Dewi Novita Mayangsari 2508100078
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA
2012
Perancangan Proposed Maintenance Task Menggunakan
Metode Reliability Centered Maintenance (RCM) II
(Studi Kasus: Sub System Waste Water Treatment (WWT)
di Pabrik Urea Kaltim-3, PT. Pupuk Kalimantan Timur)
SIDANG TUGAS AKHIR
Dosen Pembimbing
Kerangka Presentasi
Pendahuluan Latar Belakang Permasalahan Ruang Lingkup Tujuan Tinjauan Pustaka Reliability & Maintenance RCM II Model Matematis Keandalan Critical Review Metodologi PenelitianFlowchart Pengumpulan dan Pengolahan Data Operating Context WWT Ruang Lingkup FMEA Maintenance Task Initial Interval Perawatan Analisis dan Interpretasi Data Proses WWT FMEA Proposesd Maintenance Task Initial Interval Maintenance Sensitiviitas
Kesimpulan & Saran
Pendahuluan
Latar
Belakang
Perumusan
Masalah
Ruang
Lingkup
Tujuan &
Manfaat
Latar Belakang
Fungsi dan kegagalan fungsi
FMEA
Maintenance task
Perumusan Masalah
Ekspektasi PT. Pupuk Kaltim
Excellent Maintenance
Maintenance berbasis pada keandalan
Bagaimana merancang maintenance task yang tepat
beserta interval pengerjaannya dan pelaksana teknis
maintenance pada sub system waste water treatment
Ruang Lingkup
Batasan
Analisa kinerja motor pompa dilakukan terpisah
karena tingkat kompleksitas yang tinggi
Asumsi
Sub system waste water treatment dianggap
Tujuan
WWT
Urea
Kaltim-3
Menentukan fungsi dan
kegagalan fungsi
Menentukan FMEA
Menentukan maintenance
task
Menentukan initial interval
perawatan
Manfaat
1.
Mengurangi biaya maintenance yang dikelurkan untuk Turn Around
(TA) setiap 2 tahun sekali di Pabrik Urea Kaltim-3.
2.
Memberikan informasi terkait jadwal pengecekan peralatan
sub-system waste water treatment di Pabrik Urea Kaltim-3 ke pihak
Departemen Inspeksi Teknik.
3.
Memberikan informasi terkait waktu TA (Turn Around) sub-system
waste water treatment di Pabrik Urea Kaltim-3 ke pihak
Tinjauan Pustaka
Reliability &
Maintenance
RCM II
Model
Matematis
Keandalan
Critical
Review
Reliability & Maintenance
Reliability
probabilitas bahwa suatu komponen/sistem akan
menginformasikan suatu fungsi yang dibutuhkan dalam periode waktu
tertentu ketika digunakan dalam kondisi operasi (Ebeling, 1997)
Maintenance
aktifitas agar komponen atau sistem yang rusak akan
dikembalikan/diperbaiki dalam suatu kondisi tertentu pada periode
tertentu (Ebeling, 1997)
RCM II
RCM II
suatu proses yang digunakan untuk menentukan
apa yang harus dilakukan agar setiap aset fisik dapat terus
berfungsi sesuai keinginan penggunanya dalam konteks
operasionalnya (Moubray, 1997)
RCM II
Output
• Proactive task
– Scheduled restoration task
– Scheduled discard task
– Scheduled on-condition task
• Default Action
– Finding failure
– Redesign
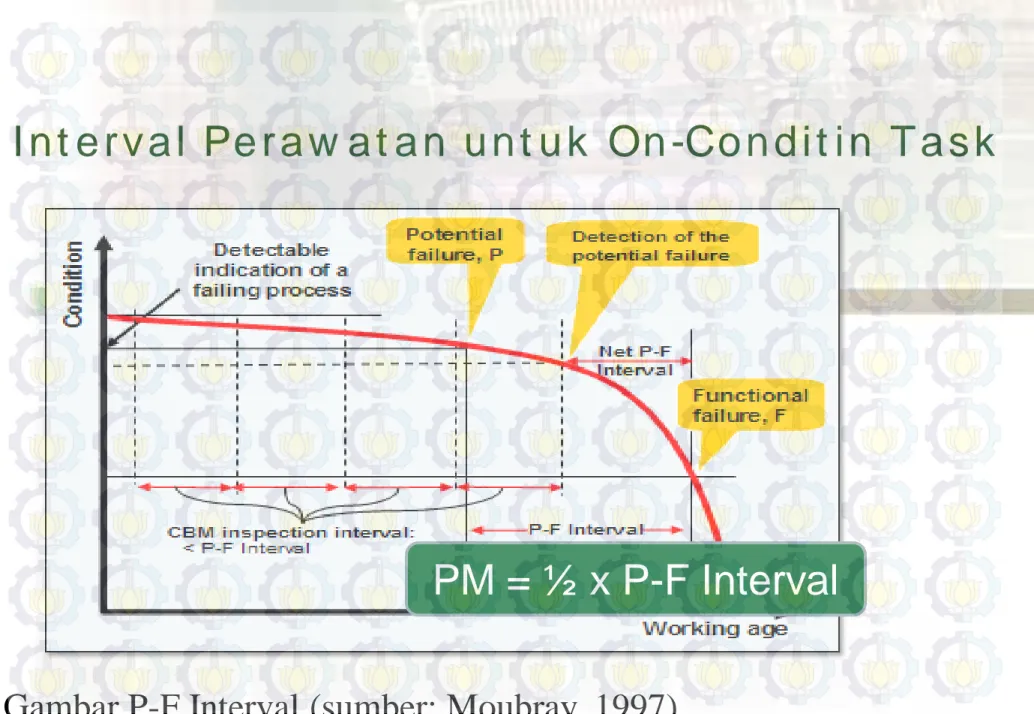
Interval Perawatan untuk On-Conditin Task
Gambar P-F Interval (sumber: Moubray, 1997)
Interval Perawatan untuk Finding
Failure Task
FFI = 2 x U
tive
x M
tive
Keterangan:
FFI : failure finding interval
U
tive
: unavailability yang dikehendaki dari protective device
Interval Perawatan untuk Scheduled Discard
Task dan Scheduled Restoration Task
Critical Review
No. Pengarang, tahun Judul
1 Ardiansyah, 2004 Menentukan Kebijakan Perawatan yang Optimal dengan Pendekatan RCM II (Studi Kasus pada Line TL PT Matshushita Lighting Indonesia) 2 Kristianto, 2005 Perancangan Sistem Kebijakan Perawatan yang Optimal berdasarkan
RCM II (Studi Kasus PT Philips Indonesia)
3 Ariesawati, 2005 Perancangan Sistem Manajemen Perawatan dan Persediaan Suku Cadang yang Optimal dengan Pendekatan RCM II dan RCS (Studi Kasus di PT Philips Indonesia)
4 Firmanta, 2005 Implementasi Metode RCM II dan Analisa Keandalan untuk Menentukan Kegiatan Perawatan dan Interval Perawatan Pencegahan yang Optimal (Studi Kasus di PT Platinum Ceramics Industry)
5 Sarwoko, 2005 Perencanaan Pemeliharaan Aset Vital dengan Pendekatan Reliability
Centered Maintenance II dan Asset Performance Tool (Stusi Kasus di PT
Paiton Energy-Indonesia)
6 Widayana, 2005 Peningkatan Keandalan pada Pompa Produce Water Disposal dengan Menggunakan Pendekatan Reliability-Centered Maintenance II (Studi Kasus PT Vico Indonesia)
Critical Review
No. Pengarang, tahun Judul
1 Ardiansyah, 2004 Menentukan Kebijakan Perawatan yang Optimal dengan Pendekatan RCM II (Studi Kasus pada Line TL PT Matshushita Lighting Indonesia) 2 Kristianto, 2005 Perancangan Sistem Kebijakan Perawatan yang Optimal berdasarkan
RCM II (Studi Kasus PT Philips Indonesia)
3 Ariesawati, 2005 Perancangan Sistem Manajemen Perawatan dan Persediaan Suku Cadang yang Optimal dengan Pendekatan RCM II dan RCS (Studi Kasus di PT Philips Indonesia)
4 Firmanta, 2005 Implementasi Metode RCM II dan Analisa Keandalan untuk Menentukan Kegiatan Perawatan dan Interval Perawatan Pencegahan yang Optimal (Studi Kasus di PT Platinum Ceramics Industry)
5 Sarwoko, 2005 Perencanaan Pemeliharaan Aset Vital dengan Pendekatan Reliability
Centered Maintenance II dan Asset Performance Tool (Stusi Kasus di PT
Paiton Energy-Indonesia)
6 Widayana, 2005 Peningkatan Keandalan pada Pompa Produce Water Disposal dengan Menggunakan Pendekatan Reliability-Centered Maintenance II (Studi Kasus PT Vico Indonesia)
Penjabaran komponen asset dan pemilihan
komponen kritis lalu dideskripsikan
fungsi, kegagalan fungsi, dan seterusnya
Cenderung menutupi kemungkinan adanya
komponen lain yang menjadi penyebab
kegagalan fungsi sistem atau asset
Menurut Mobray, 1997, perancangan proposed
maintenance task dimulai dengan
pendeskripsian fungsi utama dan fungsi
sekunder asset dan selanjutnya.
Komponen kritis yang terpilih hanya
memberikan dampak parsial yaitu kegagalan
fungsi komponen tersebut.
Metodologi Penelitian (1)
Tahap Identifikasi dan
Perumusan Masalah
Tahap Penentuan
Ruang Lingkup Sistem
Amatan
Mulai
Tahap identifikasi dan perumusan masalah
Studi literatur Observasi
lapangan
Penentuan system breakdown
Penentuan fungsi utama
A
Penentuan Functional Block Diagram (FBD) Penentuan boundary system
Metodologi Penelitian (2)
Tahap Pengumpulan dan Pengolahan DataA
Pengumpulan Data ( PFD, P&ID, History card, Petunjuk operasional, dan wawancara)
Pendefinisian fungsi dan kegagalan fungsi sun sistem WWT
Penentuan modus kegagalan dan efeknya (FMEA)
Penentuan proposed maintenance task dan pelaksana teknisnya
Perhitungan initial interval pelaksanaan maintenance task
Metodologi Penelitian (3)
Tahap Analisis dan
Interpretasi Data
Tahap
Kesimpulan dan
Saran
B
Analisis dan interpretasi data
Kesimpulan dan saran
Sub System Waste Water Treatment
Level tank Reflux condeser Desorber HE 1 st Desorber Hidrolyzer 2 nd Desorber Hydrolyzer HE sewer LPCC 11,2 m3/jam To LP absorber Steam 20 kg Steam 3.2 kg 2-V-801 2-C-803 2-C-801 2-E-804 2-E-803 A/B 2-E-802 2-P-703 A/B 2-E-802 2-P-801 A/B 2-T-703 2-E-104 A/B CW CW 2-P-802 A/B 2-P-707 A/B 2-P-704 A/B 2-E-308 2-E-303 2-E-702 2-E-703 2-E-704 3,8 kg/cm2 FIC-801 TV-109 B TV-109 A (47 m3/jam) (120oC) (10 Ton/jam) (4 Ton/jam) (16kg/cm2) (2,2 kg/cm2) (100oC) (147oC) (144oC) (202oC) (202oC) (165oC) (186oC) (61oC) (59,9oC) (130,7oC) (182oC) (9,3kg/cm2) (61oC) (59oC) (29 kg/cm2) 0,55 m3/jam (8 kg/cm2) 63,6oC 63,6oCBoundary System
Larutan karbamat
Air buangan yang
urea < 5 ppm;
ammonia < 5 ppm;
T < 50 deg.C
Ammonia
water
1.
Desorption coulumn I
2.
Desorption coulumn II
3.
Hydrolizer Hydrolyser
feed pump
4.
Hydrolyser heat
exchanger Disrober
heat exchanger
5.
Waste water cooler
6.
Reflux pump
7.
Level tank for reflux
condenser
FMEA
Function (1)
Untuk mengolah ammonia water menjadi air
buangan dengan kandungan Urea < 5 ppm dan
Amonia < 5ppm serta T < 50oC dan membentuk
solution karbamat
Functional Failure (A)
Tidak membentuk air buangan sama sekali
Failure Mode (1)
Stem FV 801 putus
Failure Effect
Stem FV 801 putus karena getaran proses yang
terlalu kuat dan tekanan ammonia water yang
terlalu besar. Putusnya stem FV 801 berakibat
supply ammonia water ke desorber tingkat I tidak
ada karena valve menutup sehingga tidak
menghasilkan air buangan sama sekali.
Kerusakan ini mengakibatkan shut down pabrik
karena valve ini tidak memiliki by pass.
Penggantian stem baru ini membutuhkan waktu 6
jam- 1 hari dari kondisi aman. Hilangnya produksi
karena kerusakan ini adalah 330,625 juta / jam.
*) Lampiran 4
Proposed Maintenance Task
Evaluasi
konsekuensi
Do on-condition task
Proposed Task
Melakukan
pengecekan
kerapataan
stem FV801
On-Condition Task
Komponen Stem FV801
Initial interval = ½ x P-F interval
= ½ x 20 tahun
= 10 tahun
Finding Failure Task
Komponen PSV 831
MTBF = 20 tahun
availability = 99%
FFI = 2 x U
tive
x M
tive
= 2 x (1-0,99) x 20 x 12 bulan
= 4,8 bulan
Scheduled Discard & Restoration Task
Data Waktu Antar
Kerusakan & Waktu
Perbaikan
Fitting Distribusi
dan Penentuan
Parameter
Penentuan
MTTF dan
MTTR
Penentuan
Biaya
Perbaikan
dan Biaya
Perawatan
Perhitungan
Initial Interval
Perawatan
Scheduled Discard & Restoration Task
Shaft 2P801
Tf
Distribusi Weibull
eta= 254.5733 ; β=1.0508
Tr Distribusi Lognormal to= - 0.1547 ; s=0.3144
MTTF =
MTTR = exp (-0.1547 + 0.5 x 0.3144
2
) = 0.9
0
∞
t
e
t
254.5733
1.0508−
⌠
⌡
d
→
249.6128340325716625
Scheduled Discard & Restoration Task
Shaft 2P801
Biaya Perbaikan
Cf=Cr + MTTR (Co + Cw)
=Rp 12.673.950 + 0,9 (Rp 7.935.000.000+ Rp8.100)
=Rp 7.161.463.950
Biaya Perawatan
Cm=Biaya tenaga PM + Biaya down time + Biaya perbaikan
= Rp 16.500.000 + Rp 79.350.000 + Rp 26.785.138
Scheduled Discard & Restoration Task
Shaft 2P801
Initial Interval Perawatan
TM =
η×〖[Cm/(Cf (β-1))]〗^(1/β)
= 254,57 x[Rp 122.635.138/ Rp 7,161,463,950*
(1.058-1)]^(1/1,058)
= 90.4667
= 91 hari
*) Lampiran 5
Analisis &
Interpretasi Data
Proses WWT
FMEA
Proposed
Maintenance Task
Initial
Interval
Perawatan
&
Pelaksana
Teknis
Analisis Proses WWT
Sintesis Urea
Evaporasi
Resirkulasi
Prilling Urea
Urea Kaltim-3
Analisis FMEA
Penyebab
Kegagalan
Usia Pakai Komponen
Kondisi Eksternal
Dampak
Kegagalan
Menghentikan Proses
Jumlah Produksi
Proporsi Maintenance Task
7%
7%
76%
9%
1%
On-Condition Task
Finding Failure Task
No Scheduled Task
Scheduled Discard Task
Scheduled Restoration
Task
Initial Interval Perawatan
Mesin Komponen Eta Beta CM (Rp/ siklus) CF (Rp/ siklus) TM (hari)
Pompa 2-P-801 Shaft 254.57 1.0508 Rp 122,635,138 Rp 7,161,463,950 90.446714 Impeller 385.41 1.0763 Rp 122,635,138 Rp 6,976,516,530 98.529487 Wearing Impeller 395.88 1.1151 Rp 122,635,138 Rp 1,956,896,910 229.50157 Bearing 276.85 1.0153 Rp 122,635,138 Rp 3,141,757,476 696.41364 Mechanical Seal 340.6 1.7855 Rp 122,635,138 Rp 6,076,553,580 43.815492 Center sleeve 530.59 1.4112 Rp 122,635,138 Rp 4,020,414,290 83.990917 Penggantian oli 259.71 1.1233 Rp 122,635,138 Rp 1,597,974,480 170.2866 Pompa 2-P-802 Bearing 965.74 1.3704 Rp 122,635,138 Rp 3,671,978,320 166.85615 Penggantian oli 994.21 1.3152 Rp 122,635,138 Rp 1,541,578,470 349.01293
Initial Interval Perawatan
Mesin Komponen Eta Beta CM (Rp/ siklus) CF (Rp/ siklus) TM (hari)
Pompa 2-P-801 Shaft 254.57 1.0508 Rp 122,635,138 Rp 7,161,463,950 90.446714 Impeller 385.41 1.0763 Rp 122,635,138 Rp 6,976,516,530 98.529487 Wearing Impeller 395.88 1.1151 Rp 122,635,138 Rp 1,956,896,910 229.50157 Bearing 276.85 1.0153 Rp 122,635,138 Rp 3,141,757,476 696.41364 Mechanical Seal 340.6 1.7855 Rp 122,635,138 Rp 6,076,553,580 43.815492 Center sleeve 530.59 1.4112 Rp 122,635,138 Rp 4,020,414,290 83.990917 Penggantian oli 259.71 1.1233 Rp 122,635,138 Rp 1,597,974,480 170.2866 Pompa 2-P-802 Bearing 965.74 1.3704 Rp 122,635,138 Rp 3,671,978,320 166.85615 Penggantian oli 994.21 1.3152 Rp 122,635,138 Rp 1,541,578,470 349.01293
Analisis Sensitivitas
Initial
maintenance
interval
Beta
Eta
Biaya
perawatan
Biaya
perbaikan
Kesimpulan
Fungsi utama sub sistem WWT di pabrik Urea Kaltim-3
adalah mengolah ammonia water menjadi air buangan
dengan kandungan Urea < 5 ppm dan Amonia < 5ppm
serta T < 50oC serta membentuk larutan karbamat
Fungsi sekunder dan kegagalan setiap fungsinya
terlampir pada Lampiran 4.
Kesimpulan
On-Condition Task
• Shaft 2-P-801A/B
• Stem dan plug FV 801, LV 806, PV 804, LV 802
• Tray pada Hydrolyzer, Desorber coloumn I, dan
Desorber coloumn II
• Tube pada Reflux Condencer, Hydrolyzer Heat
Kesimpulan
Scheduled Discard Task
• Bearing 2-P-801A/B dan 2-P-802A/B
• Impeller 2-P-801A/B
• Wearing impeller 2-P-801A/B
• Mechanical seal 2-P-801A/B
Kesimpulan
Scheduled
Restoration
Task
• Center sleeve
2-P-801A
• Center sleeve
2-P-801B
No Scheduled
Task
• Komponen
Instrumentasi
(transmitter, p
ositioner, indic
ators, controlle
r, dsbg
Finding
Failure Task
• PSV 831
• PSV 832
• PSV 833
Kesimpulan
Tray Hydrolyzer
Tray Desorber coloumn I
Tray Desorber coloumn II
Tube Reflux Condencer
Tube Hydrolyzer Heat Exchanger
Tube Waste Water Cooler
PM 2,5 tahun sekali
stem plug FV 801
stem plug LV 802
stem plug PL 804
stem plug LV 806
PM 10 tahun sekali
PSV 831
PSV 832
PSV 833
PM 2 kali
setahun
Kesimpulan
PM Komponen Pompa
Shaft 2-P-801A/B
91 hari
Impller 2-P-801A/B
99 hari
Wearing impeller 2-P-801A/B
230 hari
Bearing 2-P-801A/B
697 hari
Mechanical seal 2-P-801A/B
44 hari
Center sleeve 2-P-801A/B
84 hari
Penggantian oli 2-P-801A/B 171 hari
Bearing 2-P-802A/B
167 hari
Penggantian oli 2-P-802A/B 350 hari
Eksisting PM
Pompa WWT
adalah 24
minggu
Saran
Untuk penelitian selanjutnya yaitu pengembangan
simulasi hasil interval maintenance yang telah
ditentukan untuk mengetahui perubahan reliability
peralatan
untuk PT. Pupuk Kaltim
1. Melakukan pencatatan data kerusakan dan lama
perbaikan secara mendetail
2. Memisahkan data kerusakan dan lama perbaikan
pompa A dan pompa B
Daftar Pustaka (1)
Ardiansyah, M., 204. Menentukan Kebijakan Perawatan yang Optimal dengan Pendekatan RCM II. Tugas Akhir. Surabaya: ITS Jurusan Teknik Industri ITS.
Ariesawati, D., 2005. PerancangansistemManajemen Perawatan dan Persediaan Suku Cadang yang
Optimal dengan Pendekatan RCM II dan RCS (Studi Kasus di PT Philips Indonesia. Tugas
Akhir. Surabaya: Jurusan Teknik Industri ITS Istitut Teknologi Sepuluh Nopember.
Astuti, A.W., 2006. Perancangan Kegiatan Perawatan yang Optimal dengan Menggunakan Metode
Reliability Centered Maintenance II. Tugas Akhir. Surabaya: Jurusan Teknik Industri Institut
Teknologi sepuluh Nopember.
Blanchard, B.S., 1980. Maintainability : A Key to Effective Serviceability and Maintenance
Management. Wiley Series.
Corder, A.S., 1996. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga.
Ebeling, C.E., 1997. An Introduction Reliability and Maintainability Engineering. New York: The MC. Graw Hill Companier Inc.
Firmanta, M.D., 2005. 5. Implementasi Metode RCM II dan Analisa Keandalan untuk Menentukan
Kegiatan Perawatan dan Interval Perawatan Pencegahan yang Optimal (Studi Kasus di PT Platinum Ceramics Industry. Tugas Akhir. Surabaya: Jurusan Teknik Industri Institut Teknologi
Sepuluh Nopember.
Daftar Pustaka (2)
Kristanto, D.I., 2005. Perancangansistemkebijakan Perawatan yang Optimal Berdasarkan RCM II (Studi
Kasus: PT. Philips Indonesia). Tugas Akhir. Surabaya: ITS Jurusan Teknik Industri ITS.
Lewis, E.E., 1987. Introduction to Reliability Engineering. Hew York: John Wiley & Sons.
Mobray, J., 1997. Reliability Centered Maintenance (RCM) II. 2nd ed. New York: Industrial Press.
Percy, D.F., Kobbacy, K.A.H. & Fawzi, B.B., 1997. Setting preventive maintenance schedules when data are sparse. Production economics, 51, pp.223-34.
Romney & Steinbart, 2006. Accounting Information Systems. 10th ed. Prentice Hall Business Publishing. Sarwoko, B., 2005. Perencanaan Pemeliharaan Aset Vital dengan Pendekatan Reliability Centered
Maintenance II dan Asset Performance Tool (Stusi Kasus di PT Paiton Energy-Indonesia. Thesis.
Surabaya: Jurusan Teknik Industri ITS Institut Teknologi sepuluh Nopember.
Smith, A.M. & Hinchcliffe, G.R., 2004. RCM-Gateway to World Class Maintenance . 2nd ed. Burlington, MA: Elsevier Inc.
Tsai, Y.T., Wang, K.S. & Tsai, L.C., 2004. A study of availability-centered preventive maintenance for multi-component systems. Reliability Engineering and System savety, 84, pp.261-62.
Widayana, E.K., 2005. Peningkatan Keandalan pada Pompa Produce Water Disposal dengan Menggunakan
Pendekatan Reliability-Centered Maintenance II (Studi Kasus PT Vico Indonesia). Tugas Akhir.