LAMPIRAN 1
Uraian Tugas dan Tanggung Jawab
Adapun uraian tugas dan tanggung jawab setiap bagian pada PT. Tjipta Rimba Djaja dapat dilihat sebagai berikut:
1. Direktur
a. Memberikan garis besar kebijaksanaan umum dan program kerja perusahaan.
b. Menganalisis, mengevaluasi dan menilai berbagai kegiatan yang berlangsung pada perusahaan berdasarkan laporan utama.
c. Atas dasar laporan wakil manajemen berhak mengangkat dan memberhentikan pegawai sesuai ketentuan-ketentuan yang berlaku.
d. Memilih dan memberhentikan wakil manajemen. 2. Wakil Manajemen
a. Mengkoordinasikan, menyerahkan dan mengawasi kegiatan-kegiatan yang berlangsung dalam perusahaan agar dapat dicapai sasaran yang ditujukan dengan seefektif dan seefisien mungkin.
b. Membuat peraturan-peraturan intern pada perusahaan tersebut yang tidak bertentangan dengan undang-undang yang berlaku.
c. Bersama-sama dengan direktur mengangkat dan memberhentikan karyawan sesuai dengan ketentuan-ketentuan yang berlaku di perusahaan. d. Memelihara hubungan yang harmonis dengan bawahan maupun pihak ke
3. Plant Manager
a. Mengkoordinasikan, mengarahkan dan mengawasi bawahan atau kegiatan yang terjadi di bidangnya.
b. Membantu wakil manajemen dalam mengawasi perusahaan dalam beberapa bidang.
4. Manajer Sekretaris Umum dan Pembantu Umum
a. Melaksanakan kegiatan administrasi, kepegawaian dan kesejahteraan karyawan dan juga dalam hal in kegiatan administrasi perusahan (keluar dan ke dalam perusahaan).
b. Menyimpan segala arsip dari berbagai kegiatan sekretariat. 5. Manajer Personalia
a. Mengawasi dan mengatur tenaga kerja yang bergerak di pabrik.
b. Menentukan shift kerja dan membuat sistem perhitungan dan pertukarannya.
c. Membuat penyusunan laporan tentang keadaan tenaga kerja selama di pabrik.
d. Menentukan jumlah tenaga kerja tiap kelompok yang sesuai untuk mendapatkan hasil sebaik mungkin.
6. Manajer Keuangan
a. Mengawasi cash in flow dan cash out flow perusahaan. b. Mengelola jalannya keuangan perusahaan.
7. Manajer Eksploitasi Hutan
a. Memiliki wewenang untuk mengetahui keadaan hutan yang ada hubungan dengan pengelolaan sumber bahan baku.
b. Membawahi beberapa tenaga kerja dalam mencari dan mendapatkan bahan baku.
c. Memenuhi kebutuhan pabrik akan bahan baku sesuai dengan kesanggupan kegiatan pengambilan dan kemampuan hutan.
d. Urusan dengan kebutuhan dan instansi lain yang berkaitan dengan bidangnya.
8. Manajer Produksi
a. Penanggungjawab atas kelangsungan kegiatan produksi di pabrik. b. Mengatur, mengarahkan dan mengawasi kegiatan di pabrik.
c. Mengadakan penyusunan anggaran produksi untuk mencapai sasaran yang ditentukan.
9. Kepala Perkapalan
a. Mengatur dan mengadakan pengawasan pengangkutan bahan baku, bahan penolong dan hasil produksi melalui pengangkutan laut.
b. Menyelesaikan segala urusan dengan instansi pemerintah yang berhubungan dengan perkapalan.
10. Kepala Pembukuan dan Administrasi Umum
a. Menyusun pembukuan atas kelangsungan kegiatan di pabrik. b. Mengatur, mengarahkan dan mengawasi kegiatan pabrik.
c. Mengadakan penyusunan anggaran produksi untuk mencapai sasaran yang ditentukan.
11. Kepala Ekspor
a. Mempunyai tugas dan tanggung jawab terhadap segala kegiatan yang menyangkut pembelian dan penyediaan kebutuhan baik berupa bahan baku maupun peralatan lainnya.
b. Mengurus perizinan yang berhubungan dengan ekspor. 12. Kepala Impor
a. Mempunyai wewenang dan tanggung jawab mengatur, mengelola berbagai urusan yang berhubungan dengan impor dan segala kegiatan yang menyangkut pembelian, penyediaan kebutuhan-kebutuhan baik berupa bahan baku, dan peralatan lainnya.
b. Mengurus perizinan yang berhubungan dengan impor. 13. Kepala Teknik
a. Mempunyai wewenang dan tanggung jawab terhadap segala kegiatan mesin-mesin, peralatan listrik dan mendukung proses pengolahan produksi.
14. Kepala Pengadaan Bahan Baku dan Penolong
a. Mempunyai wewenang dan tanggung jawab dalam hal pengadaan bahan baku dan penolong agar kebutuhan pabrik terpenuhi.
15. Kepala Quality Control
a. Mengadakan penelitian terhadap mutu produksi dan mengadakan perkembangan.
b. Mengawasi standar mutu produksi.
c. Memberikan petunjuk dan pengarahan kepada para pekerja agar dapat menghasilkan suatu proses produksi yang baik.
16. Kepala Administrasi Produksi
a. Mempunyai wewenang dan tanggung jawab menyusun laporan hasil produksi sebagai bahan analisis.
17. Kepala Keamanan
a. Mempunyai tugas dan tanggung jawab terhadap keamanan pabrik dan pada setiap bagian.
18. Kepala Pabrik
a. Membantu bagian pabrik dalam hal merumuskan kebijakan pabrik. b. Mengkoordinasikan, mengarahkan dan mengawasi kegiatan pabrik. c. Memimpin jalannya produksi.
d. Memimpin dan mengawasi pergudangan di pabrik.
e. Mengawasi penggunaan, pemeliharaan mesin dan peralatan.
Memberikan tugas-tugas kepada kepala shift, kepala bagian dan kepala seksi.
19. Kepala Sub Bagian
a. Mempuyai wewenang dan tanggung jawab terhadap kelangsungan proses produksi, mengawasi setiap kegiatan bagian di pabrik dalam setiap shift yang dipimpinnya.
b. Bekerja sama dengan Operator mengkoordinasi kegiatan karyawan/ buruh. c. Memelihara mesin-mesin dan peralatan agar dapat bekerja dengan baik. 21. Operator
a. Bekerja sama dengan Mandor mengkoordinasikan kegiatan para pekerja sesuai dengan bidangnya dan shift tertentu.
b. Menentukan jumlah tenaga kerja tiap group yang sesuai untuk mendapatkan hasil sebaik mungkin berdasarkan laporan dan menjalin hubungan dengan serikat buruh.
22. Karyawan
a. Bekerja secara langsung sesuai dengan bidang kerja yang diterimanya. b. Berhak mendapatkan fasilitas keselamatan kerja.
LAMPIRAN 2 Mesin dan Peralatan
Mesin-mesin yang digunakan pada PT. Tjipta Rimba Djaja, yaitu: 1. Chain Saw
Kegunaan : Untuk memotong bahan kayu
Merek : Gremana
Tahun : 1999
Buatan : Italia Speed of spinder : 3600 rpm
Daya : 3 HP
2. Electric Travelling Crane
Kegunaan : Mengangkut balok ke rotary lathe
Tahun : 1997
Hoisting Capacity : 5 ton dan 1 ton Lift head : 12 m
Daya : 5 HP
3. Debarker Machine
Kegunaan : Mengupas kulit luar log yang kurang bagus Merek : Valon Kon
Tahun : 1999
Buatan : Finlandia
4. Mesin Bubut (Rotary Lathe)
Kegunaan : Membubut balok menjadi lembaran veneer
Merek : Gremana
Tahun : 1998
Buatan : Italia
Daya : 60 HP
5. Reeling dan Unreeling Line
Kegunaan : Untuk menggulung lembaran veneer menjadi roll Merek : Fukushima
Tahun : 2000 Buatan : Jepang
Daya : 20 HP
6. Mesin Pemotong Veneer Basah
Kegunaan : Memotong veneer basah dari hasil pembubutan
Merek : Fukushima
Tahun : 1995
Buatan : Jepang 7. Veneer Jet Dryer
Kegunaan : Mengeringkan veneer yang terputus-putus
Merek : Minami
Tahun : 1994
8. Roller Dryer
Kegunaan : Mengeringkan veneer cross core hasil pembubutan
Merek : RSC
Tahun : 1993
Buatan : Jerman 9. Mesin Pemotong Veneer Kering
Kegunaan : Memotong veneer face back dan length core hasil pengeringan di continuous dryer
Merek : Fukushima
Tahun : 1997
Buatan : Jepang
Daya : 2 HP
10. Mesin Composer
Kegunaan : Merekatkan veneer yang terpotong-potong Untuk lembaran tebal
Merek : Meiman
Tahun : 1998
Buatan : Jepang Untuk lembaran tipis
Merek : Tai Yuan
Tahun : 1995
11. Glue Spreader
Kegunaan : Merakit lapisan faceback, length core dan cross core
Merek : RSC
Tahun : 1995
Buatan : Jerman 12. Mesin Press Dingin
Kegunaan : Menekan veneer hasil rakitan dalam kondisi tertentu
Merek : Minami
Tahun : 1983
Buatan : Jepang
Daya : 60 HP
13. Mesin Press Panas
Kegunaan : Untuk melekatkan hasil rakitan glue spreader
Merek : Minami
Tahun : 1983
Buatan : Jepang
Daya : 60 HP
14. Mesin Pemotong Ukuran Standar (sizer)
Kegunaan : Untuk memotong sisi plywood sesuai ukuran standar
Merek : Kikukawa
Tahun : 1995
Buatan : Jepang
15. Mesin Penghalus (sander)
Kegunaan : Untuk meratakan permukaan plywood
Merek : Kikukawa
Tahun : 1994
Buatan : Jepang
Sementara peralatan yang digunakan pada PT. Tjipta Rimba Djaja, yaitu: 1. Forklift
Digunakan untuk memindahkan material yang bobotnya lebih berat dari bobot yang dapat diangkut oleh tenaga angkut manusia seperti log kayu.
2. Bland Truck
Digunakan untuk mengangkut veneer yang terputus-putus dan sisa pembubutan maupun pemotongan log kayu.
3. Caterpiller
Digunakan untuk mengangkut log kayu dari penimbunan ke bagian pemotongan dan mengangkut kayu dari truk.
4. Belt Conveyor
Digunakan sebagai jalur untuk memindahkan pallet yang berisi veneer dari satu stasiun ke stasiun lainnya.
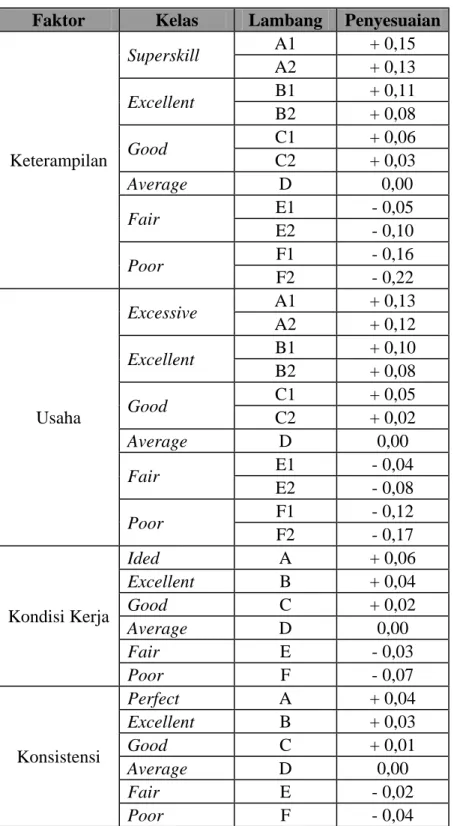
LAMPIRAN 3
Tabel Rating Factor Westinghouse
Faktor Kelas Lambang Penyesuaian
Keterampilan Superskill A1 + 0,15 A2 + 0,13 Excellent B1 + 0,11 B2 + 0,08 Good C1 + 0,06 C2 + 0,03 Average D 0,00 Fair E1 - 0,05 E2 - 0,10 Poor F1 - 0,16 F2 - 0,22 Usaha Excessive A1 + 0,13 A2 + 0,12 Excellent B1 + 0,10 B2 + 0,08 Good C1 + 0,05 C2 + 0,02 Average D 0,00 Fair E1 - 0,04 E2 - 0,08 Poor F1 - 0,12 F2 - 0,17 Kondisi Kerja Ided A + 0,06 Excellent B + 0,04 Good C + 0,02 Average D 0,00 Fair E - 0,03 Poor F - 0,07 Konsistensi Perfect A + 0,04 Excellent B + 0,03 Good C + 0,01 Average D 0,00 Fair E - 0,02 Poor F - 0,04
LAMPIRAN 4 Tabel Allowance
Faktor Contoh pekerjaan Kelonggaran ( % )
A. Tenaga yang dikeluarkan 1. Dapat diabaikan 2. Sangat ringan 3. Ringan 4. Sedang 5. Berat 6. Sangat berat 7. Luar biasa berat
Bekerja dimeja, duduk Bekerja dimeja, berdiri Menyekop, ringan Mencangkul
Mengayun palu yang berat Memanggul beban
Memanggul karung berat
Ekivalen beban Tanpa beban 0,00-2,25 Kg 2,25-9,00 9,00-18,00 19,00-27,00 27,00-50,00 diatas 50 Kg Pria 0,0-6,0 6,0-7,5 7,5-12,0 12,0-19,0 19,0-30,0 30,0-50,0 Wanita 0,0-6,0 6,0-7,5 7,5-16,0 16,0-30,0 B. Sikap kerja 1. Duduk 2. Berdiri diatas dua kaki 3. Berdiri diatas satu kaki 4. Berbaring 5. Membungkuk
Bekerja duduk, ringan
Badan tegak, ditumpu dua kaki Satu kaki mengerjakan alat kontrol
Pada bagian sisi, belakang atau depan badan
Badan dibungkukkan bertumpu pada kedua kaki
0,00-1,0 1,0-2,5 2,5-4,0 2,5-4,0 4,0-10 C. Gerakan kerja 1. Normal 2. Agak terbatas 3. Sulit 4. Pada anggota-anggota badan terbatas 5. Seluruh anggota badan terbatas
Ayunan bebas dari palu Ayunan terbatas dari palu
Membawa beban berat dengan satu tangan
Bekerja dengan tangan diatas kepala
Bekerja dilorong pertambangan yang sempit 0 0-5 0-5 5-10 10-5 D. Kelelahan mata *) 1. Pandangan yang terputus-putus 2. Pandangan yang hampir terus menerus 3. Pandangan terus menerus dengan fokus berubah-ubah 4. Pandangan terus menerus dengan
Membawa alat ukur
Pekerjaan-pekerjaan yang teliti
Memeriksa cacat-cacat pada kain
Pemeriksaan sangat teliti
Pencahayaan baik 0,0-6,0 6,0-7,5 7,5-12,0 12,0-19,0 19,0-30,0 30,0-50,0
Faktor Contoh pekerjaan Kelonggaran ( % ) E. Keadaan temperatur tempat kerja**) 1. Beku 2. Rendah 3. Sedang 4. Normal 5. Tinggi 6. Sangat tinggi Temperatur ( OC ) Dibawah 0 0-13 13-22 22-28 28-38 diatas 38 Kelembaban normal Diatas 10 10-0 5-0 0-5 5-40 diatas 40 F. Keadaan atmosfer***) 1. Baik 2. Cukup 3. Kurang Baik 4. Buruk
Ruang yang berventilasi baik,udara segar
Ventilasi kurang baik, ada bau-bauan (tidak berbahaya) Adanya debu-debu beracun, atau tidak beracun tetapi banyak
Adanya bau-bauan berbahaya yang mengharuskan menggunakan alat-alat pernafasan
G. Keadaan lingkungan yang baik
1. Bersih, sehat, cerah dengan kebisingan rendah 2. Siklus kerja berulang-ulang antara 5-10 detik 3. Siklus kerja berulang-ulang antara 0-5 detik 4. Sangat bising
5. Jika factor-faktor yang berpengaruh dapat menurunkan kwalitas 6. Terasa adanya getaran lantai
7. Keadaan yang luar biasa (bunyi, kebersihan, dll)
0 0-1 1-3 0-5 0-5 5-10 5-15 *) Kontras antara warna hendaknya diperhatikan
**) Tergantung juga pada keadaan ventilasi
***) Dipengaruhi juga oleh ketinggian tempat kerja dari permukaan laut dan keadaan iklim
Catatan pelengkap: Kelonggaran untuk kebutuhan pribadi bagi : Pria = 0 - 2,5% Wanita = 2 - 5,0%
LAMPIRAN 5
LAMPIRAN 6
Perhitungan Penyiapan Buffer dengan Penambahan Hari Kerja
Adapun perhitungan perhitungan penyiapan buffer dengan penambahan hari kerja dilakukan pada bulan Oktober 2011 s/d Desember 2011, Juni 2012 dan Agustus 2012 s/d September 2012.
a. Bulan Oktober 2011
Penambahan kerja pada bulan Oktober 2011 dilakukan pada tanggal 2 dan 9. Dengan penambahan kerja 2 hari pada bulan Oktober dengan jam kerja regular (tanpa overtime), maka kebutuhan kapasitas menjadi :
Kapasitas dibutuhkan = 9,800 jam
Kapasitas tambahan = (2 x 11 jam) x 85% x 80% = 14,960 jam
Kapasitas berlebih = 14,960 – 9,800 = 5,160 jam b. Bulan November 2011
Kapasitas berlebih pada bulan Oktober dapat dipergunakan untuk mengurangi beban kapasitas pada bulan November sehingga penambahan kerja pada bulan November 2011 dilakukan pada tanggal 6. Dengan penambahan kerja 1 hari pada bulan November dengan jam kerja regular (tanpa overtime), maka kebutuhan kapasitas menjadi :
Kapasitas dibutuhkan = 9,619 – 5,160 = 4,459 jam
Kapasitas tambahan = (1 x 11 jam) x 85% x 80% = 7,480 jam
Kapasitas berlebih = 7,480 – 4,459 = 3,021 jam c. Bulan Desember 2011
Kapasitas berlebih pada bulan November dapat dipergunakan untuk mengurangi beban kapasitas pada bulan Desember sehingga penambahan kerja pada bulan Desember 2011 dilakukan pada tanggal 4. Dengan penambahan kerja 1 hari pada bulan Desember dengan jam kerja regular (tanpa overtime), maka kebutuhan kapasitas menjadi :
Kapasitas dibutuhkan = 5,021 – 3,021 = 2 jam
Kapasitas tambahan = (1 x 11 jam) x 85% x 80% = 7,480 jam
Kapasitas berlebih = 7,480 – 2 = 5,480 jam d. Bulan Juni 2012
Kapasitas berlebih pada bulan Desember 2011 (5,480 jam) dapat dipergunakan untuk memenuhi beban kapasitas pada bulan Juni 2012 (5,189 jam) sehingga tidak diperlukan lagi penambahan waktu kerja pada bulan Juni 2012.
e. Bulan Agustus 2012
Penambahan kerja pada bulan Agustus 2012 dilakukan pada tanggal 5. Dengan penambahan kerja 1 hari pada bulan Agustus dengan jam kerja regular (tanpa overtime), maka kebutuhan kapasitas menjadi :
Kapasitas dibutuhkan = 2,419 jam
Kapasitas tambahan = (1 x 11 jam) x 85% x 80% = 7,480 jam
Kapasitas berlebih = 7,480 – 2,419 = 5,061 jam f. Bulan September 2012
Kapasitas berlebih pada bulan Agustus dapat dipergunakan untuk mengurangi beban kapasitas pada bulan September sehingga penambahan kerja pada bulan September 2012 dilakukan pada tanggal 2. Dengan penambahan kerja 1 hari pada bulan September dengan jam kerja regular (tanpa overtime), maka kebutuhan kapasitas menjadi :
Kapasitas dibutuhkan = 9,256 – 5,061 = 4,195 jam
Kapasitas tambahan = (1 x 11 jam) x 85 % x 80% = 7,480 jam
Kapasitas berlebih = 7,480 – 4,195 = 3,285 jam
Dengan melakukan penyesuaian (re-adjusment) dan penambahan waktu kerja, maka kapasitas yang dibutuhkan dapat terpenuhi.