Fajar Suryanto NRP. 4109100092
Dosen Pembimbing : Ir. Heri Supomo M.Sc. Bidang Studi : Industri Perkapalan
JURUSAN TEKNIK PERKAPALAN Fakultas Teknologi Kelautan
Institut Teknologi Sepuluh Nopember Surabaya
2013
“Studi Inovasi Peralatan
Steam Wood
untuk Membuat
Gading Kapal Berbahan Laminasi Bambu”
Kamis, 4 Juli 2013
Ruang Bidang Studi
LATAR BELAKANG
33
•
Kebutuhan dengan ketersediaan kayu yang semakin
bertolakbelakang
•
Perlu
dikembangkan
teknologi
bahan
alternatif
pengganti kayu. Salah satu bahan yang dapat dijadikan
sebagai alternatif pengganti kayu adalah bambu.
•
Bambu memiliki sifat mekanis yang hampir sama
dengan kayu. Oleh karena itu proses pembengkokan
atau pelurusan bambu perlu dibantu dengan alat
pemanas. Pemanas diperlukan untuk melunakkan bilah
bambu sehingga mudah dibentuk.
•
Metode pemanasan yang sering digunakan adalah
menggunakan panas api untuk pembengkokan kayu
cukup banyak digunakan oleh industri perkayuan rumah
tangga atau khususnya pada industri kapal kayu.
RUMUSAN MASALAH
44
1.
Bagaimana merancang peralatan steam wood
(penguapan) sebagai alat bantu dalam proses
pembengkokan bambu laminasi
2.
Apakah pengaruh dari perlakuan panas
menggunakan uap dan pembakaran
berdampak kepada kekuatan dan elastisitas
bambu.
3.
Metode manakah yang lebih baik dalam
pembentukan gading kapal berbahan bambu
laminasi
BATASAN MASALAH
55
Batasan masalah dalam tugas akhir ini adalah :
Lem yang digunakan adalah lemepoxy “marine use”
1. Bambu yang digunakan adalah jenis bambu Betung (Dendrocalamus asper)
2. Lem yang digunakan adalah lem epoxy 3. Kapal yang diamati memiliki ukuran 30 GT
4. Bentuk gading yang digunakan memiliki kelengkungan half girth tersulit dalam proses pembentukannya
5. Gading yang dibuat sebanyak dua buah dengan masing-masing perlakuan panas menggunakan penguapan dan pemanasan menggunakan api
6. Regulasi yang dipakai untuk pengujian adalah ASTM D 3039 dan 3410
PENGADAAN KAPAL TANGKAP IKAP 30 GT KEPRI Konsultan perencana PT SEATECH Indonesia
TUJUAN
77
1.
Merancang peralatan penguapan untuk bambu yang
akan dilaminasi
2.
Membandingkan hasil kekuatan gading kapal berbahan
laminasi kayu yang mendapatkan proses penguapan
dan pemanasan dengan api
3.
Mengetahui metode manakah yang cocok sebagai alat
bantu membuat gading kapal berbahan bambu
MANFAAT
88
Manfaat dari Tugas Akhir ini adalah
1. Dapat memberikan gambaran serta data masukan untuk
merancang alat penguapan kayu (steam wood) yang berguna
untuk membuat gading kapal berbahan laminasi bambu.
2. Dapat digunakan sebagai referensi metode perlakuan panas
HIPOTESA
Penggunaan peralatan steam wood ini dapat membantu
dalam proses pembengkokan gading sebagai konstruksi
kapal kayu. Perlakuan penguapan bilah bambu lebih
efisien dibanding pemanasan menggunakan panas api
dan mempermudah pembentukan gading dengan tingkat
kelengkungan half girth yang cukup tinggi.
METODOLOGI
11
11
• Laboratorium
CNC
dan
Pengerjaan
Logam,
Jurusan
Teknik
Sistem
Perkapalan
• Laboratorium
Produksi
dan
Manajemen
Perkapalan
ITS,
Surabaya
• Laboratorium
Konstruksi
dan
Kekuatan
Jurusan
Teknik
Perkapalan
ITS
Tempat
pelaksanaan
METODOLOGI
12
12
Peralatan
• Jig Saw • Jangka Sorong • Gergaji tangan • Mesin serut 82 mm • Mesin amplas orbital • Las karbit• Mesin Las SMAW • Metal Cutting Wheel • Mesin bubut CNC • Mesin serut meja
• Empat buah kempa C 9” • Dua puluh lima kempa
modifikasi
• Wood Moisture Meter
• Peralatan pembentuk gading kapal kayu
• Universal Testing Machine
Bahan
• Bambu Betung
(Dendrocalamus asper) jumlah 150 bilah dengan dimensi panjang 3 m dengan tebal 1 cm
• Lem Epoxy (Marine use) • Electrode E 308 dia. 2 mm • Dua buah LPG tabung 3 Kg
DIAGRAM ALIR PENELITIAN
13
13
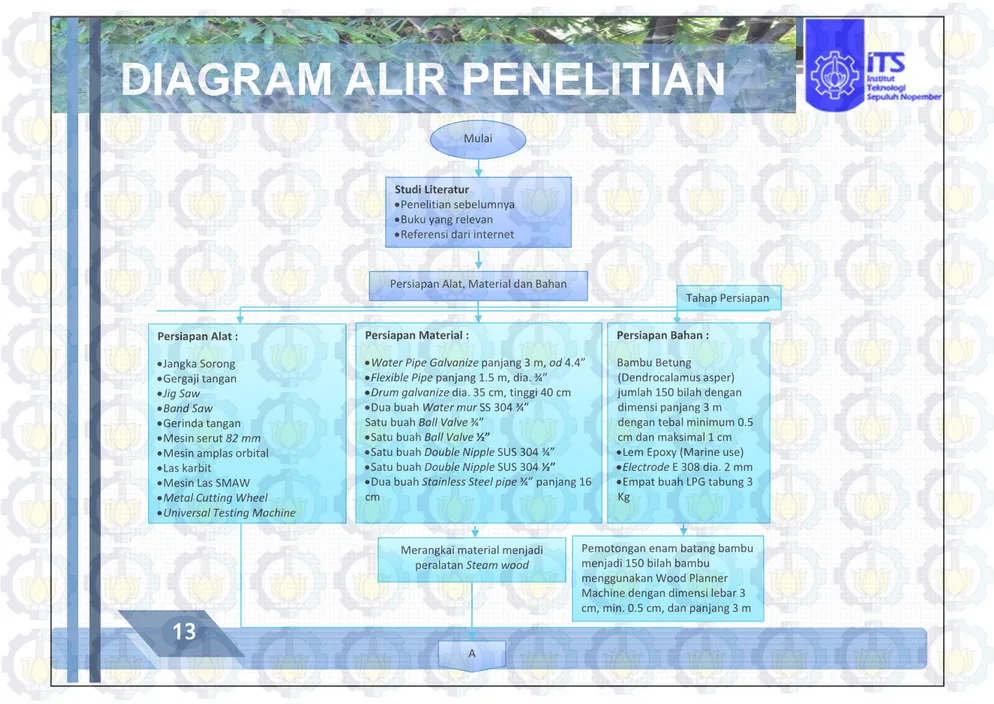
Tahap Persiapan Mulai Studi Literatur Penelitian sebelumnya Buku yang relevan Referensi dari internetPersiapan Alat,Material dan Bahan
Persiapan Alat : Jangka Sorong Gergaji tangan Jig Saw Band Saw Gerinda tangan Mesin serut82 mm
Mesin amplas orbital Las karbit
Mesin Las SMAW Metal Cutting Wheel
Universal Testing Machine
Persiapan Material :
Water Pipe Galvanizepanjang 3 m, od 4.4” Flexible Pipepanjang 1.5 m, dia. ¾” Drum galvanize dia. 35 cm, tinggi 40 cm Dua buah Water murSS 304 ¾”
Satu buah Ball Valve¾”
Satu buah Ball Valve½”
Satu buah Double NippleSUS 304 ¾” Satu buah Double NippleSUS 304 ½”
Dua buah Stainless Steel pipe¾” panjang 16
cm
Persiapan Bahan :
Bambu Betung
(Dendrocalamus asper) jumlah 150 bilah dengan
dimensi panjang 3 m
dengan tebal minimum 0.5
cm dan maksimal 1 cm Lem Epoxy (Marine use) Electrode E 308 dia. 2 mm Empat buah LPG tabung 3
Kg
Merangkai material menjadi
peralatan Steam wood
Pemotongan enam batang bambu
menjadi 150 bilah bambu
menggunakan Wood Planner
Machine dengan dimensi lebar 3
cm, min. 0.5 cm, dan panjang 3 m
DIAGRAM ALIR PENELITIAN
14
14
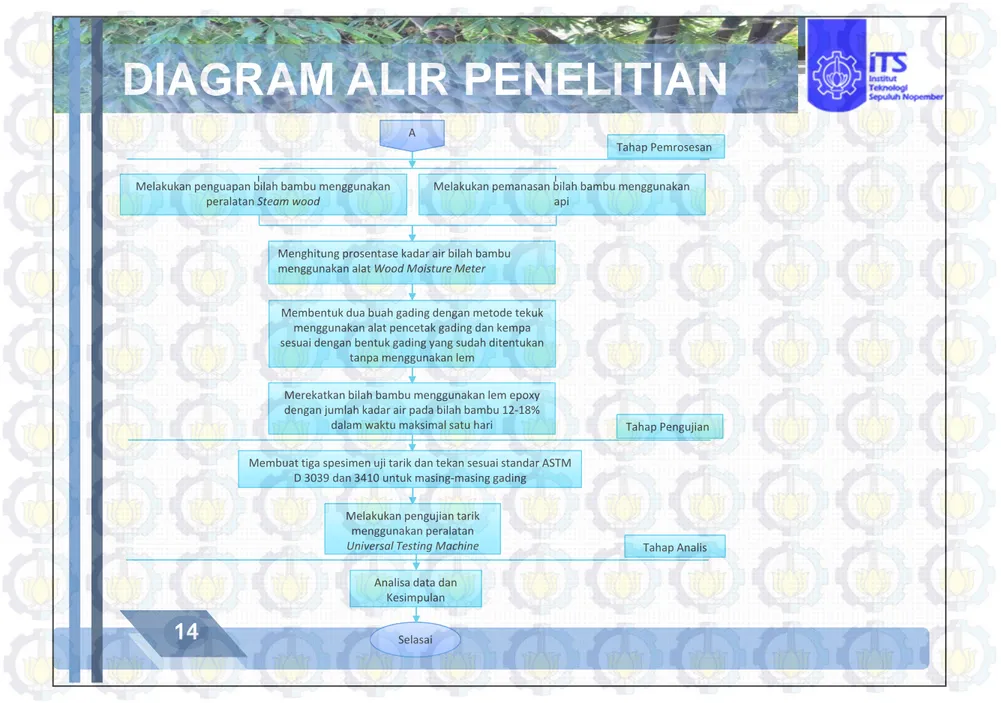
Tahap Pengujian Tahap Pemrosesan Tahap Analis Melakukan penguapan bilah bambu menggunakanperalatan Steam wood
Membentuk dua buah gading dengan metode tekuk
menggunakan alat pencetak gading dan kempa
sesuai dengan bentuk gading yang sudah ditentukan
tanpa menggunakan lem
Analisa data dan
Kesimpulan
Selasai
Merekatkan bilah bambu menggunakan lem epoxy
dengan jumlah kadar air pada bilah bambu 12‐18%
dalam waktu maksimal satu hari Menghitung prosentase kadar air bilah bambu
menggunakan alat Wood Moisture Meter
Membuat tiga spesimen uji tarik dan tekan sesuai standar ASTM
D 3039 dan 3410 untuk masing‐masing gading
Melakukan pengujian tarik
menggunakan peralatan
Universal Testing Machine
Melakukan pemanasan bilah bambu menggunakan
api
BILAH BAMBU
15
15
Bambu Betung Pembersihan buku-buku bambu
Penipisan bilah bambu
BILAH BAMBU
16
16
Pemotongan bilah
STEAM WOOD
17
17
BOILER PIPA FLEKSIBEL KAKI TIGA STEAM TUBEBOILER
18
18
Pengelasan drum Kompor tekanan tinggi
19
19
STEAM TUBE
20
21
21
Matras pembentuk gading Kempa Moisture meter22
22
PENGUAPAN
23
23
Mekanisme penguapan bilah bambu yaitu;
•
Merebus air didalam drum sebagai boiler penghasil uap
menggunakan kompor gas bertekanan tinggi. Dibutuhkan
waktu 15 menit hingga uap masuk kedalam steam tube
•
Uap bertekanan dialirkan melalui pipa fleksibel menuju pipa
penguapan.
•
Memasukkan bilah bambu kedalam pipa penguapan dengan
jumlah maksimal 15 bilah. Pada pipa penguapan terdapat
katup yang berfungi mengeluarkan air hasil penguapan.
Katup rutin dibuka agar tidak terjadi genangan air didalam
pipa
•
Menguapkan bilah bambu selama satu jam
•
Mengukur kadar air dan suhu pada bilah bambu yang sudah
PENGUAPAN
24
24
Mekanisme penguapan bilah bambu yaitu;
Perebusan air dalam boiler
Bambu yang sudah diuapkan
Pengukuran kadar air dan suhu bilah
PEMBAKARAN
25
25
Mekanisme pemanasan dengan api bilah bambu yaitu;
•
Merendam bilah kedalam kolam air selama 5
menit, kondisi pembakaran memang harus
dalam keadaan basah. Kadar air dalam bambu
berkisar 75-80%.
•
Memanaskan satu per satu bilah dengan
menggunakan nyala api dari kompor sambil
dibengkokkan perlahan
PEMBAKARAN
26
26
Mekanisme pemanasan dengan api bilah bambu yaitu;
PEMBENTUKAN
27
27
Mekanisme pembentukan gading
Peletakan sketsa bentuk gading diatas matras
Pembentukan dengan bantuan kempa
LAMINASI
28
28
Mekanisme pengeleman bilah menjadi gading
SPESIMEN UJI
29
29
Mekanisme pembuatan spesimen uji tarik
• Memotong bagian curve section dan straight section dari gading yang sudah dibuat
• Kemudian memotong balok laminasi menjadi tiga bagian secara memanjang menggunakan circular saw sehingga didapatkan tiga buah balok laminasi dengan ukuran 25 x 20 x 250
• Memotong bagian curve section dan straight section dari gading yang sudah dibuat • Balok \dipotong menjadi empat bagian secara memanjang dengan lebar masing –
masing 25 mm sehingga didapatkan tiga buah balok berukuran 25 x 25 x 150.
Mekanisme pembuatan spesimen uji tarik
SPESIMEN UJI
30
30
Straight dan Curve Section
Lem Epoxy
PENGUJIAN
31
31
HASIL PENGUJIAN
32
32
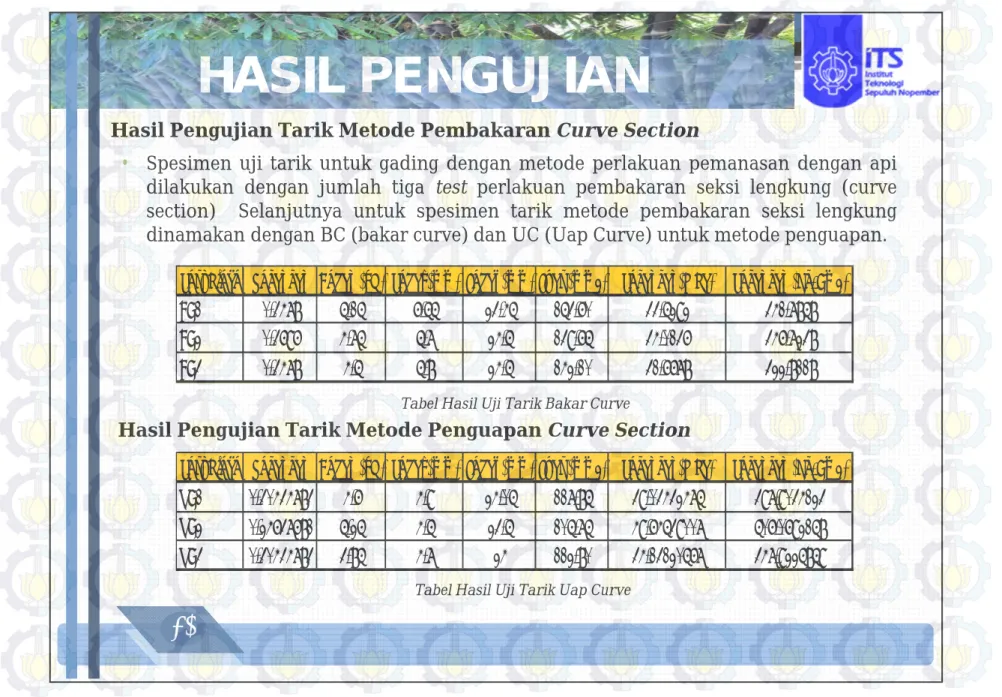
Hasil Pengujian Tarik Metode Pembakaran Curve Section
• Spesimen uji tarik untuk gading dengan metode perlakuan pemanasan dengan api dilakukan dengan jumlah tiga test perlakuan pembakaran seksi lengkung (curve section) Selanjutnya untuk spesimen tarik metode pembakaran seksi lengkung dinamakan dengan BC (bakar curve) dan UC (Uap Curve) untuk metode penguapan.
Test Piece Regangan Beban (kN) Tebal (mm) Lebar (mm) Luas (mm2) Tegangan(MPa) Tegangan (Kg/Cm2) BC1 0.3478 5.15 6.55 23.45 153.60 33.5292 341.7858
BC2 0.3696 4.75 5.7 24.5 139.65 34.0136 346.7238
BC3 0.3478 4.5 5.8 24.5 142.10 31.6678 322.8118
Hasil Pengujian Tarik Metode Penguapan Curve Section
Test Piece Regangan Beban (kN) Tebal (mm) Lebar (mm) Luas (mm2) Tegangan(MPa) Tegangan (Kg/Cm2) UC1 0.30434783 4.6 4.9 24.05 117.85 39.03432475 397.9034123 UC2 0.24637681 5.25 4.5 23.5 105.75 49.64539007 506.0692158 UC3 0.30434783 3.85 4.7 24 112.80 34.13120567 347.9225859
Tabel Hasil Uji Tarik Bakar Curve
HASIL PENGUJIAN
33
33
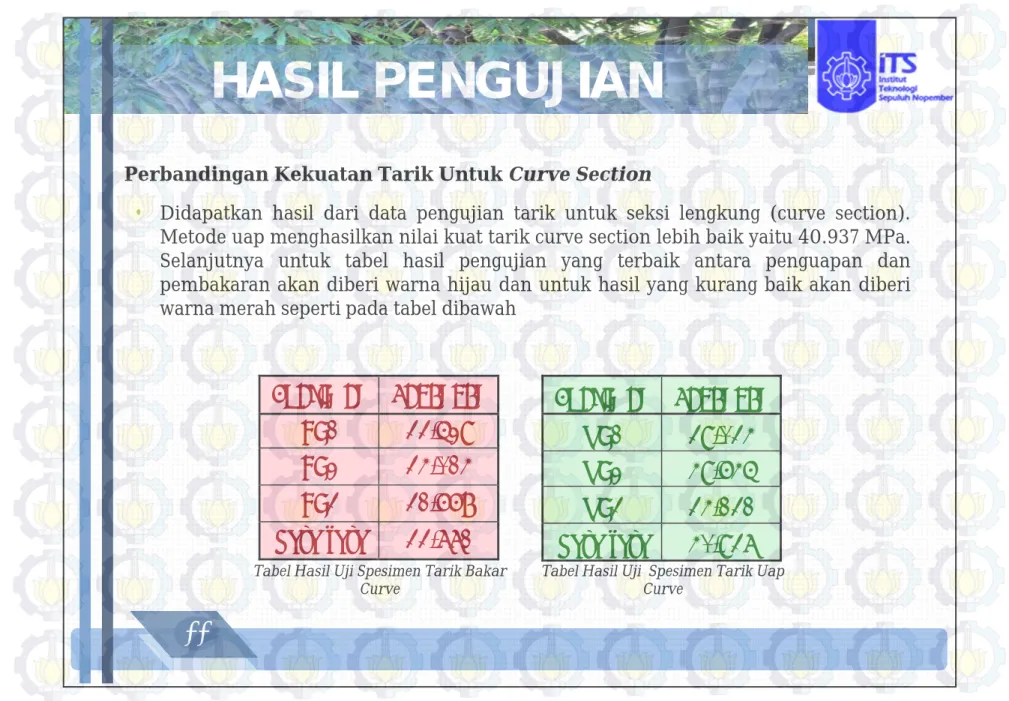
Perbandingan Kekuatan Tarik Untuk Curve Section
• Didapatkan hasil dari data pengujian tarik untuk seksi lengkung (curve section). Metode uap menghasilkan nilai kuat tarik curve section lebih baik yaitu 40.937 MPa. Selanjutnya untuk tabel hasil pengujian yang terbaik antara penguapan dan pembakaran akan diberi warna hijau dan untuk hasil yang kurang baik akan diberi warna merah seperti pada tabel dibawah
Spesimen Tegangan
UC1
39.034
UC2
49.645
UC3
34.131
Rata‐rata
40.937
Spesimen Tegangan
BC1
33.529
BC2
34.014
BC3
31.668
Rata
‐
rata
33.771
Tabel Hasil Uji Spesimen Tarik Bakar Curve
Tabel Hasil Uji Spesimen Tarik Uap Curve
HASIL PENGUJIAN
34
34
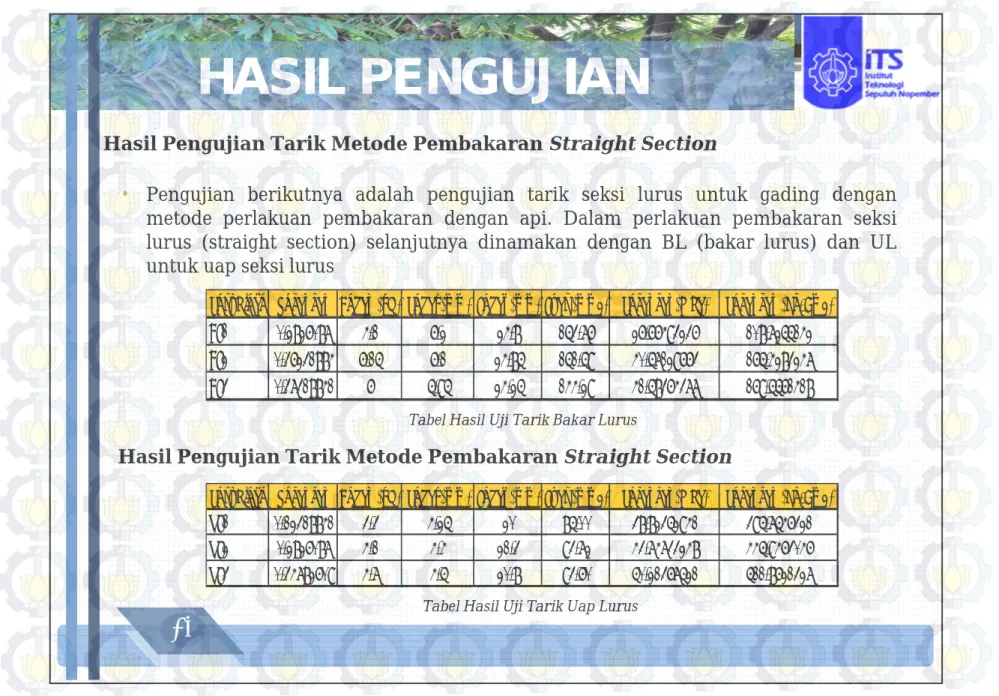
• Pengujian berikutnya adalah pengujian tarik seksi lurus untuk gading dengan metode perlakuan pembakaran dengan api. Dalam perlakuan pembakaran seksi lurus (straight section) selanjutnya dinamakan dengan BL (bakar lurus) dan UL untuk uap seksi lurus
Hasil Pengujian Tarik Metode Pembakaran Straight Section
Test Piece Regangan Beban (kN) Tebal (mm) Lebar (mm) Luas (mm2) Tegangan(MPa) Tegangan (Kg/Cm2)
BL1 0.2826087 4.1 6.2 24.8 153.76 26.66493236 108.7255142
BL2 0.36231884 6.15 6.1 24.85 151.59 40.57129663 165.4283247
BL3 0.37318841 6 5.95 24.25 144.29 41.58364377 169.5561418
Hasil Pengujian Tarik Metode Pembakaran Straight Section
Test Piece Regangan Beban (kN) Tebal (mm) Lebar (mm) Luas (mm2) Tegangan(MPa) Tegangan (Kg/Cm2)
UL1 0.12318841 3.3 4.25 20 85.00 38.82352941 395.7546321
UL2 0.2826087 4.1 4.4 21.3 93.72 43.74733248 445.9463046
UL3 0.34782609 4.7 4.5 20.8 93.60 50.21367521 511.8621327
Tabel Hasil Uji Tarik Bakar Lurus
HASIL PENGUJIAN
35
35
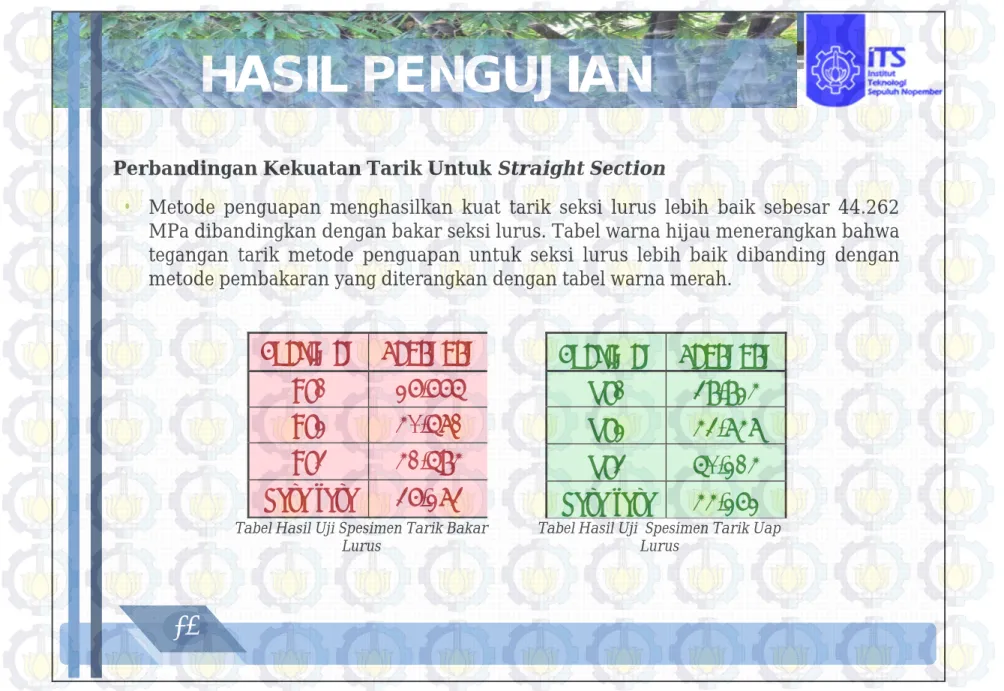
Perbandingan Kekuatan Tarik Untuk Straight Section
• Metode penguapan menghasilkan kuat tarik seksi lurus lebih baik sebesar 44.262 MPa dibandingkan dengan bakar seksi lurus. Tabel warna hijau menerangkan bahwa tegangan tarik metode penguapan untuk seksi lurus lebih baik dibanding dengan metode pembakaran yang diterangkan dengan tabel warna merah.
Spesimen Tegangan
BL1
26.665
BL2
40.571
BL3
41.584
Rata‐rata
36.273
Spesimen Tegangan
UL1
38.824
UL2
43.747
UL3
50.214
Rata
‐
rata
44.262
Tabel Hasil Uji Spesimen Tarik Bakar
Lurus
Tabel Hasil Uji Spesimen Tarik Uap Lurus
HASIL PENGUJIAN
36
36
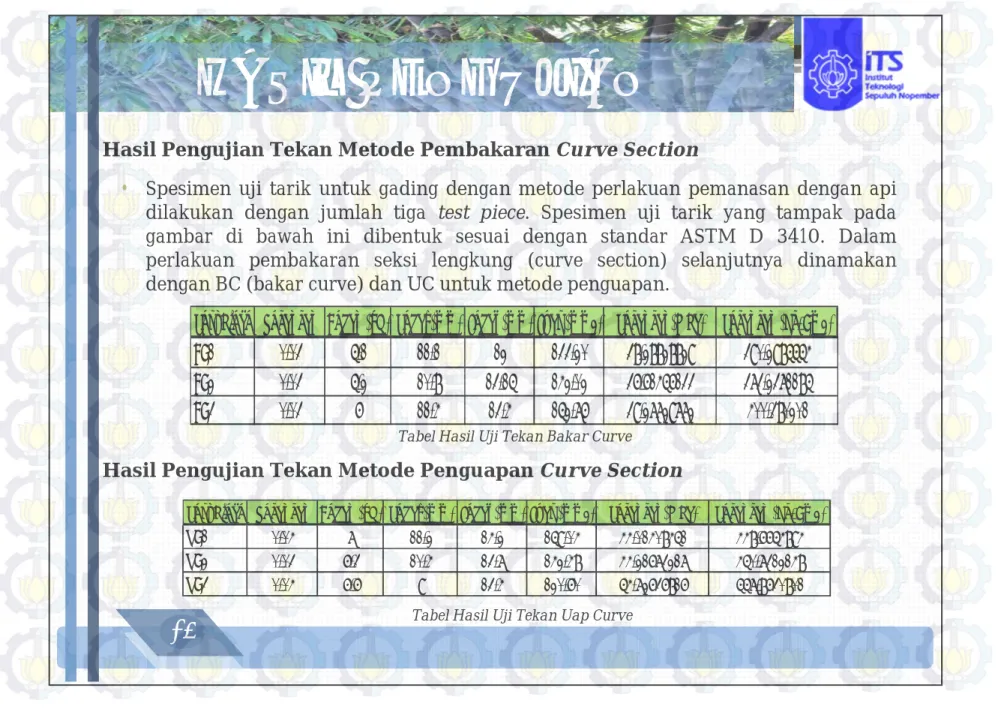
Hasil Pengujian Tekan Metode Pembakaran Curve Section
• Spesimen uji tarik untuk gading dengan metode perlakuan pemanasan dengan api dilakukan dengan jumlah tiga test piece. Spesimen uji tarik yang tampak pada gambar di bawah ini dibentuk sesuai dengan standar ASTM D 3410. Dalam perlakuan pembakaran seksi lengkung (curve section) selanjutnya dinamakan dengan BC (bakar curve) dan UC untuk metode penguapan.
Test
Piece Regangan Beban
(kN) Tebal
(mm) Lebar
(mm) Luas
(mm2) Tegangan(MPa) Tegangan
(Kg/Cm2)
BC1
0.03
5.1
11.1
12
133.20
38.28828829
390.2985554
BC2
0.03
5.2
10.8
13.15
142.02
36.61456133
373.2371185
BC3
0.03
6
11.4
13.4
152.76
39.27729772
400.380201
Hasil Pengujian Tekan Metode Penguapan Curve Section
Test Piece Regangan Beban (kN) Tebal (mm) Lebar (mm) Luas (mm2) Tegangan(MPa) Tegangan (Kg/Cm2)
UC1 0.04 7 11.2 14.2 159.04 44.01408451 448.6654894
UC2 0.03 6.3 10.4 13.7 142.48 44.21673217 450.7312148
UC3 0.04 6.6 9 13.4 120.60 54.72636816 557.8630801
Tabel Hasil Uji Tekan Bakar Curve
HASIL PENGUJIAN
37
37
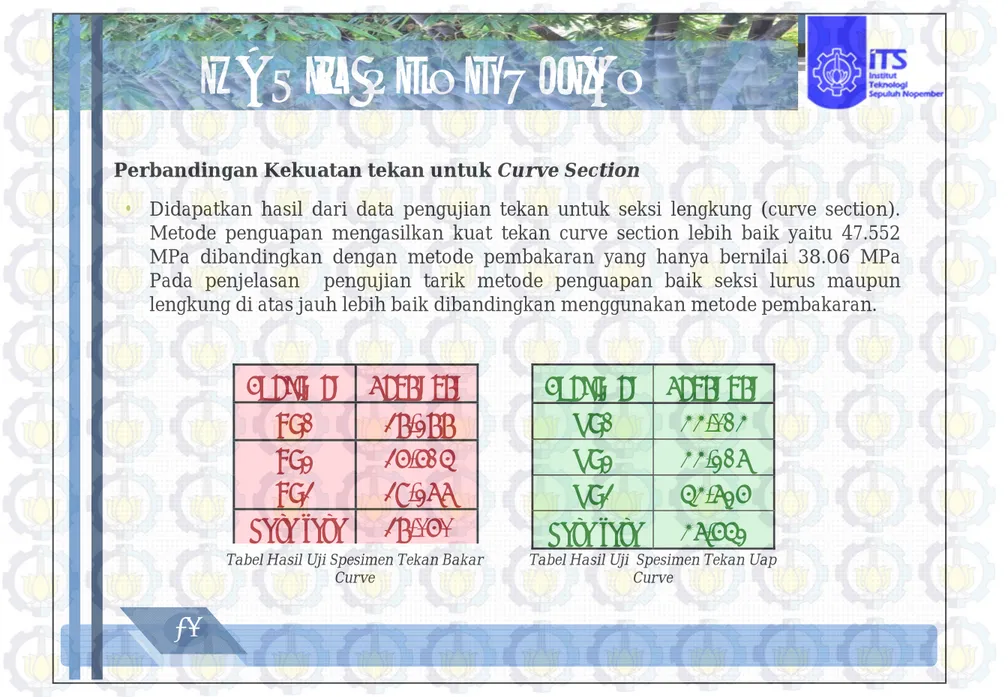
Perbandingan Kekuatan tekan untuk Curve Section
• Didapatkan hasil dari data pengujian tekan untuk seksi lengkung (curve section). Metode penguapan mengasilkan kuat tekan curve section lebih baik yaitu 47.552 MPa dibandingkan dengan metode pembakaran yang hanya bernilai 38.06 MPa Pada penjelasan pengujian tarik metode penguapan baik seksi lurus maupun lengkung di atas jauh lebih baik dibandingkan menggunakan metode pembakaran.
Spesimen Tegangan
BC1
38.288
BC2
36.615
BC3
39.277
Rata
‐rata
38.060
Spesimen Tegangan
UC1
44.014
UC2
44.217
UC3
54.726
Rata
‐
rata
47.652
Tabel Hasil Uji Spesimen Tekan Bakar
Curve
Tabel Hasil Uji Spesimen Tekan Uap Curve
HASIL PENGUJIAN
38
38
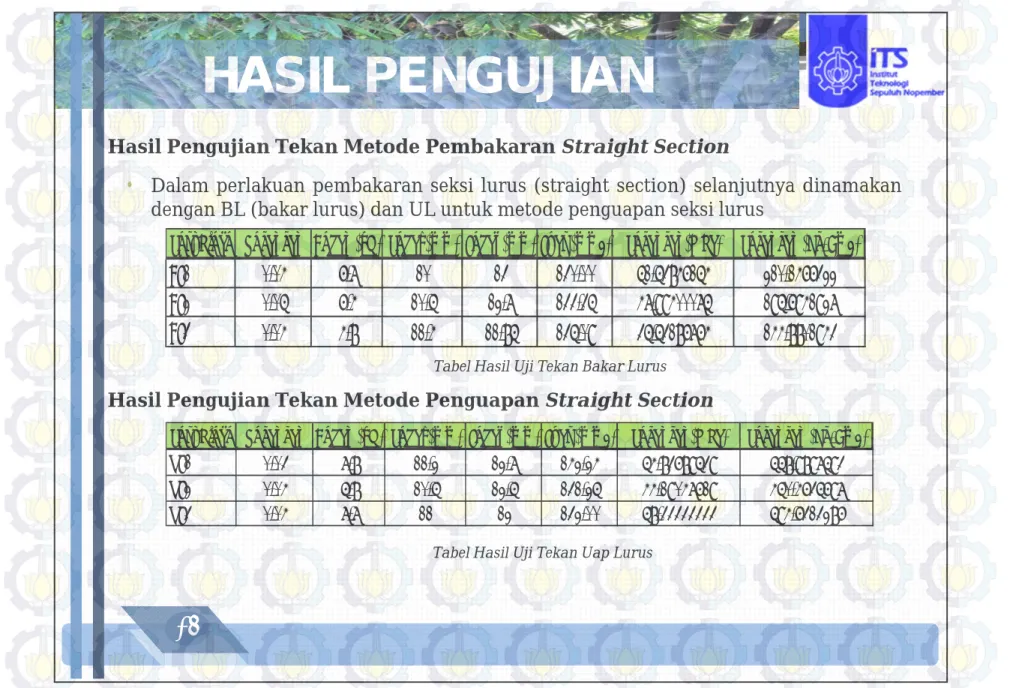
Hasil Pengujian Tekan Metode Pembakaran Straight Section
• Dalam perlakuan pembakaran seksi lurus (straight section) selanjutnya dinamakan dengan BL (bakar lurus) dan UL untuk metode penguapan seksi lurus
Hasil Pengujian Tekan Metode Penguapan Straight Section Tabel Hasil Uji Tekan Bakar Lurus
Tabel Hasil Uji Tekan Uap Lurus
Test
Piece Regangan Beban
(kN) Tebal
(mm) Lebar
(mm) Luas
(mm2) Tegangan(MPa) Tegangan
(Kg/Cm2)
BL1
0.04
6.7
10
13
130.00
51.53846154
210.1466322
BL2
0.05
6.4
10.5
12.7
133.35
47.99400075
195.6941927
BL3
0.04
4.8
11.4
11.85
135.09
35.53186764
144.8801943
Test Piece Regangan Beban (kN) Tebal (mm) Lebar (mm) Luas (mm2) Tegangan(MPa) Tegangan (Kg/Cm2) UL1 0.03 7.8 11.2 12.7 142.24 54.83689539 558.9897593 UL2 0.04 5.8 10.5 12.5 131.25 44.19047619 450.4635697 UL3 0.04 7.7 11 12 132.00 58.33333333 594.6313286
HASIL PENGUJIAN
39
39
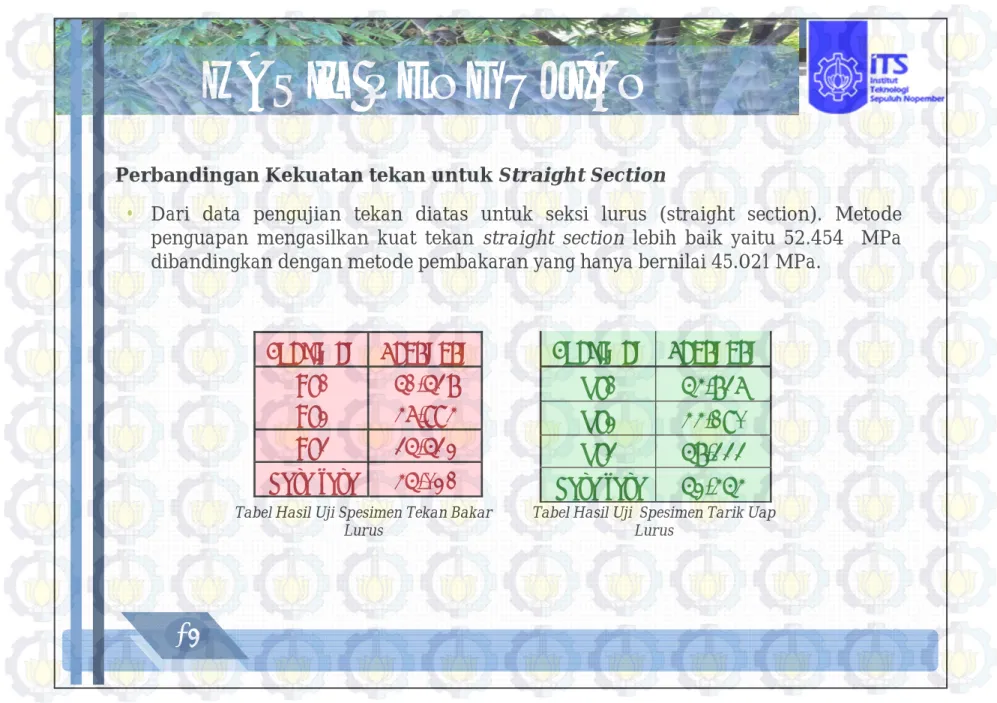
Perbandingan Kekuatan tekan untuk Straight Section
• Dari data pengujian tekan diatas untuk seksi lurus (straight section). Metode penguapan mengasilkan kuat tekan straight section lebih baik yaitu 52.454 MPa dibandingkan dengan metode pembakaran yang hanya bernilai 45.021 MPa.
Tabel Hasil Uji Spesimen Tekan Bakar Lurus
Tabel Hasil Uji Spesimen Tarik Uap Lurus
Spesimen
Tegangan
BL1
51.538
BL2
47.994
BL3
35.532
Rata
‐
rata
45.021
Spesimen Tegangan
UL1
54.837
UL2
44.190
UL3
58.333
Rata‐rata
52.454
Analisa Ekonomis
40
40
Biaya Material Steam Tube
No Material Dimensi Jumlah Harga Satuan (Rp) Total (Rp)
1 Pipa air galvanis 3 m 1 275,000 275,000
2 Flexible pipe 3/4"x1,5 m 1 265,000 265,000 3 Drum galvanis Ø35 cmx40 cm 1 150,000 150,000 4 Water mur 3/4" 2 32,500 65,000 5 Double nipple 3/4" 1 16,500 16,500 6 Kompor gas 1 150,000 150,000 7 Regulator gas 1 65,000 65,000 8 Ball valve 3/4" 1 50,000 50,000 9 Ball valve 1/2" 1 21,000 21,000 10 Pressure gauge 1/2" 1 65,000 65,000
11 Pipa stainless steel 3/4"x16cm 2 15,000 30,000
12 Pelat stainless steel Ø12 cm 2 10,000 20,000
13 Mur M14 3 2,000 6,000
Jumlah 1,178,500
Analisa Ekonomis
41
41
Biaya Konsumable
No Jenis Dimensi Jumlah Harga Satuan (Rp) Total (Rp)
1 Electrode E 308 Ø 2 mm 0,5 kg 15,970 79,850
2 Gas 3 kg 3 tabung 13,000 39,000
3 Velcro rubber pad Ø 4" 3 8,000 24,000
4 Amplas bulat 60,80,100,120 @ 5 buah 1,000 20,000
5 Lem Epoxy 2 kg 4 112,500 450,000
612,850
Jumlah
No Jenis Jumlah Harga Satuan (Rp) Total (Rp)
1 Moisture meter 1 2,000,000 2,000,000 2 Digital thermometer 1 99,000 99,000 3 Jangka sorong 1 45,000 45,000 4 Meteran 1 5,000 5,000 5 Clamp C 9" 4 22,500 90,000 6 Stopwatch 1 50,000 50,000
7 Sarung tangan silikon 1 13,000 13,000
8 Gergaji band saw 1 330,000 330,000
Jumlah 2,632,000
Biaya Peralatan Pendukung
Jumlah Biaya Material Rp1,178,500 Biaya Konsumable Rp612,850 Biaya pendukung Rp2,632,000 Total Rp4,423,350 Jenis
Tabel Biaya Material
Tabel Biaya Peralatan Pendukung
Analisa Ekonomis
42
42
Biaya Produksi bambu per m3 Metode Penguapan
Biaya Produksi bambu per m3 Metode Penguapan