i
UNIVERSITAS SEBELAS MARET SURAKARTA
TAHUN 2013/2014
KATA PENGANTAR
Melihat perkembangan dalam dunia pendidikan kejuruan yang semakin berkembang baik dari sistem atau metode yang ada, menuntut segala komponen pendidikan untuk terlibat aktif dalam mendukung jalannya pendidikan yang ada. Untuk dapat mencapai tujuan dari pendidikan kejuruan seorang pendidik harus mampu melaksanakan proses pembelajaran dengan baik sesuai dengan kaidah – kaidah dalam pendidikan kejuruan yang sudah ditetapkan. Peserta didik dari pendidikan kejuruan sebagai orientasi dalam proses pembelajaran diharapkan mampu untuk menduplikasikan sekaligus mengembangkan dari hasil proses pembelajaran yang ada baik dalam wujud afektif, kognitif dan tentunya psikomotorik sebagai tolok ukur tercapainya tujuan pendidikan. Untuk dapat mencapai hal tersebut di atas tentu banyak faktor yang harus diperhatikan sebagai komponen pendukung jalannnya sistem pendidikan yang ada. Bahan ajar untuk siswa atau pengajar sekaligus dilengkapi media ajar merupakan salah bagian dalam komponen pendukung yang harus ada.
Bahan ajar siswa ini dapat dipergunakan oleh para siswa khususnya dari pendidikan kejuruan teknik pemesinan kelas XI yang ingin memahami mengenai dasar – dasar dalam bekerja dengan mesin bubut sekaligus alat potong.
Dengan membaca buku ini, para siswa diharapkan akan memperoleh pengetahuan, keterampilan dan sikap kerja sebagai dasar pengembangan diri untuk diterapkan, bekerja di bengkel sekolah atau industri nantinya. Oleh karena itu disarankan setiap siswa sebagai peserta didik untuk mempelajari bahan ajar ini dengan sungguh – sungguh, teliti, dan mengikuti petunjuk yang ada.
Melalui bahan ajar ini, para pembaca memperoleh pengetahuan diantaranya
1) Mengetahui teori dasar mesin bubut dalam hal prinsip kerja serta bagian – bagian utama mesin bubut dengan kegunaannya.
2) Mengetahui prinsip dasar perawatan mesin bubut 3) Mengetahui macam – macam alat potong mesin
4) Mengetahui parameter proses pembubutan dan geometri alat potong mesin bubut.
Penyusun mengucapkan banyak terima kasih atas segala bimbingan dan masukan dalam penyusunan bahan ajar ini, semoga bisa bermanfaat bagi kita semua.
Surakarta, Januari 2013
DAFTAR ISI
KATA PENGANTAR ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... ix
PETA KONSEP BAHAN AJAR ... xv
BAB 1 ... 1
IDENTIFIKASI MESIN BUBUT ... 1
A. PENGERTIAN MESIN BUBUT... 1
B. FUNGSI MESIN BUBUT ... 1
C. PRINSIP KERJA MESIN BUBUT ... 1
D. BAGIAN – BAGIAN MESIN BUBUT ... 4
1. Sumbu Utama (Main spindel) ... 6
2. Meja mesin ... 7
3. Eretan (Carriage)... 8
4. Kepala Lepas (Tail stock)... 9
5. Tuas Pengatur Kecepatan Transporter dan Sumbu Pembawa... 10
6. Plat Tabel Kecepatan Transporter dan Sumbu ... 11
7. Tuas pembalik transporter dan sumbu pembawa ... 11
8. Tabel Kecepatan Sumbu Utama ... 11
9. Tuas Pengatur Kecepatan Sumbu Utama... 12
10. Penjepit pahat (Tool Post) ... 13
12. Keran Pendingin ... 15
13. Roda Pemutar ... 15
14. Transporter dan Sumbu Pembawa ... 15
15. Tuas Penghubung... 16
16. Eretan Lintang ... 16
E. JENIS – JENIS MESIN BUBUT... 17
1. Jenis mesin bubut pada garis besarnya diklasifikasikan dalam empat kelompok... 17
2. Secara prinsip lain mesin bubut dapat dibedakan menjadi beberapa jenis.: ... 20
F. PENGOPERASIAN MESIN BUBUT ... 25
1. Pengecekan... 25
2. Penyetelan ... 28
3. Pengoperasian... 29
G. PERAWATAN MESIN BUBUT... 33
1. Preventive Maintenance... 33
2. Komponen yang rawan kerusakan... 37
H. CARA MEMBONGKAR DAN MEMASANG BAGIAN MESIN... 42
I. ALAT KELENGKAPAN MESIN BUBUT... 46
1. Chuck(Cekam) ... 46 2. Plat pembawa... 48 3. Pembawa ... 48 4. Penyangga ... 49 5. Kolet (Collet)... 50 6. Senter ... 51
7. Taper Attachment ( Kelengkapan tirus)... 52
BAB II... 56
IDENTIFIKASI ALAT POTONG MESIN BUBUT ... 56
A. PENGERTIAN ALAT POTONG ... 56
B. GEOMETRIS ALAT POTONG ... 56
1. Pahat Bubut Rata Kanan ... 59
2. Pahat Bubut rata Kiri ... 59
3. Pahat Bubut Muka ... 60
4. Pahat Bubut Ulir ... 61
C. MACAM – MACAM ALAT POTONG DAN PENGGUNAAN... 61
1. Pahat Bubut Luar ... 61
2. Pahat Bubut dalam ... 62
3. Pahat potong ... 63 4. Pahat Profil ... 64 5. Pahat Keras... 64 6. Bor senter ... 66 7. Kartel... 67 D. MATERIAL PAHAT ... 68 BAB III ... 71 PROSES PEMBUBUTAN... 71
A. PENGERTIAN PROSES BUBUT... 71
B. PARAMETER YANG DIATUR PADA PROSES BUBUT... 72
1. Kecepatan putar n (speed) ... 72
3. Kedalaman potong a (depth of cut)... 74
C. PENENTUAN LANGKAH KERJA PROSES BUBUT ... 75
D. PERENCANAAN DAN PERHITUNGAN PROSES BUBUT... 78
E. PROSES PEMBUBUTAN LURUS ... 79
F. PROSES PEMBUBUTAN TIRUS... 80
G. PROSES PEMBUBUTAN ULIR ... 84
EVALUASI ... 106
A. Soal Pilihan Ganda ... 106
B. Soal Essay ... 108
DAFTAR TABEL
Tabel 2. 1. Jenis – jenis Pahat Carbide Berdasarkan Nomor ISO ... 65
Tabel 2. 2. Jenis Pahat HSS... 69
Tabel 3. 1. Dimensi Ulir Metris... 86
Tabel 3. 2. Dimensi Ulir Whitworth... 87
Tabel 3. 3. Kecepatan Potong Proses Bubut Rata Dan Proses Bubut Ulir Untuk Pahat HSS... 90
Tabel 3. 4. Kecepatan Potong Pahat HSS (High Speed Steel)... 101
Tabel 3. 5. Daftar Kecepatan Potong Pembubutan... 102
DAFTAR GAMBAR
Gambar 1. 1. Susunan Roda Gigi Pada Gearbox... 2
Gambar 1. 2. Perpindahan Putaran Dari Motor Melalui BeltDan Roda Gigi ... 3
Gambar 1. 3. Komponen Pada Kotak Apron ... 3
Gambar 1. 4. Bagian – Bagian Mesin Bubut... 4
Gambar 1. 5. Bagian Utama Mesin Bubut ... 5
Gambar 1. 6. Kepala Tetap... 6
Gambar 1. 7. Sumbu Utama ... 7
Gambar 1. 8. Meja Mesin... 7
Gambar 1. 9. Eretan (carriage)... 9
Gambar 1. 10. Kepala Lepas ... 10
Gambar 1. 11. Tuas Pengatur Kecepatan... 10
Gambar 1. 12. Tuas Pembalik Putaran... 11
Gambar 1. 13. Plat Tabel Kecepatan Sumbu Utama ... 12
Gambar 1. 14. Tuas Pengatur Kecepatan Sumbu Utama... 13
Gambar 1. 15. Penjepit Pahat (Tools Post) ... 14
Gambar 1. 16. Eretan atas ... 14
Gambar 1. 17. Keran Pendingin ... 15
Gambar 1. 18. Poros Transporter Dan Sumbu Pembawa ... 16
Gambar 1. 19. Dimensi Utama Mesin Bubut ... 17
Gambar 1. 20. Mesin Bubut Ringan ... 18
Gambar 1. 21. Mesin Bubut Sedang ... 18
Gambar 1. 23. Mesin Bubut Meja Panjang ... 20
Gambar 1. 24. Mesin Bubut Center Lathe... 21
Gambar 1. 25. Mesin Bubut Sabuk... 21
Gambar 1. 26. Mesin Bubut Vertical Turning And Boring Milling... 22
Gambar 1. 27. Mesin Bubut Facing Lathe... 23
Gambar 1. 28. Mesin Bubut Turret... 24
Gambar 1. 29. Mesin Bubut Turret Jenis Sadel... 24
Gambar 1. 30. Mesin Bubut Turret Vertikal. ... 25
Gambar 1. 31. Eretan ... 26
Gambar 1. 32. Kepala Lepas Mesin... 27
Gambar 1. 33. Rumah Pahat Mesin Bubut... 27
Gambar 1. 34. Penyettingan Kesejajaran Kepala Lepas ... 28
Gambar 1. 35. Penyetelan Kesejajaran CenterDengan Dial Indicator... 28
Gambar 1. 36. Penyettingan Kelurusan Benda Kerja ... 29
Gambar 1. 37. Pemasangan Center Pada Kepala Lepas ... 30
Gambar 1. 38. Pengecekan Ketinggian Pahat ... 30
Gambar 1. 39. Pemasangan Benda Kerja Pada Cekam ... 31
Gambar 1. 40. Penggunaan Center Kepala Lepas. ... 31
Gambar 1. 41. Pengencangan Baut dan Tuas pada Kepala Lepas... 32
Gambar 1. 42. Pengaturan Kecepatan Putar Mesin dan Hasil Pembubutan. ... 33
Gambar 1. 43. Pelumasan Roda Gigi... 34
Gambar 1. 44. Perawatan Pada Meja Mesin Bubut... 34
Gambar 1. 45. Pelumasan Pada Kepala Lepas ... 35
Gambar 1. 47. Pelumasan Pada Nipel Dudukan Poros Transporter... 36
Gambar 1. 48. Membuka Lubang Pengisian Oli Pelumas Gearbox... 36
Gambar 1. 49. Pelumasan Pada Rack Mesin Bubut ... 37
Gambar 1. 50. Pahat Bubut Pada Tool Post... 38
Gambar 1. 51. Eretan Mesin Bubut ... 38
Gambar 1. 52. Belt Mesin Bubut ... 39
Gambar 1. 53. Bed(Meja Mesin) ... 39
Gambar 1. 54. Poros Transporter... 40
Gambar 1. 55. Rem Pada Mesin Bubut... 41
Gambar 1. 56. Tuas Pada Kepala Lepas ... 41
Gambar 1. 57. Cekam Mesin Bubut ... 42
Gambar 1. 58. Bagian Dudukan Pahat... 43
Gambar 1. 59. Komponen Pengatur Kekencangan Belt ... 43
Gambar 1. 60. Melepaskan Rahang Cekam Rahang 3 ... 44
Gambar 1. 61. Memasang Rahang 3... 45
Gambar 1. 62. Memasang Cekam Ke Mesin ... 46
Gambar 1. 63. Cekam Rahang Tiga Sepusat (Self centering Chuck) ... 47
Gambar 1. 64. Cekam Rahang Tiga dan Empat Tidak Sepusat (Independence Chuck). ... 47
Gambar 1. 65. Plat Pembawa ... 48
Gambar 1. 66. Pembawa ... 49
Gambar 1. 67. Penyangga dan Penggunaan Penyangga. ... 49
Gambar 1. 68. Kolet... 50
Gambar 1. 70. Contoh Penggunaan Kolet... 51
Gambar 1. 71. Senter ... 52
Gambar 1. 72. Taper Attachment ... 53
Gambar 2. 1. Geometris Pahat Bubut ... 57
Gambar 2. 2. Geometri Pahat Bubut HSS... 57
Gambar 2. 3. Geometri Pahat Bubut Sisipan (Insert) ... 58
Gambar 2. 4. Pahat Tangan Kanan Dan Pahat Tangan Kiri... 58
Gambar 2. 5. Pahat Bubut Rata Kanan ... 59
Gambar 2. 6. Pahat Bubut Rata Kiri ... 60
Gambar 2. 7. Pahat Bubut Muka ... 60
Gambar 2. 8. Pahat Bubut Ulir Metrik... 61
Gambar 2. 9. Jenis – jenis Pahat Bubut dan Kegunaannya... 62
Gambar 2. 10. Pahat Bubut Dalam ... 63
Gambar 2. 11. Pembubutan Dalam... 63
Gambar 2. 12. Pahat Potong... 63
Gambar 2. 13. Pahat Profil... 64
Gambar 2. 14. Pahat Keras... 65
Gambar 2. 15. Bor Senter... 67
Gambar 2. 16. Bagian Kartel... 68
Gambar 2. 17. Diagram Sifat Material Pahat ... 69
Gambar 3. 1. Proses Bubut Rata, Bubut Permukaan dan Bubut Tirus ... 71 Gambar 3. 2. Panjang Permukaan Benda Kerja Yang Dilalui Pahat Setiap Putaran . 73
Gambar 3. 3. Gerakan Makan (f), dan Kedalaman... 74
Gambar 3. 4. Proses Pemesinan Yang Dapat Dilakukan Pada Mesin Bubut :... 75
Gambar 3. 5. Beberapa Contoh Proses Bubut Dengan Cara Pencekaman/Pemegangan Benda Kerja Yang Berbeda-beda ... 76
Gambar 3. 6. Cara Pemasangan Pahat Bubut :... 77
Gambar 3. 7. Proses Bubut... 78
Gambar 3. 8. Gambar Rencana Pencekaman, Penyayatan, dan Lintasan Pahat ... 80
Gambar 3. 9. Proses Membubut Tirus Luar dan Tirus Dalam Dengan Memiringkan Eretan Atas, Gerakan Penyayatan Ditunjukkan oleh Anak Panah ... 81
Gambar 3. 10. Proses Membubut Tirus Luar Dengan Bantuan Alat Bantu Tirus (Taper Attachment)... 82
Gambar 3. 11. Bagian Kepala Lepas Yang Bisa Digeser, Dan Pembubutan Tirus Dengan Kepala Lepas Yang Digeser ... 83
Gambar 3. 12. Gambar Benda Kerja Tirus dan Notasi Yang Digunakan... 84
Gambar 3. 13. Nama- nama Bagian Ulir ... 85
Gambar 3. 14. Ulir Segi Empat ... 88
Gambar 3. 15. Pahat Ulir Metris Untuk Ulir Luar dan Ulir Dalam... 89
Gambar 3. 16. Proses Pembuatan Ulir Luar Dengan Pahat Sisipan ... 89
Gambar 3. 17. Setting Pahat Bubut Untuk Proses Pembuatan Ulir Luar ... 90
Gambar 3. 18. Eretan Atas Diatur Menyudut Terhadap Sumbu Tegak Lurus Benda Kerja dan Arah Pemakanan Pahat Bubut... 91
Gambar 3. 19. Pengecekan Kisar Ulir Dengan Kaliber Ulir... 92
Gambar 3. 20. Ulir Tunggal, Ulir Ganda Dua Dan Ulir Ganda Tiga ... 94
Gambar 3. 21. Beberapa Jenis Bentuk Profil Ulir ... 95
Gambar 3. 22. Beberapa Jenis Bentuk Profil Ulir (Lanjutan)... 96
Gambar 3. 24. Bentuk Alur Kotak, Melingkar, dan V... 97
Gambar 3. 25. Proses Pemotongan Benda Kerja... 98
Gambar 3. 26. Pahat Kartel ... 99
Gambar 3. 27. Bentuk Kartel Dan Kisanya... 100
PETA KONSEP BAHAN AJAR
IDENTIFIKASI MESIN BUBUT
Pengertian, Fungsi dan Prinsip Kerja
Bagian – bagian Mesin Bubut
Pengoperasian, Perawatan dan Cara Membongkar pasang Bagian Mesin
Alat Kelengkapan Mesin Bubut
IDENTIFIKASI ALAT POTONG MESIN BUBUT
Pengertian Geometri Alat Potong Macam – macam Alat Potong Material Pahat TEORI PROSES PEMBUBUTAN Pengertian Parameter Proses Bubut Langkah Kerja Proses Bubut Perencanaan Dan Perhitungan Proses Bubut
Macam Proses Pekerjaan Bubut
MENGGUNAKAN MESIN BUBUT DAN ALAT POTONG MESIN BUBUT UNTUK BERBAGAI JENIS PEKERJAAN
1
Mesin bubut (Turning Machine) adalah suatu jenis mesin perkakas yang dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata potong pahat (tools) sebagai alat untuk menyayat benda kerja tersebut. Mesin bubut merupakan salah satu mesin proses produksi yang dipakai untuk membentuk benda kerja yang berbentuk silindris. Pada prosesnya benda kerja terlebih dahulu dipasang pada chuck (pencekam) yang terpasang pada spindle mesin, kemudian spindle dan benda kerja diputar dengan kecepatan sesuai perhitungan. Alat potong
(pahat)yang dipakai untuk membentuk benda kerja akan disayatkan pada benda kerja yang berputar.
B. FUNGSI MESIN BUBUT
Fungsi utama mesin bubut konvensional adalah untuk membuat/memproduksi benda – benda berpenampang silindris, misalnya poros lurus, poros bertingkat (step shaft), poros tirus (cone shaft), poros beralur (groove shaft), poros berulir (screw thread) dan berbagai bentuk bidang permukaan silindris lainnya misalnya anak buat catur (raja, ratu, pion, dll.)
C. PRINSIP KERJA MESIN BUBUT
Mesin bubut menggunakan penggerak utama dari putaran motor listrik. Putaran motor listrik diteruskan ke gearbox dengan menggunakan
belt (sabuk V). Kelemahan dari beltadalah adanya selip antara beltdengan pulinya, sehingga rasio putaran berselisih sekitar 1%. Pada gearbox, putaran dari motor listrik diteruskan oleh susunan roda gigi pengatur kecepatan menuju ke spindel (Gambar 1.1) Putaran dari spindel dapat
diubah-ubah kecepatannya sesuai dengan ukuran dan jenis bahan dari benda kerja. Semakin besar diameter benda kerja, maka semakin lambat putaran yang digunakan dan sebaliknya.
Gambar 1. 1. Susunan Roda Gigi Pada Gearbox
Selain diteruskan putaran ke spindel utama, putaran motor juga dipindahkan untuk memutar poros poros cacing atau poros transporter
untuk pembubutan otomatis dan pembuatan ulir. Pemindahan putaran ke poros cacing ini melalui susunan roda gigi yang dapat dipindah-pindahkan posisinya disesuaikan dengan kisar dan jenis ulir yang akan dibuat (Gambar 1.2).
Gambar 1. 2. Perpindahan Putaran Dari Motor Melalui BeltDan Roda Gigi Kemudian untuk pembubutan otomatis secara memanjang dan melintang serta pembuatan ulir, putaran dari poros cacing diteruskan oleh susunan roda gigi yang terdapat pada kotak apron (Gambar 1.3). Untuk menghubungkannya dengan menarik tuas penghubung.
D. BAGIAN – BAGIAN MESIN BUBUT
Gambar 1. 4. Bagian – Bagian Mesin Bubut Keterangan
1. Head Stock
2. Kode pengatur kecepatan putaran 3. Handle pengatur putaran
4. Chuck
5. Benda kerja 6. Pahat (tool)
7. Tool postdan eretan atas 8. Eretan lintang 9. Bed mesin 10. Senter jalan 11. Tail stock 12. Pengunci barel 13. Lead screw 14. Feeding shaft
15. Roda pemutar / penggerak eretan memanjang 16. Rem mesin
17. Main swich
18. Coolant motor swich
20. Pengatur arah feeding shaft 21. Handle lead screw
Pada konstruksi mesin bubut, bagian-bagian utamanya dapat dikelompokan menjadi lima bagian, diantaranya adalah : Kepala tetap, meja mesin, carriage, kepala lepas dan mekanisme pemakanan.
Gambar 1. 5. Bagian Utama Mesin Bubut
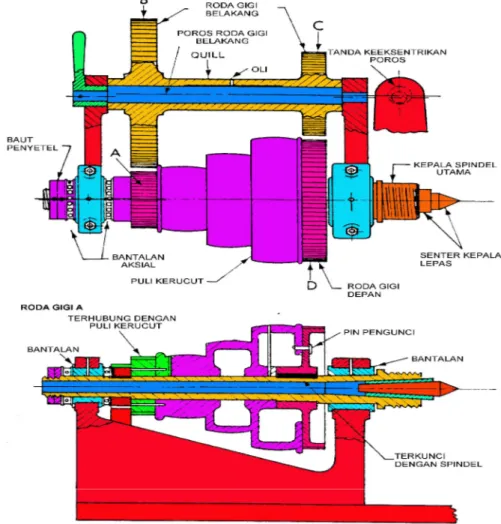
Kepala tetap adalah ruang gearbox dari mesin yang berisikan susunan roda gigi untuk mengatur kecepatan. Pada kepala tetap, spindel utama terpasang pada bantalan yang berfungsi meneruskan putaran ke benda kerja. Pada gearbox juga terdapat susunan roda gigi untuk pembubutan otomatis dan ulir. Mekanisme ruang gearbox dapat dilihat pada ( Gambar 1.6)
Gambar 1. 6. Kepala Tetap 1. Sumbu Utama (Main spindel)
Sumbu utama atau dikenal dengan main spindel, merupakan suatu sumbu utama mesin bubut yang berfungsi sebagai dudukan chuck(cekam), plat pembawa, kolet, senter tetap, dan lain – lain. (Gambar 1.7)
Gambar 1. 7. Sumbu Utama 2. Meja mesin
Meja mesin adalah kerangka utama yang diatas kerangka tersebut merupakan jalur carriage serta kepala lepas bertumpu dan bergeser. Alur pada meja mesin biasanya berbentuk V dan datar atau rata. Jalur luar dan dalam pada meja ditahan oleh rangka penahan.
Gambar 1. 8. Meja Mesin
Meja mesin bubut berfungsi sebagai tempat dudukan kepala lepas, eretan, penyangga diam (steady rest) dan merupakan tumpuan gaya pemakanan waktu pembubutan. Bentuk alas ini bermacam – macam, ada
yang datar dan ada yang salah satu atau kedua sisinya mempunyai ketinggian tertentu.
3. Eretan (Carriage)
Eretan (carriage) adalah penopang utama dan pembawa pahat bubut yang dapat disetel (Gambar 1.9). Eretan ini terdiri dari sadle, eretan melintang, eretan kombinasi, tool holder (pemegang pahat) dan apron box (kotak apron). Didalam apron box terdapat susunan roda gigi yang merubah putaran dari poros pembawa menjadi gerakan memanjang dan melintang.
Eretan terdiri atas eretan memanjang (longitudinal carriage) yang bergerak sepanjang alas mesin, eretan melintang (cross carriage) yang bergerak melintang alas mesin dan eretan atas (top carriage), yang bergerak dengan posisi penyetelan di atas eretan melintang. Kegunaan eretan ini adalah untuk memberikan pemakanan yang besarnya dapat diatur menurut kehendak operator yang dapat terukur dengan ketelitian yang terdapat pada roda pemutarnya.
Gambar 1. 9. Eretan (carriage)
4. Kepala Lepas (Tail stock)
Kepala lepas digunakan untuk dudukan senter putar sebagai pendukung benda kerja pada saat pembubutan, dudukan bor tangki tirus dan cekam bor sebagai penjepit bor. Kepala lepas dapat bergeser sepanjang alas mesin, porosnya berlubang tirus sehingga memudahkan tangki bor untuk dijepit. Tangki kepala lepas sama dengan tangki senter tetap. Fungsi kepala lepas (Gambar 1.10) diantaranya adalah menahan benda kerja agar tidak bergeser saat berputar dan saat pemakanan. Posisi dari kepala lepas yang tidak center akan mengakibatkan hasil pembubutan
menjadi tirus, sehingga posisi dari center kepala lepas harus dicek center dan sejajar dengan center pada cekam.
Gambar 1. 10. Kepala Lepas
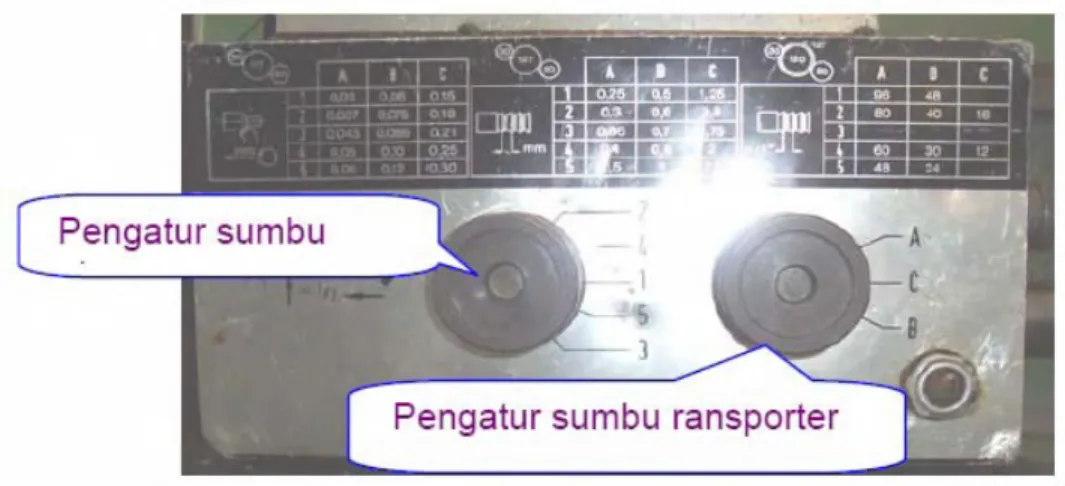
5. Tuas Pengatur Kecepatan Transporter dan Sumbu Pembawa
Tuas pengatur kecepatan pada (Gambar 1.11) digunakan untuk mengatur kecepatan poros transporter dan sumbu pembawa. Ada dua pilihan kecepatan yaitu kecepatan tinggi dan kecepatan rendah. Kecepatan tinggi digunakan untuk pengerjaan benda–benda berdiameter kecil dan pengerjaan penyelesaian, sedangkan kecepatan rendah digunakan untuk pengerjaan pengasaran, ulir, mengkartel dan pemotongan (cut off).
Besarnya kecepatan setiap mesin berbeda – beda dan dapat dilihat pada plat tabel yang tertera pada mesin tersebut.
6. Plat Tabel Kecepatan Transporter dan Sumbu
Pada tabel (Gambar 1.11) adalah tabel besarnya kecepatan yang ditempel pada mesin bubut yang menyatakan besaran perubahan antara hubungan roda – roda gigi di dalam kotak roda gigi ataupun terhadap roda
pulleydi dalam kepala tetap (head stock).
7. Tuas pembalik transporter dan sumbu pembawa
Tuas pembalik putaran pada (Gambar 1.12) digunakan untuk membalikkan arah putaran sumbu utama, hal ini diperlukan bilamana hendak melakukan pengerjaan penguliran, pengkartelan, ataupun membubut permukaan.
Gambar 1. 12. Tuas Pembalik Putaran
8. Tabel Kecepatan Sumbu Utama
Plat tabel kecepatan sumbu utama pada (Gambar 1.13) menunjukkan angka – angka besaran kecepatan sumbu utama yang dapat dipilih sesuai dengan pekerjaan pembubutan.
Gambar 1. 13. Plat Tabel Kecepatan Sumbu Utama 9. Tuas Pengatur Kecepatan Sumbu Utama
Tuas pengatur kecepatan sumbu utama berfungsi untuk mengatur kecepatan putaran mesin sesuai hasil dari perhitungan atau pembacaan dari tabel putaran.
Gambar 1. 14. Tuas Pengatur Kecepatan Sumbu Utama 10. Penjepit pahat (Tool Post)
Penjepit pahat digunakan untuk menjepit atau memegang pahat, yang bentuknya ada beberapa macam. Jenis ini sangat praktis dan dapat menjepit pahat 4 buah sekaligus sehingga dalam suatu pengerjaan bila memerlukan 4 macam pahat dapat dipasang dan disetel sekaligus.
Gambar 1. 15. Penjepit Pahat (Tools Post)
11. Eretan Atas
Eretan atas berfungsi sebagai dudukan penjepit pahat yang sekaligus berfungsi untuk mengatur besaran majunya pahat pada proses pembubutan ulir, alur, tirus, champer (pinggul) dan lain – lain yang ketelitiannya bisa mencapai 0,01 mm.
12. Keran Pendingin
Eretan pendingin digunakan untuk menyalurkan pendingin (collant) kepada benda kerja yang sedang dibubut dengan tujuan untuk mendinginkan pahat pada waktu penyayatan sehingga dapat menjaga pahat tetap tajam dan panjang umurnya. Hasilnya bubutannya pun halus.
Gambar 1. 17. Keran Pendingin 13. Roda Pemutar
Roda pemutar yang terdapat pada kepala lepas digunakan untuk menggerakkan poros kepala lepas maju ataupun mundur. Berapa panjang yang ditempuh ketika maju atau mundur dapat diukur dengan membaca cincin berskala (dial) yang ada pada roda pemutar tersebut. Pergerakkan ini diperlukan ketika hendak melakukan pengeboran untuk mengetahui atau mengukur seberapa dalam mata bor harus dimasukkan.
14. Transporter dan Sumbu Pembawa
Transporter atau poros transporter adalah poros berulir segi empat atau trapesium yang biasanya memiliki kisar 6 mm, digunakan untuk membawa eretan pada waktu kerja otomatis, misalnya waktu membubut ulir, alur dan atau pekerjaan pembubutan lainnya. Sedangkan sumbu
pembawa atau poros pembawa adalah poros yang selalu berputar untuk membawa atau mendukung jalannya eretan.
Gambar 1. 18. Poros Transporter Dan Sumbu Pembawa 15. Tuas Penghubung
Tuas penghubung sebagaimana digunakan untuk menghubungkan roda gigi yang terdapat pada eretan dengan poros transporter sehingga eretan akan dapat berjalan secara otomatis sepanjang alas mesin. Tuas penghubung ini mempunyai dua kedudukan. Kedudukan di atas berarti membalik arah gerak putaran ( arah putaran berlawanan jarum jam ) dan posisi ke bawah berarti gerak putaran searah jarum jam.
16. Eretan Lintang
Eretan lintang sebagaimana ditunjukkan pada berfungsi untuk menggerakkan pahat melintang alas mesin atau arah ke depan atau ke belakang posisi operator yaitu dalam pemakanan benda kerja. Pada roda eretan ini juga terdapat dial pengukur untuk mengetahui berapa panjang langkah gerakan maju atau mundurnya pahat.
Ukuran mesin bubut ditentukan oleh panjangnya jarak antara ujung senter kepala lepas dan ujung senter kepala tetap. Misalnya tinggi mesin bubut 200 mm, berarti mesin tersebut hanya mampu menjalankan eretan
melintangnya sepanjang 200 mm atau mampu melakukan pembubutan maksimum benda kerja yang memiliki radius 200 mm (berdiameter 400 mm).
Gambar 1. 19. Dimensi Utama Mesin Bubut E. JENIS – JENIS MESIN BUBUT
1. Jenis mesin bubut pada garis besarnya diklasifikasikan dalam empat kelompok.
a. Mesin bubut ringan
Mesin bubut ini dimaksudkan untuk latihan dan pekerjaan ringan. Bentuk peralatannya kecil dan sederhana. Dipergunakan untuk mengerjakan benda-benda kerja yang berukuran kecil. Mesin ini terbagi atas mesin bubut bangku dan model lantai, konstruksinya merupakan gambaran mesin bubut bangku dan model lantai.
Gambar 1. 20. Mesin Bubut Ringan b. Mesin bubut sedang (Medium Lathe)
Konstruksi mesin ini lebih cermat dan dilengkapi dengan penggabungan peralatan khusus. Oleh karena itu mesin ini digunakan untuk pekerjaan yang lebih banyak variasinya dan lebih teliti. Fungsi utama adalah untuk menghasilkan atau memperbaiki perkakas secara produksi.
c. Mesin bubut standar (Standard Lathe)
Mesin ini dibuat lebih berat, daya kudanya lebih besar daripada yang dikerjakan mesin bubut ringan dan mesin ini merupakan standar dalam pembuatan mesin-mesin bubut pada umumnya.
Gambar 1. 22. Mesin Bubut Standar d. Mesin bubut meja panjang (Long Bed Lathe)
Mesin ini termasuk mesin bubut industri yang digunakan untuk mengerjakan pekerjaan-pekerjaan panjang dan besar, bahan roda gigi dan lainnya.
Gambar 1. 23. Mesin Bubut Meja Panjang
2. Secara prinsip lain mesin bubut dapat dibedakan menjadi beberapa jenis.:
a. Mesin bubut centre lathe
Mesin bubut ini dirancang utnuk berbagai macam bentuk dan yang paling umum digunakan, cara kerjanya benda kerja dipegang (dicekam) pada poros spindle dengan bantuan chuck yang memiliki rahang pada salah satu ujungnya, yaitu pada pusat sumbu putarnya, sementara ujung lainnya dapat ditumpu dengan center lain.
Gambar 1. 24. Mesin Bubut Center Lathe
b. Mesin Bubut Sabuk
Poros spindel akan memutar benda kerja melalui piringan pembawa sehingga memutar roda gigi yang digerakkan sabuk atau puli pada poros spindel. Melalui roda gigi penghubung, putaran akan disampaikan ke roda gigi poros ulir. Oleh klem berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada eretan yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan yang berbentuk ulir.
c. Mesin bubut vertical turning and boring milling
Mesin ini bekerja secara otomatis, pada pembuatan benda kerja yang dibubut dari tangan, pekerjaan yang tidak dilakukan secara otomatis hanyalah pemasangan batang-batang yang baru dan menyalurkan produk-produk yang telah dikerjakan, oleh sebab itu satu pekerja dapat mengawasi beberapa buah mesin otomatis dengan mudah.
Gambar 1. 26. Mesin Bubut Vertical Turning And Boring Milling
d. Mesin bubut facing lathe.
Sebuah mesin bubut terutama digunakan untuk membubut benda kerja berbentuk piringan yang besar. Benda-benda kerjanya dikencangkan dengan cakar-cakar yang dapat disetting pada sebuah pelat penyeting yang besar, tidak terdapat kepala lepas.
Gambar 1. 27. Mesin Bubut Facing Lathe
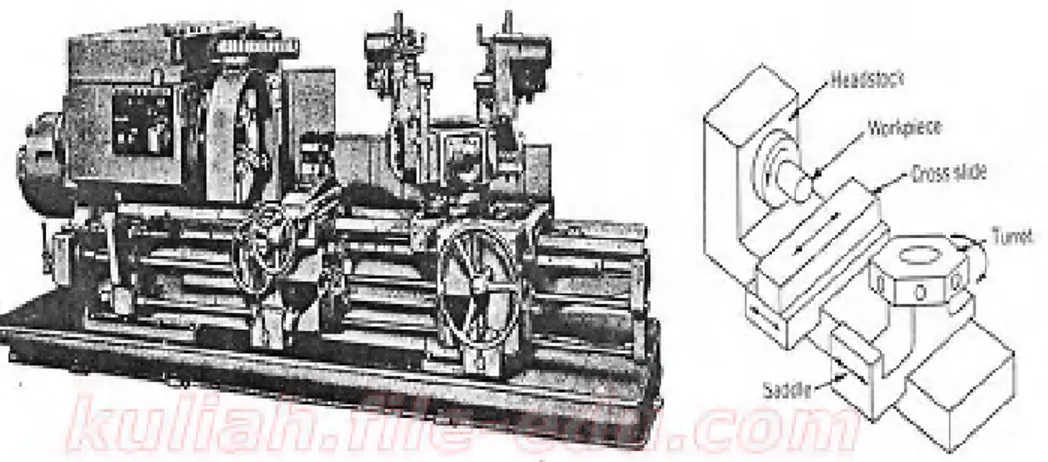
e. Mesin Bubut Turret
Mesin bubut turret mempunyai ciri khusus terutama menyesuaikan terhadap produksi. “Ketrampilan pekerja” dibuat pada mesin ini sehingga memungkinkan bagi operator yang tidak berpengalaman untuk memproduksi kembali suku cadang yang identik. Kebalikannya, pembubut mesin memerlukan operator yang sangat terampil dan mengambil waktu yang lebih lama untuk memproduksi kembali beberapa suku cadang yang dimensinya sama. Karakteristik utama dari mesin bubut jenis ini adalah bahwa pahat untuk operasi berurutan dapat disetting dalam kesiagaan untuk penggunaaan dalam urutan yang sesuai. Meskipun diperlukan keterampilan yang sangat tinggi untuk mengunci dan mengatur pahat dengan tepat tapi satu kali sudah benar maka hanya sedikit keterampilan untuk mengoperasikannya dan banyak suku cadang dapat diproduksi sebelum pensettingan dilakukan atau diperlukan kembali.
Gambar 1. 28. Mesin Bubut Turret f. Mesin bubut Turret Jenis Sadel
Mempunyai turret yang dipasangkan langsung pada sadel yang bergerak maju mundur dengan turret.
Gambar 1. 29. Mesin Bubut Turret Jenis Sadel. g. Mesin bubut turret vertikal
Mesin bubut vertikal adalah sebuah mesin yang mirip Freis pengebor vertikal, tetapi memiliki karakteristik pengaturan turret untuk memegang pahat. Terdiri atas pencekam atau meja putar dalam kedudukan horizontal, dengan turret yang dipasangkan
diatas rel penyilang sebagai tambahan, terdapat paling tidak satu kepala samping yang dilengkapi dengan turret bujur sangkar untuk memegang pahat. Semua pahat yang dipasangkan pada turret atau kepala samping mempunyai perangkat penghenti masing-masing, sehingga panjang pemotongan dapat sama dalam daur mesin yang berurutan. Pengaruhnya adalah sama seperti bubut turret yang berdiri pada ujung kepala tetap. Dan mempunyai segala ciri yang diperlukan untuk memudahkan pemuat, pemegang dan pemesinan dari suku cadang yang diameternya besar dan berat. Pada mesin ini hanya dilakukan pekerjaan pencekaman.
Gambar 1. 30. Mesin Bubut Turret Vertikal. F. PENGOPERASIAN MESIN BUBUT
1. Pengecekan
Sebelum menggunakan mesin bubut, dilakukan pengecekan-pengecekan terlebih dahulu agar mesin bekerja dengan baik. Proses pengecekan biasanya dilakukan pada bagian eretan, kepala lepas, dan bagian rumah pahat (tool post). Eretan pada mesin bubut merupakan
konstruksi yang membawa posisi pahat untuk proses pemakanan. Kerusakan yang sering terjadi pada bagian ini adalah alur pada eretan yang sudah aus sehingga gerakan eretan menjadi longgar (Gambar 1.31). Akibatnya pada saat pemakanan, pahat menjadi goyang dan kedalaman pemakanan tidak sesuai ukuran.
Gambar 1. 31. Eretan
Fungsi kepala lepas (Gambar 1.32) diantaranya adalah menahan benda kerja agar tidak bergeser saat berputar dan saat pemakanan. Posisi dari kepala lepas yang tidak center akan mengakibatkan hasil pembubutan menjadi tirus, sehingga posisi dari center kepala lepas harus dicek center dan sejajar dengan center pada cekam.
Gambar 1. 32. Kepala Lepas Mesin
Kerusakan yang terjadi pada rumah pahat (Gambar 1.33) diantaranya adalah klem penjepit yang sudah aus sehingga tidak dapat menjepit dengan baik. Ini mengakibatkan posisi pahat pada saat pemakanan akan bergetar. Selain itu, pemilihan rumah pahat dan pemegang pahat harus sesuai agar pahat dapat terpasang dengan baik dan ketinggian pahat dapat setinggi center tanpa menggunakan pengganjal.
2. Penyetelan
Kesejajaran kepala lepas dapat diketahui dari skala yang ada pada bagian belakang kepala lepas. Untuk menyettingnya dapat dilakukan dengan memutar baut pengatur (Gambar 1.34). Pergeseran skala pada kepala lepas ini dapat dimanfaatkan untuk pembubutan tirus suatu poros.
Gambar 1. 34. Penyettingan Kesejajaran Kepala Lepas
Selanjutnya mengecek kelurusan center dengan cekam dapat menggunakan benda kerja yang terpasang kemudian disentuhkan dial indicator. Center yang sejajar dengan cekam ditunjukan dengan jarum pada dial indicatoryang tidak berubah (Gambar 1.35)
Pemasangan benda kerja harus lurus dan tidak goyah. Untuk menyeting kelurusan benda kerja dapat menggunakan dial indikator yang disentuhkan ke kedua ujung permukaan benda kerja (Gambar 1.36). Benda kerja lurus jika jarum dial indikator tidak bergeser.
Gambar 1. 36. Penyettingan Kelurusan Benda Kerja
3. Pengoperasian
Pembubutan benda kerja yang panjang membutuhkan kepala lepas sebagai penahan, sehingga pada kepala lepas perlu dipasang center kepala lepas (Gambar 1.37). Center kepala lepas dipasang dengan cara memasukkan ke selongsong kepala lepas.
Gambar 1. 37. Pemasangan Center Pada Kepala Lepas
Langkah selanjutnya memasang pahat ke pemegang pahat dan dipasang ke rumah pahat (Tool post). Agar pahat dapat menyayat dengan baik, maka harus disetel ketinggiannya setinggi center (Gambar 1.38). Posisi pahat yang terlalu tinggi atau rendah mengakibatkan sudut bebas dan penyayatan berubah.
Gambar 1. 38. Pengecekan Ketinggian Pahat
Kemudian langkah selanjutnya adalah memasang benda kerja pada cekam, untuk mengencangkan cekam menggunakan kunci cak khusus
cekam mesin bubut (Gambar 1.39). Agar pencekaman benda kerja kuat maka ujung benda kerja yang tercekam diusahakan masuk ke lubang cekam sedalam mungkin.
Gambar 1. 39. Pemasangan Benda Kerja Pada Cekam
Setelah benda kerja terpasang dengan baik, untuk benda kerja yang panjang digunakan penahan center kepala lepas agar tidak oleng akibat penyayatan dan putaran (Gambar 1.40). Sebelumnya permukaan benda kerja yang panjang sudah dibor pada ujungnya untuk dudukan center kepala lepas.
Setelah center dapat menahan benda kerja dengan baik, maka baut pengunci dan tuas dari center dikencangkan dengan baik agar center tidak bergerak mundur akibat dari putaran benda kerja dan getaran. Untuk mengatur penekanan benda kerja dengan memutar tuas pengunci (Gambar 1.41).
Gambar 1. 41. Pengencangan Baut dan Tuas pada Kepala Lepas Langkah berikutnya adalah menyetel kecepatan putaran dari mesin bubut. Kecepatan putar mesin disesuaikan dengan diameter benda kerja dan jenis bahan dari benda kerja. Penyetelan dilakukan dengan mengatur tuas sesuai kecepatan yang diinginkan. Setelah itu proses pembubutan dapat dijalankan. Kasar dan halusnya hasil pembubutan dipengaruhi oleh ketajaman dari pahat, kedalaman pemakanan dan kecepatan pemakanan. Contoh pengaturan kecepatan putar dan hasil pembubutan pada (Gambar 1.42).
Gambar 1. 42. Pengaturan Kecepatan Putar Mesin dan Hasil Pembubutan.
G. PERAWATAN MESIN BUBUT 1. Preventive Maintenance
Roda gigi adalah bagian yang berputar dan saling bergesekan. Untuk menghindari keausan maka pada bagian ini harus dilumasi dan dibersihkan dari kotoran secara berkala, contohnya adalah roda gigi pengaturan kisar dalam pembuatan ulir (Gambar 1.43).
Gambar 1. 43. Pelumasan Roda Gigi.
Kotoran maupun beram bekas pembubutan dapat mengakibatkan korosi pada permukaan bed atau meja mesin. Selain itu juga dapat menghambat pergeseran dari carriage, sehingga harus dibersihkan dan bed
dilumasi secara berkala untuk menghindari korosi (Gambar 1.44).
Gambar 1. 44. Perawatan Pada Meja Mesin Bubut
Pada kepala lepas terdapat nipel yang merupakan saluran untuk pelumasan (Gambar 1.45). Bagian ini perlu diberi pelumasan berkala agar
kemudi dapat berputar dengan baik dan ulir pada bagian dalam terhindar dari korosi
Gambar 1. 45. Pelumasan Pada Kepala Lepas
Alur pada eretan melintang merupakan jalur untuk pergeseran eretan. Bagian ini harus bersih dan perlu diberi pelumasan secara berkala (Gambar 1.46). Ini dilakukan agar eretan dapat bergeser lancar pada alur dan alur eretan terhindar dari korosi.
Nipel yang terdapat pada bodi yang merupakan dudukan bearing untuk poros transporter menunjukkan bagian ini diperlukan pelumasan secara berkala (Gambar 1.47). Pelumasan disini berguna agar bearing dapat berputar dengan baik dan terhindar dari korosi.
Gambar 1. 47. Pelumasan Pada Nipel Dudukan Poros Transporter
Pengecekan oli pelumas pada gearbox juga perlu dilakukan agar komponen di dalam gearbox tetap berfungsi dengan baik. Pengisian pelumas dilakukan secara berkala tergantung penggunaan mesin dengan membuka lubang pelumasan pada bagian atas kepala tetap (Gambar 1.48)
Pelumasan pada gigi rack yang berpasangan dengan roda gigi
carriage perlu dilakukan untuk mengurangi keausan roda gigi dan rack akibat gesekan serta untuk menghindari terjadinya korosi (Gambar 1.49).
Gambar 1. 49. Pelumasan Pada Rack Mesin Bubut
Mesin bubut yang rusak atau mengalami perbaikan sehingga tidak digunakan dalam jangka waktu yang lama sebaiknya ditutupi dengan pelindung plastik agar terjaga kebersihannya. Selain melakukan pelumasan dan menjaga kebersihan dari mesin bubut, preventive maintenance juga meliputi pengecekan baut-baut pengikat yang longgar. Pada mesin bubut, mur dan baut yang rentan kendor diantaranya adalah baut klem pada kepala lepas, baut klem rumah pahat, baut pada cekam serta baut pengikat pahat.
Komponen dari mesin bubut yang rawan terhadap kerusakan harus tersedia stok suku cadangnya agar jika terjadi kerusakan pada komponen tersebut tidak menghambat jalannya produksi. Penyediaan komponen untuk mesin bubut diantaranya adalah pahat bubut dan belt.
2. Komponen yang rawan kerusakan
Komponen mesin bubut yang paling cepat aus adalah pahat bubut (Gambar 1.50). Kedalaman pemakanan dan kecepatan pemakanan
mempengaruhi umur pakai dari pahat. Pahat yang aus dapat diasah lagi dengan bentuk asahan sesuai dengan fungsinya.
Gambar 1. 50. Pahat Bubut Pada Tool Post
Eretan pada mesin bubut (Gambar 1.51) juga rawan terhadap kerusakan. Akibat sering dipakai, salah penggunaan atau perawatan yang kurang sehingga eretan menjadi longgar. Hal ini mengakibatkan pergeseran dari eretan yang tidak sesuai dengan ukuran yang ditunjukkan pada kerah skala ukur
Belt pada mesin bubut ( Gambar 1.52) dapat menjadi kendor akibat dari penggunaan mesin. Kekencangan belt dapat diatur dengan menggeser dudukan motor pada rel. Jika pergeseran sudah maksimal maka belt harus diganti dengan yang baru.
Gambar 1. 52. Belt Mesin Bubut
Meja mesin (Gambar 1.53) yang merupakan jalur dari carriage dan kepala lepas, jika jarang dirawat maka dapat mengakibatkan korosi. Umur pakai mesin yang lama juga mengakibatkan permukaan jalur terkikis yang mengakibatkan jalur meja menjadi miring.
Poros transportir yang merupakan penggerak dari carriage adalah bagian yang berputar dan sering terkena gesekan (Gambar 1.54). Ini mengakibatkan poros maupun roda gigi pasangannya menjadi aus dan longgar sehingga perlu perawatan secara berkala.
Gambar 1. 54. Poros Transporter
Rem pengaman pada mesin bubut adalah bagian yang sering bergesekan dengan puli (Gambar 1.55). Akibat penggunaan maka kampas rem akan terkikis dan dapat habis. Jika kampas sudah terkikis dan pengereman tidak maksimal maka kampas rem harus diganti.
Gambar 1. 55. Rem Pada Mesin Bubut
Klem pada kepala lepas yang terhubung pada tuas pengunci jika sudah sering digunakan dapat menjadi oblak (Gambar 1.56). Jika sudah kocak (longgar), maka klem penjepit dapat disetel lagi dengan mengatur baut penyetel pada landasan kepala lepas.
Gambar 1. 56. Tuas Pada Kepala Lepas
Cekam pada mesin bubut merupakan bagian yang digunakan untuk menjepit benda kerja (Gambar 1.57). Kerusakan yang terjadi adalah rahang cekam yang sudah aus dan kocak sehingga penjepitan tidak merata.
Untuk mencegahnya, pada pemasangan benda kerja tidak boleh dipukul dengan keras.
Gambar 1. 57. Cekam Mesin Bubut
H. CARA MEMBONGKAR DAN MEMASANG BAGIAN MESIN
Untuk melepas pahat pada mesin bubut, terlebih dahulu melepas pahat dari rumah pahat. Kendorkan baut-baut pengikat pahat dengan kunci, jika penggunaan pahat menggunakan pemegang pahat, setelah diambil dari rumah pahat maka pahat dilepas dari pemegangnya dengan mengendorkan baut pengikat pahat.
Gambar 1. 58. Bagian Dudukan Pahat
Belt pada mesin bubut yang sudah tidak bisa disetel harus diganti. Untuk melepas belt langkah-langkahnya adalah mengendorkan baut pengikat motor pada dudukan, kemudian menggeser motor hingga belt menjadi kendor, melepas belt dan memasang yang baru kemudian motor digeser sampai belt kencang dan baut pengikat motor pada dudukan dikencangkan.
Untuk melepaskan rahang cekam pada cekam rahang 3 dilakukan dengan cara mengendorkan rahang dengan menggunakan kunci cak hingga rahang menonjol keluar. Kemudian memegang rahang nomor 3 dengan memutar perlahan cak hingga rahang terlepas (Gambar 1.60). Gunakan langkah yang sama untuk rahang nomor 2 dan 1.
Gambar 1. 60. Melepaskan Rahang Cekam Rahang 3
Sedangkan untuk memasang rahang, langkah pertama adalah membersihkan gigi ulir pada rahang, kemudian memutar kunci cak hingga ujung ulir pada cekam terlihat di tempat rahang nomor 1. Masukan rahang nomor 1 kemudian kunci diputar perlahan setengah putaran dengan memegang rahang 1 sampai rahang tertarik ulir cak. Lakukan langkah yang sama pada rahang nomor 2 dan 3.
Gambar 1. 61. Memasang Rahang 3
Untuk memasang cekam pada spindel utama yang perlu diperhatikan adalah menggunakan papan kayu yang diletakkan dibawah cekam diatas meja mesin. Ini dilakukan untuk melindungi meja mesin dari cak apabila kesulitan pemasangan atau cekam jatuh ke meja mesin yang dapat membuat meja mesin (bed) menjadi rusak.
Gambar 1. 62. Memasang Cekam Ke Mesin
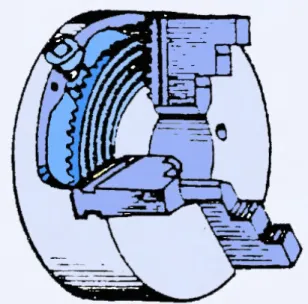
I. ALAT KELENGKAPAN MESIN BUBUT 1. Chuck(Cekam)
Cekam adalah sebuah alat yang digunakan untuk menjepit benda kerja. Jenisnya ada yang berahang tiga sepusat (self cenetering chuck) dan ada juga yang berahang tiga dan empat tidak sepusat (Independence Chuck). Cekam raham tiga sepusat, digunakan untuk benda – benda silindris, dimana gerakan rahang bersama – sama pada saat dikencangkan atau dibuka. Sedangkan gerakan untuk rahang tiga dan empat tidak sepusat, setiap rahang dapat bergerak sendiri tanpa diikuti oleh rahang yang lain, maka jenis ini biasanya untuk mencekam benda – benda yang tidak silindris atau digunakan pada saat pembubutan aksentrik.
Gambar 1. 63. Cekam Rahang Tiga Sepusat (Self centering Chuck)
Gambar 1. 64. Cekam Rahang Tiga dan Empat Tidak Sepusat (Independence Chuck).
Perlu diketahui bahwa cekam rahang tiga maupun rahang empat dapat digunakan untuk menjepit bagian luar benda kerja. Posisi rahang dapat dibalik apabila dipergunakan untuk menjepit benda silindris atau benda yang bukan silindris, misalnya flens, benda segi empat dll.
2. Plat pembawa
Plat pembawa ini berbentuk bulat pipih digunakan untuk memutar pembawa sehingga benda kerja yang terpasang padanya akan ikut berputar dengan poros mesin, permukaannya ada yang beralur dan ada yang berlubang.
Gambar 1. 65. Plat Pembawa 3. Pembawa
Pembawa ada 2 (dua) jenis, yaitu pembawa berujung lurus dan pembawa berujung bengkok. Pembawa berujung lurus digunakan berpasangan dengan plat pembawa rata sedangkan pembawa berujung bengkok dipergunakan dengan plat pembawa beralur. Caranya adalah benda kerja dimasukkan ke dalam lubang pembawa, terbatas dengan besarnya lubang pembawa kemudian dijepit dengan baut yang ada pada pembawa tersebut, sehingga akan berputar bersama – sama dengan sumbu utama. Hal ini digunakan bilamana dikehendaki membubut menggunakan dua buah senter.
Gambar 1. 66. Pembawa
4. Penyangga
Penyangga ada 2 (dua) macam, yaitu penyangga tetap (steady rest), dan penyangga jalan (folloer rest). Penyangga ini digunakan untuk membubut benda – benda yang panjang, karena benda kerja yang panjang apabila tidak dibantu penyangga maka hasil pembubutan akan menjadi berpenampang elip/ oval, tidak silindris dan tidak rata.
Gambar 1. 67. Penyangga dan Penggunaan Penyangga.
Apalagi bila membubut bagian dalam maka penyangga ini mutlak diperlukan. Penyangga tetap diikat dengan alas mesin sehingga
dalam keadaan tetap pada kedudukannya, sedang penyangga jalan diikatkan pada meja eretan, sehingga pada saat eretan memanjang bergerak maka penyangga jalan mengikuti tempat kedudukan eretan tersebut.
5. Kolet (Collet)
Kolet digunakan untuk menjepit benda silindris yang sudah halus dan biasanya berdiameter kecil. Bentuknya bulat panjang dengan leher tirus dan berlubang, ujungnya berulir dan kepalanya dibelah menjadi tiga.
Gambar 1. 68. Kolet
Kolet mempunyai ukuran yang ditunjukkan pada bagian mukanya yang menyatakan besarnya diameter benda yang dapat dicekam. Misalnya kolet berukuran 8 mm, berarti kolet ini dipergunakan untuk menjepit benda kerja berukuran Ø 8 mm. Pemasangan kolet adalah pada kepala tetap dan dibantu dengan kelangkapan untuk menarik kolet tersebut. Karena kolet berbentuk tirus, alat penariknyapun berbentuk lubang tirus, dengan memutar ke kanan uliran batangnya.
Gambar 1. 69. Kelengkapam Kolet Contoh penggunaan kolet untuk membubut benda kerja
Gambar 1. 70. Contoh Penggunaan Kolet
6. Senter
Senter terbuat dari baja yang dikeraskan dan digunakan untuk mendukung benda kerja yang akan dibubut. Ada dua jenis senter yaitu senter mati (tetap) dan senter putar. Pada umumnya senter putar pemasangannya pada ujung kepala lepas dan senter tetap pemasangannya pada sumbu utama mesin (main spindle).
Gambar 1. 71. Senter
Bagian senter yang mendukung benda kerja mempunyai sudut 600, dan dinamakan senter putar karena pada saat benda kerjanya berputar senternya ikut berputar. Berlainan dengan senter mati (tetap) untuk penggunaan pembubutan diantara dua senter, benda tersebut hanya ikut berputar bersama mesin namun ujungnya tidak terjadi gesekan dengan ujung benda kerja yang sudah diberi lubang senter. Walaupun tidak terjadi gesekan sebaiknya sebelum digunakan, ujung senter dan lubang senter pada benda kerja diberi greace/gemuk atau pelumas sejenis lainnya.
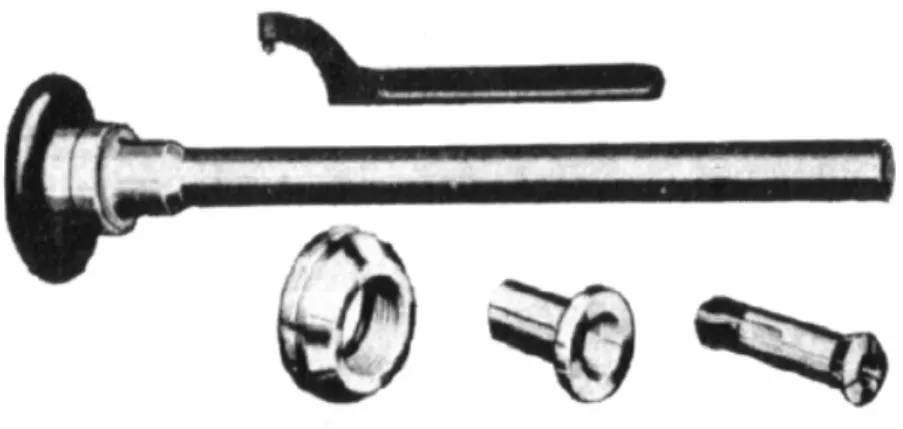
7. Taper Attachment ( Kelengkapan tirus)
Alat ini digunakan untuk membubut tirus. Selain menggunakan alat ini, membubut tirus juga dapat dilakukan dengan cara menggeser kedudukan kepala lepas ataupun eretan atas.
56
A. PENGERTIAN ALAT POTONG
Yang dimaksud dengan alat potong adalah alat/pisau yang digunakan
untuk menyayat produk/ benda kerja. Dalam pekerjaan pembubutan salah satu
alat potong yang sering digunakan adalah pahat bubut. Jenis bahan pahat
bubut yang banyak digunakan di industri – industri dan bengkel antara lain
Baja Karbon, HSS, Karbida, Diamond
dan Ceramik.
B. GEOMETRIS ALAT POTONG
Geometri pahat bubut terutama tergantung pada material benda kerja
dan material pahat. Terminologi standar ditunjukkan pada (Gambar.2.1).
Untuk pahat bubut bermata potong tunggal, sudut pahat yang paling pokok
adalah sudut beram (
rake angle
), sudut bebas (
clearance angle
), dan sudut sisi
potong (
cutting edge angle
). Sudut-sudut pahat HSS yang diasah dengan
menggunakan mesin gerinda pahat (
Tool Grinder Machine)
. Sedangkan bila
pahat tersebut adalah pahat sisipan yang dipasang pada tempat pahatnya,
geometri pahat dapat dilihat pada (Gambar 2.3). Selain geometri pahat
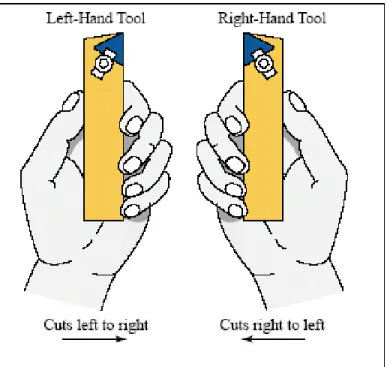
tersebut pahat bubut bisa juga diidentifikasikan berdasarkan letak sisi potong
(
cutting edge
) yaitu pahat tangan kanan (
Right- hand tools
) dan pahat tangan
kiri (
Left-hand tools
), (lihat Gambar 2.4).
Gambar 2. 1. Geometris Pahat Bubut
Gambar 2. 3. Geometri Pahat Bubut Sisipan (
Insert
)
Selain itu sudut kebebasan pahat juga harus dipertimbangkan
berdasarkan penggunaan, arah pemakanan dan arah putaran mesin.
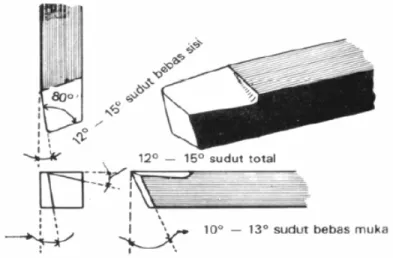
1. Pahat Bubut Rata Kanan
Pahat bubut rata kanan memiliki sudut baji 80
0dan sudut – sudut
bebas lainnya sebagaimana (Gambar 2.5), pada umumnya digunakan untuk
pembubutan rata memanjang yang pemakanannya dimulai dari kiri ke arah
kanan mendekati posisi cekam.
Gambar 2. 5. Pahat Bubut Rata Kanan
2. Pahat Bubut rata Kiri
Pahat bubut rata kiri memiliki sudut baji 55
0, pada umumnya
digunakan untuk pembubutan rata memanjang yang pemakannya dimulai dari
kiri ke arah kanan mendekati posisi kepala lepas.
Gambar 2. 6. Pahat Bubut Rata Kiri
3. Pahat Bubut Muka
Pahat bubut muka memiliki sudut baji 55
0, pada umumnya digunakan
untuk pembubutan rata permukaan benda kerja (facing) yang pemakannya
dapat dimulai dari luas benda kerja ke arah mendekati titik senter dan juga
dapat dimulai dari titik senter kea rah luar benda kerja tergantung arah putaran
mesinnya.
4. Pahat Bubut Ulir
Pahat bubut ulir memiliki sudut puncak tergantung dari jenis ulir yang
akan dibuat, sudut puncak 55
0adalah untuk membuat ulir jenis
whitwhort.
Sedangkan untuk pembuatan ulir jenis metric sudut puncak pahat ulirnya
dibuat 60
0.
Gambar 2. 8. Pahat Bubut Ulir Metrik
Sudut potong dan sudut baji merupakan sudut yang dipersyaratkan
untuk memudahkan pemotongan benda kerja, sudut bebas adalah sudut yang
membebaskan pahat dari gesekan terhadap benda kerja, dan sudut tatal adalah
sudut untuk memberi jalan tatal yang terpotong.
C. MACAM – MACAM ALAT POTONG DAN PENGGUNAAN
1. Pahat Bubut Luar
Sebagaimana dijelaskan di atas bahwa salah satu alat yang sering
digunakan pada proses pembubutan adalah pahat bubut. Bentuk, jenis dan
bahan pahat ada bermacam – macam yang tentunya disesuaikan dengan
kebutuhan. Prosesnya adalah benda kerja yang akan dibubut bergerak berputar
sedangkan pahatnya bergerak memanjang, melintang atau menyudut
tergantung pada hasil pembubutan yang diinginkan.
Gambar 2. 9. Jenis – jenis Pahat Bubut dan Kegunaannya
Keterangan :
a. Pahat Kiri, b. Pahat Potong, c. Pahat Kanan, d. Pahat Rata, e. Pahat
Radius, f. Pahat Alur, g. Pahat Ulir, h. Pahat Muka, i. Pahat Kasar.
2. Pahat Bubut dalam
Selain pahat bubut luar, pada proses pembubutan juga sering
menggunakan pahat bubut dalam. Pahat jenis ini digunakan untuk membubut
bagian dalam atau memperbesar lubang yang sebelumnya telah dikerjakan
dengan mata bor. Bentuknya juga bermacam-macam dapat berupa pahat
potong, pahat alur ataupun pahat ulir, ada yang diikat pada tangkai pahat.
Bentuk ada yang khusus sehingga tidak diperlukan tangkai pahat. Contoh
pemakaian pahat bubut dalam ketika memperbesar lubang dan membubut rata
bagian dalam.
Gambar 2. 10. Pahat Bubut Dalam
Gambar 2. 11. Pembubutan Dalam
3. Pahat potong
Pahat potong adalah jenis pahat potong yang menggunakan tangkai
digunakan untuk memotong benda kerja.
4. Pahat Profil
Pahat bentuk digunakan untuk membentuk permukaan benda kerja,
bentuknya sangat banyak dan dapat diasah sesuai bentuk yang dikehendaki
operatornya. Adalah jenis-jenis pahat berbentuk radius.
Gambar 2. 13. Pahat Profil
5. Pahat Keras
Pahat keras yaitu pahat yang terbuat dari logam keras yang
mengandung bahan karbon tinggi yang dipadu dengan bahan-bahan lainnya,
seperti
Cemented Carbid
,
Tungsten, Wide
dan lain-lain. Pahat jenis ini tahan
terhadap suhu kerja sampai dengan kurang lebih 1000° C, sehingga tahan
aus/gesekan tetapi getas/rapuh dan dalam pengoperasiannya tidak harus
menggunakan pendingin, sehingga cocok untuk mengerjakan baja, besi tuang,
dan jenis baja lainnya dengan pemakanan yang tebal namun tidak boleh
mendapat tekanan yang besar. Di pasaran pahat jenis ini ada yang berbentuk
segi tiga, segi empat dan lain-lain yang pengikatan dalam tangkainya dengan
cara dipateri keras (
brassing
) atau dijepit menggunakan tangkai dan baut
khusus.
Gambar 2. 14. Pahat Keras
Tabel 2. 1. Jenis – jenis Pahat Carbide Berdasarkan Nomor ISO
ISO
Kegunaan
Sudut potong
Gambar
1
Pembubutan
memanjang
75
02
Pembubutan
memanjang
45
03
Pembubutan
memanjang dan
melintang (menjauh
dari center benda kerja)
4
Pembubutan
memanjang
dengan
d.o.c
yang
kecil
(finishing)
0
05
Pembubutan melintang
menuju center benda
kerja
0
06
Pembubutan
memanjang
90
07
Pembubutan melintang
menuju center benda
kerja
0
08
Pembesaran
lubang
pada
proses
pembubutan
(lubang
tembus).
75
09
Pembesaran lubang
pada proses
pembubutan untuk
lubang yang
berstep/tidak tembus.
92
06. Bor senter
Bor senter digunakan untuk membuat lubang senter diujung benda
kerja sebagai tempat kedudukan senter putar atau tetap yang kedalamannnya
disesuaikan dengan kebutuhan yaitu sekitar 1/3 ÷ 2/3 dari panjang bagian
yang tirus pada bor senter tersebut. Pembuatan lubang senter pada benda kerja
diperlukan apabila memilki ukuran yang relatif panjang atau untuk mengawali
pekerjaan pengeboran.
Gambar 2. 15. Bor Senter
7. Kartel
Kartel adalah suatu alat yang digunakan untuk membuat alur-alur kecil
pada permukaan benda kerja, agar tidak licin yang biasanya terdapat pada
batang-batang penarik atau pemutar yang dipegang dengan tangan. Hasil
pengkartelan ada yang belah ketupat, dan ada yang lurus tergantung gigi
kartelnya.
Gambar 2. 16. Bagian Kartel
D. MATERIAL PAHAT
Pahat yang baik harus memiliki sifat-sifat tertentu, sehingga nantinya
dapat menghasilkan produk yang berkualitas baik dan ekonomis. Kekerasan
dan kekuatan dari pahat harus tetap ada pada temperatur tinggi, sifat ini
dinamakan
Hot Hardness
. Ketangguhan (
Toughness
) dari pahat diperlukan,
sehingga pahat tidak akan pecah atau retak terutama pada saat melakukan
pemotongan dengan beban kejut. Ketahanan aus sangat dibutuhkan yaitu
ketahanan pahat melakukan pemotongan tanda terjadi keausan yang cepat.
Penentuan material pahat didasarkan pada jenis material benda kerja
dan kondisi pemotongan (pengasaran,adanya beban kejut, penghalusan).
Material pahat yang ada ialah baja karbon sampai dengan keramik dan intan.
Sifat dari beberapa material pahat ditunjukkan pada (Gambar 2.17).
Gambar 2. 17. Diagram Sifat Material Pahat
(a).Kekerasan Dari Beberapa Macam Material Pahat Sebagai Fungsi Dari
Temperatur. (b). Jangkauan Sifat Material Pahat.
Material pahat dari baja karbon (baja dengan kandungan karbon
1,05%) pada saat ini sudah jarang digunakan untuk proses pemesinan, karena
bahan ini tidak tahan panas (melunak pada suhu 300- 500 F). Baja karbon ini
sekarang hanya digunakan untuk kikir, bilah gergaji, dan pahat tangan.
Material pahat dari HSS (
High Speed Steel
) dapat dipilih jenis M atau
T. Jenis M berarti pahat HSS yang mengandung unsur
Molibdenum
, dan jenis
T berarti pahat HSS yang mengandung unsur
Tungsten
. Beberapa jenis HSS
dapat dilihat pada (Tabel 2.2).
Tabel 2. 2. Jenis Pahat HSS
Jenis HSS
Standart AISI
HSS Konvensional
Tungsten
HSS
T1, T2
HSS Spesial
Cobald added
HSS
M33, M36, T4, T5, T6
High Vanadium
HSS
M3-1, M3-2, M4, T15
High Hardness
Co HSS
M41, M42, M43, M44, M45, M46
Cast
HSS
Powdered
HSS
Coated
HSS
Pahat dari HSS biasanya dipilih jika pada proses pemesinan sering
terjadi beban kejut, atau proses pemesinan yang sering dilakukan interupsi
(terputus-putus). Hal tersebut misalnya membubut benda segi empat menjadi
silinder, membubut bahan benda kerja hasil proses penuangan, membubut
eksentris (proses pengasarannya).
Pahat dari karbida dibagi dalam dua kelompok tergantung
penggunaannya. Bila digunakan untuk benda kerja besi tuang yang tidak liat
dinamakan
cast iron cutting grade
. Pahat jenis ini diberi kode huruf K dan
kode warna merah. Apabila digunakan untuk menyayat baja yang liat
dinamakan
steel cutting grade
. Pahat jenis ini diberi kode huruf P dan kode
warna biru. Selain kedua jenis tersebut ada pahat karbida yang diberi kode
huruf M, dan kode warna kuning. Pahat karbida ini digunakan untuk
menyayat berbagai jenis baja, besi tuang dan non ferro yang mempunyai sifat
pemesinan yang baik.
71
A. PENGERTIAN PROSES BUBUT
Proses bubut adalah proses pemesinan untuk menghasilkan
bagian-bagian mesin berbentuk silindris yang dikerjakan dengan menggunakan Mesin
Bubut.
Bentuk dasarnya dapat didefinisikan sebagai proses pemesinan permukaan
luar benda silindris atau bubut rata :
1. Dengan benda kerja yang berputar
2. Dengan satu pahat bermata potong tunggal (
with a single-point
cutting tool
)
3. Dengan gerakan pahat sejajar terhadap sumbu benda kerja pada
jarak tertentu sehingga akan membuang permukaan luar benda
kerja
Proses bubut yang identik dengan proses bubut rata ,tetapi arah
gerakan pemakanan tegak lurus terhadap sumbu benda kerja. Proses bubut
tirus/
taper turning
(Gambar 2.1 no. 3) sebenarnya identik dengan proses
bubut rata di atas, hanya jalannya pahat membentuk sudut tertentu terhadap
sumbu benda kerja. Demikian juga proses bubut kontur, dilakukan dengan
cara memvariasi kedalaman potong sehingga menghasilkan bentuk yang
diinginkan.
Walaupun proses bubut secara khusus menggunakan pahat bermata
potong tunggal, tetapi proses bubut bermata potong jamak tetap termasuk
proses bubut juga, karena pada dasarnya setiap pahat bekerja sendiri-sendiri.
Selain itu proses pengaturannya (s
eting
) pahatnya tetap dilakukan satu
persatu.
B. PARAMETER YANG DIATUR PADA PROSES BUBUT
Tiga parameter utama pada setiap proses bubut adalah kecepatan putar
spindel (
speed
), gerak makan (
feed
) dan kedalaman potong (
depth of cut
).
Faktor yang lain seperti bahan benda kerja dan jenis pahat sebenarnya juga
memiliki pengaruh yang cukup besar, tetapi tiga parameter di atas adalah
bagian yang bisa diatur oleh operator langsung pada mesin bubut.
1. Kecepatan putar n (speed)
Selalu dihubungkan dengan spindel (sumbu utama) dan benda kerja.
Karena kecepatan putar diekspresikan sebagai putaran per menit
(
revolutions per minute
, rpm), hal ini menggambarkan kecepatan
putarannya. Akan tetapi yang diutamakan dalam proses bubut adalah
kecepatan potong (
Cutting speed
atau V) atau kecepatan benda kerja
dilalui oleh pahat/ keliling benda kerja (lihat Gambar 3.2). Secara
sederhana kecepatan potong dapat digambarkan sebagai keliling benda
kerja dikalikan dengan kecepatan putar atau :
Gambar 3. 2. Panjang Permukaan Benda Kerja Yang Dilalui Pahat Setiap
Putaran
V= µ.d.n / 1000
Dimana :
V = Kecepatan Potong ; m/menit
d = Diameter Benda Kerja ; mm
n = Putaran Benda Kerja ; Putaran/menit
Dengan demikian kecepatan potong ditentukan oleh diamater benda
kerja. Selain kecepatan potong ditentukan oleh diameter benda kerja
faktor bahan benda kerja dan bahan pahat sangat menentukan harga
kecepatan potong. Pada dasarnya pada waktu proses bubut kecepatan
potong ditentukan berdasarkan bahan benda kerja dan pahat. Harga
kecepatan potong sudah tertentu, misalnya untuk benda kerja
Mild Steel
dengan pahat dari HSS, kecepatan potongnya antara 20 sampai 30
m/menit.
2. Gerak makan, f (feed)
Gerak makan adalah jarak yang ditempuh oleh pahat setiap benda
kerja berputar satu kali (lihat Gambar 3.3), sehingga satuan f adalah
mm/putaran. Gerak makan ditentukan berdasarkan kekuatan mesin,
material benda kerja, material pahat, bentuk pahat, dan terutama kehalusan
permukaan yang diinginkan. Gerak makan biasanya ditentukan dalam
hubungannya dengan kedalaman potong a. Gerak makan tersebut berharga
sekitar 1/3 sampai 1/20 a, atau sesuai dengan kehaluasan permukaan yang
dikehendaki.
Gambar 3. 3. Gerakan Makan (f), dan Kedalaman
3. Kedalaman potong a (depth of cut)
Kedalaman Potong adalah tebal bagian benda kerja yang dibuang
dari benda kerja, atau jarak antara permukaan yang dipotong terhadap
permukaan yang belum terpotong (lihat Gambar 3.3). Ketika pahat
memotong sedalam ‘a’ , maka diameter benda kerja akan berkurung 2a,
karena bagian permukaan benda kerja yang dipotong ada di dua sisi,
akibat dari benda kerja yang berputar.
Beberapa proses pemesinan selain proses bubut pada (Gambar 3.1)
dapat dilakukan juga di mesin bubut proses pemesinan yang lain, yaitu
bubut dalam (
internal turning
), proses pembuatan lubang dengan mata
bor (
drilling
), proses memperbesar lubang (
boring
), pembuatan ulir
(
thread cutting
), dan pembuatan alur (grooving/
parting-off
). Proses
tersebut dilakukan di mesin bubut dengan bantuan peralatan bantu agar
proses pemesinan bisa dilakukan (lihat Gambar 3.4).
Gambar 3. 4. Proses Pemesinan Yang Dapat Dilakukan Pada Mesin Bubut :
(a) pembubutan champer (chamfering), (b) pembubutan alur (parting-off), (c)
pembubutan ulir (threading), (d) pembubutan lubang (boring), (e) pembuatan lubang
(drilling), (f) pembuatan kartel (knurling)
C. PENENTUAN LANGKAH KERJA PROSES BUBUT
Langkah kerja dalam proses bubut meliputi persiapan bahan benda kerja, setting mesin, pemasangan pahat, penentuan jenis pemotongan (bubut lurus, permukaan, profil, alur, ulir), penentuan kondisi pemotongan, perhitungan waktu pemotongan, dan pemeriksaan hasil berdasarkan gambar kerja. Hal tersebut dikerjakan untuk setiap tahap (jenis pahat tertentu).