PENGENDALIAN KUALITAS KABEL LISTRIK PIILN UDARA
DENGAN MENGGUNAKAN ANALISIS METODE PDCA
DENY AGUSTIAN DAN HARI MOEKTIWIBOWO
Program Studi Teknik Industri, Universitas Suryadarma, Jakarta.
Email:
dagustian@yahoo.com
ABSTRACT
This researh explained about how to reduce the defects or failure in the end product power cable NFA2X 2x10 mm ² 0.6 / 1 kV which include : " Defect Appearance" ie, defect or damage is visible on the surface or physical appearance of the cable, such as insulation thickness , color insulation and defect marking , with this type of defect by 4 % and " defect function " ie, defects or damage cause a malfunction of the cable as well, breaking the cable conductor of 0.5 %, conductor resitance > standard of 1% and a breakdown voltage of 34 %. Defect or failure is the most dominant breakdown voltage test " caused by insulation failure at one point on the cable to withstand the test voltage of 3.5 kV given / AC for 5 minutes in accordance with the standards SPLN 42-10 1993 .
Improved results of the analysis conducted on the electrical wiring NFA2X 2x10 mm ² 0.6 / 1 kV using PDCA 8 ( Eight ) steps and aids statistics, the results obtained from the two different methods were carried out, ie the percentage decrease in the level of failed test breakdown voltage of 19.7 % in getting from before improvement by 34 % with the total cost of repairs Rp 3,405,888, - and after repair using the first method was 14.3 % with a total repair cost of Rp 1,376,352, - so the reduction in repair costs incurred by the company amounted to Rp 2,029,536, - with the percentage decrease costs by 60 %. Improvements to the second method in getting a decrease of 11.8 % from the prior percentage improvement of 34% with a total repair cost of Rp 3,405,888, - and after improvement of 22.2 % with a total repair cost of Rp 1,516,320 , - and a reduction in repair costs incurred by the company amounted to Rp 1,889,568, - the percentage rate of cost reduction by 65 % . From these results it is known that the factors causing the failure of the test comes from the 5 factors, namely : humans, machines, methods, materials and the environment, with the most dominant cause of the factors derived from the method used, ie high temperature in zone 5,6 and 7 801 extrusion machines .
Keywords : PDCA 8 steps, breakdown voltage, saving cost.
PENDAHULUAN
Salah satu aktivitas dalam
menciptakan kualitas agar sesuai standar
adalah dengan menerapkan sistem
pengendalian kualitas yang tepat, mempunyai tujuan dan tahapan yang jelas, serta memberikan inovasi dalam melakukan pencegahan dan penyelesaian
masalah-masalah yang dihadapi
perusahaan. Kegiatan pengendalian kualitas dapat membantu perusahaan
mempertahankan dan meningkatkan
pengendalian terhadap tingkat kerusakan produk (product defect) sampai pada tingkat kerusakan nol (zero defect).
Permasalahan yang dihadapi oleh
PT. BICC BERCA Cables adalah
besarnya tingkat gagal uji produk akhir pada kabel NFA2X 2x10 mm² 0.6/1 kV yang meliputi Defect Appearance, yaitu cacat atau kerusakan yang terlihat di permukaan atau berhubungan dengan penampilan fisik kabel yang mencapai 14 %, dan juga Defect Function, yaitu cacat
kepada keselamatan pengguna seperti halnya : putusnya konduktor kabel yang mencapai 4 % dan juga kegagalan uji tegangan tembus ( Breakdown Voltage ) sebesar AC 3,5 kV/5 menit ( SPLN 42-10 ;1993), dengan prosentase tingkat
kegagalan mencapai 34 %. Dari
pemasalahan tersebut diperlukan sebuah tindakan yang dapat mengidentifikasi faktor-faktor yang berpengaruh terhadap proses isolasi kabel NFA2X 2x10 mm² 0.6/1 kV pada sistem produksi, sekaligus memperbaiki proses produksi yang ada pada saat ini dengan sebuah metode yang tepat dalam mendukung pengendalian kualitas yang dilakukan, sehingga diharapkan tingkat kegagalan dapat berkurang atau bahkan tidak ada.
METODE
Kabel listrik adalah alat atau media yang digunakan untuk mentransmisikan sinyal atau energi listrik dari satu tempat ke tempat lainnya.Kabel listrik merupakan kawat penghantar listrik berinti tunggal, dua atau lebih kawat berisolasi.Kabel listrik biasanya terdiri dari isolator dan konduktor. Isolator di sini adalah bahan pembungkus kabel yang terbuat dari bahan thermoplastik atau thermosetting, sedangkan konduktornya terbuat dari bahan tembaga ( Copper ) ataupun aluminium ( Aluminum ).
Gambar 1. Kabel NFA2X-T 2x10 mm² 0,6 / 1 kV
Kabel listrik jenis NFA2X 2x10 mm² 0.6/ 1 kV adalah kabel listrik pilin udara
berisolasi XLPE (Cross Linked
Polyethylene), dengan netral bukan sebagai penggantung, berinti dua (inti fasa dan netral) dengan tegangan pengenal 0,6/1 kV, berpenghantar aluminium murni yang dipilin bulat dengan luas penampang 10 mm².
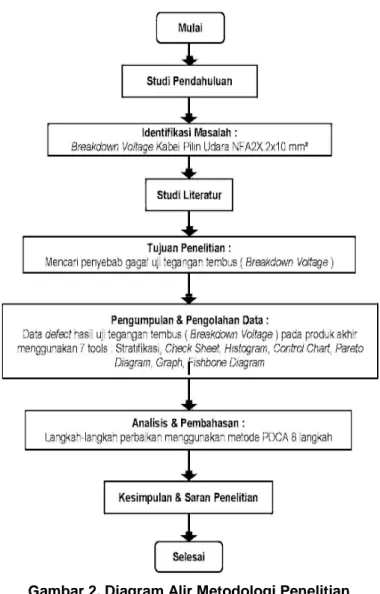
Metodologi Penelitian
Metodologi penelitian yang
digunakan dalam penyusunan penelitian ini dilakukan dengan tahapan tahapan sebagai berikut.
Gambar 2. Diagram Alir Metodologi Penelitian
Untuk mengetahui faktor-faktor penyebab dominan terjadinya gagal uji tegangan tembus (Breakdown Voltage) sebesar 3,5 kV/AC selama 5 menit pada kabel listrik pilin udara NFA2X 2x10 mm² 0,6/1 kV dan juga untuk menurunkan
tingkat gagal uji tegangan tembus (Breakdown Voltage) yang mencapai 34 %. Dengan pendekatan metode PDCA 8 (Delapan) langkah menggunakan alat bantu seven tools, Diagram alir penelitian ditunjukan pada gambar berikut.
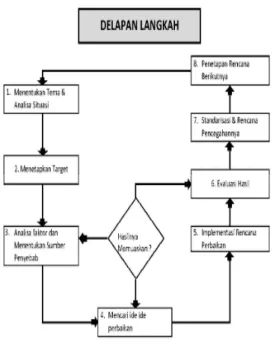
Gambar 3. PDCA Delapan Langkah
Pengolahan data dengan Metode
PDCA 8 (Delapan) Langkah
menggunakan alat bantu 7 tools yang ada, yaitu : stratifikasi, check sheet, histogram, grafik, control chart, diagram sebab akibat atau diagram tulang ikan (cause effect diagram / fishbone diagram) dan diagram pareto. Digunakannya tools tersebut karena disesuaikan dengan kebutuhan untuk pengolahan data pada penelitian ini, dan juga peran utama dari tools tersebut
adalah mengumpulkan data dengan
karakteristik yang berbeda pada setiap tools agar mendapatkan informasi yang dibutuhkan dan nantinya digunakan untuk
memahami persoalan yang terjadi, menganalisis persoalan, mengendalikan
proses, mengambil keputusan dan
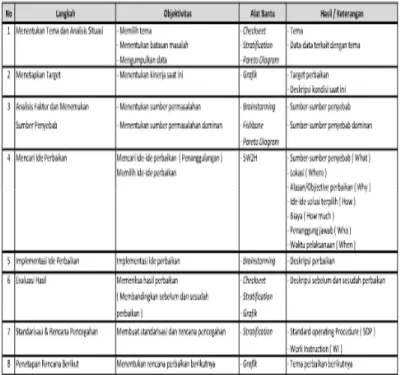
membuat rencana. Keterkaitan metoda PDCA 8 langkah dan 7 tools terdapat pada tabel pengolahan data dan analisa berikut :
Tabel 1 Objectivitas 8 Langkah Perbaikan
HASIL DAN PEMBAHASAN
Pada setiap proses produksi, tidak semua proses dapat berjalan baik sesuai dengan standar yang diharapkan. Pada kenyataannya seringkali masih ditemukan ketidaksesuaian antara produk yang dihasilkan dengan yang diharapkan, dimana kualitas produk yang dihasilkan tidak sesuai dengan standar. Hal tersebut
disebabkan adanya
penyimpangan-penyimpangan dari berbagai faktor, baik yang berasal dari bahan baku, tenaga kerja maupun kinerja dari fasilitas-fasilitas mesin yang digunakan dalam proses produksi.
Hasil observasi lapangan yang
dilakukan akan mengangkat
permasalahan pada proses produksi kabel
NFA2X 2x10 mm² 0,6/1 kV yang
menyebabkan defect pada kabel. Defect diartikan dengan cacat atau kerusakan. Menurut Poppy Handayani (2012), Defect terbagi menjadi dua, yaitu Defect Appearance dan Defect Function. Defect
Appearance adalah cacat atau kerusakan
yang terlihat dipermukaan atau
berhubungan dengan penampilan fisik kabel. Sedangkan Defect Function merupakan cacat yang menyebabkan kegagalan fungsi yang nantinya akan
berdampak kepada keselamatan
pengguna (PLN) dan pemakai
(Masyarakat umum).
Penerapan
Metode
PDCA
8
(Delapan)
Langkah
dalam
Mengurangi Gagal Uji (Defect) Pada
Kabel Listrik Pilin Udara NFA2X
2x10 mm² 0.6/ 1 kV
Langkah Pertama : Menentukan Tema dan Analisis Situasi
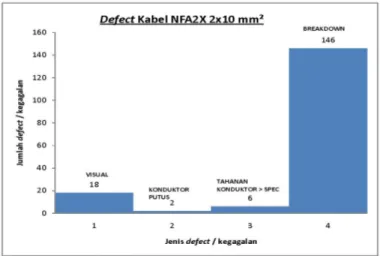
Menentukan Tema dan Analisis Situasi adalah mengumpulkan data sehingga didapatkan histogram untuk masing-masing defect atau kegagalan yang disajikan agar dapat terlihat jelas.
Gambar 4. Histogram Defect Kabel NFA2X 2x10 mm² 0.6/1 kV
Dari Histogram tersebut dapat
disimpulkan bahwa defect dapat
dibedakan menjadi dua macam, yaitu : a. Defect Appearance, yaitu cacat atau
kerusakan yang terlihat dipermukaan
atau berhubungan dengan
penampilan fisik kabel (visual), seperti
halnya kerusakan dikarenakan
ketebalan rata-rata isolasi yang tidak sesuai standar, cacat karena warna isolasi dan cacat karena printing. Kerusakan ini sebanyak 18 haspel / drum dengan total panjang kabel mencapai 72,000 meter.
b. Defect Function, yaitu cacat atau
kerusakan yang menyebabkan
kegagalan fungsi yang dapat
berdampak kepada keselamatan pengguna, seperti :
a) Kerusakan dikarenakan putusnya konduktor kabel sebanyak 2 haspel / drum dengan total panjang kabel mencapai 8,000 meter.
b) Kegagalan hasil uji tahanan
penghantar melebihi batas
maksimum yang dipersyaratkan (Conductor Resistance > Spec), sebanyak 6 haspel / drum dengan total panjang kabel mencapai 24,000 meter.
c) Kegagalan uji tegangan tembus (Breakdown Voltage) sebesar AC 3,5 kV/5 menit ( SPLN 42-10 ), sebanyak 146 haspel / drum dengan total panjang kabel mencapai 584,000 meter.
Selanjutnya untuk menentukan tema yang akan dijadikan penelitian, maka hal
yang dilakukan adalah membuat
stratifikasi dan diagram pareto, sehingga dari stratifikasi dan diagram pareto tersebut dapat diketahui defect paling dominan yang terjadi pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV.
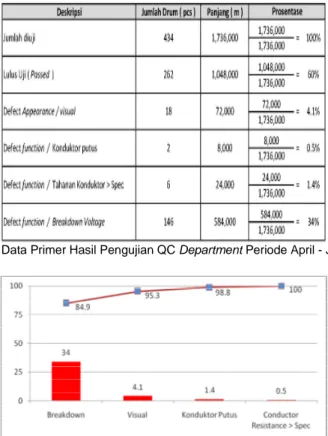
Tabel 2. Stratifikasi Hasil Uji Kabel NFA2X 2x10 mm² 0.6/1 kV Sebelum Perbaikan
Sumber : Data Primer Hasil Pengujian QC Department Periode April - Juni 2013.
Gambar 5. Pareto Defect Kabel NFA2X 2x10 mm² 0.6/1 kV
Dari Tabel Stratifikasi dan Diagram Pareto tersebut ditemukan bahwa defect terbesar yaitu kegagalan uji tegangan tembus ( breakdown voltage ) sebesar 34 % atau sama dengan 146 drum kabel dengan panjang 584,000 meter dari total 434 drum kabel dengan total panjang sebesar 1,736,000 meter dengan panjang untuk setiap drumnya adalah 2,000 meter. Salah satu tujuan penetapan tema ini adalah untuk mengidentifikasi defect atau kegagalan yang paling banyak muncul.
Langkah Kedua : Menetapkan Target
Kegagalan uji tegangan tembus
(breakdown voltage) merupakan defect (kegagalan / kerusakan) yang lolos
sampai dengan proses akhir, dan baru terdeteksi ketika adanya pengujian yang dilakukan oleh inspector atau penguji dari Quality Department. defect ini umumnya disebabkan karena adanya pin hole (bintik/lubang) di isolasi kabel yang diakibatkan dari proses mesin atau dari material yang digunakan.
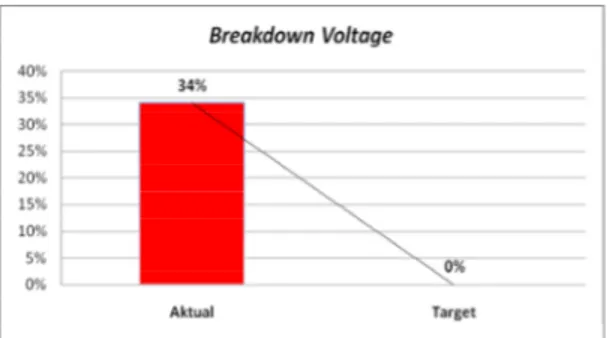
Untuk mengatasi permasalahan yang ada, maka diperlukan target sebagai sumber
acuan dalam penetapan hasilnya.
Berdasarkan data aktual kegagalan dikarenakan tidak lulus uji tegangan tembus (Breakdown Voltage) AC 3,5 kV/5 menit yang mencapai 34 % target yang akan dicapai adalah 0 % seperti terlihat pada gambar berikut.
Gambar 6. Grafik Target yang Akan Dicapai Langkah Ketiga : Analisis Faktor dan
Menentukan Sumber Penyebab
Pada tahapan analisis faktor dan menentukan sumber penyebab dengan
diagram sebab akibat, dilakukan
brainstorming untuk mendapatkan informasi dalam mencari faktor-faktor penyebab terjadinya kabel gagal uji tegangan tembus (breakdown voltage) pada kabel NFA2X 2x10 mm² 0.6/1 kV, yaitu :
1) Man
a. Cleaning screw X-head tidak konsisten dilakukan, jadwal tidak teratur, yang dalam hal ini adalah
menjadi tanggung jawab dari
Production Department.
b. Tidak dilakukan sistem pendinginan screw oleh operator produksi sebelum mesin beroperasi dan saat mesin beroperasi.
c. Drying bin tidak difungsikan pada saat proses berlangsung, sehingga banyak material dengan kondisi lembab yang ikut mengalami proses sehingga menimbulkan bintik lubang / pin hole pada kabel.
d. Keterampilan dan kepedulian
operator yang minim, tidak
a. Mesin ekstrusi yang dipakai tidak
mempunyai mesh screen yang
berfungsi sebagai penyaring (filter) dari kotoran atau gumpalan material-material yang diproses.
b. Monitor (display) mesin 801 yang sudah rusak, banyak parameter parameter tidak dapat terbaca dan terlihat dikarenakan kondisi monitor tersebut yang rusak.
4) Method
a. Tidak adanya alat spark tester (rusak) yang dapat berfungsi sebagai indikator kebocoran isolasi pada saat proses dimesin ektrusi 801.
b. Tingginya temperature zone
pressured di zone 5, 6 dan 7 yang dapat mengakibatkan material XLPE mengalami pre X-link sebelum material keluar x-head sehingga dapat menimbulkan kerak atau gumpalan pada isolasi setelah proses ektrusi.
c. Dosage pewarna hitam (PE Black Master Batch) yang terlalu besar (1,6%) sehingga dimungkinkan bisa mengakibatkan cepat timbulnya kerak dipermukaan kabel.
Dari kelima faktor penyebab permasalahan yang didapatkan tersebut, selanjutnya dituangkan didalam suatu bentuk kuesioner, dimana hal tersebut dilakukan untuk mengetahui penyebab paling dominan dari faktor-faktor penyebab terjadinya defect (kegagalan / kerusakan) pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV.
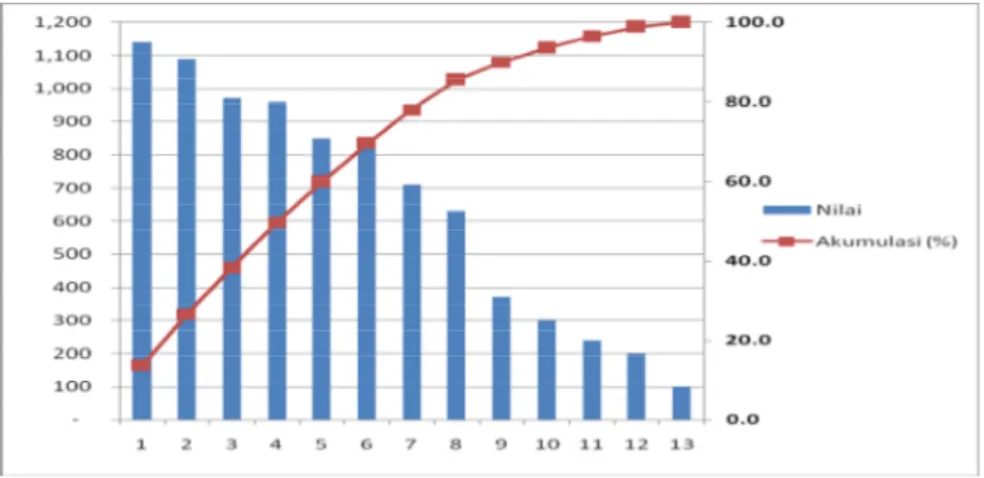
Berdasarkan data hasil kuesioner yang didapatkan, selanjutnya dibuat diagram pareto yang bertujuan untuk melihat faktor penyebab terbesar terjadinya defect atau kegagalan pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV seperti yang ditunjukan pada gambar berikut.
Gambar 7. Pareto Penyebab Defect Paling Dominan Hasil Kuesioner
Dari Diagram Pareto tersebut diketahui bahwa, faktor-faktor dominan
yang sangat mempengaruhi defect
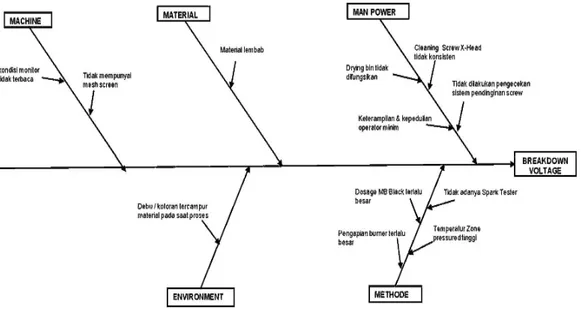
(kegagalan / kerusakan) pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV adalah pada faktor manusia dan faktor metode yang masing-masing mempunyai 4 penyebab kegagalan dapat terjadi. Selain menggunakan Diagram Pareto, digunakan juga diagram sebab akibat
seperti ditunjukan pada gambar 7 yang bertujuan untuk menunjukan faktor-faktor penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh faktor-faktor penyebab sehingga dapat terjadi defect (kegagalan / kerusakan) pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV.
Gambar 8. Diagram Sebab Akibat (Cause Effect Diagram) Langkah Keempat : Mencari Ide
Perbaikan (Root Cause Analysis) dengan 5W2H
Setelah diketahui analisis faktor dan menentukan sumber penyebab dengan alat bantu pengendalian kualitas menggunakan diagram pareto dan juga diagram sebab akibat, maka selanjutnya
diusulkan ide perbaikan dalam
menanggulangi permasalahan yang terjadi pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV, seperti yang dituangkan dalam tabel Root Cause Analysis dengan 5W2H (What, Why, Who, Where, When dan How)
Langkah Kelima : Implementasi Ide Perbaikan dengan Depenelitian Perbaikan
Man
a. Diterbitkannya “ Publish Document “oleh Process Engineer Department (PE) yang ditanda tangani oleh masing-masing kepala Departemen Produksi, QC, Design, QA, Manager Plant dan GM Operation dengan hasil diputuskannya jadwal cleaning screw X-head maksimum 4 hari. Diputuskannya cleaning screw X-head maksimum 4 hari, karena kemungkinan banyaknya material yang menempel atau meninggalkan sisa pada screw setelah diproses secara terus menerus, sehingga jika dibiarkan melebihi dari 4 hari akan menimbulkan kerak pada hasil ekstrusi
b. Melakukan pengecekan sistem pendinginan screw yang terdapat di
mesin, seperti halnya : cek
temperature control, cek pressure control, dll
Hal ini dimaksudkan, agar sebelum proses berjalan dan mesin dalam kondisi “ON“ sistem pendinginan pada screw sudah berjalan dengan baik.
c. Memfungsikan drying bin ( proses pengeringan / pemberian uap panas
sebelum material masuk ke
cerobong / hopper mesin ) untuk material yang akan diproses pada temperatur 60°C selama 3 jam. Hal ini dilakukan agar material menjadi kering atau tidak lembab pada saat material mulai diproses sehingga tidak menimbulkan bintik lubang (pin hole ).
d. Sosialisasi dan Pelatihan Operator. Hal ini dilakukan agar operator dapat lebih memahami proses yang baik dan benar, sekaligus transfer ilmu kepada operator-operator baru khususnya. Misalnya : Internal Training oleh operator senior yang berpengalaman pada mesin ekstrusi 801, Briefing oleh kepala
memberikan arahan atau tahapan-tahapan proses yang baik dan benar.
Material
Disimpan ditempat dengan resiko kerusakan atau kelembaban lebih kecil, seperti : Gudang bahan baku yang steril dan terjaga temperatur ruangnya, hal ini dilakukan agar material XLPE maupun PE MB Black yang akan dipakai untuk proses isolasi tidak rusak, gumpal atau lembab yang diakibatkan kemasan
material tersebut rusak dan
terkontaminasi air.
Machine
a. Untuk mengatasi kotoran atau gumpalan material yang terbawa proses dikarenakan mesin tidak
mempunyai mesh screen yang
berfungsi sebagai penyaring (filter) dari kotoran atau gumpalan material, maka hal yang harus dilakukan adalah menggunakan mesin ekstrusi lain yang mempunyai mesh screen untuk proses kabel jenis ini.
b. Mengganti monitor (display) mesin 801 yang rusak dengan monitor baru untuk menghindari pembacaan yang salah pada saat setting awal proses mesin.
Method.
a. Memperbaiki alat spark tester dan memasangnya di mesin ekstrusi 801 sehingga kebocoran proses isolasi pada saat proses dilakukan dapat terdeteksi sejak awal.
Fungsi spark tester : Mendeteksi logam ( jika terjadi kebocoran pada isolasi, penghantar logam aluminum dapat langsung terdeteksi) yang ditandai dengan bunyi atau alarm.
c. Menurunkan temperatur zone
pressured sebesar 5°C pada zone 5, 6 dan zone 7, karena pada zone ini
temperatur yang digunakan
dimungkinkan masih terlalu tinggi, diturunkannya temperatur pada zone ini agar tidak terjadi panas yang
dapat menyebabkan terjadi pre X-link terhadap material XLPE yang
dapat menyebabkan kerak /
gumpalan pada permukaan isolasi kabel hasil proses ekstrusi.
d. Menurunkan dosage pewarna hitam ( PE Black Master Batch ) dari 1,6 % menjadi 0,8 %. Dari hasil trial yang telah dilakukan, maka didapatkan komposisi dosage ideal sebagai berikut :
- Dosage pewarna hitam > 0.8 % maka lebih cepat menimbulkan kerak.
- Dosage pewarna hitam < 0.8 % maka warna kabel tidak hitam sempurna atau transparan. e. Mengatur pengapian burner di
depan x-head ektrusi menjadi lebih kecil, sehingga tidak cepat timbul kerak atau gumpalan dipermukaan kabel setelah keluar dari proses ekstrusi.
Environment
Untuk mengatasi masalah dari faktor lingkungan ( Environment ), maka diusulkan ide perbaikan dengan memastikan kemasan material XLPE tidak ada yang rusak ataupun sobek sebelum dipakai, agar tidak tidak tercampur debu / kotoran yang dapat mengakibatkan kerak atau
material kasar setelah material keluar dari proses ekstrusi.
Langkah Keenam : Evaluasi Hasil
Jika dilihat pada hasil kuesioner dan juga gambar diagram pareto 4.17, penyebab paling dominan yang mengakibatkan defect pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV adalah dari faktor metode. Dimana terlalu tingginya temperatur yang diberikan pada zone 5, 6 dan zone 7. Dari hasil perbaikan yang dilakukan, selanjutnya didapatkan hasil nyata sebagai berikut :
a. Perbaikan dengan Metode Pertama ( 1 )
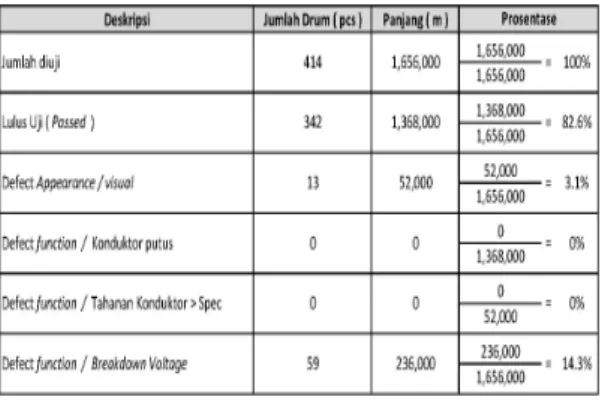
Dari hasil Brainstorming pertama selanjutnya dilakukan perbaikan dengan metode : Menurunkan temperature zone pressured sebesar 5°C di zone 5, 6 dan 7 dan juga melaksanakan cleaning screw X-head pada mesin 801 sebelum mesin digunakan kembali untuk proses isolasi kabel yang sama, yaitu proses isolasi untuk kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV. Dari Check Sheet data hasil pengujian di dapatkan hasil startifikasi sebagai berikut.
grafik prosentase penurunan breakdown tersebut seperti ditunjukan pada gambar
berikut.
Gambar 9. Grafik Penurunan Breakdown dengan Perbaikan Metode Pertama
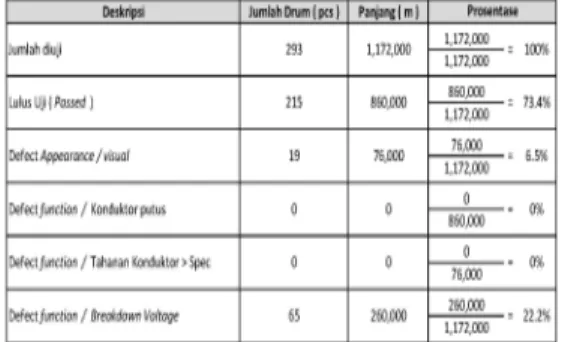
b. Perbaikan dengan Metode Kedua (2)
Dari hasil Brainstorming kedua,
selanjutnya dilakukan perbaikan dengan metode : Menurunkan dosage MB Black dari 1,6 % menjadi 0,8 %, Mengeringkan
MB dari kelembaban dengan cara
dipanaskan dengan temperatur 60°C selama 3 jam, Memperbarui kondisi
monitor di mesin 801 yang sudah tidak terbaca, Melakukan pengecekan sistem pendinginan screw dan memastikan spark tester terpasang (difungsikan selama proses isolasi di mesin 801). Dari Check Sheet data hasil pengujian setelah perbaikan kedua selanjutnya di dapatkan startifikasi seperti ditunjukan pada tabel 2.
Tabel 5. Stratifikasi Hasil Uji Setelah Perbaikan dengan Metode 2
Sumber : Data Primer Hasil Pengujian QC Department yang diolah, 2013 Hasil Stratifikasi pada tabel tersebut dapat
disimpulkan bahwa, tingkat gagal uji tegangan tembus (breakdown voltage) mengalami penurunan sebesar 11.8 % yang didapat dari sebelum perbaikan sebesar 34 % dan setelah perbaikan yang
dilakukan dengan menggunakan metode kedua adalah sebesar 22.2 %. Gambar grafik prosentase penurunan breakdown tersebut seperti ditunjukan pada gambar berikut.
Dari hasil perbaikan yang dilakukan dengan kedua metode tersebut (kesatu dan kedua), dapat disimpulkan bahwa metode yang dilakukan pada tahap pertama lebih efektif dibandingkan perbaikan dengan menggunakan metode kedua. Hal ini sekaligus mengindikasikan bahwa faktor dominan penyebab defect (kegagalan / kerusakan) pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV adalah benar diakibatkan karena tingginya temperature zone pressured pada zone 5, 6 dan 7 dan juga sistem cleaning screw yang selama ini tidak berjalan dengan baik.
Evaluasi Hasil Ditinjau dari Biaya Repair
Dengan menurunnya tingkat gagal uji tegangan tembus (breakdown voltage) dari 34 % menjadi 14.3 % (perbaikan metode pertama) dan 34 % menjadi 22.2 % (perbaikan metode kedua) maka secara tidak langsung akan mempengaruhi
berkurangnya beban biaya yang
dikeluarkan oleh perusahaan untuk perbaikan (repair). Biaya yang dikeluarkan untuk mengatasi sebuah defect karena gagal uji tegangan tembus (breakdown voltage) bukan hanya biaya material saja, tetapi meliputi biaya tenaga kerja dan juga biaya pemakaian listrik. Total biaya yang dikeluarkan untuk melakukan perbaikan terhadap 1 titik lubang (pin hole) pada setiap 1 drum defect breakdown voltage seperti ditunjukan pada tabel berikut.
Tabel 6. Biaya Perbaikan ( Repair )
Total biaya yang dikeluarkan untuk setiap 1 titik berlubang (pin hole) pada setiap 1 drum yang diperbaiki adalah sebesar Rp 23,328,- sehingga total biaya yang dikeluarkan untuk perbaikan sebanyak 146 drum kabel gagal uji
tegangan tembus (breakdown voltage) sebelum perbaikan adalah sebesar Rp
3,405,888,- dan total biaya yang dikeluarkan untuk perbaikan sebanyak 59
drum kabel gagal uji tegangan tembus
(breakdown voltage) setelah perbaikan
Rp 1,376,352,- dan 65 drum kabel gagal
uji tegangan tembus (breakdown voltage) setelah perbaikan dengan metode kedua sebesar Rp 1,516,320,- Sehingga, didapat
total biaya yang dapat dihemat
perusahaan sesudah dilakukan perbaikan dengan metode pertama sebesar Rp 2,029,536,- dan perbaikan dengan metode
kedua total biaya yang dapat dihemat sebesar Rp 1,889,568,- seperti ditunjukan pada grafik penurunan biaya perbaikan berikut ini.
Gambar 12. Grafik Penurunan Biaya Perbaikan dengan Metode Kedua
Dari hasil penurunan biaya tersebut, maka didapat prosentase penurunan biaya sebagai berikut :
Langkah Ketujuh : Standarisasi dan Rencana Pencegahan
Pada proses perbaikan (Improvement) maka diperlukan standarisasi yang berfungsi sebagai penopang roda PDCA agar tidak kembali ke proses sebelum dilakukan perbaikan. Standarisasi yang
digunakan adalah Standard Operating Procedure (SOP) dan Working Instruction (WI). SOP merupakan standar-standar yang sudah dibuatkan sebagai petunjuk bagi karyawan (Production, Maintenance, PE, QC, dll) dalam melaksanakan sebuah proses yang berkaitan dengan pekerjaan, sedangkan WI (Work Intruction) lebih mengarah kepada perintah – perintah atau kebijakan atasan dalam menunjang proses perbaikan (Improvement) agar berjalan sesuai dengan rencana (Poppy Handayani, 2012). Standarisasi proses perbaikan yang sudah dilakukan pada
proses mengurangi kegagalan uji
tegangan tembus dapat dilihat pada tabel 7.
Tabel 7. Standarisasi Improvement Proses Isolasi Kabel
Sumber : PT. BICC BERCA Cables, 2013 Langkah Kedelapan : Penetapan
Rencana Berikut
Setelah menentukan solusi yang bisa diimplementasikan maka dipikirkan cara
Pada penetapan rencana berikutnya dari proses perbaikan yang dilakukan, selanjutnya dilakukan evaluasi ulang untuk memastikan bahwa implementasi solusi
yang ditetapkan belum sepenuhnya tercapai, aktual dari proses perbaikan baru mengurangi kegagalan (defect) dari 34 % menjadi 14.3 % (Perbaikan Pertama) dan dari 34 % menjadi 22.2 % (Perbaikan Kedua). Agar target bisa mencapai 0 %,
maka perlu dilakukan evaluasi kembali yang bisa meningkatkan kualitas pada proses produksi kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV berikutnya.
Gambar 13. Grafik Target Perbaikan Selanjutnya dari Metode Pertama
Gambar 14. Grafik Target Perbaikan Selanjutnya dari Metode Kedua
KESIMPULAN
a. Faktor-faktor penyebab terjadinya gagal uji tegangan tembus (breakdown voltage) pada kabel listrik pilin udara NFA2X 2x10 mm² 0.6/1 kV berasal dari faktor :
- Manusia (Man), yaitu cleaning screw X-head tidak konsisten, tidak
- Metode kerja (Method), yaitu tidak adanya spark tester, temperature zone pressured tinggi, dosage MB Black terlalu besar.
- Lingkungan kerja (Environment), yaitu debu / kotoran tercampur material pada saat proses.
Berdasarkan Diagram Pareto dan hasil perbaikan yang didapatkan, maka
% dengan total biaya perbaikan Rp 1,376,352,) sehingga penurunan biaya perbaikan yang dikeluarkan oleh
perusahaan adalah sebesar Rp
2,029,536,- dengan prosentase
penurunan biaya sebesar 60 %.
Sementara penurunan tingkat gagal uji dengan menggunakan metode kedua didapatkan penurunan sebesar 11.8 % (sebelum perbaikan 34 % dengan biaya perbaikan Rp 3,405,888,- dan setelah perbaikan 22.2 % dengan total biaya perbaikan Rp 1,516,320,-) sehingga penurunan biaya perbaikannya adalah
sebesar Rp 1,889,568,- dengan
prosentase penurunan biaya sebesar 55 %.
DAFTAR PUSTAKA
Alisjahbana, Juita. 2005. “Evaluasi Pengendalian Kualitas Total Produk Pakaian Wanita Pada Perusahaan Konveksi.” Jurnal Ventura, Vol. 8, No.
1, April 2005.
Al Fakhri, Faiz. 2010 “ Analisis Pengendalian Kualitas Produksi di PT. Masscom Graphy dalam Mengendalikan Tingkat Kerusakan Produk Menggunakan Alat Bantu Statistik “ Diakses tanggal 21 Februari
2013. dari www.google.com Fak. Ekonomi – Universitas Diponegoro. Gasperz, Vincent. 2005. Total Quality
Management. Jakarta : PT. Gramedia
Pustaka Utama.
Handayani, Poppy. 2012. “
MENURUNKAN BIAYA REPAIR DENGAN MENGURANGI DEFECT
UNIT PROSES PAINTING
MENGGUNAKAN METODA PDCA 8 LANGKAH PADA PT. ASTRA DAIHATSU MOTOR “ Diakses tanggal
8 Mei 2013.
Hatani, La. 2008. “Manajemen
Pengendalian Mutu Produksi Roti Melalui Pendekatan Statistical Quality Control (SQC).” Diakses 21
Februari 2013, dari
www.google.com/Jurusan Manajemen FE Unhalu.
Statistik Untuk Peningkatan Mutu Berbasis Komputer, Gramedia.
Nur Ilham, Muhammad. 2012 “ Analisis
Pengendalian Kualitas Produk Dengan Menggunakan Statistical Processing Control ( SPC ) Pada PT. BOSOWA MEDIA GRAFIKA ( TRIBUN TIMUR ) ” Diakses tanggal 21 Februari
2013. dari www.google.com Fak. Ekonomi dan Bisnis – Universitas Hasannudin, Makasar.
Nasution, M. N.. 2005. Manajemen Mutu
Terpadu. Bogor : Ghalia Indonesia.
Poerwanto, Hendra, Pengertian Dan Tujuan Statistical Process Control (SPC) / Pengendalian Kualitas Statistik (PKS) Oleh Sumber : Yamit,
Zulian. 2001. Manajemen Kualitas Yogyakarta : Ekonosia & Ariani, Dorothea Wahyu. 2004. Pengendalian Kualitas Statistik. Yogyakarta: Andi Offset. Diakses tanggal 26 april 2013. Suardi, Rudi. 2003. Sistem Manajemen
Mutu ISO 9000: 2000 Penerapannya untuk mencapai TQM. Cetakan Kedua. Jakarta : Penerbit PPM.
Sugiono, Syahu. 2003. Kamus
Manajemen (mutu), Jakarta : PT.Gramedia Pustaka Utama.
Supranto, 2007. Statistik untuk
Pemimpin Berwawasan Global edisi
2, Salemba Empat.
SPLN No.1 : 1995, Departemen
Pertambangan Dan Energi
(Perusahaan Umum Listrik Negara). SPLN No.42-10 : 1993, Departemen
Pertambangan Dan Energi
(Perusahaan Umum Listrik Negara). Tjiptono, Fandy dan Anastasia Diana.
2003. Total Quality Management.
Edisi 5. Yogyakarta : Penerbit Andi. Yuri, M.Z.T, dan Nurcahyo, Rahmat, 2013.
TQM : Manajemen Kualitas Total dalam Perspektif Teknik Industri,
Jakarta, Indeks.
Zulian Yamit, 2003. Manajemen Produksi
dan Operasi Edisi.2, Yogyakarta. Ekonisia.
tools-yang-digunakan-untuk-pengendalian-kualitas-quality-control/ Diakses tanggal 4 Maret 2013.
http://digilib.ittelkom.ac.id/index.php?optio n=com_content&view=article&id=972:p
engendalian-kualitas&catid=25:industri&Itemid=14En siklopedia/ Pengendalian Kualitas / Tuesday, 28 February 2012 /sumber Diakses tanggal 4 Maret 2013
http://eskampiun.wordpress.com/2012/06/ 18/siklus-pdca/SUMBER : PDCA Cycle
Model mencari Akar
Masalah-Ikhtisar.com_Manajemen,
Kepemimpinan, Pengembangan
Diri.htm. Diakses tanggal 20 Maret 2013
http://qccindonesia.files.wordpress.com/20 09/10/pdca.jpg?w=460 Diakses tanggal 20 Maret 2013
www.google.com : PDCA /Dari Wikipedia bahasa Indonesia, ensiklopedia bebas. Diakses 4 April 2013