25
METODE PERANCANGAN SISTEM
3.1 Riwayat Perusahaan 3.1.1 Sejarah Perusahaan
PT. Bitung Inti Cemerlang (BIC) didirikan pada tahun 1989, yang bergerak dalam bidang eva sponga industries, sandal manufactur. PT. Bitung Inti Cemerlang beralamatkan di Jalan Bitung Raya No 88 KP Bitung, Desa Bitung Jaya Cikupa, Tangerang.
Kebutuhan dan keinginan pelanggan dipenuhi oleh perusahaan dengan cara memberikan layanan yang baik dan memberikan barang yang terjamin mutunya. Hal tersebut di atas tidak mungkin dapat dicapai tanpa dukungan dan tanggung jawab manajemen dan komitmen dari setiap staf. Karena itu kesadaran mutu perlu disosialisasikan untuk menumbuhkan etos terhadap peranan dan kontribusi dalam rangka mencapai tujuan, sehingga sistem mutu dapat menjadi program yang berlangsung secara terus-menerus. Visi dari perusahaan ini adalah membuat eva sponge dan sandal yang
berkualitas. Sedangkan misi dari perusahaan ini adalah secara bertahap dan terus-menerus berusaha menjadi yang terbaik sebagai supplier/pemasok yang memuaskan
pelanggan. Adapun tujuan dari perusahaan ini adalah menyediakan produk yang berkualitas, ramah lingkungan dengan harga yang terjangkau masyarakat. PT. Bitung Inti Cemerlang menerapkan prinsip kerja dan mengerjakan segala sesuatu untuk memuaskan pelanggan; sehingga manajemen mempunyai komitmen untuk menjamin sistem manajemen mutu berdasarkan permintaan Standar Internasional ISO 9001-2000.
Pada saat ini PT. Bitung Inti Cemerlang telah melakukan distribusi baik ke dalam negeri maupun luar negeri. Di samping itu juga masih ada perusahaan-perusahaan lain yang melakukan subkontrak pada PT. Bitung Inti Cemerlang.
3.1.2 Struktur Organisasi
Struktur organisasi merupakan bagan yang memberikan gambaran mengenai kegiatan dalam suatu perusahaan. Dengan adanya struktur organisasi, dapat diketahui departemen-departemen yang ada dalam perusahaan, pembagian tugas dan tanggung jawab masing-masing departemen dan koordinasi antara setiap bagian/departemen.
Tujuan disusunnya struktur organisasi dalam perusahaan adalah agar tidak terjadi kekacauan dalam pelaksanaan tugas setiap bagian fungsional dalam perusahaan dan setiap tugas dapat diselesaikan secara efektif dan efisien. Bagan struktur organisasi PT.Bitung Inti Cemerlang dapat dilihat pada gambar 3.1 berikut.
Gambar 3.1 Struktur organisasi PT. BIC Sumber PT. BIC
Pada struktur organisasi PT. Bitung Inti Cemerlang terdapat bagian-bagian sebagai berikut.
1. Divisi IT
• System Fee and Finance Information • System Production Information 2. Divisi Penjualan
• Bagian Pengiriman • Bagian Gudang Penjualan • Bagian Order Penjualan • Salesman
3. Divisi Pembelian
• Bagian Gudang Pembelian • Bagian Pengaturan Pembelian 4. Divisi Akuntansi dan Keuangan
• Bagian Hutang • Bagian Piutang • Bagian Penagihan
• Bagian Jurnal/Buku Besar • Bagian Pajak
• Kasir 5. Divisi Personalia
• Bagian Pencatatan Waktu
• Bagian Administrasi Kepegawaian
• Bagian Perhitungan Gaji/Administrasi Kepegawaian • Bagian Umum
6. Divisi Produksi
• Bagian Pelaksanaan • Bagian Formula • Bagian Laboratorium
3.1.3 Produk yang dihasilkan
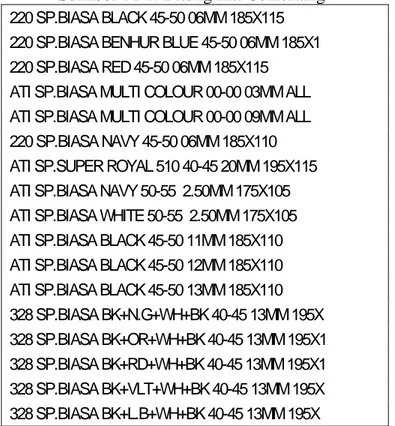
Berikut ini adalah beberapa contoh produk-produk yang dihasilkan.
Tabel 3.1 Contoh Hasil Produk Sumber : PT. Bitung Inti Cemerlang
220 SP.BIASA BLACK 45-50 06MM 185X115 220 SP.BIASA BENHUR BLUE 45-50 06MM 185X1 220 SP.BIASA RED 45-50 06MM 185X115
ATI SP.BIASA MULTI COLOUR 00-00 03MM ALL ATI SP.BIASA MULTI COLOUR 00-00 09MM ALL 220 SP.BIASA NAVY 45-50 06MM 185X110 ATI SP.SUPER ROYAL 510 40-45 20MM 195X115 ATI SP.BIASA NAVY 50-55 2.50MM 175X105 ATI SP.BIASA WHITE 50-55 2.50MM 175X105 ATI SP.BIASA BLACK 45-50 11MM 185X110 ATI SP.BIASA BLACK 45-50 12MM 185X110 ATI SP.BIASA BLACK 45-50 13MM 185X110 328 SP.BIASA BK+N.G+WH+BK 40-45 13MM 195X 328 SP.BIASA BK+OR+WH+BK 40-45 13MM 195X1 328 SP.BIASA BK+RD+WH+BK 40-45 13MM 195X1 328 SP.BIASA BK+VLT+WH+BK 40-45 13MM 195X 328 SP.BIASA BK+L.B+WH+BK 40-45 13MM 195X
328 SP.BIASA BK+RD+WH+BK 40-45 13MM 195X1 328 SP.BIASA BK+VLT+WH+BK 40-45 13MM 195X 217 SP.SUPER BLACK 55 15MM 165X105
KAYU SP.SUPER BROWN+CREAM 35-40 02MM 210X
3.2 Prosedur yang Sedang Berjalan
Prosedur yang sedang berjalan pada sistem informasi persediaan, laboratorium pada PT. Bitung Inti Cemerlang adalah sebagai berikut.
1. Prosedur Pembelian
a. Prosedur Permintaan Kebutuhan Bahan Baku
Pertama-tama bagian produksi meminta bahan baku kepada kepala gudang dengan mengisi Surat Pengajuan Bahan Baku. Apabila bahan baku tersebut ada, maka akan diisi Surat Pengeluaran Bahan Baku (SPBB) dan kepala gudang akan mencatat pada Kartu Stock. Surat Pengeluaran Bahan Baku (SPBB) dibuat dan diparaf oleh yang meminta serta ditandatangani oleh kepala gudang.Surat Pengeluaran Bahan Baku (SPBB) dibuat dalam dua rangkap yang kemudian diberikan kepada:
Lembar 1 dijadikan arsip dan ditujukan ke kepala gudang. Lembar 2 ditujukan kepada bagian akuntansi.
b. Prosedur Permintaan Pembelian Bahan Baku
Apabila bahan baku tidak tersedia di gudang bahan baku atau bahan baku telah mencapai batas minimum, maka kepala gudang mengisi dan menandatangani Surat Pengajuan Pembelian Bahan Baku
(SPPBB) ditujukan dan disampaikan ke bagian pembelian. SPPBB dibuat dalam dua rangkap:
Lembar 1 ditujukan kepada bagian pembelian. Lembar 2 ditujukan kepada bagian akuntansi.
2. Prosedur laboratorium
Jika bahan baku yang telah dibeli telah tiba di bagian produksi, maka dilakukan pengecekan bahan baku, jenis dan jumlah bahan baku yang telah diterima. Jika semuanya telah sesuai, maka divisi laboratorium mengambil sebagian dari sampel bahan baku untuk diuji coba. Dengan sampel bahan baku dan elastisitas yang telah ditentukan, akan diteliti ketebalan eva sponge yang dihasilkan. Jika ketebalan eva sponge cacat, maka divisi laboratorium akan mencatat hasil percobaan tersebut dan dilakukan percobaan berikutnya berdasarkan referensi dari kecacatan tersebut. Hail dari seluruh pencatatan tersebut akan diserahkan ke divisi formula.
3.3 Permasalahan yang dihadapi
Dari pengamatan terhadap sistem yang sedang berjalan pada PT. Bitung Inti Cemerlang, permasalahan yang dihadapi adalah sebagai berikut.
1. Dibutuhkan proses bertahap untuk mendapatkan informasi tentang ketebalan eva sponge karena harus dilakukan penelitian satu-persatu
2. Proses yang dilakukan adalah trial and error yaitu melakukan penelitian berdasarkan coba-coba/tidak pasti. Hal yang tidak pasti ini mengakibatkan cost (biaya) yang dibutuhkan menjadi bertambah.
3. Karena percobaan yang dilakukan berdasarkan coba-coba maka hasil yang didapat menjadi kurang akurat.
4. Perhitungan yang dilakukan dilakukan secara manual, sehingga kesalahan-kesalahan perhitungan dapat terjadi.
3.4 Teknik Pengumpulan Data
Data dikumpulkan berdasarkan observasi di perusahaan, data produksi dari perusahaan dan pengamatan prosees produksi.
Pemecahan masalah diperoleh dari kepustakaan, dan data-data dari buku-buku referensi.
Wawancara juga dilakukan dengan pihak perusahaan, terutama yang terkait dengan skripsi ini.
3.5 Metode Perancangan
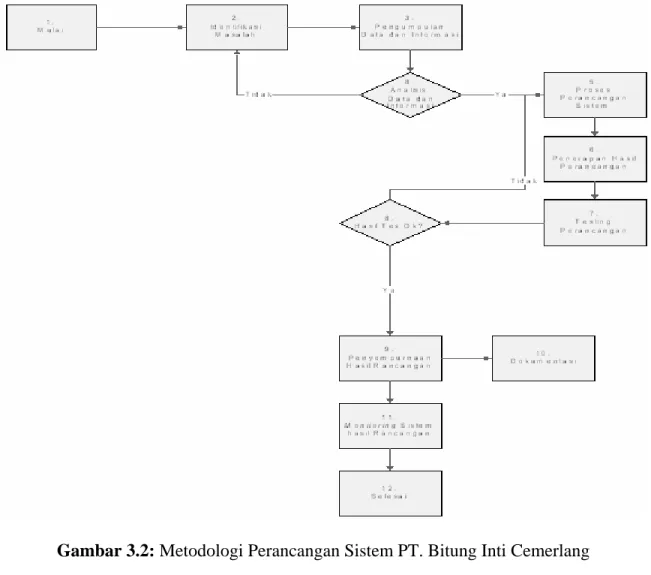
Berikut ini adalah flowchart yang menggambarkan metode yang digunakan untuk perancangan sistem di PT. Bitung Inti Cemerlang.
Gambar 3.2: Metodologi Perancangan Sistem PT. Bitung Inti Cemerlang
Keterangan proses adalah sebagai berikut: 1. Mulai.
Memulai sistem perancangan. 2. Identifikasi masalah.
Langkah pertama yang dilakukan adalah membicarakan kebutuhan PT. Bitung Inti Cemerlang, yaitu menentukan kebutuhan bahan baku sehingga
menghasilkan hasil yang optimal. Hasil yang kurang maksimal akan mengakibatkan tertundanya keuntungan, bahkan dapat kehilangan pelanggan. 3. Pengumpulan Data dan Informasi.
Pada tahap ini dilakukan pengumpulan data dan informasi dengan cara survai lapangan secara langsung di PT. Bitung Inti Cemerlang dan menganalisis setiap sistem yang ada di perusahaan. Survai ini dilakukan pada bulan September 2005.
4. Analisis Data dan Informasi.
Data dan informasi yang diperoleh dari PT. Bitung Inti Cemerlang dianalisis untuk mengetahui keadaan yang sebenarnya. Jika benar, maka perancangan program dapat dilakukan. Sedangkan jika salah, maka kembali dilakukan identifikasi masalah untuk menentukan masalah yang sebenarnya. 5. Proses Perancangan Sistem.
Merancang sistem dengan menggunakan metode Interpolasi Bivariate yang akan diterapkan di perusahaan.
6. Penerapan Perancangan Sistem
Setelah dilakukan perancangan sistem, tahap selanjutnya adalah tahap penerapan rancangan sistem. Tahap ini cukup kritis karena jika terjadi kesalahan penerapan atau perpanjangan waktu pelaksanaan, pengaruhnya sangat besar terhadap penjadwalan pelaksanaan proyek. Pekerjaan pada tahap ini didasarkan atas tahap analisis dan perancangan sistem.
7 dan 8. Uji Rancangan
Tahap berikut yang dilaksanakan adalah uji rancangan. Pada tahap ini sistem yang sudah jadi akan diterapkan selayaknya operasional sehari-hari selama beberapa waktu. Dalam masa ini, jika terjadi kesalahan, dapat dilakukan antisipasi dan perbaikan sistem sebelum dipergunakan untuk operasional sebenarnya.
9. Penyempurnaan Hasil Rancangan
Walaupun pada tahap uji tidak terdapat kesalahan, sebaiknya juga dilakukan beberapa perbaikan yang bersifat penyempurnaan dan antisipasi, seperti memeriksa setting atau parameter sistem yang sukar dirancang, agar tidak menimbulkan masalah di kemudian hari.
10. Dokumentasi
Semua aktivitas dan prosedur yang dilakukan dalam proyek ini dirangkum dalam suatu sistem dokumentasi yang berguna untuk laporan. Hal ini akan memudahkan jika akan dilakukan pengembangan sistem di kemudian hari.
11. Monitoring Sistem Hasil Rancangan
Tahap ini adalah tahap monitor kedua yang merupakan monitoring sistem secara keseluruhan dengan waktu yang lebih lama dari monitoring sebelumnya. Juga diharapkan sudah tidak ada lagi kesalahan, sehingga sistem sudah siap digunakan untuk operasional sepenuhnya.
12. Selesai
Perancangan sistem selesai.
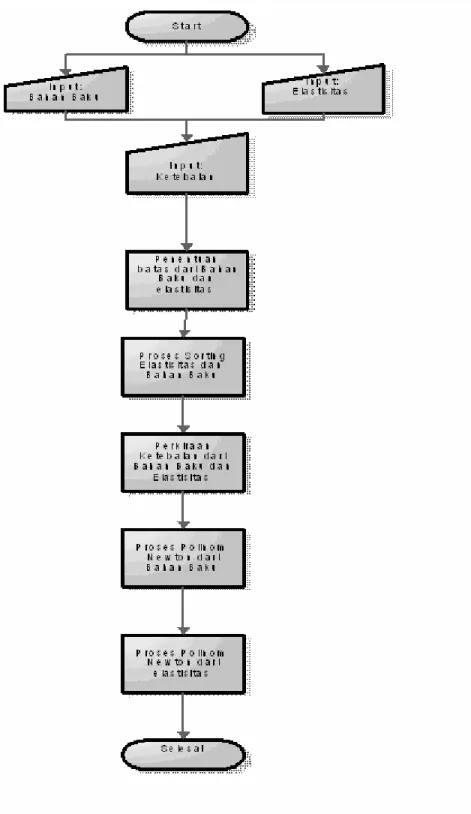
Diagram alir merupakan alat bantu pemrograman yang biasanya digunakan. Diagram alir (flowchart) membantu programmer dalam mengorganisasikan pemikiran mereka dalam pemrograman, terutama bila dibutuhkan penalaran yang tajam dalam prosedur suatu program.
Keterangan Proses: 1. Start
Dimulainya proses perancangan. 2. Input Bahan Baku dan Elastisitas
Pada tahap ini dimasukkan input bahan baku dan elastisitas proses-proses yang telah dilakukan.
3. Input Ketebalan
Tahap ini dimasukkan ketebalan sponge dengan jumlah bahan baku dan elastisitas yang telah diketahui. Input-input ini telah diketahui dari hasil proses yang telah dilakukan.
4. Penentuan Batas dari Bahan Baku dan Elastisitas
Pada tahap ini akan ditentukan berapa jumlah interpolasi, baik dari bahan baku maupun dari elastisitas yang akan dilakukan. Penentuan batas sebaiknya ada di antara nilai-nilai yang diperkirakan sehingga akan menghasilkan tingkat ketelitian yang tinggi.
5. Proses Sorting
Pada tahap ini dilakukan proses pengurutan/sorting terhadap penentuan batas yang telah dipilih sebelumnya.
6. Proses Perkiraan Ketebalan
Ini adalah tahapan di mana input bahan baku dan elastisitas yang dimasukkan akan menghasilkan ketebalan yang optimal.
7. Proses Polinom Newton untuk Bahan Baku
Tahap ini adalah tahap perhitungan Bahan Baku. Bahan Baku yang telah dipilih akan dihitung dengan menggunakan metode Polinom Newton. Tahap yang akan dilakukan adalah membuat tabel Selisih-Terbagi dari input yang telah dimasukkan. Setelah tabel Selisih-Terbagi selesai dibentuk, maka tahap selanjutnya adalah perhitungan dengan metode Polinom Newton. Hasil dari Polinom Newton ini akan menjadi input bagi Proses Polinom Newton selanjutnya dari elastisitas.
8. Proses Polinom Newton dari Elastisitas
Tahap Polinom Newton dari elastisitas adalah tahap lanjutan dari tahap sebelumnya. Pada tahap ini proses yang dilakukan sama dengan tahap sebelumnya. Hasil akhir dari tahap ini merupakan hasil dari perkiraan yang diinginkan
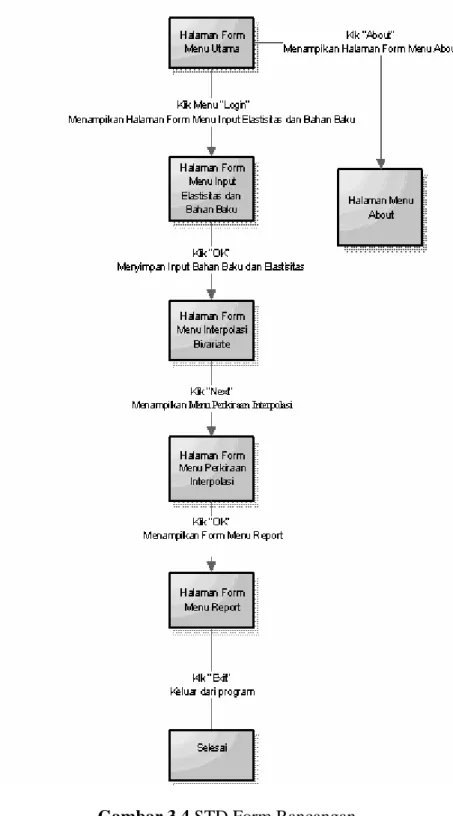
3.5.2 Perancangan Diagram Transisi (State Transition Diagram)
Diagram transisi memberikan keterangan tentang apa yang harus dikerjakan (action) dan kondisi (state) tertentu. Kondisi adalah suatu event pada external environment yang dapat dideteksi oleh sistem, misalnya sinyal, interrupt atau data. Hal ini menyebabkan perubahan terhadap state dari aktivitas x ke aktivitas y. Action adalah hal yang dilakukan oleh sistem bila terjadi perubahan state atau data. Action akan menghasilkan output, message display pada layar, menghasilkan kalkulasi dan lain–lain.
Keterangan:
1. Halaman Form Menu Utama.
Pada Halaman Form Menu Utama tersedia dua tombol. Tombol Login untuk menampilkan Halaman Form Menu Input elastisitas dan bahan baku. Sedangkan Tombol About untuk menampilkan Form Menu About.
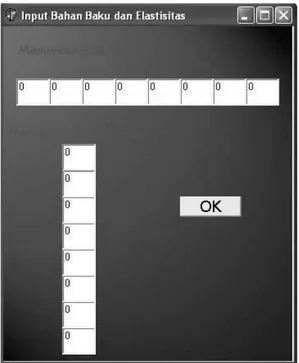
2. Halaman Form Menu Input Elastisitas dan Bahan Baku
Halaman ini berguna untuk memasukkan input elastisitas dan bahan baku. Input yang dapat dimasukkan hanya menampung delapan input untuk elastisitas dan delapan input untuk bahan baku. Tombol Ok berguna untuk menyimpan input yang telah dimasukkan dan beralih ke Halaman Form Proses Interpolasi Bivariate.
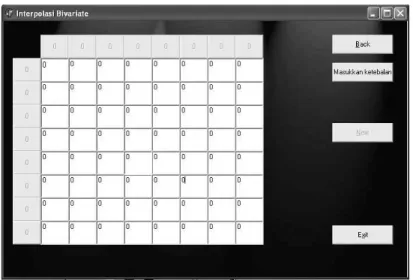
3. Halaman Form Interpolasi Bivariate
Pada halaman ini terdapat berbagai proses yang harus dilakukan. Pertama dimasukkan input ketebalan dengan bahan baku dan elastisitas yang telah diketahui dan dilanjutkan dengan tombol Masukkan ketebalan. Setelah tombol Masukkan ketebalan ditekan maka tombol-tombol pada elastisitas dan bahan baku akan diaktifkan, sehingga tombol-tombol tersebut dapat dipilih. Pemilihan tombol bahan baku dan elastisitas dilakukan dengan minimum dua tombol untuk bahan baku dan elastisitas. Hal ini dikarenakan perhitungan metode Interpolasi Bivariate memerlukan batas-batas perhitungannya, yakni batas bawah dan batas atas dari bahan baku dan elastisitas. Setelah pemilihan untuk bahan baku dan elastisitas dilakukan maka tombol Next akan menjadi aktif. Tombol Next berguna untuk menampilkan Menu Perkiraan Interpolasi.
4. Halaman Form Menu Perkiraan Interpolasi
Halaman ini berisikan input yang akan dimasukkan. Input yang diminta adalah perkiraan dari elastisitas dan bahan baku, sehingga perkiraan ketebalan sponge dapat diselesaikan. Setelah input dimasukkan maka dilanjutkan dengan tombol Ok. Tombol Ok berguna untuk menampilkan Menu Report. 5. Halaman Form Menu Report
Halaman Form Menu Report ini berguna untuk menampilkan data-data yang telah dipilih. Data-data tersebut adalah Bahan Baku, Elastisitias dan Ketebalan. Selain menampilkan data yang dipilih, Form ini juga menampilkan hasil ketebalan perkiraan Bahan Baku dan Elastisitas yang telah dimasukkan. Tombol Exit pada menu ini adalah untuk keluar dari program.
6. Halaman Form Menu About
Pada halaman ini berisikan tentang keterangan dari program yang digunakan.
3.5.3 Pseudocode
Pseudocode adalah suatu bahasa pemrograman yang informal dan sangat fleksibel yang tidak dimaksudkan untuk dieksekusi pada mesin, tetapi hanya digunakan untuk mengatur pemikiran pemrogram sebelum melakukan pengkodean ( Page-Jones,1980,p11).
Berikut ini adalah pseudocode Interpolasi Bivariate terhadap arah bahan baku dan elastisitas tetap (dalam arah–y (x tetap);
var
k,l,m : integer; begin
for m :=1 to i do begin for k := 1 to j do begin for l := 1 to j-k do begin if k=1 then begin st[k,l]:=(inp[x[m],y[l+1]]- inp[x[m],y[l]]) / (elastis[y[k+l]]-elastis[y[l]]); end else begin st[k,l] :=(st[k1,l+1] st[k1,l])/(elastis[y[k+l]] -elastis[y[l]]); end ; end; end; hasil[m] := inp[x[m],y[1]] ; for k:=1 to j do begin suku:= st[k,1]; for l:=1 to k do
suku := suku *(perkiraan-elastis[y[l]]) ; hasil[m] :=hasil[m]+suku;
end;
hasil[m] :=hasil[m]+suku; end;
Berikut ini adalah pseudocode Interpolasi Bivariate terhadap arah bahan baku dan elastisitas tetap (dalam arah–y (x tetap);
var k,l : integer; begin for k := 1 to i do begin for l := 1 to i-k do begin if k=1 then begin st[k,l] := (hasil[l+1]-hasil[l]) / (bahan[x[k+l]] -bahan[x[l]]); end else begin st[k,l] :=(st[k-1,l+1] -st[k-1,l])/(bahan[x[k+l]]-bahan[x[l]]); end ; end; end; jumlah :=hasil[1] ; for k:=1 to i-1 do begin suku:= st[k,1]; for l:=1 to k do
suku := suku *(perkiraan2-bahan[x[l]]) ;
end; end;
3.5.4 Rancangan Layar
A. Layar Menu Utama
Gambar 3.5 Layar Menu Utama
B. Layar Menu Input Elastistitas dan Bahan Baku
C. Layar Menu Proses Interpolasi Bivariate
Gambar 3.7 Layar Menu Proses Interpolasi Bivariate
D. Layar Menu Perkiraan Interpolasi
Gambar 3.8 Layar Menu Perkiraan Interpolasi
E. Layar Menu Report
F. Layar Menu About