v
PENGARUH TEKANAN GAS PADA PENGELASAN OXI
ASETILEN WELDING ( OAW ) TERHADAP KEKUATAN
TARIK DAN KETANGGUHAN PADA BAHAN
ALUMUNIUM-MAGNESIUM ( Al+Mg )
Skripsi Yang Diajukan Untuk Melengkapi
Syarat Memperoleh Gelar Sarjana Teknik
YUDI PRATAMA
NIM.080401049
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
xi
ABSTRAK
Pembangunan konstruksi dengan menggunakan logam pada masa
sekarang ini banyak melibatkan unsur pengelasan khususnya bidang rancang
bangun karena sambungan las merupakan salah satu pembuatan sambungan
yang secara teknis memerlukan keterampilan yang tinggi bagi pengelas agar
diperoleh sambungan dengan kualitas baik. Tujuan dari penelitian ini adalah
untuk mendapatkan nilai ketangguhan sambungan las pada material
aluminium magnesium serta karakterisitik hasil pengelasan dengan variasi
tekanan gas oxy asetilen . pada penelitian ini menggunakan campuran logam
aluminium-magnesium pada pengelasan oxy asetilen welding (OAW) dengan
variasi tekanan O2 1lb,c2h2 3lb/m² dan tekanan O2 2 lb,c2h2 6lb/m². Hasil
pengujian pada penelitian ini meliputi hasil pengujian Tarik, Impact,
Kekerasan,dan Metallografi.dimana pada pengujian metalografi terlihat warna
putih keperakan menunjukan aluminium dan butiran berwarna hitam
menunjukan magnesium.
xii
ABSTRACT
Using metal construction at the present time involves many elements, particularly the field of welding because the weld joint design is one of making connections which technically requires high skills for welding in order to obtain a connection with good quality. in this study using aluminum-magnesium alloys in oxy acetylene welding welding (OAW) with pressure variations O2 1lb,C2H2 3lb /m² and pressure O2 2 lb,c2h2 6lb/m². The test results on the study include Pull test results, Impact, Hardness, and Metallografi. where the metallographic examination showed visible white silvery aluminum and magnesium showed black granules.
xiii KATA PENGANTAR
Puji syukur kehadirat Allah SWT atas limpahan rahmat dan karunia yang
diberikan kepada Penulis sehingga dapat menyelesaikan laporan hasil penelitian
skripsi ini.Shalawat dan salam saya ucapkan kepada baginda Rasulullah Muhammad
SAW.
Skripsi ini merupakan salah satu persyaratan guna memperoleh gelar Sarjana
Teknik (ST) Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera
Utara.Adapun dari judul skripsi ini adalah “Pegaruh Tekanan Gas Pada
Pengelasan Oksi Asetliwn Welding ( OAW ) Terhadap Kekuatan Tarik dan
Ketangguhan Pada Bahan Alumunium-Magnesium ( Al+Mg )”.
Laporan hasil penelitian skripsi ini merupakan salah satu syarat yang harus
dipenuhi oleh setiap mahasiswa untuk mendapatkan gelar Sarjana Teknik pada
Program Studi Regular Teknik Mesin Fakultas Teknik Universitas Sumatera Utara.
Untuk itu penulis ingin mengucapkan terima kasih kepada:
• Bapak Dr.Ir.Muhammad Sabri selaku Dosen Pembimbing penulis yang telah
banyak memberi masukan, kepercayaan serta membina saya selama
mengerjakan penelitian ini.
• Bapak Dr. Ing-Ir. Ikhwansyah Isranuri selaku ketua Departemen Teknik
Mesin, Fakultas Teknik Universitas Sumatera Utara.
• Terima kasih kepada seluruh staf pengajar dan dosen yang telah banyak membantu dan memberikan ilmu selama perkuliahan.
• Kepada Orang tua saya tercinta A.Anwar dan E.br.damanik, serta seluruh
keluarga yang telah memberikan dukungan secara moril maupun materil.
• Terima kasih kepada kel.Agustinus Sibuea,yang telah membantu dan memberi
dukungan fasilitas pada saya dalam penyelesaian skripsi ini.
• Terima kasih kepada teman-teman saya saudara Ferdy J Marpaung ST,Jefri H
manik,Gunung Sinambela,Ari M Bangun dan Lasmen Sitompul,yang telah
xiv • Seluruh teman – teman stambuk 2008 dan 2010 terkhususnya dan mahasiswa
Program Studi Magister Teknik Mesin Fakultas Teknik Universitas Sumatera
Utara yang telah memberikan bantuan baik selama perkuliahan maupun
lain-lain.
• Seluruh staf pegawai administrasi di Departemen Teknik Mesin, Ibu Ismawati, Kak Sonta, Bapak Syawal, Bang Sarjana,bang Rustam dan Bang
Lilik yang telah banyak membantu dan memberikan ilmu selama perkuliahan.
• Terima kasih kepada seluruh asisten laboratorium departemen Teknik
Mesin,yang telah membantu dalam penelitian.
Penulis sangat menyadari bahwa dalam laporan hasil penelitian ini masih jauh
dari kesempurnaan, untuk itu sarandan komentar sangat diperlukan.
Terima kasih atas segala bantuan baik secara moril maupun materil, baik secara
langsung ataupun tidak langsung kepada semua pihak yang telah berkontribusi dalam
penulisan laporan hasil penelitian ini.
Medan, Penulis
xv
DAFTAR TABEL ...viii
DAFTAR GAMBAR ...x
DAFTAR NOTASI ...xiii
BAB 1 PENDAHULUAN ...1
1.1 Latar belakang ...1
1.2 Batasan masalah ...3
1.3 Tujuan penelitian ...3
1.3.1 Tujuan umum ...3
1.3.2 Tujuan khusus ...3
1.4 Manfaat penelitian ...4
1.5 Sistematika penulisan ...4
BAB 2 TINJAUAN PUSTAKA ...6
2.1 Pengertian Pengelasan ...6
2.1.1Klasifikasi cara-cara pengelasan ...7
xvi
2.2 Pengelasan Pada Aluminium……….…..14
2.2.1 Aluminium dan paduannya...14
2.2.2 Sifat Umum Dari Beberapa Jenis Paduan...15
2.5.1 Teori Uji Impak (Impact Test)………...40
2.5.2 2.5.2 Uji Tarik (Tensile Test)………48
2.5.3 Uji Kekerasan (Hardness Test)………..50
2.5.4 Photo Mikro (Metalografi)………...51
BAB 3 METODOLOGI PENELITIAN ...58
3.1 Jadwal penelitian dan lokasi penelitian ...58
3.2 Metode penelitian ...58
3.3 Variabel-variabel pengujian ...59
3.3.1 Spesimen ...60
3.3.2 Kawat las yang digunakan ...60
3.4. Bahan dan Alat ...61
3.4.1 Pembuatan Spesimen Uji Impak ...61
xvii
3.4.3 Pembuatan Specimen Uji Kekerasan...64
3.4.4 Proses Pengelasan………..66
3.5 Proses Pengujian………..68
3.5.1 Uji Impak………...68
3.5.2 Uji Tarik (Tensile)………..70
3.5.3 Uji Kekerasan(Hardness)………...…71
3.5.4 Foto Struktur Mikro………...73
3.6. Diagram Alir………...75
BAB 4 ANALISA DATA DAN PEMBAHASAN ...76
4.1 Hasil Pembentukan Spesimen ...76
4.2 Hasil pengujian...76
4.2.1 Hasil Pengujian Tarik……….77
4.2.2 Hasil Pengujian impact ...86
4.2.3 Hasil Uji Kekerasan...90
4.2.3 Hasil Pengujian Metalografi ( Stuktur Mikro )………..93
BAB V KESIMPULAN DAN SARAN ...95
5.1 Kesimpulan ...95
5.2 Saran ...96
DAFTAR PUSTAKA ...97
xviii
DAFTAR TABEL
Halaman
Tabel 4.1 Nilai tegangan dari tekanan O2 1lb,c2h2 3lb/m² dan O2 2 lb,c2h2 6lb/mm2……. 84 Tabel 4.2. Hasil pengujian impact dengan bahan Aluminium-magnesium dengan
tekanan O2 1lb,c2h2 3lb/m²……...………...87
Tabel 4.3. Hasil pengujian impact dengan bahan Aluminium-magnesium dengan
tekanan O2 1lb,c2h2 6lb/m²……….…....…...88
Tabel 4.4 Hasil pengujian kekerasan dengan tekanan O2 1lb,c2h2 3lb/m² dan
xix DAFTAR GAMBAR
Halaman
Gambar 2.1 Klasifikasi cara pengelasan... 8
Gambar 2.2 Tabung oksigen dan acetylene.... 9
Gambar 2.3 Nyala karburasi ...……... 11
Gambar 2.4 Nyala oksidasi ………... 11
Gambar 2.5 Nyala netral... 12
Gambar 2.6 Al-Mg phase diagram, Temperatur (°C) Vs % Mg...
Gambar 2.11 Muka cekung... 26
Gambar 2.12 Longsor Pinggir ……….……. 26
Gambar 2.13 Penguat berlebihan ………..………...……… 27
Gambar 2.14 Jalur terlalu lebar ………... 28
Gambar 2.15 Tinggi rendah ………... 29
Gambar 2.16 Lapis dingin …………..……….. 30
Gambar 2.17 Penetrasi tidak sempurna ……….……… 31
Gambar 2.18 Penetrasi berlebihan ……… 32
xx
Gambar 2.26 Benda Uji Impak Metode Izod dan Metode Charpy …... 42
Gambar 2.27 Alat Uji Impact ……………….... 44
Gambar 2.28 Struktur Mikro Mekanisme Perpatahan Microvoid Coalescence... 44
Gambar 2.29 Struktur Mikro Mekanisme Perpatahan Cleavage ……….. 45
Gambar 2.30 Bentuk Dan Dimensi Uji Impak Berdasarkan ASTM E23-56T... 47
Gambar 2.31 Kurva tegangan regangan………...…... 48
Gambar 2.32 Alat Uji Photo Mikro (Mikroskop optic)……... 51
Gambar 3.1 Kawat las AWS-A5.2………. 60
Gambar 3.2 Bentuk dan ukuran spesimen ……….…………... 62
Gambar 3.3 Spesimen Uji Impak (sebelum pengelasan)…..………. 62
Gambar 3.4 Spesimen uji impak setelah pengelasan ………. 63
Gambar 3.5 Spesimen uji tarik sebelum pengelasan ………….…....... 64
Gambar 3.6 Spesimen uji tarik setelah pengelasan... 64
Gambar 3.7 Spesimen uji kekerasan (Hardness Test)………... 65
Gambar 3.8 Spesimen uji kekersan setelah pengelasan ………….……... 65
Gambar 3.9 Komponen Las oxy asetilen welding... 66
Gambar 3.10 Proses pengelasan ……… 67
Gambar 3.11 Spesimen uji impact,tensile,hardness,metalografi sesudah pengelasan ……….….. 67
Gambar 3.12 Mesin impak charpy... 68
Gambar 3.13 Skema proses pengujian impak……….... 69
Gambar 3.14 Alat uji tarik(Tensile)……… 71
Gambar 3.15 Alat uji Brinell (Lab. Metallurgi USU, 2013)... 72
Gambar 3.16 Alat foto mikro………... 74
Gambar 3.17 Diagram alir penelitian ……….……… 75
Gambar 4.1 spesimen uji tarik sebelum di uji………... 76
xxi
Gambar 4.3 kurva hasil uji tarik P ( kgf ) vs ε (elongation) spesimen II .. 78
Gambar 4.4 kurva hasil uji tarik P ( kgf ) vs ε (elongation) spesimen III.... 79
Gambar 4.5 spesimen uji tarik setelah pengujian dengan tekanan O2
1lb,c2h23lb/m²……… 79
Gambar 4.6 kurva hasil uji tarik P ( kgf ) vs ε (elongation) spesimen I….. 80
Gambar 4.7 kurva hasil uji tarik P ( kgf ) vs ε (elongation) spesimen II... 80
Gambar 4.8 kurva hasil uji tarik P ( kgf ) vs ε (elongation) spesimen III… 81
Gambar 4.9 spesimen uji tarik setelah pengujian dengan tekanan O2 2
lb,c2h2 6lb/m²………...……….…. 81
Gambar 4.10 spesimen pengujian impact tekanan O21lb,c2h23lb/m².…… 88
Gambar4.11 spesimen pengujian impact tekanan O22lb,c2h26lb/m²……. 89
Gambar 4.12 Grafik Perbandingan Nilai Ketangguhan Impact dari tekanan O2 1lb,c2h2 3lb/m² dan O2 2 lb,c2h2 6lb/m²…….. ..
89
Gambar 4.13 spesimen uji kekerasan dengan tekanan O2 1lb,c2h2 3lb/m² 90
Gambar4.14 spesimen uji kekerasan engan tekanan O2 2 lb,c2h2
6lb/m²……….….….………..…90
Gambar 4.15 Grafik nilai Perbandingan BHN………….………...……….92
Gambar 4.16 Struktur mikro Aluminium-magnesium pada pembesaran
200X dengan tekanan O2 1lb,c2h2 3lb/m²…………...………....93
Gambar 4.17 Struktur mikro Aluminium-magnesium pada pembesaran
xxii
DAFTAR NOTASI
σ = Tegangan (MPa)
P = Beban pada waktu pengujian (kgf)
A = Luas penampang (cm2)
E = energy yang diserap
Α = sudut awal pemukulan (1470 )
ß = sudut akhir pemukulan
ε = Regangan (%)
Δ L = Panjang akhir (mm)
Lo = Panjang awal (mm)
σu= Tegangan nominal (kg/mm2)
Fu = Beban maksimal (kg)
xi
ABSTRAK
Pembangunan konstruksi dengan menggunakan logam pada masa
sekarang ini banyak melibatkan unsur pengelasan khususnya bidang rancang
bangun karena sambungan las merupakan salah satu pembuatan sambungan
yang secara teknis memerlukan keterampilan yang tinggi bagi pengelas agar
diperoleh sambungan dengan kualitas baik. Tujuan dari penelitian ini adalah
untuk mendapatkan nilai ketangguhan sambungan las pada material
aluminium magnesium serta karakterisitik hasil pengelasan dengan variasi
tekanan gas oxy asetilen . pada penelitian ini menggunakan campuran logam
aluminium-magnesium pada pengelasan oxy asetilen welding (OAW) dengan
variasi tekanan O2 1lb,c2h2 3lb/m² dan tekanan O2 2 lb,c2h2 6lb/m². Hasil
pengujian pada penelitian ini meliputi hasil pengujian Tarik, Impact,
Kekerasan,dan Metallografi.dimana pada pengujian metalografi terlihat warna
putih keperakan menunjukan aluminium dan butiran berwarna hitam
menunjukan magnesium.
Kata kunci : Aluminium-Magnesium,Oxy Asetilen,pengujian tarik, impact, kekerasan, metallografi
xii
ABSTRACT
Using metal construction at the present time involves many elements, particularly the field of welding because the weld joint design is one of making connections which technically requires high skills for welding in order to obtain a connection with good quality. in this study using aluminum-magnesium alloys in oxy acetylene welding welding (OAW) with pressure variations O2 1lb,C2H2 3lb /m² and pressure O2 2 lb,c2h2 6lb/m². The test results on the study include Pull test results, Impact, Hardness, and Metallografi. where the metallographic examination showed visible white silvery aluminum and magnesium showed black granules.
Keywords: Aluminum-Magnesium, Oxy Acetylene, tensile testing, impact, hardness, metallografi
xxiii BAB I
PENDAHULUAN
1.1Latar Belakang
Pengembangan teknologi dibidang konstruksi yang semakin maju tidak dapat
dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan
reparasi logam. Pembangunan konstruksi dengan menggunakan logam pada masa
sekarang ini banyak melibatkan unsur pengelasan khususnya bidang rancang bangun
karena sambungan las merupakan salah satu pembuatan sambungan yang secara
teknis memerlukan keterampilan yang tinggi bagi pengelas agar diperoleh sambungan
dengan kualitas baik. Lingkup penggunaan teknik pengelasan dalam kostruksi sangat
luas meliputi perkapalan, jembatan, rangka baja,bejana tekan, sarana transportasi, rel,
pipa saluran dan lain sebagainya.
Faktor yang mempengaruhi kwalitas las yaitu suatu perencanaan untuk
pelaksanaan penelitian yang meliputi cara pembuatan konstruksi las yang sesuai
rencana dan spesifikasi dengan menentukan semua hal yang diperlukan dalam
pelaksanaan tersebut. Faktor yang mempengaruhi produksi pengelasan adalah jadwal
pembuatan, proses pembuatan, alat dan bahan yang diperlukan, urutan pelaksanaan,
persiapan pengelasan, meliputi : pemilihan mesin las, penunjukan juru las, pemilihan
xxiv
Pengelasan berdasarkan klasifikasi cara kerja dapat dibagi dalam tiga kelompok yaitu
pengelasan cair, pengelasan tekan dan pematrian. Pengelasan cair adalah suatu cara
pengelasan dimana benda yang akan disambung dipanaskan sampai mencair dengan
sumber enegi panas. Pengelasan Tekan Pengelasan tekan adalah cara pengelasan di
mana sambungan dipanaskan dan kemudian ditekan hingga menjadi satu. Pematrian
adalah cara pengelasan dimana sambungan diikat dan disatukan dengan
menggunakan paduan logam yang mempunyai titik cair rendah. Dalam hal ini logam
induk tidak turut mencair. Cara pengelasan yang paling banyak digunakan adalah
pengelasan cair dengan busur (las busur listrik) dan gas.
Tidak semua logam memiliki sifat mampu las yang baik. Bahan yang
mempunyai sifat mampu las yang baik diantaraya adalah baja paduan rendah. Baja ini
dapat dilas dengan las busur elektroda terbungkus, las busur rendam dan las MIG (las
logam mulia). Baja paduan rendah biasa digunakan untuk plat-plat tipis dan
konstruksi umum.
Kekuatan hasil lasan dipengaruhi oleh tekanan gas oxy asetilen dan kecepatan
pengelasan. Penentuan besarnya tekanan gas dalam penyambungan logam
menggunakan OAW mempengaruhi efisiensi pekerjaan dan bahann las. Berdasarkan
latar belakang diatas maka penelitian ini mengambil judul “PENGARUH TEKANAN
GAS PADA PENGELASAN OXI ASETILEN WELDING ( OAW ) TERHADAP
KEKUATAN TARIK DAN KETANGGUHAN PADA BAHAN
xxv 1.2Batasan masalah
Batasan masalah pada penelitian ini adalah :
1. Bahan yang digunakan adalah paduan Aluminium+Magnesium
2. Pengelasan menggunakan mesin las OAW
3. Pengujian yang dilakukan adalah uji tarik (tensile test), uji
kekerasan, uji mikrostruktur, uji ketangguhan (Impact Charpy )
dan waktu pendinginan pada pengelasan.
1.3Tujuan Penelitian
Tujuan yang hendak dicapai pada penelitian ini adalah :
1.3.1. Secara umum
Tujuan umum dari penelitian ini adalah untuk mendapatkan nilai ketangguhan
sambungan las pada material aluminium magnesium dengan variasi tekanan
gas oxy asetilen .
1.3.2. Secara khusus
Tujuan khusus penelitian ini adalah :
1. Membandingkan hasil pengujian tarik pada pengelasan oxy asitilen
dengan tekanan 1lb,c2h2 3lb/m² dan tekanan O2 2 lb,c2h2 6lb/m²
2. Menentukan nilai rata-rata dari energy yang diserap dari pengujian
impact pada pengelasan oxy asitilen dengan tekanan 1lb,c2h2 3lb/m²
xxvi
3. Membandingkan nilai tertinggi dari kekerasan tiap-tiap specimen pada
daerah hasil pengelasan akibat tekanan gas oxy asitilen terhadap
pengujian Hardness.
4. Membandingkan hasil lasan pada tekanan 1lb,c2h2 3lb/m² dan tekanan
O2 2 lb,c2h2 6lb/m² dengan menggunakan foto mikro.
1.4Manfaat penelitian
Adapun manfaat dari pengujian ini adalah :
1. Bagi peneliti dapat menerapkan apa yang dipelajari di buku dengan
terjun langsung meneliti proses pegelasan yang dilakukan pada paduan
Aluminium dan Magnesium untuk megetahui kekuatan dari pengaruh
tekanan gas oxy asetilen
2. Bagi akademik dapat menambah pengetahuan tentang hasil penelitian
yang telah dilakukan guna referensi penelitian selanjutnya.
3. Bagi industri dapat memberikan manfaat apabila pada suatu konstruksi
yang menggunakan proses pengelasan terutama pada material
Aluminium dan Magnesium.
1.5Sistematika penulisan
Sistematika penulisan skripsi ini disajikan dalam 5 bab, secara garis
xxvii 1. BAB I : PENDAHULUAN
Pada bab ini menjelaskan tentang latar belakang, batasan masalah,
tujuan penelitian, dan sistematika penulisan.
2. BAB II : TINJAUAN PUSTAKA
Pada bab ini berisikan tinjauan pustaka,diantaranya mengenai teori
yang berhubungan dengan penelitia pengelasan, pengelasan, persiapan
sambungan, uji tarik, uji kekerasan, dan uji mikrostruktur.
3. BAB III : METODOLOGI PENELITIAN
Pada bab ini berisikan urutan dan cara yang dilakukan. Dimulai alat,
bahan, dan proses yang dilaksanakan.
4. BAB IV : ANALISA DATA
Pada bab ini berisaikan tentang hasil-hasil penelitian yang meliputi
hasil data perbandingan pengujian dari uji tarik dan kekerasan.
5. BAB V : KESIMPULAN DAN SARAN
Pada bab ini berisikan jawaban dari tujuan penelitian.
6. DAFTAR PUSTAKA
xxviii BAB II
TINJAUAN PUSTAKA
2.1. Pengertian Pengelasan
Pengelasan (welding) adalah salah satu teknik penyambungan logam dengan
cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan
dan dengan atau tanpa logam penambah dan menghasilkan sambungan yang continue.
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalah ikatan
metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam
keadaan lumer atau cair. Dengan kata lain, las adalah sambungan setempat dari
beberapa batang logam dengan menggunakan energi panas. Dalam proses
penyambungan ini adakalanya disertai dengan tekanan dan material tambahan (filler
material).
Teknik pengelasan secara sederhana telah diketemukan dalam rentang waktu
antara 4000 sampai 3000 SM. Setelah energi listrik dipergunakan dengan mudah,
teknologi pengelasan maju dengan pesatnya sehingga menjadi sesuatu teknik
penyambungan yang mutakhir. Hingga saat ini telah dipergunakan lebih dari 40 jenis
pengelasan.
Pada tahap-tahap permulaan dari pengembangan teknologi las, biasanya
pengelasan hanya digunakan pada sambungan-sambungan dari reparasi yang kurang
penting. Tapi setelah melalui pengalaman dan praktek yang banyak dan waktu yang
lama, maka sekarang penggunaan proses-proses pengelasan dan penggunaan
xxix
Terwujudnya standar-standar teknik pengelasan akan membantu memperluas
ruang lingkup pemakaian sambungan las dan memperbesar ukuran bangunan
konstruksi yang dapat dilas. Dengan kemajuan yang dicapai sampai saat ini,
teknologi las memegang peranan penting dalam masyarakat industri modern.
2.1.1 Klasifikasi Cara-cara Pengelasan
Sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang
digunakan dalam bidang las, ini disebabkan karena belum adanya kesepakatan dalam
hal tersebut. Secara konvensional cara-cara pengklasifikasiaan tersebut pada waktu
ini dapat dibagi dalam dua golongan, yaitu klasifikasi berdasarkan cara kerja dan
klasifikasi berdasarkan energi yang digunakan. Klasifikasi pertama membagi las
dalam kelompok las cair, las tekan, las patri dan lain-lainnya, sedangkan klasifikasi
yang kedua membedakan adanya kelompok-kelompok seperti las listrik, las kimia, las
mekanik dan seterusnya. Bila diadakan klasifikasi yang lebih terperinci lagi, maka
kedua klasifikasi tersebut di atas akan terbaur.
Di antara kedua cara klasifikasi tersebut, kelihatannya klasifikasi berdasarkan
cara kerja lebih banyak digunakan, berdasarkan klasifikasi ini pengelasan dapat
dibagi dalam tiga kelas utama yaitu:
1. Pengelasan cair adalah cara pengelasan di mana sambungan dipanaskan
sampai mencair dengan sumber panas dari busur listrik atau semburan api
gas yang terbakar.
2. Pengelasan tekan adalah cara pengelasan di mana sambungan dipanaskan
xxx
3. Pematrian adalah cara pengelasan di mana sambungan diikat dan disatukan
dengan menggunakan paduan logam yang mempunyai titik cair rendah.
Dalam cara ini logam induk tidak turut mencair.
Gambar 2.1 Klasifikasi pengelasan.
(Sumber: http://www
2.1.2 Las Oxy-Acetylene
Pengelasan dengan oxy-acetylene adalah proses pengelasan secara manual
dengan pemanasan permukaan logam yang akan dilas atau disambung sampai
mencair oleh nyala gas acetylene melalui pembakaran C2H2 dengan gas O2 dengan
atau tanpa logam pengisi. Proses penyambungan dapat dilakukan dengan tekanan
sangat tinggi sehingga dapat mencairkan logam.
Pengelasan dengan gas dilakukan dengan membakar bahan bakar gas yang
xxxi
(3000oC) yang mampu mencairkan logam induk dan logam pengisinya. Jenis bahan
bakar gas yang digunakan adalah acetylene, propana atau hidrogen, sehingga cara
pengelasan ini dinamakan las oxy-acetylene atau dikenal dengan nama las karbit.
Gambar 2.2 Tabung oksigen dan acetylene.
(Sumber : Sri Widharto, 2007)
Nyala asetilen diperoleh dari nyala gas campuran oksigen dan asetilen yang
digunakan untuk memanaskan logam sampai mencapai titik cair logam induk.
Pengelasan dapat dilakukan dengan atau tanpa logam pengisi.Oksigen diperoleh dari
proses elektrolisa atau proses pencairan udara. Oksigen komersil umumnya berasal
dari proses pencairan udara dimana oksigen dipisahkan dari nitrogen. Oksigen ini
disimpan dalam silinder baja pada tekanan 14 MPa.Gas asetilen (C2H2) dihasilkan
dari reaksi kalsium karbida dengan air.Gelembung-gelembung gas naik dan endapan
yang terjadi adalah kapur tohor. Reaksi yang terjadi dalam tabung asetilen adalah:
2C2H2 + 5O2 4CO2 + H20
Karbida kalsium keras, mirip batu, berwarna kelabu dan terbentuk sebagai
hasil reaksi antara kalsium dan batu bara dalam dapur listrik. Hasil reaksi ini
kemudian digerus, dipilih dan disimpan dalam drum baja yang tertutup rapat. Gas
xxxii
dengan mencampurkan karbid dengan air atau kini dapat dibeli dalam tabung-tabung
gas siap pakai.Agar aman tekanan gas asetilen dalam tabung tidak boleh melebihi 100
KPa, dan disimpan tercampur dengan aseton.Tabung asetilen diisi dengan bahan
pengisi berpori yang jenuh dengan aseton, kemudian diisi dengan gas asetilen.
Tabung jenis ini mampu menampung gas acetylene bertekanan sampai 1,7 MPa.
Nyala hasil pembakaran dalam las oxy-asetilen dapat berubah bergantung
pada perbandingan antara gas oksigen dan gas asetilennya. Ada tiga macam nyala api
dalam las oxy-asetilen seperti ditunjukkan pada gambar di bawah:
1. Nyala asetilen lebih (Nyala karburasi)
Bila terlalu banyak perbandingan gas asetilen yang digunakan
maka di antara kerucut dalam dan kerucut luar akan timbul kerucut nyala
baru berwarna biru. Di antara kerucut yang menyala dan selubung luar
akan terdapat kerucut antara yang berwarna keputih-putihan, yang
panjangnya ditentukan oleh jumlah kelebihan asetilen. Hal ini akan
menyebabkan terjadinya karburisasi pada logam cair. Nyala ini banyak
digunakan dalam pengelasan logam monel, nikel, berbagai jenis baja dan
bermacam-macam bahan pengerasan permukaan non-ferous. Gambar 2.3
merupakan gambar nyala karburasi.
Gambar 2.3 Nyala karburasi.
(Sumber: Sri Widharto, 2007)
2. Nyala oksigen lebih (Nyala oksidasi)
Bila gas oksigen lebih daripada yang dibutuhkan untuk
menghasilkan nyala netral maka nyala api menjadi pendek dan warna
xxxiii
terjadinya proses oksidasi atau dekarburisasi pada logam cair. Nyala yang
bersifat oksidasi ini harus digunakan dalam pengelasan fusion dari kuningan
dan perunggu namun tidak dianjurkan untuk pengelasan lainnya.Gambar 2.4
merupakan gambar nyala oksidasi.
Gambar 2.4 Nyala oksidasi.
(Sumber: Sri Widharto, 2007)
3. Nyala netral
Nyala ini terjadi bila perbandingan antara oksigen dan acetylene
sekitar satu.Nyala terdiri atas kerucut dalam yang berwarna putih bersinar
dan kerucut luar yang berwarna biru bening.Oksigen yang diperlukan nyala
ini berasal dari udara.Suhu maksimum setinggi 3300 sampai 3500oC
tercapai pada ujung nyala kerucut.Gambar 2.5 merupakan gambar nyala
netral.
Gambar 2.5 Nyala netral.
(Sumber: Sri Widharto, 2007)
Karena sifatnya yang dapat merubah komposisi logam cair maka nyala
acetylene berlebih dan nyala oksigen berlebih tidak dapat digunakan untuk mengelas
NYALA OKSIDASI
NYALA LUAR WARNA JINGGA KEUNGUAN
NYALA INTI WARNA PUTIH KEMILAU AGAK KEUNGU-UNGUAN BERSUHU
NYALA INTI ( INER CUBE WARNA PUTIH KEMILAU AGAK KEHIJAU-HIJAUAN SUHU DIATAS 5300o
xxxiv
baja. Suhu Pada ujung kerucut dalam kira-kira 3000o C dan di tengah kerucut luar
kira-kira 2500o C.
Pada posisi pengelasan dengan oxy-asetilen arah gerak pengelasan dan
posisi kemiringan pembakar dapat mempengaruhi kecepatan dan kualitas las. Dalam
teknik pengelasan dikenal beberapa cara yaitu:
1. Pengelasan di bawah tangan
Pengelasan di bawah tangan adalah proses pengelasan yang
dilakukan di bawah tangan dan benda kerja terletak di atas bidang datar.
Sudut ujung pembakar (brander) terletak diantara 60° dan kawat pengisi
(filler rod) dimiringkan dengan sudut antara 30°-40° dengan benda kerja.
Kedudukan ujung pembakar ke sudut sambungan dengan jarak 2–3 mm
agar terjadi panas maksimal pada sambungan. Pada sambungan sudut luar,
nyala diarahkan ke tengah sambungan dan gerakannya adalah lurus.
2. Pengelasan mendatar (horizontal)
Pada posisi ini benda kerja berdiri tegak sedangkan pengelasan
dilakukan dengan arah mendatar sehingga cairan las cenderung mengalir ke
bawah, untuk itu ayunan brander sebaiknya sekecil mungkin. Kedudukan
brander terhadap benda kerja menyudut 70° dan miring kira-kira 10° di
bawah garis mendatar, sedangkan kawat pengisi dimiringkan pada sudut
10° di atas garis mendatar.
xxxv
Pada pengelasan dengan posisi tegak, arah pengelasan berlangsung
ke atas atau ke bawah. Kawat pengisi ditempatkan antara nyala api dan
tempat sambungan yang bersudut 45°-60° dan sudut brander sebesar 80°.
4. Pengelasan di atas kepala (over head)
Pengelasan dengan posisi ini adalah yang paling sulit
dibandingkan dengan posisi lainnya dimana benda kerja berada di atas
kepala dan pengelasan dilakukan dari bawahnya. Pada pengelasan posisi ini
sudut brander dimiringkan 10° dari garis vertikal sedangkan kawat pengisi
berada di belakangnya bersudut 45°-60°.
5. Pengelasan dengan arah ke kiri (maju)
Cara pengelasan ini paling banyak digunakan dimana nyala api
diarahkan ke kiri dengan membentuk sudut 60° dan kawat las 30° terhadap
benda kerja sedangkan sudut melintangnya tegak lurus terhadap arah
pengelasan. Cara ini banyak digunakan karena cara pengelasannya mudah
dan tidak membutuhkan posisi yang sulit saat mengelas.
6. Pengelasan dengan arah ke kanan (mundur)
Cara pengelasan ini adalah arahnya kebalikan daripada arah
pengelasan ke kiri. Pengelasan dengan cara ini diperlukan untuk
pengelasan baja yang tebalnya 4,5 mm ke atas.
Keuntungan dan kegunaan pengelasan oxy-acetylene sangat banyak, antara lain:
1. Peralatan relatif murah dan memerlukan pemeliharaan minimal/sedikit.
2. Cara penggunaannya sangat mudah, tidak memerlukan teknik-teknik
xxxvi
3. Mudah dibawa dan dapat digunakan di lapangan maupun di pabrik atau di
bengkel-bengkel karena peralatannya kecil dan sederhana.
4. Dengan teknik pengelasan yang tepat hampir semua jenis logam dapat dilas
dan alat ini dapat digunakan untuk pemotongan maupun penyambungan.
2.2 Pengelasan Pada Aluminium
2.2.1 Aluminium dan paduannya
Aluminium dan paduan aluminium termasuk logam ringan yang mempunyai
kekuatan tinggi, tahan terhadap karat dan merupakan konduktor listrik yang cukup
baik. Logam ini dipakai secara luas dalam bidang kimia, listrik, bangunan,
transportasi dan alat-alat penyimpanan. Kemajuan akhir-akhir ini dalam teknik
pengelasan busur listrik dengan gas mulia menyebabkan pengelasan aluminium dan
paduannya menjadi sederhana dan dapat dipercaya. Karena hal ini maka penggunaan
aluminium dan paduannya di dalam banyak bidang telah berkembang.
Paduan aluminium dapat diklasifikasikan dalam tiga cara, yaitu berdasarkan
pembuatan, dengan klasifikasi paduan cor dan paduan tempa, berdasarkan perlakuan
panas dengan klasifikasi, dapat dan tidak dapat diperlaku-panaskan dan cara yang
ketiga yaitu berdasarkan unsur-unsur paduan. Berdasarkan klasifikasi ketiga ini
aluminium dibagi dalam tujuh jenis yaitu jenis Al murni, Cu, Mn, Si,
xxxvii 2.2.2 Sifat Umum Dari Beberapa Jenis Paduan
1. Aluminium murni (seri 1000)
Jenis ini adalah aluminium dengan kemurnian antara 99,0% dan
99,9%. Aluminium dalam seri ini di samping sifatnya yang baik dalam
tahan karat, konduksi panas dan konduksi listrik juga memiliki sifat yang
memuaskan dalam mampu las dan mampu potong. Hal yang kurang baik
adalah kekuatannya yang rendah.
2. Paduan Al-Cu (seri 2000)
Jenis paduan Al-Cu adalah jenis yang dapat diperlaku-panaskan,
dengan melalui pengerasan endap atau penyepuhan sifat mekanik paduan
ini dapat menyamai sifat dari baja lunak, tetapi daya tahan korosinya
rendah bila dibanding dengan jenis paduan yang lainnya. Sifat
mampu-lasnya juga kurang baik , karena itu paduannya jenis ini biasanya
digunakan pada konstruksi keling dan banyak sekali digunakan dalam
konstruksi pesawat terbang seperti duralumin dan super duralumin.
3. Paduan Al-Mn (seri 3000)
Jenis paduan ini adalah jenis yang tidak dapat diperlaku-panaskan
sehingga penaikan kekuatannya hanya dapat diusahakan melalui
pengerjaan dingin dalam proses pembuatannya. Bila dibandingkan dengan
jenis aluminium murni paduan ini mempunyai sifat yang sama dalam hal
tahan korosi, mampu potong dan mampu lasnya. Dalam hal kekuatan jenis
xxxviii
4. Paduan Al-Si (seri 4000)
Jenis paduan ini adalah jenis yang tidak dapat diperlaku-panaskan.
Jenis ini dalam keadaan cair mempunyai sifat mampu alir yang baik dan
dalam proses pembekuannya hampir tidak terjadi retak. Karena
sifat-sifatnya, maka paduan jenis Al-Si banyak digunakan sebagai bahan atau
logam las dalam pengelasan paduan aluminium baik paduan cor maupun
paduan tempa.
5. Paduan Al-Mg (seri 5000)
Jenis paduan ini termasuk paduan yang tidak dapat
diperlaku-panaskan, tetapi mempunyai sifat yang baik dalam daya tahan korosi,
terutama korosi oleh air laut, dan dalam sifat mampu-lasnya. Paduan
Al-Mg banyak digunakan tidak hanya dalam konstruksi umum, tetapi juga
untuk tangki-tangki penyimpanan gas alam cair dan oksigen cair.
6. Paduan Al-Mg-Si (seri 6000)
Jenis paduan ini termasuk dalam jenis yang dapat diperlaku-panaskan
dan mempunyai sifat mampu potong, mampu las dan daya tahan korosi
yang cukup. Sifat yang kurang baik dari paduan ini adalah terjadi
pelunakan pada daerah las sebagai akibat dari panas pengelasan yang
timbul.
7. Paduan Al-Zn (seri 7000)
Jenis paduan ini termasuk jenis yang dapat diperlaku-panaskan.
Biasanya kedalam paduan pokok Al-Zn ditambahkan Mg, Cu, Cr. Sifat
xxxix
Dalam waktu akhir-akhir ini paduan Al-Zn-Mg mulai banyak digunakan
dalam kontruksi, karena jenis ini mempunyai sifat mampu las dan daya
tahan korosi yang lebih baik dari pada paduan dasar Al-Zn. Di samping itu
juga pelunakan pada daerah las dapat mengeras kembali karena pengerasan
alamiah.
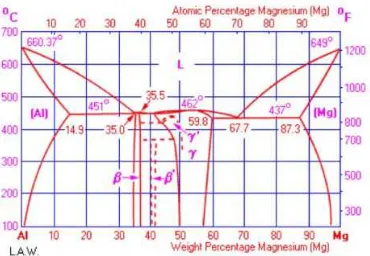
2.2.3 Paduan Aluminium Magnesium
Dalam paduan biner Al-Mg satu fasa yang ada dalam keseimbangan dengan
larutan padat Al adalah larutan padat yang merupakan senyawa antar logam Al3Mg2.
Sel satuannya merupakan hexagonal susunan rapat (eph) tetapi ada juga yang sel
satuannya kubus berpusat muka (fcc) rumit. Titik eutetiknya adalah 450 ºC, 35% Mg
dan batas kelarutan padatnya pada temperature eutektik adalah 17,4% yang menurun
pada temperature biasa sampai kira-kira 1,9% Mg, jadi kemampuan penuaan dapat
diharapkan.
Paduan Al-Mg mempunyai ketahanan korosi yang sangat baik disebut
hidrinalium. Paduan dengan 2-3% Mg dapat mudah ditempa, dirol dan diekstrusi.
Paduan Al-Mg umumnya non heat tretable. Seri 5052 banyak digunakan pada pipa
hidrolik, lembarlogampembuatanmobil, truk, dan lain-lain. Seri 5052 biasa digunakan
sebagai bahan tempaan. Paduan 5056 adalah paduan paling kuat setelah dikeraskan
oleh pengerasan regangan apabila diperlakukan kekerasan tinggi. Paduan 5083 yang
dianil adalah paduan antara (4,5% Mg) yang kuat dan mudah dilas sehingga banyak
xl
digunakan sebagai batang profil extrusi. Seri 5050 dengan 1,4%Mg dipakai sebagai
pipa saluran minyak dan gas pada kendaraan.
Gambar 2.6. Al-Mg phase diagram, Temperatur (°C) Vs % Mg
xli 2.2.4 Sifat Mampu las
Dalam hal pengelasan, paduan aluminium mempunyai sifat yang kurang baik
bila dibandingkan dengan baja. Sifat-sifat yang kurang baik tersebut adalah:
1. Karena panas jenis dan daya hantar panasnya tinggi maka sukar sekali
untuk memanaskan dan mencairkan sebagian kecil saja.
2. Paduan aluminium mudah teroksidasi dan membentuk oksida aluminium
AlO3 yang mempunyai titik cair yang tinggi. Karena sifat ini maka
peleburan antara logam dasar dan logam las menjadi terhalang.
3. Karena mempunyai koefisien muai yang besar, maka mudah sekali terjadi
deformasi sehingga paduan-paduan yang mempunyai sifat getas panas akan
cenderung membentuk retak-panas.
4. Karena perbedaan yang tinggi antara kelarutan hidrogen dalam logam cair
logam padat, maka dalam proses pembekuan yang terlalu cepat akan
terbentuk rongga halus bekas kantong-kantong hidrogen.
5. Paduan aluminium mempunyai berat jenis rendah, karena itu banyak
zat-zat lain yang terbentuk selama pengelasan akan tenggelam. Keadaan ini
memudahkan terkandungnya zat-zat yang tidak dikehendaki ke dalamnya.
6. Karena titik cair dan viskositasnya rendah, maka daerah yang kena
pemanasan mudah mencair dan jatuh menetes.
Akhir-akhir ini sifat yang kurang baik ini telah dapat diatasi dengan alat dan
teknik las yang lebih maju dan dengan menggunakan gas mulia sebagai pelindung
selama pengelasan. Dengan kemajuan ini maka sifat mampu las dari paduan
xlii 2.3 Cacat Pada las
Cacat las dapat dibagi dalam tiga kelompok, yakni:
1. Kelompok cacat visual
Yakni cacat yang tampak di permukaan las, seperti : spatters
(percikan las), pin hole (lubang jarum), porosity (gelembung gas/keropos),
convacity (cekung), crack (retak) memanjang atau melintang, cold lap
(lapis dingin), undercut (longsor pinggir) baik yang bertegangan rendah
maupun tinggi (notch), excessive reinforcement (terlalu menonjol), wide
bead (terlalu lebar), high low (tinggi rendah/salah penyetelan), stop start
(salah sewaktu mengganti elektrode).
2. Kelompok cacat non visual
Yakni cacat yang terdapat di permukaan namun tidak tampak
karena berada pada akar las, seperti : porosity, convacity, undercut, crack,
excessive penetration (tembusan berlebihan), incomplete penetration (tidak
ada tembusan), blow hole (terbakar tembus).
3. Kelompok cacat internal
Yakni cacat yang terdapat di dalam bahan las yang baru dapat
dideteksi dengan menggunakan teknik uji tanpa merusak seperti :
radiografi, ultrasonik maupun magnetik partikel, seperti : slag inclusion
(inklusi terak), porosity, slag lines (jajaran terak) atau wagon track (jejak
gerobak), crack, worm metal (inklusi tungsten/ logam berat), incomplete
xliii
Jenis Cacat Permukaan Las:
1. Lubang Jarum (Pin Hole)
Sebab: Terbentuk gas di dalam bahan las sewaktu pengelasan akibat
kandungan belerang dalam bahan.
Akibat: Kemungkinan bocor di lokasi cacat.
Penanggulangan: Gouging 100% di lokasi cacat dan perbaiki sesuai
dengan pembuatan prosedur pengelasan (WPS) asli.
Cacat lubang jarum ditunjukkan pada gambar 2.6.
Gambar 2.6 Lubang jarum.
(Sumber: Sri Widharto, 2007)
2. Percikan Las (Spatter)
Sebab: Elektrode lembab, kampuh kotor, angin kencang, lapisan
galvanisir, ampere capping terlalu tinggi.
Akibat: Tampak jelek, mengalami karat permukaan.
Penanggulangan: Cukup dibersihkan dengan pahat. Pembersih dengan
gerinda tidak boleh mengingat akan memakan bahan
induk. Cacat percikan las ditunjukkan pada gambar
xliv
Gambar 2.7 Percikan las.
(Sumber: Sri Widharto, 2007)
3. Retak (Crack)
Sebab: Tegangan di dalam material, penggetasan pada bahan dan daerah
terimbas panas, karat tegangan, bahan tidak cocok dengan
kawat las, pengelasan tanpa perlakuan panas yang benar.
Akibat: Fatal.
Penanggulangan: Diselidiki dulu sebabnya, setelah diketahui baru
ujung-ujung retak dibor dan bagian retak digouging
(dikikis) 100% kemudian diisi dengan bahan yang
cocok sesuai dengan pembuatan prosedur pengelasan
(WPS). Jika sebabnya adalah ketidakcocokan materil
atau retak berada di luar kampuh, maka seluruh
sambungan las berikut bahannya diganti. Cacat retak
xlv
Gambar 2.8 Retak.
(Sumber: Sri Widharto, 2007)
4. Keropos (Porosity)
Sebab: Lingkungan las lembab atau basah, kampuh kotor, angin
berhembus dipermukaan las, lapisan galvanis, salah jenis arus,
salah jenis polaritas, ampere capping terlalu besar.
Akibat: Melemahkan sambungan, tampak buruk, mengawali karat
permukaan.
Penanggulangan: Cacat digerinda hingga hilang kemudian dilas isi
sesuai dengan pembuatan prosedur pengelasan
(WPS). Cacat keropos ditunjukkan pada gambar 2.9.
Gambar 2.9 Keropos.
xlvi
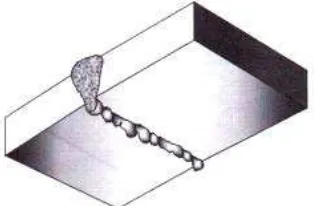
5. Muka Cekung (Concavity)
Sebab: Tukang las terlalu cepat selesai, amper capping terlalu tinggi,
kecepatan las capping terlalu tinggi, elektroda terlalu kecil,
bukaan sudut kampuh terlalu besar.
Akibat: Melemahkan sambungan, mengawali karat permukaan, dapat
terjadi keretakan akibat tegangan geser.
Penanggulangan: Cukup di sempurnakan bentuk capping dan sedikit
penguat (reinforcement). Cacat muka cekung
ditunjukkan pada gambar 2.10
Gambar 2.10 Muka cekung.
(Sumber: Sri Widharto, 2007)
6. Longsor Pinggir (Undercut)
Sebab: Suhu metal terlalu tinggi, ampere capping terlalu tinggi.
Akibat: Melemahkan sambungan, mengawali karat permukaan.
Penanggulangan: Cukup diisi dengan stringer saja. Undercut yang tajam
seperti takik, dilarang (harus segera diperbaiki) karena
dapat menyebabkan keretakan notch. Cacat longsor
xlvii
Gambar 2.11 Longsor Pinggir.
(Sumber: Sri Widharto, 2007)
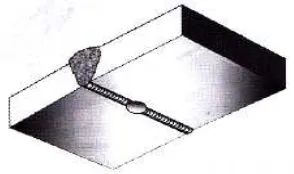
7. Penguat berlebihan (Excessive Reinforcement)
Sebab: Elektrode terlalu rapat, kecepatan capping terlalu rendah, ampere
capping terlalu rendah, suhu metal terlalu dingin.
Akibat: Diragukan fusi dan kekuatannya, perlu diuji ultrasonik proba sudut
(angle probe), jika ternyata fusi tidak ada, seluruh sambungan
diapkir.
Penanggulangan: Gounging 100% dan dilas ulang sesuai dengan
pembuatan prosedur pengelasan (WPS). Welder
diperingatkan. Cacat penguat berlebihan ditunjukkan
pada gambar 2.12.
Gambar 2.12 Penguat berlebihan.
xlviii
8. Jalur Terlalu Lebar (Wide Bead)
Sebab: Mungkin telah terjadi manipulasi mutu las.
Akibat: Jika terbukti, seluruh material diapkir. Cacat jalur terlalu lebar
ditunjukkan pada gambar 2.13.
Gambar 2.13 Jalur terlalu lebar.
(Sumber: Sri Widharto, 2007)
9. Tinggi Rendah (High Low)
Sebab: Penyetelan tidak benar.
Akibat: Sambungan diapkir.
Penanggulangan: Gouging 100%, disetel dan dilas ulang sesuai dengan
pembuatan prosedur pengelasan (WPS). Welder
diperingatkan. Cacat tinggi rendah ditunjukkan pada
gambar 2.14.
Gambar 2.14 Tinggi rendah.
xlix
10. Lapis Dingin (Cold Lap)
Sebab: Suhu metel terlalu dingin, ampere capping terlalu rendah,
ayunan (sway) tidak tetap (consistent).
Akibat: Terjadi fusi tidak sempurna dipermukaan dan mungkin juga di
dalam. Karenanya mutu las jai rapuh.
Penanggulangan: Bongkar keseluruhan jalur las untuk kemudian dibuat
kampuh lagi dan dilas ulang sesuai dengan
pembuatan prosedur pengelasan (WPS). Cacat lapis
dingin ditunjukkan pada gambar 2.15.
Gambar 2.15 Lapis dingin.
(Sumber: Sri Widharto, 2007)
11. Penetrasi Tidak Sempurna (Incomplete Penetration)
Sebab: Celah terlalu sempit, elektrode terlalu tinggi, ampere mesin las
tidak tetap, celah tidak seragam (sempit dan lebar tidak
beraturan), ampere akar las rendah, kampuh kotor, elektrode
terlalu besar.
l
Penanggulangan: Gouging 100% pada bagian cacat dan dilas ulang
sesuai dengan pembuatan prosedur pengelasan
(WPS). Cacat penetrasi tidak sempurna ditunjukkan
pada gambar 2.16.
Gambar 2.16 Penetrasi tidak sempurna.
(Sumber: Sri Widharto, 2007)
12. Penetrasi Berlebihan (Excessive Penetration)
Sebab: Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu
tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat: Biasa menyebabkan retak akar, karat sebelah dalam,
menghancurkan piq (bola pembersih dalam pipa).
Penanggulangan: Bongkar total, setel kembali dan dilas ulang sesuai
dengan pembuatan prosedur pengelasan (WPS). Cacat
li
Gambar 2.17 Penetrasi berlebihan.
(Sumber: Sri Widharto, 2007)
13. Retak Akar (Root Crack)
Sebab: Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu
tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat: Biasa menyebabkan retak akar, karat sebelah dalam,
menghancurkan piq (bola pembersih dalam pipa).
Penanggulangan: Bongkar total, setel kembali dan dilas ulang sesuai
dengan pembuatan prosedur pengelasan (WPS). Jika
retak keluar dari jalur las maka seluruh material
diganti. Cacat retak akar ditunjukkan pada gambar
2.18
lii
Gambar 2.18 Retak akar.
(Sumber: Sri Widharto, 2007)
14. Terbakar Tembus (Blow Hole)
Sebab: Celah tidak seragam, ampere mesin las tiba-tiba naik, posisi
elektrode naik turun.
Akibat: Pada lokasi cacat sambungan lemah dan terdapat kemungkinan
bocor, mengawali erosi dan karat tegangan pada lokasi cacat.
Penanggulangan: Gouging 100% di lokasi cacat dan diisi ulang sesuai
dengan pembuatan prosedur pengelasan (WPS).
Cacat terbakar tembus ditunjukkan pada gambar 2.19
Gambar 2.19 Terbakar tembus.
liii
15. Longsor Pinggir Akar (Root Undercut)
Sebab: Suhu metal terlalu tinggi pada saat pengelasan akar, ampere akan
terlalu besar.
Akibat: Mengawali erosi dan karat sebelah dalam, memungkinkan
terjadinya retak takik (notch).
Penanggulangan: Lokasi cacat di gouging 100% dan dilas ulang sesuai
dengan pembuatan prosedur pengelasan (WPS).
Cacat longsor pinggir akar ditunjukkan pada gambar
2.20.
Gambar 2.20 Longsor pinggir akar.
(Sumber: Sri Widharto, 2007)
16. Akar Cekung (Root Concavity/ Such Up)
Sebab: Terhisapnya las akar oleh jalur las di atasnya (khususnya pada
Gas Tungsten Arc Welding), kecepatan las akar terlalu tinggi.
Akibat: Melemahkan sambungan, potensi terjadi erosi dan karat
liv
Penanggulangan: Lokasi cacat di gouging 100% dan dilas ulang sesuai
dengan pembuatan prosedur pengelasan (WPS).
Cacat akar cekung ditunjukkan pada gambar 2.21.
Gambar 2.21 Akar cekung.
(Sumber: Sri Widharto, 2007)
17. Stop Start A
Sebab: Penggantian elektrode terlalu mundur.
Akibat: Tampak buruk.
Penanggulangan: Cukup disesuaikan dengan sekitarnya. Cacat stop start
A ditunjukkan pada gambar 2.22
Gambar 2.22 Stop start A.
lv
18. Stop start B
Sebab: Penggantian elektrode terlalu maju.
Akibat: Terjadi bagian yang tidak terjadi (underfill) yang berpotensi
retak.
Penanggulangan: Bersihkan bagian yang underfill. Cacat stop start B
ditunjukkan pada gambar 2.23.
Gambar 2.23 Stop start B.
(Sumber: Sri Widharto, 2007)
2.4 Kampuh Las
Untuk menghasilkan kualitas sambungan las yang baik, salah satu faktor yang
harus diperhatikan yaitu kampuh las. Kampuh las ini berguna untuk menampung
bahan pengisi agar lebih banyak yang merekat pada benda kerja, dengan demikian
kekuatan las akan terjamin.
Faktor-faktor yang harus diperhatikan dalam pemilihan jenis kampuh adalah:
1. Ketebalan benda kerja.
2. Jenis benda kerja.
3. Kekuatan yang diinginkan.
lvi
Sebelum memulai proses pengelasan terlebih dahulu ditentukan jenis
sambungan las yang akan dipilih. Hal-hal yang harus diperhatikan bahwa sambungan
yang dibuat akan mampu menerima beban (beban statis, beban dinamis, atau
keduanya).
Dengan adanya beberapa kemungkinan pemberian beban sambungan las,
maka terdapat beberapa jenis sambungan las, yaitu sebagai berikut:
1. Kampuh V Tunggal
Sambungan V tunggal bertujuan untuk mendapatkan penembusan (
penetrasi ) yang lebih dalam. Jenis sambungan ini biasanya digunakan pada
plat dengan tebal 5 mm – 20 mm penetrasi dapat dicapai 100%
2. Kampuh Persegi
Sambungan ini dapat dibuat menjadi 2 kemungkinan, yaitu sambungan
tertutup dan sambungan terbuka. Sambungan ini kuat untuk beban statis
tapi tidak kuat untuk beban tekuk.
3. Kampuh V Ganda
Sambungan ini lebih kuat dari pada V tunggal, sangat baik untuk
kondisi beban statis dan dinamis serta dapat menjaga perubahan bentuk
kelengkungan sekecil mungkin. dipakai pada ketebalan 18 mm-30 mm.
4. Kampuh Tirus Tunggal
Sambungan ini digunakan untuk beban tekan yang besar. Sambungan
ini lebih baik dari sambungan persegi, tetapi tidak lebih baik dari pada
sambungan V. Letaknya disarankan terbuka dan dipakai pada ketebalan
lvii
5. Kampuh U Tunggal
Kampuh U tunggal dapat dibuat tertutup dan terbuka. Sambungan ini
lebih kuat menerima beban statis dan diperlukan untuk sambungan
berkualitas tinggi. Dipakai pada ketebalan 12 mm-25 mm.
6. Kampuh U Ganda
Sambungan U ganda dapat jg dibuat secara tertutup dan terbuka,
sambungan ini lebih kuat menerima beban statis maupun dinamis dengan
ketebalan pelat 12 mm-25 mm dapat dicapai penetrasi 100%.
7. Kampuh J Ganda
Sambungan J ganda digunakan untuk keperluan yang sama dengan
sambungan V ganda, tetapi tidak lebih baik untuk menerima beban tekan.
Sambungan ini dapat dibuat secara tertutup ataupun terbuka. Jenis-jenis
sambungan las diperlihatkan pada gambar 2.33.
Gambar 2.24 Jenis sambungan las.
lviii 2.5 Proses pengujian
2.5.1 Teori Uji Impak (Impact Test)
Uji impak adalah pengujian dengan menggunakan pembebanan yang cepat
(rapid loading). Pengujian impak merupakan suatu pengujian yang mengukur
ketahanan bahan terhadap beban kejut.Pada pengujian ini beban di ayun dari
ketinggian tertentu untuk memukul benda uji,yang kemudian diukur energy yang di
serap oleh pepatahannya.Impact test merupakan suatu pengujian yang dilakukan
untuk menguji ketangguhan suatu spesimen bila di berikan beban secara tiba-tiba
melalui tumbukan.
Untuk menentukan sifat perpatahan suatu logam, keuletan maupun
kegetasannya, dapat dilakukan suatu pengujian yang dinamakan dengan uji impak.
Umumnya pengujian impak menggunakan batang bertakik. Berbagai jenis pengujian
impak batang bertakik telah digunakan untuk menentukan kecenderungan bahan
untuk bersifat getas. Dengan jenis uji ini dapat diketahui perbedaan sifat bahan yang
tidak teramati dalam uji tarik. Metode pengujian impak ada dua yaitu :
1. Metoda Charpy
Batang impak biasa, banyak di gunakan di Amerika Serikat. Benda uji Charpy
mempunyai luas penampang lintang bujur sangkar (10 x 10 mm) dan
mengandung takik V-45˚, dengan jari-jari dasar 0,25 mm dan kedalaman 2
lix
yang tak bertakik diberi beban impak dengan ayunan bandul. Benda uji akan
melengkung dan patah pada laju regangan yang tinggi, kira-kira 103 detik.
2. Metoda Izod
Benda uji Izod mempunyai penampang lintang bujur sangkar atau lingkaran
dan bertakik V di dekat ujung yang dijepit. Angka kuat pukul impak adalah
Joule yaitu hasil bagi dari kerja pukul dalam (kg) terhadap penampang dalam
(cm) dari benda uji yang diukur dari luas penampang yang diberi takikan
dalam cm.
Gambar 2.25 Benda Uji Impak a) Metode Izod b) Metode Charpy
Pada penelitian ini alat uji impak yang digunakan adalah metode charpy
(gambar 2.25) dimana spesimen disokong pada kedua ujungnya, dan takikan dibuat
lx
Gambar 2.26. Alat Uji Impact (charpy impact test)
Hasil pengujian impak akan diperoleh banyaknya energi yang diserap (E) oleh
spesimen uji. Banyaknya energi yang diserap ini akan menyatakan ketangguhan
(toughness) dari material yang diuji. Besarnya energi yang diserap dinyatakan dengan
(
CosA)
D P
E = . cos β −
Dimana :A = sudut permulaan (147o)
� = sudut akhir
P = 251,3 N
D = 0,6495 m
Energi yang diperlukan untuk mematahkan benda uji charpy sering kali
dinyatakan sebagai energi yang diserap tiap satuan luas penampang lintang benda uji.
Pengukuran lain yang biasa dilakukan dalam pengujian impak Charpy adalah
penelaahan permukaan perpatahan untuk menentukan jenis perpatahan (fracografi)
lxi
maka perpatahan impak digolongkan menjadi 3 jenis, yaitu:
Perpatahan berserat (fibrous fracture), yang melibatkan mekanisme pergeseran
bidang-bidang kristal di dalam bahan (logam) yang ulet (ductile). Ditandai dengan
permukaan patahan berserat yang berbentuk dimpel yang menyerap cahaya dan
berpenampilan buram. Perpatahan granular/kristalin, yang dihasilkan oleh mekanisme
pembelahan (cleavage) pada butir-butir dari bahan (logam) yang rapuh (brittle).
Ditandai dengan permukaan patahan yang datar yang mampu memberikan daya
pantul cahaya yang tinggi (mengkilat). Perpatahan campuran (berserat dan granular).
Merupakan kombinasi dua jenis perpatahan di atas.
Selain dengan harga impak yang ditunjukkan oleh alat uji pengukuran
ketangguhan suatu bahan dapat dilakukan dengan memperkirakan berapa persen
patahan berserat dan patahan kristalin yang dihasilkan oleh benda uji yang diuji pada
temperatur tertentu. Semakin banyak persentase patahan berserat maka dapat dinilai
semakin tangguh bahan tersebut. Cara ini dapat dilakukan dengan mengamati
permukaan patahan benda uji di bawah miskroskop stereoscan.
Hal ini dapat disebabkan oleh peningkatan laju regangan atau penurunan suhu.
Usaha dari perpatahan pembelahan jauh lebih sedikit dari usaha perpatahan
penggabungan rongga mikro, karena melibatkan lebih sedikit deformasi plastis.
Perubahan pada mekanisme perpatahan kemudian akan menyebabkan transisi ulet ke
lxii
Gambar 2.27. Struktur Mikro Mekanisme Perpatahan Microvoid Coalescence
(Sumbe
Gambar 2.28. Struktur Mikro Mekanisme Perpatahan Cleavage
(Sumbe
Pada gambar diatas, bentuk struktur mikro mekanisme patahan yang diambil
dengan menggunakan alat miskroskop stereoscan. Bentuk patahan ini dapat
ditentukan dengan mudah, walaupun pengamatan permukaan patahan tidak
menggunakan perbesaran atau alat uji. Facet permukaan patahan belah yang datar
memperlihatkan daya pemantul cahaya yang tinggi serta penampilan yang berkilat.
lxiii
Notch
Notch pada material akan menyebabkan terjadinya konsentrasi tegangan
pada daerah yang lancip sehingga material lebih mudah patah. Selain itu
notch juga akan menimbulkan triaxial stress. Triaxial stress ini sangat
berbahaya karena tidak akan terjadi deformasi plastis dan menyebabkan
material menjadi getas.
Temperatur
Pada temperatur tinggi material akan getas karena pengaruh vibrasi
elektronnya yang semakin rendah, begitupun sebaliknya.
Strainrate
Jika pembebanan diberikan pada strainrate yang biasa-biasa saja, maka
material akan sempat mengalami deformasi plastis, karena pergerakan
atomnya (dislokasi). Dislokasi akan bergerak menuju ke batas butir lalu
kemudian patah. Namun pada uji impak, strain rate yang diberikan sangat
tinggi sehingga dislokasi tidak sempat bergerak, apalagi terjadi deformasi
plastis, sehingga material akan mengalami patah transgranular, patahnya
ditengah-tengah atom, bukan di batas butir.
Dari hasil percobaan akan didapatkan energi dan temperatur. Dari data
tersebut, kita akan buat diagram harga impak terhadap temperatur. Energi akan
berbanding lurus dengan harga impak. Kemudian kita akan mendapakan temperatur
transisi. Temperatur transisi adalah range temperature dimana sifat material dapat
lxiv
Temperatur transisi ini bergantung pada berbagai hal, salah satunya aspek
metalurgi material, yaitu kadar karbon. Material dengan kadar karbon yang tinggi
akan semakin getas, dan harga impaknya kecil, sehingga temperatur transisinya lebih
besar. Temperatur transisi akan mempengaruhi ketahanan material terhadap
perubahan suhu. Jika temperatur transisinya kecil maka material tersebut tidak tahan
terhadap perubahan suhu.
Pada baja dan aluminium terdapat perbedaan harga impak. Harga impak baja
lebih tinggi dari pada aluminium menunjukkan bahwa ketangguhan baja lebih tinggi
jika dibandingkan dengan aluminium. Ketangguhan adalah kemampuan material
untuk menyerap energi dan berdeformasi plastis hingga patah. Pada proses penilitian
ini, bentuk dan dimensi dari uji impak Charpy dengan ukuran yang telah ditentukan
berdasarkan ASTM E23-56T. Dapat dilihat pada gambar dibawah ini.
Gambar 2.29. Bentuk Dan Dimensi Uji Impak Berdasarkan ASTM E23-56T
Balok sederhana berlekuk V tpe charpy
Balok sederhana lubang kunci berlekuk tipe charpy
lxv 2.5.2 Uji Tarik (Tensile Test)
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik benda uji.
Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk mengetahui
apakah kekuatan las mempunyai nilai yang sama, lebih rendah atau lebih tinggi dari
kelompok raw materials. Pengujian tarik untuk kualitas kekuatan tarik dimaksudkan
untuk mengetahui berapa nilai kekuatannya dan dimanakah letak putusnya suatu
sambungan las. Pembebanan tarik adalah pembebanan yang diberikan pada benda
dengan memberikan gaya tarik berlawanan arah pada salah satu ujung
benda.Penarikan gaya terhadap beban akan mengakibatkan terjadinya perubahan
bentuk (deformasi) bahan tersebut. Proses terjadinya deformasi pada bahan uji adalah
proses pergeseran butiran kristal logam yang mengakibatkan melemahnya gaya
elektromagnetik setiap atom logam hingga terlepas ikatan tersebut oleh penarikan
gaya maksimum.Pada pengujian tarik beban diberikan secara kontinu dan pelan–
pelan bertambah besar, bersamaan dengan itu dilakukan pengamatan mengenai
perpanjangan yang dialami benda uji dan dihasilkan kurva tegangan regangan.
lxvi
Pada pengujian tarik beban diberikan secara kontinu dan pelan–pelan
bertambah besar,bersamaan dengan itu dilakukan pengamatan mengenai
perpanjangan yang dialami benda uji dan dihasilkan kurva
teganganregangan.Tegangan dapat diperoleh dengan membagi beban dengan luas
penampang mula benda uji.
Dimana:
σu= Tegangan nominal (kg/mm2)
Fu = Beban maksimal (kg)
Ao = Luas penampang mula dari penampang batang (mm2)
Regangan (persentase pertambahan panjang) yang diperoleh dengan membagi
perpanjangan panjang ukur (ΔL) dengan panjang ukur mula-mula benda uji.
Dimana:
ε = Regangan (%)
Δ L = Panjang akhir (mm)
Lo = Panjang awal (mm)
Pembebanan tarik dilakukan terus-menerus dengan menambahkan beban
sehingga akan mengakibatkan perubahan bentuk pada benda berups pertambahan σu = ��
��
�=ΔL
lxvii
panjang dan pengecilan luas permukaan dan akan mengakibatkan kepatahan pada
beban.
2.5.3 Uji Kekerasan (Hardness Test)
Proses pengujian logam kekerasan logam dapat diartikan sebagai kemampuan
suatu bahan terhadap pembebanan dalam perubahan yang tetap.Harga kekerasan
bahan tersebut dapat dianalisis dari besarnya pembebanan yang diberikan terhadap
luasan bidang yang menerima pembebanan.Pengujian kekerasan logam ini secara
garis besar ada 3 jenis yaitu cara goresan, penekanan, cara dinamik. Proses pengujian
yang mudah dan cepat dalam memperoleh angka kekerasan yaitu penekanan.
Penentuan kekerasan penekanan ada 3 cara yaitu Brinell, Vickers, dan Rockwell. Pada
penelitian ini digunakan cara mikro Vickers dengan menggunakan penekan berbentuk
piramida intan. Besar sudut antara permukaan piramida yang saling berhadapan 1360.
pada pengujian ini bahan ditekan dengan gaya tertentu dan terjadi cetakan pada bahan
uji dari intan.Pengujian ini sering dinamakan uji kekerasan piramida intan,
karenamenggunakan bentuk piramida intan. Nilai kekerasannya disebut dengan
kekerasan HV atau VHN (Vickers Hardness Number), didefinisikan sebagai beban
lxviii 2.5.4 Photo Mikro (Metalografi)
Analisa mikro adalah suatu analisa mengenai struktur logam melalui
pembesaran dengan menggunakan mikroskop khusus metalografi. Dengan analisa
mikro struktur, kita dapat mengamati bentuk dan ukuran kristal logam, kerusakan
logam akibat proses deformasi, proses perlakuan panas, dan perbedaan
komposisi.Sifat-sifat logam terutama sifat mekanis dan sifat teknologis sangat
mempengaruhi oleh mikro struktur logam dan paduannya. Struktur mikro dari logam
dapat diubah dengan jalan perlakuan panas ataupun dengan proses perubahan bentuk
(deformasi) dari logam yang akan diuji. Pengamatan metalografi dengan mikroskop
optik dapat dibagi dua, yaitu: metalografi makro yaitu pengamatan struktur dengan
perbesaran 10 - 100 kali dan metalografi mikro yaitu pengamatan struktur dengan
perbesaran diatas 100 kali.
Gambar 2.31. Alat Uji Photo Mikro (Mikroskop optic)
Gambar diatas yaitu alat uji struktur mikro, yang fungsinya untuk mengambil
lxix
Sebelum melakukan percobaan metalografi terhadap suatu material, terlebih
dahulu harus ditentukan material logam apa yang akan diuji. Sebaiknya harus ada
data pembanding antara data mikro struktur yang di dapat dari percobaan dengan data
mikro struktur yang sebenarnya dari suatu material yang dijadikan benda uji. Adapun
langkah-langkah yang harus dilakukan dalam percobaan metalografi ini adalah
sebagai berikut :
1. Cutting (Pemotongan)
Pemilihan sampel yang tepat dari suatu benda uji studi mikroskopik
merupakan hal yang sangat penting. Pemilihan sampel tersebut didasarkan
pada tujuan pengamatan yang hendak dilakukan. Pada umumnya bahan
komersil tidak homogen, sehingga satu sampel yang diambil dari suatu
volume besar tidak dapat dianggap representatif. Pengambilan sampel harus
direncanakan sedemikian sehingga menghasilkan sampel yang sesuai dengan
kondisi rata-rata bahan atau kondisi di tempat-tempat tertentu (kritis), dengan
memperhatikan kemudahan pemotongan pula. Secara garis besar,
pengambilan sampel dilakukan pada daerah yang akan diamati mikrostruktur
maupun makrostrukturnya.
Ada beberapa sistem pemotongan sampel berdasarkan media
pemotong yang digunakan, yaitu meliputi proses pematahan, pengguntingan,
penggergajian, pemotongan abrasi (abrasive cutter), gergaji kawat, dan EDM
(Electric Discharge Machining). Berdasarkan tingkat deformasi yang
dihasilkan, teknik pemotongan terbagi menjadi dua yaitu teknik pemotongan
lxx
dengan deformasi kecil, menggunakan low speed diamond saw. Sebagai
contoh, untuk pengamatan mikrostruktur material yang mengalami kegagalan,
maka sampel diambil sedekat mungkin pada daerah kegagalan (pada daerah
kritis dengan kondisi terparah), untuk kemudian dibandingkan dengan sampel
yang diambil dari daerah yang jauh dari daerah gagal. Perlu diperhatikan juga
bahwa dalam proses memotong, harus dicegah kemungkinan deformasi dan
panas yang berlebihan. Oleh karena itu, setiap proses pemotongan harus diberi
pendinginan yang memadai.
2. Mounting
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak
beraturan akan sulit untuk ditangani khususnya ketika dilakukan
pengamplasan dan pemolesan akhir. Sebagai contoh adalah spesimen yang
berupa kawat, spesimen lembaran metal tipis, potongan yang tipis, dan
lain-lain. Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut
harus ditempatkan pada suatu media (media mounting).
Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah :
a. Bersifat inert (tidak bereaksi dengan material maupun zat etsa)
b. Sifat eksoterimis rendah
c. Viskositas rendah
d. Penyusutan linier rendah
e. Sifat adhesi baik
lxxi
g. Flowabilitas baik, dapat menembus pori, celah dan bentuk ketidak
teraturan yang terdapat pada sample
h. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan
mounting harus kondusif
Media mounting yang dipilih haruslah sesuai dengan material dan
jenis reagen etsa yang akan digunakan. Pada umumnya mounting
menggunakan material plastik sintetik. Materialnya dapat berupa resin
(castable resin) yang dicampur dengan hardener, atau bakelit. Penggunaan
castable resin lebih mudah dan alat yang digunakan lebih sederhana
dibandingkan bakelit, karena tidak diperlukan aplikasi panas dan tekanan.
Namun bahan castable resin ini tidak memiliki sifat mekanis yang baik
(lunak) sehingga kurang cocok untuk material-material yang keras. Teknik
mounting yang paling baik adalah menggunakan thermosetting resin dengan
menggunakan material bakelit. Material ini berupa bubuk yang tersedia
dengan warna yang beragam. Thermosetting mounting membutuhkan alat
khusus, karena dibutuhkan aplikasi tekanan (4200 lb/in2) dan panas (1490˚C)
pada mold saat mounting.
3. Grinding (Pengamplasan)
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi
memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan
agar pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan