BAB III
PENGOLAHAN DATA
3.1. Pembuatan From to Chart 3.1.1. Routing Files
Pembuatan routing files berdasarkan uraian proses produksi ragum adalah sebagai berikut.
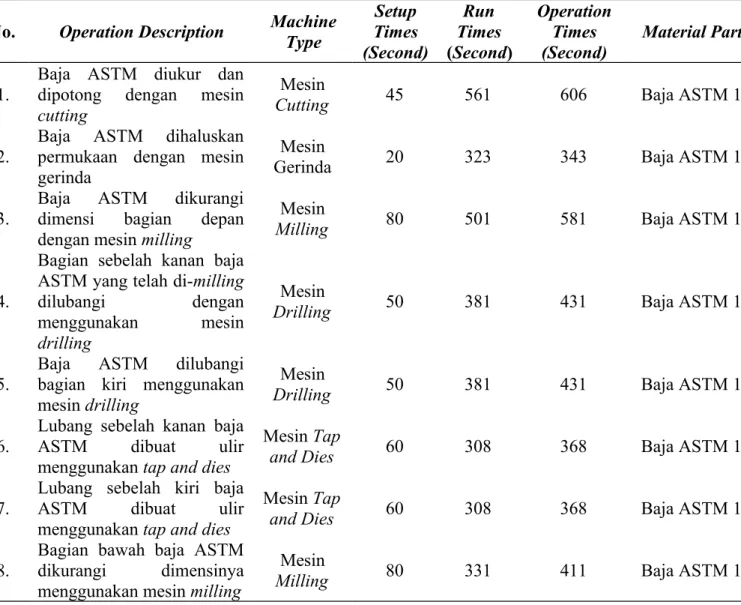
1. Routing file Penjepit Tetap
Routing file dari part penjepit tetap dapat dilihat pada Tabel 3.1.
Tabel 3.1. Routing File Part Penjepit Tetap No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Second)
Operation Times
(Second) Material Part 1.
Baja ASTM diukur dan dipotong dengan mesin cutting
Mesin
Cutting 45 561 606 Baja ASTM 1
2.
Baja ASTM dihaluskan permukaan dengan mesin gerinda
Mesin
Gerinda 20 323 343 Baja ASTM 1
3.
Baja ASTM dikurangi dimensi bagian depan dengan mesin milling
Mesin
Milling 80 501 581 Baja ASTM 1
4.
Bagian sebelah kanan baja ASTM yang telah di-milling
dilubangi dengan
menggunakan mesin drilling
Mesin
Drilling 50 381 431 Baja ASTM 1
5. Baja ASTM dilubangi bagian kiri menggunakan mesin drilling
Mesin
Drilling 50 381 431 Baja ASTM 1
6. Lubang sebelah kanan baja ASTM dibuat ulir menggunakan tap and dies
Mesin Tap
and Dies 60 308 368 Baja ASTM 1
7.
Lubang sebelah kiri baja ASTM dibuat ulir menggunakan tap and dies
Mesin Tap
and Dies 60 308 368 Baja ASTM 1
8.
Bagian bawah baja ASTM dikurangi dimensinya menggunakan mesin milling
Mesin
Milling 80 331 411 Baja ASTM 1
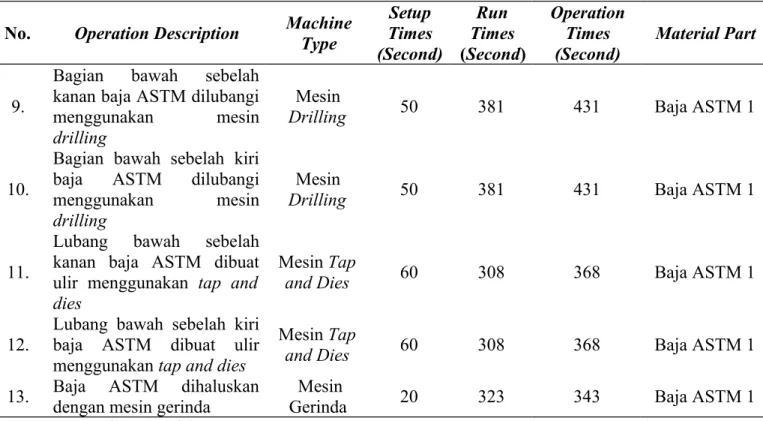
Tabel 3.1. Routing File Part Penjepit Tetap (Lanjutan) No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Second)
Operation Times (Second)
Material Part
9.
Bagian bawah sebelah kanan baja ASTM dilubangi menggunakan mesin drilling
Mesin
Drilling 50 381 431 Baja ASTM 1
10.
Bagian bawah sebelah kiri baja ASTM dilubangi menggunakan mesin drilling
Mesin
Drilling 50 381 431 Baja ASTM 1
11.
Lubang bawah sebelah kanan baja ASTM dibuat ulir menggunakan tap and dies
Mesin Tap
and Dies 60 308 368 Baja ASTM 1
12. Lubang bawah sebelah kiri baja ASTM dibuat ulir menggunakan tap and dies
Mesin Tap
and Dies 60 308 368 Baja ASTM 1
13. Baja ASTM dihaluskan
dengan mesin gerinda Mesin
Gerinda 20 323 343 Baja ASTM 1
Sumber: Pengolahan Data
2. Routing file Papan Penjepit Tetap
Routing file dari part papan penjepit tetap dapat dilihat pada Tabel 3.2 Tabel 3.2. Routing File Part Papan Penjepit Tetap No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Second)
Operation Times (Second)
Material Part 1.
Baja ASTM diukur dan dipotong dengan mesin cutting
Mesin
Cutting 45 561 861 Baja ASTM 2
2.
Baja ASTM dihaluskan permukaan dengan mesin gerinda
Mesin
Gerinda 20 323 503 Baja ASTM 2
3.
Sisi kiri baja ASTM
dilubangi dengan
menggunakan mesin drilling
Mesin
Drilling 50 321 681 Baja ASTM 2
4. Sisi kanan baja ASTM
dilubangi dengan
menggunakan mesin
Mesin Drilling
50 321 621 Baja ASTM 2
drilling
5. Baja ASTM dihaluskan dengan mesin gerinda
Mesin
Gerinda 20 323 503 Baja ASTM 2
Sumber: Pengolahan Data
.
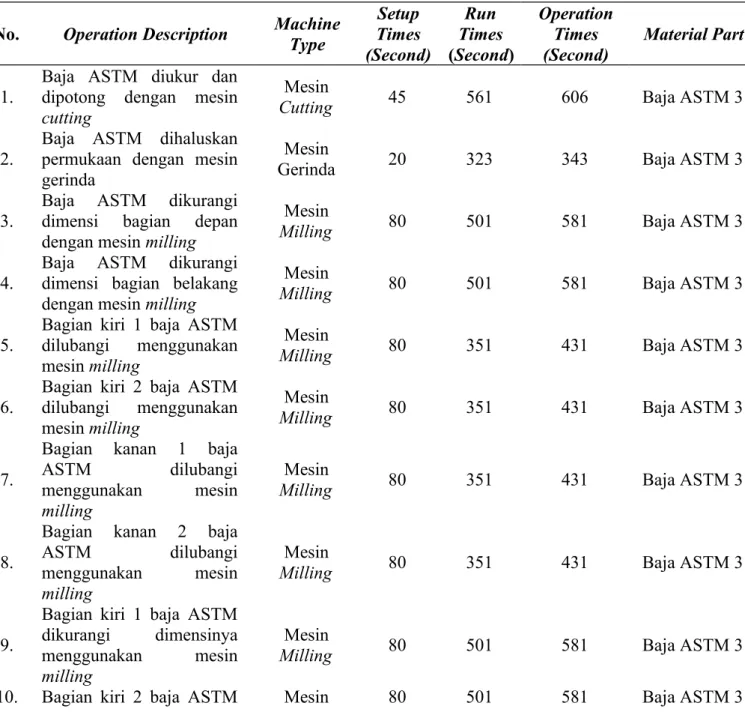
3. Routing file Badan Ragum
Routing file dari part badan ragum dapat dilihat pada Tabel 3.3.
Tabel 3.3. Routing File Part Badan Ragum No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Second)
Operation Times
(Second) Material Part 1. Baja ASTM diukur dan
dipotong dengan mesin cutting
Mesin
Cutting 45 561 606 Baja ASTM 3
2.
Baja ASTM dihaluskan permukaan dengan mesin gerinda
Mesin
Gerinda 20 323 343 Baja ASTM 3
3.
Baja ASTM dikurangi dimensi bagian depan dengan mesin milling
Mesin
Milling 80 501 581 Baja ASTM 3
4.
Baja ASTM dikurangi dimensi bagian belakang dengan mesin milling
Mesin
Milling 80 501 581 Baja ASTM 3
5.
Bagian kiri 1 baja ASTM dilubangi menggunakan mesin milling
Mesin
Milling 80 351 431 Baja ASTM 3
6.
Bagian kiri 2 baja ASTM dilubangi menggunakan mesin milling
Mesin
Milling 80 351 431 Baja ASTM 3
7.
Bagian kanan 1 baja
ASTM dilubangi
menggunakan mesin milling
Mesin
Milling 80 351 431 Baja ASTM 3
8.
Bagian kanan 2 baja
ASTM dilubangi
menggunakan mesin milling
Mesin
Milling 80 351 431 Baja ASTM 3
9.
Bagian kiri 1 baja ASTM dikurangi dimensinya menggunakan mesin milling
Mesin
Milling 80 501 581 Baja ASTM 3
10. Bagian kiri 2 baja ASTM Mesin 80 501 581 Baja ASTM 3
dikurangi dimensinya menggunakan mesin milling
Milling
11.
Bagian kanan 1 baja
ASTM dikurangi
dimensinya menggunakan mesin milling
Mesin
Milling 80 501 581 Baja ASTM 3
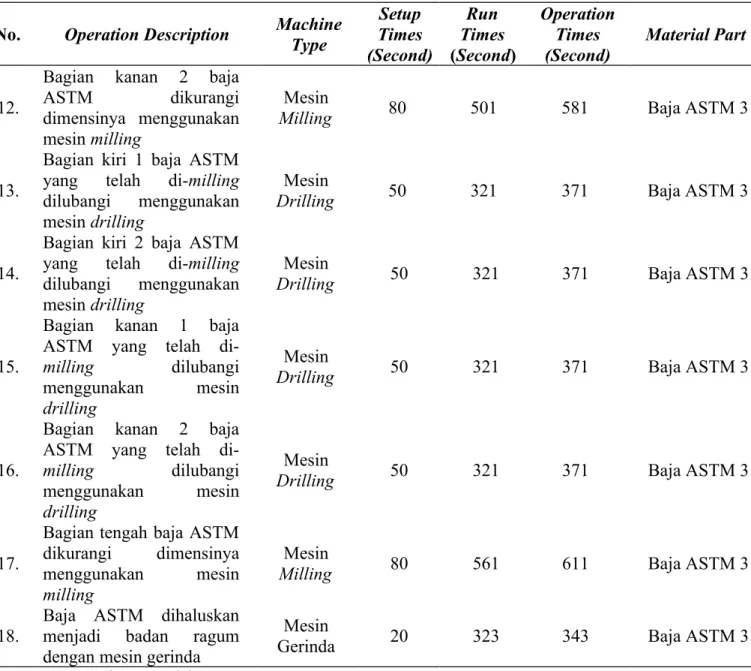
Tabel 3.3. Routing File Part Badan Ragum (Lanjutan) No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Second)
Operation Times
(Second) Material Part 12.
Bagian kanan 2 baja
ASTM dikurangi
dimensinya menggunakan mesin milling
Mesin
Milling 80 501 581 Baja ASTM 3
13.
Bagian kiri 1 baja ASTM yang telah di-milling dilubangi menggunakan mesin drilling
Mesin
Drilling 50 321 371 Baja ASTM 3
14.
Bagian kiri 2 baja ASTM yang telah di-milling dilubangi menggunakan mesin drilling
Mesin
Drilling 50 321 371 Baja ASTM 3
15.
Bagian kanan 1 baja ASTM yang telah di- milling dilubangi menggunakan mesin drilling
Mesin
Drilling 50 321 371 Baja ASTM 3
16.
Bagian kanan 2 baja ASTM yang telah di- milling dilubangi menggunakan mesin drilling
Mesin
Drilling 50 321 371 Baja ASTM 3
17.
Bagian tengah baja ASTM dikurangi dimensinya menggunakan mesin milling
Mesin
Milling 80 561 611 Baja ASTM 3
18.
Baja ASTM dihaluskan menjadi badan ragum dengan mesin gerinda
Mesin
Gerinda 20 323 343 Baja ASTM 3
Sumber: Pengolahan Data
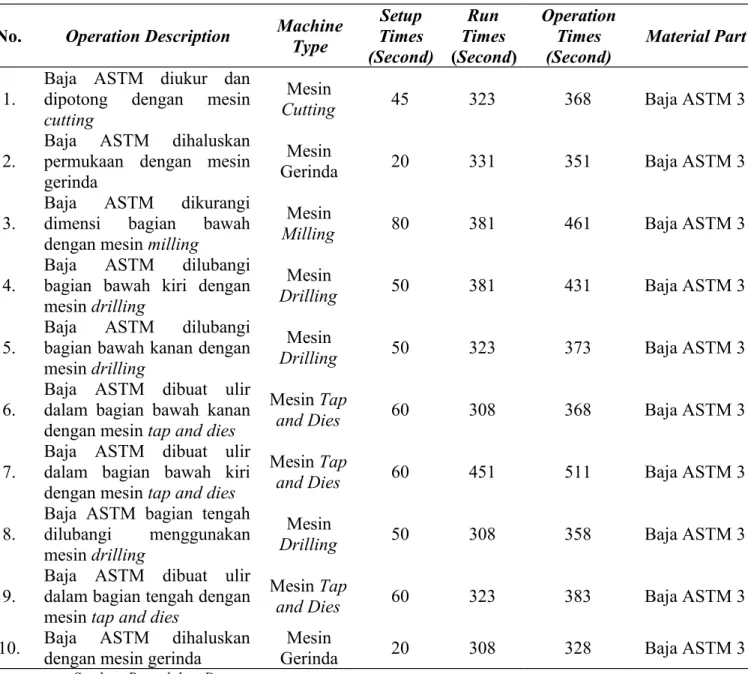
4. Routing file Dudukan Ulir
Routing file dari part dudukan ulir dapat dilihat pada Tabel 3.4.
Tabel 3.4. Routing File Part Dudukan Ulir No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Second)
Operation Times (Second)
Material Part 1.
Baja ASTM diukur dan dipotong dengan mesin cutting
Mesin
Cutting 45 323 368 Baja ASTM 3
2. Baja ASTM dihaluskan permukaan dengan mesin gerinda
Mesin
Gerinda 20 331 351 Baja ASTM 3
3. Baja ASTM dikurangi dimensi bagian bawah dengan mesin milling
Mesin
Milling 80 381 461 Baja ASTM 3
4. Baja ASTM dilubangi bagian bawah kiri dengan mesin drilling
Mesin
Drilling 50 381 431 Baja ASTM 3
5.
Baja ASTM dilubangi bagian bawah kanan dengan mesin drilling
Mesin
Drilling 50 323 373 Baja ASTM 3
6.
Baja ASTM dibuat ulir dalam bagian bawah kanan dengan mesin tap and dies
Mesin Tap
and Dies 60 308 368 Baja ASTM 3
7.
Baja ASTM dibuat ulir dalam bagian bawah kiri dengan mesin tap and dies
Mesin Tap
and Dies 60 451 511 Baja ASTM 3
8.
Baja ASTM bagian tengah dilubangi menggunakan mesin drilling
Mesin
Drilling 50 308 358 Baja ASTM 3
9.
Baja ASTM dibuat ulir dalam bagian tengah dengan mesin tap and dies
Mesin Tap
and Dies 60 323 383 Baja ASTM 3
10. Baja ASTM dihaluskan dengan mesin gerinda
Mesin
Gerinda 20 308 328 Baja ASTM 3
Sumber: Pengolahan Data
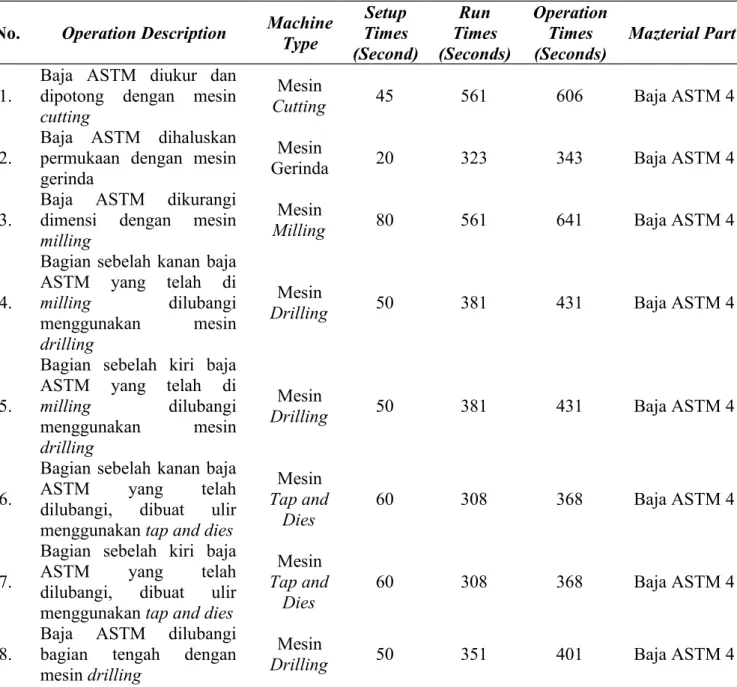
5. Routing file Penjepit Berjalan
Routing file dari part penjepit berjalan dapat dilihat pada Tabel 3.5.
Tabel 3.5. Routing File Part Penjepit Berjalan No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Seconds)
Operation Times (Seconds)
Mazterial Part 1.
Baja ASTM diukur dan dipotong dengan mesin cutting
Mesin
Cutting 45 561 606 Baja ASTM 4
2. Baja ASTM dihaluskan permukaan dengan mesin gerinda
Mesin
Gerinda 20 323 343 Baja ASTM 4
3. Baja ASTM dikurangi dimensi dengan mesin milling
Mesin
Milling 80 561 641 Baja ASTM 4
4.
Bagian sebelah kanan baja ASTM yang telah di milling dilubangi menggunakan mesin drilling
Mesin
Drilling 50 381 431 Baja ASTM 4
5.
Bagian sebelah kiri baja ASTM yang telah di milling dilubangi menggunakan mesin drilling
Mesin
Drilling 50 381 431 Baja ASTM 4
6.
Bagian sebelah kanan baja ASTM yang telah dilubangi, dibuat ulir menggunakan tap and dies
Mesin Tap and
Dies
60 308 368 Baja ASTM 4
7.
Bagian sebelah kiri baja ASTM yang telah dilubangi, dibuat ulir menggunakan tap and dies
Mesin Tap and
Dies 60 308 368 Baja ASTM 4
8.
Baja ASTM dilubangi bagian tengah dengan mesin drilling
Mesin
Drilling 50 351 401 Baja ASTM 4
9.
Bagian bawah sebelah kanan baja ASTM dikurangi dimensinya menggunakan mesin milling
Mesin
Milling 80 501 581 Baja ASTM 4
10.
Bagian bawah sebelah kiri baja ASTM dikurangi dimensinya menggunakan mesin milling
Mesin
Milling 80 501 581 Baja ASTM 4
11. Baja ASTM dihaluskan
dengan mesin gerinda Mesin
Gerinda 20 323 343 Baja ASTM 4
Sumber: Pengolahan Data
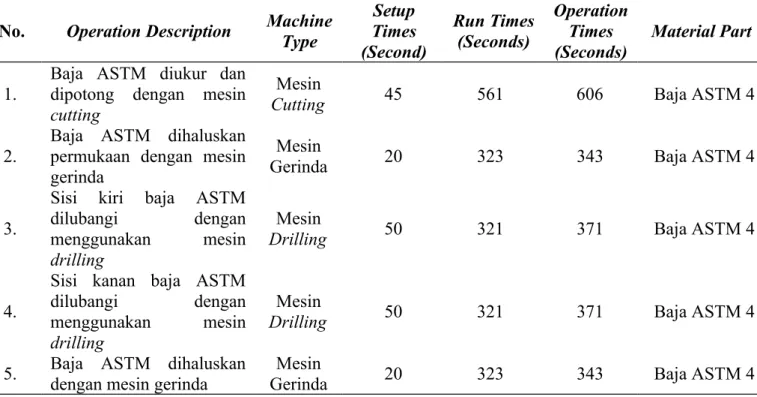
6. Routing file Papan Penjepit Berjalan
Routing file dari part papan penjepit berjalan dapat dilihat pada Tabel 3.6.
Tabel 3.6. Routing File Part Papan Penjepit Berjalan No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Seconds)
Operation Times (Seconds)
Material Part 1.
Baja ASTM diukur dan dipotong dengan mesin cutting
Mesin
Cutting 45 561 606 Baja ASTM 4
2.
Baja ASTM dihaluskan permukaan dengan mesin gerinda
Mesin
Gerinda 20 323 343 Baja ASTM 4
3.
Sisi kiri baja ASTM dilubangi dengan menggunakan mesin drilling
Mesin
Drilling 50 321 371 Baja ASTM 4
4.
Sisi kanan baja ASTM dilubangi dengan menggunakan mesin drilling
Mesin
Drilling 50 321 371 Baja ASTM 4
5. Baja ASTM dihaluskan dengan mesin gerinda
Mesin
Gerinda 20 323 343 Baja ASTM 4
Sumber: Pengolahan Data
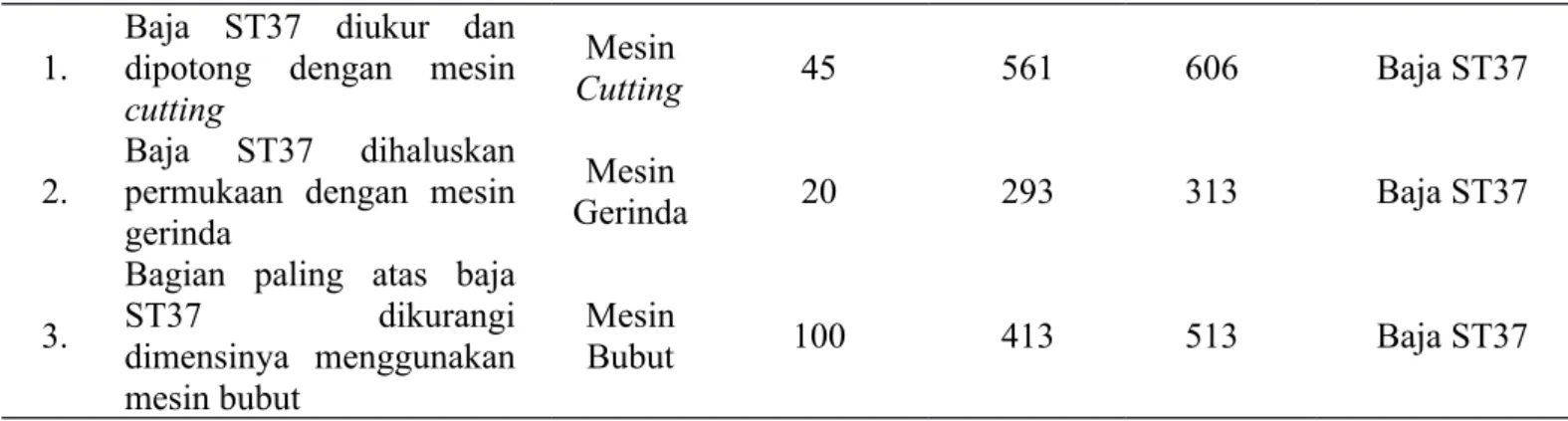
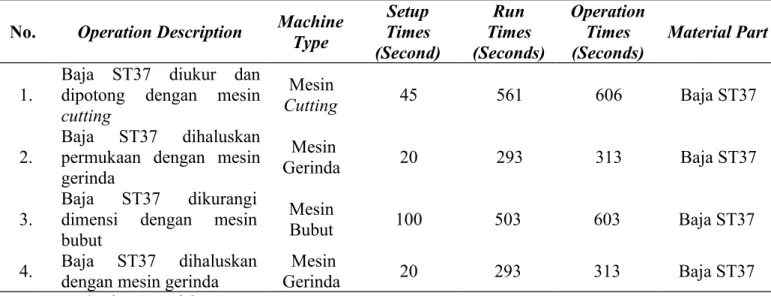
7. Routing file Ulir
Routing file dari part ulir dapat dilihat pada Tabel 3.7.
Tabel 3.7. Routing File Part Ulir No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Seconds)
Operation Times (Seconds)
Material Part
1.
Baja ST37 diukur dan dipotong dengan mesin cutting
Mesin
Cutting 45 561 606 Baja ST37
2.
Baja ST37 dihaluskan permukaan dengan mesin gerinda
Mesin
Gerinda 20 293 313 Baja ST37
3.
Bagian paling atas baja
ST37 dikurangi
dimensinya menggunakan mesin bubut
Mesin
Bubut 100 413 513 Baja ST37
Tabel 3.7. Routing File Part Ulir (Lanjutan) No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Seconds)
Operation Times
(Seconds) Material Part 4.
Bagian paling bawah baja
ST37 dikurangi
dimensinya menggunakan mesin bubut
Mesin
Bubut 100 413 513 Baja ST37
5.
Bagian tengah baja ST37 dikurangi dimensinya menggunakan mesin bubut
Mesin
Bubut 100 413 513 Baja ST37
6. Bagian bawah baja ST37 dikurangi dimensinya menggunakan mesin bubut
Mesin
Bubut 100 413 513 Baja ST37
7.
Bagian cekungan baja
ST37 dikurangi
dimensinya menggunakan mesin bubut
Mesin
Bubut 100 413 513 Baja ST37
8.
Bagian paling atas baja ST37 dibuat ulir dalam menggunakan mesin bubut
Mesin
Bubut 100 303 403 Baja ST37
9.
Bagian kedua dari atas baja ST37 dibuat ulir dalam menggunakan mesin bubut
Mesin
Bubut 100 303 403 Baja ST37
10.
Bagian tengah baja ST37 dibuat ulir dalam menggunakan mesin bubut
Mesin
Bubut 100 303 403 Baja ST37
11.
Baja ST37 dilubangi bagian tengah atas dengan mesin drilling
Mesin
Drilling 50 451 501 Baja ST37
12. Baja ST37 dihaluskan Mesin 20 293 313 Baja ST37
dengan gerinda dan kikir
menjadi ulir Gerinda
Sumber: Pengolahan Data
8. Routing file Pemutar Ulir
Routing file dari part pemutar ulir dapat dilihat pada Tabel 3.8.
Tabel 3.8. Routing File Part Pemutar Ulir No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Seconds)
Operation Times (Seconds)
Material Part 1.
Baja ST37 diukur dan dipotong dengan mesin cutting
Mesin
Cutting 45 561 606 Baja ST37
2.
Baja ST37 dihaluskan permukaan dengan mesin gerinda
Mesin
Gerinda 20 293 313 Baja ST37
3.
Baja ST37 dikurangi dimensi dengan mesin bubut
Mesin
Bubut 100 503 603 Baja ST37
4. Baja ST37 dihaluskan dengan mesin gerinda
Mesin
Gerinda 20 293 313 Baja ST37
Sumber: Pengolahan Data
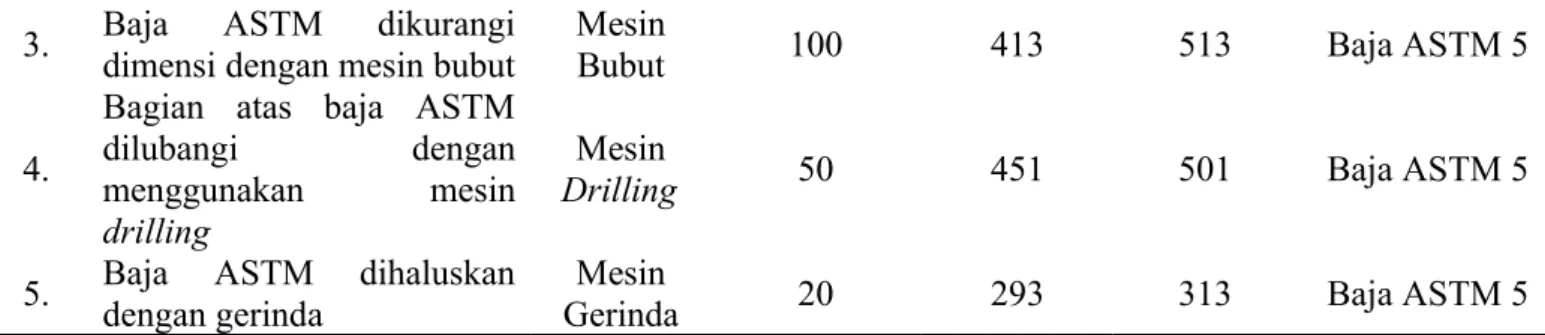
9. Routing file Tutup Pemutar
Routing file dari part tutup pemutar dapat dilihat pada Tabel 3.9.
Tabel 3.9. Routing File Part Tutup Pemutar No. Operation Description Machine
Type
Setup Times (Second)
Run Times (Seconds)
Operation Times
(Seconds) Material Part 1. Baja ASTM diukur dan
dipotong dengan mesin cutting
Mesin
Cutting 45 561 606 Baja ASTM 5
2. Baja ASTM dihaluskan
permukaan dengan gerinda Mesin
Gerinda 20 293 313 Baja ASTM 5
3. Baja ASTM dikurangi dimensi dengan mesin bubut
Mesin
Bubut 100 413 513 Baja ASTM 5
4.
Bagian atas baja ASTM
dilubangi dengan
menggunakan mesin drilling
Mesin
Drilling 50 451 501 Baja ASTM 5
5. Baja ASTM dihaluskan
dengan gerinda Mesin
Gerinda 20 293 313 Baja ASTM 5
Sumber: Pengolahan Data
10.Routing file Assembly 1
Routing file dari assembly 1 dapat dilihat pada Tabel 3.10.
Tabel 3.10. Routing File Assembly 1
No. Operation Description Operation Times (Second)
1. Penjepit tetap dan papan penjepit tetap dirakit 2 2. Penjepit tetap dan papan penjepit dikencangkan dengan
2 buah mur A (1) sehingga menjadi set penjepit tetap 11
3. Set Penjepit tetap dan badan ragum dirakit 38
4. Dudukan ulir dan badan ragum dirakit 37
5. 2 buah mur B (1) dikencangkan di antara set penjepit
tetap dan badan ragum 25
6. 2 buah mur B (2) dikencangkan di antara dudukan ulir dan badan ragum sehingga menjadi set ragum setengah jadi
12
Sumber: Pengolahan Data
11.Routing file Assembly 2
Routing file dari assembly 1 dapat dilihat pada Tabel 3.11.
Tabel 3.11. Routing File Assembly 2
No. Operation Description Operation Times (Second)
1. Penjepit berjalan dirakit dengan papan penjepit berjalan 2 2.
2 buah mur A (2) dikencangkan di antara penjepit berjalan dengan papan penjepit berjalan sehingga
menjadi set penjepit berjalan 14
3. Set ragum setengah jadi dirakit dengan set penjepit
berjalan 5
4. Ulir dirakit dengan pemutar ulir 4
5. Pemutar ulir dirakit dengan tutup pemutar sehingga
menjadi set ulir 6
6. Set ulir dirakit dengan ragum setengah jadi sehingga
menjadi ragum utuh 23
Sumber: Pengolahan Data
3.1.2. Perhitungan From to Chart
Langkah-langkah dalam pembuatan from to chart proses produksi ragum adalah sebagai berikut.
1. Menghitung berat part
Berat produk ragum adalah sebesar 12 kg. perhitungan berat setiap part dapat dihitung dengan rumus:
Berat Part = Persentase Berat Part × Berat Ragum Contoh perhitungan berat part pada penjepit tetap yaitu:
Berat Part = Persentasi Berat Part × Berat Ragum Berat Part = 10% × 12 kg
Berat Part = 1,20 kg 2. Menghitung quantity/day
Kapasitas produksi ragum per tahun adalah sebesar 4.637 unit. Jumlah hari kerja per tahun adalah 299 hari. Perhitungan quantity/day dapat dihitung dengan rumus sebagai berikut.
Quantity/day = Kapasitas Produksi / Tahun Hari Kerja
Perhitungan quantity/day proses produksi pada penjepit tetap adalah sebagai berikut.
Quantity/day = Kapasitas Produksi / Tahun Hari Kerja
Quantity/day = 4637 299 Quantity/day= 16 unit
3. Menghitung total berat part
Perhitungan total berat setiap part dapat dihitung dengan rumus berikut.
Total Berat Part = Quantity/day × Berat Part Contoh perhitungan total berat part pada penjepit tetap yaitu:
Total Berat Part = Quantity/day × Berat Part
Total Berat Part = 16 × 1,20 kg Total Berat Part = 19,20 kg 4. Menghitung relative importance
Perhitungan nilai relative importance dapat dihitung dengan rumus berikut.
Relative Importance = Total Berat Part
Total Berat Part Terkecil
Contoh perhitungan relative importance pada penjepit tetap yaitu:
Relative Importance = Total Berat Part
Total Berat Part Terkecil Relative Importance = 19,20 kg
7,68 Relative Importance = 2,50
Rekapitulasi perhitungan relative importance dapat dilihat pada Tabel 3.12.
Tabel 3.12. Rekapitulasi Perhitungan Relative Importance Part
Persent ase (%)
Berat Part (kg)
Quantity/da y
Total Berat/
Part (kg)
Relative Importa
nce
Penjepit Tetap 10% 1,20 16 19,20 2,50
Papan penjepit
tetap 6% 0,72 16 11,52 1,50
Badan Ragum 30% 3,60 16 57,60 7,50
Dudukan Ulir 15% 1,80 16 28,80 3,75
Penjepit Berjalan 10% 1,20 16 19,20 2,50
Papan penjepit
berjalan 6% 0,72 16 11,52 1,50
Ulir 12% 1,44 16 23,04 3,00
Pemutar ulir 7% 0,84 16 13,44 1,75
Tutup pemutar 4% 0,48 16 7,680 1,00
Sumber: Pengolahan Data
5. Membuat tabel from to chart dan menghitung penalty point untuk setiap alternatif
Dilakukan pengurutan mesin pada proses produksi. Simbol-simbol yang digunakan pada from to chart dapat dilihat pada Tabel 3.13.
Tabel 3.13. Simbol pada From to Chart Simbol Keterangan
PM Pintu Masuk
C Cutting
G Gerinda
D Drilling
M Milling
TD Tap and Dies
B Bubut
A Assembly
PK Pintu Keluar
Sumber: Pengolahan Data
Rute mesin yang melewati part ragum dapat dilihat pada Tabel 3.14.
Tabel 3.14. Rute Mesin
No. Nama Part Rute Mesin
1. Penjepit Tetap PM-C-G-M-D-TD-M-D-TD-G-A-PK
2. Papan penjepit tetap PM-C-G-D-G-A-PK
3. Badan Ragum PM-C-G-M-D-M-G-A-PK
4. Dudukan Ulir PM-C-G-M-D-TD-D-TD-G-A-PK
5. Penjepit Berjalan PM-C-G-M-D-TD-D-M-G-A-PK 6. Papan penjepit berjalan PM-C-G-D-G-A-PK
7. Ulir PM-C-G-B-D-G-A-PK
8. Pemutar ulir PM-C-G-B-G-A-PK
9. Tutup pemutar PM-C-G-B-D-G-A-PK
Sumber: Pengolahan Data
Urutan mesin untuk alternatif 1 dapat dilihat pada Gambar 3.1.
Sumber: Pengolahan Data
Gambar 3.1. Urutan Mesin Alternatif 1
Rekapitulasi tabel from to chart untuk keseluruhan part ragum untuk alternatif 1 dapat dilihat pada Tabel 3.15.
Tabel 3.15. From to Chart Alternatif 1
PM C G D M TD B A PK
PM 25,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
C 0,00 25,00 0,00 0,00 0,00 0,00 0,00 0,00
G 0,00 0,00 3,00 16,25 0,00 5,75 25,00 0,00
D 0,00 0,00 7,00 10,00 15,00 0,00 0,00 0,00
M 0,00 0,00 10,00 18,75 0,00 0,00 0,00 0,00
TD 0,00 0,00 6,25 6,25 2,50 0,00 0,00 0,00
B 0,00 0,00 1,75 4,00 0,00 0,00 0,00 0,00
A 0,00 0,00 0,00 0,00 0,00 0,00 0,00 25,00
PK 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Sumber: Pengolahan Data
Rekapitulasi penalty point alternatif 1 untuk keseluruhan part ragum dapat dilihat pada Tabel 3.16.
Tabel 3.16. Penalty Point Alternatif 1
PM C G D M TD B A PK PM
PM 25,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 25,00 C 0,0
0 25,00 0,00 0,00 0,00 0,00 0,00 0,00 25,00
G 0,0 0
0,00 3,00 32,50 0,00 23,00 125 0,00 183,50 D 0,0
0
0,00 14,00 10,00 30,00 0,00 0,00 0,00 54,00 M 0,0
0 0,00 40,00 37,50 0,00 0,00 0,00 0,00 77,50 TD 0,0
0
0,00 37,50 25,00 5,00 0,00 0,00 0,00 67,50 B 0,0
0 0,00 14,00 24,00 0,00 0,00 0,00 0,00 38,00 A 0,0
0
0,00 0,00 0,00 0,00 0,00 0,00 25,00 25,00 PK 0,0
0
0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Total 495,50
Sumber: Pengolahan Data
Urutan mesin untuk alternatif 2 dapat dilihat pada Gambar 3.2.
Sumber: Pengolahan Data
Gambar 3.2. Urutan Mesin Alternatif 2
Rekapitulasi tabel from to chart untuk keseluruhan part ragum untuk alternatif 2 dapat dilihat pada Tabel 3.17.
Tabel 3.17. From to Chart Alternatif 2
PM C G M D TD B A PK
PM 25,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
C 0,00 25,00 0,00 0,00 0,00 0,00 0,00 0,00
G 0,00 0,00 16,25 3,00 0,00 5,75 25,00 0,00
M 0,00 0,00 10,00 18,75 0,00 0,00 0,00 0,00
D 0,00 0,00 7,00 10,00 15 0,00 0,00 0,00
TD 0,00 0,00 6,25 2,50 6,25 0,00 0,00 0,00
B 0,00 0,00 1,75 0,00 4,00 0,00 0,00 0,00
A 0,00 0,00 0,00 0,00 0,00 0,00 0,00 25,00
PK 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Sumber: Pengolahan Data
Rekapitulasi penalty point alternatif 2 untuk keseluruhan part ragum dapat dilihat pada Tabel 3.18.
Tabel 3.18. Penalty Point Alternatif 2
PM C G M D TD B A PK PM
P M
25,0
0 0,00 0,00 0,00 0,00 0,00 0,00 0,00 25,00 C 0,0
0
25,0
0 0,00 0,00 0,00 0,00 0,00 0,00 25,00 G 0,0
0 0,00 16,2
5 6,00 0,00 23,0
0 125,0
0 0,00 170,2 5 D 0,0
0 0,00 20,0 0
18,7
5 0,00 0,00 0,00 0,00 38,75 M 0,0
0 0,00 28,0 0
20,0 0
15,0
0 0,00 0,00 0,00 63,00 TD 0,0
0 0,00 37,5 0
10,0 0
12,5
0 0,00 0,00 0,00 60,00
B 0,0
0 0,00 14,0
0 0,00 16,0
0 0,00 0,00 0,00 30,00
A 0,0
0 0,00 0,00 0,00 0,00 0,00 0,00 25,0
0 25,00 PK 0,0 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
0
Total 437,0
0
Sumber: Pengolahan Data
Berdasarkan hasil perhitungan penalty point dari setiap alternatif, didapatkan bahwa alternatif 2 memiliki penalty point yang lebih kecil dibandingkan dengan alternatif 1 yaitu sebesar 437,00. Sehingga dapat disimpulkan bahwa alternatif yang terbaik adalah alternatif 2.
3.2. Perhitungan Jumlah Bahan, Mesin, dan Operator 3.2.1. Perhitungan Jumlah Bahan Pada Pembuatan Ragum
Berikut ini merupakan perhitungan terhadap jumlah bahan yang akan digunakan untuk membuat masing-masing part ragum.
Contoh perhitungan jumlah kebutuhan bahan pada part penjepit tetap.
Berat bahan part per ragum = persentase part × berat ragum
= 10% × 12 kg = 1,20 kg
Jumlah bahan pada ragum dapat dilihat pada Tabel 3.19.
Tabel 3.19. Jumlah Bahan pada Ragum
Part Bahan Persentase Berat Part
Penjepit Tetap Baja ASTM 1 10% 1,20
Papan penjepit tetap Baja ASTM 2 6% 0,72
Badan Ragum Baja ASTM 3 30% 3,60
Dudukan Ulir Baja ASTM 3 15% 1,80
Penjepit Berjalan Baja ASTM 4 10% 1,20
Papan penjepit
berjalan Baja ASTM 4 6% 0,72
Ulir Baja ST37 12% 1,44
Tabel 3.19. Jumlah Bahan pada Ragum (Lanjutan)
Part Bahan Persentase Berat/Ragum
Pemutar ulir Baja ST37 7% 0,84
Tutup pemutar Baja ASTM 5 4% 0,48
Sumber: Pengolahan Data
Data Material Removal Rate (MRR) untuk setiap mesin dapat dilihat pada Tabel 3.20.
Tabel 3.20. Data Material Removal Rate (MRR) No. Mesin MRR (gr/detik)
1. Gerinda 0,3515
2. Cutting 0,0062
3. Drilling 0,0622
4. Milling 0,2784
5. Bubut 0,0378
6. Tap and Dies 0,0590
Sumber: Pengolahan Data
Berikut merupakan perhitungan jumlah input untuk masing-masing part ragum.
1. Penjepit tetap
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 1,20 kg Run times = 323 detik
Input = Jumlah Output + Run Times × MRR 1000
= 1,20 + 323 × 0,3515 gr/ detik 1000
= 1,314 kg
Rekapitulasi input dan output pada part penjepit tetap dapat dilihat pada Tabel 3.21.
Tabel 3.21. Jumlah Input Part Penjepit Tetap No
. Mesin Output (kg) Run Times
(Seconds) Input (kg)
1. Gerinda 1,200 323 1,314
2. Tap and Dies 1,314 308 1,333
3. Tap and Dies 1,333 308 1,352
4. Drilling 1,352 381 1,376
5. Drilling 1,376 381 1,400
6. Milling 1,400 331 1,493
7. Tap and Dies 1,493 308 1,512
8. Tap and Dies 1,512 308 1,531
9. Drilling 1,531 381 1,555
10. Drilling 1,555 381 1,579
11. Milling 1,579 501 1,719
12. Gerinda 1,719 323 1,833
13. Cutting 1,833 561 1,837
Sumber: Pengolahan Data
2. Papan penjepit tetap
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 0,72 kg Run times = 323 detik
Input = Jumlah Output + Run Times × MRR 1000
= 0,72 + 323 × 0,3515 gr/ detik 1000
= 0,834 kg
Rekapitulasi input dan output pada part papan penjepit tetap dapat dilihat pada Tabel 3.22.
Tabel 3.22. Jumlah Input Part Papan Penjepit Tetap
No. Mesin Output (kg) Run Times (Seconds) Input (kg)
1. Gerinda 0,720 323 0,834
2. Drilling 0,834 321 0,854
3. Drilling 0,854 321 0,874
4. Gerinda 0,874 323 0,988
5. Cutting 0,988 561 0,992
Sumber: Pengolahan Data
3. Badan ragum
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 3,60 kg
Run times = 323 detik
Input = Jumlah Output + Run Times × MRR 1000
= 3,60 + 323 × 0,3515 gr/ detik 1000
= 3,714 kg
Rekapitulasi input dan output pada part badan ragum dapat dilihat pada Tabel 3.23.
Tabel 3.23. Jumlah Input Part Badan Ragum No
. Mesin Output (kg) Run Times
(Seconds) Input (kg)
1. Gerinda 3,600 323 3,714
2. Milling 3,714 561 3,871
3. Drilling 3,871 321 3,891
4. Drilling 3,891 321 3,911
5. Drilling 3,911 321 3,931
6. Drilling 3,931 321 3,951
7. Milling 3,951 501 4,091
8. Milling 4,091 501 4,231
9. Milling 4,231 501 4,371
10. Milling 4,371 501 4,511
11. Milling 4,511 351 4,609
12. Milling 4,609 351 4,707
13. Milling 4,707 351 4,805
14. Milling 4,805 351 4,903
15. Milling 4.903 501 5,043
16. Milling 5,043 501 5,183
17. Gerinda 5,183 323 5,297
18. Cutting 5,297 561 5,301
Sumber: Pengolahan Data
4. Dudukan ulir
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 1,80 kg Run times = 308 detik
Input = Jumlah Output + Run Times × MRR 1000
= 1,80 + 308 × 0,3515 gr/ detik 1000
= 1,909 kg
Rekapitulasi input dan output pada part dudukan ulir dapat dilihat pada Tabel 3.24.
Tabel 3.24. Jumlah Input Part Dudukan Ulir No
. Mesin Output (kg) Run Times
(Seconds) Input (kg)
1. Gerinda 1,800 308 1,909
2. Tap and dies 1,909 323 1,929
3. Drilling 1,929 308 1,949
4. Tap and dies 1,949 451 1,976
5. Tap and dies 1,976 308 1,995
6. Drilling 1,995 323 2,016
7. Drilling 2,016 381 2,040
8. Milling 2,040 381 2,147
9. Gerinda 2,147 331 2,264
10. Cutting 2,264 323 2,267
Sumber: Pengolahan Data
5. Penjepit berjalan
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 1,20 kg Run times = 323 detik
Input = Jumlah Output + Run Times × MRR 1000
= 1,20 + 323 × 0,3515 gr/ detik 1000
= 1,314 kg
Rekapitulasi input dan output pada part penjepit berjalan dapat dilihat pada Tabel 3.25.
Tabel 3.25. Jumlah Input Part Penjepit Berjalan
No Mesin Output (kg) Run Times Input (kg)
. (Seconds)
1. Gerinda 1,200 323 1,314
2. Milling 1,314 501 1,454
3. Milling 1,454 501 1,594
4. Drilling 1,594 351 1,616
5. Tap and dies 1,616 308 1,635
6. Tap and dies 1,635 308 1,654
7. Drilling 1,654 381 1,678
8. Drilling 1,678 381 1,702
9. Milling 1,702 561 1,859
10. Gerinda 1,859 323 1,973
11. Cutting 1,973 561 1,977
Sumber: Pengolahan Data
6. Papan penjepit berjalan
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 0,72 kg Run times = 323 detik
Input = Jumlah Output + Run Times × MRR 1000
= 0,72 + 323 × 0,3515 gr/ detik 1000
= 0,834 kg
Rekapitulasi input dan output pada part papan penjepit berjalan dapat dilihat pada Tabel 3.26.
Tabel 3.26. Jumlah Input Part Papan Penjepit Berjalan No
. Mesin Output (kg) Run Times
(Seconds) Input (kg)
1. Gerinda 0,720 323 0,834
2. Drilling 0,834 321 0,854
3. Drilling 0,854 321 0,874
4. Gerinda 0,874 323 0,988
5. Cutting 0,988 561 0,992
Sumber: Pengolahan Data
7. Ulir
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 1,44 kg Run times = 293 detik
Input = Jumlah Output + Run Times × MRR 1000
= 1,44 + 293 × 0,3515 gr/ detik 1000
= 1,543 kg
Rekapitulasi input dan output pada part ulir dapat dilihat pada Tabel 3.27.
Tabel 3.27. Jumlah Input Part Ulir No
. Mesin Output (kg) Run Times
(Seconds) Input (kg)
1. Gerinda 1,440 293 1,543
2. Drilling 1,543 451 1.,572
3. Bubut 1,572 303 1,584
4. Bubut 1,584 303 1,596
5. Bubut 1,596 303 1,608
6. Bubut 1,608 413 1,624
7. Bubut 1,624 413 1,640
8. Bubut 1,640 413 1,656
9. Bubut 1,656 413 1,672
10 Bubut 1,672 413 1,688
11 Gerinda 1,688 293 1,791
12. Cutting 1,791 561 1,795
Sumber: Pengolahan Data
8. Pemutar ulir
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 0,84 kg Run times = 293 detik
Input = Jumlah Output + Run Times × MRR 1000
= 0,84 + 293 × 0,3515 gr/ detik 1000
= 0,943 kg
Rekapitulasi input dan output pada part pemutar ulir dapat dilihat pada Tabel 3.28.
Tabel 3.28. Jumlah Input Part Pemutar Ulir No
. Mesin Output (kg) Run Times
(Seconds) Input (kg)
1. Gerinda 0,840 293 0,943
2. Bubut 0,943 503 0,963
3. Gerinda 0,963 293 1,066
4. Cutting 1,066 561 1,070
Sumber: Pengolahan Data
9. Tutup pemutar
Contoh perhitungan pada gerinda adalah sebagai berikut.
Output = berat bahan/ragum
= 0,48 kg Run times = 293 detik
Input = Jumlah Output + Run Times × MRR 1000
= 0,48 + 293 × 0,3515 gr/ detik 1000
= 0,583 kg
Rekapitulasi input dan output pada part tutup pemutar dapat dilihat pada Tabel 3.29.
Tabel 3.29. Jumlah Input Part Tutup Pemutar No
. Mesin Output (kg) Run Times
(Seconds) Input (kg)
1. Gerinda 0,480 293 0,583
2. Drilling 0,583 451 0,612
3. Bubut 0,612 413 0,628
4. Gerinda 0,628 293 0,731
5. Cutting 0,731 561 0,735
Sumber: Pengolahan Data
Selanjutnya, dihitung kebutuhan material dengan menggunakan rumus berikut.
Kebutuhan material per tahun = input × kapasitas produksi/tahun Kebutuhan material per minggu = Kebutuhan material per tahun
50 minggu
Contoh perhitungan kebutuhan material untuk baja ASTM 1 adalah sebagai berikut.
Kebutuhan baja ASTM 1 per tahun = input × kapasitas produksi/tahun = 1,837 × 4637
= 8518,169 kg
Kebutuhan baja ASTM 1 per minggu = Kebutuhan baja ASTM 1 per tahun 50 minggu
= 8518,169 50 minggu
= 170,364 kg
Rekapitulasi perhitungan kebutuhan material dapat dilihat pada Tabel 3.30.
Tabel 3.30. Rekapitulasi Kebutuhan Material N
o. Material Part Input
(kg)
Kebutuhan per Tahun
(kg)
Kebutuhan per Minggu
(kg)
1. Baja
ASTM 1 Penjepit Tetap 1,837 8518,169 170,364
2. Baja
ASTM 2
Papan Penjepit
Tetap 0,992 4599,904 91,999
3. Baja
ASTM 3
Badan Ragum 5,301 24580,737 491,615 Dudukan Ulir 2,267 10512,079 210,242
4. Baja
ASTM 4
Penjepit Berjalan 1,977 9167,349 183,347 Papan Penjepit
Berjalan 0,992 4599,904 91,999
5. Baja
ASTM 5 Tutup pemutar 0,735 3408,195 68,164
6. Baja ST37 Ulir 1,795 8323,415 166,469
Pemutar Ulir 1,070 4961,590 99,232
Sumber: Pengolahan Data
3.2.2. Perhitungan Jumlah Mesin dan Operator Pada Pembuatan Ragum
Berikut merupakan perhitungan waktu operasi yang digunakan pada masing-masing part ragum.
Waktu operasi untuk setiap part dihitung dengan rumus berikut.
Waktu Operasi = Setup Times + Operation Times
Waktu Operasi Gerinda Part Penjepit Tetap = Setup Times + Operation Times
= 40 + 646 = 686 detik
Rekapitulasi perhitungan waktu operasi part ragum dapat dilihat pada Tabel 3.31.
Tabel 3.31. Perhitungan Waktu Operasi Part Ragum (Detik) Penjepit
Tetap
Papan Penjepit
Tetap
Badan Ragum
Dudukan Ulir
Penjepit Berjalan
Papan Penjepit Berjalan
Ulir Pemutar Ulir
Tutup Pemutar
Part/Unit 1 1 1 1 1 1 1 1 1
Gerinda 686 686 686 679 686 686 626 626 626
Cutting 606 606 606 368 606 606 606 606 606
Drilling 1624 692 1334 1112 1213 692 501 0 501
Milling 992 0 5131 461 1723 0 0 0 0
Bubut 0 0 0 0 0 0 3074 603 513
Tap and Dies 1352 0 0 1202 676 0 0 0 0
Sumber: Pengolahan Data
Perhitungan waktu standar pembuatan part ragum dengan ragum dengan gerinda per menit adalah sebagai berikut.
Waktu standar Gerinda part penjepit tetap per Menit = 686
60 = 11,44 menit Rekapitulasi perhitungan waktu standar part ragum dapat dilihat pada Tabel 3.32.
Tabel 3.32. Perhitungan Waktu Operasi Part Ragum (Menit) Penjepit
Tetap
Papan Penjepit
Tetap
Badan
Ragum Dudukan
Ulir Penjepit Berjalan
Papan Penjepit Berjalan
Ulir Pemutar
Ulir Tutup Pemutar
Part/Unit 1 1 1 1 1 1 1 1 1
Gerinda 11,44 11,44 11,44 11,32 11,44 11,44 10,44 10,44 10,44
Cutting 10,10 10,10 10,10 6,14 10,10 10,10 10,10 10,10 10,10
Drilling 27,07 11,54 22,24 18,54 20,22 11,54 8,35 0,00 8,35
Milling 16,54 0,00 85,52 7,69 28,72 0,00 0,00 0,00 0,00
Bubut 0,00 0,00 0,00 0,00 0,00 0,00 51,24 10,05 8,55
Tap and
Dies 22,54 0,00 0,00 20,04 11,27 0,00 0,00 0,00 0,00
Sumber: Pengolahan Data
Perhitungan jumlah mesin yang digunakan pada masing-masing part ragum adalah sebagai berikut.
Waktu Pembuatan 1 Ragum =Jumlah Jam Kerja Efektif Qua n tity/day
= 840
16 = 52,5 menit
Rumus yang digunakan untuk menghitung jumlah mesin adalah sebagai berikut.
N = Waktu Standar
Waktu Pembuatan 1 ragum = 11,44
52,5 = 0,218
Rekapitulasi jumlah mesin yang dibutuhkan pada proses pembuatan ragum dapat dilihat pada Tabel 3.33.
Tabel 3.33. Jumlah Mesin pada Pembuatan Ragum Penjepit
Tetap
Papan Penjepit
Tetap
Badan Ragum
Dudukan Ulir
Penjepit Berjalan
Papan Penjepit Berjalan
Ulir Pemutar Ulir
Tutup
Pemutar Total Total Mesin
Jumlah Operator
/Mesin
Total Operator
Part/Unit 1 1 1 1 1 1 1 1 1
Gerinda 0,218 0,218 0,218 0,216 0,218 0,218 0,199 0,199 0,199 1,903 2 1 2
Cutting 0,193 0,193 0,193 0,117 0,193 0,193 0,193 0,193 0,193 1,661 2 1 2
Drilling 0,516 0,220 0,424 0,354 0,386 0,220 0,160 0,000 0,160 2,440 3 1 3
Milling 0,316 0,000 1,629 0,147 0,548 0,000 0,000 0,000 0,000 2,640 3 1 3
Bubut 0,000 0,000 0,000 0,000 0,000 0,000 0,976 0,192 0,163 1,331 2 1 2
Tap and Dies 0,430 0,000 0,000 0,382 0,215 0,000 0,000 0,000 0,000 1,027 2 1 2
Total 14 14
Sumber: Pengolahan Data
Rumus perhitungan jumlah operator yang digunakan dalam melakukan assembly adalah sebagai berikut.
N = Waktu Operasi
Waktu Pembuatan 1 Ragum
Pada assembly 1 dapat dihitung dengan cara sebagai berikut.
N = 2 + 11 + 38 + 37 + 25 + 12 52,5 × 60
= 0,040
Rekapitulasi jumlah operator yang digunakan dalam melakukan assembly dapat dilihat pada Tabel 3.34.
Tabel 3.34. Jumlah Operator Assembly Aktivitas
Assembly
Waktu Operasi
Jumlah Operator Teoritis
Jumlah Operator
Aktual
Assembly 1 2,084 0,040 1
Assembly 2 0,750 0,015 1
Total 2
Sumber: Pengolahan Data
Rekapitulasi total operatoryang digunakan dalam pembuatan ragum dapat dilihat pada Tabel 3.35.
Tabel 3.35. Total Operator pada Pembuatan Ragum Total Operator pada Mesin Total Operator
Assembly Jumlah Operator
14 2 16
Sumber: Pengolahan Data
3.3. Pembuatan Gambar Mesin
Gambar mesin pada produksi ragum menggunakan AutoCAD 2017 adalah sebagai berikut.
1. Mesin Gerinda
Gambar mesin gerinda dapat dilihat pada Gambar 3.3.
Sumber: AutoCAD 2017
Gambar 3.3. Mesin Gerinda 2. Mesin Milling
Gambar mesin milling dapat dilihat pada Gambar 3.4.
Sumber: AutoCAD 2017
Gambar 3.4. Mesin Milling 3. Mesin Bubut
Gambar mesin bubut dapat dilihat pada Gambar 3.5.
Sumber: AutoCAD 2017
Gambar 3.5. Mesin Bubut
4. Mesin Tap and Dies
Gambar mesin tap and dies dapat dilihat pada Gambar 3.6.
Sumber: AutoCAD 2017
Gambar 3.6. Mesin Tap and Dies 5. Mesin Drilling
Gambar mesin drilling dapat dilihat pada Gambar 3.7.
Sumber: AutoCAD 2017
Gambar 3.7. Mesin Drilling
6. Mesin Cutting
Sumber: AutoCAD 2017
Gambar 3.8. Mesin Cutting 7. Meja Assembly
Sumber: AutoCAD 2017
Gambar 3.9. Meja Assembly