Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
STUDI EKSPERIMEN DAN SIMULASI PADA
KAMPUH PENGELASAN BUSUR LISTRIK PLAT
BAJA St 40
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi
Syarat Memperoleh Gelar Sarjana Teknik
MARTUA FRANS PURBA
NIM. 050401041
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa, atas
segala karunia dan rahmatNya yang senantiasa diberikan kepada penulis sehingga
dapat menyelesaikan Tugas Sarjana ini.
Skripsi ini adalah salah satu syarat untuk dapat lulus menjadi Sarjana
Teknik di Departemen Teknik Mesin, Fakultas Teknik, Universitas Sumatera
Utara. Adapun Skripsi yang dipilih, diambil dari mata kuliah Teknik Pengelasan,
yaitu“ Study Eksperimen dan Simulasi pada Kampuh Pengelasan Busur
Listrik Plat Baja St. 40”.
Dalam penulisan Skripsi ini, penulis telah berupaya dengan segala
kemampuan pembahasan dan penyajian, baik dengan disiplin ilmu yang diperoleh
dari perkuliahan, menggunakan literatur serta bimbingan dan arahan dari Dosen
Pembimbing.
Pada kesempatan ini, penulis tidak lupa menyampaikan terima kasih yang
sebesar-besarnya kepada :
1.
Kedua Orang Tua penulis, Ayahanda tercinta B.Purba dan Ibunda tercinta
N.Silaban yang terus membimbing dan mengarahkan penulis.
2.
Bapak Prof. Dr. Ir. Armansyah Ginting, M.Eng selaku dosen pembimbing yang
telah banyak meluangkan waktunya membimbing penulis dalam
menyelesaikan Skripsi ini.
3.
Bapak Dr.-Ing.Ir. Ikhwansyah Isranuri dan Bapak Tulus Burhanuddin Sitorus,
ST. MT, selaku Ketua dan Sekretaris Departemen Teknik Mesin Fakultas
Teknik USU.
4.
Ibu Ir. Raskita S. Meliala dan Bapak Ir. Alfian Hamsi,MSc selaku dosen
penguji I dan II.
5.
Bapak/Ibu Staff Pengajar dan Pegawai di Departemen Teknik Mesin Fakultas
Teknik USU.
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
7.
Seluruh rekan-rekan mahasiswa Teknik Mesin, terkhusus stambuk 2005 yang
tidak dapat disebutkan namanya satu persatu, “ Solidarity Forever “
Penulis menyadari bahwa Skripsi ini masih jauh dari sempurna, oleh
karena itu penulis mengharapkan kritik dan saran yang sifatnya membangun demi
penyempurnaan di masa mendatan.
Akhir kata, penulis berharap semoga tulisan ini berguna bagi kita semua.
Semoga Tuhan Yang Maha Esa selalu menyertai kita
Medan, Desember 2009
Penulis,
Martua Frans Purba
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
DAFTAR ISI
KATA PENGANTAR ...i
ABSTRAK ... iii
DAFTAR ISI ... .iv
DAFTAR TABEL ... vi
DAFTAR GAMBAR ...vii
BAB 1. PENDAHULUAN
1.1
Latar Belakang ... 1
1.2
Perumusan Masalah ... 2
1.3
Tujuan Penelitian ... 3
1.3.1
Tujuan Umum ... 3
1.3.2
Tujuan Khusus ... 3
1.4
Manfaat Penelitian ... 3
1.5
Sistematika Penulisan ... 4
BAB 2. TINJAUAN PUSTAKA
2.1 Pengelasan ... 5
2.2 Klasifikasi Pengelasan ... 7
2.2.1 Pengelasan Cair ... 8
2.3 Jenis-Jenis Pengelasan Yang Umum Dilakukan ... 8
2.4 Metalurgi Las ... 12
2.5 Siklus Termal Daerah Las ... 13
2.6 Ketangguhan Daerah Lasan ... 14
2.6.1 Ketangguhan Logam Las ... 15
2.7 Desain Sambungan Las ... 15
2.8 Arus Pengelasan ... 16
2.9 Kurva Tegangan-Regangan Rekayasa ... 17
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
2.11 Modulus Elastisitas ... 18
2.12 Distribusi Tegangan Pada Daerah Penyempitan Setempat ... 19
BAB 3. METODE PENELITIAN
3.1 Jadwal Dan Lokasi Penelitian ... 20
3.2 Metode Penelitian ... 20
3.3 Variabel-Variabel Pengujian ... 23
3.3.1 Spesimen ... 21
3.3.2 Elektroda Yang Digunakan ... 22
3.3.3 Proses Pembentukan ... 25
3.4 Proses Pengujian Tarik ... 26
BAB 4. HASIL DAN DISKUSI
4.1 Pendahuluan ... 28
4.2 Hasil Percobaan ... 28
4.3 Mikrostruktur Pengelasan ... 32
4.3.1 Pengaruh Siklus Panas Terhadap Struktur Mikro ... 34
4.3.2 Proses Pertumbuhan Butir di Daerah Lebur ... 35
4.3.3 Daerah Pengaruh Panas ... 35
4.3.4 Perubahan Fase Dalam Proses Pengelasan... 36
4.3.5 Perpatahan Pada Daerah Lasan... 36
4.4 Teori Griffith Mengenai Perpatahan Getas ... 37
4.5 Pengamatan Perubahan Dimensi Pada Spesimen ... 38
4.6 Hasil Simulasi ANSYS ... 39
BAB 5. KESIMPULAN DAN SARAN
5.1
Kesimpulan ... .50
5.2
Saran ... .51
DAFTAR PUSTAKA
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
DAFTAR TABEL
Tabel 2.1 Jenis-Jenis Alur Sambungan (Kampuh) Las ... 16
Tabel 2.2 Hubungan Diameter Elektroda Dengan Arus Pengelasan ... 17
Tabel 3.1 Hubungan Antara Material Dasar Dan Tipe Elektroda ... 23
Tabel 3.2 Hubungan Tipe Elektroda,Posisi Pengelasan,Arus ... 24
Tabel 4.1 Komponen Pengujian Baja St 40 ... 28
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
DAFTAR GAMBAR
Gambar 1.1 Pembagian Proses Pengelasan ... 2
Gambar 2.1 Diagram Temperatur Cair Material ... 7
Gambar 2.2 Proses Pengelasan Busur Las Terbungkus ... 9
Gambar 2.3 Proses Pengelasan Busur Terendam ... 10
Gambar 2.4 Proses Pengelasan Busur Logam Gas ... 10
Gambar 2.5 Proses Pengelasan Berinti Fluks ... 11
Gambar 2.6 Proses Pengelasan Busur Tungsten Gas ... 11
Gambar 2.7 Pembagian Daerah Las... 12
Gambar 2.8 Siklus Termal Dari Beberapa Tempat Dalam Daerah HAZ ... 13
Gambar 3.1 Baja St 40 ... 22
Gambar 3.2 Elektroda Yang Dipakai Pada Proses Penelasan ... 22
Gambar 3.3 Dimensi Spesimen Dasar ... 25
Gambar 3.4 Spesimen Siap Untuk Diuji Tarik ... 25
Gambar 3.5 Alat Uji Tarik ... 26
Gambar 3.6 Proses Uji Tarik ... 26
Gambar 3.7 Proses Uji Dipantau Pada Monitor ... 27
Gambar 3.8 Spesimen Setelah Mengalami Uji Tarik ... 27
Gambar 4.1 Grafik Load vs Stroke Sudut Kampuh 35
0Kuat Arus 60 A ... 29
Gambar 4.2 Grafik Load vs Stroke Sudut Kampuh 35
0Kuat Arus 80 A ... 29
Gambar 4.3 Grafik Load vs Stroke Sudut Kampuh 35
0Kuat Arus 100 A ... 30
Gambar 4.4 Grafik Load vs Stroke Sudut Kampuh 45
0Kuat Arus 60 A ... 30
Gambar 4.5 Grafik Load vs Stroke Sudut Kampuh 45
0Kuat Arus 80 A ... 31
Gambar 4.6 Grafik Load vs Stroke Sudut Kampuh 45
0Kuat Arus 100 A ... 31
Gambar 4.7 Grafik Maksimum Stress(
σ
) VS Kuat Arus ( A ) ... 32
Gambar 4.8 Patahan Pada Daerah Pengelasan ... 37
Gambar 4.9 Perubahan Dimensi Setelah Pengujian Tarik ... 38
Gambar 4.10 Plot Result of Contour Nodal Solution ( Def Shape Only ) ... 39
Gambar 4.11 Plot Result of Contour Nodal Solution ( Def. + Undeformed ) ... 39
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
ABSTRAK
Mengingat pengelasan merupakan bagian tak terpisahkan dari
pertumbuhan peningkatan industri, karena memegang peranan utama dalam
rekayasa dan reparasi produksi logam. Maka dibutuhkan sebuah riset dan karya
ilmiah yang berorientasi kepada terwujudnya peningkatan mutu sambungan las,
efesiensi yang tinggi, biaya yang murah, penghematan tenaga dan penghematan
energi sebaik mungkin.
Hasil dari studi pengelasan busur listrik pada plat St 40 dengan variasi sudut
kampuh dan kuat arus yang digunakan menunjukan perbedaan kekuatan tarik pada
pengujian tarik yang dilakukan.
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
BAB I
PENDAHULUAN
1.1 Latar belakang
Teknologi pengelasan merupakan bagian teknologi manufaktur. Secara
umum pengelasan dapat diartikan sebagai suatu ikatan metalurgi pada sambungan
logam atau logam paduan yang dilaksanakan pada saat logam dalam keadaan cair.
Pada sambungan – sambungan konstruksi mesin, banyak penggunaan teknik
pengelasan karena dengan menggunakan teknik ini sambungan menjadi lebih
ringan dan lebih sederhana dalam pembuatannya dan akhirnya biaya produksi
dapat lebih murah.
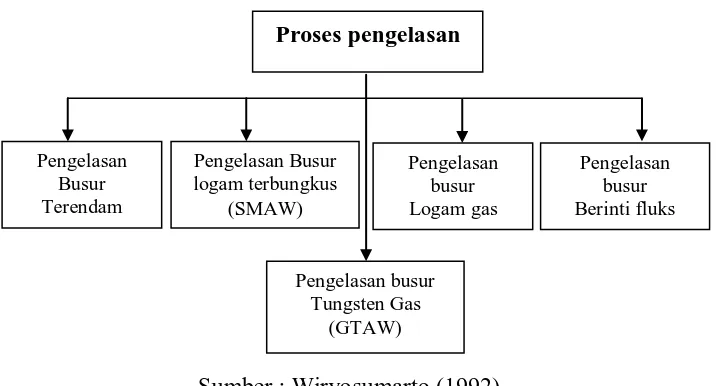
Proses pengelasan dapat diklasifikasikan menjadi beberapa proses, seperti
yang ditunjukan pada Gambar1.1. Untuk beberapa keperluan seperti
penyambungan kontruksi mesin digunakan pengelasan dengan gas mulia.
Pengelasan dengan gas mulia dipilih dikarenakan hasil dari pengelasan tersebut
lebih bersih, dan kuat.
Las busur listrik atau umumnya disebut dengan las listrik adalah termasuk
suatu proses penyambungan logam dengan menggunakan tenaga listrik sebagai
sumber panas. Jenis sambungan dengan las Iistrik ini adalah merupakan
sambungan tetap dengan menggunakan busur listrik untuk pemanasan.
Panas oleh busur listrik terjadi karena adanya loncatan elektron dari
elektrode melalui udara ke benda kerja. Elektron tersebut bertumbukan dengan
udara/gas serta memisahkannya menjadi elektron dan ion positif. Daerah di mana
terjadi loncatan elektron disebut busur (Arc). Menurut Bernados (1885) bahwa
busur yang terjadi di antara katoda Karbon dan anoda logam dapat meleburkan
logam sehingga bisa dipakai untuk penyambungan 2 buah logam.
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
Sumber : Wiryosumarto (1992)
Gambar 1.1 Pembagian Proses Pengelasan
Kerusakan pada bagian pengelasan merupakan hal yang lazim terjadi
khususnya pada elemen-elemen mesin. Berdasarkan studi literatur dan orientasi
lapangan, perlu dilakukan suatu penelitian untuk mempelajari kerusakan yang
terjadi pada sambungan las, studi literatur menunjukan bahwa kerusakan pada
sambungan adalah disebabkan kesalahan pada proses penyambungan
(pengelasan), pemakaian arus yang lebih besar dari yang seharusnya.
Biasanya kelalaian pemilihan kondisi pengelasan dan jenis elektroda akan
mengakibatkan Elektroda yang digunakan cacat atau retak, pemilihan kondisi
pengelasan yang disamakan dengan jenis elektroda dari penggunaan logam las
yang tidak sesuai dengan logam induk.
1.2 Perumusan masalah
Memperhatikan uraian diatas, maka perlu dilakukan penelitian kondisi
pengelasan khususnya yang fokus kepada desain sambungan las (kampuh) dan
kuat arus yang disesuaikan dengan memperhatikan jenis elektroda yang dipilih.
Pengelasan dilakukan dengan las busur listrik dan pemeriksaan kekuatan
sambungan serta metalurgi las, masing-masing akan dilakukan dengan uji tarik.
Proses pengelasan
Pengelasan Busur Terendam
Pengelasan Busur logam terbungkus
(SMAW)
Pengelasan busur Logam gas
Pengelasan busur Berinti fluks
Pengelasan busur Tungsten Gas
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
1.3
Tujuan Penelitian
1.3.1 Tujuan umum
Tujuan penelitian ini adalah untuk mengetahui perbandingan antara
pengujian secara eksperimen dengan Metode Elemen Hingga (Finite Element
Methode) terhadap kekuatan sambungan las.
1.3.2 Tujuan khusus
Tujuan khusus penelitian ini adalah:
1. Mempelajari desain sambungan las (kampuh) yang paling baik
digunakan untuk menyambung bahan St 40 menggunakan elektroda RB
26 pada pengelasan busur listrik.
2. Mempelajari kuat arus yang paling baik digunakan untuk menyambung
plat baja St 40 menggunakan elektroda RB 26 pada pengelasan busur
listrik.
3. Keadaan paling baik yang berdasarkan (1) dan (2) dijustifikasikan oleh
pengujian tarik setiap spesimen yang disiapkan.
4. Mensimulasikan uji tarik spesimen dengan Metode Elemen Hingga
(Finite Element Methode).
1.4 Manfaat Penelitian
1.
Untuk mengetahui nilai hasil uji tarik, yang terjadi pada proses
penyambungan setelah proses pengelasan.
2.
Membandingkan hasil pengelasan, dengan cara mengetahui
pengaruh hasil pengelasan dengan variasi sudut kampuh dan kuat
arus terhadap kekuatan tarik, pada pelat baja St 40.
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
1.5
Sistematika Penulisan
Penulisan skripsi ini akan dibagi dalam beberapa bab. Secara garis besar,
isi yang dimuat dalam skripsi ini adalah seperti yang tercakup dalam sistematika
penulisan berikut:
BAB 1: PENDAHULUAN
Pada bab ini dijelaskan latar belakang, rumusan masalah, batasan masalah,
tujuan penelitian, manfaat penelitian, dan sistemetika penulisan.
BAB 2: TINJAUAN PUSTAKA
Pada bab ini berisikan tinjauan umum tentang pengelasan, parameter
pengelasan, dan persiapan sambungan.
BAB 3: METODE PENELITIAN
Pada bab ini akan dibahas tentang metode yang dijalankan untuk
mendapatkan hasil pengujian.
BAB 4: ANALISA HASIL PERCOBAAN
Pada Bab ini akan dibahas hasil pengujian yang didapat setelah proses
sebelumnya dicapai.
BAB 5: KESIMPULAN DAN SARAN
Pada Bab ini berisikan kesimpulan yang diperoleh dari analisa hasil
percobaan pada Bab IV.
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
BAB II
TINJAUAN PUSTAKA
2.1
Pengelasan
Berdasarkan penemuan benda-benda sejarah dapat diketahui bahwa teknik
penyambungan logam telah diketahui sejak zaman prasejarah, misalnya
pembrasingan logam paduan emas tembaga dan pematrian paduan timbal-timah.
Menurut keterangan yang didapat telah diketahui dan dipraktekkan dalam rentang
waktu antara tahun 3000 sampai 4000 SM.
Alat-alat las busur dipakai secara luas setelah alat tersebut digunakan
dalam praktek oleh Benardes (1885). Dalam penggunaan yang pertama ini
Benardes memakai elektroda yang dibuat dari batang karbon atau grafit. Karena
panas yang timbul, maka logam pengisi yang terbuat dari logam yang sama
dengan logam induk mencair dan mengisi tempat sambungan. Zerner (1889)
mengembangkan cara pengelasan busur yang baru dengan dengan menggunakan
busur listrik yang dihasilkan oleh dua batang karbon. Slavianoff (1892) adalah
orang pertama yang menggunakan kawat logam elektroda yang turut mencair
karena panas yang ditimbulkan oleh busur listrik yang terjadi. Kemudian
Kjellberg menemukan bahwa kualitas sambungan las menjadi lebih baik bila
kawat elektroda logam yang digunakan dibungkus dengan terak.
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
Dari tahun 1950 sampai sekarang telah ditemukan cara-cara las baru antara
lain las tekan dingin, las listrik terak, las busur dengan pelindung gas CO
2, las
gesek, las ultrasonik, las sinar elektron, las busur plasma, las laser, dan masih
banyak lagi lainnya.
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalah
ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan
dalam keadaan lumer atau cair. Dengan kata lain, pengelasan adalah suatu proses
penyambungan logam menjadi satu akibat panas dengan atau tanpa pengaruh
tekanan atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan
oleh gaya tarik menarik antara atom.
Pada tahap-tahap permulaan dari pengembangan teknologi las, biasanya
pengelasan hanya digunakan pada sambungan-sambungan dari reparasi yang
kurang penting. Tapi setelah melalui pengalaman dan praktek yang banyak dan
waktu yang lama, maka sekarang penggunaan proses-proses pengelasan dan
penggunaan konstruksi-konstruksi las merupakan hal yang umum di semua negara
di dunia.
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
2.2 Klasifikasi Pengelasan
Ditinjau dari sumber panasnya. Pengelasan dapat dibedakan menjadi:
1.
Mekanik
2.
Kimia
3.
Listrik
Sedangkan menurut cara pengelasan, dibedakan menjadi dua bagian besar:
1.
Pengelasan tekanan (Pressure Welding)
2.
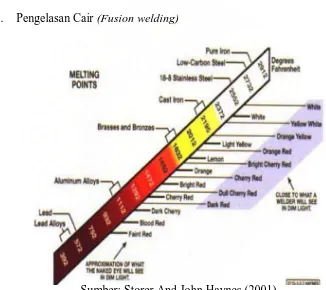
Pengelasan Cair (Fusion welding)
Martua Frans Purba : Studi Eksperimen Dan Simulasi Pada Kampuh Pengelasan Busur Listrik Plat Baja St 40, 2010.
2.2.1 Pengelasan Cair (Fusion Welding)
Pengelasan cair adalah proses penyambungan logam dengan cara
mencairkan logam yang tersambung.
1.
Oxyacetylene Welding.
2.
Elektrik Arc Welding.
3.
Shield Gas Arc Welding.
a.
TIG ( Tungsten Inert Gas )
b.
MIG ( Metal Inert Gas )
c.
MAG ( Metal Active Gas )
d.
Submerged Welding
4.
Resistance Welding.
a.
Spot Welding .
b.
Seam Welding.
c.
Upset Welding .
d.
Flash Welding.
e.
Electro Slag Welding.
f.
Electro Gas Welding.
5.
Electro Beam Welding.
6.
Laser Beam Welding.
7.
Plasma Welding.
2.3 Jenis-Jenis Pengelasan Yang Umumnya Dilakukan.
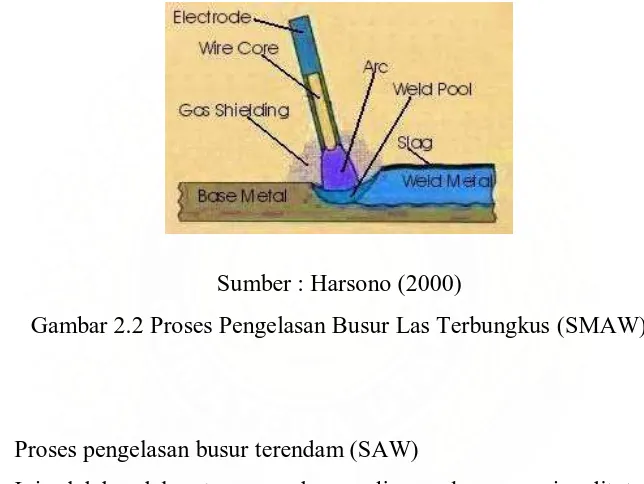
1. Proses pengelasan busur logam terbungkus (SMAW).
Salah satu jenis proses las busur listrik elektoda terumpan, yang
menggunakan busur listrik yang terjadi antara elektroda dan benda kerja setempat,
kemudian membentuk paduan serta membeku menjadi lasan. Elektroda
terbungkus yang berfungsi sebagai fluks akan cair pada waktu proses pengelasan
dan gas yang terjadi akan melindungi proses pengelasan terhadap pengaruh udara
luar, cairan yang terbungkus akan terapung membeku pada permukaan las yang
disebut slag. Proses pengelasan elektroda terbungkus terlihat pada Gambar 2.2
Sumber : Harsono (2000)
Gambar 2.2 Proses Pengelasan Busur Las Terbungkus (SMAW)
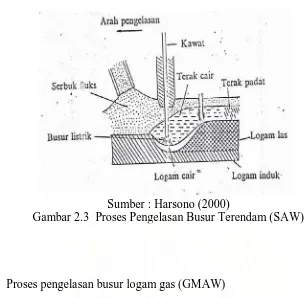
2.
Proses pengelasan busur terendam (SAW)
Ini adalah salah satu pengelasan dimana logam cair ditutup dengan
fluks yang diatur melalui suatu penampang fluks dan elektroda yang merupakan
3.
Proses pengelasan busur logam gas (GMAW)
Jenis pengelasan ini menggunakan busur api listrik sebagai sumber panas
untuk peleburan logam, perlindungan terhadap logam cair menggunakan gas
mulia (inert gas) atau CO
2merupakan elektroda terumpan yang diperlihatkan pada
Gambar 2.4. Proses GMAW dimodifikasikan juga dengan proses menggunakan
fluks yaitu dengan penambahan fluks yang magnetig (magnetizen - fluks) atau
fluks yang diberikan sebagai inti (fluks cored wire).
Sumber : Harsono (2000)
Gambar 2.4 Proses Pengelasan Busur Logam Gas (GMAW)
Sumber : Harsono (2000)
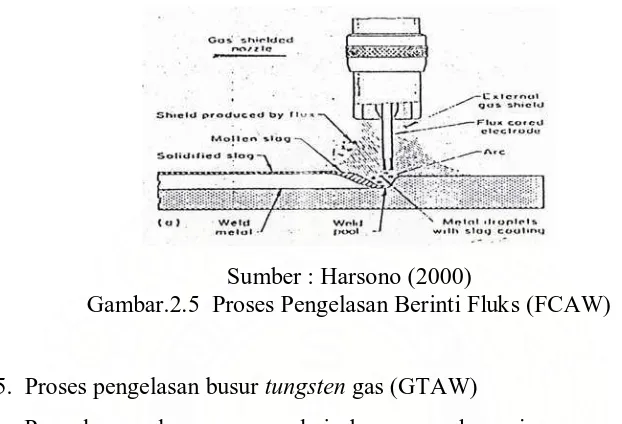
4. Proses pengelasan busur berinti fluks (FCAW)
FCAW merupakan proses pengelasan busur listrik elektroda terumpan.
Proses peleburan logam terjadi diantara logam induk dengan elektroda berbentuk
turbolens yang sekaligus menjadi bahan pengisi, fluks merupakan inti dari
elektroda dan terbakar menjadi gas, akan melindugi proses dari udara luar, seperti
Gambar 2.5.
Sumber : Harsono (2000)
Gambar.2.5 Proses Pengelasan Berinti Fluks (FCAW)
5. Proses pengelasan busur tungsten gas (GTAW)
Pengelasan dengan memakai busur nyala api yang menghasilkan
elektroda tetap yang terbuat dari tungsten (wolfram), sedangkan bahan penambah
terbuat dari bahan yang sama atau sejenis dengan bahan yang dilas dan
terpisah dari torch, untuk mencegah oksidasi dipakai gas pelindung yang
keluar dari torch biasanya berupa gas argon 99%. Pada proses pengelasan ini
peleburan logam terjadi karena panas yang dihasilkan oleh busur listrik antara
elektroda dan logam induk. Proses pengelasan busur tungsten gas dapat dilihat
pada Gambar 2.6.
Sumber : Harsono (2000)
2
1
3
4
2.4 Metalurgi Las
Pengelasan adalah proses penyambungan dengan menggunakan energi
panas, karena proses ini maka logam disekitar lasan mengalami siklus termal
cepat yang menyebabkan terjadinya perubahan – perubahan metalurgi yang rumit,
deformasi dan tegangan – tegangan termal. Hal ini sangat erat hubunganya dengan
ketangguhan, cacat las, retak dan lain sebagainya yang umumnya mempunyai
pengaruh yang fatal terhadap keamanan dan konstruksi las
Logam akan mengalami pengaruh pemanasan akibat pengelasan dan
mengalami perubahan struktur mikro disekitar daerah lasan. Bentuk struktur
mikro bergantung pada temperatur tertinggi yang dicapai pada pengelasan,
kecepatan pengelasan dan laju pendinginan daerah lasan. Daerah logam yang
mengalami perubahan struktur mikro akibat mengalami pemanasan karena
pengelasan disebut daerah pengaruh panas (DPP), atau Heat Affected Zone.
Daerah lasan terdiri dari tiga bagian, yaitu:
1.
Logam las adalah bagian dari logam yang pada waktu pengelasan mencair
kemudian membeku.
2.
Fusion Line, garis penggabungan atau garis batas cair antara logam las
dan logam Induk
3.
Daerah pengaruh panas disebut HAZ (Heat Affected Zone), adalah
logam dasar yang bersebelahan dengan logam las selama pengelasan
mengalami pemanasan dan pendinginan yang cepat. Pembagian daerah
lasan dapat dilihat pada Gambar 2.7
Keterangan: 1. Weld Metal (Logam Las)
2. Fusion Line (Garis Penggabungan)
3. H A Z (Daerah Pengaruh Panas)
4. Logam Induk
2.5 Siklus Termal Daerah Las
Siklus termal las adalah proses pemanasan dan pendinginan pada daerah
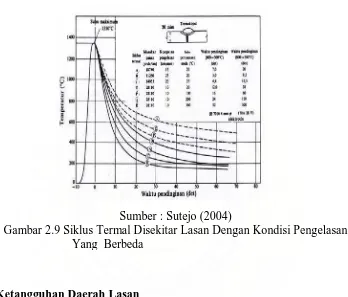
lasan,sebagai contoh dapat dilihat pada Gambar. 2.8 dan Gambar 2.9, menunjukan
siklus termal daerah lasan.
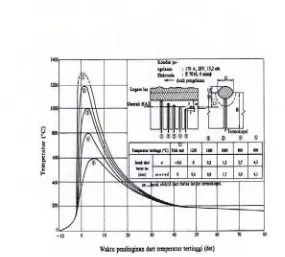
Pada Gambar 2.8 dapat dilihat siklus termal dari beberapa tempat dalam
daerah HAZ dengan kondisi pengelasan tetap, sedangkan pada Gambar 2.9
menunjukan siklus termal disekitar lasan dengan kondisi pengelasan yang
berbeda.
Lamanya pendinginan dalam suatu daerah temperatur tertentu dari suatu
siklus termal las sangat mempengaruhi kualitas sambungan, karena itu banyak
sekali usaha-usaha pendekatan untuk menentukan lamanya waktu pendinginan
tersebut.
Sumber : Sutejo (2004)
Struktur mikro dan sifat mekanik dari daerah HAZ sebagian besar
tergantung pada lamanya pendinginan dari temperatur 800
0C sampai 500
0C,
sedangkan retak dingin dimana hidrogen memegang peranan penting terjadinya
sangat tergantung oleh lamanya pendinginan dari temperatur 800
0C sampai 300
0C
atau 100
0C.
2.6 Ketangguhan Daerah Lasan
Bila patah getas terjadi pada logam dengan daya tahan yang rendah,
perpatahan tersebut dapat merambat dengan kecepatan sampai 200 m/detik, yang
dapat menyebabkan kerusakan dalam waktu yang sangat singkat sekali.
Dalam hal sambungan las patah getas ini menjadi lebih penting karena
adanya faktor – faktor yang membantu seperti: konsentrasi tegangan, struktur
tidak sesuai dan adanya cacat dalam lasan. Pengaruh struktur logam las terhadap
ketangguhan pada dasarnya sama seperti pada batas las, tetapi pada logam las
dalam proses pengelasan ini mencair dan kemudian membeku maka kemungkinan
besar terjadi pemisahan komponen yang menyebabkan terjadinya struktur yang
tidak homogen.
Sumber : Sutejo (2004)
2.6.1 Ketangguhan Logam Las
Logam las adalah logam yang dalam proses pengelasan mencair kemudian
membeku, sehingga logam las ini banyak sekali mengandung oksigen dan gas –
gas lain. Komposisi logam las sudah barang tentu tergantung daripada proses
pengelasan tetapi dapat diperkirakan bahwa komposisinya terdiri dari komponen
logam induk dan komponen bahan las yang digunakan.
Dalam menganalisa ketangguhan logam las harus diperhatikan pengaruh
unsur lain yang terserap selama proses pengelasan, terutama oksigen, dan
pengaruh dari struktur logam itu sendiri. Struktur logam daerah pengaruh panas
atau HAZ berubah secara berangsur dari struktur logam induk ke struktur logam
las, pada daerah HAZ dekat dengan daerah lebur, kristal tumbuh dengan cepat dan
membentuk butir-butir kasar daerah ini dinamakan batas las.
Didalam daerah pengaruh panas besar butir dan struktur berubah sesuai
dengan siklus termal yang terjadi pada waktu pengelasan, karena siklus termal
yang terjadi sangat komplek sehingga ketangguhannyapun semakin kompleks.
2.7 Desain Sambungan Las
Desain sambungan las dan bentuk sambungan (welding joint), serta
bentuk dan ukuran alur las dalam konstruksi untuk merancang sambungan las
adalah:
1.Persyaratan umum atau spesifikasi mutu (kekuatan) yang diinginkan.
2.Bentuk dan ukuran konstruksi las
Beberapa Standar telah mengatur jenis – jenis sambungan, ada sembilan
jenis alur sambungan (kampuh) las yang utama seperti pada Tabel 2.1
Tabel 2.1 Jenis-Jenis Alur Sambungan ( Kampuh) Las
2.8 Arus Pengelasan
Arus adalah aliran pembawa muatan listrik,simbol yang digunakan adalah
huruf besar I dalam satuan ampere. Pengelasan adalah penyambungan dua logam
dan atau logam paduan dengan cara memberikan panas baik diatas atau dibawah
titik cair logam tersebut,baik dengan atau tanpa tekanan serta ditambah atau tanpa
logam pengisi.
Yang dimaksud dengan arus pengelasan disini adalah aliran pembawa
muatan listrik dari mesin las yang digunakan untuk menyambung dua logam
dengan mengalirkan panas ke logam pengisi atau elektroda.
Tabel 2.2 Hubungan Diameter Elektroda dengan Arus Pengelasan
Diameter Elektroda (mm)
Arus (Ampere)
2,5
60-90
2,6
60-90
3,2
80-130
4,0
150-190
5,0
180-250
Sumber : Howard BC (1998)
2.9 Kurva Tegangan –Regangan Rekayasa
Uji tarik banyak dilakukan untuk melengkapi informasi kekuatan tarik
suatu benda uji tarik sebagai data pendukung bagi spesifikasi bahan.pada uji tari,
benda uji diberi beban gaya tarik sesumbu yang bertambah besar secara
kontinu,bersamaan dengan itu dilakukan pengamatan mengenai perpanjangan
yang dialami benda uji. Kurva tegangan regangan dibuat dari pengukuran
perpanjangan benda uji.
Tegangan yang digunakan pada kurva adalah tegangan rata-rata dari
pengujian tarik. Tegangan tersebut diperoleh dengan cara membagi beban dengan
luas awal penampang lintang benda uji.
0
A
P
s
=
Regangan yang dipergunakan untuk tegangan regangan adalah tegangan
linear rata-rata yang diperoleh dengan cara membagi perpajangan panjang ukur
(gage length) benda uji,
δ
,dengan panjang awal,
0 0
0
L
L
L
L
L
L
Karena tegangan dan regangan diperoleh dengan cara membagi beban dan
perpanjangan dengan faktor yang konstan,kurva perjangan akan mempunyai
bentuk yang sama seperti kurva tegangan-regangan teknik. Kedua kurva ini sering
saling dipergunakan.
Bentuk dan besaran pada kurva tegangan-regangan suatu logam tergantung
pada
perlakuan panas,
deformasi plastik yang pernah dialami,laju
regangan,suhu,dan keadaan tegangan yang menentukan selama pengujian.
Parameter-paremeter yang digunakan menggambarkan kurva tegangan regangan
logam adalah kekuatan tarik,kekuatan luluh atau titik luluh,persen perpanjangan.
2.10 Kekuatan Tarik (ultimate tensile strength)
Adalah beban maksimum dibagi luas penampang lintang awal benda uji.
0
A
Pmaks
S
u=
Tegangan tarik adalah nilai yang paling sering dituliskan sebagai hasil
suatu uji tarik,tetapi segala kenyataanya nilai tersebut kurang bersifat mendasar
dalam kaitannya dengan kekuatan bahan.untuk logam –logam yang liat kekuatan
tariknya harus dikaitkan dengan kekuatan beban maksimum,dimana logam dapat
menahan beban beban sesumbu untuk keadaan yang sangat terbatas.akan
ditunjukan bahwa nilai tersebut kaitanya dengan kekuatan logam kecil sekali
kegunaanya untuk tegangan yang lebih kompleks,yakni yang bisanya
ditemui.untuk beberapa lama,telah menjadi kebiasaan mendasar kekuatan struktur
pada kekuatan tarik,dikurangi dengan faktor keamanan yang sesuai.
2.11 Modulus Elastisitas
Modulus elastisitas ditentukan oleh gaya ikat antar atom.karena gaya-gaya
ini tidak dapat di ubah tanpa terjadi perubahan mendasar sifat bahannya,maka
modulus elastisitas merupakan salah satu dari banyak sifat mekanik yang tidak
mudah diubah. Sifat ini hanya sedikit berubah oleh adanya penambahan
paduan,perlakuan panas,atau pengerjaan dingin.modulus biasnya pada suhu tinggi
dengan metode dinamik.
2.12 Distribusi Tegangan Pada Daerah Penyempitan Setempat (neck).
Pembentukan penyempitan setempat pada benda uji tarik menimbulkan
keadaan tegangan tarik tiga sumbu pada daerah penyempitan.daerah penyempitan
setempat sebenarnya merupakan takik yang halus.takik yang dikenai beban
tarik,akan menghasilkan tegangan tranversal dan radial yang mengakibatkan
kenaikan tegangan membujur yang diperlukan untuk menghasilkan aliran
plasti.oleh karena itu tegangan sejati rata-rata pada daerah penyempitan setempat
yang diperoleh dengan cara membagi beban tarik aksial dengan luas penampang
lintas benda uji pada daerah penyempitan yang terkecil,lebih tinggi daripada yang
dibutuhkan untuk menghasilkan aliran jika tegangan tariknya sederhana.
Brigman telah membuat suatu analisa matematik yang melengkapi dengan
koreksi terhadap tegangan sumbu rata-rata untuk mengimbangi terbentuknya
tegangan tranversal,analisa tersebut berdasarkan pada anggapan-anggapan berikut:
1.
Keliling penyempitan setempat didekati dengan busur lingkaran.
2.
Penampang lintang daerah penyempitan selama pengujian,tetap
terbentuk lingkaran.
BAB III
METODE PENELITIAN
Dalam bab ini akan dijelaskan metode-metode yang dilakukan pada proses
pengujian.
3.1
Jadwal Penelitian Dan Lokasi Penelitian
Penelitian ini dilakukan di Laboratorium Pengujian Logam Departemen
Teknik Mesin Politeknik Negeri Medan. Penelitian ini dilaksanakan mulai bulan
April 2009 sampai dengan bulan Juni 2009.
3.2
Metode Penelitian
1.
Proses pengujian dilaksanakan sepenuhnya, terhadap variabel-variabel yang
mempengaruhi pemakaian dari metode penyambungan, dalam hal ini
penyambungan las busur listrik terhadap sambungan pelat baja karbon yang
hanya ditinjau dari pemeriksaan secara uji merusak dengan jenis pengujian
tarik.
2.
Teknik pengumpulan data yang diperoleh dari proses pengelasan yang
dilakukan dari hasil pengujian tarik terhadap benda uji sebanyak 6 spesimen,
masing-masing 3 spesimen dengan variasi sudut kampuh
35
0dan
45
0dan
variasi kuat arus listrik 60A, 80A, 100A yang keseluruhannya dilakukan
pengujian tarik.
I
α
60A
80A
100A
35
01 spesimen
1 spesimen
1 spesimen
3.
Metoda analisa dan evaluasi data yang diperoleh dari pengujian yang dilakukan
di laboratorium pada masing-masing spesimen adalah secara kualitatif.
Dari data inilah akan dicari harga untuk uji tarik dari masing-masing spesimen
dan merupakan nilai yang dicapai dari uji tarik dari bahan tersebut.
4.
Dari sinilah penelitian akan mendapatkan kesimpulan yang sebenarnya
bagaimana pengaruh variasi sudut dan kuat arus pengelasan las busur listrik
terhadap kekuatan tarik dari baja karbon rendah didalam standar pengujian
yang berlaku.
5.
Penyusunan laporan, yang termasuk didalamnya kesimpulan dari hasil yang
dicapai serta pengambilan langkah-langkah yang berhubungan terhadap hasil
kekuatan sambungan las pada material uji lebih ditekankan, sehingga pada
akhirnya tujuan penelitian dapat sepenuhnya tercapai.
3.3
Variabel -Variabel Pengujian
Dari metode penelitian diatas maka dapat ditentukan hal-hal dasar
terhadap variabel-variabel pengujian berikut ini:
3.3.1
Spesimen
Spesimen yang digunakan pada penelitian adalah plat baja karbon rendah St
40 dengan pertimbangan:
a.
Baja karbon rendah ST 40 banyak digunakan di industri, terlebih industri kecil
dan menengah, sebagai bahan konstruksi.
b.
Baja karbon rendah mudah dilakukan proses penyambungan, baik dengan las
listrik maupun (tidak membutuhkan keahlian khusus).
Ketebalan bahan dasar yang dipakai dalam pengujian adalah 5 mm. Hal ini
[image:30.595.144.440.170.483.2]didasarkan kepada tebal minimum pengelasan listrik, yaitu 2,6-6 mm.
Gambar 3.1 Baja St 40 (Metal dasar)
3.3.2
Elektroda Yang Digunakan
a.
Pemilihan elektroda
Elektroda yang digunakan pada proses pengujian adalah elektroda tipe E 6013, Ø
2,6 mm, arus yang dipakai adalah arus AC (seperti pada Gambar 3.1).
[image:30.595.210.415.552.688.2]Hal ini didasarkan kepada:
Jenis metal dasar yang akan dilakukan pengelasan yaitu St 40 dimana tipe
[image:31.595.112.515.212.455.2]ini merupakan jenis baja karbon rendah .
Tabel 3.1 Hubungan Antara Material Dasar dan Tipe Elektroda yang dipakai.
Tipe Elektroda
Metal Dasar
Standarisasi
1/8”, 5/32” & 3/16” E6013,
E7014, E7016 & E701
Carbon steel
American Welding
Society,WS A5.18
1/8”, 5/32” & 3/16” E309,
E310 & E312
Stainless steel
American Welding
Society, AWS
A5.4
1/8” & 5/32” ENiCrFe-2,
ENiCrFe-3 & ENiCrMo-3
High nickel
American Welding
Society,AWS A5.1
WATERPROOFING
MATERIALS
Epoxy 152
4MIL-P-24441
Lea-Lac 30-L2093
Non-petroleum-based,
clear, polyurethane
Dari sini maka didapat kan beberapa tipe elektroda yang sesuai dengan
pengelasan metal dasar diantaranya: E 6013; E 7014; E 7016; E701, dan penguji
memilih tipe elektroda E 6013.
Dari tipe elektroda E 6013 didapat informasi sebagai berikut:
E 6013
Artinya:
•
E = Elektroda busur listrik
•
60 = Kekuatan tarik deposit las adalah 60.000 Ib/in2 atau 42 kg/mm2
•
1 = Dapat dipakai untuk pengelasan segala posisi
Dari penjelasan di atas tipe elektroda E 6013 dapat dipakai menggunakan
arus DC dan AC, dan seperti penjelasan pada Bab II, maka penguji menggunakan
arus AC mengingat arus ini sangat baik pada pengelasan pelat tipis.
Untuk menyesuaikan diameter elektroda, dan besar arus, yang dipakai
didasarkan kepada ketebalan pelat, posisi pengelasan dan jenis elektroda. Seperti
[image:32.595.109.537.277.701.2]yang dilihat pada tabel di bawah ini:
Tabel 3.2 Hubungan Tipe Elektroda, Posisi Pengelasan,Arus Dan Tegangan kerja
Klasifikasi JIS Jenis Fluks Posisi Pengelasan Jenis Listrik
Sifat Mekanis Dari Logam Las Kekuatan
Tarik (Kg/mm2)
Kekuatan Luluh (Kg/mm2)
Perpanjangan (%)
Kekuatan tumbuk (Kg/mm)
D4301 Ilmenit F.V.OH.H AC atau
DC
≥
43
≥
35≥
22≥
48D4303 Titania
Kapur F.V.OH.H AC atau
DC
≥
43
≥
35≥
22≥
28D4311 Selulosa
Tinggi F.V.OH.H AC atau
DC
≥
43
≥
35≥
22≥
28D4313 Oksidan
Titan F.V.OH.H AC atau
DC
≥
43
≥
35≥
17≥
28D4316 Hidrogen
Rendah F.V.OH.H AC atau
DC
≥
43
≥
35≥
25≥
48D4324 Serbuk besi Titania F.H-S AC atau
DC
≥
43
≥
35≥
17D430126 Serbuk Besi Hidrogen rendah F.H-S AC atau
DC
≥
43
≥
35≥
25≥
48D430127
Serbuk Besi Oksida
F.H-S
≥
43≥
35≥
25≥
28D4340 Khusus Semua Posisi
AC atau
DC
≥
43
≥
35≥
22≥
283.3.3.
Proses Pembentukan
[image:33.595.136.450.224.470.2]Bentuk spesimen mengikuti standarisasi ASTM E8 sebagai berikut:
Gambar 3.3 Dimensi Spesimen Dasar
Gambar 3.4 Spesimen Siap Untuk Diuji Tarik.
Pembentukan spesimen berdasarkan langkah-langkah sebagai berikut:
1.Spesimen dipotong menjadi 6 batang yang ukurannya sesuai dengan
kebutuhan pengujian.
2.Setelah di potong dilakukan pembentukan sudut kampuh,dengan sudut
masing-masing
35
0&
45
03.Dilakukan penyambungan dengan pengelasan pada sudut kampuh yang
Dibentuk.dengan kuat arus masing-masing 60,80,100A.
3.4
Proses Pengujian Tarik
Spesimen uji ditarik dengan mesin uji tarik Universal Testing Machine
(UTM), jenis Tarno Test UPH 100 kN di laboratorium jurusan Teknik Mesin,
[image:34.595.157.442.190.625.2]Politeknik Negeri Medan Gambar 3.5.
Gambar.3.5 Alat Uji Tarik.
Proses pengujian dipantau pada monitor yang mencatat setiap nilai dari
[image:35.595.161.435.143.388.2]hasil uji tarik seperti yang terlihat pada Gambar berikut ini:
Gambar.3.7 Proses Uji Dipantau Pada Monitor.
Proses dihentikan saat terjadi perpatahan (fracture) seperti yang dapat dilihat
pada gambar.
Gambar.3.8 Spesimen Setelah Mengalami Uji Tarik.
[image:35.595.114.450.414.628.2]BAB IV
HASIL DAN DISKUSI
4.1 Pendahuluan
Pada Bab 3 dijelaskan bahwa setiap nilai hasil uji tarik dipantau pada
monitor dari setiap spesimen uji yaitu:6 spesimen percobaan berdasarkan Variasi
sudut kampuh (
α
) 35
0dan 45
0dan kuat arus 60A,80A,100A. yang di
terjemahkan dalam bentuk grafik penambahan beban (load) dan panjang langkah
(stroke).
4.2 Hasil Percobaan
Dari percobaan uji tarik yang dilakukan kepada 6 spesimen yang telah
disiapkan sebagaimana pada Gambar 3.4.
[image:36.595.92.554.365.607.2]Hasil yang di peroleh ditabulasikan pada tabel 4.1
Tabel 4.1 Komponen Pengujian Baja St 40
Komponen
Pengujian
Baja St 40
1
2
3
4
5
6
Max. Stress
[MPa]
137.62
516.43
412.83
114.71
471.80
386.53
Yield Stress
[MPa]
121.14
349.87
277.74
114.71
313.61
269.37
Elasticiy
Modulus
[MPa]
206235.48 208421.38 206984.59 209310.41 206532.90 206759.03
Elongation
[%]
5.60
11.16
6.64
2.48
16.52
5.7
Komponen pengujian material dasar.
Max. Stress (MPa)
= 408.05
Yield Stress (MPa)
= 282.13
Proporsional Stress
Beberapa kurva tarik (stroke vs force) yang di hasilkan pada saat pegujian
tarik pada saat proses uji tarik selesai ( Gambar 3.6 & 3.8 ) disajikan pada Gambar
4.2 s/d 4.7
[image:37.595.155.440.180.727.2]Sudut Kampuh 35
0dengan Kuat arus 60 A
Gambar 4.1 Grafik Load vs Stroke
Sudut Kampuh 35
0dengan Kuat arus 80 A
Sudut Kampuh 35
0dengan Kuat arus 100 A
Gambar 4.3 Grafik Load vs Stroke
Sudut Kampuh 45
0dengan Kuat arus 60 A
Sudut Kampuh 45
0dengan Kuat arus 80 A
Gambar 4.5 Grafik Load vs stroke
Sudut Kampuh 45
0dengan Kuat arus 100 A
4.3 Mikrostruktur Pengelasan
Proses pengelasan dilakukan dengan memberikan masukan panas (heat
input) pada bagian logam induk dan logam pengisi (filler metal) yang disambung
secara lokal sampai mencapai titik cairnya,sehingga membentuk manik cairan las
(weld pool). Kemudian mendinginkan cairan las dan logam induk turun hingga
mencapai temperatur kamar dan bilamana diperlukan dapat dilakukan proses
perlakuan panas (heat treatment) terhadap sambungan las. Tahapan-tahapan
proses pengelasan tersebut akan menyebabkan terjadinya siklus termal dan dapat
menimbulkan perubahan metalurgi yang rumit, deformasi dan tegangan-tegangan
termal ataupun cacat pada logam las. Siklus termal yaitu siklus pemanasan dan
pendinginan pada daerah sambungan dan daerah sekitarnya.
[image:40.595.120.502.415.678.2]Perubahan metalurgi yang paling penting dalam pengelasan adalah
struktur mikro yang akan menentukan sifat-sifat mekanis sambungan las. Pada
umumnya struktur mikro yang terjadi tergantung pada komposisi kimia dari
logam pengisi, kondisi logam induk seperti geometri atau proses pengerjaan
sebelumnya,teknik pengelasan yang diterapkan, dan proses perlakuan panas yang
diberikan.
Dari Tabel 4.1 dapat dilihat kondisi pengelasan sebagaimana di bawah
ini,yaitu
0 0 45 35
I
I
=
;
Q
350≠
Q
450;
t
350<
t
450Pada kondisi pengelasan tersebut,data-data menunjukan bahwa
saat
I
(
60
A
)
=
σ
350>
σ
450;
I
(
80
A
)
=
σ
350>
σ
450;
I
(
100
A
)
=
σ
350>
σ
450Pada Gambar 4.8 yaitu hubungan Kuat arus VS Tegangan dapat dilihat
perbedaan tegangan maksimum tidak siknifikan antara pengelasan dengan sudut
kampuh
035
dengan
045
. Sebagai perbandingan berikut,
pada I 60A,
σ
350>
σ
450sekitar
100
%
16
,
60
%
62
,
137
71
,
114
62
,
137
=
−
x
pada I 80A,
σ
350>
σ
450sekitar
100
%
8
,
64
%
43
,
516
8
,
471
43
,
516
=
−
x
pada I 100A,
σ
350>
σ
450sekitar
100
%
6
,
37
%
83
,
412
53
,
386
83
,
412
=
−
x
Maka dapat disimpulkan bahwa pengelasan dengan sudut kampuh
0
35
dan
45
0tidak terlalu mempengaruhi besarnya tegangan maksimum pada
pengujian tarik.
Pada pengelasan dengan sudut kampuh (
α
)35
0dan 45
0menggunakan
kuat arus 60A terdapat perbedaan kekuatan tarik dengan menggunakan kuat arus
80A dan 100A,hal tersebut dapat dijelaskan seperti dibawah ini:
I
(
60
A
)
=
σ
350>
σ
4501.
Karena pada pengelasan dengan I = 60 peleburan elektroda dengan
logam induk tidak sempurna,peleburan elektroda pada sudut
35
0lebih
padat dengan membutuhkan kuat arus yang sama dengan sudut
045
.
I
(
80
A
)
=
σ
350>
σ
450;
I
(
100
A
)
=
σ
350>
σ
4503.
Pada kuat arus 100A terjadi penurunan besar tegangan tarik. Hal
tersebut diakibatkan terjadi age-hardening pada butir struktur mikro
logam.
Pada proses pengelasan diawali dengan pemberian energi panas yang
cukup untuk mencairkan logam induk,baik dengan pemberian logam tambah
maupun tanpa pemberian logam tambah.selanjutnya setelah lebur dan terjadi
ikatan ,kemudian diikuti dengan tahap pembekuan (solidfication).sumber panas
dalam proses pengelasan merupakan titik yang selalu bergerak,maka setiap titik
dari logam induk yang ada disekitar lasan akan mengalami proses pemanasan dan
pendinginan tertentu.
Tahap selanjutnya adalah proses pendinginan dan pembekuan logam yang
terjadi walaupun ada juga sebagian panas diserap oleh udara luar secara konveksi
maupun konduksi.oleh karena penyerapan energi panas oleh logam induknya
sendiri yang umumnya dengan laju yang cukup cepat,maka kadang-kadang
keadaan ini disebut Quench rate.Quench rate dipengaruhi oleh beberapa faktor
sebagai berikut.
1.
Jenis material
2.
Geometri Sambungan
3.
Ketebalan Material
4.
Pre-heating
4.3.1 Pengaruh Siklus Panas Terhadap Struktur Mikro Daerah Lasan
Ditinjau dari pengaruh siklus panas terhadap struktur mikro daerah lasan
,maka logam las dapat dibagi menjadi beberapa bagian atau sebagai berikut:
1.
Daerah Lebur (Fusion Zone)
2.
Daerah Pengaruh Panas
Adalah derah yang bersebelahan dengan derah lebur dimana pada saat
proses pengelasan mengalami silus pemanasan dan pendinginan
tertentu,sehingga stuktur mikronya berubah,antara daerah lebur dan daerah
pengaruh panas disebut daerah las.
3.
Logam Induk
Yaitu logam dasar yang tidak mengalami perubahan struktur mikro.
4.3.2 Proses Pertumbuhan Butir di Daerah Lebur (Fusion Zone)
Pada proses pengelasan daerah lebur pengintian dan pembekuan dimulai
dari logam induknya yang bersatu dengan logam lasan,yang kemudian tahap
selanjutnya terjadi struktur logam memanjang daerah arah pembekuan kearah
sumber panas.jika pendinginan tidak terlalu cepat maka akan terbentuk butir-butir
dengan bentuk equi-axial.
4.3.3 Daerah Pengaruh Panas (Heat Affected Zone)
Daerah HAZ adalah daerah pengelasan yang tidak mengalami
peleburan,hanya saja pada daerah ini mengalami proses pemanasan dengan
temperatur yang sangat tinggi, yaitu jauh melebihi diatas garis temperatur kritis
atas. Akibatnya terjadi pertumbuhan butir yang berlebihan,sehingga ukuran
butirannya kasar.
Untuk menentukan batas daerah HAZ sebetulnya agak sukar. Namun ada
cara kasar yaitu dengan menentukan temperatur rekristalisasinya. Temperatur
rekristalisasi adalah temperatur dimana atom-atom dari butir-butir yang lama
bergerak membentuk inti-inti sehingga pada akhirnya tersusun butiran-butiran
baru. Besarnya temperatur rekritalisasi adalah (0,4-0,5) titik cairnya dinyatakan
dalam derajat absolut atau kelvin.
temperatur logam,dengan kata lain besar butir yang terjadi di daerah ini adalah
fungsi dari temperatur dan waktu. Demikian pula didaerah ini delta pertumbuhan
butir-butirnya diawali dari proses transformasi fasa gama menjadi fasa delta yang
terjadi pada temperatur A4 yaitu kira-kira 1400
0C
,kemudian diteruskan dengan
roses prtumbuhan butir sampai dicapai titik temperatur cair logam yaitu kira-kira
1500
0C
.sehingga dari proses pemanasan pengelasan didaerah HAZ yang
dihubungkan dengan proses pertumbuhan butir-butirnya maka dapat diestimasi
bentuk dan ukuran butir-butir akhir disetiap sub area daerah HAZ.
4.3.4 Perubahan Fase Dalam Proses Pengelasan
Dalam proses pengelasan logam selain terjadinya pertumbuhan butir-butir
logam seperti yang telah di bahas.terjadi pula perubahan fasa yang penting pula
dalam menentukan sifat akhir dari sambungan.pada proses pertumbuhan
butir-butir logam mekanisme terjadinya hampir sama dan pada umumnya dialami
semua logam yang dilas. Pada proses perubahan fasa penyebab,proses dan
akibatnya adalah berlain-lainan tergantung jenis logamnya. Beberapa contoh
pengaruh siklus panas terhadap perubahan fasa terhadap material yang dilas
sebagai berikut:
1.
Terjadinya tranformasi Austenit-Martensit pada baja karbon yang bersifat
keras tetapi getas.
2.
Terjadinya pelunakan terhadap material yang di Age-Hardenig,akibat tidak
berperannya presipitat yang ada dalam paduan.
3.
Terbentuknya karbida-Khrom di batas
butir Austenitic yang
mengakibatkan menurunnya daya tahan korosi dan kekuatan dari material
tersebut.
4.3.5 Perpatahan Pada Daerah Lasan
Perpatahan adalah pemisahan atau pemecahan suatu benda padat menjadi
dua bagian atau lebih diakibatkan adanya tegangan.proses perpatahan terdiri atas
dua tahap yaitu timbulnya retak dan tahap penjalaran retak,dan patah dapat
digolongkan atas dua yaitu patahan liat dan patahan getas.
2.
Patah getas pada logam ditandai oleh adanya kecepatan penjalaran retak
yang tinggi,terjadi tanpa deformasi kasar dan sedikit sekali terjadi
deformasi mikro. Patah getas ada kaitannya dengan pembelahan pada
kristal ionik.
4.4 Teori Griffith Mengenai Perpatahan Getas
Bahan-bahan getas mengandung retakan-retakan halus,yang menyebabkan
terjadinya pemusatan tegangan yang cukup besar,sehingga kekuatan kohesi pada
daerah pemusatan bila di beri gaya nominal,akan lebih rendah dari harga
teoritisnya.
Pada pengujian tarik spesimen uji tarik terjadi patahan didaerah
pengelasan,dimana patahan tersebut digolongkan patahan getas yang ditandai
dengan adanya pemisahan berarah tegak lurus terhadap tegangan tariknya.
[image:45.595.142.482.358.627.2]4.5 Pengamatan Perubahan Dimensi Pada Spesimen
Pengamatan pertambahan panjang pada hasil pengelasn adalah
pengamatan pada pandangan atas (top view),karena pengamatan tersebut
merupakan pengamatan yang efektif untuk melihat perubahan panjang dan lebar
pada hasil pengamatan disajikan dibawah ini.
Gambar 4.9 Perubahan dimensi setelah pengujian tarik
Tabel 4.2 Hasil Pengamatan Perubahan Dimensi
Pengamatan yang dilakukan berdasarkan perubahan panjang dan lebar
sambungan pengelasan.
Dari hasil pengamatan didapatkan pengelasan dengan kuat arus 80 A
mengalami pertambahan panjang lebih dari pengelasan dengan kuat arus
60A,100A. Hal diatas diatas dijelaskan pada bab sebelumnya.
No
L(mm)
X(mm)
Sebelum
Sesudah
Sebelum
Sesudah
1
200
201
25,4
25
2
200
203
25,4
23,5
3
200
202
25,4
24,5
4
200
201
25,4
25
5
200
205
25,4
23,5
4.6 Hasil Simulasi ANSYS
Gambar 4.10 Plot Result of Contour Nodal Solution ( Def Shape Only )
Gambar 4.12 Plot Result of Contour Nodal ( Def. + Undef Edge )
Data hasil simulasi ANSYS berikut di sajikan di bawah ini.
PRI NT S NODAL SOLUTI ON PER NODE
* * * * * POST1 NODAL STRESS LI STI NG * * * * * Po we r Gr a p h i c s I s Cu r r e n t l y En a b l e d
LOAD STEP= 1 SUBSTEP= 1 TI ME= 1 . 0 0 0 0 LOAD CASE= 0 NODAL RESULTS ARE FOR MATERI AL 1
4 6 1 3 2 3 9 . . 7 2 2 0 7 E- 0 1 . 0 0 0 0 0 1 3 2 3 9 . 1 3 2 3 9 . 4 8 1 3 2 4 1 . . 6 6 7 8 5 E- 0 1 . 0 0 0 0 0 1 3 2 4 1 . 1 3 2 4 1 . 5 0 1 3 4 9 7 . . 7 6 3 7 4 E- 0 1 . 0 0 0 0 0 1 3 4 9 7 . 1 3 4 9 7 . 5 2 1 3 4 8 1 . . 0 0 0 0 0 - . 3 8 1 9 5 1 3 4 8 1 . 1 3 4 8 1 . 5 4 1 3 4 6 6 . . 0 0 0 0 0 - 1 . 4 8 8 2 1 3 4 6 8 . 1 3 4 6 7 . 5 6 1 3 4 5 2 . . 0 0 0 0 0 - 2 . 9 1 9 2 1 3 4 5 5 . 1 3 4 5 4 . 5 8 1 3 4 3 8 . . 0 0 0 0 0 - 4 . 3 9 1 3 1 3 4 4 3 . 1 3 4 4 1 . 6 0 1 3 4 2 4 . . 0 0 0 0 0 - 5 . 6 7 9 5 1 3 4 3 0 . 1 3 4 2 7 . 6 2 1 3 4 0 9 . . 0 0 0 0 0 - 6 . 6 2 2 9 1 3 4 1 6 . 1 3 4 1 2 . 6 4 1 3 3 9 3 . . 0 0 0 0 0 - 7 . 1 1 9 5 1 3 4 0 0 . 1 3 3 9 7 . 6 6 1 3 3 7 6 . . 0 0 0 0 0 - 7 . 1 2 6 6 1 3 3 8 3 . 1 3 3 8 0 . 6 8 1 3 3 5 8 . . 0 0 0 0 0 - 6 . 6 1 1 6 1 3 3 6 5 . 1 3 3 6 1 . 7 0 1 3 3 3 9 . . 0 0 0 0 0 - 5 . 6 7 5 2 1 3 3 4 5 . 1 3 3 4 2 . 7 2 1 3 3 1 9 . . 0 0 0 0 0 - 4 . 4 0 7 3 1 3 3 2 4 . 1 3 3 2 1 .
* * * * * POST1 NODAL STRESS LI STI NG * * * * * Po we r Gr a p h i c s I s Cu r r e n t l y En a b l e d
LOAD STEP= 1 SUBSTEP= 1 TI ME= 1 . 0 0 0 0 LOAD CASE= 0 NODAL RESULTS ARE FOR MATERI AL 1
NODE S1 S2 S3 SI NT SEQV 7 4 1 3 2 9 9 . . 0 0 0 0 0 - 2 . 9 1 4 8 1 3 3 0 2 . 1 3 3 0 1 . 7 6 1 3 2 7 9 . . 0 0 0 0 0 - 1 . 4 8 7 8 1 3 2 8 0 . 1 3 2 8 0 . 7 8 1 3 2 6 0 . . 0 0 0 0 0 - . 3 7 9 4 5 1 3 2 6 0 . 1 3 2 6 0 . 8 0 1 9 1 2 9 . 4 4 9 . 2 4 . 0 0 0 0 0 1 9 1 2 9 . 1 8 9 0 8 . 8 2 1 3 4 9 6 . . 8 0 7 9 9 E- 0 1 . 0 0 0 0 0 1 3 4 9 6 . 1 3 4 9 6 . 8 4 1 3 4 9 4 . . 6 2 7 7 7 E- 0 1 . 0 0 0 0 0 1 3 4 9 4 . 1 3 4 9 4 . 8 6 1 3 4 9 2 . . 6 6 9 7 5 E- 0 1 . 0 0 0 0 0 1 3 4 9 2 . 1 3 4 9 2 . 8 8 1 3 4 8 8 . . 5 8 0 2 0 E- 0 1 . 0 0 0 0 0 1 3 4 8 8 . 1 3 4 8 8 . 9 0 1 3 4 8 3 . . 4 3 6 6 6 E- 0 1 . 0 0 0 0 0 1 3 4 8 3 . 1 3 4 8 3 . 9 2 1 3 4 7 7 . . 3 4 4 9 2 E- 0 1 . 0 0 0 0 0 1 3 4 7 7 . 1 3 4 7 7 . 9 4 1 3 4 6 8 . . 0 0 0 0 0 - . 5 1 2 6 2 E- 0 1 1 3 4 6 8 . 1 3 4 6 8 . 9 6 1 3 4 5 9 . . 0 0 0 0 0 - . 3 3 6 6 2 1 3 4 5 9 . 1 3 4 5 9 . 9 8 1 3 4 5 0 . . 0 0 0 0 0 - . 3 4 8 4 1 1 3 4 5 0 . 1 3 4 5 0 . 1 0 0 1 3 4 5 0 . . 0 0 0 0 0 - 3 . 2 0 2 5 1 3 4 5 3 . 1 3 4 5 2 . 1 0 2 1 3 4 7 1 . . 1 8 0 5 0 . 0 0 0 0 0 1 3 4 7 1 . 1 3 4 7 1 . 1 0 4 1 3 5 8 4 . . 0 0 0 0 0 - 1 6 . 9 9 9 1 3 6 0 1 . 1 3 5 9 3 . 1 0 6 1 3 7 5 2 . . 0 0 0 0 0 - 9 8 . 8 2 4 1 3 8 5 0 . 1 3 8 0 1 . 1 0 8 1 4 9 1 5 . . 0 0 0 0 0 - 3 5 . 9 1 3 1 4 9 5 1 . 1 4 9 3 3 . 1 1 0 5 4 2 9 . 1 . 0 0 0 0 0 - 1 5 3 . 4 1 5 5 8 2 . 5 5 5 0 7 . 4 1 1 2 1 0 1 4 2 . . 0 0 0 0 0 - 2 3 8 . 4 2 1 0 3 8 0 . 1 0 2 6 3 . 1 1 5 8 4 6 0 . 2 . 0 0 0 0 0 - 1 5 2 . 9 9 8 6 1 3 . 2 8 5 3 7 . 7 1 1 7 9 8 4 7 . 3 . 0 0 0 0 0 - 4 7 1 . 5 3 1 0 3 1 9 . 1 0 0 9 1 . 1 1 9 7 4 5 8 . 4 9 2 3 . 9 2 . 0 0 0 0 0 7 4 5 8 . 4 7 0 4 2 . 0 1 2 1 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 0 1 2 3 1 1 9 0 6 . . 0 0 0 0 0 - 6 1 3 . 1 8 1 2 5 1 9 . 1 2 2 2 4 . 1 2 4 1 3 1 5 8 . 4 1 5 . 8 4 . 0 0 0 0 0 1 3 1 5 8 . 1 2 9 5 5 . 1 2 5 1 3 3 0 2 . . 0 0 0 0 0 - 2 . 5 4 2 7 1 3 3 0 5 . 1 3 3 0 3 . 1 2 6 1 3 3 3 1 . 2 4 8 . 3 7 . 0 0 0 0 0 1 3 3 3 1 . 1 3 2 0 8 . 1 2 7 3 8 7 . 9 3 . 0 0 0 0 0 - 1 8 6 . 2 2 5 7 4 . 1 5 5 0 7 . 3 6 1 2 8 1 0 9 9 6 . 4 8 0 . 9 7 . 0 0 0 0 0 1 0 9 9 6 . 1 0 7 6 4 . 1 2 9 8 9 1 4 . 8 4 1 0 . 9 9 . 0 0 0 0 0 8 9 1 4 . 8 8 7 1 6 . 6 1 3 0 . 0 0 0 0 0 - 7 3 . 2 6 3 - 2 3 5 4 . 4 2 3 5 4 . 4 2 3 1 8 . 7 1 3 1 1 1 4 5 8 . 2 3 9 6 . 9 . 0 0 0 0 0 1 1 4 5 8 . 1 0 4 6 7 . 1 3 2 1 0 5 3 5 . 5 0 3 . 8 4 . 0 0 0 0 0 1 0 5 3 5 . 1 0 2 9 2 . 1 3 3 1 1 8 2 2 . . 0 0 0 0 0 - 3 3 . 9 9 1 1 1 8 5 6 . 1 1 8 3 9 . 1 3 4 1 1 8 2 8 . . 0 0 0 0 0 - 5 7 2 . 7 6 1 2 4 0 1 . 1 2 1 2 4 . 1 3 5 1 2 9 0 9 . 2 2 9 6 . 2 . 0 0 0 0 0 1 2 9 0 9 . 1 1 9 2 7 .
* * * * * POST1 NODAL STRESS LI STI NG * * * * * Po we r Gr a p h i c s I s Cu r r e n t l y En a b l e d
NODE S1 S2 S3 SI NT SEQV 1 3 6 1 1 2 6 7 . 1 0 . 7 2 9 . 0 0 0 0 0 1 1 2 6 7 . 1 1 2 6 2 . 1 3 7 1 1 8 1 9 . . 0 0 0 0 0 - 9 1 6 . 0 7 1 2 7 3 5 . 1 2 3 0 2 . 1 3 8 1 1 9 5 9 . . 0 0 0 0 0 - 3 7 4 . 0 1 1 2 3 3 3 . 1 2 1 5 1 . 1 3 9 1 0 8 8 1 . . 0 0 0 0 0 - 7 2 9 . 4 1 1 1 6 1 1 . 1 1 2 6 4 . 1 4 0 1 0 7 4 9 . . 0 0 0 0 0 - 5 2 4 . 0 6 1 1 2 7 3 . 1 1 0 2 0 . 1 4 1 1 2 2 8 9 . 1 0 . 0 1 1 . 0 0 0 0 0 1 2 2 8 9 . 1 2 2 8 4 . 1 4 2 1 2 1 8 3 . . 0 0 0 0 0 - 4 4 2 . 0 4 1 2 6 2 5 . 1 2 4 1 0 . 1 4 3 1 2 3 4 8 . . 0 0 0 0 0 - 4 6 5 . 5 6 1 2 8 1 4 . 1 2 5 8 8 . 1 4 4 1 1 5 5 7 . . 0 0 0 0 0 - 7 1 3 . 8 0 1 2 2 7 1 . 1 1 9 3 0 . 1 4 5 1 2 1 5 2 . . 0 0 0 0 0 - 5 9 4 . 6 8 1 2 7 4 6 . 1 2 4 6 0 . 1 4 6 9 9 0 0 . 7 . 0 0 0 0 0 - 5 1 0 . 7 4 1 0 4 1 1 . 1 0 1 6 6 . 1 4 7 1 2 4 9 1 . 3 9 6 . 0 5 . 0 0 0 0 0 1 2 4 9 1 . 1 2 2 9 8 . 1 4 8 1 2 3 0 9 . 1 . 8 1 5 1 . 0 0 0 0 0 1 2 3 0 9 . 1 2 3 0 9 . 1 4 9 1 2 2 9 4 . 1 2 7 8 . 5 . 0 0 0 0 0 1 2 2 9 4 . 1 1 7 0 7 . 1 5 0 1 2 3 8 0 . 1 2 8 8 . 7 . 0 0 0 0 0 1 2 3 8 0 . 1 1 7 8 8 . 1 5 1 1 2 6 0 3 . 1 0 2 2 . 3 . 0 0 0 0 0 1 2 6 0 3 . 1 2 1 2 4 . 1 5 2 1 2 4 3 7 . 7 2 7 . 7 7 . 0 0 0 0 0 1 2 4 3 7 . 1 2 0 8 9 . 1 5 3 1 4 0 4 0 . 9 0 4 . 7 9 . 0 0 0 0 0 1 4 0 4 0 . 1 3 6 1 0 . 1 5 4 1 2 7 1 1 . 8 2 0 . 4 0 . 0 0 0 0 0 1 2 7 1 1 . 1 2 3 2 2 . 1 5 5 1 3 8 0 4 . 5 3 2 . 5 1 . 0 0 0 0 0 1 3 8 0 4 . 1 3 5 4 6 . 1 5 6 1 3 1 0 9 . 5 4 0 . 8 3 . 0 0 0 0 0 1 3 1 0 9 . 1 2 8 4 7 . 1 5 7 1 2 9 2 3 . 6 3 9 . 9 4 . 0 0 0 0 0 1 2 9 2 3 . 1 2 6 1 5 . 1 5 8 1 3 6 1 9 . 3 6 . 7 8 1 . 0 0 0 0 0 1 3 6 1 9 . 1 3 6 0 0 . 1 5 9 1 3 2 5 3 . 5 7 7 . 3 9 . 0 0 0 0 0 1 3 2 5 3 . 1 2 9 7 4 . 1 6 0 1 3 4 5 2 . 2 2 6 . 5 1 . 0 0 0 0 0 1 3 4 5 2 . 1 3 3 4 0 . 1 6 1 1 3 0 9 3 . 4 8 8 . 1 8 . 0 0 0 0 0 1 3 0 9 3 . 1 2 8 5 6 . 1 6 2 1 2 8 7 5 . 7 6 1 . 8 3 . 0 0 0 0 0 1 2 8 7 5 . 1 2 5 1 1 . 1 6 3 1 3 3 1 4 . 2 8 0 . 6 0 . 0 0 0 0 0 1 3 3 1 4 . 1 3 1 7 6 . 1 6 4 1 3 9 1 7 . 1 3 4 . 3 7 . 0 0 0 0 0 1 3 9 1 7 . 1 3 8 5 0 . 1 6 5 1 3 1 3 9 . 4 5 3 . 4 9 . 0 0 0 0 0 1 3 1 3 9 . 1 2 9 1 8 . 1 6 6 1 3 3 9 1 . 5 3 . 4 2 6 . 0 0 0 0 0 1 3 3 9 1 . 1 3 3 6 4 . 1 6 7 1 3 6 0 3 . 7 8 . 5 6 3 . 0 0 0 0 0 1 3 6 0 3 . 1 3 5 6 4 . 1 6 8 1 3 2 2 5 . 4 0 7 . 1 6 . 0 0 0 0 0 1 3 2 2 5 . 1 3 0 2 6 . 1 6 9 1 3 2 5 0 . 3 0 6 . 7 3 . 0 0 0 0 0 1 3 2 5 0 . 1 3 0 9 9 . 1 7 0 1 3 3 5 8 . 1 2 1 . 2 1 . 0 0 0 0 0 1 3 3 5 8 . 1 3 2 9 8 . 1 7 1 1 3 3 1 2 . 1 3 . 1 8 4 . 0 0 0 0 0 1 3 3 1 2 . 1 3 3 0 5 . 1 7 2 1 3 4 2 8 . 1 1 4 . 6 9 . 0 0 0 0 0 1 3 4 2 8 . 1 3 3 7 1 .
* * * * * POST1 NODAL STRESS LI STI NG * * * * * Po we r Gr a p h i c s I s Cu r r e n t l y En a b l e d
LOAD STEP= 1 SUBSTEP= 1 TI ME= 1 . 0 0 0 0 LOAD CASE= 0 NODAL RESULTS ARE FOR MATERI AL 1
1 9 2 1 3 4 0 5 . 8 6 . 0 2 5 . 0 0 0 0 0 1 3 4 0 5 . 1 3 3 6 2 . 1 9 3 1 3 2 5 4 . 2 . 2 4 9 5 . 0 0 0 0 0 1 3 2 5 4 . 1 3 2 5 3 . 1 9 4 1 3 2 9 7 . 1 0 . 0 2 5 . 0 0 0 0 0 1 3 2 9 7 . 1 3 2 9 2 . 1 9 5 1 3 2 4 8 . . 7 1 2 9 2 . 0 0 0 0 0 1 3 2 4 8 . 1 3 2 4 8 . 1 9 6 1 3 4 4 2 . 2 7 . 7 9 0 . 0 0 0 0 0 1 3 4 4 2 . 1 3 4 2 9 . 1 9 7 1 3 3 6 5 . 4 3 . 7 6 9 . 0 0 0 0 0 1 3 3 6 5 . 1 3 3 4 3 . 1 9 8 1 3 3 5 4 . 1 8 . 3 4 2 . 0 0 0 0 0 1 3 3 5 4 . 1 3 3 4 5 . 1 9 9 1 3 4 6 2 . 1 4 . 7 4 9 . 0 0 0 0 0 1 3 4 6 2 . 1 3 4 5 4 . 2 0 0 1 3 3 2 9 . 1 6 . 7 6 9 . 0 0 0 0 0 1 3 3 2 9 . 1 3 3 2 0 . 2 0 1 1 3 4 1 7 . 4 2 . 9 6 1 . 0 0 0 0 0 1 3 4 1 7 . 1 3 3 9 5 . 2 0 2 1 3 2 8 7 . 3 . 1 0 8 9 . 0 0 0 0 0 1 3 2 8 7 . 1 3 2 8 5 . 2 0 3 1 3 4 4 2 . 7 . 5 5 7 1 . 0 0 0 0 0 1 3 4 4 2 . 1 3 4 3 8 . 2 0 4 1 3 3 9 0 . 5 1 . 1 6 6 . 0 0 0 0 0 1 3 3 9 0 . 1 3 3 6 5 . 2 0 5 1 3 4 1 9 . 1 8 . 8 4 8 . 0 0 0 0 0 1 3 4 1 9 . 1 3 4 0 9 . 2 0 6 1 3 3 9 7 . 2 4 . 9 5 4 . 0 0 0 0 0 1 3 3 9 7 . 1 3 3 8 4 . 2 0 7 1 3 3 7 9 . 2 6 . 9 9 2 . 0 0 0 0 0 1 3 3 7 9 . 1 3 3 6 5 . 2 0 8 1 3 4 6 2 . . 9 5 6 9 8 . 0 0 0 0 0 1 3 4 6 2 . 1 3 4 6 1 . 2 0 9 1 3 2 4 8 . . 0 0 0 0 0 - . 7 6 7 5 8 E- 0 1 1 3 2 4 8 . 1 3 2 4 8 .
* * * * * POST1 NODAL STRESS LI STI NG * * * * * Po we r Gr a p h i c s I s Cu r r e n t l y En a b l e d
LOAD STEP= 1 SUBSTEP= 1 TI ME= 1 . 0 0 0 0 LOAD CASE= 0 NODAL RESULTS ARE FOR MATERI AL 1
NODE S1 S2 S3 SI NT SEQV 2 1 0 1 3 3 1 8 . 5 . 5 3 9 9 . 0 0 0 0 0 1 3 3 1 8 . 1 3 3 1 5 . 2 1 1 1 3 3 4 3 . 5 . 5 8 1 0 . 0 0 0 0 0 1 3 3 4 3 . 1 3 3 4 1 . 2 1 2 1 3 3 0 9 . . 3 4 5 7 0 . 0 0 0 0 0 1 3 3 0 9 . 1 3 3 0 9 . 2 1 3 1 3 4 2 6 . 2 . 3 1 4 0 . 0 0 0 0 0 1 3 4 2 6 . 1 3 4 2 5 . 2 1 4 1 3 3 3 3 . . 0 0 0 0 0 - . 1 3 6 2 8 E- 0 1 1 3 3 3 3 . 1 3 3 3 3 . 2 1 5 1 3 3 2 4 . . 0 0 0 0 0 - 2 . 5 4 4 9 1 3 3 2 7 . 1 3 3 2 6 . 2 1 6 1 3 4 3 6 . . 0 0 0 0 0 - 1 . 6 3 0 8 1 3 4 3 8 . 1 3 4 3 7 . 2 1 7 1 3 4 1 0 . 7 . 1 6 4 7 . 0 0 0 0 0 1 3 4 1 0 . 1 3 4 0 7 . 2 1 8 1 3 3 9 2 . 1 1 . 2 7 3 . 0 0 0 0 0 1 3 3 9 2 . 1 3 3 8 7 . 2 1 9 1 3 3 7 3 . 1 4 . 4 2 1 . 0 0 0 0 0 1 3 3 7 3 . 1 3 3 6 6 . 2 2 0 1 3 4 5 8 . 4 . 5 9 9 0 . 0 0 0 0 0 1 3 4 5 8 . 1 3 4 5 6 . 2 2 1 1 3 4 6 4 . . 0 0 0 0 0 - . 3 4 5 5 6 E- 0 1 1 3 4 6 4 . 1 3 4 6 4 . 2 2 2 1 3 4 1 4 . . 0 0 0 0 0 - 1 . 5 2 6 9 1 3 4 1 5 . 1 3 4 1 4 . 2 2 3 1 3 4 0 0 . . 5 9 8 7 2 . 0 0 0 0 0 1 3 4 0 0 . 1 3 4 0 0 . 2 2 4 1 3 4 6 0 . . 2 1 2 1 6 . 0 0 0 0 0 1 3 4 6 0 . 1 3 4 5 9 . 2 2 5 1 3 3 8 3 . 2 . 6 3 7 3 . 0 0 0 0 0 1 3 3 8 3 . 1 3 3 8 2 . 2 2 6 1 3 3 6 4 . 4 . 4 1 9 7 . 0 0 0 0 0 1 3 3 6 4 . 1 3 3 6 2 . 2 2 7 1 3 3 0 3 . . 0 0 0 0 0 - 1 . 7 1 3 9 1 3 3 0 5 . 1 3 3 0 4 . 2 2 8 1 3 2 8 0 . . 6 8 9 4 8 E- 0 1 . 0 0 0 0 0 1 3 2 8 0 . 1 3 2 8 0 . 2 2 9 1 3 4 4 0 . . 0 0 0 0 0 - 3 . 2 5 3 5 1 3 4 4 3 . 1 3 4 4 2 . 2 3 0 1 3 4 5 1 . . 0 0 0 0 0 - . 9 1 3 5 7 1 3 4 5 2 . 1 3 4 5 1 . 2 3 1 1 3 2 7 6 . . 0 0 0 0 0 - 1 . 0 1 7 5 1 3 2 7 7 . 1 3 2 7 7 . 2 3 2 1 3 2 4 8 . . 0 0 0 0 0 - . 2 8 3 4 2 1 3 2 4 9 . 1 3 2 4 9 . 2 3 3 1 3 3 1 8 . . 0 0 0 0 0 - 3 . 3 6 8 3 1 3 3 2 2 . 1 3 3 2 0 . 2 3 4 1 3 2 8 8 . . 0 0 0 0 0 - 2 . 0 9 8 2 1 3 2 9 0