hal-hal yang tidak dinginkan.
2.5.2. Pembuatan Pola
Dalam pembuatan pola dapat digunakan berbagai macam bahan seperti besi, alumunium, plastik, kayu,dan lain sebagainya. Pembuatan pola dibuat dengan melalui proses pembubutan atau pengefraisan. Pada saat membuat pola harus
dipertimbangkan juga hal yang sangat penting yaitu : 1) Penentuan kup, drag dan permukaan pisah
2) Penambahan ukuran akibat penyusutan 3) Tambahan unutuk pengerjaan mesin 4) Penentuan kemiringan pola
5) Tingkat kehalusan pola
6) Usahakan pola dibuat semudah-mudahnya.
7) Kestabilan inti, sehingga tidak terjadi pergeseran sewaktu proses penuangan logam cair yang akan mengakibatkan cacat.
8) Proses pembuatan pola harus mudah diambil sehingga tidak merusak cetakan. 2.5.3. Pengolahan Pasir Cetak
Untuk pengolahan pasir cetak ada beberapa jenis pasir yang dapat digunakan yaitu pasir silica, dan lain sebagainya. Proses pengolahan pasir cetak ini adalah : 1) Mengayak pasir untuk memisahkan dari kotoran dan butiran-butiran pasir yang
sangat kasar.
2) Kemudian timbang pasir dengan jumlah yang sudah ditentukan untuk memudahkan dalam menentukan perbandingan dengan air dan bentonit.
3) Haluskan bentonit yang masih kasar untuk pencampuran dengan pasir agar mendapatkan hasil yang baik dalam pembuatan pasir cetak.
4) Campurlah pasir, air, dan bentonit sesuai dengan yang ditentukan 2.5.4. Pembuatan Cetakan
Praktikum Pengecoran dan Tempa 16 2.5.5. Proses Peleburan
Peleburan logam merupakan aspek terpenting dalam operasi-operasi pengecoran karena berpengaruh langsung pada kualitas produk cor. Pada proses peleburan, mula-mula muatan yang terdiri dari logam (alumunium), unsur-unsur paduan dan material lainnya seperti fluks dan unsur pembentuk terak dimasukkan kedalam tungku. Fluks adalah senyawa inorganic yang dapat “membersihkan” logam cair dengan
menghilangkan gas-gas yang ikut terlarut dan juga unsur-unsur pengotor (impurities). Fluks memiliki beberpa kegunaan yang tergantung pada logam yang dicairkan, seperti pada paduan alumunium terdapat cover fluxes(yang menghalangi oksidasi
dipermukaan alumunium cair).Cleaning fluxes,drossing fluxes, refining fluxes, danwall cleaning fluxes.
2.5.6. Proses Penuangan
Dalam proses penuangan pengecoran terdapat beberapa hal yang harus diperhatikan, antara lain :
1. Pengeringan Ladel
Pengeringan ladel yang tidak smpurna menyebabkan turunnya temperatur logam cair, oksidasi dari cairan dan cacat coran seperti rongga udara, lubang lubang jarum dan sebagainya. Maka dari itu ladel dapat dipanaskan pada lubang yang terdapat di atas dapur kupola. Pengeringan ladel ini juga dimaksudkan agar suhu pada ladel dan logam coran yang sudah cair tidak berbeda jauh untuk mengurangi suhu pembekuan antara ladel dan logam coran.
2. Pembuangan Terak
Sebelum penuangan, terak diatas cairan harus dibuang. Terak terjadi karena penambahan inokulan dan erosi dari lapisan. Untuk memudahkan pembuangan terak, dengan cara abu jerami atau tepung gelas ditaburkan diatas permukaan cairan logam, mereka menutupi permukaan cairan dan mencegah penurunan temperatur
3. Temperature Penuangan
Temperature penuangan banyak mempengaruhi kualitas coran. Jika temperatur terlalu rendah menyebabkan waktu pembekuan yang pendek, kecairan yang buruk dan menyebabkan cacat coran seperti rongga penyusutan, rongga udara, salah alir dan sebagainya.
Praktikum Pengecoran dan Tempa 17 Dalam menuang logam penting dilakukan dengan tenang dan cepat. Selama penuangan ladel perlu terisi penuh dengan logam cair agar tidak menimbulkan kekurangan logam cair pada saat penuangan dan terjadinya cacat akibat
kekurangan logam cair. Waktu penuangan yang cocok perlu ditentukan dengan mempertimbangkan berat, tebal coran, sifat cetakan, dan lain sebagainya. 2.5.7. Proses Pembongkaran
Sebelum proses pembongkaran dilakukan, tunggu logam cair sampai membeku terlebih dahulu sekitar 10-15 menit. Setelah logam sudah membeku bongkarlah cetakan pada wadah yang kosong agar pasir yang akan dibongkar tidak berserakan kemana-mana. Bongkar pasir dengan sekop secara perlahan sampai pola terlihat. 2.5.8. Pemotongan Sistem Saluran
Setelah pola sudah dibongkar dari pasir cetak, potonglah sistem saluran yang terdapat pada pola. Pemotongan sistem saluran dapat mnggunakan gerinda potong maupun gergaji. Pada saat melakukan pemotongan sistem saluran potonglah dengan hati-hati agar tidak merusak pola dan terjadi hal yang tidak diinginkan.
2.5.9. Pembersihan Coran
Pembersihan coran bertujan untuk menghilang sisa-sisa pasir yang terdapat pada sela-sela coran agar lebih mudah saat dilakukan finishing. Pembersihan ini dapat dilakukan dengan sikat baja atau sapu kecil.
2.5.10. Pemeriksaan Hasil
Pemeriksaan hasil dilakukan untuk mengetahui cacat coran apa saja yang terjadi dalam hasil coran.
2.6. Cacat pada Pengecoran
Proses pengecoran dilakukan dengan beberapa tahapan mulai dari pembuatan cetakan, proses peleburan, penuangan dan pembongkaran. Untuk menghasilkan coran yang baik maka semuanya harus direncanakan dan dilakukan dengan sebaik-baiknya. Namun hasil coran sering terjadi cacat. Cacat yang terjadi pada coran dipengaruhi oleh bebrapa faktor seperti : 1. Desain pengecoran dan pola
2. Pasir cetak, desain cetakan, dan inti 3. Komposisi muatan logam
4. Proses peleburan dan penuangan 5. Sistem saluran masuk dan penambah.
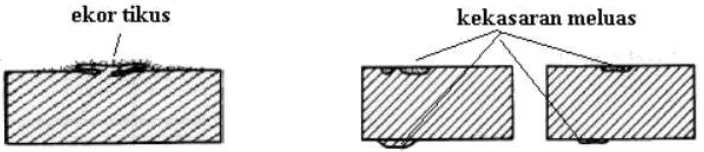
Praktikum Pengecoran dan Tempa 18 1. Cacat ekor tikus tak menentu atau kekasaran yang meluas
Cacat ekor tikus merupakan cacat dibagian luar yang dapat dilihat dengan mata. Bentuk cacat ini mirip seperti ekor tikus, yang diakibatkan dari pasir permukaan cetakan yang mengembang dan logam masuk kepermukaan tersebut. Kekasaran yang meluas merupakan cacat pada permukaan yang diakibatkan oleh pasir cetak yang tererosi. Bentuk cacat ekor tikus dan kekasaran yang meluas dapat dilihat pada gambar 2.6.a
Gambar 2.6.a. Cacat ekor tikus atau kekasaran yang meluas 2. Cacat lubang-lubang
Cacat lubang memiliki bentuk dan akibat yang beragam. Bentuk cacat lubang-lubang dapat dibedakan menjadi :
1) Rongga udara
Gambar 2.6.b. Cacat rongga udara 2) Lubang jarum
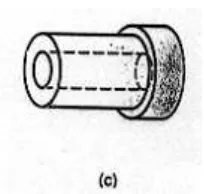
Gambar 2.6.c. Cacat lubang jarum 3) Penyusutan dalam
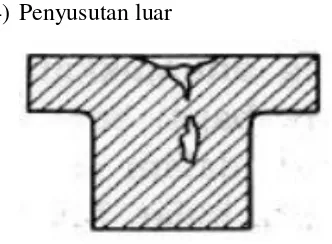
Praktikum Pengecoran dan Tempa 19 4) Penyusutan luar
Gambar 2.6.e. Cacat penyusustan luar 5) Rongga penyusutan
Gambar 2.6.f. Cacat rongga penyusutan 6) Cacat rongga gas kecil
Gambar 2.6.g. Cacat rongga gas kecil 3. Cacat retakan
Cacat retakan dapat disebabkan oleh penyusutan atau akibat tegangan sisa. Keduanya dikarenakan proses pendingan yang tidak seimbang selama pembekuan. Bentuk cacat retakan dapat dilihat pada gambar 2.6.h.
Gambar 2.6.h. Cacat retakan
Praktikum Pengecoran dan Tempa 20 Cacat permukaan kasar menghasilkan coran yang permukaannya kasar. Cacat ini
dikarenakan oleh beberapa factor seperti : cetakan rontok, kup terdorong ke atas, pelekat, penyinteran dan penetrasi logam.
Gambar 2.6.i. Cacat cetakan rontok Gambar 2.6.j. Cacat cup terdorong ke atas
Gambar 2.6.k. Cacat pelekat Gambar 2.6.l. Cacat Penyinteran
Gambar 2.6.m. Cacat penetrasi logam
5. Cacat salah alir
Cacat salah alir dikarenakan logam cair tidak cukup mengisi rongga cetakan. Umumnya terjadi penyumbatan akibat logam cair terburu membeku sebelum mengisi rongga cetak secara keseluruhan. Bentuk cacat salah alir dapat dilihat pada gambar 2.6.n.
Praktikum Pengecoran dan Tempa 21 6. Cacat kesalahan ukuran
Cacat kesalahan ukuran terjdi akibat kesalahan dalam pembuatan pola. Pola yang dbuat untuk memeuat cetaka ukurannya tidak sesuai dengan ukuran coran yang
diharapkan. Selain itu kesalahan ukuran dapat terjadi akibat cetakan yang mengembang atau penyusutan logam yang tinggi saat pembekuan. Pencegahn kesalah ukuran adalah membuat pola dengan teliti dan cermat. Menjaga cetakan tidak mengembang dan
memperhitungkan penyusutan logam dengan cermat, sehingga penambahan ukuran pola sesuai dengan penyusutan logam yang terjadi saat pembekuan.
7. Cacat inklusi dan struktur tak seragam
Cacat inklusi terjadi karena masuknya terak atau bahan bukan logam ke dalam cairan logam akibat reaksi kimia selama peleburan, penuangan atau pembekuan. Cacat struktur tidak seragam akan membentuk sebagian struktur coran berupa struktur cil.
Gambar 2.6.o. Cacat inklusi terak Gambar 2.6.p Cacat inklusi pasir
Gambar 2.6.q. Cil Gambar 2.6.r. Cil terbalik
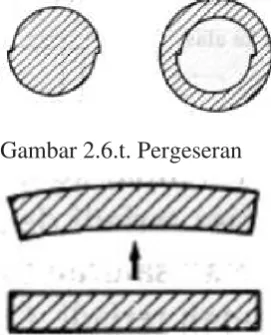
8. Cacat deformasi
Deformasi dikarenakan perubahan bentuk coran selama pembekuan akibat gaya yang timbul selama penuangan dan pembekuan.
Gambar 2.6.s. Membengkak Gambar 2.6.t. Pergeseran
Praktikum Pengecoran dan Tempa 22 9. Cacat-cacat tak tampak
Cacat-cacat tak tampak merupakan cacat coran yang tidak dapat dilihat oleh mata. Cacat-cacat ini berada dalam coran sehingga tidak kelihatan dari permukaan coran. Salah satu bentuk cacat tak tampak adalah cacat struktur butir terbuka. Cacat ini akan
membentuk seperti pori-pori dan kelihatan setelah dikerjakandengan mesin. Bentuk cacat struktur butir terbuka dapat dilihat pada gambar 2.6.w.
Praktikum Pengecoran dan Tempa 23 BAB III
PEMBAHASAN
3.1. Persiapan Alat dan Bahan
3.1.1. Alat dan Bahan Rongga Cetak
Pasir cetak (Pasir daur ulang silica untuk asbak dan pasir silika murni untuk
topeng) Gravit
Bentonit (2% untuk asbak dan 20 % untuk topeng) Kedap air Pengayak pasir dan mesh Kuas
Kayu bulat (Sistem saluran) Cetok
3.1.2. Alat dan Bahan Peleburan Logam Dapur kopula
Nozzle
Gas elpiji dan perlengkapannya Logam aluminium
Fluks Boraks Ladel Penjepit
3.1.3. Alat dan Bahan Finishing Gerinda
Praktikum Pengecoran dan Tempa 24 Dempul
Mesin bor Cat semprot Mur dan Baut
Lampu, kabel, dan colokan serta perlengkapannya
3.2. Langkah Kerja
3.2.1. Pembuatan Rongga Cetak
1. Berdoa sebelum melakukan praktik
2. Siapkan peralatan dan bahan yang akan digunakan
3. Siapkan pasir cetak yang akan digunakan, pada praktikum kali ini untuk pembuatan asbak menggunakan pasir daur ulang dari pasir silica dan untuk pembuatan topeng menggunakan pasir silica murni.
4. Siapkan pasir sesuai kebutuhan, pada praktikum kali ini menggunakan pasir sebanyak 30 kg.
Gambar 3.2.1.a. Proses penyiapan pasir cetak (Pasir daur ulang pasir silica)
Gambar 3.2.1.b. Proses penyiapan pasir cetak (Pasir silica murni)
Praktikum Pengecoran dan Tempa 25 Gambar 3.2.1.c Proses penyiapan bentonit
Gambar 3.2.1.d. Proses pencampuran bentonit dengan pasir cetak
6. Siapkan air, pada praktikum kali ini menggunakan air sebanyak 7 % untuk asbak dengan menggunakan pasir daur ulang silika dan 4-5 % untuk topeng dengan menggunakan pasir silica murni. Kemudian campur dan aduk secara merata dengan pasir yang sudah tercampur dengan bentonit.
Gambar 3.2.1.e. Proses pencampuran air
Praktikum Pengecoran dan Tempa 26 Gambar 3.2.1.f. Penyiapan drag Gambar 3.2.1.g. Penyiapan pola
Gambar 3.2.1.h. Penyiapan pola pada drag
8. Setelah itu, isi drag dengan pasir sampai penuh dan dipadatkan dengan bantuan palu kayu. Proses ini dilakukan beberapa kali hingga pasir padat.
Gambar 3.2.1.i. Pemberian pasir pada drag 9. Setelah padat, langkah selanjutnya adalah membalik drag
Praktikum Pengecoran dan Tempa 27 10. Langkah selanjutnya adalah letakkan cup pada bagian atas posisi drag dengan
posisi yang tetap. Setelah cup berada pada posisinya, taburi lagi pasir dengan kedap air dan taburi pola dengan gravit sampai merata. Kemudian tentukan sistem saluran dan tambahkan dengan pasir lagi sampai penuh dan padatkan kembali sampai merata.
11. Setelah itu lepas saluran secara perlahan
Gambar 3.2.1.k. Pelepasan saluran (asbak)
Gambar 3.2.1.l. Pelepasan saluran (topeng)
12. Angkat pola yang telah dipadatkan dengan pasir dari bagian drag. Keluarkan pola yang berada pada cetakan pasir dengan menggunakan cetok maupun tangan. Sebelum pola diambil pukul pola dengan palu plastik secara perlahan untuk
Praktikum Pengecoran dan Tempa 28 13. Bersihkan cetakan dengan kuas kecil atau balik drag secara perlahan agar pasir
yang rontok dapat dikeluarkan. Setelah selesai dibersihkan, hal yang dilakukan selanjutnya adalah penyatuan kup dan drag. Saat penyatuan antara kup dan drag terjadi ambruknya pasir cetak sehingga bentuk cetakan menjadi tidak beraturan. Ini disebabkan akibat kurang padatnya pasir disekitar pola dan banyak bagian dari pola yang bersudut atau lengkungan yang sangat cekung.
14. Letakkan cetakan pasir diatas tatakan dan tempatkan didekat dapur peleburan logam. Letakkan cetakan dengan lubang saluran menghadap keatas. Pada bagian lubang saluran masuk diberikan sedikit cekungan agar pada saat penuangan tidak terjadi turbulensi.
3.2.2. Proses Peleburan dan Penuangan 1. Berdoa sebelum melakukan praktik
2. Siapkan bahan dan alat yang akan digunakan pada proses peleburan dan penuangan seperti fluks, boraks, piston (logam alumunium), ladel, dan dapur kopula..
3. Nyalakan nozle dengan bahan bakar gas elpiji, kemudian masukkan pada lubang bagian baawah pada dapur kupola yang memang bertujuan untuk lubang
pembakaran.
Gambar 3.2.2.a. Proses penyalaan nozzle
4. Panaskan kowi terlebih dahulu sampai kowi memerah sebelum dimasukkan bahan logam cair. Pemanasan ini bertujuan agar kowi tidak pecah saat digunakan untuk peleburan logam.
Praktikum Pengecoran dan Tempa 29 5. Apabila kowi sudah memerah masukkan bahan logam alumunium (piston) secara
perlahan sampai memenuhi kowi. Dan tunggu antara 2-3 jam agar logam mencair dengan sempurna.
Gambar 3.2.2.c. Proses pemasukan logam aluminium
6. Setelah logam mencair tambahkan boraks untuk memisahkan logam alumunium dengan kerak dan fluks untuk menghilangkan gelembung udara yang terdapat pada logam cair. Kemudian buang kerak pada logam cair dengan menggunakan ladel. 7. Panaskan ladel untuk penuangan yang bertujuan untuk menguragi perbedaan suhu
yang tinggi.
Gambar 3.2.2.d. Proses pemanasan ladel
Praktikum Pengecoran dan Tempa 30 Gambar 3.2.2.e Proses penuangan
3.2.3. Proses Finishing
1. Setelah dilakukan penuangan, tunggu logam cair pada cetakan dingin terlebih dahulu sekitar 10-15 menit.
Gambar 3.2.3.a. Proses pendinginan
2. Setelah dingin buka cetakan pada wadah kosong agar pasir tidak berserakan. Bongkar cetakan dengan palu kayu/plastik dan bersihkan pola cor dari pasir dengan kuas kecil. Gunakan sikat baja untuk menghilangkan pasir yang masih menempel pada cacat-cacat coran.
Gambar 3.2.3.b. Pembongkaran asbak Gambar 3.2.3.c. Pembongkaran topeng 3. Apabila pola coran sudah bersih dari pasir, potong sistem saluran dengan
Praktikum Pengecoran dan Tempa 31 dengan menggunakan gerinda atau dengan menggunakan kikir dan amplas sampai halus.
Gambar 3.2.3.d. Proses penghalusan
4. Setelah halus, kemudian bei dempul pada hasil topeng untuk menutup cacat coran yang ada. Dan kemudian lakukan penghalusan pada dempul.
Gambar 3.2.3.e. Proses pendempulan 5. Setelah selesai, lakukan pengecatan.
Gambar 3.2.3.f. Proses pengecatan
6. Kemudian lakukan pengeboran dan rakit serta pasang lampu yang telah disiapkan.
Praktikum Pengecoran dan Tempa 32 3.3. Analisis Hasil Pengecoran
Dalam praktikum pengecoran pembuatan asbak terjadi beberapa cacat pada hasil produk pengecorannya. Berikut merupakan analisis dari cacat-cacat yang terjadi pada
pembuatan abak dengan pengecoran pasir cetak dengan menggunakan pasir cetak daur ulang silica dan dicampur dengan komposisi air sebesar 7 % serta bentonit 2 %.
Tabel 3.3.a. Cacat hasil analisa
Bentuk cacat hasilan alisa Penyebab Pencegahan
Cetakan Rontok
Bagian cetakan yang lemah runtuh
Cetakan runtuh.saat penarikan pola
Kemiringan pola tidak cukup
Cetakan kurang padat Kekuatan pasir cetak kurang
Cermat dan teliti saat pembuatan cetakan
Cacat salah alir
Coran terlalu tipis Temperature penuangan
terlalu rendah
Laju penuangan terlalu lambat
Aliran logam cair tidak seragam akibat sistim saluran yang jelek. Lubang angin pada
cetakan kurang
Sistim penambah yang tidak sempurna
Temperatur tuang harus cukup tinggi
Kecepatan penuangan harus cukup tinggi Perencanaan sistim
saluran yang baik Lubang angin harus
ditambah
Menyempurnakan sistim penambah
c.
aCacat Lubang udara dan lubang jarum
Logam cair teroksidasi Saluran cerat dan ladel
tidak cukup kering Temperatur penuangan
terlalu rendah
Penuangan terlalu lambat Cetakan kurang kering
Diusahakan pada saat pencairan alas kokas dijaga agar logam tidak berada di daerah
oksidasi.
Temperature tuang logam sebelum
Praktikum Pengecoran dan Tempa 33 Permeabilitas pasir cetak
kurang sempurna Terlalu banyak yang
keluar dari cetakan Lubang angin kurang
memadai
Tekanan di atas terlalu rendah
sudah sesuai dan
penuangan dengan cepat. Pembuatan cetakan yang
teliti baik permeabilitas, pemadatan yang cukup, lubang angin yang cukup Diusahakan tekanan di
atas dibuat tinggi
3.4. Benda Hasil Pengecoran
Gambar 3.4.a. Hasil produk asbak
Praktikum Pengecoran dan Tempa 34 BAB IV
PENUTUP 4.1. Simpulan
Pengecoran dengan pasir cetak sebagai media sangat murah karena pasir cetak yang sudah digunakan dapt didaur ulang atau digunakan kembali. Dalam pekerjaan panas
khusunya pengecoran cacat-cacat hasil produk tidak dapat dihindari, akan tetapi cacat-cacat pengecoran tersebut dapat diminimalisir.
4.2. Saran
Praktikum Pengecoran dan Tempa 35 DAFTAR RUJUKAN
Hidayatullah, Syah Nanda. 2010. Pengecoran Logam. (Online).
http://santrinekatgmail.blogspot.com/2010/06/pengecoran-logam.html. Diakses
tanggal 17 Februari. 2015
Muslim, Yogi Aziz. 2013. Proses Pengecoran Logam Piston. (Online).
http://yogiazismuslim.blogspot.com/2013/06/proses-pengecoran-logam-piston.html.
Diakses tanggal 17 Februari 2015
Nurman, Muhammad. 2013. Pengecoran Cetakan Kulit (Shell Molding) dan Pengecoran Presisi (Investement Casting). (Online).
http://mochamadnurman.blogspot.com/2013/03/pengecoran-cetakan-kulit-shell-molding.html. Diakses tanggal 17 Februari 2015
... 2011. Pengertian Pengecoran. (Online).
http://diecastpedia.blogspot.com/2011/06/produck.html. Diakses tanggal 17 Februari