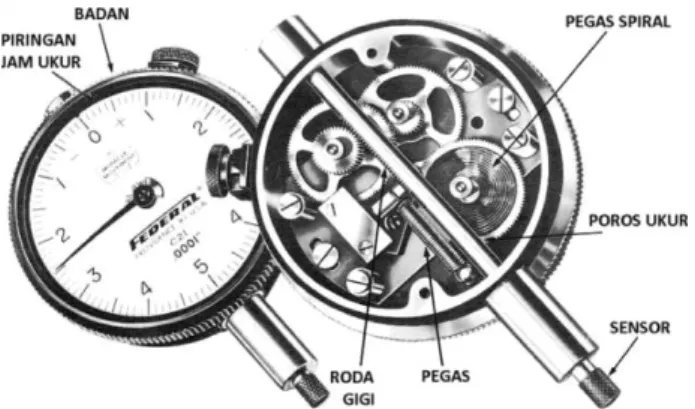
Dengan menyelesaikan magang ini, mahasiswa diharapkan mampu melakukan kalibrasi dial gauge dengan menggunakan alat dan prosedur yang benar, mampu menggunakan dial gauge untuk melakukan pengukuran dengan benar, dan mampu membaca hasil pengukuran menggunakan dial gauge dengan cara yang benar. . jalan. Dial gauge adalah alat perbandingan yang banyak digunakan dalam industri permesinan dan departemen pengukuran. Prinsip kerja dial gauge adalah mekanis, gerak linier sensor diubah menjadi gerak putar oleh penunjuk pada dial melalui rak dan susunan roda gigi.
Sedangkan pegas koil berfungsi sebagai penarik sistem transmisi roda gigi, sehingga permukaan gigi yang dipasangkan selalu menekan pada sisi yang sama pada kedua arah putaran (untuk menghindari backlash) yang dapat terjadi akibat profil gigi yang tidak sempurna atau aus. Untuk alat pengukur berkapasitas besar, terdapat jam kecil pada pelat jam besar, dimana satu putaran jarum besar sama dengan tanda jam kecil. Lakukan pengukuran balok dengan arah ke atas (dari ukuran terkecil ke ukuran terbesar) kemudian lanjutkan ke arah bawah (dari ukuran terbesar ke ukuran terkecil) sesuai tabel.
KESIMPULAN
Kesimpulan
LAPORAN METROLOGI INDUSTRI 02
LAPORAN PRAKTIKUM
PENGUKURAN KELURUSAN DAN KEBULATAN POROS
PENDAHULUAN
Tujuan Praktikum
Dasar Teori
ALAT DAN PERLENGKAPAN PRAKTIKUM
Alat dan Perlengkapan - Jangka sorong
LANGKAH DAN KESELAMATAN KERJA
HASIL DATA PERCOBAAN
ANALISIS HASIL DATA PERCOBAAN
Analisis Data Praktikum
PENUTUP
LAPORAN METROLOGI INDUSTRI 03
LAPORAN PRAKTIKUM KALIBRASI DAN PEMAKAIAN JANGKA SORONG
PROGRAM STUDI S1 PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS NEGERI YOGYAKARTA 2022
Tujuan Praktikum
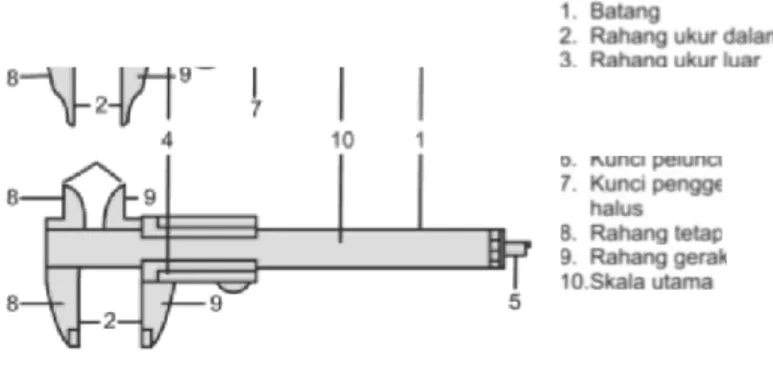
Dengan adanya rahang pengukur yang tetap dan rahang pengukur yang bergerak, maka jangka sorong dapat digunakan untuk mengukur dimensi luar, dimensi dalam, kedalaman dan tinggi benda ukur. Selain skala utama, jangka sorong juga dilengkapi dengan skala tambahan yang sangat berperan penting dalam pengukuran yaitu skala vernier. Agar penggunaan jangka sorong dapat berjalan dengan baik dan tidak menimbulkan kemungkinan yang dapat menimbulkan kerusakan, ada beberapa hal yang perlu diperhatikan yaitu.
Letakkan kaliper di tempat yang aman agar tidak mudah terjatuh atau terbentur benda lain. Melihat data percobaan yang dilakukan siswa, percobaan dilakukan oleh dua orang siswa yang melakukan percobaan sebanyak 16 kali dari titik kendali 0 jangka sorong sampai pada balok ukur setebal 15 mm. Pada percobaan kali ini siswa menggunakan alat ukur berupa jangka sorong merek Mitutoyo dengan ketelitian 0,05 mm.
Siswa melakukan pengukuran dengan rahang dan ekor rahang untuk mengkalibrasi apakah ketelitian dan presisi rahang masih baik atau tidak.
Kesimpulan
LAPORAN METROLOGI INDUSTRI 04
LAPORAN PRAKTIKUM KALIBRASI DAN PEMAKAIAN MICROMETER
Alat dan Perlangkapan Praktikum
KESELAMATAN KERJA DAN LANGKAH PRAKTIKUM
- Keselamatan Kerja
- Langkah Kerja 1. Langkah Kalibrasi
- Cara Menggunakan Mikrometer
- Pemeriksaan Kesejajaran Kedua Muka Ukur
- Pemeriksaan kebenaran skala ukur mikrometer
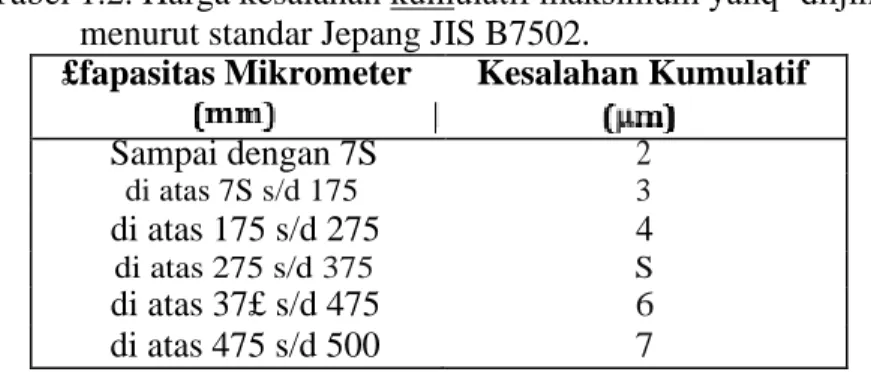
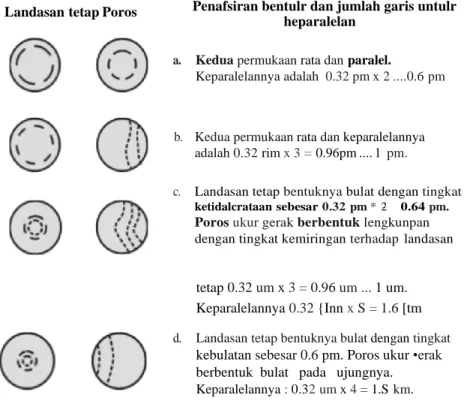
Jika tidak muncul garis berwarna pada permukaan ukur setelah dilihat melalui kaca datar, maka dapat disimpulkan bahwa permukaan ukur tersebut datar. Jika muncul garis berwarna berarti permukaan pengukuran tidak rata. Muka ukur mikrometer masih dianggap baik jika yang terlihat tidak lebih dari 2 garis berwarna (untuk mikrometer berkapasitas lebih dari 250 mm maksimal 4 garis). Permukaan pengukuran mikrometer tidak hanya harus rata, tetapi juga harus sejajar jika permukaan pengukuran yang satu diletakkan berdekatan dengan permukaan pengukuran lainnya.
Pengecekan kesejajaran permukaan ukur juga dapat dilakukan dengan menggunakan kaca datar, melainkan kaca datar yang mempunyai dua permukaan datar sejajar. Dengan cahaya tersebut dapat diketahui apakah terdapat garis-garis berwarna pada kedua permukaan ukur mikrometer yang diperiksa. Untuk memeriksanya, kedua permukaan pengukuran tentunya harus benar-benar bersih dari kotoran, sehingga pemeriksaannya dilakukan secara menyeluruh.
Untuk memeriksa kesejajaran muka ukur mikrometer yang berkapasitas lebih dari 25 mm dapat digunakan alat lain yaitu balok ukur. Dengan mengamati banyaknya garis berwarna yang terlihat maka dapat diketahui apakah kedua bidang ukur mikrometer tersebut benar-benar sejajar atau tidak. Alat ukur standar yang biasa digunakan untuk memeriksa kebenaran skala ukur mikrometer adalah balok ukur dengan mutu kelas 1 atau kelas 2.
Blok pengukur yang digunakan untuk pemeriksaan juga harus diberi skala (biasanya penambahan 0,5 mm). Setelah dipastikan posisi nol memang benar, selanjutnya dilakukan pemeriksaan dengan mengukur balok gage 0,5 mm, dicatat nilai yang ditunjukkan oleh skala mikrometer. Kesalahan = pembacaan mikrometer - pengukuran ukuran balok kemudian dilakukan pengukuran berulang-ulang dengan cara yang sama seperti di atas, dimulai hanya dari pengukuran maksimum balok ukur sampai dengan pengukuran balok ukur terkecil pada posisi awal nol.
Pada percobaan ini skala putar dan skala utama mikrometer sejajar dengan titik 0. Sebelum menggunakan balok ukur sebaiknya dibersihkan terlebih dahulu dengan cairan pembersih. Dari data yang diperoleh pada saat proses kalibrasi blok gage, mikrometer dapat menampilkan ukuran sesuai dengan besarnya blok gage yang digunakan, hal ini menunjukkan bahwa mikrometer masih sangat layak digunakan dalam pengukuran benda kerja.
LAPORAN METROLOGI INDUSTRI 05
LAPORAN PRAKTIKUM PENGUKURAN SUDUT DENGAN ANGLE GAUGE PROTACTOR DAN BEVEL
PROTACTOR
Alat dan Perlengkapan Praktikum 1. Bevel Protaktor,
Berhati-hatilah dalam mengatur posisi busur derajat untuk mendapatkan hasil pengukuran yang akurat dan menghindari benturan busur derajat dengan meja datar atau benda ukur.
Langkah Kerja
BAHAN DISKUSI DAN DATA PRAKTIKUM
Bahan Diskusi
Data Praktikum
PEMBAHASAN
Analisis hasil praktikum
- Kesimpulan
Perbedaan hasil pengukuran mungkin disebabkan oleh perbedaan alat ukur, kesalahan pada saat membaca alat ukur yang digunakan, kesalahan pada saat melakukan pengukuran, ketidakrataan permukaan benda dan kesulitan dalam menentukan letak sudut yang akan diukur.
LAPORAN METROLOGI INDUSTRI 06 LAPORAN PRAKTIKUM
PENGUKURAN RADIUS DENGAN ROL DAN BOLA BAJA
Setelah menyelesaikan praktikum ini, mahasiswa diharapkan mahir dalam mengukur dimensi jari-jari benda kerja dengan menggunakan roller dan bola baja, mahir dalam mengatur posisi roller dan bola baja untuk mengontrol jari-jari benda kerja, mampu menentukan jari-jari benda kerja. berdasarkan hasil pengendalian menggunakan roller dan bola baja. Jari-jari suatu benda ukur atau diameter silinder besar umumnya sulit atau tidak mungkin diukur secara langsung. Untuk itu diperlukan cara pengukuran tidak langsung dengan bantuan alat yaitu roller atau bola.
Untuk itu perlu dilakukan pengukuran secara cermat untuk mengetahui ukuran sebenarnya dan keakuratan roller yang digunakan.
ANALISIS DATA PRAKTIKUM
Analisis Data Praktikum
- Penyebab perbedaan perhitungan cara 2 dan 3
Perbedaan hasil pengukuran pada angka 2 dan 3 mungkin terjadi karena parameter perhitungan yang digunakan berbeda dan rumus yang digunakan juga berbeda. Pada metode 2 jari-jari luar dihitung dengan hanya bola baja yang diletakkan di sebelah benda kerja dan pada metode 3 jari-jari luar dihitung dengan bola baja ditempatkan pada benda kerja dan benda kerja ditempatkan pada blok pengukur yang disediakan. blok ukur inilah yang melakukan perubahan terhadap parameter perhitungan dan rumus yang digunakan. Jika data observasi dan rumus yang digunakan cocok, maka hasil perhitungan dengan menggunakan rumus tersebut tidak akan jauh berbeda.
Kesimpulan
LAPORAN METROLOGI INDUSTRI 07 LAPORAN PRAKTIKUM TIRUS
DALAM DAN LUAR
Perbedaan sudut dan ukuran diameter maksimum dan minimum dapat terjadi karena kesalahan siswa dalam membaca alat ukur yang digunakan, maupun kesalahan siswa dalam melakukan perhitungan.
LAPORAN METROLOGI INDUSTRI 08 LAPORAN PRAKTIKUM
PENGUKURAN RODA GIGI LURUS
Alat dan Perlengkapan Praktikum 1) Mistar sorong roda gigi
BAHAN DISKUSI DAN DATA PRAKTIKUM
Analisis perhitungan roda gigi lurus
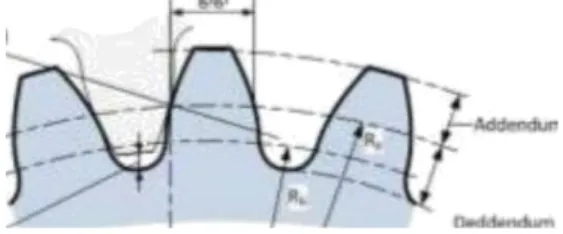
Pada praktikum pengukuran roda gigi pacu ini digunakan mistar hitung dan jangka sorong. Benda kerja yang akan diukur adalah roda gigi 35 gigi dan roda gigi 40 gigi, kedua roda gigi tersebut diukur dengan menggunakan parameter yang telah ditetapkan. Dari data praktek yang diperoleh dan data perhitungan yang dilakukan diketahui bahwa kedua roda gigi tersebut mempunyai modul sebesar 1,5. Sproket 35 gigi memiliki tinggi gigi 1,92 mm dan ketebalan gigi 2,10 mm.
Pada tabel kesesuaian penggunaan roda gigi terlihat bahwa roda gigi nomor 35 mempunyai tinggi standar 1,5264 mm dan mempunyai ketebalan gigi standar 2,35545 mm, sehingga diketahui roda gigi dengan jumlah gigi 35 masih mempunyai tinggi gigi diatas standar yang ditentukan tetapi gigi ini tidak memenuhi standar ketebalan yang ditentukan. Roda gigi 40 gigi memiliki tinggi gigi 1,55 mm dan ketebalan gigi 2,05 mm. Pada tabel kesesuaian roda gigi terlihat bahwa roda gigi nomor 40 mempunyai tinggi standar sebesar 1,5231 mm dan tebal gigi standar sebesar 2,2611 mm, sehingga diketahui roda gigi dengan nomor gigi 40 mempunyai ketebalan dan tinggi gigi yang sesuai. tidak memenuhi standar, maka roda gigi tersebut harus diganti dengan roda gigi baru yang masih layak pakai.
Roda gigi masih layak digunakan apabila ketebalan dan tinggi gigi masih diatas standar yang ditentukan. Roda gigi yang baik adalah roda gigi yang ukurannya sesuai dengan standar yang telah ditentukan.
LAPORAN METROLOGI INDUSTRI 09 LAPORAN PRAKTIKUM
PENGUKURAN DENGAN BATANG SINE BAR
Analisis data percobaan
Dari perhitungan diatas terlihat sudut o mempunyai kemiringan sebesar 23,95°, tinggi balok ukur yang harus ditambahkan untuk mengatur atau meratakan permukaan benda kerja adalah 81,2mm. Dan pada sudut § yang mempunyai kemiringan 5,09° maka tinggi balok ukur yang akan ditambah atau diatur adalah 17,75 mm. Ketinggian balok pengukur yang akan ditambahkan tergantung pada jarak ke permukaan benda kerja, yang diukur menggunakan dial gauge.
Semakin jauh jarak permukaan yang diukur maka semakin kecil tinggi balok ukur yang akan ditambahkan. Semakin pendek jarak permukaan yang diukur maka semakin besar tinggi balok ukur yang akan ditambahkan.
LAPORAN METROLOGI INDUSTRI 10 LAPORAN PRAKTIKUM
PENGUKURAN DENGAN PROYEKTOR BENTUK (PROFILE PROJECTOR)
Analisa data praktikum
Kesalahan dalam praktik ini dapat disebabkan oleh beberapa faktor antara lain kesalahan alat ukur, kesalahan subjek, dan kurangnya ketelitian dalam membaca skala. Cara mengatasinya adalah ketika melakukan latihan, usahakan siswa dalam keadaan sehat agar lebih mudah berkonsentrasi saat melakukan latihan. Selain itu siswa juga perlu berhati-hati dan tepat dalam menempatkan benda agar bayangan yang diukur dapat tepat dengan garis yang akan digunakan untuk mengukur, hal ini tentunya akan mempengaruhi hasil pengukuran dari latihan, dan siswa juga perlu mempelajari cara menggunakan alat dengan memanfaatkan kemajuan teknologi yang ada, sehingga pada saat magang mahasiswa akan lebih terampil dalam menggunakan alat dan menghitung hasil pengukuran yang dilakukan. Penyebab kesalahan dalam praktek ini disebabkan oleh kesalahan pengukuran akibat meteran dan kesalahan pengukuran akibat benda yang diukur.
Cara untuk mengatasi kesalahan tersebut adalah siswa harus membiasakan diri dengan alat yang akan digunakan, selama praktikum siswa dalam keadaan sehat dan menggunakan metode pengukuran yang terbaik dengan proyektor profil.
LAPORAN METROLOGI INDUSTRI 11 LAPORAN PRAKTIKUM
PENGUKURAN ULIR
Alat dan Perlengkapan
Hati-hati jangan sampai kawat pengukur dan prisma pengukur tertimpa/hancur oleh benda berat (kelurusan dan diameter kawat harus dijaga dalam kondisi baik. Ukur dimensi profil gigi, ketebalan gigi, tinggi gigi ( ha dan hf), diameter luar gigi (da), diameter efektif (dw), diameter inti (df), modulus (m), dan seterusnya, dengan menggunakan mikrometer pana dan penggaris roda gigi Carilah s dan ha untuk modulus = 1 (dalam tabel), sesuai dengan jumlah gigi (Z) roda gigi yang akan diperiksa.
Setelah selesai mengukur, bersihkan semua alat ukur dan oleskan minyak anti korosi. Kemudian simpan di tempat aslinya. Bandingkan hasil pengukuran kawat menggunakan mikrometer pana, metode tiga kawat, dan mikrometer massa kereta terapung.
Data Pratikum