ANALISA KUANTITATIF PRODUK AKHIR PASTA SECARA
KIMIAWI PT. INDOFOOD SUKSES MAKMUR Tbk.
BOGASARI FLOUR MILLS
DIVISION
JAKARTA
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh:
Verlencia Anggrian Khosasih NIM : 14.I1.0114
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
HALAMAN PENGESAHAN
ANALISA KUANTITATIF PRODUK AKHIR PASTA SECARA
KIMIAWI PT. INDOFOOD SUKSES MAKMUR Tbk.
BOGASARI FLOUR MILLS
DIVISION
JAKARTA
Oleh:
Verlencia Anggrian Khosasih NIM : 14.I1.0114
Program Studi : Teknologi Pangan
Laporan Kerja Praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji pada tanggal 29 Juni 2017:
Semarang, 29 Juni 2017
Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata
Pembimbing Lapangan Pembimbing Akademik
Johardi, S.TP Dr. V. Kristina Ananingsih, ST, MSc.
Dekan
ii
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena kasih dan penyertaan-Nya penulis dapat menyelesaikan Laporan Kerja Praktek dengan judul
“Analisa Kuantitatif Produk Akhir Pasta Secara Kimiawi Pt. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Division Jakarta”. Laporan ini ditulis dengan tujuan untuk memenuhi syarat guna memperoleh gelar Sarjana Teknologi Pangan di Universitas Katolik Soegijapranata Semarang.
Sepanjang penulis melaksanakan Kerja Praktek dan menulis laporan Kerja Praktek ini penulis mendapatkan pengetahuan, pengalaman, serta kemampuan terkait dengan pengawasan mutu di PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Division Jakarta, mulai dari penanganan bahan baku hingga produk akhir. Selesainya laporan ini juga karena adanya peran dari berbagai pihak yang telah sabar membimbing dan memberi dukungan. Oleh karena itu, pada kesempatan ini penulis ingin mengucapkan banyak terima kasih kepada:
1. Ibu Dr. V. Kristina Ananingsih, ST, MSc. selaku Dekan Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang dan sekaligus Dosen Pembimbing Akademik yang telah meluangkan banyak waktu untuk mengarahkan dan membimbing penulis.
2. Bapak Albertus Adrian Sutanto ST., MT., MSc. selaku Koordinator Kerja Praktek Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang yang telah membantu proses pelaksanaan Kerja Praktek.
3. Bapak Timotius Da Gomez selaku Public Relation di PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta yang telah memberikan kesempatan kepada penulis untuk melaksanakan Kerja Praktek.
4. Bapak Menlu Winarko dan Ibu Rita Sahara selaku pembimbing lapangan selama penulis melaksanakan Kerja Praktek di Lab. Center PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta.
iii
6. Orang tua dan keluarga yang telah banyak memberikan doa dan selalu memberikan semangat kepada penulis.
7. Marcellina dan Jessica yang merupakan teman seperjuangan penulis dalam melaksanakan Kerja Praktek bersama pada Periode Agustus 2016.
Dalam penyusunan laporan ini penulis menyadari bahwa masih ada banyak kekurangan dan keterbatasan. Oleh karena itu, penulis meminta maaf apabila ada kesalahan, kekurangan, ataupun hal-hal yang kurang berkenan bagi para pembaca. Penulis menerima kritik dan saran atas laporan Kerja Praktek yang telah disusun ini. Penulis berharap laporan Kerja Praktek ini dapat bermanfaat bagi pihak-pihak lain yang membutuhkan, khususnya bagi mahasiswa Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
Semarang, 29 Juni 2017
iv
1.1. Sejarah dan Perkembangan Perusahaan ... 1
1.2. Lokasi Dan Tata Letak Pabrik ... 1
1.3. Struktur Organisasi ... 2
1.4. Produk Pasta ... 3
1.5. Distribusi Produk ... 4
2. Spesifikasi Bahan Baku dan Produk ... 5
2.1. Bahan Baku Pembuatan Pasta ... 5
2.1.1. Gandum ... 5
2.1.2. Air ... 6
2.2. Pasta ... 7
3. Proses Produksi Pasta ... 8
3.1. Hidrasi Semolina dan Pencampuran ... 8
3.2. Ekstruksi/Forming ... 8
3.3. Pengeringan dan Pendinginan ... 9
3.4. Pengemasan ... 10
4. PENGAWASAN kuantitatif MUTU PASTA ... 11
v
5.1. Analisa Kadar Air ... 20
5.2. Analisa Kadar Protein ... 20
5.3. Analisa Kadar Abu ... 21
5.4. Analisa Kadar Pati ... 21
5.5. Analisa Lemak kasar ... 22
5.6. Analisa Serat Kasar ... 22
5.7. Analisa Warna ... 22
6. kesimpulan ... 24
7. daftar pustaka ... 25
8. lampiran ... 27
8.1. Formulir Penilaian Kerja Praktek di PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta ... 27
vi
DAFTAR GAMBAR
Gambar 1. Struktur Organisasi PQC Department PT. Indofood Sukses Makmur Tbk.
Bogasari Flour Mills Jakarta ... 2
Gambar 2. Berbagai Merk Pasta PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta ... 3
Gambar 3. Sturuktur Morfologi Gandum ... 5
Gambar 4. Diagram Alir Proses Produksi Pasta PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta ... 8
Gambar 5. Moisture Tester Buhler ... 11
Gambar 6. Digestor Block ... 12
Gambar 7. Kjeltec Auto Unit 2300 ... 12
Gambar 8. Muffle Furnace ... 14
Gambar 9. Automatic Polarimeter ... 15
Gambar 10. Soxtec 8000 ... 16
Gambar 11. Fibertec 8400 ... 18
vii
DAFTAR TABEL
1
1.
PENDAHULUAN
1.1. Sejarah dan Perkembangan Perusahaan
PT. ISM Tbk. Bogasari Flour Mills Division Jakarta resmi didirikan secara notarial pada tanggal 19 Mei 1969 oleh Bapak Sudono Salim, Bapak Sudwikatmono, Bapak Djuhar Sutanto, dan Bapak Ibrahim Risjad. Tujuan pendirian dari PT. ISM Tbk. Bogasari Flour Mills Division adalah untuk memenuhi kebutuhan bahan pangan alternatif, guna meningkatkan nilai gizi, lifestyle, dan nilai ekonomis dalam masyarakat. Bogasari mulai beroperasi sebagai pabrik tepung terigu pada tanggal 29 November 1971, serta melucurkan tiga merk produk yaitu “Segitiga Biru”, “Cakra Kembar”, dan “Kunci Biru”.
Untuk memperluas keragaman bisnisnya, pada tanggal 18 Desember 1991 Bogasari resmi mengoperasikan Pabrik Pasta yang memproduksi produk dengan merk “La Fonte”, yang merupakan jenis makanan Italia seperti Vermicelli, Spaghetti, Fettucini, Spagettini, dan Macaroni. Jenis makanan Italia tersebut berpeluang untuk dipasarkan ke pasar Eropa
seperti Uni Soviet dan sekitarnya, sehingga dapat meningkatkan devisa Negara. Dalam perkembangannya dari tahun 1991-2000, divisi pasta mengalami jumlah permintaan pasar tertinggi terdapat pada tahun 1998. Namun, setelah terpecahnya Uni Soviet, terjadi penurunan permintaan pasar. Untuk mengatasinya, pemasaran dipusatkan pada pasar lokal yang pada awalnya mengalami kesulitan. Budaya masyarakat Indonesia yang tidak terbiasa mengonsumsi pasta menjadi kendala utama dalam pemasaran. Oleh karena itu, dilakukannya strategi marketing yang tajam melalui demo masak, iklan, dan lain- lain, untuk memperkenalkan pasta ke pasar lokal. Oleh karena itu, hingga sekarang produk pasta dapat ditemukan oleh konsumen di berbagai lokasi penjualan.
1.2. Lokasi Dan Tata Letak Pabrik
2
sarana transportasi darat, tenaga kerja, akses jaringan listrik (dekat dengan gardu listrik PLN), dan air bersih (berdekatan dengan PDAM).
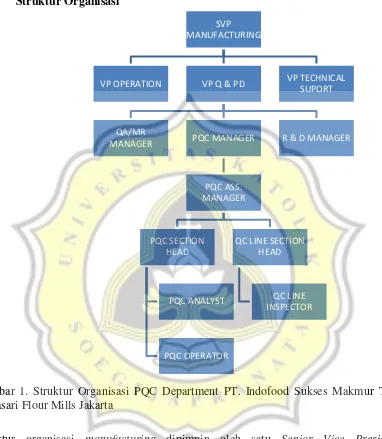
1.3. Struktur Organisasi
Gambar 1. Struktur Organisasi PQC Department PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta
Struktur organisasi manufacturing dipimpin oleh satu Senior Vice President Manufacturing, yang bertugas dan bertanggungjawab terhadap proses produksi dan
kualitas produk, beserta maintenance mesin dan sarana pendukung lainnya. Dalam pelaksanaannya, SVP dibantu oleh VP operating, VP Q & PD, dan VP technical support. Vice President Quality & Product Development membawahi tiga departemen, yang setiap
departemen dipimpin oleh QA/ MR Manager, PQC Manager, dan R&D Manager. Untuk menunjang kelancaran departemen PQC, manager dibantu oleh Assistant Manager. Assistant manager membawahi dua kepala bagian yaitu, PQC Section Head dan QC Line
3
Section Head. Bagian PQC bertugas mengontrol kualitas produk akhir, sedangkan QC
Line bertanggungjawab dalam mengontrol kualitas produksi. PQC Section Head
membawahi PQC analyst dan PQC operator, sedangkan QC Line Section Head membawahi QC Line Section Head dan QC Line Inspector.
Shift pada departemen PQC, dibagi menjadi tiga shift yaitu a. Shift 1, pukul 8.00-16.00 WIB
b. Shift 2, pukul 16.00-00.00 WIB c. Shift 3, pukul 00.00-08.00 WIB
1.4. Produk Pasta
PT. ISM Tbk. Bogasari Flour Mills Pasta Division memproduksi berbagai brand pasta yaitu, La Fonte, Sedani, Del Monte, Best Foods, Aro, Mix Glory, dan Bogasari. Namun, produk yang dipasarkan di dalam negeri, hanya La Fonte, Sedani, dan Bogasari, sementara untuk brand lainnya dipasarkan ke luar negeri. Secara umum pasta yang diproduksi, dibagi menjadi dua kategori, yaitu regular pasta dan seasoned pasta.
Gambar 2. Berbagai Merk Pasta PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta
Regular pasta, yang merupakan produk pasta kering, dikelompokkan menjadi dua golongan, yaitu short goods dan long goods. Pasta short goods memiliki ukuran yang kecil, terdiri atas berbagai macam pasta, yaitu fusilli, elbow, macaroni, knorr, conchiglie, salad royal, dan lain-lain. Pasta short goods ini, dikemas dengan berbagai ukuran, 200
gram, 350 gram, 400 gram, 1000 gram, 2500 gram, dan 3000 gram. Berbeda dengan pasta short goods, produk pasta long goods memiliki bentuk yang lurus dan ukuran yang lebih
4
dari tim marketing, pasta long goods dikemas dengan ukuran yang berbeda dengan short pasta yaitu, 250 gram, 400 gram, 500 gram, 750 gram, 800 gram, 1000 gram, dan 5000 gram. Seasoned pasta, merupakan hasil inovasi untuk memenuhi keinginan konsumen, akan produk pasta yang praktis, namun nikmat dikonsumsi. Oleh karena itu, dalam satu kemasan seasoned pasta terdiri dari regular pasta, bumbu, daging, dan sayuran. Produk- produk seasoned pasta adalah La Fonte Macaroni Instant, La Fonte Spaghetti Instant, dan La Fonte Pazto.
1.5. Distribusi Produk
Distribusi produk pasta PT. ISM Tbk. Bogasari Flour Mills Pasta Division ditujukan sekitar 20% untuk pasar dalam negri dan 80% diekspor ke luar negeri. Brand pasta, yang dipasarkan dalam negeri, adalah La Fonte, Sedani, dan Bogasari, sisanya diekspor ke beberapa negara. La fonte yang ditujukan untuk supermarket dan restoran, dipasarkan didalam negeri (terbuat dari blended semolina) dan diluar negeri (terbuat dari durum semolina). Sedani dan Bogasari yang ditujukan untuk pasar tradisional, menggunakan
bahan baku wheat semolina. Perbedaan jenis bahan baku yang digunakan pada ketiga pasta tersebut, disesuaikan dengan sasaran konsumen yang dituju, sehingga konsumen dari kalangan bawah hingga atas dapat terjangkau. Produk pasta juga diekpor ke beberapa negara seperti Filipina, Cina, Vietnam, Malaysia, Jepang, Thailand, Korea, Bahrain, Australia, dan Singapura. Selain memasarkan produknya didalam dan diluar negeri, PT. ISM Tbk. Bogasari Flour Mills Pasta Division juga menerima permintaan toll ini manufacturing (memproduksi pasta dengan merk perusahaan lain), seperti Del Monte,
5
2.
SPESIFIKASI BAHAN BAKU DAN PRODUK
2.1. Bahan Baku Pembuatan Pasta 2.1.1. Gandum
Biji gandum atau wheat grain adalah salah satu dari kelompok biji-bijian yang telah menjadi bahan makanan pokok manusia selain padi, jagung, kentang, dan lain-lain selama berabad-abad. Gandum merupakan makanan pokok dibanyak negara seperti Eropa, Amerika Serikat, Uni Soviet, Kanada, dan Australia. Sementara itu, padi banyak digunakan di negara-negara Asia dan jagung di negara Amerika Latin dan sebagian Afrika.
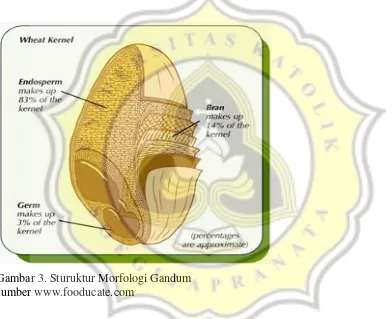
Gambar 3. Sturuktur Morfologi Gandum sumber www.fooducate.com
Morfologi biji gandum secara garis besar adalah endosperm, bran, dan germ. Endosperm berfungsi menyediakan makanan untuk tanaman baru (ketika embrio mulai tumbuh).
Bagian endosperm ini yang merupakan sumber tepung. Bran (kandungan abu tinggi) berfungsi untuk untuk melindungi gandum. Germ (kandungan lemak tinggi) merupakan bakal tunas, tempat tumbuh untuk menghasilkan tanaman baru.
6
kandungan protein tinggi untuk roti tawar dan mie. Ciri- ciri hard wheat adalah kulit luar berwarna coklat atau merah, bijinya keras, dan daya serap airnya tinggi. Hard wheat dengan kandungan protein sedang hingga rendah untuk cookies dan produk yang crispy. Ciri-ciri hard wheat adalah kulit luar berwarna kuning atau putih, bijinya lunak, dan daya serap airnya rendah. Hard wheat memiliki kandungan protein berkisar 16-20%, untuk bahan baku pasta. Ciri-ciri hard wheat adalah endosperm berwarna kuning dan bijinya keras.
Sebelum digunakan, bahan baku gandum yang digunakan untuk produksi pasta, diolah menjadi bentuk semolina. Bahan baku utama produk pasta berbentuk semolina, merupakan granula durum atau tepung durum. Semolina berbentuk granula yang dihasilkan dari penggilingan endosperm gandum durum dan mengandung kurang dari 3% tepung. Semolina memiliki ukuran partikel yang kecil, sehingga pembentukan adonan yang homogen lebih mudah terjadi. Jika partikel semolina tidak seragam, maka partikel yang ukurannya lebih kecil akan menyerap air lebih cepat dibandingkan partikel yang ukurannya lebih besar. Akibatnya, partikel besar tetap kering selama pencampuran adonan dan menyebabkan bintik putih pada produk. Semolina yang telah tersimpan lama, akan kehilangan warna kuningnya (karena oksidasi), kurang baik digunakan untuk membuat produk pasta.
2.1.2. Air
7
2.2. Pasta
Produk pasta mempunyai bentuk yang sangat bervariasi, memanjang seperti mie, berbentuk seperti pipa dengan berbagai diameter, berbentuk ulir, kulit kerang, dan sebagainya. Tiga kategori pasta berdasarkan jenis gandum yang digunakan pada industri pasta bogasari adalah,
a. Durum semolina (DS)
Terbuat dari gandum Tritucum Durum yang tergolong dalam hard wheat. Karakteristik dari durum semolina yaitu memiliki warna kuning cerah, karena gandum durum mengandung pigmen xantofil dan karotenoid. Selain itu, durum semolina memiliki kandungan protein yang lebih tinggi dibandingkan semolina lainnya (Pataco et al., 2015).
b. Wheat semolina (WS)
Terbuat dari Tritucum aestivum atau gandum roti yang tergolong dalam hard wheat, memiliki kandungan pati yang lebih tinggi dan protein yang lebih rendah dibandingkan gandum durum (Pataco et al., 2015). Wheat semolina dibagi menjadi dua kategori berdasarkan tingkat estraksi, yaitu WSA dan WSB. WSA adalah semolina dengan tingkat ekstraksi 68-70%, sedangkan WSB adalah semolina dengan tingkat ekstraksi >72%. Semakin tinggi tingkat ekstraksi, maka semakin tinggi kandungan kulit gandum, sehingga menyebabkan warna semolina menjadi semakin gelap. Oleh karena itu, semolina WSB memiliki warna yang lebih dibandingkan semolina WSA.
c. Blended semolina (BS)
8
3.
PROSES PRODUKSI PASTA
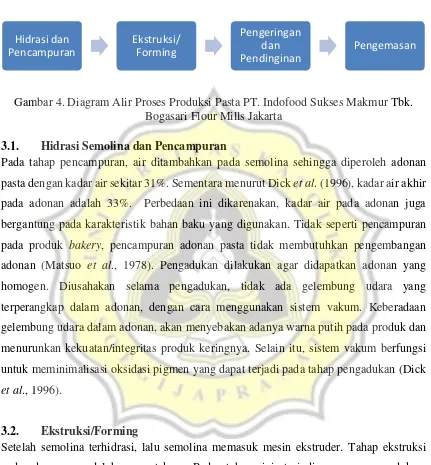
Inti dari pembuatan pasta adalah tahap pencampuran, ekstruksi, pengeringan, dan pengemasan.
Gambar 4. Diagram Alir Proses Produksi Pasta PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta
3.1. Hidrasi Semolina dan Pencampuran
Pada tahap pencampuran, air ditambahkan pada semolina sehingga diperoleh adonan pasta dengan kadar air sekitar 31%. Sementara menurut Dick et al. (1996), kadar air akhir pada adonan adalah 33%. Perbedaan ini dikarenakan, kadar air pada adonan juga bergantung pada karakteristik bahan baku yang digunakan. Tidak seperti pencampuran pada produk bakery, pencampuran adonan pasta tidak membutuhkan pengembangan adonan (Matsuo et al., 1978). Pengadukan dilakukan agar didapatkan adonan yang homogen. Diusahakan selama pengadukan, tidak ada gelembung udara yang terperangkap dalam adonan, dengan cara menggunakan sistem vakum. Keberadaan gelembung udara dalam adonan, akan menyebakan adanya warna putih pada produk dan menurunkan kekuatan/integritas produk keringnya. Selain itu, sistem vakum berfungsi untuk meminimalisasi oksidasi pigmen yang dapat terjadi pada tahap pengadukan (Dick et al., 1996).
3.2. Ekstruksi/Forming
Setelah semolina terhidrasi, lalu semolina memasuk mesin ekstruder. Tahap ekstruksi pada dasarnya adalah pencetakan. Pada tahap ini terjadi proses pengadukan, pencetakan/pemampatan, dan pemotongan adonan. Selama proses ektruksi dihasilkan panas yang berasal dari gesekan antara adonan dengan screw dan dinding silinder. Untuk menjaga suhu tersebut, maka diluar silinder terdapat system pendinginan dengan menggunakan sirkulasi air untuk mencegah pemanasan berlebihan (Dick et al., 1996).
9
Suhu adonan dipertahankan 57°C selama proses ektruksi. Jika suhu adonan diatas 74°C, kualitas produk akhir yang dihasilkan akan kurang baik. Sementara menurut Dick et al. (1996), temperatur harus tidak melebihi 50°C, untuk menghindari terjadinya kerusakan protein gluten pada semolina. Vakum diterapkan pada proses in untuk mencegah oksidasi pigmen kuning, dan mengeliminasi gelembung udara yang dapat menurukan kualitas penampakkan dan pemasakkan produk akhir. Pencetakan/ pemampatan dilakukan dengan melewatkan adonan pada die (lubang cetakan). Pemotongan dilakukan dengan menggunakan pisau yang berputar. Bentuk die dan interval waktu antara ekstruksi dan pemotongan menentukan bentuk produk akhir (Dick et al., 1996).
3.3. Pengeringan dan Pendinginan
Pengeringan merupakan tahap yang paling kritis dalam pembuatan produk pasta. Pengeringan bertujuan menurunkan kadar air adonan yang telah dicetak dari 31% menjadi 12,5 %. Faktor yang berperan penting dalam pengeringan ini adalah jenis alat pengering, suhu pengeringan, dan kelembaban relatif udara pengering. Pengeringan yang berlangsung lambat, akan menghasilkan produk pasta yang berjamur atau busuk selama pengeringan. Namun, pengeringan yang berlangsung terlalu cepat, produk akan retak selama pengeringan atau penyimpanan. Mesin pengeringan yang digunakan PT. ISM Tbk. Bogasari Flour Mills Pasta Division, mengadaptasi sistem pengeringan menggunakan cabinet dryer. Cara kerjanya adalah mendistribusikan udara panas pada suhu 125°C (berasal dari pipa air panas) menggunakan kipas, ke produk yang ingin dikeringkan.
Biasanya pengeringan produk pasta dilakukan secara bertahap. Tahap pertama yaitu pengeringan pendahuluan dilakukan secara cepat, sehingga permukaan produk kering dan tidak lengket satu sama lain. Tahap selanjutnya yaitu pengeringan berikutnya dilakukan dengan cara mengeringkan sebagian besar air pada bagian tengah produk.
10
suhu kamar. Pendinginan ini berfungsi untuk menghentikan proses pengeringan hingga mencapai suhu 28-32°C, dengan cara panas dari produk akan diserap oleh udara dingin yang berasal dari pipa air dingin (disirkulasikan menggunakan radiator). Pengeringan dan pendinginan yang baik, akan menghasilkan spaghetti kering yang keras, namun tetap lentur.
3.4. Pengemasan
11
4.
PENGAWASAN KUANTITATIF MUTU PASTA
4.1. Analisa Kadar Air
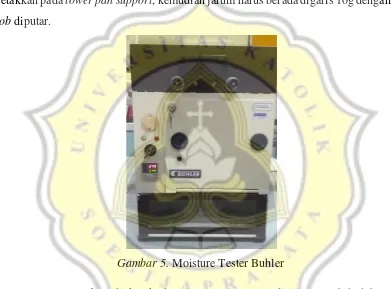
Kadar air pada pasta diukur dengan alat rapid moisture tester Buhler. Prinsipnya adalah pemanasan sampel pada suhu dan waktu tertentu, kehilangan berat yang terjadi selama pemanasan dihitung sebagai kadar air. Sebelum pasta diukur kadar airnya, pasta digiling terlebih dahulu menggunakan Grinder Buhler. Untuk mendapatkan hasil analisis yang akurat, moisture tester dikalibrasi terlebih dahulu dengan cara penyetelan timbangan ke nol. Penyetelan dilakukan dengan cara pan yang kering dan bersih berserta batu timbang diletakkan pada lower pan support, kemudian jarum harus berada digaris 10g dengan cara knob diputar.
Gambar 5. Moisture Tester Buhler
12
4.2. Analisa Kadar Protein
Kadar protein diukur dengan alat Kjeltec Auto Unit 2300 yang menggunakan metode kjeldahl. Prinsipnya adalah mengukur jumlah nitrogen yang terkandung, selanjutnya
dikonversi menjadi kadar protein kasar (faktor konversi =5,7). Mula-mula sampel dan reference ditimbang sebanyak 1 gram pada kertas bebas nitrogen (tissue), lalu
dimasukkan ke dalam tabung kjeltec (tabung destruksi). Untuk blanko dimasukkan tissue ke dalam tabung kjeltec. Kalibrasi dilakukan, dengan menggunakan Amoniumeisen (II) sulfat hexahidrat, yang ditimbang sebanyak 0,5 g.
Pada setiap tabung kjeltec ditambahkan 2 buah kjeltab dan 15 ml asam sulfat. Tiga tahap dalam metode kjeldahl adalah destruksi, destilasi, dan titrasi. Protein akan didigesti dengan asam sulfat dan dibantu dengan katalis yaitu kjeltab. Tahap pertama, yaitu destruksi, dilakukan dengan selama 1-1,5 jam. Rak berisi tabung dimasukkan ke dalam digestion block, dipasangkan exhaust head pada tabung dan exhaust system scrubber unit
2001 dinyalakan dengan menekan tombol. Hasil proses destruksi yang sempurna ditandai
dengan larutan hasil destruksi yang berwana jenih kehijau-hijauan (apabila warna larutan terlihat abu-abu atau kehitaman, maka waktu destruksi perlu ditambah sampai mendapatkan hasil yang sempurna). Jika hasil proses destruksi sudah sempurna maka rak berisi tabung dipindahkan dari digestion block, ditempatkan pada stand yang tersedia selama 5 menit dengan exhaust head tetap berada pada posisi terpasang. Kemudian,
Gambar 6. Digestor Block Gambar 7. Kjeltec Auto
13
exhaust system dan power dimatikan (apabila terbentuk endapan garam, maka larutan harus dipanaskan kembali). Setelah tahap destruksi selesai, sampel ditunggu hingga dingin sebelum analisis dimulai.
Tahap destilasi dan titrasi dilakukan hanya dengan menggunakan satu alat sekaligus yaitu Tecator Kjeltec Auto Unit 2300 Digital Display Setting. Kalibrasi dilakukan dengan
menganalisa Amoniumeisen (II) sulfat hexahidrat, dimana hasilnya harus berada dalam kisaran 6,786-7,500% nitrogen. Selain itu, kalibrasi juga dilakukan dengan menggunakan control reference dengan hasil analisa harus masuk ke dalam kisaran yang diberikan.
Apabila hasil diluar kisaran nilai yang diberikan, maka perlu dilakukan penimbangan ulang dan dilakukan analisa kembali hingga masuk kisaran nilai yang diberikan. Setelah prosedur kalibrasi telah sesuai, baru sampel diukur menggunakan Tecator Kjeltec Auto Unit 2300 Digital Display Setting, dengan hasil dalam % nitrogen.
4.3. Analisa Kadar Abu
14
Gambar 8. Muffle Furnace
Krusibel kosong diletakkan pada timbangan, lalu ditera (0,0000 g), kemudian sampel ditimbang ke dalam krusibel sebanyak 3-4 g untuk pasta, hasil dicatat sebagai berat sampel. Krusibel yang berisi sampel diletakan diletakkan diatas hot plate selama 30 menit hingga tidak mengeluarkan asap. Setelah itu, krusibel dimasukkan ke dalam muffle furnace dengan temperatur 600°C. Hasil abu yang sempurna akan menunjukkan warna
abu-abu. Krusibel dikeluarkan dari muffle furnace dan diletakkan diatas plate bersih dan tahan panas selama 1-1,5 menit. Krusibel kemudian dimasukkan ke dalam desikator selama 15 menit (5 menit kran krusibel dibuka dan 10 menit kran ditutup). Setelah 5 menit, exhaust system dan muffle furnace dimatikan. Setelah mencapai suhu ruang, krusibel segera diambil dari desikator, ditimbang, dan dicatat sebagai berat krusibel+abu. Perhitungan:
% abu = (𝑏𝑒𝑟𝑎𝑡 𝑘𝑟𝑢𝑠𝑖𝑏𝑒𝑙+𝑎𝑏𝑢)−(𝑏𝑒𝑟𝑎𝑡 𝑘𝑟𝑢𝑠𝑖𝑏𝑒𝑙 𝑘𝑜𝑠𝑜𝑛𝑔)𝑥 100% 𝑏𝑒𝑟𝑎𝑡 𝑠𝑎𝑚𝑝𝑒𝑙
4.4. Analisa Kadar Pati
15
(kalibrasi berhasil apabila nilai yang diukur pada Quartz Control tidak melebihi nilai yang tertera disertifikat).
Larutan yang digunakan pada pengujian ini adalah HCl, Carrez no. 1 (terbuat dari seng asetat dan asam asetat glasial), dan Carrez no. 2 (terbuat dari kalium ferosianida). Larutan HCl digunakan untuk memecah pati menjadi glukosa (Bao & Bergman, 2004), karena molekul glukosa termasuk dalam molekul kiral. Molekul kiral merupakan molekul yang dapat merespon dan memutar cahaya seperti lensa (Harjadi, 1986). Jumlah rotasi tersebutlah yang diukur oleh alat automatic polarimeter. Sementara, larutan Carrez digunakan untuk mengendapkan senyawa protein (Bao & Bergman, 2004).
Gambar 9. Automatic Polarimeter
16
Hasil saringan dimasukkan ke dalam tabung sampel 100mm (terbuat dari Stainless steel), dengan menggunakan syringe (suntikan) disalah satu sisi tabung sampel. Syringe dimasukkan pada tempat tabung sampel sehingga terpasang pada alat. Selang kemudian dipasang disalah satu sisi lain tabung, untuk membuang sisa sampel analisa. Tekan tanda mulai pada alat untuk memulai analisa, kadar pati dapat dilihat pada layar polarimeter.
4.5. Analisa Lemak Kasar
Pengujian kadar crude fat digunakan Crude Fat – Soxtec 8000. Sampel pasta ditimbang sebanyak 4 gram dan dibungkus dengan kertas saring Whatman No.2 dan dilipat sebaik mungkin, agar dapat diposisikan hingga dasar thimble. Kemudian thimble dipasangkan ke dalam Extraction Unit. Lalu disiapkan extracition cup yang telah dipanaskan didalam oven dengan suhu 110-120°C selama 10 menit, kemudian ditutup selama 10 menit sampai mencapai suhu ruang. Extraction cup tersebut ditimbang (A).
Gambar 10. Soxtec 8000
17
pelarut akan dialirkan dengan ke dalam recovery flask dan yang tertinggal di dalam extraction cup hanyalah lemak yang telah terekstrak. Extraction cup kemudian
dimasukkan ke dalam oven dengan suhu 110-120°C selama 15 menit, lalu dimasukkan ke dalam desikator selama 15 menit (5 menit kran krusibel dibuka dan 10 menit kran ditutup). Kemudian extraction cup ditimbang (B).
Perhitungan:
% Lemak Kasar = 𝑨−𝑩
𝑩𝒆𝒓𝒂𝒕 𝑺𝒂𝒎𝒑𝒆𝒍 𝒙 𝟏𝟎𝟎%
4.6. Analisa Serat Kasar
Pengujian kadar serat kasar menggunakan Fibertec 8400. Sampel pasta yang digunakan harus digiling terlebih dahulu, sehingga diperoleh hasil dengan ukuran partikel < 1mm. Reagen yang digunakan adalah H2SO4 0,255 N dan KOH 0,23 N. Asam dan basa encer tersebut digunakan karena serat kasar tidak larut dalam asam/basa encer (Harjadi, 1986). Pengujian dilakukan dalam tiga tahap yaitu pemanasan, hot extraction, dan cold extraction. Setelah tiga tahap itu dilakukan, krusibel dimasukkan ke dalam oven dengan
suhu 130°C dan dipanaskan selama 2 jam (untuk menghilangkan sisa-sisa pelarut. Krusibel didinginkan ke dalam desikator sampai mencapai temperatur ruang (W1). Kemudian untuk mendapatkan W2 sampel diabukan selama 30 menit (600 °C) dan ditimbang.
Perhitungan:
% Serat Kasar= 𝑾𝟏−𝑾𝟐
18
Gambar 11. Fibertec 8400
4.7. Analisa Warna
Karakteristik warna pasta diukur dengan menggunakan Color Hunter Lab. Sebelum digunakan, alat tersebut perludikalibrasi dengan menggunakan lempeng standar. Sampel pasta dimasukkan ke dalam specimen dish. Letakkan specimen dish pada alat. Hasil analisa dicatat meliputi L (lightness), a (redness), dan b (brightness). Alat ini berdasarkan prinsip warna L*, a*, dan b*, dimana L* adalah lightness yang berperan untuk mengukur terang-gelapnya suatu warna. Nilainya berkisar antara 0 yang berarti gelap (hitam) dan semakin menuju 100 warnanya menjadi semakin terang (putih). Nilai a* positif berwarna merah sedangkan nilai a* negatif berwarna hijau. Nilai b* positif memiliki warna kuning sedangkan nilai b* negatif berwarna biru (Bao et al., 2005).
19
5.
PEMBAHASAN
Dalam memproduksi bahan pangan sehingga menjadi produk jadi seperti pasta, perlunya dilakukan pengawasan mutu. Mutu adalah sekumpulan sifat yang menentukan tingkat penerimaan konsumen pada produk pangan. Tujuan dilakukannya pengawasan mutu adalah agar didapatkan produk pangan dengan kualitas yang sesuai standar dan konsisten. Pelaksanaan pengawasan mutu dari monitoring bahan baku, proses pengolahan, hingga produk akhir (Alli, 2004). Pada bab pembahasan ini akan dibahas peran quality control pada produk akhir. Kualitas produk akhir adalah standar dasar mutu bagi konsumen. Produk pangan pertama-tama haruslah aman dan tidak berbahaya bagi kesehatan. Selain itu, perlu memenuhi keinginan konsumen, dari segi sensori maupun nutrisional. Konsumen haruslah diyakinkan dengan sistem kontrol kualitas yang terjamin (Davidek, 2005).
Tabel 1. Quality guide Pasta PT. ISM Tbk. Bogasari Flour Mills Pasta Division Jakarta
Parameter Pasta
Durum Semolina Blended semolina Wheat semolina
%Kadar Air max. 12,50 max. 12,5 max. 12,5
%Protein (d.b.) min. 11,50 min. 11,00 min. 11,00
%Abu (d.b.) max. 0,86 max. 0,86 max. 0.86
%Lemak Kasar (d.b.) min. 1,30 min. 1,30 min. 1,30
%Serat Kasar (d.b.) min. 0,85 min. 0,85 min. 0,85
Tabel 2.Hasil Analisis Kimia Pasta PT. ISM Tbk. Bogasari Flour Mills Pasta Division Jakarta (Juli 2016)
Parameter Pasta
Durum Semolina Blended semolina Wheat semolina
%Protein (d.b.) 15,30 12,86 12,01
%Lemak Kasar (d.b.) 0,19 0,32 0,38
%Serat Kasar(d.b.) 0,32 0,29 0,27
% Pati 66,38 67,19 68,59
20
Transformasi tersebut dapat dicapai dengan proses biologi maupun fisik, dengan atau tanpa bahan tambahan. Oleh karena itu, kualitas produk pangan bergantung pada proses produksi yang diterapkan, serta karakteristik bahan baku atau agrikultural tersebut. Tentunya industri pasta, tidak terlepas dari quality control, dimana spesifikasi dan keamananan pada quality control produk akhir, haruslah dicapai sesuai dengan standar yang telah ditetapkan. Produk akhir yang tidak sesuai dengan standar yang telah ditetapkan, maka akan dilakukan pelacakan dari track record produk tersebut (Dick et al., 1996).
5.1. Analisa Kadar Air
Analisa kadar air dilakukan dengan menggunakan alat Moisture Tester Buhler. Tujuan dari analisa ini, untuk mengetahui kadar air pada sampel pasta. Salah satu kriteria kualitas kunci pada pasta adalah kandungan air, dimana kadar air menjadi standarnya tercapainya kecukupan proses drying yang dillakukan. Pengurangan kadar air yang tidak mencapai pengurangan hingga 12,5% akan menyebabkan produk pasta mudah diserang mikroorganisme. Hal ini telah diterapkan dalam quality guide kadar air PT Bogasari yaitu maksimal 12,5% untuk semua jenis pasta. Standar tersebut didasarkan pada water activity produk. Kapang dapat bertahan pada aw 0,65, yang apabila disetarakan dengan kadar air pasta adalah 12,6%. Oleh karena itu, maksimum kandungan air yang ditetapkan pada pasta kering adalah 12,5% (Kill & Turnbull, 2007).
5.2. Analisa Kadar Protein
Kualitas pemasakkan pasta ditentukan dari kandungan protein pada pasta. Quality guide protein yang ditetapkan dari PT Bogasari adalah minimal 10 (pasta wheat semolina), minimal 11, 5 (pasta durum semolina), dan minimal 11 (pasta blended semolina). Hal ini dikarenakan hard wheat mengandung protein yang tinggi dibandingkan hard wheat (Pataco et al., 2015). Menurut studi Matsuo, et al.(1972), dikatakan bahwa kandungan protein pasta minimal adalah 11% untuk mencapa kualitas pemasakkan yang memadai.
21
hidrofobik membentuk matriks yang menyebabkan sifat viskoelastis pada pasta matang. Kekuatan dari matriks protein tergantung dari sifat alami ikatan inter- dan intra- molekular. Selama pemasakkan terjadi disintegrasi matriks protein, dimana matriks protein yang lemah melepaskan eksudat yang keluar dari gelatinisasi granula pati. Eksudat membentuk permukaan pati yang menyebabkan pasta menjadi lengket. Bahkan, dalam dalam kasus yang ekstrem, disintegritasi rantai indivual menyebabkan produk tidak dapat diterima. Selain itu, jumlah solid yang hilang ke air rebusan menjadi tinggi (Dick et al., 1996).
Laju disintegrasi protein, ditentukan dari karakteristik semolina yang digunakan serta proses produksi pasta. Matriks protein dapat rusak oleh stress mekanik pada pemampatan pasta, menyebabkan disintegrasi yang cepat saat pemasakkan pasta. Selain itu, kandungan protein yang tinggi pada bahan baku menyebabkan peningkatan ketahanan terhadap tekanan dari kneading pada proses ekstruksi dan pemanasan, sehingga pasta yang dihasilkan tidak mudah retak (Dick et al., 1996).
5.3. Analisa Kadar Abu
Abu adalah residu senyawa anorganik yang tersisa pada pembakaran sempurna bahan pangan. Oleh karena itu, abu menunjukkan total mineral yang ada dalam bahan pangan (Nielsen, 2010). Quality guide kadar abu yang ditetapkan dari PT Bogasari adalah maksimal 0,60 (pasta wheat semolina), maksimal 0,86 (pasta durum semolina), dan maksimal 0,95 (pasta blended semolina). Hal ini sesuai dengan Manthey & Iii ( 2007), bahwa kandungan mineral dalam semolina relatif rendah.
Apabila kadar abu pada pasta melebihi quality guide tersebut, maka pasta yang dihasilkan
berwarna gelap dan rasa yang lebih ‘wheaty’ (Kill & Turnbull, 2007). Hal ini dikarenakan reaksi maillard, dimana keberadaan ion Fe2+, I, Cu, dan Zn2+ dapat menstimulasi akumulasi senyawa melanoidin pada reaksi Maillard. Kadar abu yang tinggi disebabkan tinggiya kontaminasi bran (Ramonaityte, 2009).
5.4. Analisa Kadar Pati
22
bahwa pati berperan penting dalam konsistensi dan penyerapan air pada produk pasta, sehingga berperan penting dalam sifat reologi pasta. Kadar pati PT. ISM Tbk. Bogasari Flour Mills Pasta Division pada bulan Juli 2016 berturut-turut, pasta wheat semolina adalah 68,59%, untuk pasta durum semolina adalah 66,38%, dan untuk blended semolina adalah 67,19%. Hal ini didasarkan untuk menjaga tekstur pasta, sebab apabila kandungan pati semakin tinggi, maka pasta yang telah matang akan semakin keras (Dexter & Matsuo, 1979). Semakin keruh air rebusan pasta menunjukkan semakin banyak pati yang terlarut dari matriks protein, sehingga dapat menyebabkan pasta menjadi lebih lengket (Kill & Turnbull, 2007).
5.5. Analisa Lemak kasar
Quality guide lemak kasar yang ditetapkan dari PT Bogasari adalah maksimal 1,3% untuk
semua jenis pasta. Dari standar tersebut dapat diketahui, bahwa pasta adalah produk yang relatif rendah lemak (Kill & Turnbull, 2007). Lemak dapat mempengaruhi warna dan cooking quality pada pasta. Monogliserida yang dapat larut air membentuk kompleks
dengan amilosa, sehingga terjadi penurunan kelarutan amilosa bebas. Oleh karena itu, adanya monogliserida dapat menurunkan cooking loss dan menurunkan kelengketan pada pasta (Matsuo et al., 1986). Namun, komposisi lemak tidak berperan besar pada kualitas pemasakkan pasta (Dick et al.., 1996).
5.6. Analisa Serat Kasar
Serat kasar yaitu kandungan residu yang terdiri dari selulosa 50-80%, hemiselulosa 20%, dan lignin 10-50% yang tidak larut dalam H2SO4 dan KOH panas. Quality guide serat kasar kasar yang ditetapkan dari PT Bogasari adalah maksimal 0,85% untuk semua jenis pasta. Kandungan serat yang tinggi menyebabkan tingginya kontaminasi bran pada bahan baku, dikarenakan bran mengandung serat dan mineral. Adanya kontaminasi bran selama penggilingan semolina dapat menyebabkan brown specks pada pasta (Dick et al., 1996).
5.7. Analisa Warna
23
durum, kondisi penggilingan, dan parameter produksi pasta (hidrasi, pencampuran, ekstruksi, dan pengeringan). Faktor-faktor tersebut dapat menyebabkan oksidasi dan kerusakan pada pigmen karotenoid, serta bleaching oleh lipoksigenase (Dick et al.., 1996).
24
6.
KESIMPULAN
Kualitas pasta bergantung pada karakteristik gandum yang digunakan serta kondisi penggilingan dan proses produksi.
Quality control produk akhir berdasarkan standar yang telah ditetapkan sangat
dibutuhkan, agar terciptanya kualitas produk sesuai dengan standar dan konsisten. Analisa kuantitatif produk akhir pasta secara kimiawi PT. Indofood Sukses Makmur
Tbk. Bogasari Flour Mills Division Jakarta mencakup analisa kadar air, protein, abu, pati, lemak kasar, serat kasar, dan analisa warna.
25
7.
DAFTAR PUSTAKA
Alli, I. (2004). Food Quality Assurances, Principles, and Practise. CRC Press. USA.
Bao, J.S., Y. Cai, M. Sun, G. Wang, H. Corke. (2005). Anthocyanins, flavonols, and free radical scavenging activity of Chinese bayberry (Myrica rubra) extracts and their color properties and stability. Journal of Agricultural Food Chemistry 53 (6): 2327-2332
Bao, J., and Bergman, C. J. (2004). Starch in Food. Starch in Food. https://doi.org/10.1533/9781855739093.2.258
Davidek, J. (2005). Food Quality and Standards (Vol. II). Encyclopedia of Life Support Systems.
Dexter, J. E., and Matsuo, R. R. (1979). Effect of Starch on Pasta Rheology and Spaghettin Cooking Quality. Cereal Chemistry, 56(3), 190–195.
Dick, J. W. . K. J. E. (1996). Pasta and noodle technology. Retrieved from http://lib.unika.ac.id/index.php?p=show_detail&id=24605&keywords=pasta
Harjadi, W. (1986). Ilmu kimia analitik dasar. Retrieved from http://lib.unika.ac.id/index.php?p=show_detail&id=26240&keywords=kimia
Kill, R. C., and Turnbull, K. (2007). Pasta and Semolina Technology. Pasta and Semolina Technology. https://doi.org/10.1002/9780470999370
Manthey, F. A., and Iii, C. A. H. (2007). Effect of processing and cooking on the content of minerals and protein in pasta containing buckwheat bran flour. Journal of the Science of Food and Agriculture, 2033(October 2005), 2026–2033. https://doi.org/10.1002/jsfa
Matsuo, R. R., Bradley, J. W., & Irvine, G. N. (1972). Effect of Protein Content on The Cookin Quality of Spaghetti. Cereal Chemistry, 49, 707–711.
Matsuo, R. R., Dexter, J. E., Boudreau, A., and Daun, J. K. (1986). The role of lipids in determining spaghetti cooking quality. Cereal Chemistry, 63(4), 484–489. Retrieved from
26
Matsuo, R. R., Dexter, J. E., and Dronzek, B. L. (1978). Scanning electron microscopy study of spaguetti processing. Cereal Chemistry.
Ramonaityte, Danute Terese, Milda Kersiene, An adams, Kourosch Abbspour Tehrani, and Norbert De Kimpe. (2009). The interaction of Metal Ions with Maillard Reaction Products In a Lactoce-Glycine Model System. Food Research International 2:: 331-336.
Rudolph Research Analytical. (2005). Technical Bulletin 909. USA.
27
8.
LAMPIRAN
8.1.Formulir Penilaian Kerja Praktek di PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta