PENDAHULUAN
Latar belakang
Pesatnya perkembangan ilmu pengetahuan dan teknologi saat ini membuat kita semakin terbuka menerima perubahan-perubahan yang terjadi akibat kemajuan dan perkembangan tersebut. Di era persaingan yang ketat ini, menyadari bahwa sumber daya manusia merupakan modal utama suatu perusahaan, maka kualitas tenaga kerja harus dikembangkan dengan baik. Jadi, perusahaan atau instansi diharapkan dapat memberikan kesempatan kepada mahasiswanya untuk lebih mengenal dunia kerja dengan menerima mahasiswa yang ingin melakukan kerja praktek.
Kerja praktek merupakan penerapan mahasiswa pada dunia kerja nyata, dengan tujuan untuk mengembangkan keterampilan dan etos kerja. Perguruan tinggi merupakan lembaga pendidikan yang mempersiapkan peserta didiknya menghadapi masyarakat, khususnya terhadap disiplin ilmu yang dipelajarinya selama mengikuti perkuliahan. Dalam dunia pendidikan, hubungan antara teori dan praktik penting dilakukan untuk membandingkan dan membuktikan sesuatu yang dipelajari secara teori dengan keadaan sebenarnya di lapangan.
Untuk itu Politeknik Negeri Bengkalis mewajibkan setiap mahasiswanya untuk melakukan kerja praktek di instansi pemerintah, perusahaan pemerintah atau swasta yang merupakan salah satu syarat untuk menyelesaikan program Diploma (D-IV) di Politeknik Negeri Bengkalis. Pembangunan Abadi Andalas Agung (PA3) tentang “Pembuatan Gagang Bubut” yang dalam hal ini berkaitan dengan proses pembuatan gagang bubut itu sendiri. Kami berharap nantinya laporan kerja praktek kami ini dapat menjadi pembelajaran penting dan menambah pengetahuan kami terhadap materi yang dibahas dalam kerja praktek ini.
Tujuan kerja praktek
Manfaat kerja praktek
GAMBARAN UMUM PERUSAHAAN
- Sejarah perusahaan
- Ruang lingkup perusahaan
- Visi dan Misi Perusahaan
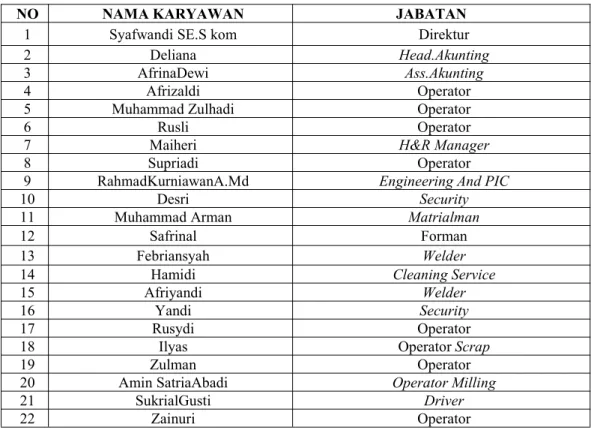
- Struktur Organisasi
Perbaikan dan overhaul berbagai peralatan/peralatan yang diperlukan oleh perusahaan minyak di lingkungan PT Chevron Pacific Indonesia. Pengembangan abadi Andalas Agung (PA3) adalah menjadikan perusahaan semakin maju untuk menembus pasar yang lebih luas dengan memberdayakan tenaga lokal yang berkompeten dan terampil di bidangnya. Misi: yang ingin dihadirkan perusahaan adalah kematangan manajemen yang disesuaikan dengan perkembangan dan teknologi saat ini agar mampu berumur panjang menghadapi persaingan pasar global yang ketat.
Pembangunan Agung Abadi (PA3) Andala disusun sesuai dengan peraturan yang berlaku dan pada pokoknya menjelaskan seluruh fungsi, kewajiban dan tanggung jawab setiap bagian yang ditempati.
DESKRIPSI KEGIATAN SELAMA KERJA PRAKTEK
- Spesifikasi kegiatan yang dilaksanakan
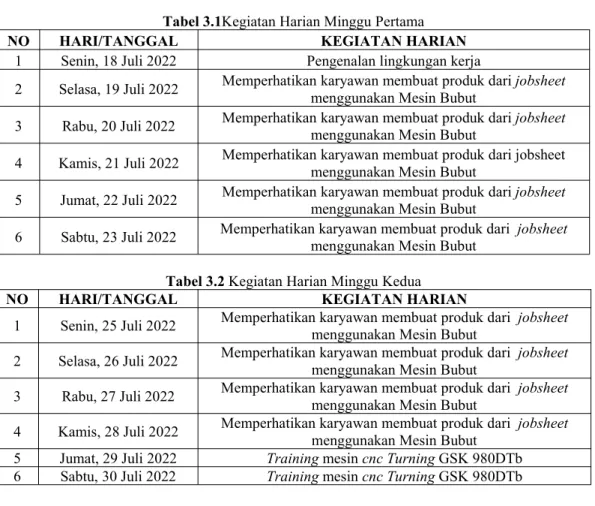
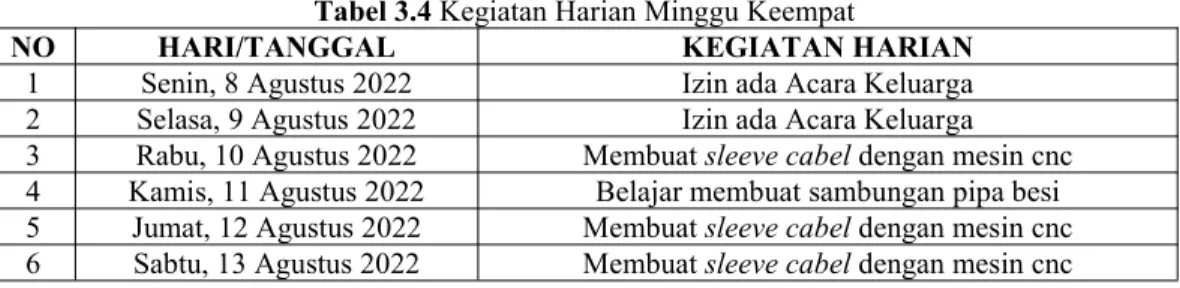
- Kegiatan harian selama kerja praktek
- Target yang diharapkan
- Alat pelindung diri (APD)
- Peralatan yang digunakan
- Data-data yang diperlukan
- Kendala yang dihadapi penulis
3 Rabu 3 Agustus 2022 Pembuatan selongsong kabel dengan mesin CNC 4 Kamis 4 Agustus 2022 Pembuatan selongsong kabel dengan mesin CNC 5 Jumat 5 Agustus 2022 Pembuatan selongsong kabel dengan mesin CNC 6 E Sabtu 6 Agustus 2022 Izin untuk acara keluarga. 1 Senin 8 Agustus 2022 Cuti acara keluarga 2 Selasa 9 Agustus 2022 Cuti acara keluarga 3 Rabu 10 Agustus 2022 Pembuatan pembungkus kabel dengan mesin CNC 4 Kamis 11 Agustus 2022 Belajar membuat pipa besi sambungan 5 Jumat 12 Agustus 2022 Pembuatan selongsong kabel dengan mesin cnc 6 Sabtu 13 Agustus 2022 Pembuatan selongsong kabel dengan mesin CNC. 4 Kamis 18 Agustus 2022 Pembuatan selongsong kabel dengan mesin CNC 5 Jumat 19 Agustus 2022 Pembuatan selongsong kabel dengan mesin CNC 6 Sabtu 20 Agustus 2022 Pembuatan selongsong kabel dengan mesin CNC.
1 Senin 22 Agustus 2022 Pembuatan Johnson Box elektrik 2 Selasa 23 Agustus 2022 Pembuatan Johnson Box elektrik 3 Rabu 24 Agustus 2022 Pembuatan selongsong kabel dengan mesin CNC 4 Kamis 25 Agustus 2022 Pembuatan selongsong kabel menggunakan mesin CNC 5 Jumat 26 Agustus 2022 Membuat bahan laporan. 1 Senin 29 Agustus 2022 Pembuatan kabel box menggunakan mesin CNC 2 Selasa 30 Agustus 2022 Pembuatan kabel box menggunakan mesin CNC 3 Rabu 31 Agustus 2022 Pembuatan kabel box menggunakan mesin CNC 4 Kamis 1 September 2022 Pembuatan kabel box dengan menggunakan mesin CNC mesin CNC 5 Jumat 2 September 2022 Pembuatan kabel selongsong menggunakan mesin CNC 6 Sabtu 3 September 2022 Pembuatan kabel selongsong menggunakan mesin CNC. Bagian tengah merupakan bagian mesin bubut yang dipasang pada tailstock dengan tujuan untuk menopang ujung benda kerja agar putarannya stabil.
Menurut Syamsudin (1999), mesin bubut adalah suatu mesin umum yang terbuat dari bahan logam, yang digunakan untuk membentuk benda kerja dengan cara memotong, yang gerakan utamanya adalah putaran. Pengertian peralatan bubut bogor. https://id.m.wikipedia.org/wiki/Kunciallen, diakses 8 Agustus 2022, Fauzan Tri Nogroho.
PEMBUATAN HANDLE MESIN BUBUT
Pengertian umum
Merupakan proses pemotongan yang melibatkan peralatan mesin untuk menghasilkan benda berbentuk silinder, pengeboran yang biasa digunakan untuk membuat benang, meratakan benda yang berputar dengan cara memotong suatu benda kerja yang berputar pada spindel dengan alat pemotong frais (pahat) yang mempunyai tingkat kekasaran lebih tinggi dari pada benda tersebut. . Proses pembubutan mempunyai gerakan memutar utama yang mempunyai fungsi mengubah bentuk dan ukuran benda kerja. Mesin bubut merupakan suatu komponen yang berfungsi untuk mengatur kecepatan spindel dan arah pengumpanan serta mengendalikan arah.
Proses pembuatan
Karena digunakan pencekam empat rahang yang independen, pencekam tidak secara otomatis berada di tengah dan benda kerja perlu disetel secara manual menggunakan indikator dial agar benda kerja berada di tengah. Ada dua jenis pahat yang digunakan dalam proses pembubutan ini, yaitu pahat kanan dan pahat ulir. Cara pemasangannya cukup dengan membuka handle tiang pahat dan baut pada tiang pahat dengan menggunakan kunci L sesuai dengan ukuran kepala baut dan pada mesin ini menggunakan kunci L 10, kemudian pasang bilah pahat sejajar dengan titik 0 pada benda kerja dan kunci kembali. Sebelum menghidupkan mesin, atur terlebih dahulu kecepatannya dengan menekan tuas pengatur kecepatan mesin. Mesin ini mempunyai kecepatan minimal 25 rpm dan maksimal 2000 rpm serta pada saat pembuatan kendali mesin.
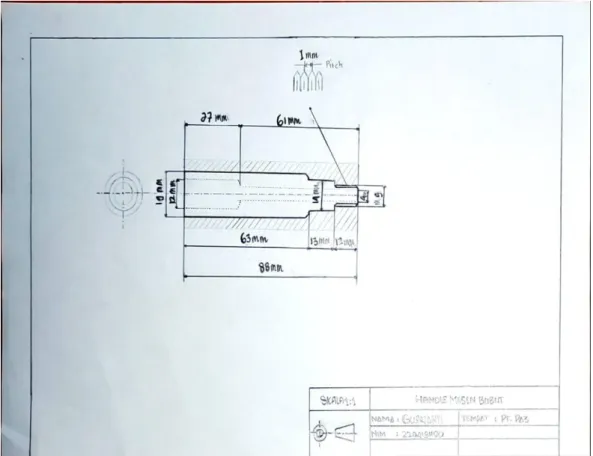
Kemudian hidupkan mesin dengan menekan tuas on/off pada mesin bubut agar spindel dapat berputar pada kecepatan 600 rpm. Dalam keadaan mesin berjalan, arahkan bilah pahat ke arah kanan dengan cara memutar lengan geser mesin bubut ke arah kanan sehingga tepat berada pada titik 0 benda kerja yang akan diratakan. Anak tangga pertama diputar dengan kecepatan yang sama yaitu 600 rpm, panjang anak tangga 25 mm dengan diameter 14 mm, kemudian anak tangga kedua diputar dengan panjang 12 mm dan diameter 9 mm dengan menggunakan alat ceper kanan. memutar pahat.
Setelah putaran multi level selesai, matikan mesin, lepas tool bar dari benda kerja, kemudian pasang chuck bor dengan bor berdiameter 4 mm terpasang di bagian belakang, atur kecepatan spindel menjadi 100 rpm, hidupkan kembali mesin , lalu bor benda kerja hingga diameter 4 mm. , kedalamannya 61 mm dan mengaktifkan pendingin. Proses pembubutan ulir, langkah pertama dalam memasang ulir adalah menukar pahat jeruji dengan pahat yang berulir, kemudian mengunci pahat dengan sudut bevel sesuai kebutuhan, kemudian mengatur kecepatan spindel menjadi 200 rpm, kemudian menghidupkan mesin bubut secara otomatis. dan tekan tuas ulir untuk melakukan proses pengumpanan benda kerja, pada saat proses pengumpanan tuas ulir jangan dilepas, untuk melihat benang apa yang akan dibuat, saya menggunakan pusat ulir, dan diketahui bahwa jenis benangnya adalah G24, jadi untuk menggunakannya pada mesin dengan melihat tabel ulir pada mesin bubut bekas, permukaan ulir 9mm, jarak ulir 1mm, panjang benang yang akan dibuat adalah 12mm, (M9x1mmx12mm). Setelah selesai perputaran benang, matikan mesin, kemudian naikkan kecepatan motor menjadi 600 rpm, hidupkan kembali, dan mulai pengamplasan dengan amplas kasar, hingga benda kerja berdiameter 19 mm dan permukaan benda kerja terlihat halus. .
Kemudian matikan mesin dan buka benda kerja dari chuck bor, kemudian chuck bor terbalik, pasang mata bor 12mm ke dalam chuck bor dan pasang chuck bor pada tailstock, kemudian ubah kecepatan mesin menjadi 100 rpm, hidupkan mesin dan bor benda kerja hingga kedalaman 27 mm. Di bawah ini adalah hasil produk gagang bubut dengan panjang 88mm, diameter permukaan 19mm, kemudian mesin bubut langkah pertama 14mm dan mesin bubut bertingkat untuk permukaan ulir 9mm, diameter bor 12mm x 27mm dan 4 mm x 61 mm, ulir G24 M9 x 1 mm x 12 mm. Dalam melaksanakan kerja praktek ini diharapkan mahasiswa mempunyai pengetahuan tentang proses pengoperasian mesin dan pembuatan suatu produk.
Nah, untuk mempermudah dunia kerja kedepannya, sudah ada soft skill dan hard skill yang diperoleh saat kerja praktek.

PENUTUP
Kesimpulan
Saran