STUDI PENGARUH VARIASI SUDUT KAMPUH V PENGELASAN
OKSI-ASITILEN GAS PADA PADUAN ALUMINIUM MAGNESIUM DITINJAU
DARI KEKUATAN TARIK BAHAN
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
IKRAM
080401012
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji syukur kehadirat Allah SWT atas limpahan rahmat dan karunia yang
diberikan kepada Penulis sehingga dapat menyelesaikan laporan hasil penelitian
skripsi ini dengan judul “Studi Pengaruh Variasi Sudut Kampuh V Pengelasan Oksi-asitilen Gas pada Aluminium Magnesium Ditinjau dari Kekuatan Tarik
Bahan”.
Laporan hasil penelitian skripsi ini merupakan salah satu syarat yang harus
dipenuhi oleh setiap mahasiswa untuk mendapatkan gelar Sarjana Teknik pada
Program Studi Regular Teknik Mesin Fakultas Teknik Universitas Sumatera Utara.
Untuk itu penulis ingin mengucapkan terima kasih kepada:
Prof. Dr. Ir. Bustami Syam, MSME, selaku Dosen Pembimbing penulis yang telah banyak memberi masukan, kepercayaan serta membina saya selama
mengerjakan penelitian ini.
Bapak Dr. Ing-Ir. Ikhwansyah Isranuri selaku ketua Departemen Teknik Mesin, Fakultas Teknik Universitas Sumatera Utara beserta seluruh Dosen
dan Staf administrasi.
Kepada keluarga Almarhum Sudarjat, serta keluarga yang telah memberikan dukungan secara moril maupun materil, khususnya kepada Bang Isham
Sudarjat. ST sebagai motivator penulis selama ini.
Bapak Zulfikar, ST, MT, Nuzuli, ST, dan kepada tim Peneliti Impak fracture Research Center (IFRC)yang telah membantu penulis.
Kepada Kiki Sabrina.Spd yang telah banyak membantu dalam proses sarjana ini serta kasih sayangnya selama ini.
Kepada teman satu tim penelitian saya Hari Pramana dan Syahrul Ramadhan yang telah melaksanakan perjuangan secara bersama-sama.
Seluruh anggota Tim APEM 2008, Fahrurrozi, Felix Asade, Maraghi Muttaqin, Ramadhan, Gio Syahputra, Syahrul Ramadhan, Harry Praman, dan
teman-teman yang telah banyak memberikan bantuan selama perkuliahan
Seluruh teman – teman stambuk 2008 terkhususnya dan mahasiswa Program Studi Magister Teknik Mesin Fakultas Teknik Universitas Sumatera Utara
yang telah memberikan bantuan baik selama perkuliahan maupun lain-lain.
Dan khususnya penulis mengucapkan terima kasih yang sebesar-besarnya
kepada Kedua orangtua penulis, Ayahanda Suyadi dan Ibunda Suparsila yang telah
memberikan do’a, nasehat dan dukungan baik moril maupun materil, juga saudara-saudara penulis Fajar, Arfah.Spd, Fahmi, Hanafi dan seluruh keluarga besar penulis
yang selalu memberi dukungan dan motivasi selama pembuatan tugas sarjana ini
hingga selesai.
Penulis sangat menyadari bahwa dalam laporan hasil penelitian ini masih jauh
dari kesempurnaan, untuk itu saran dan komentar sangat diperlukan.
Terima kasih atas segala bantuan baik secara moril maupun materil, baik secara
langsung ataupun tidak langsung kepada semua pihak yang telah berkontribusi dalam
penulisan laporan hasil penelitian ini.
Medan, juli 2013
Penulis,
IKRAM
ABSTRAK
Ketanggguhan suatu bahan sangat dipengaruhi oleh sifat mekanik dan sifat fisik
tersebut pada proses penyambungan dengan menggunakan pengelasan sifat-sifat
tersebut akan berubah akibat pengaruh proses pengelasan. Untuk mengkaji hal
tersebut disusunlah sebuah konsep penelitian yang terdiri dari dua tahapan.
Memeriksa cacat pada hasil lasannya, kedua mengukur kekuatan tarik hasil
pengelasan akibat variasi besaran sudut kampuh V 600 dan 900 dari variasi paduan
aluminium magnesium. Hasil dari pengujian menunjukkan pengelasan dengan variasi
sudut kampuh V 600 dan 900 pada paduan Al 98%-Mg 1.4% dan Al 97%-Mg 2.2%
menunjukkan sudut kampuh 600 mempunyai tegangan tarik rata-rata yang lebih baik
dibandingkan sudut kampuh 900, tegangan yang dihasilkan untuk Al 98 -Mg 1.4%
kampuh 600 adalah 118 Mpa, Al 98%- Mg 1.4% 900 adalah 107 Mpa, Al 97%-Mg
2.2% kampuh 600 adalah 154 Mpa, dan Al 97%-Mg 2.2% kampuh 900 adalah 117
Mpa. Pengujian pada pengelasan oksi-asitilen gas untuk paduan aluminium
magnesium, menunjukkan bahwa sudut kampuh dan penambahan kadar magnesium
mempengaruhi hasil lasan (kekuatan tarik), dan kekuatan tarik rata-rata yang paling
baik adalah pada Al 97%-Mg 2.2% dengan sudut kampuh 600.
Kata kunci: Kekuatan Tarik, Pengelasan Oksi-asitilen Gas, Sudut Kampuh,
ABSTRACT
The strength of a material is influenced by the nature of the mechanical and physical
properties in connection with the use of welding process properties will change due to
the influence of the welding process. To look into the matter was composed of a
concept study consisted of two phases. Examine defects in welding results, the
second measure tensile strength due to variations in the amount of weld seam angle V
600 and 900 of magnesium aluminum alloy variations. Results of the testing showed
the variation of angle welding seam 600 and 900 V at 98% alloy Al - 1.4% Mg and
Al-97%-2.2% Mg shows a corner seam 600 has an average tensile stress better than
the corner seam 900, the voltage generated for 98% Al-1.4% Mg hem 600 is 118 MPa,
98% Al - 1.4% Mg 900 is 107 MPa, 97% Al-2.2% Mg hem 600 is 154 MPa, and 97%
Al-2.2% Mg hem 900 is 117 MPa. Testing on welding oxy-gas asitilen for
aluminummagnesi um alloy, showed that the addition of the corner seam and welded
magnesium levels affect the results (tensile strength), and the average tensile strength
is best at 97% Al-2.2% Mg,
to the corner seam 600
Keywords: Tensile Strenght, oxy-asitylen Gas Welding, Groove Angle,
DAFTAR ISI
Halaman
ABSTRAK ...i
ABSTRACT ...ii
KATA PENGANTAR ...iii
DAFTAR ISI ...v
DAFTAR TABEL ...viii
DAFTAR GAMBAR ...ix
DAFTAR NOTASI ...xii
BAB 1 PENDAHULUAN ...1
1.1 Latar belakang ...1
1.2 Perumusan masalah ...3
1.3 Tujuan penelitian ...3
1.3.1 Tujuan umum ...3
1.3.2 Tujuan khusus ...3
1.4 Batasan masalah ...3
1.5 Manfaat penelitian ...4
1.6 Sistematika penulisan ...4
BAB 2 TINJAUAN PUSTAKA ...6
2.1 Pengelasan ...6
2.1.2 Pengelasan oksi-asitilen ...8
2.2 Desain sambungan las ...15
2.3 Pengujian hasil pengelasan ...18
2.3.1 Pengelasan pada aluminium ...18
2.3.2 Pengujian cacat las ...22
2.3.3 Pengujian Tarik ...26
BAB 3 METODOLOGI PENELITIAN ...41
3.1 Jadwal penelitian dan lokasi penelitian ...41
3.2 Metode penelitian ...41
3.3 Variabel-variabel pengujian ...42
3.3.1 Spesimen ...42
3.3.2 Pembentukan spesimen ...43
3.3.3 Kawat las ...44
3.4. Prosedur pengujian ...46
3.4.1 Pengujian cacat las ...46
3.4.2 Pengujian tarik ...50
3.5 Diagram alir penelitian ...52
BAB 4 ANALISA DATA DAN PEMBAHASAN ...54
4.1 Hasil pembentukan spesimen ...54
4.2 Hasil pengujian...54
4.3.1 Hasil pengujian cacat las ...54
BAB V KESIMPULAN DAN SARAN ...71
5.1 Kesimpulan ...71
5.2 Saran ...72
DAFTAR PUSTAKA ...73
DAFTAR TABEL
Halaman
Tabel 2.1 Batas komposisi paduan Aluminium-Magnesium (%)………19
Tabel 3.1 Spesifikasi Kawat las (AWS A5.2)……….44
Tabel 4.1 Nilai Tegangan dan Modulus Elastisitas sudut kampuh 600………...67
DAFTAR GAMBAR
Halaman
Gambar 2.1 Klasifikasi cara pengelasan... 8
Gambar 2.2 Rangkaian gas oksi-asetilen.... 9
Gambar 2.12 Longsor pinggir... 29
Gambar 2.13 Penguat berlebihan………... 29
Gambar 2.14 Jalur terlalu lebar……….. 30
Gambar 2.15 Tinggi rendah……… 30
Gambar 2.16 Lapis dingin……… 31
Gambar 2.17 Penetrasi tidak sempurna……….. 32
Gambar 2.18 Penetrasi berlebihan………. 32
Gambar 2.19 Retak akar……… 33
Gambar 2.25 Diagram tegangan-regangan aluminium………... 37
Gambar 3.1 Spesimen uji tarik………. 43
Gambar 3.3 (a) Kain bersih (b) Sikat pengujian... 47
Gambar 4.13 Kurva hasil uji tarik p (kgf) vs L (mm) spesimen III……….. 63
Gambar 4.14 Daerah patahan lasan spesimen aluminium magnesium setelah uji kekuatan tarik………. 64
Gambar 4.15 Grafik nilai tegangan dengan sudut kampuh 600………….... 68
Gambar 4.16 Grafik nilai tegangan dengan sudut kampuh 900………. 69
DAFTAR NOTASI
Simbol Nama Keterangan Satuan
ABSTRAK
Ketanggguhan suatu bahan sangat dipengaruhi oleh sifat mekanik dan sifat fisik
tersebut pada proses penyambungan dengan menggunakan pengelasan sifat-sifat
tersebut akan berubah akibat pengaruh proses pengelasan. Untuk mengkaji hal
tersebut disusunlah sebuah konsep penelitian yang terdiri dari dua tahapan.
Memeriksa cacat pada hasil lasannya, kedua mengukur kekuatan tarik hasil
pengelasan akibat variasi besaran sudut kampuh V 600 dan 900 dari variasi paduan
aluminium magnesium. Hasil dari pengujian menunjukkan pengelasan dengan variasi
sudut kampuh V 600 dan 900 pada paduan Al 98%-Mg 1.4% dan Al 97%-Mg 2.2%
menunjukkan sudut kampuh 600 mempunyai tegangan tarik rata-rata yang lebih baik
dibandingkan sudut kampuh 900, tegangan yang dihasilkan untuk Al 98 -Mg 1.4%
kampuh 600 adalah 118 Mpa, Al 98%- Mg 1.4% 900 adalah 107 Mpa, Al 97%-Mg
2.2% kampuh 600 adalah 154 Mpa, dan Al 97%-Mg 2.2% kampuh 900 adalah 117
Mpa. Pengujian pada pengelasan oksi-asitilen gas untuk paduan aluminium
magnesium, menunjukkan bahwa sudut kampuh dan penambahan kadar magnesium
mempengaruhi hasil lasan (kekuatan tarik), dan kekuatan tarik rata-rata yang paling
baik adalah pada Al 97%-Mg 2.2% dengan sudut kampuh 600.
Kata kunci: Kekuatan Tarik, Pengelasan Oksi-asitilen Gas, Sudut Kampuh,
ABSTRACT
The strength of a material is influenced by the nature of the mechanical and physical
properties in connection with the use of welding process properties will change due to
the influence of the welding process. To look into the matter was composed of a
concept study consisted of two phases. Examine defects in welding results, the
second measure tensile strength due to variations in the amount of weld seam angle V
600 and 900 of magnesium aluminum alloy variations. Results of the testing showed
the variation of angle welding seam 600 and 900 V at 98% alloy Al - 1.4% Mg and
Al-97%-2.2% Mg shows a corner seam 600 has an average tensile stress better than
the corner seam 900, the voltage generated for 98% Al-1.4% Mg hem 600 is 118 MPa,
98% Al - 1.4% Mg 900 is 107 MPa, 97% Al-2.2% Mg hem 600 is 154 MPa, and 97%
Al-2.2% Mg hem 900 is 117 MPa. Testing on welding oxy-gas asitilen for
aluminummagnesi um alloy, showed that the addition of the corner seam and welded
magnesium levels affect the results (tensile strength), and the average tensile strength
is best at 97% Al-2.2% Mg,
to the corner seam 600
Keywords: Tensile Strenght, oxy-asitylen Gas Welding, Groove Angle,
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Seiring dengan perkembangan teknologi yang semakin canggih saat ini,
pengelasan telah dipergunakan secara luas dalam penyambungan batang-batang dan
perkapalan. Luasnya teknologi pengelasan disebabkan karena bangunan dan mesin
yang dibuat dengan menggunakan teknik penyambungan ini menjadi lebih ringan dan
proses pembuatannya juga lebih sederhana, sehingga biaya keseluruhannya menjadi
lebih murah.
Penggunaan teknik pengelasan dalam konstruksi sangat luas, meliputi
perkapalan, jembatan, rangka baja, bejana tekan, pipa pesat, pipa saluran, kendaraan
rel dan lain sebagainya.
Di samping untuk pembuatan, proses las dapat juga dipergunakan untuk
reparasi misalnya untuk mengisi lubang-lubang pada coran, membuat lapisan keras
pada perkakas, mempertebal bagian-bagian yang sudah aus dan macam-macam
reparasi lainnya. Pengelasan bukan tujuan utama dari konstruksi, tetapi hanya
merupakan sarana untuk mencapai ekonomi pembuatan yang lebih baik, karena itu
rancangan las dan cara pengelasan harus betul-betul memperhatikan kesesuaian
antara sifat-sifat las dengan kegunaan konstruksi serta keadaan di sekitarnya.
Dalam merancang suatu konstruksi permesinan atau bangunan yang
menggunakan sambungan las banyak faktor yang harus diperhatikan seperti keahlian
bahan yang akan di las dan lain-lain. Prosedur pengelasan kelihatannya sangat
sederhana, tetapi sebenarnya di dalamnya banyak masalah-masalah yang harus diatasi
di mana pemecahannya memrlukan bermacam-macam pengetahuan. Karena itu
dalam pengelasan, pengetahuan harus turut serta mendampingi praktek. Secara lebih
terperinci dapat dikatakan bahwa dalam perancangan konstruksi bangunan dan mesin
dengan sambungan las, harus direncanakan pula tentang cara pengelasan, cara
pemeriksaan, bahan las dan jenis las yang akan dipergunakan, berdasarkan fungsi dari
bagian-bagian bangunan atau mesin yang dirancang. Yang ternasuk prosedur
pengelasan adalah pemilihan parameter las seperti: tegangan busur las, bentuk
sambungan, besar sudut sambungan besar arus las, penetrasi, kecepatan pengelasan
dan beberapa kondisi standar pengelasan seperti: bentuk alur las, tebal plat, jenis
elektroda, diameter inti elektroda, dimana parameter-parameter tersebut
mempengaruhi sifat mekanik logam las.
Kekuatan hasil lasan dipengaruhi oleh tegangan busur, jenis kampuh, besar
arus, kecepatan pengelasan, besarnya penembusan dan polaritas listrik. Penentuan
jenis kampuh dalam penyambungan logam menggunakan las oksi-asitilen gas
mempengaruhi efisiensi pekerjaan dan bahan las. Penentuan jenis kampuh dalam
pengelasan ini menggunakan kampuh v tunggal. Berdasarkan latar belakang diatas
maka penelitian ini mengambil judul: “Studi Pengaruh variasi Sudut kampuh V
Las Oksi-Asitilen Pada Hasil Pengelasan Paduan Al-Mg Ditinjau Dari
Kekuatan Tarik Bahan ”.
Penelitian ini menggunakan bahan bermaterial aluminium-magnesium yang
diberi perlakuan pengelasan dengan variasi sudut kampuh sebesar 600 dan 900 dengan
menggunakan las oksi-asitilen gas. Spesimen dilakukan adalah uji komposisi, uji
penetrant, dan uji tarik.
1.3 Tujuan Penelitian
1.3.1 Tujuan Umum
Tujuan umum dari penelitian ini adalah untuk mengetahui pengaruh variasi
sudut kampuh v tunggal terhadap kekuatan sambungan las pada pengelasan material
aluminium-magnesium.
1.3.2 Tujuan Khusus
Tujuan khusus dari penelitian ini adalah:
1. Memeriksa cacat yang terjadi setelah proses pengelsan.
2. Mengukur kekuatan tarik hasil pengelasan oksi-asitilen akibat variasi sudut
kampuh v magnesium Al 98%-Mg 1.4% dan Al 97%-Mg 2.2%.
1.4 Batasan Masalah
Adapun batasan dari permasalahan yaitu:
1. Jenis Las yang digunakan adalah las oksi-asitilen gas.
2. Material yang digunakan adalah Aluminium Magnesium.
3. Menggunakan jenis sambungan kampuh V dengan sudut 600 dan 900.
1.5 Manfaat Penelitian
Sebagai peran nyata dalam pengembangan teknologi khususnya pada
pengelasan, maka penulis berharap dapat mengambil manfaat dari penelitian ini,
diantaranya:
1. Sebagai literatur pada penelitian yang sejenisnya dalam rangka
pengembangan teknologi khususnya di bidang pengelasan.
2. Sebagai informasi bagi juru las untuk meningkat kualitas hasil pengelasan.
3. Sebagai informasi penting guna meningkatkan pengetahuan bagi peneliti
dalam bidang pengujian bahan, pengelasan dan bahan teknik.
1.6 Sistematika Penulisan
Agar penyusunan skripsi ini dapat tersusun secara sistematis dan
mempermudah pembaca memahami tulisan ini, maka skripsi ini dibagi dalam
beberapa bagian yaitu: Halaman Judul, Lembar Pengesahan, Abstrak, Kata Pengantar,
Daftar Isi, Daftar Gambar, Daftar Tabel, Bab 1 Pendahuluan (pada bab ini akan
dibahas mengenai latar belakang dari judul skripsi yang telah ditetapkan, tujuan,
manfaat, batasan masalah, sistematika penulisan dan metodologi penulisan skripsi),
Bab 2 Dasar Teori (pada bab ini akan dibahas mengenai teori-teori yang berhubungan
dengan penulisan skripsi. Dasar teori didapatkan dari berbagai sumber, diantaranya
berasal dari: buku - buku pedoman, jurnal, paper, tugas akhir, e-mail, e-book, dan e
news), Bab 3 Metodologi (pada bab ini akan dibahas mengenai metode yang akan
digunakan untuk menyelesaikan penulisan skripsi. Pada bab ini juga akan dibahas
digunakan untuk menyelesaikan permasalahan dari topik yang diangkat), Bab 4
Analisa Data Dan Pembahasan (pada bab ini akan dianalisa dan dibahas mengenai
data-data yang telah diperoleh dari hasil penelitian yang telah dilakukan), Bab 5
Kesimpulan Dan Saran (pada bab ini berisi kesimpulan dari penulisan tugas akhir dan
BAB 2
TINJAUAN PUSTAKA
2.1 Pengelasan
Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan
metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam
keadaan lumer atau cair. Dengan kata lain, las merupakan sambungan setempat dari
beberapa batang logam dengan menggunakan energi panas.
Mengelas menurut Alip (1989) adalah suatu aktifitas menyambung dua bagian
benda atau lebih dengan cara memanaskan atau menekan atau gabungan dari
keduanya sedemikian rupa sehingga menyatu seperti benda utuh. Penyambungan bisa
dengan atau tanpa bahan tambah (filler metal) yang sama atau berbeda titik cair
maupun strukturnya.
Mawardi (2005), Pengelasan dapat diartikan dengan proses penyambungan
dua buah logam sampai titik rekristalisasi logam, dengan atau tanpa menggunakan
bahan tambah dan menggunakan energi panas sebagai pencair bahan yang dilas.
Pengelasan juga dapat diartikan sebagai ikatan tetap dari benda atau logam yang
dipanaskan.
Mengelas bukan hanya memanaskan dua bagian benda sampai mencair dan
membiarkan membeku kembali, tetapi membuat lasan yang utuh dengan cara
memberikan bahan tambah atau elektroda pada waktu dipanaskan sehingga
beberapa faktor antara lain: prosedur pengelasan, bahan, elektroda dan jenis kampuh
yang digunakan.
2.1.1 Klasifikasi Cara-cara Pengelasan
Sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang
digunakan dalam bidang las, ini disebabkan karena belum adanya kesepakatan dalam
hal tersebut. Secara konvesional cara-cara pengklasifikasiaan tersebut pada waktu ini
dapat dibagi dalam dua golongan, yaitu klasifikasi berdasarkan cara kerja dan
klasifikasi berdasarkan energi yang digunakan. Klasifikasi pertama membagi las
dalam kelompok las cair, las tekan, las patri dan lain-lainnya, sedangkan klasifikasi
yang kedua membedakan adanya kelompok-kelompok seperti las listrik, las kimia, las
mekanik dan seterusnya. Bila diadakan klasifikasi yang lebih terperinci lagi, maka
kedua klasifikasi tersebut di atas akan terbaur dan akan terbentuk
kelompok-kelompok yang banyak sekali.
Di antara kedua cara klasifikasi tersebut, kelihatannya klasifikasi berdasarkan
cara kerja lebih banyak digunakan, berdasarkan klasifikasi ini pengelasan dapat
dibagi dalam tiga kelas utama yaitu:
1. Pengelasan cair adalah cara pengelasan di mana sambungan dipanaskan
sampai mencair dengan sumber panas dari busur listrik atau semburan api gas
yang terbakar.
2. Pengelasan tekan adalah cara pengelasan di mana sambungan dipanaskan dan
3. Pematrian adalah cara pengelasan di mana sambungan diikat dan disatukan
dengan menggunakan paduan logam yang mempunyai titik cair rendah.
Dalam cara ini logam induk tidak turut mencair.
Perincian lebih lanjut dari klasifikasi ini dapat dilihat pada gambar 2.1.
Gambar 2.1 Klasifikasi cara pengelasan (Sumber: hhtp://wwwmesin-teknik.blogspot.com)
2.1.2 Pengelasan Oksi-asetilen (Oxyacetylin welding)
Pengelasan dengan oksi-asetilen adalah proses pengelasan secara manual
dengan pemanasan permukaan logam yang akan dilas atau disambung sampai
mencair oleh nyala gas asetilen melalui pembakaran C2H2 dengan gas O2 dengan atau
tanpa pengisi logam. Dalam proses ini digunakan campuran gas oksigen dengan
asetilen. Suhu nyalanya bisa mencapai 35000C. oksigen berasal dari proses hidrolisasi
atau pencairan udara. Oksigen disimpan dalam selinder baja pada tekanan 14 MPa.
Gas asetilen (C2H2) dihasilkan oleh reaksi kalisum karbida dengan air dengan reaksi
Adapun rangkain gas oksi-asitilen ditunjukkan pada gambar 2.2.
Gambar 2.2 Rangkaian gas oksi-asetilen (Sumber: Sri Widharto, 2007)
Asitilen adalah gas hidrokarbon dengan rumus C2H2, jika bertekanan 29,4 Psi
ke atas, asetilen menjadi tidak stabil, yakni hanya dnegan guncangan sedikit saja dapt
meledak walaupun tanpa tercampur oksigen atau udara. Asetilen tidak boleh
digunakan dengan tekanan 15 Psi. Tangki karbit didesain sedemikian rupa
sehingga hanya dapat memasok C2H2 dengan tekanan sekitar 15 Psi saja.
Asetilen didapat dengan mereaksikan kapur karbit dengan air sehingga
persamaannya adalah sebagai berikut:
2CaC2 + 2H2O 2C2H2 + 2CaO. Jika gas tersebut dibeli dalam bentuk siap
pakai, maka gas tersebut dipasok dalam botol khusus yang didalamnya terisi material
berpori dimana asetilen dicampur dengan aseton. Dengan kondisi seperti ini, asetilen
dapat disimpan hingga 275 SCF. Dengan tekanan sebesar 250 Psi. Tekanan gas ini
kemudian disalurkan ke obor nyala. Selinder asitelin tidak boleh ditangani secara
kasar dan tersentak mendadak, serta harus disimpan jauh-jauh dari sumber panas apa
saj. Selinder harus disimpan dalam posisi tegak untuk menghindarkan larinya aseton
sewaktu gassnya digunakan. Dalam penggunaan normal, konsumsi asetilen tidak
boleh melebihi 1/7 kapasitas botol per jam.
Pada nyala gas oksi-asetilen bisa diperoleh 4 jenis nyala api yaitu:
1. Nyala asetilen lebih (nyala karburasi)
Bila terlalu banyak perbandingan gas asetilen yang digunakan maka di antara
kerucut dalam dan kerucut luar akan timbul kerucut nyala baru berwarna biru. Di
antara kerucut yang menyala dan selubung luar akan terdapat kerucut antara yang
berwarna keputih-putihan, yang panjangnya ditentukan oleh jumlah kelebihan
asetilen. Hal ini akan menyebabkan terjadinya karburisasi pada logam cair. Nyala ini
banyak digunakan dalam pengelasan logam monel, nikel, berbagai jenis baja dan
bermacam-macam bahan pengerasan permukaan non-ferous. Gambar dibawah ini
merupakan gambar nyala karburasi. Nyala karburasi ditunjukan pada gambar 2.3.
Gambar 2.3 Nyala Karburasi (Sumber : Sri Widharto, 2007)
Bila gas oksigen lebih daripada yang dibutuhkan untuk menghasilkan nyala
netral maka nyala api menjadi pendek dan warna kerucut dalam berubah menjadi
ungu. Nyala ini akan menyebabkan terjadinya proses oksidasi atau dekarburisasi pada
logam cair. Nyala yang bersifat oksidasi ini harus digunakan dalam pengelasan fusion
dari kuningan dan perunggu namun tidak dianjurkan untuk pengelasan lainnya. Nyala
oksidasi ditunjukkan pada gambar 2.4.
Gambar 2.4 Nyala Oksidasi (Sumber : Sri Widharto, 2007)
3. Nyala Netral
Nyala ini terjadi bila perbandingan antara oksigen dan asetilen sekitar satu.
Nyala terdiri atas kerucut dalam yang berwarna putih bersinar dan kerucut luar yang
berwarna biru bening. Oksigen yang diperlukan nyala ini berasal dari udara. Suhu
maksimum setinggi 3300 0C sampai 3500 0C tercapai pada ujung nyala kerucut.
Gambar 2.5 Nyala netral (Sumber : Sri Widharto, 2007)
Karena sifatnya yang dapat merubah komposisi logam cair maka nyala
asetilen berlebih dan nyala oksigen berlebih tidak dapat digunakan untuk mengelas
baja. Suhu Pada ujung kerucut dalam kira-kira 3000° C dan di tengah kerucut luar
kira-kira 2500° C.
Pada posisi pengelasan dengan oksi asetilen arah gerak pengelasan dan posisi
kemiringan pembakar dapat mempengaruhi kecepatan dan kualitas las. Dalam teknik
pengelasan dikenal beberapa cara yaitu:
1. Pengelasan di bawah tangan
Pengelasan di bawah tangan adalah proses pengelasan yang dilakukan di
bawah tangan dan benda kerja terletak di atas bidang datar. Sudut ujung pembakar
(brander) terletak diantara 60° dan kawat pengisi (filler rod) dimiringkan dengan
sudut antara 30°-40° dengan benda kerja. Kedudukan ujung pembakar ke sudut
sambungan dengan jarak 2–3 mm agar terjadi panas maksimal pada sambungan. Pada
sambungan sudut luar, nyala diarahkan ke tengah sambungan dan gerakannya adalah
2. Pengelasan mendatar (horisontal)
Pada posisi ini benda kerja berdiri tegak sedangkan pengelasan dilakukan
dengan arah mendatar sehingga cairan las cenderung mengalir ke bawah, untuk itu
ayunan brander sebaiknya sekecil mungkin. Kedudukan brander terhadap benda kerja
menyudut 70° dan miring kira-kira 10° di bawah garis mendatar, sedangkan kawat
pengisi dimiringkan pada sudut 10° di atas garis mendatar.
3. Pengelasan tegak (vertikal)
Pada pengelasan dengan posisi tegak, arah pengelasan berlangsung ke atas
atau ke bawah. Kawat pengisi ditempatkan antara nyala api dan tempat sambungan
yang bersudut 45°-60° dan sudut brander sebesar 80°.
4. Pengelasan di atas kepala (over head)
Pengelasan dengan posisi ini adalah yang paling sulit dibandingkan dengan
posisi lainnya dimana benda kerja berada di atas kepala dan pengelasan dilakukan
dari bawahnya. Pada pengelasan posisi ini sudut brander dimiringkan 10° dari garis
vertikal sedangkan kawat pengisi berada di belakangnya bersudut 45°-60°.
5. Pengelasan dengan arah ke kiri (maju)
Cara pengelasan ini paling banyak digunakan dimana nyala api diarahkan ke
kiri dengan membentuk sudut 60° dan kawat las 30° terhadap benda kerja sedangkan
sudut melintangnya tegak lurus terhadap arah pengelasan. Cara ini banyak digunakan
karena cara pengelasannya mudah dan tidak membutuhkan posisi yang sulit saat
mengelas.
Cara pengelasan ini adalah arahnya kebalikan daripada arah pengelasan ke
kiri. Pengelasan dengan cara ini diperlukan untuk pengelasan baja yang tebalnya 4,5
mm ke atas.
Keuntungan dan kegunaan pengelasan oksi-asetilen sangat banyak, antara lain:
1. Peralatan relatif murah dan memerlukan pemeliharaan minimal/sedikit.
2. Cara penggunaannya sangat mudah, tidak memerlukan teknik-teknik
pengelasan yang tinggi sehingga mudah untuk dipelajari.
3. Mudah dibawa dan dapat digunakan di lapangan maupun di pabrik atau di
bengkel-bengkel karena peralatannya kecil dan sederhana.
4. Dengan teknik pengelasan yang tepat hampir semua jenis logam dapat dilas
dan alat ini dapat digunakan untuk pemotongan maupun penyambungan.
2.2 Desain Sambungan Las
Untuk menghasilkan kualitas sambungan las yang baik, salah satu faktor yang
harus diperhatikan yaitu kampuh las. Kampuh las ini berguna untuk menampung
bahan pengisi agar lebih banyak yang merekat pada benda kerja, dengan demikian
kekuatan las akan terjamin.
Faktor-faktor yang harus diperhatikan dalam pemilihan jenis kampuh adalah:
1. Ketebalan benda kerja.
2. Jenis benda kerja.
3. Kekuatan yang diinginkan.
Sebelum memulai proses pengelasan terlebih dahulu ditentukan jenis
sambungan las yang akan dipilih. Hal-hal yang harus diperhatikan bahwa sambungan
yang dibuat akan mampu menerima beban (beban statis, beban dinamis, atau
keduanya).
Dengan adanya beberapa kemungkinan pemberian beban sambungan las,
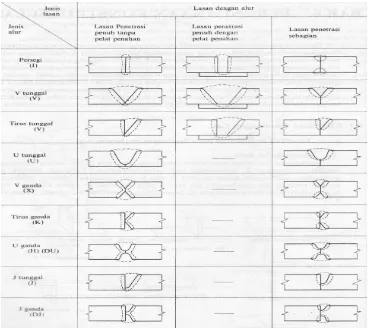
maka terdapat beberapa jenis sambungan las, yaitu sebagai berikut:
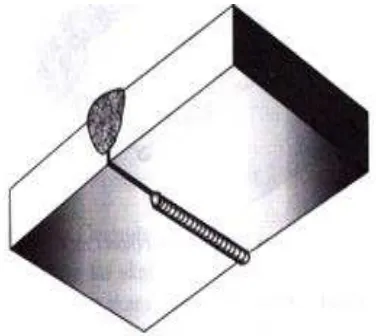
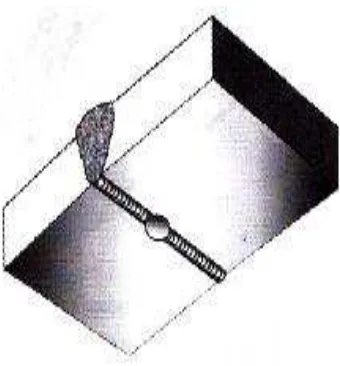
1. Kampuh V Tunggal
Sambungan V tunggal juga dapat dibuat tertutup dan terbuka.
Sambungan ini juga lebih kuat dari pada sambungan persegi, dan dapat
dipakai untuk menerima gaya tekan yang besar, serta lebih tahan terhadap
kondisi beban statis dan dinamis. Pada pelat dengan tebal 5 mm–20 mm
penetrasi dapat dicapai 100%.
2. Kampuh Persegi
Sambungan ini dapat dibuat menjadi 2 kemungkinan, yaitu
sambungan tertutup dan sambungan terbuka. Sambungan ini kuat untuk
beban statis tapi tidak kuat untuk beban tekuk.
3. Kampuh V Ganda
Sambungan ini lebih kuat dari pada V tunggal, sangat baik
untuk kondisi beban statis dan dinamis serta dapat menjaga perubahan
bentuk kelengkungan sekecil mungkin. dipakai pada ketebalan 18 mm-30
mm.
Sambungan ini digunakan untuk beban tekan yang besar.
Sambungan ini lebih baik dari sambungan persegi, tetapi tidak lebih baik
dari pada sambungan V. Letaknya disarankan terbuka dan dipakai pada
ketebalan pelat 6 mm-20 mm.
5. Kampuh U Tunggal
Kampuh U tunggal dapat dibuat tertutup dan terbuka.
Sambungan ini lebih kuat menerima beban statis dan diperlukan untuk
sambungan berkualitas tinggi. Dipakai pada ketebalan 12 mm-25 mm.
6. Kampuh U Ganda
Sambungan U ganda dapat jg dibuat secara tertutup dan terbuka,
sambungan ini lebih kuat menerima beban statis maupun dinamis dengan
ketebalan pelat 12 mm-25 mm dapat dicapai penetrasi 100%.
7. Kampuh J Ganda
Sambungan J ganda digunakan untuk keperluan yang sama dengan
sambungan V ganda, tetapi tidak lebih baik untuk menerima beban tekan.
Sambungan ini dapat dibuat secara tertutup ataupun terbuka. Jenis-jenis
Gambar 2.6 Jenis alur sambungan las (Sumber: Harsono Wiryosumarto, 2000)
2.3 Pengujian Hasil Pengelasan
2.3.1 Pengelasan Pada Aluminium
Ada beberapa jenis aluminium yang digunakan dalam dunia perindustrian dalam
bidang perkapalan, konstruksi, dan lain-lain, beberapa penjelasan aluminium yaitu:
1. Aluminium dan paduannya
Aluminium dan paduan aluminium termasuk logam ringan yang mempunyai
kekuatan tinggi, tahan terhadap karat dan merupakan konduktor listrik yang cukup
baik. Logam ini dipakai secara luas dalam bidang kimia, listrik, bangunan,
teknik pengelasan menyebabkan pengelasan aluminium dan paduannya menjadi
sederhana dan dapat dipercaya. Karena hal ini maka penggunaan aluminium dan
paduannya di dalam banyak bidang telah berkembang.
Paduan Aluminium dapat diklasifikasikan dalam tiga cara, yaitu berdasarkan
pembuatan, dengan klasifikasi paduan cor dan paduan tempa, berdasarkan perlakuan
panas dengan klasifikasi, dapat dan tidak dapat diperlaku-panaskan dan cara yang
ketiga yaitu berdasarkan unsur-unsur paduan. Berdasarkan klasifikasi ketiga ini
aluminium dibagi dalam tujuh jenis yaitu: jenis Al murni, Cu, Mn, Si,
Al-Mg, Al-Mg-Si, Al-Zn.
2. Paduan Aluminium Magnesium
Dalam paduan biner Al-Mg satu fasa yang ada dalam keseimbangan dengan
larutan padat Al adalah larutan padat yang merupakan senyawa antar logam Al3Mg2.
Sel satuannya merupakan hexagonal susunan rapat (eph) tetapi ada juga yang sel
satuannya kubus berpusat muka (fcc) rumit.
Titik eutetiknya adalah 450ºC, 35%Mg dan batas kelarutan padatnya pada
temperature eutektik adalah 17,4% yang menurun pada temperature biasa sampai
kira-kira 1,9%Mg, jadi kemampuan penuaan dapat diharapkan. Adapun pemakaian
aluminium magnesium banyak digunakan di bidang industry.
Paduan Al-Mg mempunyai ketahanan korosi yang sangat baik disebut
hidrinalium. Paduan dengan 2-3%Mg dapat mudah ditempa, dirol dan diekstrusi.
Paduan Al-Mg umumnya non heat tretable. Seri 5052 banyak digunakan pada pipa
hidrolik, lembar logam pembuatan mobil, truk, dan lain-lain. Seri 5052 biasa
Paduan 5056 adalah paduan paling kuat setelah dikeraskan oleh pengerasan
regangan apabila diperlakukan kekerasan tinggi. Paduan 5083 yang dianil adalah
paduan antara (4,5%Mg) yang kuat dan mudah dilas sehingga banyak digunakan
sebagai bahan untuk tangki LNG.
Seri 5005 dengan 0,8%Mg banyak digunakan sebagai batang profil extrusi. Seri
5050 dengan 1,4%Mg dipakai sebagai pipa saluran minyak dan gas pada kendaraan.
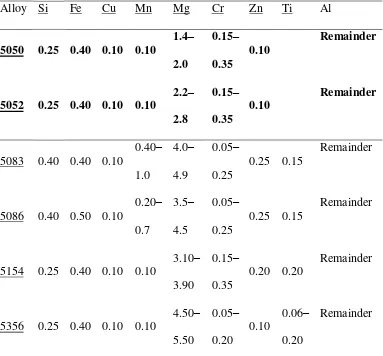
Adapun batas komposisi paduan Aluminium-Magneisum dapat dilihat pada tabel 2.1.
Tabel 2.1 Batas komposisi paduan Aluminium-Magnesium (%)
5454 0.25 0.40 0.10
Dalam hal pengelasan, paduan aliminium mempunyai sifat yang kurang baik bila
dibandingkan dengan baja. Sifat-sifat yang kurang baik tersebut adalah:
1. Karena panas jenis dan daya hantar panasnya tinggi maka sukar sekali untuk
memanaskan dan mencairkan sebagian kecil saja.
2. Paduan Aluminium mudah teroksidasi dan membentuk oksida aluminium
Al2O3 yang mempunyai titik cair yang tinggi. Karena sifat ini maka peleburan
antara logam dasar dan logam las menjadi terhalang.
3. Karena mempunyai koefisien muai yang besar, maka mudah sekali terjadi
deformasi sehingga paduan-paduan yang mempunyai sifat getas panas akan
cenderung membentuk retak-panas.
4. Karena perbedaan yang tinggi antara kelarutan hidrogen dalam logam cair
logam padat, maka dalam proses pembekuan yang terlalu cepat akan terbentuk
rongga halus bekas kantong-kantong hidrogen.
5. Paduan aluminium mempunyai berat jenis rendah, karena itu banyak zat-zat
lain yang terbentuk selama pengelasan akan tenggelam. Keadaan ini
6. Karena titik cair dan viskositasnya rendah, maka daerah yang kena pemanasan
mudah mencair dan jatuh menetes.
Akhir-akhir ini sifat yang kurang baik ini telah dapat diatasi dengan alat dan
teknik las yang lebih maju dan dengan menggunakan gas mulia sebagai pelindung
selama pengelasan. Dengan kemajuan ini maka sifat mampu las dari paduan
aluminium menjadi lebih baik lagi.
2.3.2 Pengujian Cacat Las
Adapun pengujian cacat las yg digunakan adalah Metode utama Non
Destructive Testing yangmeliputi:
1. Visual Inspection
Sering kali metode ini merupakan langkah yang pertama kali diambil dalam
NDT. Metode ini bertujuan menemukan cacat atau retak permukaan dan korosi.
Dalam hal ini tentu saja adalah retak yang dapat terlihat oleh mata telanjang atau
dengan bantuan lensa pembesar ataupun boroskop.
2. Liquid Penetrant Test
Metode Liquid Penetrant Test merupakan metode NDT yang paling
sederhana. Metode ini digunakan untuk menemukan cacat di permukaan terbuka dari
komponen solid, baik logam maupun non logam, seperti keramik dan plastik fiber.
Melalui metode ini, cacat pada material akan terlihat lebih jelas. Caranya adalah
dengan memberikan cairan berwarna terang pada permukaan yang diinspeksi. Cairan
masuk pada cacat dipermukaan material. Selanjutnya, penetrant yang tersisa di
permukaan material disingkirkan. Cacat akan nampak jelas jika perbedaan warna
penetrant dengan latar belakang cukup kontras. Seusai inspeksi, penetrant yang
tertinggal dibersihkan dengan penerapan developer. Semua ketidaksempurnaan yang
terdapat pada permukaan bahan dapt dideteksi dengan cara ini, tidak terpengaruh oleh
orientasi cacatnya. Sedangkan cacat-cacat yang terletak dibawah permukaan tidak
dapt dideteksi dengan pengujian ini.
Kelemahan dari metode ini antara lain adalah bahwa metode ini hanya bisa
diterapkan pada permukaan terbuka. Metode ini tidak dapat diterapkan pada
komponen dengan permukaan kasar, berpelapis, atau berpori.
3. Magnetic Particle Inspection
Dengan menggunakan metode ini, cacat permukaan (surface) dan bawah
permukaan (subsurface) suatu komponen dari bahan ferromagnetik dapat diketahui.
Prinsipnya adalah dengan memagnetisasi bahan yang akan diuji. Adanya cacat yang
tegak lurus arah medan magnet akan menyebabkan kebocoran medan magnet.
Kebocoran medan magnet ini mengindikasikan adanya cacat pada material. Cara
yang digunakan untuk memdeteksi adanya kebocoran medan magnet adalah dengan
menaburkan partikel magnetik dipermukaan. Partikel-partikel tersebuat akan
Kelemahannya, metode ini hanya bisa diterapkan untuk material ferromagnetik.
Selain itu, medan magnet yang dibangkitkan harus tegak lurus atau memotong daerah
retak serta diperlukan demagnetisasi di akhir inspeksi.
4. Eddy Current Test
Inspeksi ini memanfaatkan prinsip elektromagnet. Prinsipnya, arus listrik
dialirkan pada kumparan untuk membangkitkan medan magnet didalamnya. Jika
medan magnet ini dikenakan pada benda logam yang akan diinspeksi, maka akan
terbangkit arus Eddy. Arus Eddy kemudian menginduksi adanya medan magnet.
Medan magnet pada benda akan berinteraksi dengan medan magnet pada kumparan
dan mengubah impedansi bila ada cacat.
Keterbatasan dari metode ini yaitu hanya dapat diterapkan pada permukaan
yang dapat dijangkau. Selain itu metode ini juga hanya diterapkan pada bahan logam
saja.
5. Ultrasonic Inspection
Prinsip yang digunakan adalah prinsip gelombang suara. Gelombang suara
yang dirambatkan pada spesimen uji dan sinyal yang ditransmisi atau dipantulkan
diamati dan interpretasikan. Gelombang ultrasonic yang digunakan memiliki
frekuensi 0.5 – 20 MHz. Gelombang suara akan terpengaruh jika ada void, retak, atau
bahan piezoelektri yang dapat menubah energi listrik menjadi energi getaran mekanik
kemudian menjadi energi listrik lagi.
6. Radiographic Inspection
Metode NDT ini dapat untuk menemukan cacat pada material dengan
menggunakan sinar X dan sinar gamma. Prinsipnya, sinar X dipancarkan menembus
material yang diperiksa. Saat menembus objek, sebagian sinar akan diserap sehingga
intensitasnya berkurang. Intensitas akhir kemudaian direkam pada film yang sensitif.
Jika ada cacat pada material maka intensitas yang terekam pada film tentu akan
bervariasi. Hasil rekaman pada film ini lah yang akan memeprlihatkan bagian
material yang mengalami cacat.
Kesalahan dalam beberapa prosedur mempengaruhi hasil dari las, berikut
jenis-jenis cacat hasil proses las, beberapa cacat permukaan adalah:
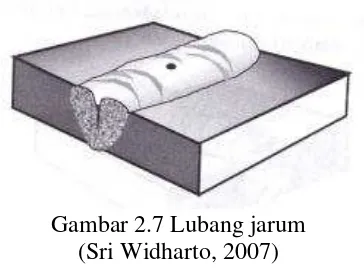
1. Lubang Jarum (Pin Hole)
Sebab: Terbentuk gas di dalam bahan las sewaktu pengelasan akibat
kandungan belerang dalam bahan.
Akibat: Kemungkinan bocor di lokasi cacat.
Penanggulangan: Gouging 100% di lokasi cacat dan perbaiki sesuai WPS
Gambar 2.7 Lubang jarum (Sri Widharto, 2007)
2. Percikan Las (Spatter)
Sebab: Elektrode lembab, kampuh kotor, angin kencang, lapisan
galvanisir, ampere capping terlalu tinggi.
Akibat: Tampak jelek, mengalami karat permukaan.
Penanggulangan: Cukup dibersihkan dengan pahat. Pembersih dengan
gerinda tidak boleh mengingat akan memakan bahan induk, gambar
percikan las ditunjukkan pada gambar 2.8.
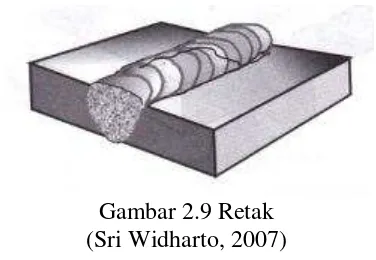
3. Retak (Crack)
Sebab: Tegangan di dalam material, penggetasan pada bahan dan daerah
terimbas panas, karat tegangan, bahan tidak cocok dengan kawat las,
pengelasan tanpa perlakuan panas yang benar.
Akibat: Fatal.
Penanggulangan: Diselidiki dulu sebabnya, setelah diketahui baru
ujung-ujung retak dibor dan bagian retak digouging (dikikis) 100% kemudian diisi
dengan bahan yang cocok sesuai dengan WPS. Jika sebabnya adalah
ketidakcocokan materil atau retak berada di luar kampuh, maka seluruh
sambungan las berikut bahannya diganti, cacat retak ditunjukkan gambar
2.9.
Gambar 2.9 Retak (Sri Widharto, 2007)
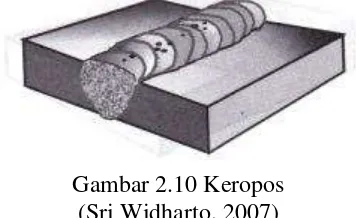
4. Keropos (Porosity)
Sebab: Lingkungan las lembab atau basah, kampuh kotor, angin berhembus
dipermukaan las, lapisan galvanis, salah jenis arus, salah jenis polaritas,
ampere capping terlalu besar.
Akibat: Melemahkan sambungan, tampak buruk, mengawali karat
Penanggulangan: Cacat digerinda hingga hilang kemudian dilas isi sesuai
WPS, cacat keropos ditunjukkan pada gambar 2.10.
Gambar 2.10 Keropos (Sri Widharto, 2007)
5. Muka Cekung (Concavity)
Sebab: Tukang las terlalu cepat selesai, amper capping terlalu tinggi,
kecepatan las capping terlalu tinggi, elektrode terlalu kecil, bukaan sudut
kampuh terlalu besar.
Akibat: Melemahkan sambungan, mengawali karat permukaan, dapat terjadi
keretakan akibat tegangan geser.
Penanggulangan: Cukup di sempurnakan bentuk capping dan sedikit
penguat (reinforcement), cacat cekung ditunjukkan pada gambar 2.11.
Gambar 2.11 Muka Cekung (Sri Widharto, 2007)
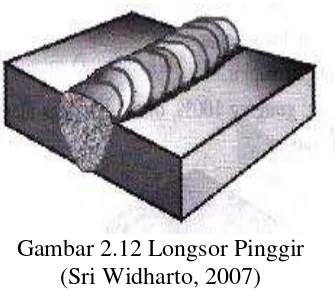
6. Longsor Pinggir (Undercut)
Sebab: Suhu metal terlalu tinggi, ampere capping terlalu tinggi.
Penanggulangan: Cukup diisi dengan stringer saja.
Undercut yang tajam seperti takik, dilarang (harus segera diperbaiki)
karena dapat menyebabkan keretakan notch,cacat undercut ditunjukkan
pada gamabr 2.12.
Gambar 2.12 Longsor Pinggir (Sri Widharto, 2007)
7. Penguat berlebihan (Excessive Reinforcement)
Sebab: Elektrode terlalu rapat, kecepatan capping terlalu rendah, ampere
capping terlalu rendah, suhu metal terlalu dingin.
Akibat : Diragukan fusi dan kekuatannya, perlu diuji eltrasonik proba sudut
(angle probe), jika ternyata fusi tidak ada, seluruh sambungan diapkir.
Penanggulangan: gounging 100% dan dilas ulang esuai WPS. Welder
diperingatkan, cacat penguat berlebihan ditunjukkan pada gambar 2.13.
Sebab: Mungkin telah terjadi manipulasi mutu las.
Akibat: Jika terbukti, seluruh material diapkir. Welder tidak lulus. Cacat
wide bead ditunjukkan pada gambar 2.14.
Gambar 2.14 Jalur Terlalu Lebar (Sri Widharto, 2007)
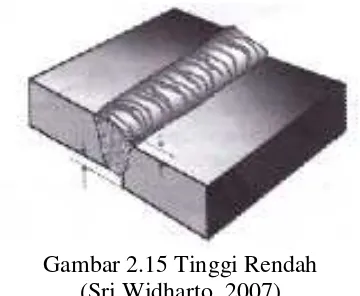
9. Tinggi Rendah (High Low)
Sebab: Penyetelan tidak benar.
Akibat: Sambungan diapkir.
Penanggulangan: gouging 100%, distel dan dilas ulang sesuai WPS. Welder
diperingatkan, jenis cacat tinggi rendah ditunjukkan pada gambar 2.15.
Gambar 2.15 Tinggi Rendah (Sri Widharto, 2007)
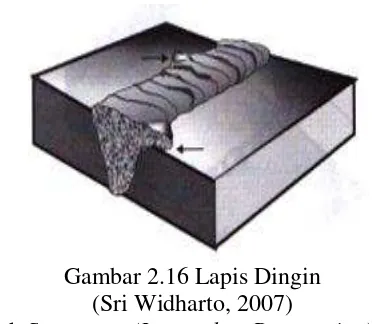
10.Lapis Dingin (Cold Lap)
Sebab: Suhu metel terlalu dingin, ampere capping terlalu rendah, ayunan
Akibat: Terjadi fusi tidak sempurna dipermukaan dan mungkin juga di
dalam. Karenanya mutu las dipertanyakan.
Penanggulangan: Bongkar keseluruhan jalur las untuk kemudian dibuat
kampuh lagi dan dilas ulang sesuai WPS, cacat lapis dingin ditunjukkan
pada gambar 2.16.
Gambar 2.16 Lapis Dingin (Sri Widharto, 2007)
11.Penetrasi Tidak Sempurna (Incomplete Penetration)
Sebab: Celah terlalu sempit, elektrode terlalu tinggi, ampere mesin las tidak
tetap, celah tidak seragam ( sempit dan lebar tidak beraturan), ampere akar
las rendah, kampuh kotor, elektrode terlalu besar.
Akibat: Di bagian cacat berpotensi retak.
Penanggulangan : Gouging 100% pada bagian cacat dan dilas ulang sesuai
Gambar 2.17 Penetrasi tidak sempurna (Sri Widharto, 2007)
12.Penetrasi Berlebihan (Excessive Penetration)
Sebab: Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu
tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat: Biasa menyebabkan retak akar, karat sebelah dalam,
menghancurkan piq (bola pembersih dalam pipa).
Penanggulangan: Bongkar total, stel kembali dan dilas ulang sesuai WPS,
cacat penetrasi berlebihan ditunjukkan pada gambar 2.18.
Sebab: Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu
tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat: Biasa menyebabkan retak akar, karat sebelah dalam,
menghancurkan piq (bola pembersih dalam pipa)
Penanggulangan: Bongkar total, stel kembali dan dilas ulang sesuai WPS,
cacat retak akar ditunjukkan pada gambar 2.19.
Jika retak keluar dari jalur las maka seluruh material diganti.
Gambar 2.19 Retak Akar (Sri Widharto, 2007) 14.Terbakar Tembus (Blow Hole)
Sebab: Celah tidak seragam, ampere mesin las tiba-tiba naik, posisi
elektrode naik turun.
Akibat: Pada lokasi cacat sambungan lemahdan terdapat kemungkinan
bocor, mengawali erosi dan karat tegangan pada lokasi cacat.
Penanggulangan: Gouging 100% di lokasi cacat dan diisi ulang sesuai WPS,
Gambar 2.20 Terbakar tembus (Sri Widharto, 2007)
15.Longsor Pinggir Akar (Root Undercut)
Sebab: Suhu metal terlalu tinggi pada saat pengelasan akar, ampere akan
terlalu besar.
Akibat: Mengawali erosi dan karat sebelah dalam, memungkinkan
terjadinya retak takik (notch).
Penanggulangan: Lokasi cacat di-gouging 100% dan dilas ulang sesuai
WPS, cacat longsor pinggir akar ditunjukkan pada gambar 2.21.
Gambar 2.21 Longsor pinggir akar (Sri Widharto, 2007)
Sebab: Terhisapnya las akar oleh jalur las di atasnya (khususnya pada
GTAW), kecepatan las akar terlalu tinggi.
Akibat: Melemahkan sambungan,potensi terjadi erosi dan karat tegangan.
Penanggulangan : Lokasi cacat di-gouging 100% dan dilas ulang sesuai
WPS, cacat akar cekung ditunjukkan pada gambar 2.22.
Gambar 2.22 Akar Cekung (Sri Widharto, 2007)
17.Stop Start A
Sebab: Penggantian elektrode terlalu mundur.
Akibat: Tampak buruk.
Penanggulangan: Cukup disesuaikan denagn sekitarnya
Cacat stop star A ditunjukkan pada gambar 2.23.
Gambar 2.23 Stop start A
Sebab: Penggantian elektrode terlalu maju.
Akibat: Terjadi bagian yang tidak terjadi (underfill) yang berpotensi retak.
Penanggulangan : Bersihkan bagian yang underfill, cacat stop star B
ditunjukkan pada gambar 2.24.
Gambar 2.24 Stop Start B
(Sri Widharto, 2007)
2.3.2 Uji Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik
benda uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk
mengetahui apakan kekuatan las mempunyai nilai yang sama, lebih rendah atau
lebih tinggi dari kelompok raw materials. Pengujian tarik untuk kualitas kekuatan
tarik dimaksudkan untuk mengetahui berapa nilai kekuatannya dan dimanakah
letak putusnya suatu sambungan las.
Penarikan gaya terhadap beban akan mengakibatkan terjadinya
bahan uji adalah proses pergeseran butiran kristal logam yang
mengakibatkan melemahnya gaya elektromagnetik setiap atom logam hingga
terlepas ikatan tersebut oleh penarikan gaya maksimum.
Pada pengujian tarik beban diberikan secara kontinu dan perlahan
bertambah besar, bersamaan dengan itu dilakukan terhadap mengenai
perpanjangan yang dialami benda uji sehingga dihasilkan kurva
tegangan-regangan dari hasil pengujian tersebut, kurva tegangan-regangan-tegangan aluminium dapat
dilihat pada gambar 2.25.
Gambar 2.25 Diagram tegangan-regangan aluminium
Sumber: (www.ncssm.edu)
Tegangan di mana deformasi plastik atau batas luluh mulai teramati tergantung
pada kepekaan pengukuran regangan. Sebagian besar bahan mengalami perubahan
sifat dari elastik menjadi plastik yang berlangsung sedikit demi sedikit, akan tetapi
titik di mana terjadinya deformasi plastik sangat sukar ditentukan secara teliti. Untuk
σ
yieldmengukur regangan yang terjadi digunakan criteria permulaan batas luluh sebagai
berikut:
1. Batas Elastis σE (Elastic Limit)
Berdasarkan pada pengukuran regangan mikro pada skala regangan 2 X 10-6
inchi/inchi. Batas elastik nilainya sangat rendah dan dikaitkan dengan
gerakan beberapa ratus dislokasi.
2. Batas Proporsional σp (Proportional Limit)
Tegangan tertinggi untuk daerah hubungan proporsional antara
tegangan-regangan. Harga ini diperoleh dengan cara mengamati penyimpangan dari
berbagai garis lurus kurva tegangan-regangan.
3. Deformasi Plastis (Plastic Deformation)
Tegangan terbesar yang masih dapat ditahan oleh bahan tanpa terjadi
regangan sisa permanen yang terukur pada saat beban telah ditiadakan.
Dengan bertambahnya ketelitian pengukuran regangan, nilai batas elastiknya
menurun hingga suatu batas yang sama dengan batas elastik sejati yang
diperoleh dengan cara pengukuran regangan mikro.
4. Tegangan Luluh Atas σuy (Upper Yield Stress)
Tegangan maksimum sebelum bahan memasuki fase daerah landing
peralihan deformasi elastis ke plastis.
5. Tegangan Luluh Bawah σly (Lower Yield Stress)
Tegangan rata-rata daerah landing sebelum benar-benar memasuki fase
deformasi plastis. Bila hanya disebutkan tegangan luluh (yield stress), maka
6. Regangan Luluh εy (Yield Strain)
Regangan permanen saat bahan akan memasuki fase deformasi plastis.
7. Regangan Elastis εe (Elastic Strain)
Regangan yang diakibatkan perubahan elastis bahan. Pada saat beban
dilepaskan regangan ini akan kembali ke posisi semula.
8. Regangan Plastis εp (Plastic Strain)
Regangan yang diakibatkan perubahan plastis. Pada saat beban dilepaskan
regangan ini tetap tinggal sebagai perubahan permanen bahan.
9. Regangan Total (Total Strain)
Merupakan gabungan regangan plastis dan regangan elastis, εT= εe+εp.
10. Tegangan Tarik Maksimum TTM (UTS, Ultimate Tensile Strength)
Merupakan besar tegangan maksimum yang didapatkan dalam uji tarik.
11. Kekuatan Patah (Breaking Strength)
Merupakan besar tegangan dimana bahan yang diuji putus atau patah.
Untuk hampir semua logam, pada tahap sangat awal dari uji tarik, hubungan
antara beban atau gaya yang diberikan berbanding lurus dengan perubahan panjang
bahan tersebut. Ini disebut daerah linier atau linear zone. Tegangan yang terjadi
adalah beban yang terjadi dibagi luas penampang bahan dan regangan adalah
pertambahan panjang dibagi panjang awal bahan. Atau secara matematis dapat
...(2.1)
...(2.2)
Dimana: = Tegangan (MPa)
P = Gaya (Kgf)
A = Luas Penampang (cm2)
= Regangan
= Pertambahan Panjang (cm)
BAB 3
METODOLOGI PENELITIAN
Dalam bab ini akan dijelaskan metode-metode yang dilakukan pada proses
pengujian.
3.1 Jadwal Penelitian dan Lokasi Penelitian
Penelitian ini dilakukan di Laboraturium Pengujian Departmen Teknik Mesin
Universitas Sumatera Utara. Penelitian ini dilaksanakan mulai bulan maret sampai
dengan bulan juli.
3.2 Metode Penelitian
Adapaun beberapa proses pelaksanaan pengujian sebagai berikut:
1. Proses pengujian dilaksanakan sepenuhnya, terhadap variable-variabel yang
mempengaruhi pemakain dari metode penyambungan, dalam hal ini
penyambungan las oksi-asitilen terhadap sambungan pelat Al-Mg yang ditinjau
dari pemeriksaan cacat lasan dan uji merusak dengan pengujian tarik.
2. Teknik pengumpulan data yang diperoleh dari prose pengelasan yang
dilakukan dari hasil pengujian tarik terhadap benja uji sebanyak 12 spesimen,
masing-masing 6 spesimen dengan variasi kadar magnesium 1.4% dan 2.2%
dan variasi kampuh 600 dan 900 yang keseluruhannya dilakukan pengujian
penentrant dan pengujian tarik.
3. Metode analisa dan evaluasi data yang diperoleh dari pengujian yang
data inilah akan dicari harga untuk uji tarik masing-masing spesimen dan
merupakan nilai yang dicapai dari uji tarik bahan tersebut.
4. Dari sinilah penelitian akan mendapatkan kesimpulan yang sebenarnya
bagaimana pengaruh variasi sudut dan kadar magnesium pada pengelasan
oksi-asitilen terhadap kekuatan tarik dari Al-Mg didalam standar pengujian yang
berlaku.
5. Penyusunan laporan, yang termasuk didalamnya kesimpulan dari hasil yang
dicapai serta pengambilan langkah-langkah yang berhubungan terhadap hasil
kekuatan sambungan las pada material uji lebih ditekankan, sehingga pada
akhirnya tujuan penelitian dapat sepenuhnya tercapai.
3.3 Variabel-variabel Pengujian
Dari metode penelitian diats maka dapt ditentukan hal-hal dasar terhadap
variable-variabel pengujian berikut ini:
3.3.1 Spesimen
Spesimen yang digunakan pada penelitian adalah plat aluminium-magnesium
dengan pertimbangan:
1. Aluminium-magnesium banyak digunakan di industri, seperti industry
pembuatan kapal laut.
2. Proses pengelasan aluminium-magnesium memerlukan keterampilan khusus
3. Proses pembuatan aluminium-magnesium dilakukan dengan pengecoran
tradisional.
Adapun jenis sambungan yang digunakan adalah jenis sambungan V-tunggal,
sambungan ini lebih kuat dari beberapa sambungan lain, dan dapat dipakai untuk
menerima gaya tekan yang besar, serta lebih tahan terhadap kondisi beban statis. Pada
pelat dengan tebal 5 mm-20 mm dan perembesan (penetrasi) dapat dicapai 100%.
3.3.2. Pembentukan spesimen
Sebelum diuji, pada masing-masing spesimen dipotong dan dibentuk dengan
menggunakan mesin skrap sehingga sesuai dengan standar uji tarik lembaran yaitu
ASTM E-8M, spesimen ditunjukkan pada gambar 3.1.
Gambar 3.1 Spesimen uji tarik. Sumber : ASTM E-8M, ASTM Handbook.
Pembentukan spesimen dengan kampuh 600 dan 900 berdasarkan
1. Spesimen dipotong menjadi 12 bagian yang ukurannya sesuai dengan
kebutuhan pengujian.
2. Setelah di potong dilakukan pembentukan sudut kampuh, dengan sudut
masing-masing 600 dan 900, adapun jenis kampuh yang digunakan adalah
kampuh V tunggal.
3. Dilakukan penyambungan dengan pengelasan pada sudut kampuh yang
dibentuk dengan proses las oksi-asitilen.
4. Dilakukan pembersihan spesimen dari sisa pengelasan dengan menggunakan
mesin grinda.
5. Spesimen uji tarik pada benda uji ini dilakukan untuk mengetahui besarnya
kekuatan tarik dan pertambahan panjang yang terjadi setelah di uji tarik.
3.3.3 Kawat Las (Welding Rod)
Kawat las yang digunakan untuk las oksi-asitilen tersedia dengan berbagai
panjang tergantung apakah wrought atau dituang. Spesifikasi kawat las adalah AWS
A5.2 dengan rincian sebagai berikut:
Tabel 3.1 Spesifikasi kawat las (AWS A5.2).
Gambar kawat las AWS A.52 ditunjukkan pada gambar 3.2.
Gambar 3.2 kawat las AWS A.52
Elektroda/kawat las yang digunakan pada proses pengujian adalah elektroda
tipe AWS-A5.2 dengan spesifikasi sebagai berikut:
Kawat las yang terbuat dari aluminium dan ada yang terbuat dari campuran
fosfor dan perunggu (bronze) yang dipakai untuk menyambung dan membentuk
lapisan pada aluminium, steel dan cast iron, kuningan, dan sebagainya.
1. Standard: AWS A.5.2: AI-43, DIN 1732 : EL-AISI 5-12, Mat No.: 3.2585
2. Komposisi Bahan: Al: 94, Si: 5.0, Fe: 0.55, Mg: 0.45.
3. Sifat Bahan: Elongation: 10% , Tensile Strenght: 200 N/ mm2, 0.2
Elongation Limit: 100N/ mm2, Hardness: 50HB.
4. Kegunaan: Kawat las yang terbuat dari aluminium yang digunakan untuk
pengelasan semua aluminium jenis Al murni, Al-Cu, Al-Mn, Al-Si, Al-Mg,
3.4 Proses Pengujian
3.4.1 Pengujian Cacat Las
Adapun metode yang digunakan untuk pengujian cacat las adalah non destructive
test dengan menggunakan metode penetran test, metode penetrant test merupakan
metode NDT yang paling sederhana, metode ini digunakan untuk menemukan cacat
di permukaan, dan dapat digunakan pada posisi apapun. Melalui metode ini, cacat
pada material akan terlihat lebih jelas, prosedur percobaan untuk uji penetran adalah:
Dengan spesifikasi cairan penetran, cleaner, dan developer sebagai berikut:
a. Merk: Magnaslux
b. Buatan: USA
c. Expire date: 2015
1. Pembersihan awal (pre cleaning)
Permukaan bahan yang akan diuji harus dibersihkan terlebih dahulu dari
kotoran, yang akan menghalangi masuknya cairan penetran ke dalam cacat.
Cara yang digunakan untuk pembersihan awal adalah:
1. Deterjen (detergent)
2. Uap penghilang lemak (vapor degreasing)
3. Uap pembersih (steam cleaning)
4. Zat pelarut pembersih (Solvent Cleaning)
5. Pembersih dengan ultrasonik (ultrasonic cleaning)
Adapun gambar pembersih awal ditunjukan pada gambar 3.3.
(a) (b) Gambar 3.3 (a) kain bersih, (b) sikat pengujian.
2. Penggunaan cairan penetran
cara penggunaan penetran pada benda uji dilakukan berdasarkan sifat
pemeriksaan dan bentuk benda yang akan diperiksa, metode yang bisa
dilakukan dalam pemberian cairan penetran adalah:
1. Dicelupkan kedalam bak yang berisi cairan penetran (dipping)
2. Disemprotkan (spraying)
3. Dioleskan dengan menggunakan kuas (brushing)
Gambar 3.4 Cairan penetran.
3. Menghilangkan sisa penetran
Kelebihan sisa penetran pada permukaan benda uji harus dihilangkan
untuk mendapatkan kontras yag optimum, disamping untuk menghilangkan
keraguan dalam evaluasi cacat yang timbul. Dalam proses menghilangkan sisa
penetran ada beberapa jenis penetran tertentu yang dapat dihilangkan dengan
air, dimana sebelumnya cairan penetran tersebut telah dicampur dengan
Emulsifer atau Emulsifer tersebut dioleskan beberapa saat setelah penggunaan
cairan penetran selesai dilakukan.
Jenis-jenis penggunaan cairan penetran dapat dikategorikan berdasarkan
pada jenis cairan pembersih sisa penetran yang digunakan. Yaitu jenis cairan
penetran yang dapat dibersihkan dengan air. Pemakaian cairan cleaner juga
harus teliti, pembersihan benda uji sangat mempengaruhi dari hasil pengujian,
pengujian menjadi salah, karena masih tersisa cairan penetrant di permukaan
benda uji. Cairan cleaner ditunjukkan pada gambar 3.5.
Gambar 3.5 Cairan cleaner.
4. Pengeringan
Setelah proses menghilangkan sisa penetran dilakukan, proses
pengeringan harus dilakukan dengan udara panas yang ditiup dengan blower
dimana suhu udara tiik melebihi 225 f.
5. Penggunaan zat pengembang (developer)
Untuk menarik cairan dari dalam cacat agar muncul ke permukaan
digunakan suatu zat pengembang. Jenis zat pengembang ada dua macam yaitu
jenis basah (cair) dan jenis kering (powder).
Pengembangan cair terbuat dari bahan bubuk yang dilarutkan pada cairan
khusus seperti air dan volatile solvent. Zat pengembang harus berwarna putih
supaya dapat memberikan kontras terhadap warna cairan penetran yang
Zat pengembang jenis kering umumnya digunakan untuk cairan penetra
jenis fluorescent, sedangkan zat pengembang jenis basah (cair) yang dilarutkan
pada bahan plarut biasa digunakan untuk cairan penetran jenis kontras warna.
Konsentrasi dari penggunaan jenis pengembang harus diperhatikan agar
mendapatkan lapisan yang tipis dan rata. Adapun cairan developer ditunjukan
pada gambar 3.6.
Gambar 3.6 Cairan Developer.
3.4.2 Pengujian Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik benda
uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk mengetahui
apakan kekuatan las mempunyai nilai yang sama, lebih rendah atau lebih tinggi
dari kelompok raw materials. Pembebanan tarik adalah pembebanan yang
diberikan pada benda dengan memberikan gaya tarik berlawanan arah pada
salah satu ujung benda. Pada pengujian tarik dicari tegangan luluh (σy), tengangan
tarik Torsee Type AMU-10 dengan kapasitas 10 ton seperti yang diperlihatkan oleh
gambar 3.7.
Gambar 3.7 Alat uji tarik Torsee Type AMU-10
. Spesifikasi:
Type : AMU-10
Beban max : 10 Ton Force
Tahun :1989
Keterangan Gambar:
1. Panel beban
2. Pembaca grafik
3. Tombol ON
4. Tombol UP
5. Katup Unload Valve
7. Chuck bawah
8. Tombol Pump
9. Tombol down
10. Katup Load Valve.
Berikut ini adalah prosedur percobaan yang dilakukan pada pengujian tarik
dengan menggunakan alat uji tarik Torsee Type AMU-1:
1. Spesimen dibentuk sesuai ukuran menurut standar ASTM E-8M, yaitu
panjang daerah uji 60 mm, panjang daerah cekam 60 mm, tebal spesimen 5
mm.
2. Mesin uji tarik dihidupkan kemudian disetting alat pembaca grafik dan jarum
skala beban pada panel.
3. Spesimen dicekam pada chuck atas, kemudian chuck bawah dinaikkan dengan
menekan tombol UP hingga mencekam spesimen secara keseluruhan.
4. Katup hidrolik (load valve) dibuka kemudian mesin (pompa hidrolik/PUMP)
dijalankan sampai spesimen putus.
5. Setelah spesimen putus katup hidrolik (load valve) ditutup dan katup pembuka
(unload valve) dibuka, kemudian chuck bawah diturunkan dengan menekan
tombol down.
6. Spesimen yang putus dilepas dari chuck atas dan bawah, kemudian diukur
besar pertambahan panjangnya dan besar nilai regangan yang diperoleh dari
grafik hasil uji tarik seperti yang terlihat pada lampiran uji tarik kemudian
dicatat data hasil pengujian.
MULAI
3.5 Diagram Alir Penelitian
Diagram alir penelitian ditunjukan oleh Gambar 3.8.
Gambar 3.8 Diagram alir penelitian.
BERHASIL
Selesai
YA TIDAK
PEMBENTUKAN SPESIMEN UJI TARIK KAMPUH V 600 DAN 900
PROSES PENGELASAN OKSI-ASITILEN KAMPUH
V 600 DAN 900
PENGUJIAN PENETRAN
PENGUJIAN TARIK KAMPUH V 600 DAN 900
DATA PENGUJIAN TARIK
BAB 4
ANALISA DATA DAN PEMBAHASAN
4.1 Hasil Pembentukan Spesimen
Bentuk dari spesimen pengujian tarik sudah mempunyai standar dengan
meenggunakan standar dari Annual book of ASTM E8. Gambar spesimen pengujian
tarik dari paduan Aluminium-Magnesium dapat dilihat pada gambar 4.1.
Gambar 4.1 Bentuk Spesimen Uji Tarik
4.2 Hasil Pengujian
Hasil pengujian pada penelitian ini meliputi hasil pengujian penetrant dan
pengujian tarik.
4.2.1 Hasil Pengujian Cacat Las
Pemeriksaan cacat las dilakukan dengan pengujian tidak merusak NDT (Non
spesimen yang telash mengalami pengelasan tidak menunjukan adanya cacat las,
dalam artian masih dalam kriteria batasan yang bisa diterima.
Dalam metode penetrant test ini semua langkah kerja tidak bisa diabaikan
begitu saja dan harus berurutan. Untuk menunjang keberhasilan suatu pengujian
menggunakan penetrant test, persiapan alat dan bahan harus lengkap. Selain itu,
persiapan permukaan benda kerja juga sangat perlu diperhatikan, karena jika suatu
benda kerja yang hendak dilakukan test uji penetrant pada permukaanya masih
terdapat kotoran seperti grease, oli, minyak, dan lain-lain, maka hasil ini akan
mempengaruhi hasil uji penetrant.
Untuk jarak penyemprotan pun tidak bisa sembarangan yaitu sekitar 30 cm.
Ketika membersihkan penetrant dengan cleaner/pembersih tidak boleh disemprotkan
secara langsung karena dapat menghilangkan penetrant yang ada didalam cacat, tetapi
disemprotkan kepada kain pembersih kemudian kain pembersih itulah yang
digunakan untuk membersihkan penetran pada specimen uji. Pembersihannya
dilakukan secara searah agar penetrant yang ada didalam pada specimen tidak
terbawa. Dan perlu diperhatikan bahwa harus benar-benar terlihat bersih tidak
menimbulkan indikasi palsu. Pada penyemprotan developer pun harus merata, agar
semua cacat yang ada dapat diketahui.
4.2.2 Hasil Pengujian Tarik
Berikut adalah gambar dari kurva dan hasil pengujian tarik: