1
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kegiatanproduksidanoperasi merupakankegiatanyangpalingpokokdalam industri manufaktur karena melalui kegiatanini semua masukan perusahaan diintegrasikanuntuk mencapaiefisiensi kualitas, produktifitasdan keuntungan yang diinginkan. Kegiatan produksi dan operasi dapat berjalan baik apabila perusahaan manufaktur memiliki keseimbangan lintasan yang baik. Menciptakan produk yang baik dan berkualitas sangat tergantung pada kegiatanproduksidanoperasi.
Keseimbangan lintasan berkaitan dengan bagaimana operasi yang ditunjuk pada statiun kerja dapat dioptimalkan melalui menyeimbangkan kegiatan yang ditugaskan selama statiun kerja. Waktu proses dan jumlah operator memiliki hubungan yang kuat dengan produktivitas lini produksi.
Saat ini, persaingan makin ketat pada semua industri yang ada. Para pelaku industri manufaktur maupun jasa berusaha membuat perencanaan agar tetap eksis dan bersaing dengan kompetitornya.
Perkembangan industri kecil telah mendorong para pengusaha untuk ikut ambil bagian dalam menanamkan modalnya, demikian juga halnya dengan pemerintah turut membantu dalam peningkatan produktivitas maupun kualitas produksi, dengan tujuan untuk memperluas kesempatan kerja dan kesempatan usaha. Dalam kenyataannya bahwa usaha pembuatan Tail Gate PT Rekabaja Mandiri Jakarta masih tergolong industri kecil karena merupakan Usaha Kecil Menengah (UKM), sedangkan gejala umum dari suatu unit usaha yang digolongkan industri kecil biasanya menghadapi hambatan dalam melaksanakan kegiatannya seperti sulitnya menyesuaikan dengan permintaan pasar yang berubah-ubah atau mengalami perkembangan, pemasaran terbatas atau kemampuan yang kurang terjangkau oleh pembeli. PT Rekabaja Mandiri Jakarta merupakan Perusahaan yang bergerak dibidang pembuatan tutup truk. Perusahaan ini bersifat make to order, yaitu melakukan produksi jika ada yang memesan.
Guna meningkatkan daya saingnya dalam menghadapi pasar, perlu melakukan rekayasa ulang terhadap sistem produksinya untuk meningkatkan kinerja proses produksi tersebut, sehingga dapat dicapai tingkat produktivitas yang baik, yaitu pada suatu tingkat yang mampu bersaing dalam pasar.
Kemampuan akademik yang tinggi dalam hal teori dengan kemampuan di lapangan, dalam arti mampu menganalisa atau menyelesaikan suatu permasalahan baik dari segi teori dasar maupun proses penerapannya pada kondisi kerja yang kelak akan dihadapi, harus dimiliki oleh setiap mahasiswa yang akan menyelesaikan studinya. Untuk memenuhi syarat tersebut diwajibkan Kerja Praktek di Perusahaan atau Institusi yang berhubungan dengan keteknikan sesuai
3
dengan disiplin ilmu yang didapat, sebagai bagian dari perkuliahan dan syarat untuk memperoleh gelar strata satu (S1) bagi Mahasiswa Jurusan Teknik Industri.
Tujuan akhirdarikeseimbanganlintasan adalah meminimalisasi waktu menganggur disetiap stasiun kerja sehingga dicapai efisiensi kerja pada setiap stasiun kerja. Jika tidak dilakukan keseimbangan seperti ini maka akan mengakibatkan ketidakefisienan kerja dibeberapa stasiun kerja, dimana antara stasiun kerja yang satu dengan yang lainnya memiliki beban kerja yang tidak seimbang. Pembagian pekerjaan ini disebut dengan metode line balancing.
1.2 Ruang Lingkup Kerja Praktek
Ruang lingkup pada kerja praktek ini adalah dibagian proses produksi, yaitu oleh Direktur Produksi yang bernama Joko Sumartono dan Bapak Broto W. dibagian SDM selaku pembimbing kerja praktek selama penulis melakukan kerja praktek di PT Rekabaja Mandiri
Dikarenakan banyaknya jumlah dan macam pekerjaan yang akan dikerjakan oleh berbagai divisi produksi yang terlibat dalam suatu proses produksi di PT Rekabaja Mandiri Jakarta, serta luasnya cakupan pembahasan dalam konsep Line Balancing. Maka dalam penulisan laporan kerja praktek ini, penulis hanya membatasi masalah yang bertujuan agar pembahasannya menjadi lebih terpusat dan lebih jelas. Pembatasan masalah tersebut adalah sebagai berikut :
Merancang Produksi Tail Gate dengan Metode Line Balancing pada PT Rekabaja Mandiri Jakarta.
Data dan hasil pengamatan yang digunakan untuk analisa permasalahan dalam tulisan ini, diperoleh dari PT Rekabaja Mandiri untuk bulan Juli-September 2012.
1.3 Tujuan Kerja Praktek
Untuk menganalisa proses produksi Tail Gate di PT Rekabaja Mandiri Jakarta.
Untuk menganalisa keseimbangan lintasan produksi (Line Balancing) pada proses produksi Tail Gate di PT Rekabaja Mandiri Jakarta.
1.4 Metode Laporan Kerja Praktek
Metode penulisan yang digunakan dalam laporan kerja praktek ini adalah sebagai berikut :
1. Studi Literatur dan Observasi (observation)
Study literature (kajian pustaka) merupakan penelusuran literatur yang bersumber dari buku, media, pakar ataupun dari hasil penelitian orang lain yang bertujuan untuk menyusun dasar teori yang kita gunakan dalam melakukan penelitian.Observasi merupakan pencatatan terhadap semua aspek yang ada kaitannya dengan permasalahan dengan cara mengamati secara langsung kegiatan perusahaan.
2. Identifikasi Variabel Penelitian
Penelitian ini dilakukan dengan mengamati proses produksi yang terjadi di PTRekabaja Mandiri Jakarta JalanPangeran Komarudin No.60, Jakarta - Indonesia. Pengamatan dilakukan dari bulan Julisampai dengan
5
September2012. Data yang dikumpulkan adalah proses operasi (menit), analisa jam kerja, waktu operasi kerja, dan waktu proses pada perusahaan tersebut yang diperoleh dari PT Rekabaja Mandiri Jakarta. 3. Pengumpulan Data
Pada tahap ini dilakukan pengumpulan data yang berhubungan data sebagai berikut:
Waktu Siklus pada setiap proses
Waktu Normal
Waktu Baku
Analisis Line Balancing di Proses Produksi Tail Gate 4. TahapPengolahan Data dan Analisis
Pengolahan data dilakukan berdasarkan data-data yang tersedia dan dengan melihat serta mempertimbangkan dengan teori-teori terkaitdengan perhitungan waktu baku setiap pekerjaan, Metode Yamazumi Chart, dan Rancangan Line Balancing di Proses Produksi Tail Gate.
5. Penutup
Pada Tahapan akhir dari metodologi penelitian ini adalah merangkum hasil penelitian yang diawali dengan tahap identifikasi dan perumusan masalah hingga melakukan analisis dan pengolahan data, berupa kesimpulan-kesimpulan yang memberikan gambaran secara keseluruhan dari obyek permasalahan yang diteliti. Penulis juga akan memberikan saran yang sekiranya dapat membangun dalam meningkatkan produksi perusahaan tersebut.
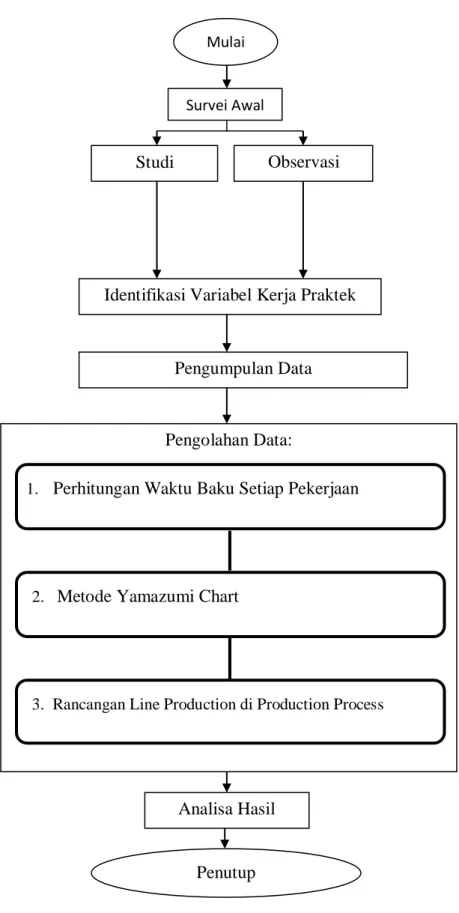
Gambar 1.1 Diagram Alir Kerja Praktek Analisa Hasil Mulai Survei Awal Studi Literatur Observasi
Identifikasi Variabel Kerja Praktek
Pengumpulan Data
Pengolahan Data:
Penutup
3. Rancangan Line Production di Production Process 1. Perhitungan Waktu Baku Setiap Pekerjaan
7
1.5 Sistematika Penulisan
Sistematika yang digunakan dalam penulisan laporan kerja praktek ini antara lain :
BAB 1 PENDAHULUAN
Bab ini menguraikan Latar Belakang, Ruang Lingkup Kerja Praktek, Tujuan Kerja Praktek, Metode Laporan Kerja Praktek dan Sistematika Penulisan.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini menerangkan secara singkat mengenai gambaran umum PT Rekabaja Mandiri Jakarta.
BAB III LANDASAN TEORI
Pada bab ini diterangkan secara singkat tentang penjelasan tentang konsep dan prinsip dasar yang diperlukan untuk menunjang analisa dan perhitungan-peritungan dalam memecahkan permasalahan yang dihadapi dalam penelitian.
BAB IV PENGUMPULAN DAN ANALISA DATA
Pada bab ini berisikan data hasil penelitian yang diperlukan untuk menganalisa permasalahan serta pembahasannya, dengan metode-metode yang ada, sehingga diperoleh hasil akhir yang diinginkan.
BAB V PENUTUP
Pada bab ini berisikan kesimpulan yang diperoleh dari hasil analisa dan penelitian secara menyeluruh serta diberikan juga
saran-saran, baik untuk pihak perusahaan maupun pengembangan penelitian selanjutnya
8
2
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Singkat Perusahaan
PTRekabaja Mandiri Jakarta bergerak dalam industri manufaktur yang memproduksi Beberapa part traktor yang dibutuhkan oleh PT United Tractor dan juga memproduksi komponen-komponen mesin yang biasanya untuk mensuplai kebutuhan industri.Untuk memenuhi kebutuhan tersebut perusahaan di tuntut untuk dapat mengerjakan pesanan dalam waktu yang telah di tentukan sehingga penerapan metode line balancing dapat membantu pencapaian tersebut dengan memperhatikan proses operasi (menit), analisa jam kerja, waktu operasi kerja dan waktu proses perusahaan dari PT Rekabaja Mandiri Jakarta.
Awalnya memang perusahaan ini berdiri yaitu sebagai bengkel biasa, semacam bengkel bubut maupun pengelasan biasa,lalu kemudian berkembang, karena PT Rekabaja Mandiri Jakarta melayani customer waktu itu PT United Tractor,United Tractor ini berdiri juga hampir sama dengan PT Rekabaja Mandiri, tetapi lingkup United Tractor lebih besar.
Jadi perusahaan ini berdiri sebagai semacam bengkel bubut kemudian diminta melayani terutama pesanan dari PT United Tractor. Pada waktu itu
diminta untuk membubut semacam komponen kecil, komponennya mempunyai jenis yang banyak, Mulanya PT Rekabaja Mandiri mendirikan CV yang bernama CV Primex Indo oleh Bapak Bambang Sulistyo kemudian digantikan oleh Bapak Kurniawan, CV atau Commanditaire Vennontschap yang biasa disebut Persekutuan Komanditer adalah suatu Perusahaan yang didirikan oleh satu atau beberapa orang secara tanggung menanggung, bertanggung jawab secara seluruhnya atau secara solider, dengan satu orang atau lebih sebagai pelepas uang (Geldschieter), dan diatur dalam KUHD.
CV pada konsepnya merupakan pemitraan yang terdiri dari satu atau lebih mitra biasa dan satu atau lebih mitra diam (Komanditer), yang secara pribadi bertanggung jawab untuk semua utang permitraan, dan bertanggung jawab hanya sebesar kontribusinya. Kehadiran mitra diam adalah ciri utama dari CV atau permitraan terbatas.Dalam soal pengurusan Persekutuan, sekutu komanditer dilarang melakukan pengurusan meskipun dengan surat kuasa. Ia hanya boleh mengawasi pengurusan jika memang ditentukan demikian di dalam Anggaran Dasar persekutuan.
Bila ketentuan ini dilanggar, Pasal 21 KUHD memberi sanksi dimana sekutu komplementer bertanggung jawab secara pribadi untuk keseluruhan. Dalam CV hanya sekutu komplementer yang boleh mengadakan hubungan terhadap pihak ketiga. Jadi yang bertanggung jawab kepada pihak ketiga hanya sekutu komplementer.
Pendirinya adalah Bambang Sulistyo beliau adalah direktur utamanya,kemudian berkembang menjadi PT Reka Prima Baja Perkasa, kemudian PT ini dipecah menjadi 2 (dua)kepada para pemegang saham, yaitu PT Reka
Prima Anugrah dan yang satunya tidak diketahui nama Ptnya. Dengan adanya perpecahan PT Rekabaja Prima Anugerah penanam sahamnya berubah lagi, dengan adanya perpecahan, Pak Isban sebagai Komisaris I dan penanam saham terbesar, kemudian merubah namanya menjadi PT Rekabaja Mandiri sampai sekarang ini, tanggal berdirinya PT Rekabaja Mandiri 11 Mei 2009.
Pabrik pertama PT Rekabaja Mandiri dibangun berupa workshop yang didirikan pada tahun 2009 dan didukung hanya dengan mesin-mesin manual dan menerima pesanan (order) dari PT United Tractor sering terjadinya perubahan pemegang saham sehingga membuat perkembangannya agak terlambat, awalnya pesanan produk yang biasa dibuat merupakan suku cadang untuk alat berat dan suku cadang untuk tractor, kemudian sekarang ini banyak pesanan untuk membuat komponen alat berat, suku cadang alat luar serta alat-alat untuk dum truck seperti (jenis-jenis tail gate, DV 10, TV 22, F 3LDN, HINO, TV 24, TF 30, TV 33).
Perseroan terbatas dulu disebut juga Naamloze Vennootschaap (NV), adalah suatu persekutuan untuk menjalankan usaha yang memiliki modal terdiri dari saham-saham, yang pemiliknya memiliki bagian sebanyak saham yang dimilikinya. Karena modalnya terdiri dari saham-saham yang dapat diperjualbelikan, perubahan kepemilikan perusahaan dapat dilakukan tanpa perlu membubarkan perusahaan.Untuk mendirikan PT, harus dengan menggunakan akta resmi (akta yang dibuat oleh notaris) yang di dalamnya dicantumkan nama lain dari perseroan terbatas, modal, bidang usaha, alamat perusahaan, dan lain-lain.
Dalam perseroan terbatas selain kekayaan perusahaan dan kekayaan pemilik modal terpisah juga ada pemisahan antara pemilik perusahaan dan pengelola
perusahaan. Pengelolaan perusahaan dapat diserahkan kepada tenaga-tenaga ahli dalam bidangnya (profesional). Struktur organisasi perseroan terbatas terdiri dari pemegang saham, direksi, dan komisaris.
Dalam PT, para pemegang saham melimpahkan wewenangnya kepada direksi untuk menjalankan dan mengembangkan perusahaan sesuai dengan tujuan dan bidang usaha perusahaan. Dalam kaitan dengan tugas tersebut, direksi berwenang untuk mewakili perusahaan, mengadakan perjanjian dan kontrak, dan sebagainya. Apabila terjadi kerugian yang amat besar (diatas 50 %) maka direksi harus melaporkannya ke para pemegang saham dan pihak ketiga, untuk kemudian dirapatkan.
2.2 Lokasi Kerja Praktek
Lokasi Penelitian PT REKABAJA MANDIRI Jakarta yang penulis lakukan, yaitu :
a. Kantor : Jl Pangeran Komarudin No 60 Jakarta, 13950. Indonesia b. Factory : Jl. Pangeran Komarudin No 60 Jakarta
c. Kantor Pusat : Gedung, 1 lantai dengan luas tanah masing-masing 7 x 6 m2. Total luas = 50 m2.
2.3 Visi dan Misi Perusahaan
a. Visi Perusahaan
Menjadi Perusahaan terkemuka dalam menyediakan komponen alat berat serta alat-alat dum truck dengan kualitas yang terbaik demi memuaskan pelanggan.
b. Misi Perusahaan
Terus-menerus meningkatkan sistem manajemen mutu dan mengembangkan sumber daya manusia serta menyediakan produk dan jasa tepat guna, bermutu handal, pelayanan pelanggan prima dan harga kompetitif.
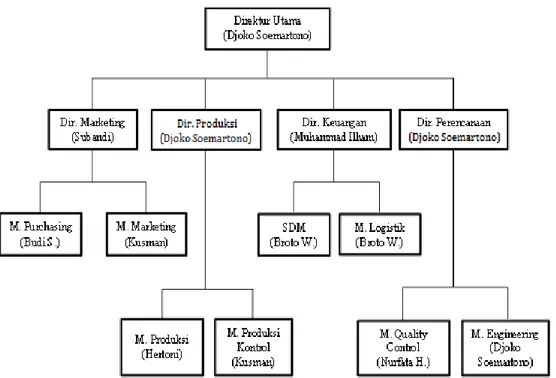
2.4 Struktur Organisasi dan Pembagian Tugas
Struktur organisasi suatu perusahaan, baik perusahaan kecil maupun besar mempunyai peranan yang penting dalam menjalankan operasionalnya. Dengan adanya organisasi ini, berarti telah ada pembagian tugas atau wewenang dan tanggung jawab kepada para pemilik perusahaan atas kepercayaan yang diberikan kepada mereka untuk : mengelola, menjalankan, serta memajukan perusahaan menjadi tanggung jawab mereka.
Struktur organisasi dapat dipandang sebagai sesuatu yang menyeluruh yang menghubungkan fungsi-fungsi dari suatu badan usaha, menetapkan hubungan yang tetap diantaranya pegawai yang melakukan tugas berdasarkan fungsinya masing-masing.
Adapun kegunaan dari bagan organisasi, adalah : a. Untuk mengetahui besar kecilnya perusahaan b. Untuk mengetahui garis-garis saluran wewenang
c. Untuk mengetahui berbagai macam satuan organisasi yang ada
d. Untuk mengetahui perincian aktivitas masing-masing suatu organisasi e. Untuk mengetahui setiap jabatan yang ada
f. Untuk mengetahui perincian tugas para pejabat.
Sumber : PT. Rekabaja Mandiri Jakarta, 2012
Secara singkat, tugas dan tanggung jawab dari masing-masing bagian dapat diuraikan sebagai berikut :
a. Direktur Utama
Adapun tugas dari seorang Direktur Utama, antara lain :
Menentukan kebijakan dan rencana kerja perusahaan,
Mengkoordinir seluruh pekerjaan dalam perusahaan,
Memberi instruksi khusus kepada masing-masing bagian,
Memberi petunjuk, membimbing, dan mengarahkan karyawan dalam melaksanakan operasi perusahaan.
Sedangkan tanggung jawab dari seorang Direktur Utama, antara lain :
Bertanggung jawab sepenuhnya terhadap perusahaan baik intern maupun ekstern;
Memiliki wewenang untuk memberikan tugas kepada semua bagian yang ada dibawah kekuasaannya;
Bertanggung jawab atas keselamatan karyawan dalam melaksanakan operasi perusahaan.
b. Direktur Produksi
Bertugas untuk mengelola atau mengurus dan merawat sumber daya manusia atau tenaga pekerja serta produk yang dihasilkanDirektur
c. Direktur Marketing
Adapun tugas bagian administrasi, antara lain :
Menyelenggarakan administrasi personalia dan menyelesaikan masalah-masalah perburuhan,
Melaksanakan pembukuan administrasi keuangan perusahaan.
d. Direktur Pemasaran
Adapun tugas bagian pemasaran, antara lain :
Menyusun rencana kerja tahunan dan rencana anggaran biaya pemasaran;
Mengadakan studi dan pengkajian yang diperlukan untuk penetapan dan penyesuaian tarif;
Memantau, meneliti, dan menganalisis perkembangan penjualan dan tarif sebagai dasar penentuan;
Melaksanakan pengawasan melekat dan pembinaan serta pengembangan biaya pemasaran;
Melaksanakan pengawasan dan penyusunan laporan realisasi kegiatan dan pengeluaran biaya pemasaran.
e. Direktur Perencanaan
Adapun tugas bagian perencanaan, antara lain :
Mengawasi para pekerja,
Memimpin pekerja untuk melaksanakan pekerjaannya. Sedangkan tanggunga jawab bagian perencanaan, antara lain :
Bertanggung jawab kepada kepala produksi atas wewenang yang telah diberikan;
Bertanggung jawab atas mesin-mesin yang mengalami kemacetan maupun kerusakan.
f. Manajer Purchasing
Merupakan bagian dasar dan integral dari manajemen bisnis. Karena perusahaan tidak dapat beroperasi dengan baik tanpa Manajer Purchasing
g. Manajer Marketing
Fungsi dari Manajer Marketing, yaitu diantaranya :
Melakukan pengawasan atas biaya
Menetapkan kebijaksanaan harga
Meramalkan laba yang akan datang
Mengukur atau menjajaki biaya modal kerja
h. Manajer Produksi
Berfungsi untuk menciptakan dan menambahkan kegunaan (utility) suatu barang atau jasa yang membutuhkan faktor-faktor produksi.
i. Manajer Produksi Kontrol
Berfungsi untuk mengawasi produksi yang ada digudang atau yang akan dikirim ke customer.
j. Manajer Sumber Daya Manusia
Berfungsi untuk bertanggung jawab terhadap aktivitas perusahaan yang bervariasi dengan melaksanakan fungsi-fungsinya.
k. Manajer Logistik
Bertanggungjawab untuk pemindahaan dan penyimpanan barang, suku cadang dan barang jadi dari supplier, di antara fasilitas-fasilitas perusahaan dan kepada para langganan.
l. Manajer Quality Control
Berfungsi untuk mengendalikan mutu suatu produk yang berguna untuk memuaskan konsumen terhadap produk yang ditawarkan.
m. Manajer Engineering
Berfungsi sebagai penghubung antara departement engineering dengan departement fabrication.
2.5 Pengertian Tail Gate
Tail Gate adalah kata dalam bahasa Inggris Amerika yang menunjukkan pintu atau 'gerbang' di bagian belakang gerobak, truck pickup,SUV atau sejenis lainnya kendaraan yang bereng sel di bagian bawah dan dapat dibuka untuk kenyamanan dalam pemuatan kargoke bagian belakang kendaraan.Sebuah fitur kendaraan yang sama, hatchback atau liftgate, sebuah pintu di bagian belakang kendaraan yang berengsel di bagian atas dan membuka ke atas. Dalam penggunaan modern, tail gate kata mungkin mengacu pada bak truk benar, hatch back atau pintu pembuka lateral (berengsel di sisi kiriatau kanan) di bagian belakang sebuah truk pickup, gerobak atau SUV. Sebuah bak truk atas berengsel (menetas) dari Traction Avant Citroën.
Pada PT. Rekabaja Mandiri memiliki 3 (tiga) jenis Tail Gate yang dipasarkan, yaitu :
Tail Gate TV 30
Tail Gate TV 33
Sumber : PT. Rekabaja Mandiri, 2012
Gambar 2.2Tail Gate
Di Inggris Bahasa Inggris, bak belakang sering disebut sebagai 'boot',adalah sebuah pintudi bagian belakang kendaraan yang dapat bergerak naik atau turun, seperti di sebuah truk pickup atau hatchback.
Tail Gatejugadapat dilengkapi dengan aksesoris tambahan seperti Pocket untuk tujuan penyimpanan dll. Istilah berikut ini berasal dari bak truk. Pihak Partai Tail Gate merujuk pada praktek terlibat dalam minum sosial dan / atau makana cara yang berbasis dibagian belakang truk seseorang,wagonatau SUV.
Menjangkau seluruh wilayah Nusantara dalam segmen-segmen pasar sebagai berikut:
a. Perusahaan listrik negara (PLN) dan BUMN lainnya.
Merupakan Sebuah lembaga usaha yang bergerak di bidang kelistrikkan. Dahulu bernama BUMN tapi sekarang sudah berbentuk PT (Perseroan Terbatas)
b. Perusahaan Swasta
Perusahaan swasta atau perusahaan tertutup adalah sebuah perusahaan bisnis yang dimiliki oleh organisasi non-pemerintah atau sekelompok kecil pemegang saham atau anggota-anggota perusahaan yang tidak menawarkan atau memperdagangkan stok (saham) perusahaannya
kepada masyarakat umum melalui pasar saham, namun saham perusahaan ditawarkan, dimiliki dan diperdagangkan atau dibursakan secara swasta.
Perusahaan Swasta yang telah bekerjasama dengan PT. Rekabaja Mandiri, yaitu sebagai berikut :
PT United Tractor
PT KSB Steel
PT Swadaya Harapan Nusantara / Tracnusantara
PT Era Baja
PT Baja Marga
PT. Era Persada
c. Industri pertambangan dan perminyakan.
Industri Pertambangan merupakan rangkaian kegiatan dalam rangka mengupayakan pencarian, penambangan (penggalian), pengolahan, pemanfaatan dan penjualan bahan galian (misalnya pada : mineral, batubara, panas bumi, migas).
Pada era globalisasi tidak dapat dipisahkan dari perkembangan industrialisasi yang makin pesat. Sebagai contoh, industri pengolahan minyak bumi merupakan salah satu perindustrian yang memegang peranan penting bagi perekonomian Indonesia.
2.6 Tenaga Kerja
Tenaga kerja merupakan penduduk yang berada dalam usia kerja. Menurut UU No. 13 tahun 2003 Bab I pasal 1 ayat 2 disebutkan bahwa tenaga kerja adalah setiap orang yang mampu melakukan pekerjaan guna menghasilkan barang dan atau jasa baik untuk memenuhi kebutuhan sendiri maupun untuk masyarakat.
Tenaga Kerja pada PT Rekabaja Mandiri dibagi 2 (dua) bagian, yaitu diantaranya :
Top Management (direksi) : 8 orang
Operator dan staff : 18 orang
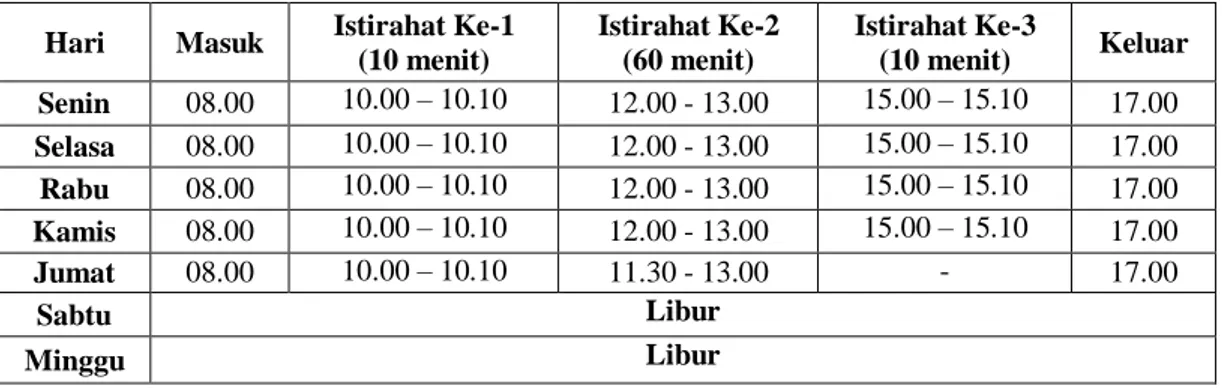
2.7 Jadwal Kerja
Hari kerja PT Rekabaja Mandiri adalah hari senin sampai jumat. Untuk sabtu dan minggu libur. Jika memerlukan lembur, hanya terjadi di hari sabtu dan minggu, tidak pernah sampai malam hari. Karena layout dekat dengan pemukiman penduduk, sehingga tidak memungkinkan untuk lembur dimalam hari karena dapat mengganggu penduduk sekitar PT Rekabaja Mandiri ini.
Rekabaja Mandiri para pekerja bekerja di bagi dalam satu shift yaitu sebagai berikut:
Tabel 2.1Jadwal Kerja Pada PT Rekabaja Mandiri
Hari Masuk Istirahat Ke-1 (10 menit) Istirahat Ke-2 (60 menit) Istirahat Ke-3 (10 menit) Keluar Senin 08.00 10.00 – 10.10 12.00 - 13.00 15.00 – 15.10 17.00 Selasa 08.00 10.00 – 10.10 12.00 - 13.00 15.00 – 15.10 17.00 Rabu 08.00 10.00 – 10.10 12.00 - 13.00 15.00 – 15.10 17.00 Kamis 08.00 10.00 – 10.10 12.00 - 13.00 15.00 – 15.10 17.00 Jumat 08.00 10.00 – 10.10 11.30 - 13.00 - 17.00 Sabtu Libur Minggu Libur
3
BAB III
LANDASAN TEORI
3.1 Proses Produksi
3.1.1 Pengertian Proses Produksi
Proses diartikan sebagai suatu cara, metode dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada diubah untuk memperoleh suatu hasil. Produksi adalah kegiatan untuk menciptakan atau menambah kegunaan barang atau jasa.
Proses juga diartikan sebagai cara, metode ataupun teknik bagaimana produksi itu dilaksanakan. Produksi adalah kegiatan untuk menciptakan danan menambah kegunaan (Utility) suatu barang dan jasa.
Proses produksi adalah suatu cara, metode ataupun teknik menambah keguanaan suatu barang dan jasa dengan menggunakan faktor produksi yang ada.
Melihat kedua definisi di atas, dapat diambil kesimpulan bahwa proses produksi merupakan cara, metode, dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan mengoptimalkan sumber daya produksi yang ada seperti : tenaga kerja,
mesin, bahan baku dan dana agar lebih bermanfaat bagi kebutuhan manusia.
Beberapa ahli mendefinisikan tentang proses produksi, antara lain:
Proses produksi adalah suatu cara, metode ataupun teknik menambah keguanaan suatu barang dan jasa dengan menggunakan faktor produksi yang ada.
Proses produksi merupakan interaksi antara bahan dasar, bahan pembantu, tenaga kerja dan mesin serta alat perlengkapan yang dipergunakan.
Proses produksi adalah aktivitas bagaimana produk jadi dari bahan baku yang melibatkan mesin, energi, pengetahuan teknis, dan lain-lain.
Proses produksi, yaitu metoda dan teknik yang digunakan dalam mengolah bahan baku menjadi produksi.
Adapun proses produksi menurut pembagiannya digolongkan menjadi empat macam golongan yaitu :
Sifat produk.
Jenis-jenis proses produksi (jangka waktu produksi).
Berdasarkan manfaat yang diciptakan.
Teknik (sifat) proses produksi.
3.1.2 Sifat Produksi
Sifat produk menjadikan suatu proses produksi dan suatu produk tertentu akan lain dengan sifat produk yang berbeda. Hal ini biasanya dibedakan apakah produk yang akan diproduksi mencerminkan sifat
khusus dari konsumsi pembeli (spesifik) ataukah produk yang akan diproduksi merupakan produk standar yang didasarkan pada keputusan perusahaan.
a. Produk Spesifik
Kalau pembeli menginginkan adanya spesifikasi tertentu dari produk yang diinginkan sedangkan jumlahnya hanya terbatas maka proses produksi yang dipakai adalab proses produksi pesanan. Contoh: Produk pakaian, sepatu dan sebagainya.
b. Produk Standar
Produk standar yang rnenjadi keputusan perusahaan akan mengakibatkan proses produksi yang dipakai akan berbeda dengan proses produksi untuk produk pesanan, karena perusahaan yang membuat produk standar berarti perusahaantersebut membuat produk yang ukurannya standar (sama) dan jumlahnya sangat banyak karena bertujuan untuk persediaan maupun dikirimkan kepada pembeli atau penyalur. Contohnya: Televisi, sikat gigi, pakaian bayi dan sebagainya. Kalau proses produksi yang dipilih perusahaan adalah proses pruduksi standar maka mengharuskan perusahaan untuk menyediakan dana yang besar untuk penyimpanan, penanggungan resiko turunnya harga dan kuallias maupun biaya pemeliharaan yang cukup besar.
24
3.1.3 Jenis-jenis Proses Produksi
Jenis-jenis proses produksi ada berbagai macam bila ditinjau dari berbagai segi. Proses produksi dilihat dari wujudnya terbagi menjadi proses kimiawi, proses perubahan bentuk, proses assembling, proses transportasi dan proses penciptaan jasa-jasa adminstrasi. Proses produksi dilihat dari arus atau flow bahan mentah sampai menjadi produk akhir, terbagi menjadi dua yaitu :
Proses produksi terus-menerus (Continous processes), dan
Proses produksi terputus-putus (Intermettent processes).
Perbedaan pokok antara kedua proses ini adalah pada lamanya waktu set up peralatan produksi. Proses kontinu hanya memerlukan waktu set up sekali karena proses ini memproduksi secara terus menerus untuk jenis produk yang sama. Sedangkan proses terputus memerlukan total waktu set up yang lebih lama karena proses ini memproduksi berbagai jenis spesifikasi barang sesuai pesanan, sehingga adanya pergantian jenis barang yang diproduksi akan membutuhkan kegiatan set up yang berbeda.
Perusahaan menggunakan proses produksi terus-menerus apabila di dalam perusahaan terdapat urutan-urutan yang pasti sejak dari bahan mentah sampai proses produksi akhir. Proses produksi terputus-putus apabila tidak terdapat urutan atau pola yang pasti dari bahan baku sampai dengan menjadi produk akhir atau urutan selalu berubah.
Penentuan tipe produksi didasarkan pada faktor-faktor seperti: (1) volume atau jumlah produk yang akan dihasilkan, (2) kualitas produk yang diisyaratkan, (3) peralatan yang tersedia untuk melaksanakan proses. Berdasarkan pertimbangan cermat mengenai faktor-faktor tersebut ditetapkan tipe proses produksi yang paling cocok untuk setiap situasi produksi. Macam tipe proses produksi dari berbagai industri dapat dibedakan sebagai berikut:
a. Proses Produksi Terus-Menerus
Proses produksi terus-menerus adalah proses produksi barang atas dasar aliran produk dari satu operasi ke operasi berikutnya tanpa penumpukan disuatu titik dalam proses. Pada umumnya industri yang cocok dengan tipe ini adalah yang memiliki karakteristik yaitu output direncanakan dalam jumlah besar, variasi atau jenis produk yang dihasilkan rendah dan produk bersifat standar.
b. Proses Produksi Terputus-Putus
Produk diproses dalam kumpulan produk bukan atas dasar aliran terus-menerus dalam proses produk ini. Perusahaan yang menggunakan tipe ini biasanya terdapat sekumpulan atau lebih komponen yang akan diproses atau menunggu untuk diproses, sehingga lebih banyak memerlukan persediaan barang dalam proses.
26
c. Proses Produksi Campuran
Proses produksi ini merupakan penggabungan dari proses produksi terus-menerus dan terputus-putus. Penggabungan ini digunakan berdasarkan kenyataan bahwa setiap perusahaan berusaha untuk memanfaatkan kapasitas secara penuh.
3.1.4 Manfaat Yang Diciptakan
Berdasarkan rnanfaat yang diciptakan, proses produksi bisa dilakukan dengan cara yang berbeda tergantung manfaat yang diciptakan. Berdasarkan hal tersebut diatas, kegiatan atau manfaat dapat dibagi menjadi lima manfaat yaitu manfaat dasar, manfaat bentuk, manfaat waktu, manfaat milik maupun manfaat tempat.
a. Manfaat Dasar (Primary Utility)
Manfaat dasar akan terjadi jika kegiatan yang dilakukan perusahaan merupakan kegiatan yang bergerak dalam bidang pengambilan dan penyediaan barang atau hasil dan sumber yang sudah tersedia oleh alam. Contoh: perusahaan tambang, perikanan dan lain-lain.
b. Manfaat Bentuk (Form Utility)
Proses produksi yang menciptakan manfaat bentuk adalah meubel. Proses produksi ini terjadi setelah manfaat dasar dilakukan kemudian baru dilakukan proses selanjutnya untuk menciptakan manfaat yang lebih baik lagi.
c. Manfaat Waktu (Time Utility)
Manfaat waktu dihubungkan dengan kenaikan nilai barang yang mempunyai selisih waktu misalnya: disimpan di pergudangan (bulog) setelah harga naik maka beras yang tidak habis dalam masa turunnya harga karena waktu berjalan terus menyebabkan nilal beras tersebut bertambah.
d. Manfaat Tempat (Place Utility)
Manfaat tempat dapat kita lihat pada perusahaan transportasi. Perusahaan kereta api, kendaraan, truk maupun pesawat udara akan menyebabkan bentambahnya manfaat barang yang dipindahkan. Contoh: hasil pertanian yang diangkut ke kota.
e. Manfaat Milik (Ownership Ulility)
Manfaat milik adalah usaha untuk memindahkan barang dari hak milik orang yang satu ke orang yang lain. Contoh: pedagang, toko, dealer, distributor, pengecer, dan sebagainya.
3.1.5 Teknik Proses Produksi
Penggolongan proses produksi menurut teknik atau sifat proses produksi akan menentukan jenis atau bentuk pokok yang dipakai dalarn proses produksi. Berdasarkan tekniknya dapat dibagi menjadi beberapa macam yaitu :
a. Proses Ekstraktif
Proses produksi yang dijalankan dengan mengambil langsung dari sumber alam yang lelah tersedia. Contoh: proses
28
penambangan, perusahaan perikanan, perkebunan dan sebagainya.
b. Proses Analitis
Proses anatilis adalah proses untuk menguraikan atau memisahkan dari suatu bahan mentah tertentu menjadi beberapa macam bentuk yang menyerupai jenis aslinya. Contoh: Pertamina.
c. Proses Fabrikasi
Seperti proses analitis tetapi dalam menggunakan alat seperti mesin, mesin sering di setup untuk menjadikan beberapa macam bentuk baru. Contoh: pakaian, proses pembuatan sepatu dan sebagainnya.
d. Proses Sintesis
Proses mengkombinasikan beberapa bahan (persenyawaan zat) dalam suatu bentuk produk. Contoh: perusahaan kimia, obat-obatan, gelas, kaca dan sebagainya.
e. Proses Assembling
Proses assembling berarti merangkai beberapa produk jadi atau setengah jadi menjadi produk baru (barang baru) tanpa merubah bentuk fisik susunan kimiawinya. Contoh: perusahaan karosen mobil, IPTN, perusahaan alat listrik dan sebagainya.
3.2 Persediaan Bahan Baku
Pengendalian persedian merupakan fungsi manajerial yang sangat penting karena persediaan fisik banyak melibatkan investasi rupiah terbesar. Bila perusahaan menamankan terlalu banyak dananya dalam persediaan, menyebabkan biaya penyimpanan yang berlebihan, dan mungkin mempunyai “Opportunity Cost” (dana dapat ditanamkan dalam investasi yang lebih menguntungkan”. Sebaliknya, bila perusahaan tidak mempunyai persediaan yang cukup dapat mengakibatkan biaya-biaya karena kekurangan bahan.
Istilah persediaan (Inventory) adalah suatu istilah umum yang menunjukkan segala sesuatu atau sumberdaya-sumberdaya organisasi yang disimpan dalam antisipasi pemenuhan permintaan. Permintaan akan sumberdaya internal ataupun eksternal ini meliputi persediaan bahan mentah, barang dalam proses, barang jadi atau produk akhir, bahan-bahan pembantu atau pelengkap dan komponen-komponen lain yang menjadi bagian keluaran produk perusahaan.
Fungsi-fungsi persediaan antara lain: 1. Fungsi Decoupling
Fungsi persediaan ini operasi-operasi perusahaan secara internal dan eksternal sehingga perusahaan dapat memenuhi permintaan langganan tanpa tergantung pada supplier. Persediaan barang jadi diperlukan untuk memenuhi permintaan produk yang tidak pasti dari langganan. Persediaan yang diadakan untuk menghadapi fluktuasi permintaan yang tidak dapat diperkirakan atau diramalkan disebut Fluctuation Stock.
30 2. Fungsi Economis Lot Sizing
Persediaan berfungsi untuk mengurangi biaya-biaya per unit saat produksi dan membeli sumberdaya-sumberdaya. Persediaan ini perlu mempertimbangkan penghematan-penghematan (potongan pembelian, biaya pengangkutan lebih murah dan sebagainya) karena perusahaan melakukan pembelian dalam kuantitas yang lebih besar, dibandingkan dengan biaya-biaya yang timbul karena besarnya persediaan (biaya sewa gudang, investasi, resiko kerusakan).
3. Fungsi Antisipasi
Persediaan berfungsi sebagai pengaman bagi perusahaan yang sering menghadapi ketidakpastian jangka waktu pengiriman dan permintaan akan barang-barang. Persediaan ini penting agar kelancaran proses produksi tidak terganggu.
3.3 Keseimbangan Lintasan (Line Balancing)
3.3.1 Pengertian Lini Produksi
Liniproduksi adalah pengaturan mesin, alat dan pekerja dimana setiap pekerja memiliki keahlian tertentu dalam menghasilkan bagian dari suatu produk dan kemudian sub produk tersebutakan dialirkan untuk diproses lebih lanjut oleh pekerja sampai produk tersebut mencapai proses akhir. Menurut karakteristik proses produksinya, lini produksi dibagi menjasi 2 macam yaitu :
1. Lini Pabrikasi, merupakan lintasan produksi yang terdiri atas sejumlah operasi pekerjaan yang bersifat membentuk atau mengubah bentuk benda kerja.
2. Lini Perakitan, merupakan lintasan produksi yang terdiri atas sejumlah operasi perakitan yang dikerjakan pada beberapa stasiun kerja dan digabungkan menjadi benda assembly atau sub assembly.
Lini produksi perlu direncanakan dengan baik, untuk itu ada beberapa keuntungan yang dapat diperoleh dari perencanaan lini produksi yang baik adalah sebagai berikut :
1. Jarak perpindahan material yang minim diperoleh dengan mengatur susunan tempat kerja.
2. Aliran benda kerja (material) mencakup gerakan dari benda kerja yang kontinu, alirannya diukur dengan kecepatan produksi, bukan oleh jumlah spesifik.
3. Pembagian tugas terbagi secara merata yang disesuaikan dengan keahlian masing-masing pekerja sehingga pemanfaatan tenaga kerja lebih efisien sehinga dapat mengoptimalisasi biaya produksi.
4. Pengerjaan operasi yang serentak yaitu setiap operasi dikerjakan pada saat yang sama diseluruh lintasan produksi.
5. Operasi unit lintasan dimaksudkan sebagai penghasil unit tunggal, satu seri operasi atau grup operasi pekerja ditugaskan untuk satu produk. Seluruh lintasan merupakan satu unit
32 produksi.
6. Gerakan benda kerja sesuai dengan set up dari lintasan dan bersifat tetap.
7. Proses produksi memerlukan waktu yang minimum.
8. Memudahkan dalam menyiapkan fasilitas dan bahan pembantu produksi.
3.3.2 Pengertian Line Balancing
Istilah line balancing atau penyeimbangan lini atau dengan nama lain assembly line balancing adalah suatu metode penugasan terhadap sejumlah pekerjaan ke dalam stasiun kerja yang saling berkaitan dalam satu lini produksi sehingga setiap stasiunkerja memiliki waktu kerja yang besarnya tidak melebihi waktu siklus dari stasiunkerja tersebut. Hubungan atau saling keterkaitan antara satu pekerjaan denganpekerjaan lainnya digambarkan dalam suatu precedence diagram atau precedence network.
Keseimbangan Lintasan (Line Balancing) merupakan suatu metode yang digunakan untuk merancang suatu lintasan produksi. Inti dari line balancing adalah bagaimana mendesain suatu lintasan produksi yang dapat membuat proses produksi berjalan lancar. line balancing biasanya digunakan untuk mendesai aliran produksi yang bersifat flow shop. Proses flow shop merupakan suatu bentuk dari lingkaran manufacturing dimana mesin-mesin dan operator menangani suatu standar, biasanya uninterrupted material flow. Operator biasanya melakukan yang sama untuk setiap kali produksi
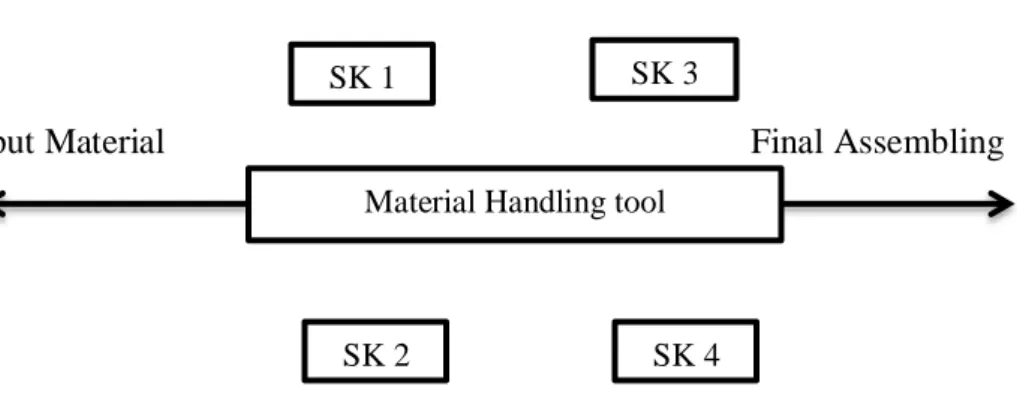
Lini perakitan dapat didefinisikan sebagai sekelompok orang dan/mesin yang melakukan tugas-tugas sekuensial dalam merakit suatu produk. Lini perakitan merupakan lini produksi dimana material bergerak secara kontinyu dengan rata-rata laju kedatangan material berdistribusi uniform melewati stasiun kerja yang mengerjakan perakitan.
Input Material Final Assembling
Gambar 3.1 Lini Prakitan
Pada lini perakitan, secara garis besar ada 2 (dua) tujuan yang harus dicapai, yaitu :
1. menyeimbangkan stasiun kerja,
2. menjaga lini perakitan beroperasi secara kontinyu
Upaya yang dilakukan untuk mencapai tujuantersebut adalah dengan menyeimbangkan lintasan (line balancing). Keseimbangan lintasan adalah upaya untuk meminimumkan ketidakseimbangan di antara mesin-mesin atau personila untuk mendapatkan waktu yang sama di setiap stasiun kerja sesuai dengan kecepatan produksi yang diinginkan. Secara teknis keseimbangan lintasan dilakukan dengan jalan mendistribusikan setiap elemen kerja ke stasiun kerja dengan acuan waktu siklus/cycle time (CT).
SK 1 SK 3
Material Handling tool
34
Keseimbangan lintas perakitan perhubungan erat dengan produksi massal. Sejumlah pekerjaan perakitan dikelompokkan ke dalam beberapa pusat-pusat kerja, yang untuk selanjutnya kita sebut sebagai stasiun kerja. Waktu yang diizinkan untuk menyelesaikan elemen pekerjaan itu ditentukan oleh kecepatan lintas perakitan. Semua stasiun kerja sedapat mungkin harus memiliki waktu siklus sama. Bila suatu stasiun kerja memiliki waktu di bawah waktu siklus idealnya, maka stasiun tersebut akan memiliki waktu menganggur. Tujuan akhir dari keseimbangan lintas adalah meminimasi waktu menganggur ditiap stasiun kerja, sehingga efisiensi kerja yang tinggi pada setiap stasiun kerja.
Pada saat ini masih banyak terdapat praktek line balancing berdasarkan pendekatan tradisional yang hanya mengejar keseimbangan beban dari setiap stasiun kerja tanpa memperhatikan apakah hal itu akan menciptakan WIP (work in process) inventory atau tidak. Patut diketahui bahwa meskipun line balancing mencapai target optimal 100% (seluruh stasiun kerja memiliki beban kerja yang sama-meskipun hal ini dalam praktek mungkin sangat sulit-bukan mustahil), tetapi apabila average cycle time dari setiap stasiun kerja itu lebih besar (baca lebih lambat) dari takt time, maka hal ini akan menciptakan waktu tunggu yang lama bagi pelanggan, sebaliknya apabila average cycle time dari setiap stasiun kerja lebih kecil (lebih cepat) dari takt time, maka akan menciptakan inventory sepanjang waktu.
Kondisi ideal adalah menetapkan agar average cycle time dari setiap stasiun kerja sama dengan takt time (meskipun hal ini sangat sulit, sehingga ada batas maksimum toleransi penyimpangan yang terus-menerus dikurangi melalui peningkatan proses terus-menerus, berdasarkan situasi dan kondisi yang ada di tempat praktek).
Banyak pendapat yang dilontarkan mengenai tujuan keseimbangan lini,diantaranya adalah menurut James L. Rigg yang mengatakan: untuk meminimumkanwaktu menganggur dari operasi yang ditetapkan adalah dengan bekerja menurutprosedur yang berurutan. Pendapat yang hampir sama pula dilontarkan oleh James M.Moore, yang mengatakan bahwa tujuan dari keseimbangan lini adalah untukmeminimumkan waktu menganggur pada suatu lini dari seluruh stasiun kerja dengancara tertentu. Dengan demikian dapat disimpulkan bahwa tujuan dari keseimbanganlini adalah untuk menghindarkan adanya waktu menganggur dari satu tingkat proseske tingkat proses lainnya, dengan cara mengefektifkan sejumlah mesin yang ada sertamenghindari bertumpuknya bahan dalam proses-proses tertentu, yang pada akhirnyaakan memperlancar jalannya proses produksi secara keseluruhan.
3.3.3 Permasalahan Line Balancing
Dalam suatu perusahaan yang mempunyai tipe produksi masal, yang melibatkan sejumlah besar komponen yang harus dirakit, perencanaan produksi memegang peranan yang penting dalam membuat
36
penjadwalan produksi, terutama dalam pengaturan operasi atau penugasan kerja yang harus dilakukan.
Bila pengaturan dan perencanaannya tidak tepat, maka setiap stasiun kerja di lintas perakitan mempunyai kecepatan produksi yang berbeda. Hal ini akan mengakibatkan lintas perakitan tersebut menjadi tidak efisien karena terjadi penumpukan material atau produk setengah jadi diantara stasiun kerja yang tidak berimbang kecepatan produksinya. Akibat sampingan lainnya adalah kompensasi ongkos yang hilang serta akibat psikologis yang negatif bagi pekerja.
Persoalan keseimbangan lintas perakitan bermula dari adanya kombinasi penugasan kerja kepada operator atau grup operator yang menempati tempat kerja tertentu. Karena penugasan elemen kerja yang berbeda akan menyebabkan perbedaan dalam sejumlah waktu yang tidak produktif dan variasi jumlah pekerja yang dibutuhkan untuk menghasilkan output produksi tertentu di dalam suatu lintas perakitan. Masalah utama yang dihadapi adalah :
1. Kendala sistem, yang erat kaitannya dengan maintenance (perawatan).
2. Menyeimbangkan beban kerja pada beberapa stasiun kerja yang khususnya pada kinerja operator dengan tujuan :
Mencapai efisiensi yang tinggi
Memenuhi rencana produksi yang dibuat Gejala Ketidakseimbangan Lini Produksi ialah :
Adanya work-in-process pada beberapa stasiun kerja. Rancangan lintasan produksi yang seimbang bertujuan :
Untuk menyeimbangkan beban kerja yang dialokasi ke setiap stasiun kerja sehingga pekerjaan dapat selesai dalam waktu yang seimbang dan mencegah terjadinya bottle-neck.
Menjaga lini perakitan agar tetap lancar dan kontinyu berlangsung.
3.3.4 Istilah-istilah Dalam Line Balancing
Sebelum membahas mengenai operasional dari beberapa metoda dalam line balancing, perlu dipahami beberapa istilah yang lazim digunakan di dalam line balancing.
a. Elemen Kerja adalah pekerjaan yang harus dilakukan dalamsuatu kegiatan perakitan.
b. Precedence Diagram merupakan gambaran secara grafis dari urutan operasi kerja serta ketergantungan pada operasi kerja lainnya yang tujuannya untuk memudakan pengontrolan dan perencanaan kegiatan yang terkait di dalamnya. Adapun tanda-tanda yang dipakai sebagai berikut :
Simbol lingkaran dengan huruf atau nomor di dalamnya untuk mempermudah identifikasi dari suatu proses operasi.
Tanda panah menunjukkan ketergantungan dan urutan proses operasi. Dalam hal ini, operasi yang berada pada pangkal panah berarti mendahului operasi yang ada pada ujung panah.
38
Angka diatas simbol lingkaran adalah waktu standar yang diperlukan untuk menyelesaikan setiap operasi.
Gambar 3.2Contoh Precedence Diagram
Untuk mengukur performan sebelum dan sesudah dilakukan proses keseimbangan lintasan dilakukan kriteria-kriteria berikut ini :
Efisiensi Lini
Efisiensi Lini adalah rasio antara waktu yang digunakan dengan waktu yang tersedia. Berkaitan dengan waktu yang tersedia, lini akan mencapai keseimbangan apabila setiap daerah pada lini mempunyai waktu yang sama.
Setelah diseimbangkan, maka dalam lini perakitan terbentuk stasiun kerja-stasiun kerja yang terhubung secara seri. Pendistribusian elemen kerja-elemen kerja yang ada sehingga membentuk stasiun kerja dilakukan dengan berdasarkan waktu siklus (CT) sehingga waktu yang tersedia di setiap stasiun kerja adalah sebesar CT, dan waktu yang tersedia dalam lini perakitan secara total adalah CT dikalikan dengan stasiun kerja yang terbentuk.
Indek Penghalusan (Smoothness Index/SI)
Indek Penghalusan adalah suatu indeks yang mempunyai kelancaran relatif dari penyeimbang lini perakitan tertentu.
c. Diagram Yamazumi adalah sebuah diagram yang berbentuk stacked bar, yang menunjukkan keseimbangan cycle time dari sekelompok kerja operator. TPS menggunakan diagram yamazumi untuk memvisualisasikan sebuah rangkaian pekerjaan yang terdiri dari value added dan non value added work. Diagram Yamazumi membantu untuk mengeleminasi non-added value work.
d. Assemble Productadalah produk yang melewati urutan Work Station (WS) di mana tiap WS memberikan proses tertentu hingga selesai menjadi produk akhir pada perakitan akhir.
e. Waktuoperasi(Ti) adalah waktu standar untuk menyelesaikan suatu operasi, Ti adalah waktu baku yang didalamnya sudah mencakup faktor penyesuaian dan kelonggaran.
f. WorkStation (WS) adalah tempat pada lini perakitan dimana proses perakitan dilakukan. Setelah menentukan interval waktu siklus maka jumlah stasiun kerja efisien dapat ditetapkan dengan rumus berikut :
∑ Keterangan:
Ti = Waktu operasi pada tugas ke-i (i = 1,2,3,…,n) CT = Waktu siklus
n = Banyaknya tugas
40
g. Cycle Time / waktu siklus (CT) merupakan waktu yang diperlukan untuk membuat satu unit produk per satu stasiun. Apabila waktu produksi dan target produksi telah ditentukan, maka waktu siklus dapat diketahui dari hasil bagi waktu produksi dan target produksi. Dalam mendesain keseimbangan lini perakitan untuk sejumlah produksi tertentu, waktu siklus harus sama dengan atau lebih besar dari waktu operasi terbesar yang merupakan penyebab terjadinya botleneck (kemacetan) dan waktu siklus juga harus sama atau lebih kecil dari jam kerja efektif per hari dibagi dengan jumlah produksi per hari yang secara matematis dinyatakan sebagai berikut:
Keterangan :
Ti = Waktu operasi terbesar pada lintasan CT = Waktu siklus / cycle time
P = Jam kerja efektif per hari Q = Jumlah produksi per hari
h. Station Time (ST) adalah jumlah waktu dari elemen kerja atau tugas yang dilakukan pada suatu stasiun kerja yang sama.
i. Iddletimeadalah selisih (perbedaan) antara CT dikurangi dengan STi (waktu disetiap stasiun keseluruhan).
j. Balance Delay(BD), sering disebut balanceloss, adalah ukuran dari ketidakefisienan lintasan yang dihasilkan dari waktu
menganggur sebenarnya yang disebabkan oleh pengalokasian yang kurang sempurna diantara beberapa stasiun kerja. Balance Delay dinyatakan dalam persentase. Balance Delay dapat dirumuskan sebagai berikut:
( ) ∑
( ) Keterangan :
∑ = Jumlah waktu operasi dari semua operasi C = Waktu siklus terbesar stasiun.
k = Jumlah stasiun kerja (WS)
k. Line Efficiency (LE) adalah rasio dari total waktu di stasiun kerja terhadap keterkaitan antara waktu siklus dengan jumlah stasiun kerja (dinyatakan dalam persentase).
∑
( ) Keterangan:
STi = Station Time dari WS ke-i CT = Waktu siklus.
k = Jumlah stasiun kerja (WS)
l. Smoothness Index (SI) adalah suatu indeks yang menunjukkan kelancaran relatif dari suatu keseimbangan lini perakitan. Suatu Smoothness Index dikatakan sempurna apabila nilainya sama dengan nol atau disebut juga perfect balance.
42
∑( )
Keterangan :
STi = Station Time dari WS ke-i STimax = Waktu maksimum di stasiun k = Jumlah stasiun kerja (WS)
3.3.5 Metode Line Balancing
Terdapat beberapa metode dasar yang dapat digunakan untuk menyeimbangkan lintasan perakitan, yaitu :
A. Metode Analitik (Matematik)
Merupakan metode yang dapat menghasilkan suatu solusi optimal. Contoh : Branch and Bound.
B. Metode Heuristik
Heuristik berasal dari bahasa Yunani yang berarti menemukan. Model heuristik ini pertama kali digunakan oleh Simon dan Newil untuk menggambarkan pendekatan tertentu untuk memecahkan masalah dan membuat keputusan. Model heuristik menggunakan aturan-aturan yang logis dalam memecahkan masalah. Inti dari pendekatan secara heuristik adalah untuk mengaplikasikan secara selektif segala sesuatu yang dapat mengurangi bentuk permasalahan.
Beberapa metode heuristik yang umum dikenal :
1) Metode Hegelson-Birnie atau metode Ranked Positional Weight (RPW)
Cara penentuan bobot dari precedence diagram : dimulai dari proses akhir. Bobot (RPW) = waktu proses operasi tersebut + waktu proses operasi-operasi berikutnya.
2) Region Approach
Teknik ini mendapatkan perhatian yang besar serta telah digunakan untuk memecahkan beberapa masalah keseimbangan lini dengan baik. Teknik ini merupakan sebuah prosedur heuristik, dimana pemilihan elemen untuk ditempatkan pada sebuah stasiun kerja didasarkan pada posisi elemen pada precedence diagram.
Dengan memegang prinsip yang didasari pada Operation Process Chart (OPC) atau peta proses operasi yang ditransformasikan menjadi precedence diagram, maka dalam pelaksanaan metode ini dilakukan langkah-langkah sebagai berikut :
a) Membagi operasi dalam precedence diagram dalam beberapa region/daerah dengan syarat: dalam satu daerah tidak boleh ada operasi yang saling bergantungan.
b) Susun ranking operasi dalam tiap daerah (dari waktu proses yang terbesar).
c) Tentukan waktu siklus bagi tiap stasiun kerja.
d) Kelompokkan operasi dalam stasiun kerja, berdasarkan syarat di point b dan c.
44
e) Susun pola aliran produksi. Kelebihan metode ini dibandingkan dengan metode yang akan dibahas beikutnya yaitu Largest Candidate Rule, adalah dalam proses penugasan elemen kerja precedence constraints tidak diperhatikan karena otomatis ditangani dengan adanya pengelompokkan elemen-elemen tersebut untuk tiap kolom yang ada pada precedence diagram.
3) Largest Candidate Rule
Prinsip dasar dari metode ini adalah menggabungkan proses-proses atas dasar pengurutan operasi dari waktu terbesar. Sebelum dilakukan penggabungan harus ditentukan dahulu, berapa waktu siklus yang akan dipakai. Waktu siklus ini akan dijadikan pembatas dalam penggabungan operasi dalam satu stasiun kerja.
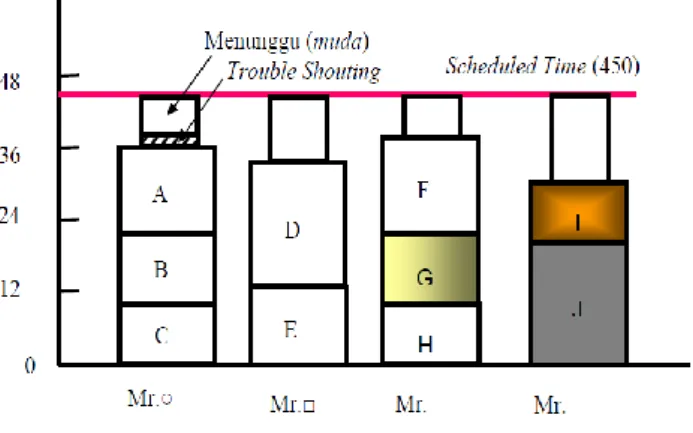
C. Metode Yamazumi Chart
Kata Yamazumi berasal dari jepang yang secara harfiah berati menyimpulkan Grafik Yamazumi adalah grafik yang menggambarkan keseimbangan antara waktu baku masing operator (cycle time) dengan waktu standar yang ditetapkan perusahaan (takt time).
Yamazumi Chart biasanya ditemukan di perusahaan Jepang yang menerapkan konsep produksi yang popular dengan sebutan Toyota Production System. Yamazumi Chart sebenarnya adalah stack diagram atau bila diartikan Yamazumi itu adalah “to stack
up”. Sebagai contoh pada kasus Process One-Printing berikut ini : Proses dimulai dari kolom paling bawah, dan setiap kotak mengidentifikasikan waktu yang dibutuhkan dalam menit. Dari diagram akan menunjukkan cycle time yang dibutuhkan oleh operator:
1. Warna orange mengidentifikasikan bahwa proses diperlukan, tetapi tidak membawa nilai tambah pada hasil.
2. Warna hijau mengidentikasikan langkah-langkah yang berbeda setiap eksekusinya.
3.
Warna merah mengidentikasikan error yang seharusnya tidak terjadi atau tidak diinginkan.Chart yang merupakan yamazumi (susunan) nama-nama elemen pekerjaan yang ditampilkan pada TSKK (Tabel Standard Kerja Kombinasi), SOP (Standard Operation Procedure), atau Work Elemen Sheet.
Yamazumi ini dipakai sebagai alat atau instrumen untuk mengawasi secara visual keseluruhan proses dan mengawasi atau memoertahankan elemen pekerjaan.(Toyota Production System, 2006 : 75).
46
Grafik 3.1 Contoh Yamazumi Chart
Keuntungan menggunakan Yamazumi Chart sebagai berikut: 1. Secara Visual Karena disajikan secara visual gambar chart,
dan bukan lah data secara tertulis, maka pembaca akan dengan mudah mengerti apakah yang dimaksudkan dari data yang disajikan. Akan lebih rumit kalau data disajikan hanya dalam tulisan saja.
2. Sederhana Penyajian data menjadi lebih sederhana tetapi lebih jelas dan mudah dimengerti .
3. Mutlak Yamazumi chart ini dapat digunakan untuk perbaikan terus menerus atau disebut dengan Kaizen.
3.4 Pengukuran Kerja
Pengukuran kerja digunakan sebagai parameter untuk menentukan apakah tata cara kerja yang diterapkan selama ini sudah yang paling efisien, sehingga waktu yang digunakan untuk menyelesaikan suatu pekerjaan dengan kualifikasi cukup dapat digunakan sebagai standar.
Pada penilaian pengukuran baik atau tidaknya suatu sistem kerja, diperlukan prinsip-prinsip pengukuran kerja (work measurement) yang meliputi teknik-teknik
pengukuran waktu, tenaga, akibat-akibat psikologis, dan fisiologis yang ditimbulkan. Pengukuran waktu kerja (time study) bertujuan untuk memperoleh waktu baku penyelesaian pekerjaan yang akan dijadikan standar, yaitu waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan. Pengertian dari waktu baku adalah waktu yang “wajar, normal, dan terbaik” dimaksudkan untuk menunjukkan bahwa waktu baku yang dicari tidak pada waktu penyelesaian pekerjaan yang dilakukan secara tidak wajar (terlalu cepat atau lambat), dan tidak ada waktu penyelesaian pekerjaan dengan keterampilan istimewa.
Manfaat dari diterapkannya waktu baku, adalah :
a. Memberikan keterangan sebagai dasar taksiran untuk penawaran harga penjualan serta janji penyampaian barang.
b. Memberikan informasi mengenai perencanaan dan pembagian waktu produksi, termasuk yang diperlukan oleh pabrik dan tenaga kerja dalam rangka pelaksanaan serta pemanfaatan kapasitas mesin yang tersedia.
c. Menetapkan standar penggunaan mesin juga presentasi kerja yang digunakan sebagai informasi yang disebut diatas dan sebagai dasar penentuan upah perangsang (incentive).
d. Memberikan keterangan untuk pengawasan biaya tenaga kerja operator dan untuk menetapkan serta mempertahankan biaya standar.
48
3.5 Metode Pengujian Data
a. Pengukuran Pendahuluan
Tujuan melakukan pengukuran pendahuluan adalah untuk mengetahui berapa kali pengukuran harus dilakukan untuk tingkat ketelitian dan tingkat keyakinan yang diinginkan. Tingkat ketelitian dan tingkat keyakinan merupakan pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran yang banyak. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya (biasanya dinyatakan dalam persen). Tingkat keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat penelitian tadi (dinyatakan dalam persen).
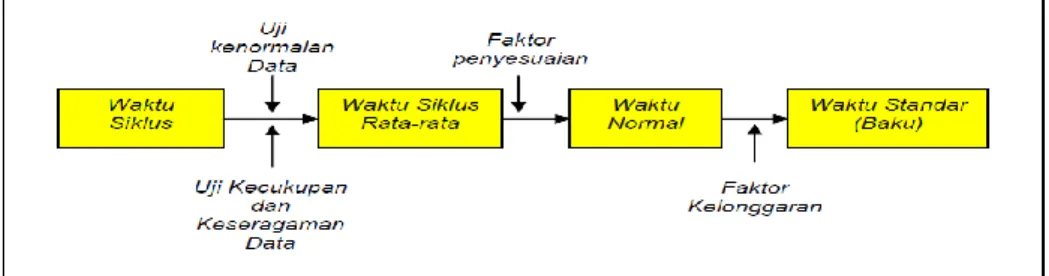
Gambar 3.3Urutan Pengukuran Waktu Kerja b. Uji Kecukupan Data
Pengujian ini dilakukan untuk menentukan apakah data yang diperoleh telah cukup untuk mewakili seluruh data yang ada, untuk melakukan perhitungan selanjutnya.
Data dapat dikatakan cukup apabila diperoleh N’ (jumlah data dari perhitungan) lebih kecil dari N (jumlah data yang telah ada). Dan
sebaliknya bila data kurang (N’>N) perlu ditambahkan data lagi sebanyak N’ – N (Barnes, 1980).
[ √ ∑ (∑ )
∑ ]
Dimana: N’ = Jumlah pengamatan yang dibutuhkan N = Jumlah pengamatan
k = Tingkat kepercayaan s = Tingkat ketelitian x = jumlah total waktu
c. Uji Keseragaman Data
Pada proses uji keseragaman data ini, data yang telah dikumpulkan dari hasil pengukuran pendahuluan dikelompokkan ke dalam subgrup-subgrup. Setelah itu data-data dalam subgrup tersebut diuji keseragamannya dengan memperhatikan apakah subgrup data tersebut berada dalam batas kontrol.
Langkah-langkah pengujian keseragaman data sebagai berikut :
1) Kelompokkan data-data ke dalam subgrup. Data pengukuran waktu dikelompokkan ke dalam subgrup yang beranggotakan sama dan dilakukan secara berurutan.
2) Hitung rata-rata dan simpangan baku subgrup. Menghitung rata-rata subgrup, rumus :
50 Dimana:
̅ = Nilairata-rata subgrup ke-j n = Banyaknya pengamatan
∑Xn = Jumlah pengamatan ke n dari i sampai j
Menghitung harga rata-rata dari harga rata-rata subgroup, rumus :
Dimana :
̅ harga rata-rata dari seluruh subgrup
3) Menghitung simpangan baku sample (Standar Deviasi)
Dimana:
σ = simpangan baku sampel (Standar Deviasi)
Menghitung simpangan baku dari distribusi harga rata-rata subgrup dengan :
Dimana : σx = standar deviasi dari distribusi harga rata-rata subgrup
4) Menentukan batas kendali atas (BKA) dan batas kendali bawah (BKB) :
BKA = ̅ + ( k x α ) BKB = ̅ – ( k x α )
Dimana: Z = nilai fungsi tingkat kepercayaan pada tabel normal 5) Menentukan apakah harga rata-rata subgrup tersebut masuk ke dalam
BKA dan BKB. Jika tidak maka subgrup tersebut harus dibuang, setelah itu melakukan pengulangan dari langkah di atas hingga data benar-benar seragam.
d. Menghitung Waktu Baku
Kegiatan pengukuran waktu dikatakan selesai bila semua data yang diperoleh telah seragam dan jumlahnya telah memenuhi tingkat ketelitian dan tingkat keyakinan yang diinginkan. Selanjutnya adalah mengolah data untuk menghitung waktu baku, yang diperoleh dengan langkah-langkah :
1) Menghitung waktu siklus Rerata
∑ Dimana : Ws = waktu siklus rata-rata
Xij = data yang diperoleh N = banyaknya data 2) Menghitung waktu normal
Wn = Ws X P
Dimana : Wn = waktu normal P = faktor penyesuaian
52
Faktor ini diperhitungkan bila operator bekerja dengan tidak wajar,sehingga hasil perhitungan waktu perlu disesuaikan untuk mendapatkan waktu penyelesaian pekerjaan yang normal.
p – 1 bila operator bekerja dengan wajar p < 1 bila operator bekerja dengan lambat p > 1 bila operator bekerja dengan cepat 3) Menghitung waktu baku
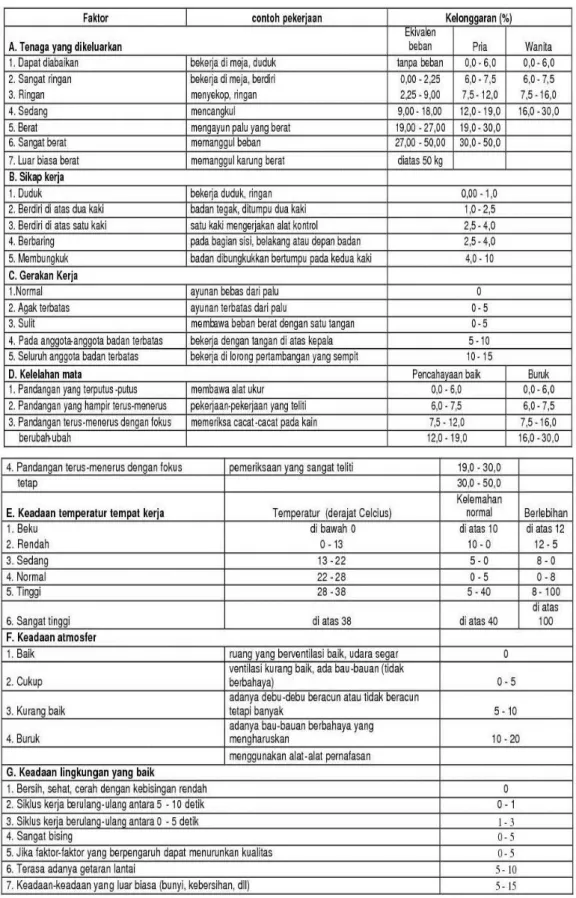
Wb = Wn x (1 + a)
Dimana :
a = kelonggaran (allowance) yang diberikan kepada operator untuk menyelesaikan pekerjaannya.
Kelonggaran ini diberikan untuk hal-hal seperti kebutuhan pribadi, menghilangkan rasa fatique, dan gangguan yang mungkin terjadi yang tidak dapat dihindarkan oleh operator (Sutalaksana, 1979).
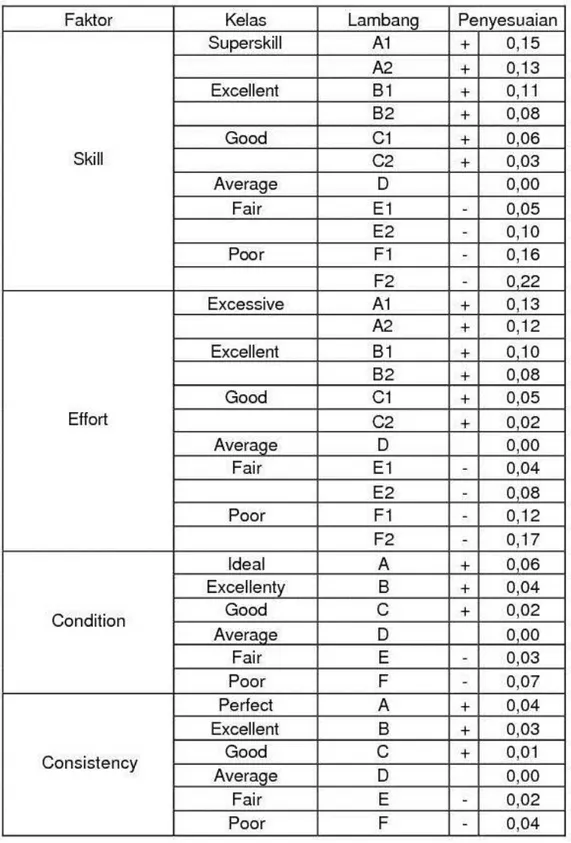
e. Faktor Penyesuaian
Penyesuaian adalah proses dimana analisa pengukuran waktu membandingkan penampilan operator (kecepatan atau tempo) dalam pengamatan dengan konsep pengukur sendiri tentang bekerja secara wajar. Selama pengukuran berlangsung, pengukur harus mengamati kewajaran kerja yang ditunjukkan operator. Ketidakwajaran dapat saja terjadi misalnya bekerja tanpa kesungguhan, sangat lambat karena disengaja, sangat cepat karena seolah dikejar waktu, atau menjumpai kesulitan seperti kondisi ruangan yang buruk.
Hal-hal inilah yang mempengaruhi kecepatan kerja yang berakibat terlalu cepat atau terlalu lambat dalam menyelesaikan suatu pekerjaan. Waktu baku yang telah kita cari adalah waktu yang diperoleh dari kondisi dan cara kerja yang diselesaikan secara wajar dan benar oleh operator. Bila ketidakwajaran terjadi, maka pengukur harus menilainya dan berdasarkan penilaian inilah penyesuaian dilakukan.
54
56
4
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Proses Produksi Secara Umum di PT Rekabaja Mandiri Jakarta
Proses produksi di PT REKABAJA MANDIRI JAKARTA termasuk dalam proses produksi terus-menerus (continous process) yaitu proses produksi menggunakan mesin yang sudah dipersiapkan untuk memproduksi suatu produk dalam jangka waktu yang panjang.
Proses pembuatan produk Tail Gate di PT REKABAJA MANDIRI JAKARTA meliputi beberapa pekerjaan atau proses yang melibatkan Mesin dan Manusia.
Adapun beberapa proses di dalam produksi Tail Gate adalah : a. Pemotongan Plate (Cutting Plate) = 70 menit
b. Pembengkokan (Bending) = 40 menit c. Pengelasan(Welding) = 150 menit d. Perakitan Gantungan (Assembly) = 45 menit
4.2 Time Study di Proses Produksi Tail Gate
Setelah urutan proses produksi Tail Gate di PT. REKABAJA MANDIRI JAKARTA dapat diketahui kemudian dilakukan pengamatan waktu siklus dari beberapa operasi dan elemen kerja. Penulis hanya menghitung proses yang melibatkan manusia saja di dalam laporan ini.
Proses pembuatan Tail Gate melibatkan beberapa alur proses yang ada pada proses lini perlini perakitan yang digambarkan didalam Precedence Diagram di proses Tail Gate, proses lini perlini tersebut dapat dilihat di Gambar 4.1
Operasi 1 Operasi 2 Operasi 3 Operasi 4 Operasi 5
Gambar 4.1 Precedence Diagram di proses Tail Gate
Keterangan :
Operasi 1: Pemotongan Plate (Plate Cutting)
Mengambil plate dari gudang, taruh plate di meja kerja, persiapan plate sesuai ukuran, set up mesin potong, mengecek kualitas produk, dan kemudian memindahkan proses kerja ke proses operasi 2.
Operasi 2: Pembengkokan (Bending)
Menaruh plate di ragum (penjepit), melakukan bending (pembengkokkan), lepaskan dari ragum (penjepit), pengecekan kualitas, kemudian memindahan proses kerja ke proses operasi 3. Operasi 3 : Pengelasan(Welding)
Plate taruh di meja las, penyambungan plate dengan las, melakukan pendinginan, mengecek kualitas produk dan
58
pemindahan proses kerja ke proses operasi 4. Operasi 4 : Perakitan (Assembly)
Merakit untuk membuat gantungan, kemudian mengambil plate yang sudah dipotong, kemudian disatukan dengan plate yang sudah dilas dan di las kembali, mengecek kualitas, merapikan meja kerja, dan pindahkan proses kerja ini ke proses operasi 5.
Operasi 5 : Finishing
Persiapan finishing, penghalusan dengan gerinda, pengecekan kualitas, kemudian pindahkan ke gudang.
Pengamatan waktu ini dilakukan pada bulan Juli – September 2012. Pengamatan waktu dilakukan sebanyak 10 kali pengukuran dengan menggunakan stopwatch.
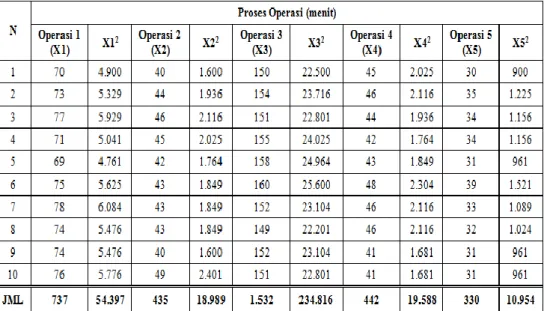
Hasil pengamatanwaktusiklustersebut dapat dilihat pada Tabel 4.1 Adapun waktu pengamatan yang telah didapat pada setiap proses adalah:
Tabel 4.1 Hasil Pengamatan Waktu Siklus
Catatan: data yang dipakai untuk analisa Line Balancing. N = 10 (jumlah pengamatan/percobaan yang dilakukan penulis)
4.3 Pengolahan Data
4.3.1 Pengujian Kecukupan Data
Setelah pengumpulan waktu pengamatan data telah selesai, tahap berikutnya adalah melakukan pengujian kecukupan data. Pengujian kecukupan data dilakukan pada setiap tahapan proses pembuatan Tail Gate untuk membuktikan bahwa data yang diambil sudah mewakili populasi yang ingin diteliti.
Data waktu pengamatan yang dipakai hanya pada data satuan pada setiap tahapan proses yang sudah didapat pada Tabel 4.1 yang dipakai sebagai pengujian kecukupan data. Pengujian kecukupan data ini menggunakan persamaan sebagai berikut :
[ √ ∑ (∑ )
∑ ]
Dimana: N’ = Jumlah pengamatan yang dibutuhkan N = Jumlah pengamatan
k = Tingkat kepercayaan s = Tingkat ketelitian
Pada pengujian kecukupan data untuk tingkat kepercayaan dipilih 95% dan tingkat ketelitian 5%, maka :
Harga Z = 1 – (α/2)
Dimana α = 0,05
60
Dari tabel distribusi normal untuk nilai 0,975 didapat nilai Z (harga k) = 1,96 2.
Maka hasil uji kucukupan data untuk operasi ke-1 yaitu: [ √ ( ) ( )
( ) ] = 2,3 ≈ 3
Dari perhitungan diatas maka didapat nilai N’ < N atau 2,3 < 10 sehingga data tersebut dikatakan cukup untuk dihitung waktu standarnya. Untuk hasil uji kecukupan data dari setiap tahapan proses produksi Tail Gate yang telah dihitung dapat dilihat pada Tabel 4.2 sebagai berikut :