PENGARUH
GAS FLOW RATE
DAN
FILLER
FEEDING RATE
TERHADAP DISTRIBUSI
KEKERASAN DAN STRUKTUR MIKRO
HASIL PENGELASAN GMAW ALUMINIUM
7075
Dosen pembimbing :
Prof. Dr. Ir. Sulistijono, DEA
Budi Agung Kurniawan, S.T, MSc.
Oleh :
a
b
s
t
r
a
k
Dalam proses pengelasan terdapat berbagai permasalahan yang
terjadi, karena banyak faktor yang mempengaruhi hasil pengelasan. Berbagai hal harus diperhitungkan sebelum melakukan pengelasan, untuk mendapatkan hasil pengelasan yang baik seperti sifat mekanik, sifat fisik, komposisi, dan dimensi. Menentukan prosedur pengelasan yang benar adalah langkah yang harus dilakukan agar hasil yang didapatkan akan optimal dan mencegah
terjadinya cacat. Pengelasan pada aluminum merupakan salah satu teknologi pengelasan yang membutuhkan proses tertentu karena dalam prosesnya
aluminium tidak boleh bereaksi dengan oksigen. Pengelasan yang biasa dilakukan pada aluminium adalah GMAW dan GTAW dengan gas pelindung Argon. Dan seri aluminium yang sering dipakai adalah seri 6xxx dan 7xxx. Karena itu pengelasan aluminium perlu dipelajari untuk mendapatkan kualitas yang terbaik dari pengelasan aluminium.
Tujuan dari penelitian ini adalah untuk mempelajari pengaruh gas flow rate dan filler feeding rate terhadap distribusi kekerasan dan struktur mikro hasil
pengelasan GMAW (Gas Metal Arc Weld) Aluminium 7075. Dalam penelitian ini digunakan gas flow rate 8 lt/mnt dan 16 lt/mnt serta variasi filler feeding rate 5mm/det, 8 mm/det, 12 mm/det, dan 15 mm/det. Distribusi kekerasan
diperoleh melalui pengujian hardness Rockwell A.
Hasilnya menunjukkan bahwa semakin tinggi gas flow rate semakin tinggi pula nilai kekerasan pada masing-masing daerah lasan. Semakin tinggi gas flow rate menyebabkan butir makin besar. Nilai kekerasan saat filler feeding rate
5mm/detik dan 15mm/detik lebih tinggi dari 8mm/detik dan 12mm/detik.
Latar belakang
Penggunaan
Aluminium
sangat luas
dalam dunia
industri
Metdode
pengelasan
GMAW
dapat
mencegah
oksidasi saat
proses
pengelsan
Banyak
terjadi cacat
pada hasil
pengelasan
Aluminium
Perumusan masalah
•
bagaimana pengaruh gas flow rate, dan filler
feeding rate terhadap distribusi kekerasan dan
struktur mikro hasil pengelasan GMAW
Batasan masalah
Bahan yang digunakan dianggap homogen tanpa
perlakuan
Pengaruh kondisi lingkungan diabaikan.
Pengotor yang masuk selama proses pengelasan
diabaikan
Parameter-parameter las seperti tegangan
listrik, sudut pengelasan dianggap konstan
Hasil pengelasan dinaggap homogen
Tujuan penelitian
•
mempelajari pengaruh
gas flow rate
, dan
filler
feeding rate
terhadap distribusi kekerasan dan
struktur mikro hasil pengelasan GMAW
Jurnal pendukung
B.Y.KANG =>
characteristics of alternate supply
gas in aluminium GMA weld
Ar + 67% he dengan gas flow rate 15:5 memiliki
porositas yang lebih rendah dibanding dengan
pure Ag/He dengan gas flow rate 20 lt/mnt
Jurnal pendukung
•
V.Balasubranamanian
Influence of pulse current welding and post weld aging
treatment on fatique crack grow behavior of AA 7075
alloy joints
GMAW dan GTAW dapat dipakai untuk
mengurangi fatigue grow
PCGTAW memberikan ketahanan terhadap
grow fatigue crack dan membrikan sfat
mekanik dan struktur mikro terbaik
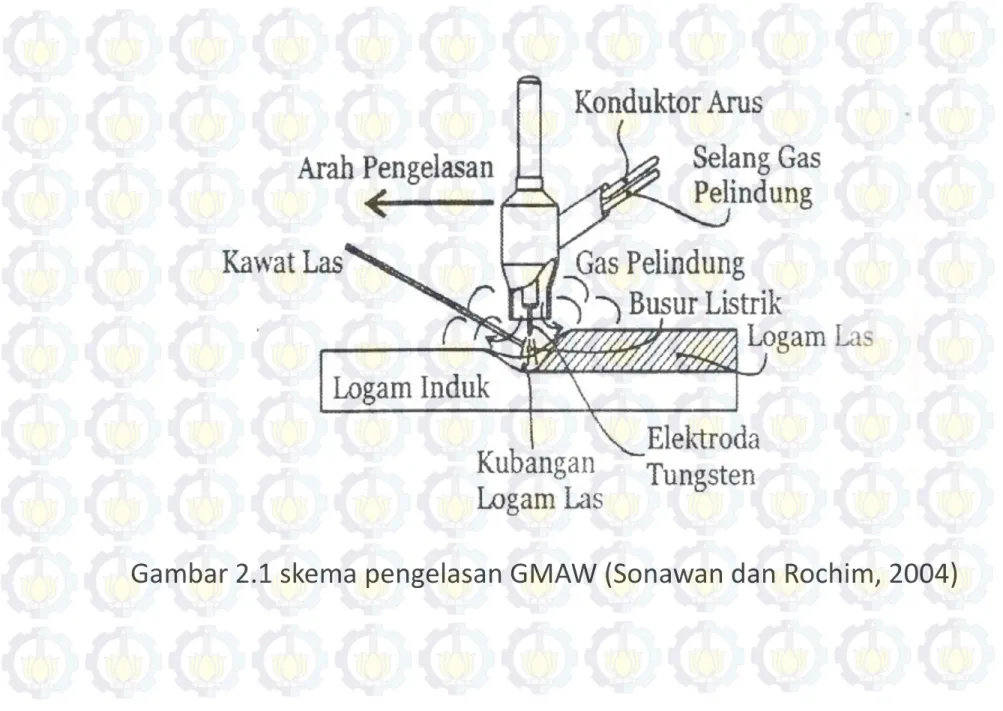
Pengelasan (welding)
adalah suatu teknik penyambungan logam
dengan cara mencairkan sebagian logam induk
dan logam pengisi dengan atau tanpa
tekanan, baik dengan ataupun tanpa logam
tambahan sehingga menghasilkan sambungan
yang kontinyu.
Aluminium
PADUAN SERI PENAMAAN
Aluminium, dengan kemurnian 99 % 1XXX Aluminium – Tembaga (Al – Cu) 2XXX Aluminium – Mangan (Al – Mn) 3XXX Aluminium – Silikon (Al – Si) 4XXX Aluminium – Magnesium (Al – Mg) 5XXX Aluminium – Magnesium – Silikon 6XXX Aluminium – Seng (Al – Zn) 7XXX
Paduan lainnya 8XXX
Aluminium merupan jenis logam yang ringan dan mempuntai kekuatan tinggi, serta tahan terhadap korosi dan merupakan konduktor listrik yang baik.
Aluminium seri 7xxx
Paduan ini termasuk jenis yang dapat
diperlaku-panaskan.
Biasanya
dalam
paduan
Al
–
Zn
ditambahkan Mg, Cu, dan Cr. Kekuatan tarik yang
dapat dicapai lebih dari 50 kg/mm
2, sehingga paduan
ini dinamakan juga ultra duralium. Berlawanan
dengan kekuatan tariknya, sifat mampu-las dan daya
tahannya
terhadap
korosinya
kurang
menguntungkan. Tetapi belakangan terdapat paduan
Al – Zn – Mg yang merperbaiki,sifat mampu-las dan
ketahanan korosi tersebut.
Permasalahan dalam pengelasan
aluminium
•
Pembentukan Lapisan Oksida Al
2O
3•
Lubang- lubang halus
•
Hot Short Cracking
•
Retak logam las
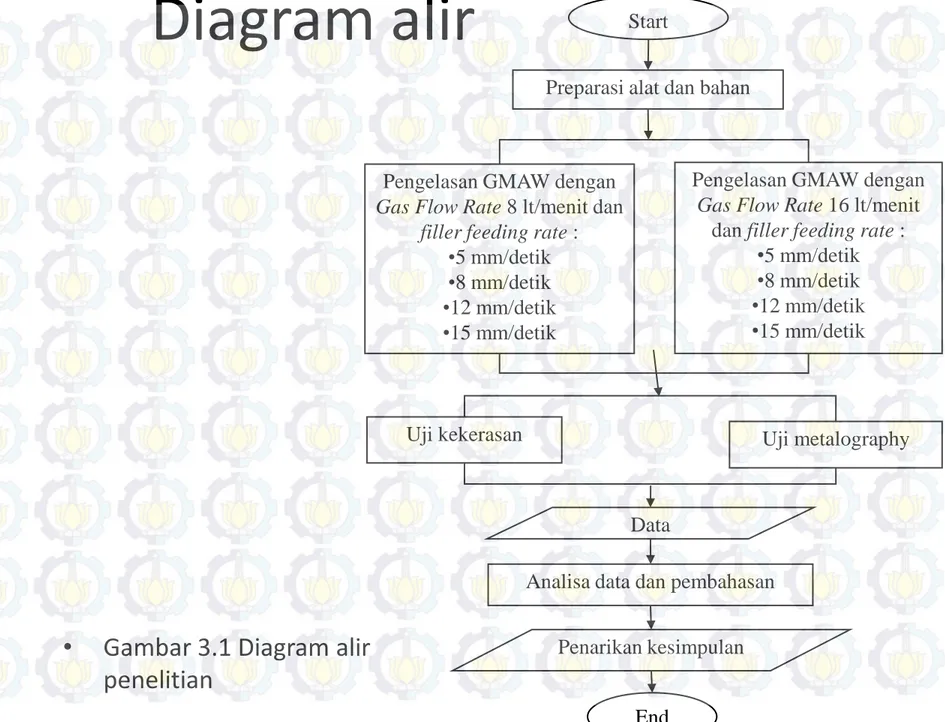
Diagram alir
• Gambar 3.1 Diagram alir penelitian
Pengelasan GMAW dengan
Gas Flow Rate8 lt/menit dan
filler feeding rate : •5 mm/detik •8 mm/detik •12 mm/detik •15 mm/detik Uji kekerasan Data
Analisa data dan pembahasan Penarikan kesimpulan Preparasi alat dan bahan
End Start
Pengelasan GMAW dengan
Gas Flow Rate16 lt/menit danfiller feeding rate :
•5 mm/detik
•8 mm/detik
•12 mm/detik
•15 mm/detik
B
a
h
a
n
•
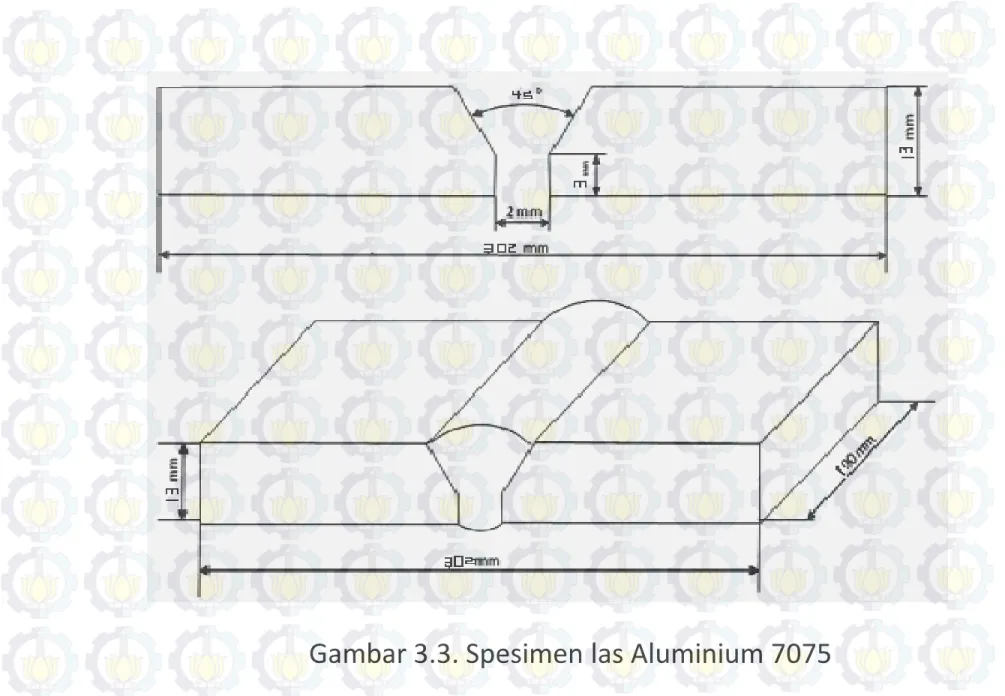
Base metal
Material yang digunakan dalam penelitian ini yaitu Aluminium 7075 dengan
tebal 13 mm. komposisi kimia Aluminium 7075 dapat dilihat pada tabel
3.1.
•
Gas Argon dengan kemurnian 99.9%
•
Filler 5356
Filler Aluminium alloy seri 5356 berdiameter 1 mm, dengan komposisi kimia
sebagai berikut.
•
Larutan HF
Larutan HF digunakan untuk etsa pada pengujian metalografi.
•
Larutan Aquades
Larutan aquades digunakan untuk melarutkan larutan HF pada proses etsa.
No. Komposisi Kadar (%)
1. Cu 1,68 2. Fe 0,10 3. Mg 2,46 4. Mn 0,02 5. Si 0,07 6. Zn 5,78 No Komposisi Kadar % 1 2 3 4 5 6 7 8 Si Fe Cu Mn Mg Cr Zn Ti 0.25 0.40 0.10 0.05-0.20 4.5-5.5 0.05-0.20 0.10 0.06-0.20
A
L
A
T
Jangka Sorong dan penggaris
Kertas gosok
Gerinda
Gergaji besi
Stopwatch
Kamera Digital
Mikroskop optik
Peralatan pegujian kekerasan
Mesin las MIG – (GMAW) ESAB 400t
Gambar 3.3 Mesin las MIG – (GMAW) ESAB 400t
•
Untuk identifikasi spesimen serta mempermudah tahap
pengujian selanjutnya maka dilakukan pengkodean
spesimen seperti terlihat pada tabel 3.3.
Gas flow rate
(lt/mnt)
Filler feeding rate
(mm/dtk)
Kode
spesimen
8
5
A1
8
A2
12
A3
15
A4
16
5
B1
8
B2
12
B3
15
B4
F
o
t
o
M
a
k
r
o
•
Gas flow rate 8 lt/mnt
Spesimen A1 Spesimen A2 Spesimen A3 Spesimen A4 Weld metal HAZ Base Metal Weld metal HAZ Base Metal
F
o
t
o
M
a
k
r
o
•
Gas flow rate 16 lt/mnt
Spesimen B1 Spesimen B2 Spesimen B3 Spesimen B4 Weld metal HAZ Base Metal Weld metal HAZ Base Metal
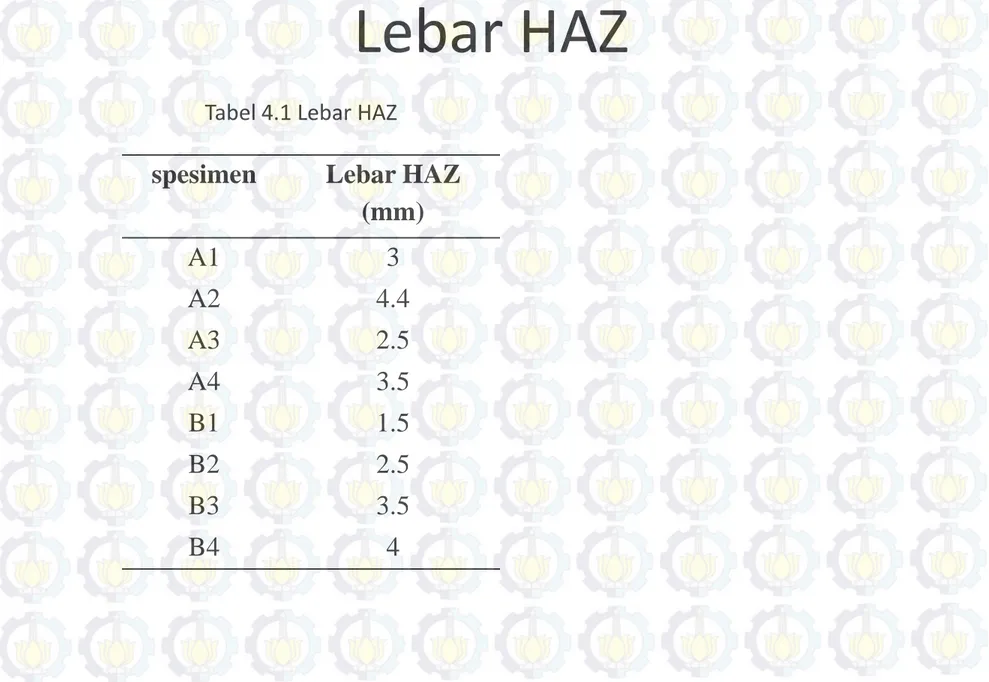
Lebar HAZ
spesimen Lebar HAZ (mm) A1 3 A2 4.4 A3 2.5 A4 3.5 B1 1.5 B2 2.5 B3 3.5 B4 4
F
o
t
o
M
i
k
r
o
• Foto mikro dengan pembesaran 1000x hasil etsa larutan HF
Spesimen
A1
Zn Al Zn Al Weld metalF
o
t
o
M
i
k
r
o
Spesimen
A2
Zn Al Zn Al Weld metalF
o
t
o
M
i
k
r
o
Spesimen
A3
Zn Al Zn Al Weld metalF
o
t
o
M
i
k
r
o
Spesimen
A4
Zn Al Zn Al Weld metalF
o
t
o
M
i
k
r
o
Spesimen
B1
Zn Al Zn Al Weld metalF
o
t
o
M
i
k
r
o
Spesimen
B2
Zn Al Zn Al Weld metal HAZ Base metalF
o
t
o
M
i
k
r
o
Spesimen
B3
Zn Al Zn Al Weld metal HAZ Base metalF
o
t
o
M
i
k
r
o
Spesimen
B4
Zn Al Zn Al Weld metal HAZ Base metalU
j
i
k
e
k
e
r
a
s
a
n
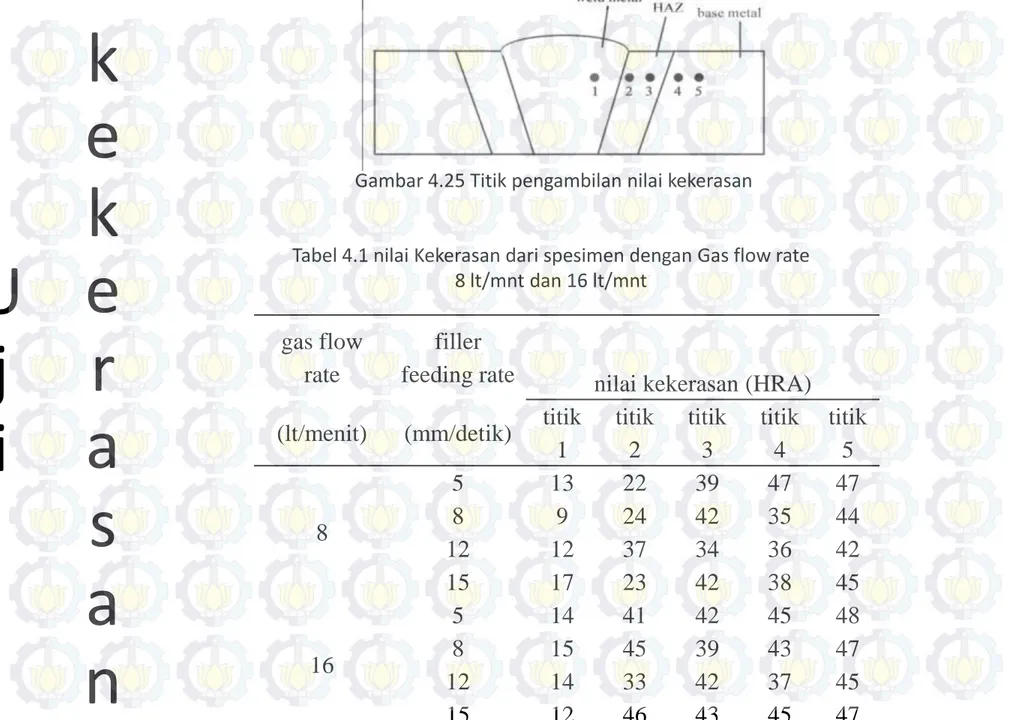
gas flow rate fillerfeeding rate nilai kekerasan (HRA) (lt/menit) (mm/detik) titik
1 titik 2 titik 3 titik 4 titik 5 8 5 13 22 39 47 47 8 9 24 42 35 44 12 12 37 34 36 42 15 17 23 42 38 45 16 5 14 41 42 45 48 8 15 45 39 43 47 12 14 33 42 37 45 15 12 46 43 45 47
Tabel 4.1 nilai Kekerasan dari spesimen dengan Gas flow rate 8 lt/mnt dan 16 lt/mnt
5 10 15 20 25 30 35 40 45 50 0 1 2 3 4 5 6 n il ai k ek ek er asan ( HRA) Titik pengujian A1 A2 A3 A4 Gambar 2.27 kurva distribusi kekersan pada spesimen dengan gas flow
rate 8 lt/mnt 10 15 20 25 30 35 40 45 50 0 1 2 3 4 5 6 Nilai k ek er asan (HR A) Titik pengujian B1 B2 B3 B4 Gambar 2.9 kurva distribusi kekerasan spesimen dengan gas
K
e
s
i
m
p
u
l
a
n
Berdasarkan hasil pengujian dan analisis data yang telah
dilakukan
maka
dapat
ditarik
kesimpulan
sebagai
berikut:
•
Kenaikan
gas
flow
rate
menyebabkan
kenaikan
nilai
kekerasan, baik di daerah
weld metal
, HAZ, dan
base metal
. Nilai
kekerasan tertinggi pada hasil pengelasan base metal dengan gas
flow rate 16 lt/mm. Dan semakin tinggi
gas flow rate
menyebabkan
butir-butirnya semakin membesar.
•
Nilai kekerasan pada
filler feeding rate
5 mm/detik dan 15 mm/detik
lebih tinggi di bandingkan dengan
filler feeding rate
8 mm/detik dan
12mm/detik.
S
a
r
a
n
Untuk penelitian selanjutnya ada beberapa saran yang
dapat diperhatikan:
•
Untuk pengujian kekerasan sebaiknya mengambil titik uji
lebih banyak dan tepat sasaran agar didapatkan data yang lebih
akurat.
•
Untuk mencegah terjadinya kekosongan pada logam pengisi
maka gunakan
filler feeding rate
yang lebih besar dari 8
mm/dtk.
•
Agar tidak terjadi porositas maka gunakan
gas flow rate
yang
nilainya lebih dari 8mm/mnt.
SEKIAN
Daftar Pustaka
• _______.on fatigue crack growth behaviour of AA7075 aluminium alloy joints. Department of Manufacturing Engineering, Annamalai University
• American Welding Society. 1976. Welding Hand Book vol. 1, 7th edition Fundamentals of Welding. Miami : American Welding Society.
• American Welding Society. 1981. Welding Hand Book vol. 3, 8th materialand applications . Miami : American Welding Society.
• Conwill, Courtney.2007. Investigation of the Quench and Heating Rate Sensitivities of Selected 7000 Series Aluminum Alloys. WORCESTER POLYTECHNIC INSTITUTE.
• I N Budiarsa.2008. Pengaruh besar arus pengelasan dan kecepatan volume alir gas pada proses las GMAW terhadap ketangguhan aluminium 5083.Bali.universitas udayana.
• Sonawan Hery dan Suratman Rochim. 2004. Pengantar untuk Memahami Proses Pengelasan Logam. Bandung. Alfabeta.
• V. Balasubramanian.2006. Influences of pulsed current welding and post weld aging treatment
• Wiryosumarto, Harsono, Prof. Dr. Ir. I986 “ Teknologi Pengelasan Logam “. Edisi keenam. Jakarta : Pradnya Paramitha