Daftar Pustaka
1. Prof. Ir. Tata Sudardia MS.Met.E. Prof DR. Shinroku Saitu, Pengetahuan Bahan Teknik. PT Pradnya Pramita Jakarta.
2. S, Widharto, 2007. Menuju Juru Las Tingkat Dunia, cetakan pertama, Jakarta, Pradnya Pramita.
3. Josef E. Shigley. Larry D. Mitchell, Perencanaan Teknik Mesin, Edisi Keempat,Erlangga.
4. Charles G. Salmon, Jhon E. Jhonson, Struktur Baja, Edisi Kedua, Jakarta, Erlangga.
5. W, Harsono. T, Okumura, 200. Teknologi Pengelasan Logam. Pradnya Pramita, Jakarta Cetakan ke VIII.
6. Alip, M, 1989. Teori dan Praktik Las. Departemen. Pendidikan dan Kebudayaan.
BAB III.
METODE PENELITIAN
Dalam bab ini akan dijelaskan metode-metode yang dilakukan pada proses pengujian.
3.1 Jadwal Penelitian Dan Lokasi Penelitian
Penelitian ini dilakukan di Laboratorium Ilmu Logam Fisik dan Laboratorium Metalurgi Serbuk Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara. Penelitian ini dilaksanakan mulai bulan november 2013februari 2014.
3.2 Metode penelitian
1. Proses pengujian dilaksanakan sepenuhnya, terhadap variable-variabel yang mempengaruhi pemakaian dari metode penyambungan, dalam hal ini penyambungan las oxy-acetylene terhadap sambungan aluminium-magnesium yang ditinjau dari pemeriksaan cacat lasan dan uji merusak dengan jenis pengujian impak, tensile dan hardness.
2. Teknik pengumpulan data yang diperoleh dari proses pengelasan yang dilakukan dari hasil pengujian impak terhadap benda uji sebanyak 14 spesimen, masing-masing 7 spesimen pada bahan aluminium magnesium dan dengan variasi sudut kampuh 45o dan 55o
3. Metode analisa dan evaluasi data yang diperoleh dari pengujian yang dilakukan di laboraturium pada masing-masing spesimen adalah kualitatif. Dari data inilah akan dicari harga untuk hasilpengujian masing-masing spesimen dan merupakan nilai yang dicapai dari uji impak,hardness,tensile dan fhoto mikro.
. Keseluruhannya dilakukan pengujian impak,hardness,tensile dan Photo mikro.
4. Dari sinilah penlitian akan mendapatkan kesimpulan yang sebenarnya bagaimana karakteristik hasil pengelasan pada pengaruh variasi sudut kampuh 45o dan 55o
5. Penyusunan laporan, yang termasuk di dalamnya kesimpulan dari hasil yang dicapai serta pengambilan langkah-langkah yang berhubungan terhadap hasil
ketangguhansambungan las pada material uji lebih ditekankan, sehingga pada akhirnya tujuan penelitian dapat sepenuhnya tercapai.
3.3 Variabel Variabel Pengujian
Dari metode penelitian diatas maka dapat ditentukan hal-hal dasar terhadap variable-variabel pengujian berikut ini:
3.3.1 Spesimen
Spesimen yang digunakan pada penelitian adalah pelat aluminium-magnesium dengan pertimbangan:
1. Aluminium-magnesium banyak digunakan di industri, seperti industri pembuatan kapal laut.
2. Proses pengelasan aluminium-magnesium memerlukan keterampilan khusus dalam proses lasan.
3. Proses pembuatan aluminium-magnesium dilakukan dengan pengecoran.
3.3.2 Kawat Las Yang Digunakan
Kawat las yang digunakan pada proses pengujian adalah kawat las tipe AWS-A5.2 dengan gambar dan spesifikasi sebagai berikut:
Kawat las yang terbuat dari aluminium dan ada yang terbuat dari campuran fosfor dan perunggu (bronze) yang dipakai untuk menyambung dan membentuk lapisan pada aluminium, steel dan cast iron, kuningan, dan sebagainya.
1. Standard: AWS A.5.2: AI-43, DIN 1732 : EL-AISI 5-12, Mat No.: 3.2585 2. Komposisi Bahan: Ai: 94, Si: 5.0, Fe: 0.55, Mg: 0.45.
3. Sifat Bahan: Elongation: 10% , Tensile Strenght: 200 N/ mm2, 0.2 Elongation Limit: 100N/ mm2
4. Kegunaan: Kawat las yang terbuat dari aluminium yang digunakan untuk pengelasan Al-Mg, Al-Cu, Al-Mn, Al-Si, dan Al-Zn. Sangat mudah untuk melakukan pengelasannya dan dengan bahan yang tahan karat.
, Hardness: 50HB.
3.4. Bahan dan Alat
3.4.1 Pembuatan Spesimen Uji Impak (Impack Test)
Setelah pengelasan selesai maka dilanjutkan pembuatan specimen yang nantinya akan di uji impak,langkah-langkahnya sebagai berikut:
1. Meratakan alur pengelasan menggunakan mesin frais 2. Bahan dipotong dengan ukuran:
Gambar 3.2 Bentuk dan ukuran spesimen. (Sumbe
3. Setelah proses selesai kemudian specimen dirapikan dengan kikir dan dihaluskan menggunakan amplas.
4. Setelah diamplas untuk mendapatkan permukaan yang lebih halus maka diberi autosol.
5. Specimen yang diberi autosol dimasukkan kedalam cairan etza dan kemudian dibilas dengan alhkohol dan air sehingga dapat melihat logam lasannya.
a b
Gambar 3.4 spesimen uji impak setelah pengelasan (a.sudut 45o b. Sudut55o).
3.4.2 Pembuatan Specimen Uji Tarik (Tensile Test)
Setelah pengelasan selesai maka dilanjutkan pembuatan specimen standart ASTM E-8M, langkah-langkahnya sebagai berikut:
1. Meratakan alur pengelasan dengan mesin frais.
2. Bahan dipotong-potong dengan ukuran panjang 200 mm dan lebar 20 mm.
3. Membuat gambar pada kertas yang agak tebal atau mal yang mengacu sesuai dengan ukuran standar.
4. Bahan atau mal ditempel pada bahan selanjutnya dilakukan pengefraisan sesuai dengan bentuk gambar dengan menggunakan pisau frais.
5. Bahan yang sudah terbentuk tersebut dirapikan dengan kikir yang halus dan selanjutnya diamplas sampai lebih halus.
Gamabar 3.6 spesimen uji tarik setelah pengelasan
3.4.3 Pembuatan Specimen Uji Kekerasan (Hardness Test)
Setelah pengelasan selesai maka dilanjutkan pembuatan specimen yang nantinya akan di uji tarik, langkah-langkahnya sebagai berikut:
1. Meratakan alur pengelasan dengan mesin frais.
2. Bahan dipotong-potong dengan ukuran panjang 200 mm dan lebar 18 mm.
3. Membuat gambar pada kertas yang agak tebal atau mal yang mengacu sesuai dengan ukuran standar.
4. Bahan atau mal ditempel pada bahan selanjutnya dilakukan pengefraisan sesuai dengan bentuk gambar dengan menggunakan pisau frais.
Gambar 3.7 Spesimen uji kekerasan (Hardness Test)
Gambar 3.8 spesimen uji kekersan setelah pengelasan
3.4.4 Proses Pengelasan
Langkah-langkah yang dilakukan dalam proses pengelasan adalah:
1. Mempersiapkan mesin las OAW sesuai dengan pemasangan. 2. Mempersiapkan benda kerja yang akan dilas pada meja las.
3. Posisi pengelasan dengan menggunakan posisi pengelasan mendatar atau bawah tangan.
5. Mempersiapkan kawat las sesuai dengan daya api dan ketebalan spesimen,dalam penelitian ini dipilih kawat las AWS-A5.2.
6. Menyalakan dan menyetel daya api yang diinginkan sesuai dengan kebutuhan pengelasan.
Setelah menyalakan busur api, maka dilakukan pengelasan pada specimen dengan cara memegang gagang las dengan mendekatkan elektroda pada busur api yang menyala sampai kawat las menyatu dengan spesimen.
Gambar 3.9 Komponen Las oxy asetilen welding
3.5.Proses Pengujian 3.5.1 Uji Impak
Prosedur dan pembacaan hasil pada pengujian ketangguhan adalah sebagai berikut:
1. Menyiapkan peralatan mesin impact Charpy.
2. Menyiapkan benda uji yang akan dilakukan pengujian sesuai standar ukuran yang telah ditetapkan.
3. Meletakkan benda uji pada anvil dengan posisi takikan membelakangi arah ayunan palu Charpy.
4. Menaikkan palu Charpy pada kedudukan 1560 (sudut α) dengan menggunakan handle pengatur kemudian dikunci.
5. Putar jarum penunjuk sampai berimpit pada kedudukan 1560.
6. Lepaskan kunci sehingga palu Charpy berayun membentur benda uji. 7. Memperhatikan dengan mencatat sudut β dan nilai tenaga patah.
Berikut adalah gambar alat uji impak dan keterangannya:
Gambar 3.11 Mesin impak charpy. ( Sumber Laboratorium Ilmu Logam FT. USU )
3. Tool pemutar bandul. 4. Handbrake.
5. Bandul.
Spesifikasi mesin:
a. Merk: Torsee Charpy Impact Testing Machine. b. TYPE: CI-30.
c. CAP: 30 Kg-m. d. MFG.NO: EK9246. e. DATE: Oct. 1992. f. Made in Japan.
Gambar 3.12 Proses pengujian impak 3.5.2 Uji Tarik (Tensile)
Prosedur dan pembacaan hasil pada pengujian tarik adalah sebagai berikut. Benda uji dijepit pada ragum uji tarik, setelah sebelumnya diketahui penampangnya, panjang awalnya dan ketebalannya.Langkah pengujian sebagai berikut :
2. Benda uji mulai mendapat beban tarik dengan menggunakan tenaga hidrolik diawali 0 kg hingga benda putus pada beban maksimum yang dapat ditahan benda tersebut.
3. Benda uji yang sudah putus lalu diukur berapa besar penampang dan panjang benda uji setelah putus.
4. Gaya atau beban yang maksimum ditandai dengan putusnya benda uji terdapat pada layar digital dan dicatat sebagai data.
5. Hasil diagram terdapat pada kertas milimeter block yang ada pada meja plotter. 6. Hal terakhir yaitu menghitung kekuatan tarik, kekuatan luluh,perpanjangan,
reduksi penampang dari data yang telah didapat dengan menggunakan persamaan yang ada.
Gambar 3.13 Alat uji tarik(Tensile)
Spesifikasi:
Type : AMU-10 Beban max : 10 Ton Force Tahun :1989
Keterangan Gambar: 1. Panel beban 2. Pembaca grafik 3. Tombol ON 4. Tombol UP
5. Katup Unload Valve 6. Chuck atas
7. Chuck bawah 8. Tombol Pump 9. Tombol down 10. Katup Load Valve.
Berikut ini adalah prosedur percobaan yang dilakukan pada pengujian tarik dengan menggunakan alat uji tarik Torsee Type AMU-1:
1. Spesimen dibentuk sesuai ukuran menurut standar ASTM E-8M, yaitu panjang daerah uji 60 mm, panjang daerah cekam 60 mm, tebal spesimen 5 mm.
2. Mesin uji tarik dihidupkan kemudian disetting alat pembaca grafik dan jarum skala beban pada panel.
4. Katup hidrolik (load valve) dibuka kemudian mesin (pompa hidrolik/PUMP) dijalankan sampai spesimen putus.
5. Setelah spesimen putus katup hidrolik (load valve) ditutup dan katup pembuka (unload valve) dibuka, kemudian chuck bawah diturunkan dengan menekan tombol down.
6. Spesimen yang putus dilepas dari chuck atas dan bawah, kemudian diukur besar pertambahan panjangnya dan besar nilai regangan yang diperoleh dari grafik hasil uji tarik seperti yang terlihat pada lampiran uji tarik kemudian dicatat data hasil pengujian.
3.5.3 Uji Kekerasan (Hardness Test)
Spesimen yang telah di foto mikro, selanjutnya digunakan untuk pengujian
kekerasan.Spesimen sebelumnya dipoles terlebih dahulu dengan menggunakan autosol, kemudian dietsa jenis HNO3.Langkah pengujian :
1. Memasang indentor piramida intan. Penekanan piramida intan 1360 dipasang pada tempat indentor mesin uji, kencangkan secukupnya agar penekan intan tidak jatuh.
2. Memberi garis warna pada daerah logam las, HAZ dan logam induk yang akan diuji.
Gambar 3.14 Proses pengujian kekerasan
3.5.4 Foto Struktur Mikro
Sebelum melakukan pengujian foto struktur mikro benda uji perludipoles dahulu. Pemolesan dengan menggunakan ampelas grade 80 sampai 1500. Setelah spesimen diampelas dengan ukuran 1500 sampai halus kemudian diberi autosol agar spesimen lebih halus lagi.Spesimen yang telah diproses dilanjutkan dengan pengujian foto struktur mikro, adapun langkah-langkahnya sebagai berikut:
1. Spesimen dibersihkan menggunakan kain, karena spesimen lebih besar dari tempat etsa maka pengetsaan menggunakan kapas yang dibasahi cairan etsa kemudian dioleskan pada permukaan yang dikehendaki. Setelah selesai dioles dengan cairan etsa kemudian dibilas dengan alkohol.
2. Letakkan spesimen pada landasan mikroskop optik, aktifkan mesin,dekatkan lensa pembesar untuk melihat permukaan spesimen.Pengambilan foto struktur mikro dengan perbesaran 200x dan 500x.Lihatlah struktur mikro apabila kurang jelas atau kabur, fokuskan lensa agar terlihat dengan jelas.
pengambilan foto tidak ada hal apapun yang membuat mikroskop optik bergerak, karena apabila mikroskop optik bergerak akan mempengaruhi hasilnya.
Gambar 3.15Alat foto mikro
( Sumber Laboratorium Ilmu Logam FT. USU )
3.6 Prosedur Pembentukan Kampuh
Material Aluminium+magnesium sepertiGambar 3.16 dibentuk sudut kampuh sebelum melakukan pengelasan yaitu sudut kampuh 45ᴼ dan 55ᴼdibentuk sesuai dengan ukuran standar ASTMuntuk tiap-tiap pengujian.
Gambar 3.16 Material Al+Mg
Gambar 3.17 Bentuk dan posisi sudut kampuh. (a) Sudut 45o. (b) Sudut55 Spesimen yang telah terbentuk kampuh, lalu dilas dengan menggunakan las oxy-acetylene.
3.7 Diagram Alir
Diagram alir penelitian ditunjukan oleh Gambar 3.18.
MULAI
PEMBENTUKAN SPESIMEN UJI KAMPUH V
450 DAN 55O
PROSES PENGELASAN OXY-ACETYLENE KAMPUH V 450 DAN 55O
PENGUJIAN IMPACK TEST KAMPUH V 45O
DAN 550
ANALISA DATA
SELESAI
PENGUJIAN HARDNESS TEST KAMPUH V 45O
DAN 550
PENGUJIAN TENSILE
PENGUJIAN
METALOGRAFI KAMPUH V 45O DAN 550
BAB IV
HASIL DAN DISKUSI
4.1 Pendahuluan
Pada bab ini akan membahas mengenai hasil dari pengujian yang dilakukan pada spesimen, Setelah melakukan tahapan–tahapan seperti pada metodologi penelitian maka didapat hasil dari nilai energi yang diserap dan nilai-nilai pengujian.
4.2 Hasil Pengujian
Hasil pengujian pada penelitian ini meliputi hasil :
1.Uji impact (uji ketangguhan)
2.Uji Hardness (Uji kekerasan)
3.Uji Tensile (uji tarik)
4.Metalografy (photo mikro)
4.2.1 Hasil Pengujian Impak (Impack Test)
Maksud utama pengujian ketangguhan ialah untuk mengukur kegetasan bahan atau juga keuletan bahan terhadap beban tiba-tiba dengan cara mengukur perubahan energi potensial sebuah bandul yang dijatuhkan pada ketinggian tertentu. Perbedaan tinggi ayunan bandul merupakan ukuran energi yang diserap oleh benda uji. Besar energi yang di serap tergantung pada keuletan bahan uji. Bahan yang ulet menunjukkan nilai ketangguhan (impak) yang besar. Suatu bahan yang diperkirakan ulet ternyata dapat mengalami patah liat. Patah liat ini dapat disebabkan oleh beberapa hal, antara lain: adanya takikan (notch), kecepatan pembebanan yang tinggi yang menyebabkan kecepatan regangan yang tinggi pula.
Departemen Teknik Mesin di laboratorium Ilmu Logam. Pengujian dilakukan untuk mengetahui ketangguhan pada aluminium magnesium yang diberi varsiasi sudut kampuh v 45o dan 45o
Tabel 4.1 Hasil pengujian impak pada spesimen Al+Mg dengan Sudut
. Hasil pengujian dapat dilihat pada Tabel 4.1.
kampuh 45o dan 45o
Spesimen Al - Mg
Sudut kampuh (45o
Sudut kampuh
) (55o
Jenis patahan )
No Β E Β E (45o) (55o)
I 133 25,58 126,5 39,81 Liat Liat
II 132,5 26,62 126,5 39,81 Liat Liat
III 134 23,51 127 38,67 Liat Liat
Rata2 133,2 25,23 126,7 39,43 Sumber : Dari hasil percobaan di laboratorium ilmu logam FT.USU
Gambar 4.1 Spesimen perpatahan pada sudut kampuh 45o.
Dari tabel 4.1 hasil pengujian impak dapat dihitung seberapa besar energi yang diserap (J) pada sepesimen yang telah di uji.
E = P . D (cos ß – cos A)...(1) Dimana : P= 251.3 N
D= 0.6495 mm
A= Sudut Pemukulan awal 147˚ ß= sudut akhir pemukulan
Maka energi yang diserap untuk masing-masing spesimen diambil nilai rata – rata dalam pengujian adalah :
1. Analisa data pada spesimen sudut kampuh 45 E = P . D (cos ß – cos A)
2. Analisa data pada spesimen sudut kampuh 55o
E = P . D (cos ß – cos A)
= 251.3 × 0.6495 (cos 126,7˚ – cos 147˚) = 251.3 × 0.6495 (0,241 )
= 163.219 (0,241) = 39,33 Joule
Gambar 4.3 grafik perbandingan nilai ketangguhan impact dari sudut kampuh v 45o dan 55
Dapat dilihat dari gambar grafik 4.3 semakin besar sudut kampuhnya maka semakin tinggi energi yang diserap sedangkan ketangguhannya semakin kecil.
o
4.2.2 Hasil Uji Tarik (Tensile Test)
Dari hasil uji tarik yang dilakukan pada spesimen pada tiap-tiap sudut kampuh 45o dan 55o
1. Spesimen I sudut 45
maka didapat sebagai berikut:
Dari kurva pengujian tarik spesimen I dengan sudut kampuh 45
o
o
Gambar 4.4 Grafik spesimen I sudut 45 2. Spesimen II sudut 45
o
Dari kurva pengujian tarik spesimen I dengan sudut kampuh 45
o
o
terlihat beban maks 1250kgf, beban patah 1100 kgf dan beban yield 1050 kgf.Kurva hasil pengujian tarik spesimen II dengan sudut kampuh 45o dapat dilihat pada gambar berikut.
3. Spesimen III sudut 45
Dari kurva pengujian tarik spesimen I dengan sudut kampuh 45
o
o
terlihat beban maks 1750kgf, beban patah 1600 kgf dan beban yield 1400 kgf.Kurva hasil pengujian tarik spesimen III dengan sudut kampuh 45o dapat dilihat pada gambar berikut.
Gambar 4.6 Grafik spesimen III sudut 45o
Berikut adalah hasil pengujian tensile pada sudut 55o 1. Spesimen I sudut55
:
Dari kurva pengujian tarik spesimen I dengan sudut kampuh 55
o
o
terlihat beban maks 1400kgf, beban patah 1250 kgf dan beban yield 10,775 kgf.Kurva hasil pengujian tarik spesimen I dengan sudut kampuh 55o dapat dilihat pada gambar berikut.
2. Spesimen II sudut 55
Dari kurva pengujian tarik spesimen I dengan sudut kampuh 55
o
o
terlihat beban maks 1600kgf, beban patah 1500 kgf dan beban yield 11,596 kgf.Kurva hasil pengujian tarik spesimen II dengan sudut kampuh 55o dapat dilihat pada gambar berikut.
Gambar 4.8 Grafik spesimen II sudut 55o
3. Spesimen III sudut 55
Dari kurva pengujian tarik spesimen I dengan sudut kampuh 55
o
o
Gambar 4.9 Grafik spesimen III sudut 55
4.2.3 Hasil Tegangan
o
Tegangan pada uji tarik merupakan berat beban (P) dibagi dengan luas penampang (A) pada spesimen.maka hasil ari perhitungan tegangan untuk setiap spesimennya sama, dapat dihitung dengan persamaan sebagai berikut.
A P
=
σ ...(2)
Dimana : σ = Tegangan (MPa)
P = Beban pada waktu pengujian (kgf) A = Luas penampang (cm2
Nilai tegangan untuk masing-masing spesimen pada sudut kampuh 45 )
1. Spesimen I pada sudut kampuh 45
2. Spesimen II pada sudut kampuh 45
3. Spesimen III pada sudut kampuh 45
Maka,
Nilai tegangan untuk masing-masing spesimen pada sudut kampuh 55o
1. Spesimen I pada sudut kampuh 55
.
2. Spesimen II sudut kampuh55
=113,71 MPa
3. Spesimen III sudut kampuh55
Maka,
Dari tabel 4.2 didapat grafik nilai tegangan VS regangan sudut kampuh seperti
gambar dibawah
Gambar 4.10. Grafik Tegangan vs Regangan sudut kampuh 45o.
Gambar 4.11 Grafik tegangan vs regangan sudut kampuh 55o
4.2.4 Hasil Pengujian Kekerasan (Hardness Test)
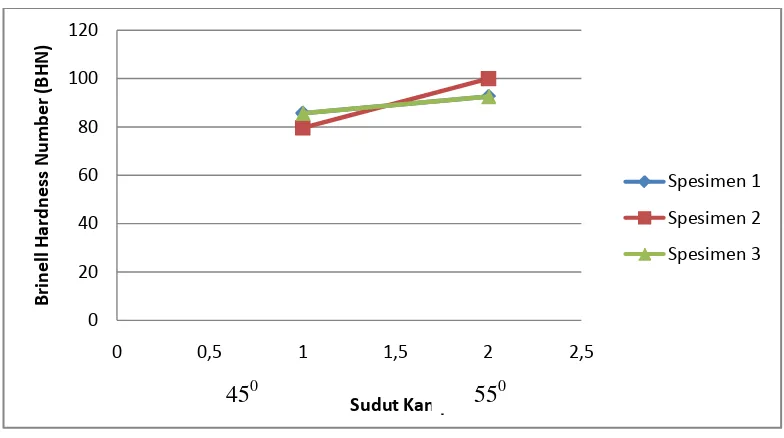
Pengujian kekerasan terhadap spesimen aluminium magnesium menggunakan metode Brinell hardness test cara pengujian kekerasan menggunakan alat ukurHardness Tester, hasil pengujian sampel langsung tertera di monitor alat, sampel diukur sampai sepuluh kali dan diambil rata-ratanya yang satuannya dinyatakan dalam satuan BH ( Brinell Hardness ). Pengujian kekerasan memperlihatkan peningkatan kekerasan untuk beberapa titik yang di identasi pada aluminium magnesium setelah dilakukan pengelasan dengan kampuh 45odan 55o. Hasil pengujian kekerasan diperlihatkan pada tabel dibawah ini :
Tabel. 4.3 Hasil uji kekerasan Brinell pada spesimenkampuh 45o dan 55o Tekanan Diameter Indentation
(mm)
Brinell Hardness Number (BHN)
Sudut kampuh 45o
2,7 85,7
2,8 79,6
2,7 85,7
Sudut kampuh 55o
2,6 92,6
2,5 100
2,6 92,6
( Sumber : Dari hasil percobaan di laboratorium ilmu logam FT.USU )
Gambar 4.12 Grafik nilai perbandingan BHN
Dapat dilihat dari grafik 4.11 semakin tinggi sudut kampuhnya, maka semakin tinggi pula nilai BHN nya.
4.2.5 Hasil Pengujian Mikrostruktur (Metalografy)
Pengujian mikrostruktur dilakukan dengan menggunakan “Reflected
Metallurgical Microscope” dengan type Rax Vision No.545491, MM -10A,230V-50Hz. Pengujian mikrostruktur ini dilakukan untuk aluminium magnesium yang telah dilakukan pengelasan dengan variasi kampuh 45o- 55o. Hasil foto mikro seperti diperlihatkan pada gambar-gambar berikut :
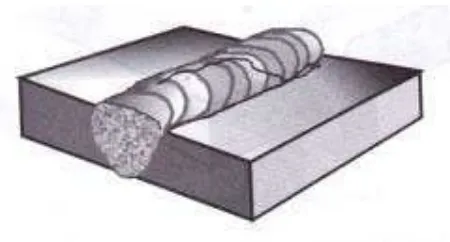
1. Spesimen pada sudut kampuh 45o
Gambar 4.13 foto mikro aluminium magnesium sudut kampuh 45o(200x) ( Sumber pengujian photo mikro laboratorium ilmu logam FT. USU )
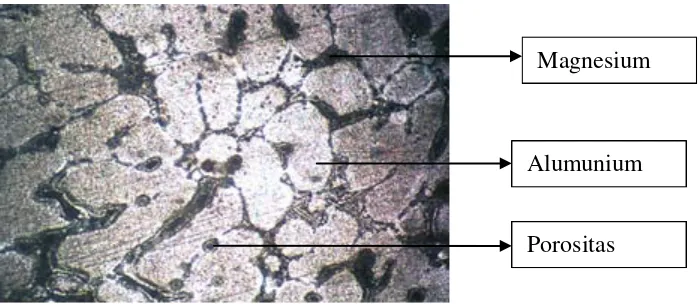
2. Spesimen pada sudut kampuh 55o
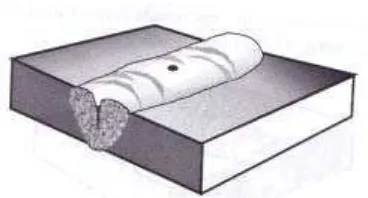
Pengelasan dengan sudut kampuh 55o hasilnya menunjukkan warna kehitaman pada partikel aluminium magnesium.Pada gambar dibawah memperlihatkan permukaan aluminium magnesium yang tidak merata dan banyak terjadi porositas hal ini disebabkan udara yang terjebak pada hasil pengelasan dengan kampuh 55olebih banyak.
Gambar 4.14 Foto mikro alumunium magnesium sudut kampuh 55o(200x) ( Sumber hasil pengujian pada laboratorium ilmu logam FT. USU )
Magnesium
Alumunium
Porositas
Magnesium
Alumunium
BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Adapun hasil dari pengujian pada spesimen aluminium-magnesium dengan variasi sudut kampuh V 45o& 55o adalah sebagai berikut:
1. Dari variasisudutkampuh 450 dan 550denganpaduanaluminium-magnesium menghasilkan karakteristik dan nilai ketangguhan yang berbeda. Nilai energitertinggi dihasilkan kampuh v 550 sebesar 39,43 Joule, sedangkan nilai energi terendah terdapat pada sudutkampuh v450 sebesar 25,23 Joule. Pada karakteristik jenis perpatahannya pada sudut kampuh 45o & 55o adalah jenis patah liat.Dari hasil pengujian terlihat bahwa untuk aluminium-magnesium, sudut kampuh sangat mempengaruhi hasil lasan (nilai ketangguhan impak).
2. Dari hasil uji tarik, didapat nilai tegangan rata-rata pada pada sudut 45o sebesar 113 Mpa sedangkan pada sudut 55o didapat nilai tegangan rata-rata 112 Mpa.
3. Dari hasil uji photo mikro, didapat hasil yang berbeda walaupun tidak terlalu signifikan, hasil uji photo mikro pada sudut 45o memperlihatkan permukaan aluminium yang merata dan terdapat serpihan magnesium didaerah yang tidak teratur, porositas lebih sedikit, sedangkan pada sudut kampuh 55o tingkat porositasnya lebih banyak, dikarenakan udara yang terjebak saat pengelasan lebih banyak.
sedangkan pada sudut kampuh v 550 didapat nilai rata-rata pada diameter indentor sebesar 2,57 dan pada nilai rata-rata BHN sebesar 95,07.
5. Dari hasil semua pengujian, maka dapat disimpulkan bahwa pengelasan pada sudut kampuh v 45o lebih baik dari pada sudut kampuh v 55o, hal ini dibuktikan pada hasilpengujian.
5.2 Saran
1. Diharapkan pada peneliti selanjutnya untuk mengembangkan penelitian tentang pengelasan ini agar dapat mendapatkan hasil lasan yang lebih baik lagi seiring dengan perkembangan teknologi.
2. Pada proses pengelasan, diharapkan pada pelaksana proses pengelasan agar lebih memperhatikan faktor keamanan.
BAB II
TINJAUAN PUSTAKA
2.1. PengertianPengelasan
Pengelasan (welding) adalah salah satu teknik penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa logam penambah dan menghasilkan sambungan yang continue.
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dengan kata lain, las adalah sambungan setempat dari beberapa batang logam dengan menggunakan energi panas. Dalam proses penyambungan ini adakalanya disertai dengan tekanan dan material tambahan (filler material).
Teknik pengelasan secara sederhana telah diketemukan dalam rentang waktu antara 4000 sampai 3000 SM. Setelah energi listrik dipergunakan dengan mudah, teknologi pengelasan maju dengan pesatnya sehingga menjadi sesuatu teknik penyambungan yang mutakhir. Hingga saat ini telah dipergunakan lebih dari 40 jenis pengelasan.
Pada tahap-tahap permulaan dari pengembangan teknologi las, biasanya pengelasan hanya digunakan pada sambungan-sambungan dari reparasi yang kurang penting.Tapi setelah melalui pengalaman dan praktek yang banyak dan waktu yang lama, maka sekarang penggunaan proses-proses pengelasan dan penggunaan konstruksi-konsturksi las merupakan hal yang umum di semua negara di dunia.
Terwujudnya standar-standar teknik pengelasan akan membantu memperluas ruang lingkup pemakaian sambungan las dan memperbesar ukuran bangunan konstruksi yang dapat dilas. Dengan kemajuan yang dicapai sampai saat ini, teknologi las memegang peranan penting dalam masyarakat industri modern.
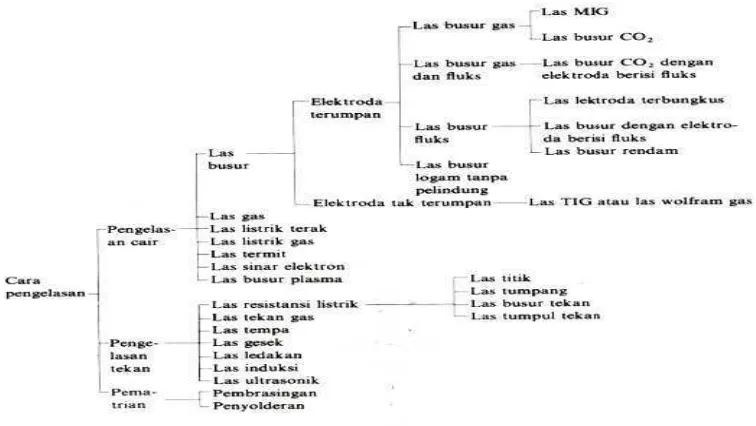
2.1.1 Klasifikasi Cara-cara Pengelasan
golongan, yaitu klasifikasi berdasarkan cara kerja dan klasifikasi berdasarkan energi yang digunakan. Klasifikasi pertama membagi las dalam kelompok las cair, las tekan, las patri dan lain-lainnya, sedangkan klasifikasi yang kedua membedakan adanya kelompok-kelompok seperti las listrik, las kimia, las mekanik dan seterusnya. Bila diadakan klasifikasi yang lebih terperinci lagi, maka kedua klasifikasi tersebut di atas akan terbaur.
Di antara kedua cara klasifikasi tersebut, kelihatannya klasifikasi berdasarkan cara kerja lebih banyak digunakan, berdasarkan klasifikasi ini pengelasan dapat dibagi dalam tiga kelas utama yaitu:
1. Pengelasan cair adalah cara pengelasan di mana sambungan dipanaskan sampai mencair dengan sumber panas dari busur listrik atau semburan api gas yang terbakar. 2. Pengelasan tekan adalah cara pengelasan di mana sambungan dipanaskan dan
kemudian ditekan hingga menjadi satu.
3. Pematrian adalah cara pengelasan di mana sambungan diikat dan disatukan dengan menggunakan paduan logam yang mempunyai titik cair rendah. Dalam cara ini logam induk tidak turut mencair.
Klasifikasi cara pengelasan dapat dilihat pada gambar 2.1.
2.1.2 Las Oxy-Acetylene
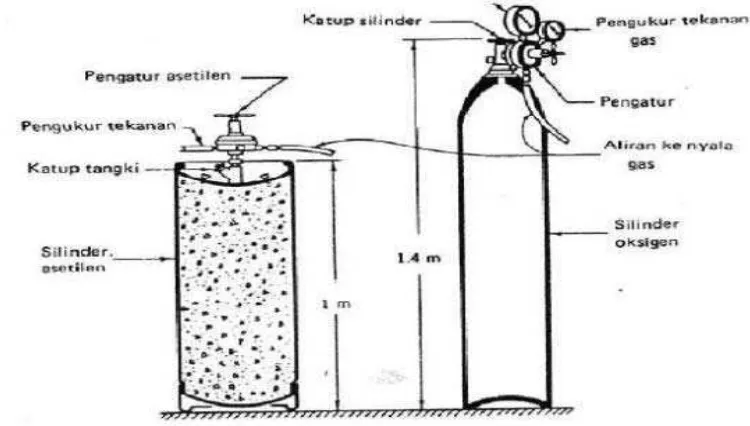
Pengelasan dengan oxy-acetylene adalah proses pengelasan secara manual dengan pemanasan permukaan logam yang akan dilas atau disambung sampai mencair oleh nyala gas acetylene melalui pembakaran C2H2 dengan gas O2
Pengelasan dengan gas dilakukan dengan membakar bahan bakar gas yang dicampur dengan oksigen (O
dengan atau tanpa logam pengisi. Proses penyambungan dapat dilakukan dengan tekanan sangat tinggi sehingga dapatmencairkan logam.
2) sehingga menimbulkan nyala api dengan suhu tinggi(3000oC) yang mampu
mencairkan logam induk dan logam pengisinya. Jenis bahan bakar gas yang digunakan adalah acetylene, propana atau hidrogen, sehingga cara pengelasan ini dinamakan las oxy-acetylene atau dikenal dengan nama las karbit. Gambar tabung oksigen dan acetylene dapat dilihat pada gambar 2.2.
Gambar 2.2 Tabung oksigen dan acetylene. (Sumber : Sri Widharto, 2007)
asetilen (C2H2
2C
) dihasilkan dari reaksi kalsium karbida dengan air.Gelembung-gelembung gas naik dan endapan yang terjadi adalah kapur tohor. Reaksi yang terjadi dalam tabung asetilen adalah:
2H2 + 5O2 4CO2 + H2
Karbida kalsium keras, mirip batu, berwarna kelabu dan terbentuk sebagai hasil reaksi antara kalsium dan batu bara dalam dapur listrik. Hasil reaksi ini kemudian digerus, dipilih dan disimpan dalam drum baja yang tertutup rapat. Gas asetilen dapat diperoleh dari generator asetilen yang menghasilkan gas asetilen dengan mencampurkan karbid dengan air atau kini dapat dibeli dalam tabung-tabung gas siap pakai.Agar aman tekanan gas asetilen dalam tabung tidak boleh melebihi 100 KPa, dan disimpan tercampur dengan aseton.Tabung asetilen diisi dengan bahan pengisi berpori yang jenuh dengan aseton, kemudian diisi dengan gas asetilen. Tabung jenis ini mampu menampung gas acetylene bertekanan sampai 1,7 MPa.
0
Nyala hasil pembakaran dalam las oxy-asetilen dapat berubah bergantung pada perbandingan antara gas oksigen dan gas asetilennya. Ada tiga macam nyala api dalam las oxy-asetilen seperti ditunjukkan pada gambar di bawah:
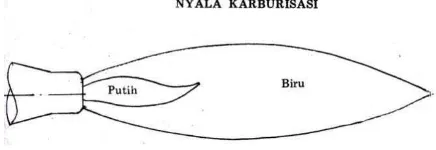
1. Nyala asetilen lebih (Nyala karburasi)
Bila terlalu banyak perbandingan gas asetilen yang digunakan maka di antara kerucut dalam dan kerucut luar akan timbul kerucut nyala baru berwarna biru. Di antara kerucut yang menyala dan selubung luar akan terdapat kerucut antara yang berwarna keputih-putihan, yang panjangnya ditentukan oleh jumlah kelebihan asetilen. Hal ini akan menyebabkan terjadinya karburisasi pada logam cair. Nyala ini banyak digunakan dalam pengelasan logam monel, nikel, berbagai jenis baja dan bermacam-macam bahan pengerasan permukaan non-ferous. Gambar 2.3 merupakan gambar nyala karburasi.
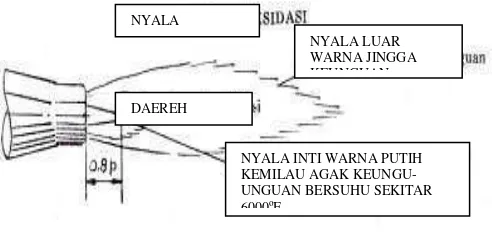
2. Nyala oksigen lebih (Nyala oksidasi)
Bila gas oksigen lebih daripada yang dibutuhkan untuk menghasilkan nyala netral maka nyala api menjadi pendek dan warna kerucut dalam berubah menjadi ungu. Nyala ini akan menyebabkan terjadinya proses oksidasi atau dekarburisasi pada logam cair. Nyala yang bersifat oksidasi ini harus digunakan dalam pengelasan fusion dari kuningan dan perunggu namun tidak dianjurkan untuk pengelasan lainnya.Gambar 2.4 merupakan gambar nyala oksidasi.
Gambar 2.4 Nyala oksidasi. (Sumber: Sri Widharto, 2007) 3. Nyala netral
Nyala ini terjadi bila perbandingan antara oksigen dan acetylene sekitar satu.Nyala terdiri atas kerucut dalam yang berwarna putih bersinar dan kerucut luar yang berwarna biru bening.Oksigen yang diperlukan nyala ini berasal dari udara.Suhu maksimum setinggi 3300 sampai 3500oC tercapai pada ujung nyala kerucut. Gambar 2.5 merupakan gambar nyala netral.
Gambar 2.5 Nyala netral. (Sumber: Sri Widharto, 2007)
NYALA
NYALA LUAR WARNA JINGGA KEUNGUAN
NYALA INTI WARNA PUTIH KEMILAU AGAK KEUNGU-SUHU DIATAS 5300o
Karena sifatnya yang dapat merubah komposisi logam cair maka nyala asetilen berlebih dan nyala oksigen berlebih tidak dapat digunakan untuk mengelas baja.Suhu Pada ujung kerucut dalam kira-kira 3000o C dan di tengah kerucut luar kira-kira 2500o
Pada posisi pengelasan dengan oxy-acetylene arah gerak pengelasan dan posisi kemiringan pembakar dapat mempengaruhi kecepatan dan kualitas las. Dalam teknik pengelasan dikenal beberapa cara yaitu:
C.
1. Pengelasan di bawah tangan
Pengelasan di bawah tangan adalah proses pengelasan yang dilakukan di bawah tangan dan benda kerja terletak di atas bidang datar. Sudut ujung pembakar (brander) terletak diantara 60° dan kawat pengisi (filler rod) dimiringkan dengan sudut antara 30°-40° dengan benda kerja. Kedudukan ujung pembakar ke sudut sambungan dengan jarak 2–3 mm agar terjadi panas maksimal pada sambungan.Pada sambungan sudut luar, nyala diarahkan ke tengah sambungan dan gerakannya adalah lurus.
2. Pengelasan mendatar (horizontal)
Pada posisi ini benda kerja berdiri tegak sedangkan pengelasan dilakukan dengan arah mendatar sehingga cairan las cenderung mengalir ke bawah, untuk itu ayunan brander sebaiknya sekecil mungkin. Kedudukan brander terhadap benda kerja menyudut 70° dan miring kira-kira 10° di bawah garis mendatar, sedangkan kawat pengisi dimiringkan pada sudut 10° di atas garis mendatar.
3. Pengelasan tegak (vertikal)
Pada pengelasan dengan posisi tegak, arah pengelasan berlangsung ke atas atau ke bawah. Kawat pengisi ditempatkan antara nyala api dan tempat sambungan yang bersudut 45°-60° dan sudut brander sebesar 80°.
4. Pengelasan di atas kepala (over head)
Pengelasan dengan posisi ini adalah yang paling sulit dibandingkan dengan posisi lainnya dimana benda kerja berada di atas kepala dan pengelasan dilakukan dari bawahnya. Pada pengelasan posisi ini sudut brander dimiringkan 10° dari garis vertikal sedangkan kawat pengisi berada di belakangnya bersudut 45°-60°.
5. Pengelasan dengan arah ke kiri (maju)
melintangnya tegak lurus terhadap arah pengelasan. Cara ini banyak digunakan karena cara pengelasannya mudah dan tidak membutuhkan posisi yang sulit saat mengelas. 6. Pengelasan dengan arah ke kanan (mundur)
Cara pengelasan ini adalah arahnya kebalikan daripada arah pengelasan ke kiri. Pengelasan dengan cara ini diperlukan untuk pengelasan baja yang tebalnya 4,5 mm ke atas.
Keuntungan dan kegunaan pengelasan oxy-acetylene sangat banyak, antara lain: 1. Peralatan relatif murah dan memerlukan pemeliharaan minimal/sedikit.
2. Cara penggunaannya sangat mudah, tidak memerlukan teknik-teknik pengelasan yang tinggi sehingga mudah untuk dipelajari.
3. Mudah dibawa dan dapat digunakan di lapangan maupun di pabrik atau di bengkel-bengkel karena peralatannya kecil dan sederhana.
4. Dengan teknik pengelasan yang tepat hampir semua jenis logam dapat dilas dan alat ini dapat digunakan untuk pemotongan maupun penyambungan.
2.2 Pengelasan Pada Aluminium 2.2.1 Aluminium dan paduannya
Aluminium dan paduan aluminium termasuk logam ringan yang mempunyai kekuatan tinggi, tahan terhadap karat dan merupakan konduktor listrik yang cukup baik.Logam ini dipakai secara luas dalam bidang kimia, listrik, bangunan, transportasi dan alat-alat penyimpanan.Kemajuan akhir-akhir ini dalam teknik pengelasan busur listrik dengan gas mulia menyebabkan pengelasan aluminium dan paduannya menjadi sederhana dan dapat dipercaya.Karena hal ini maka penggunaan aluminium dan paduannya di dalam banyak bidang telah berkembang.
2.2.2 Sifat Umum Dari Beberapa Jenis Paduan 1. Aluminium murni (seri 1000)
Jenis ini adalah aluminium dengan kemurnian antara 99,0% dan 99,9%. Aluminium dalam seri ini di samping sifatnya yang baik dalam tahan karat, konduksi panas dan konduksi listrik juga memiliki sifat yang memuaskan dalam mampu las dan mampu potong.Hal yang kurang baik adalah kekuatannya yang rendah.
2. Paduan Al-Cu (seri 2000)
Jenis paduan Al-Cu adalah jenis yang dapat diperlaku-panaskan, dengan melalui pengerasan endap atau penyepuhan sifat mekanik paduan ini dapat menyamai sifat dari baja lunak, tetapi daya tahan korosinya rendah bila dibanding dengan jenis paduan yang lainnya. Sifat mampu-lasnya juga kurang baik , karena itu paduannya jenis ini biasanya digunakan pada konstruksi keling dan banyak sekali digunakan dalam konstruksi pesawat terbang seperti duralumin dan super duralumin.
3. Paduan Al-Mn (seri 3000)
Jenis paduan ini adalah jenis yang tidak dapat diperlaku-panaskan sehingga penaikan kekuatannyahanya dapat diusahakan melalui pengerjaan dingin dalam proses pembuatannya. Bila dibandingkan dengan jenis aluminium murni paduan ini mempunyai sifat yang sama dalam hal tahan korosi, mampu potong dan mampu lasnya. Dalam hal kekuatan jenis paduan ini lebih unggul dari pada jenis aluminium murni.
4. Paduan Al-Si (seri 4000)
hampir tidak terjadi retak.Karena sifat-sifatnya, maka paduan jenis Al-Si banyak digunakan sebagai bahan atau logam las dalam pengelasan paduan aluminium baik paduan cor maupun paduan tempa.
5. Paduan Al-Mg (seri 5000)
Jenis paduan ini termasuk paduan yang tidak dapat diperlaku-panaskan, teapi mempunyai sifat yang baik dalam daya tahan korosi, terutama korosi oleh air laut, dan dalam sifat mampu-lasnya.Paduan Al-Mg banyak digunakan tidak hanya dalam konstruksi umum, tetapi juga untuk tangki-tangki penyimpanan gas alam cair dan oksigen cair.
6. Paduan Al-Mg-Si (seri 6000)
Jenis paduan ini termasuk dalam jenis yang dapat diperlaku-panaskan dan mempunyai sifat mampu potong, mampu las dan daya tahan korosi yang cukup.Sifat yang kurang baik dari paduan ini adalah terjadi pelunakan pada daerah las sebagai akibat dari panas pengelasan yang timbul.
7. Paduan Al-Zn (seri 7000)
Jenis paduan ini termasuk jenis yang dapat diperlaku-panaskan.Biasanya kedalam paduan pokok Al-Zn ditambahkan Mg, Cu, Cr. Sifat mampu-las dan daya tahannya terhadap korosi kurang menguntungkan. Dalam waktu akhir-akhir ini paduan Al-Zn-Mg mulai banyak digunakan dalam kontruksi, karena jenis ini mempunyai sifat mampu las dan daya tahan korosi yang lebih baik dari pada paduan dasar Al-Zn.Di samping itu juga pelunakan pada daerah las dapat mengeras kembali karena pengerasan alamiah.
2.2.3 Paduan Aluminium Magnesium
rumit. Titik eutetiknya adalah 450ºC, 35%Mg dan batas kelarutan padatnya pada temperature eutektik adalah 17,4% yang menurun pada temperature biasa sampai kira-kira 1,9%Mg, jadi kemampuan penuaan dapat diharapkan.
Paduan Al-Mg mempunyaiketahanan korosi yang sangat baik disebut hidrinalium.Paduan dengan 2-3%Mg dapat mudah ditempa, dirol dan diekstrusi.Paduan Al-Mg umumnya non heat tretable.Seri 5052 banyak digunakan pada pipa hidrolik, lembarlogampembuatanmobil, truk, dan lain-lain.Seri 5052 biasa digunakan sebagai bahan tempaan.Paduan 5056 adalah paduan paling kuat setelah dikeraskan oleh pengerasan regangan apabila diperlakukan kekerasan tinggi. Paduan 5083 yang dianil adalah paduan antara (4,5%Mg) yang kuat dan mudah dilas sehingga banyak digunakan sebagai bahan untuk tangki LNG. Seri 5005 dengan 0,8%Mg banyak digunakansebagaibatangprofil extrusi. Seri 5050 dengan 1,4%Mg dipakaisebagaipipa saluran minyak dan gas pada kendaraan.
2.2.4 Sifat Mampu las
Dalam hal pengelasan, paduan aluminium mempunyai sifat yang kurang baik bila dibandingkan dengan baja. Sifat-sifat yang kurang baik tersebut adalah:
1. Karena panas jenis dan daya hantar panasnya tinggi sekitar 30000
2. Paduan aluminium mudah teroksidasi dan membentuk oksida aluminium AlO
C maka sukar sekali untuk memanaskan dan mencairkan sebagian kecil saja.
3
3. Karena mempunyai koefisien muai yang besar> 3000
yang mempunyai titik cair yang tinggi. Karena sifat ini maka peleburan antara logam dasar dan logam las menjadi terhalang.
0
4. Karena perbedaan yang tinggi antara kelarutan hidrogen dalam logam cair logam padat, maka dalam proses pembekuan yang terlalu cepat akan terbentuk rongga halus bekas kantong-kantong hidrogen.
C, maka mudah sekali terjadi deformasi sehingga paduan-paduan yang mempunyai sifat getas panas akan cenderung membentuk retak-panas.
6. Karena titik cair dan viskositasnya rendah, maka daerah yang kena pemanasan mudah mencair dan jatuh menetes.
Akhir-akhir ini sifat yang kurang baik ini telah dapat diatasi dengan alat dan teknik las yang lebih maju dan dengan menggunakan gas mulia sebagai pelindung selama pengelasan.Dengan kemajuan ini maka sifat mampu las dari paduan aluminium menjadi lebih baik lagi.
2.3 Cacat Pada las
Jenis Cacat Permukaan Las: 1. Lubang Jarum (Pin Hole)
Sebab: Terbentuk gas di dalam bahan las sewaktu pengelasan akibat kandungan belerang dalam bahan.
Akibat: Kemungkinan bocor di lokasi cacat.
Penanggulangan: Gouging 100% di lokasi cacat dan perbaiki sesuai pembuatan prosedur pengelasan (WPS) asli. Cacat lubang jarum ditunjukkan pada gambar 2.6.
Gambar 2.6 Lubang jarum. (Sumber: Sri Widharto, 2007)
2. Percikan Las (Spatter)
Sebab: Elektrode lembab, kampuh kotor, angin kencang, lapisan galvanisir, ampere capping terlalu tinggi.
Penanggulangan: Cukup dibersihkan dengan pahat. Pembersih dengan gerinda tidak boleh mengingat akan memakan bahan induk.Cacat percikan las ditunjukkan pada gambar 2.7.
Gambar 2.7 Percikan las. (Sumber: Sri Widharto, 2007)
3. Retak (Crack)
Sebab: Tegangan di dalam material, penggetasan pada bahan dan daerah terimbas panas, karat tegangan, bahan tidak cocok dengan kawat las, pengelasan tanpa perlakuan panas yang benar.
Akibat: Fatal.
Gambar 2.8 Retak. (Sumber: Sri Widharto, 2007)
4. Keropos (Porosity)
Sebab: Lingkungan las lembab atau basah, kampuh kotor, angin berhembus dipermukaan las, lapisan galvanis, salah jenis arus, salah jenis polaritas, ampere capping terlalu besar.
Akibat: Melemahkan sambungan, tampak buruk, mengawali karat permukaan. Penanggulangan: Cacat digerinda hingga hilang kemudian dilas isi sesuaidengan
pembuatan prosedur pengelasan (WPS). Cacat keropos ditunjukkan pada gambar 2.9.
Gambar 2.9 Keropos. (Sumber: Sri Widharto, 2007)
5. Muka Cekung (Concavity)
Sebab: Tukang las terlalu cepat selesai, amper capping terlalu tinggi, kecepatan las capping terlalu tinggi, elektroda terlalu kecil, bukaan sudut kampuh terlalu besar.
Akibat: Melemahkan sambungan, mengawali karat permukaan, dapat terjadi keretakan akibat tegangan geser.
Gambar 2.10 Muka cekung. (Sumber: Sri Widharto, 2007)
6. Longsor Pinggir (Undercut)
Sebab: Suhu metal terlalu tinggi, ampere capping terlalu tinggi. Akibat: Melemahkan sambungan, mengawali karat permukaan.
Penanggulangan: Cukup diisi dengan stringer saja.Undercut yang tajam seperti takik, dilarang (harus segera diperbaiki) karena dapat menyebabkan keretakan notch.Cacat longsor pinggir ditunjukkan pada gambar 2.11.
Gambar 2.11 Longsor Pinggir. (Sumber: Sri Widharto, 2007)
7. Penguat berlebihan (Excessive Reinforcement)
Sebab: Elektrode terlalu rapat, kecepatan capping terlalu rendah, ampere capping terlalu rendah, suhu metal terlalu dingin.
Akibat: Diragukan fusi dan kekuatannya, perlu diuji ultrasonik proba sudut (angle probe), jika ternyata fusi tidak ada, seluruh sambungan diapkir.
Gambar 2.12 Penguat berlebihan. (Sumber: Sri Widharto, 2007)
8. Jalur Terlalu Lebar (Wide Bead)
Sebab: Mungkin telah terjadi manipulasi mutu las.
Akibat: Jika terbukti, seluruh material diapkir. Cacat jalur terlalu lebar ditunjukkan pada gambar 2.13.
Gambar 2.13 Jalur terlalu lebar. (Sumber: Sri Widharto, 2007)
9. Tinggi Rendah (High Low) Sebab: Penyetelan tidak benar. Akibat: Sambungan diapkir.
(Sumber: Sri Widharto, 2007)
10. Lapis Dingin (Cold Lap)
Sebab: Suhu metel terlalu dingin, ampere capping terlalu rendah, ayunan (sway) tidak tetap (consistent).
Akibat: Terjadi fusi tidak sempurna dipermukaan dan mungkin juga di dalam. Karenanya mutu las dipertanyakan.
Penanggulangan: Bongkar keseluruhan jalur las untuk kemudian dibuat kampuh lagi dan dilas ulang sesuai WPS.Cacat lapis dingin ditunjukkan pada gambar 2.15.
Gambar 2.15 Lapis dingin. (Sumber: Sri Widharto, 2007)
11. Penetrasi Tidak Sempurna (Incomplete Penetration)
Sebab: Celah terlalu sempit, elektrode terlalu tinggi, ampere mesin las tidak tetap, celah tidak seragam (sempit dan lebar tidak beraturan), ampere akar las rendah, kampuh kotor, elektrode terlalu besar.
Akibat: Di bagian cacat berpotensi retak.
Gambar 2.16 Penetrasi tidak sempurna. (Sumber: Sri Widharto, 2007)
12. Penetrasi Berlebihan (Excessive Penetration)
Sebab: Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat: Biasa menyebabkan retak akar, karat sebelah dalam, menghancurkan piq (bola pembersih dalam pipa).
Penanggulangan: Bongkar total, setel kembali dan dilas ulang sesuai WPS. Cacat penetrasi berlebihan ditunjukkan pada gambar 2.17.
Gambar 2.17 Penetrasi berlebihan. (Sumber: Sri Widharto, 2007)
13. Retak Akar (Root Crack)
Sebab: Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Penanggulangan: Bongkar total, setel kembali dan dilas ulang sesuai WPS.Jika retak keluar dari jalur las maka seluruh material diganti. Cacat retak akar ditunjukkan pada gambar 2.18.
Gambar 2.18 Retak akar. (Sumber: Sri Widharto, 2007)
14. Terbakar Tembus (Blow Hole)
Sebab: Celah tidak seragam, ampere mesin las tiba-tiba naik, posisi elektrode naik turun.
Akibat: Pada lokasi cacat sambungan lemahdan terdapat kemungkinan bocor, mengawali erosi dan karat tegangan pada lokasi cacat.
Penanggulangan: Gouging 100% di lokasi cacat dan diisi ulang sesuai WPS.Cacat terbakar tembus ditunjukkan pada gambar 2.19.
Gambar 2.19 Terbakar tembus. (Sumber: Sri Widharto, 2007)
15. Longsor Pinggir Akar (Root Undercut)
Akibat: Mengawali erosi dan karat sebelah dalam, memungkinkan terjadinya retak takik (notch).
Penanggulangan: Lokasi cacat di gouging 100% dan dilas ulang sesuai WPS.Cacat longsor pinggir akar ditunjukkan pada gambar 2.20.
Gambar 2.20 Longsor pinggir akar. (Sumber: Sri Widharto, 2007)
16. Akar Cekung (Root Concavity/ Such Up)
Sebab: Terhisapnya las akar oleh jalur las di atasnya (khususnya pada GTAW), kecepatan las akar terlalu tinggi.
Akibat: Melemahkan sambungan,potensi terjadi erosi dan karat tegangan.
Penanggulangan: Lokasi cacat di gouging 100% dan dilas ulang sesuai WPS. Cacat akar cekung ditunjukkan pada gambar 2.21.
Gambar 2.21 Akar cekung. (Sumber: Sri Widharto, 2007)
Akibat: Tampak buruk.
Penanggulangan: Cukup disesuaikan dengan sekitarnya.Cacat stop start A ditunjukkan pada gambar 2.22
Gambar 2.22 Stop start A. (Sumber : Sri Widharto, 2007)
18. Stop start B
Sebab: Penggantian elektrode terlalu maju.
Akibat: Terjadi bagian yang tidak terjadi (underfill) yang berpotensi retak.
Penanggulangan: Bersihkan bagian yang underfill. Cacat stop start B ditunjukkan pada gambar 2.23.
Gambar 2.23 Stop start B. (Sumber: Sri Widharto, 2007)
Cacat las dapat dibagi dalam tiga kelompok, yakni: 1. Kelompok cacat visual
menonjol), wide bead (terlalu lebar), high low (tinggi rendah/salah penyetelan), stop start (salah sewaktu mengganti elektrode).
2. Kelompok cacat non visual
Yakni cacat yang terdapat di permukaan namun tidak tampak karena berada pada akar las, seperti :porosity, convacity, undercut, crack, excessive penetration (tembusan berlebihan), incomplete penetration (tidak ada tembusan), blow hole (terbakar tembus).
3. Kelompok cacat internal
Yakni cacat yang terdapat di dalam bahan las yang baru dapat dideteksi dengan menggunakan teknik uji tanpa merusak seperti : radiografi, ultrasonik maupun magnetik partikel, seperti : slag inclusion (inklusi terak), porosity, slag lines (jajaran terak) atau wagon track (jejak gerobak), crack, worm metal (inklusi tungsten/ logam berat), incomplete fussion (fusi tidak sempurna), cold lap.
2.4 Kampuh Las
Untuk menghasilkan kualitas sambungan las yang baik, salah satu faktor yang harus diperhatikan yaitu kampuh las. Kampuh las ini berguna untuk menampung bahan pengisi agar lebih banyak yang merekat pada benda kerja, dengan demikian kekuatan las akan terjamin.
Faktor-faktor yang harus diperhatikan dalam pemilihan jenis kampuh adalah: 1. Ketebalan benda kerja.
2. Jenis benda kerja.
3. Kekuatan yang diinginkan. 4. Posisi pengelasan.
Sebelum memulai proses pengelasan terlebih dahulu ditentukan jenis sambungan las yang akan dipilih. Hal-hal yang harus diperhatikan bahwa sambungan yang dibuat akan mampu menerima beban (beban statis, beban dinamis, atau keduanya).
1. Kampuh V Tunggal
Sambungan V tunggal juga dapat dibuat tertutup dan terbuka. Sambungan ini juga lebih kuat dari pada sambungan persegi, dan dapat dipakai untuk menerima gaya tekan yang besar, serta lebih tahan terhadap kondisi beban statis dan dinamis. Pada pelat dengan tebal 5 mm–20 mm penetrasi dapat dicapai 100%.
2. Kampuh Persegi
Sambungan ini dapat dibuat menjadi 2 kemungkinan, yaitu sambungan tertutup dan sambungan terbuka.Sambungan ini kuat untuk beban statis tapi tidak kuat untuk beban tekuk.
3. Kampuh V Ganda
Sambungan ini lebih kuat dari pada V tunggal, sangat baik untuk kondisi beban statis dan dinamis serta dapat menjaga perubahan bentuk kelengkungan sekecil mungkin.dipakai pada ketebalan 18 mm-30 mm.
4. Kampuh Tirus Tunggal
Sambungan ini digunakan untuk beban tekan yang besar.Sambungan ini lebih baik dari sambungan persegi, tetapi tidak lebih baik dari pada sambungan V. Letaknya disarankan terbuka dan dipakai pada ketebalan pelat 6 mm-20 mm.
5. Kampuh U Tunggal
Kampuh U tunggal dapat dibuat tertutup dan terbuka.Sambungan ini lebih kuat menerima beban statis dan diperlukan untuk sambungan berkualitas tinggi.Dipakai pada ketebalan 12 mm-25 mm.
6. Kampuh U Ganda
Sambungan U ganda dapat jg dibuat secara tertutup dan terbuka, sambungan ini lebih kuat menerima beban statis maupun dinamis dengan ketebalan pelat 12 mm-25 mm dapat dicapai penetrasi 100%.
7. Kampuh J Ganda
Gambar 2.24 Jenis sambungan las. (Sumber: Harsono Wiryosumarto, 2000)
2.5Teori Uji Impak (Impact Test)
Uji impak adalah pengujian dengan menggunakan pembebanan yang cepat (rapid
loading).Pengujian impak merupakan suatu pengujian yang mengukur ketahanan bahan terhadap beban kejut.Inilah yang membedakan pengujian impak dengan pengujian tarik dan kekerasan dimana pembebanan dilakukan secara perlahan-lahan.Pengujian impak merupakan suatu upaya untuk mensimulasikan kondisi operasi material yang sering ditemui dalam perlengkapan transportasi atau konstruksi dimana beban tidak selamanya terjadi secara perlahan-lahan melainkan datang secara tiba-tiba.
tersebut. Proses penyerapan energi ini akan diubah menjadi berbagai respon material, yaitu:
• Deformasi plastis • Efek Hysteresis • Efek Inersia
Untuk menentukan sifat perpatahan suatu logam, keuletan maupun kegetasannya, dapat dilakukan suatu pengujian yang dinamakan dengan uji impak.Umumnya pengujian impak menggunakan batang bertakik.Berbagai jenis pengujian impak batang bertakik telah digunakan untuk menentukan kecenderunganbahan untuk bersifat getas.Dengan jenis uji ini dapat diketahui perbedaan sifat bahan yang tidak teramati dalam uji tarik.Metode pengujian impak ada dua yaitu :
1. Metoda Charpy
Batang impak biasa, banyak di gunakan di Amerika Serikat. Benda uji Charpy
mempunyai luas penampang lintang bujur sangkar (10 x 10 mm) dan mengandung takik V-45˚, dengan jari-jari dasar 0,25 mm dan kedalaman 2 mm. Benda uji diletakan pada tumpuan dalam posisi mendatar dan bagian yang tak bertakik diberi beban impak dengan ayunan bandul (kecepatan impak sekitar 16 ft/detik). Benda uji akan melengkung dan patah pada laju regangan yang tinggi, kira-kira 103 detik.
2. Metoda Izod
Gambar 2.25 Benda Uji Impak a) Metode Izod b) Metode Charpy
Pada penelitian ini alat uji impak yang digunakan adalah metode charpy (gambar 2.26) dimana spesimen disokong pada kedua ujungnya, dan takikan dibuat ditengah dari spesimen uji.
Gambar 2.26 Alat Uji Impact (charpy impact test) (Sumber: http://www.twi.co.uk/technical-knowledge/)
Hasil pengujian impak akan diperoleh banyaknya energi yang diserap (E) oleh spesimen uji.Banyaknya energi yang diserap ini akan menyatakan ketangguhan (toughness) dari material yang diuji. Besarnya energi yang diserap dinyatakan dengan :
(
CosA)
DP
E = . cos β −
Dimana :
A = sudut permulaan (147o
� = sudut akhir
)
Energi yang diperlukan untuk mematahkan benda uji charpy sering kali dinyatakan sebagai energi yang diserap tiap satuan luas penampang lintang benda uji. Pengukuran lain yang biasa dilakukan dalam pengujian Impak Charpy adalah penelaahan permukaan perpatahan untuk menentukan jenis perpatahan (fracografi) yang terjadi. Secara umum sebagaimana analisis perpatahan pada benda hasil uji tarik maka perpatahan impak digolongkan menjadi 3 jenis, yaitu: Perpatahan berserat (fibrous fracture), yang melibatkan mekanisme pergeseran bidang-bidang kristal di dalam bahan (logam) yang ulet (ductile). Ditandai dengan permukaan patahan berserat yang berbentuk dimpel yang menyerap cahaya dan berpenampilan buram. Perpatahan granular/kristalin, yang dihasilkan oleh mekanisme pembelahan (cleavage) pada butir-butir dari bahan (logam) yang rapuh (brittle). Ditandai dengan permukaan patahan yang datar yang mampu memberikan daya pantul cahaya yang tinggi (mengkilat). Perpatahan campuran (berserat dan granular). Merupakan kombinasi dua jenis perpatahan di atas.
Selain dengan harga impak yang ditunjukkan oleh alat uji pengukuran ketangguhan suatu bahan dapat dilakukan dengan memperkirakan berapa persen patahan berserat dan patahan kristalin yang dihasilkan oleh benda uji yang diuji pada temperatur tertentu. Semakin banyak persentase patahan berserat maka dapat dinilai semakin tangguh bahan tersebut. Cara ini dapat dilakukan dengan mengamati permukaan patahan benda uji di bawah miskroskop stereoscan.
Hal ini dapat disebabkan oleh peningkatan laju regangan atau penurunan suhu. Usaha dari perpatahan pembelahan jauh lebih sedikit dari usaha perpatahan penggabungan rongga mikro,karenamelibatkan lebih sedikit deformasi plastis. Perubahan pada mekanisme perpatahan kemudian akan menyebabkan transisi ulet ke getas secara tajam pada energi impak Charpy.
2.5.1 Jenis Patahan
Pada spesimen yang telah dilakukan pengujian impak, akan dapat diketahui jenis patahan yang dihasilkan. Adapun jenis-jenis patahan tersebut antaralain:
1. PatahanGetas
mengalami deformasi. Bahan yang memiliki jenis patahan ini mempunyai kekuatan impak yang rendah.
2. PatahanLiat
Ciri-ciri permukaan patahan jenis ini tidak rata dan tampak seperti beludru, buram dan berserat. Jika potongan disambungkan kembali maka sambungan tidak akan rapat. Bahan yang memiliki jenis patahan ini mempunyai kekuatan impak yang tinggi, karena sebelum patah bahan mengalami deformasi terlebih dahulu.
3. Patahan Campuran
Ciri-cirinya patahan jenis ini adalah permukaan patahan sebagian terdiri dari patahan getas dan sebagian yang lain adalah patahan liat. Sifat-sifat patahan ditunjukkan pada gambar 2.27.
(a) (b) (c)
Gambar2.27 Sifat-sifatPatahan (a)Patahangetas,(b)Patahanliat,dan (c)Patahan campuran
Faktor-faktor yang mempengaruhi kegagalan material pada pengujian impak adalah:
Notch
Notch pada material akan menyebabkan terjadinya konsentrasi tegangan pada daerah yang lancip sehingga material lebih mudah patah. Selain itu notch juga akan
Temperatur
Pada temperatur tinggi material akan getas karena pengaruh vibrasi elektronnya yang semakin rendah, begitupun sebaliknya.
Strainrate
Jika pembebanan diberikan pada strainrate yang biasa-biasa saja, maka material akan sempat mengalami deformasi plastis, karena pergerakan atomnya (dislokasi).
Dislokasi akan bergerak menuju ke batas butir lalu kemudian patah. Namun pada uji impak, strain rate yang diberikan sangat tinggi sehingga dislokasi tidak sempat bergerak, apalagi terjadi deformasi plastis, sehingga material akan mengalami patah transgranular, patahnya ditengah-tengah atom, bukan di batas butir.
Dari hasil percobaan akan didapatkan energi dan temperatur. Dari data tersebut, kita akan buat diagram harga impak terhadap temperatur. Energi akan berbanding lurus dengan harga impak. Kemudian kita akan mendapakan temperatur transisi. Temperatur transisi adalah range temperature dimana sifat material dapat berubah dari getas ke ulet jika material dipanaskan.
Pada baja dan aluminium terdapat perbedaan harga impak. Harga impak baja lebih tinggi dari pada aluminium menunjukkan bahwa ketangguhan baja lebih tinggi jika dibandingkan dengan aluminium. Ketangguhan adalah kemampuan material untuk menyerap energi dan berdeformasi plastis hingga patah.Pada proses penilitian ini, bentuk dan dimensi dari uji impak Charpy dengan ukuran yang telah ditentukan berdasarkan ASTM E23-56T. Dapat dilihat bentuk dan dimensinya pada gambar dibawah ini.
Gambar 2.28. Bentuk Dan Dimensi Uji Impak Berdasarkan ASTM E23-56T
2.6Uji Tarik (Tensile Test)
o
A P
S =
Regangan teknik (ε) diperoleh dengan membagikan pertambahan panjang dari panjang ukur spesimen (Δl) dengan panjang ukur awal (lo)
(
)
Bentuk grafik tegangan regangan yang dihasilkan dari pengujian tarik akan bergantung kepada jenis material yang diuji.
Pengujian tarik ini sangat berguna untuk memperoleh informasi mengenai kekuatan dan keuletan dari suatu material dibawah pembebanan tegangan uniaxial. Hasilnya akan diperoleh tegangan maksimum dari material yang dapat digambarkan sebagai kekuatan material tersebut.
2.4Uji Kekerasan (Hardness Test)
Pada pengujian kekerasan aluminium magnesiumini digunakan metode Brinell. Pengujian brinell menggunakan indentor bola baja dengan diameter 10mm (0,394”) dan tungsten karbida diameter 10mm (0,394”). Beban yang diberikan berkisar 500 – 3000kg, step 500kg. Nilai kekerasan brinel merupakan fungsi beban dan diameter lobang hasil injakan indentor.
Gambar 2.29 Skema Indentasi Pengujian Kekerasan Brinell ( Sumber internet
2.5Photo Mikro (Metalografi)
Gambar 2.30 Alat Uji PhotoMikro (Mikroskop optic) ( Sumber Laboratorium Ilmu Logam FT. USU )
Gambar diatas yaitu alat uji struktur mikro, yang fungsinya untuk mengambil gambar dari spesimen yang di uji dengan ukuran 200 x pembesaran (metalografi).
Sebelum melakukan percobaan metalografi terhadap suatu material, terlebih dahulu harus ditentukan material logam apa yang akan diuji. Sebaiknya harus ada data pembanding antara data mikro struktur yang di dapat dari percobaan dengan data mikro struktur yang sebenarnya dari suatu material yang dijadikan benda uji. Adapun langkah-langkah yang harus dilakukan dalam percobaan metalografi ini adalah sebagai berikut :
1. Cutting (Pemotongan)
Ada beberapa sistem pemotongan sampel berdasarkan media pemotong yang digunakan, yaitu meliputi proses pematahan, pengguntingan, penggergajian, pemotongan abrasi (abrasive cutter), gergaji kawat, dan EDM (Electric Discharge Machining). Berdasarkan tingkat deformasi yang dihasilkan, teknik pemotongan terbagi menjadi dua yaitu teknik pemotongan dengan deformasi yang besar, menggunakan gerinda dan teknik pemotongan dengan deformasi kecil, menggunakan low speed diamondsaw. Sebagai contoh, untuk pengamatan mikrostruktur material yang mengalami kegagalan, maka sampel diambil sedekat mungkin pada daerah kegagalan (pada daerah kritis dengan kondisi terparah), untuk kemudian dibandingkan dengan sampel yang diambil dari daerah yang jauh dari daerah gagal. Perlu diperhatikan juga bahwa dalam proses memotong, harus dicegah kemungkinan deformasi dan panas yang berlebihan. Oleh karena itu, setiap proses pemotongan harus diberi pendinginan yang memadai.
2. Mounting
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, spesimen lembaran metal tipis, potongan yang tipis, dan lain-lain. Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu media (media mounting).
Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah : a. Bersifat inert (tidak bereaksi dengan material maupun zat etsa) b. Sifat eksoterimis rendah
c. Viskositas rendah
d. Penyusutan linier rendah e. Sifat adhesi baik
f. Memiliki kekerasan yang sama dengan sample
h. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus kondusif
Media mounting yang dipilih haruslah sesuai dengan material dan jenis reagen etsa yang akan digunakan. Pada umumnya mounting menggunakan material plastik sintetik. Materialnya dapat berupa resin (castable resin) yang dicampur dengan hardener, atau bakelit. Penggunaan castable resin lebih mudah dan alat yang digunakan lebih sederhana dibandingkan bakelit, karena tidak diperlukan aplikasi panas dan tekanan. Namun bahan castable resin ini tidak memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk material-material yang keras. Teknik mounting yang paling baik adalah
menggunakan thermosetting resin dengan menggunakan material bakelit. Material ini berupa bubuk yang tersedia dengan warna yang beragam. Thermosetting mounting membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb/in2) dan panas (1490˚C) pada mold saat mounting.
3. Grinding (Pengamplasan)
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan agar pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan dengan menggunakan kertas amplas yang ukuran butir abrasifnya dinyatakan dengan mesh. Urutan pengamplasan harus dilakukan dari nomor mesh yang rendah (hingga 150 mesh) ke nomor mesh yang tinggi (180 hingga 600 mesh). Ukuran grit pertama yang dipakai tergantung pada kekasaran permukaan dan kedalaman kerusakan yang ditimbulkan oleh pemotongan. Hal yang harus diperhatikan pada saat pengamplasan adalah pemberian air. Air berfungsi sebagai pemidah geram, memperkecil kerusakan akibat panas yang timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa pemakaian kertas amplas. Hal lain yang harus diperhatikan adalah ketika melakukan perubahan arah pengamplasan, maka arah yang baru adalah 450 atau 900 terhadap arah sebelumnya.
4. Polishing (Pemolesan)
untuk memperoleh permukaan sampel yang halus bebas goresan dan mengkilap seperti cermin dan menghilangkan ketidak teraturan sampel. Permukaan sampel yang akan diamati di bawah mikroskop harus benar-benar rata. Apabila permukaan sampel kasar atau bergelombang, maka pengamatan struktur mikro akan sulit untuk dilakukan karena cahaya yang datang dari mikroskop dipantulkan secara acak oleh permukaan sampel. Tahap pemolesan dimulai dengan pemolesan kasar terlebih dahulu kemudian dilanjutkan dengan pemolesan halus.
Ada 3 metode pemolesan antara lain yaitu sebagai berikut : a. Pemolesan Elektrolit Kimia
Hubungan rapat arus dan tegangan bervariasi untuk larutan elektrolit dan material yang berbeda dimana untuk tegangan, terbentuk lapisan tipis pada permukaan, dan hampir tidak ada arus yang lewat, maka terjadi proses etsa. Sedangkan pada tegangan tinggi terjadi proses pemolesan.
b. Pemolesan Kimia Mekanis
Merupakan kombinasi antara etsa kimia dan pemolesan mekanis yang dilakukan serentak di atas piringan halus. Partikel pemoles abrasif dicampur dengan larutan pengetsa yang umum digunakan.
c. Pemolesan Elektro Mekanis (Metode Reinacher)
Merupakan kombinasi antara pemolesan elektrolit dan mekanis pada piring pemoles. Metode ini sangat baik untuk logam mulia, tembaga, kuningan, dan perunggu.
5. Etching (Etsa)
Etsa merupakan proses penyerangan atau pengikisan batas butir secara selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material, mikrostruktur baru muncul jika diberikan zat etsa. Sehingga perlu pengetahuan yang tepat untuk memilih zat etsa yang tepat, yaitu:
etsa yang digunakan ini memiliki karakteristik tersendiri sehingga pemilihannya disesuaikan dengan sampel yang akan diamati. Contohnya antara lain : nitrid acid / nital (asam nitrit + alkohol 95%), picral (asam picric + alkohol), ferric chloride, hydroflouric acid, dan lain-lain. Perlu diingat bahwa waktu etsa jangan terlalu lama (umumnya sekitar 4 – 30 detik), dan setelah dietsa, segera dicuci dengan air mengalir lalu dengan alkohol kemudian dikeringkan dengan alat pengering. b. Elektro Etsa (Etsa Elektrolitik)
Merupakan proses etsa dengan menggunakan reaksi elektro etsa. Cara ini dilakukan dengan pengaturan tegangan dan kuat arus listrik serta waktu
`BAB I PENDAHULUAN 1.1 Latar Belakang
Teknologi pengelasan merupakan salah satu bagian yang tidak bisa dipisahkkan dalam teknologi manufactur. Secara umum pengelasan dapat diartikan sebagai suatu ikatan metalurgi logam atau logam paduan yang dilaksanankan pada saat logam dalam keadaan mencair.saat ini pengelasan merupakan pelaksanaan pekerjaan yang amat penting dalam teknologi produksi dengan bahan baku logam. Pada sambungan konstruksi sambungan mesin, banyak penggunaan teknik pengelasan karena dengan penggunaan teknik ini sambungan menjadi lebih ringan dan lebih sederhana dalam pembuatannya sehingga biaya produksi dapat lebih murah.
Logam memegang peranan yang sangat penting bagi perkembangan teknologi. Salah satu proses yang cukup penting dalam perkembangan teknologi ialah pengelasan. Kebutuhan akan pengelasan saat ini sangat tinggi oleh karena teknologi pengelasan itu sendiri yang semakin lama semakin berkembang. Penggunaan teknologi las biasanya dipakai dalam bidang konstruksi, bidang industri, otomotif, perkapalan, pesawat terbang, dan bidang lainnya.
Untuk beberapa keperluan seperti penyambungan konstruksi mesin digunakan pengelasan dengan gas mulia. Pengelasan dengan gas mulia dipilih dikarenakan hasil pengelasan tersebut lebih bersih, kuat, dan disamping itu dapat digunakan pada material non ferro Aluminium (Al).
1.2 Batasan masalah
Pada pengelasan aluminium banyak terjadi perubahan sifat mekanis setelah dilakukan pengelasan, maka oleh karena itu perlu dilakukan pengujian terhadap specimen setelah dilakukan pengelasan. Pada penelitian ini bahan yang digunakan adalah Al+Mg dengan melakukan pengelasan metode Oxy Asetilen Welding serta melakukan uji impak, hardness, tensile serta foto mikro yang diberi variasi sudut kampuh v 45o dan 55o
1.3 Tujuan Penelitian
.
1.3.1. Tujuan Umum
1.3.2. Tujuan Khusus
Secara lebih khusus penelitian ini di harapkan dapat memberikan informasi.
1. Karakteristik dari ketangguhan tiap-tiap spesimen pada daerah hasil pengelasan akibat variasi sudut kampuh v45o dan 55o
2. Karakterisistik dari uji tarik pada tiap-tiap specimen setelah pengelasan yang diberi variasi kampuh v.
terhadap pengujian impak Charpy.
3. Karakteristik struktur mikro yang terbentuk setelah pengelasan pada daerah logam lasan akibat variasi sudut kampuh v45o dan 55o
4. Karakteristik dari kekerasan tiap-tiap specimen pada daerah hasil pengelasan akibat variasi sudut kampuh v45
terhadap pengujian photo mikro ( Metalografy Test ).
o
dan 55o terhadap pengujian Hardness.
1.4 Manfaat Penelitian
Sebagai peran nyata dalam pengembangan teknologi khususnya pada pengelasan, maka penulis berharap dapat mengambil manfaat dari penelitian ini, diantaranya:
1. Sebagai literatur pada penelitian yang sejenisnya dalam rangka pengembangan teknologi khususnya di bidang pengelasan.
2. Sebagai informasi bagi juru las untuk meningkatkan kualitas hasil pengelasan. 3. Sebagai informasi penting guna meningkatkan pengetahuan bagi peneliti dalam
bidang pengujian bahan, pengelasan dan bahan teknik sehingga dapat mengaplikasikan suatu saat dilapangan.
1.5 Sistematika Penulisan
Sistematika penulisan tugas akhir ini dibagi menjadi beberapa bab dengan menganalisa data-data yang didapat dari berbagai sumber dan hasil pengujian yang telah dilakukan. Adapun garis besar tiap bab-bab tersebut adalah sebagai berikut :
BAB I merupakan pendahuluan yang berisikan latar belakang penelitian, batasan masalah, tujuan penelitian, manfaat penelitian, dan sistematika penulisan. BABII kajian materi pada tinjauan pustaka yang berisikan
Asetilen Welding), teori uji impak,teori kampuh V,teori uji tarik,teori dasar uji kekerasan,teori foto mikro,Al+Mg dan sifat-sifatnya.
BAB III metode penelitian, berisikan urutan dan cara yang dilakukan pada penelitian mulai dari bahan, metode yang digunakan,cara penelitian dan variabel riset dan analisis.
BAB IV analisa data yang berisikan penyajian data-data hasil penelitian uji impak, hardness, tensile dan foto mikro.
BAB V kesimpulan dan saransebagai penutup yang berisikan kesimpulan yang diperoleh dari penelitian dan saran untuk pengembangan peleburan paduan alumanium dengan magnesium.