Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
STUDI SIFAT MEKANIS PERBANDINGAN HASIL
PENGELASAN OKSIASETILIN DAN ARC LISTRIK
PADA PLAT ST 37 DENGAN KETEBALAN 3,5 MM
SKRIPSI
Skripsi Yang Diajukan Untuk Memenuhi
Syarat Memperoleh Gelar Sarjana Taknik
NIM : 040 401 031
RAHMAD SETIAWAN
UNIVERSITAS SUMATERA UTARA
FAKULTAS TEKNIK
DEPARTEMEN TEKNIK MESIN
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
i
KATA PENGANTAR
Puji dan syukur penulis panjatkan di hadapan Allah SWT. Yang telah
memberikan ilmu dan kesehatan sehingga atas perkenaannya penulis bisa menulis
skripsi ini.
Penulis terdorong untuk menulis skripsi ini mengingat bahwa pengetahuan
tentang pengelasan sangat diperlukan oleh setiap orang yang memilih profesi di
bidang keteknikan. Kebutuhan tersebut perlu di tunjang adanya karya ilmiah,
ataupun riset yang berhubungan terhadap ilmu pengelasan.
Skripsi ini di sarikan dari beberapa buku, artikel serta pengujian langsung
yang berkaitan dengan pengetahuan pengelasan yang pernah penulis baca dan
lakukan seperti yang tercantum dalam daftar pustaka. Penulis berusaha agar
penyajiannya sesederhana mungkin agar mudah difahami oleh setiap pembaca.
Penulis juga menyadari keterbatasan pengetahuan, kelemahan dalam hal
isi dan penyajiannya. Oleh karena itu, kritik membangun dari segala pihak akan
diterima dengan senang hati.
Penulis berharap agar isi skripsi ini bermanfaat bagi semua kalangan yang
berkecimpung di bidang keteknikan khususnya di bidang pengelasan serta harapan
penulis untuk membantu pemerintah dalam rangka peningkatan sumberdaya
manusia, dapat terwujud.
Akhir kata, pada kesempatan ini penulis ingin sampaikan rasa
terimakasihnya kepada Ir. Raskita Meliala, Prof. Bustami Syam, Ir. Suparmin, Ir.
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
ii
Kedua Orang Tua, Endah Noviana SE., serta semua pihak yang mendukung
penulisan skripsi ini.
Medan Maret 2009
Penulis
Rahmad Setiawan
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
iii
ABSTRAK
Mengingat pengelasan merupakan bagian tak terpisahkan dari
pertumbuhan peningkatan industri, karena memegang peranan utama dalam
rekayasa dan reparasi produksi logam. Maka dibutuhkan sebuah riset dan karya
ilmiah yang berorientasi kepada terwujudnya peningkatan mutu sambungan las,
efesiensi yang tinggi, biaya yang murah, penghematan tenaga dan penghematan
enerji sebaik mungkin.
Hasil dari studi pengelasan oksiasetilin dan busur listrik pada plat St 37 untuk
tebal 3,5 mm menunjukkan penurunan sifat mekanis dari kedua metode
penyambungan ini. Meskipun pada kondisi ini metode penyambungan busur
listrik lebih baik dari hasil penyambungan dengan metode penyambungan
Oksiasetilin sebagai berikut: Proporsional Stress turun 11,78% untuk pengelasan
busur listrik, dan 23,12% untuk hasil pengelasan oksi asetilen dari 298,48
(N/mm
2), sedangkan untuk Yield stress turun 12,79% untuk hasil pengelasan
busur listrik, dan 22,21% untuk hasil pengelasan oksiasetilin dari 309,95
(N/mm
2), selanjutnya Maksimum Stress Turun 20% untuk hasil pengelasan busur
listrik, dan 43,77% untuk hasil pengelasan oksiasetilin dari 454,41 (N/mm
2).
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
iv
DAFTAR ISI
SPESIFIKASI TUGAS
LEMBAR PERSETUJUAN
KARTU BIMBINGAN
KATA PENGANTAR………...
i
ABSTRAK………
iii
DAFTAR ISI………
iv
DAFTAR TABEL………
vii
DAFTAR GAMBAR………
viii
DAFTAR LAMPIRAN……….
xi
BAB I
PENDAHULUAN
1.1.
LATAR BELAKANG………..
1
1.2.
RUMUSAN MASALAH………..
3
1.3.
BATASAN MASALAH………...
4
1.4.
TUJUAN PENELITIAN………...
4
1.5.
MANFAAT PENELITIAN………...
4
1.6.
SISTEMATIKA PENULISAN………...
5
BAB II
TINJAUAN PUSTAKA
2.1
PENGELASAN……… 7
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
v
2.3
PENGELASAN CAIR (FUSION WELDING)………… 10
2.4
PENGELASAN DENGAN GAS………. 10
2.5
LAS BUSUR LISTRIK……… 17
2.6
PARAMETER PENGELASAN………... 25
2.7
KLASIFIKASI KAWAT ELEKTRODA DAN FLUKS…. 27
2.8
PERSIAPAN SAMBUNGAN……….. 30
BAB III
METODE PENELITIAN
3.1
JADWAL PENELITIAN DAN LOKASI PENELITIAN… 36
3.2
METODE PENELITIAN……….. 36
3.3
VARIABEL-VARIABEL PENGUJIAN……… 37
3.3.1 BAHAN DASAR St 37 (BASE METAL)…………... 37
3.3.2 PROSES PENGELASAN………. 38
3.3.3 PROSES PEMBENTUKAN………. 43
3.4
PROSES PENGUJIAN TARIK……….. 44
BAB IV
ANALISA HASIL PERCOBAAN
4.1.
METAL DASAR St 37 (BASE METAL)……….. 48
4.2.
PENGELASAN OKSI ASETILEN (OAW)……….. 54
4.3.
PENGELASAN BUSUR LISTRIK……… 60
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
vi
4.5.
PERSENTASE PENURUNAN SIFAT MEKANIS AKIBAT
PROSES PENGELASAN……… 69
BAB V
KESIMPULAN DAN SARAN
5.1.
KESIMPULAN……… 71
5.2.
SARAN……… 72
DAFTAR PUSTAKA
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
vii
DAFTAR TABEL
Tabel 2.1.
Hubungan Diameter Elektroda Dengan Arus Listrik …… 26
Tabel 3.1.
Persiapan Tepi, Teknik, Kecepatan Dan Kunsumsi Gas..
38
Tabel 3.2.
Hubungan Antara Material Dasar Dan Tipe Elektroda
Yang Dipakai……… 40
Tabel 3.3.
Hubungan Tipe Elektroda, Posisi Pengelasan, Besar
Arus Dan Tegangan Kerja……… 41
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
viii
DAFTAR GAMBAR
Gambar 2.1. Diagram Temperatur Cair Material……….. 9
Gambar 2.2. Tabung Asetilen Dan Oksigen Untuk Pengelasan
Oksiasetilen……… 11
Gambar 2.3. Generator Asetilin System Lempar / Celup Sederhana….. 12
Gambar 2.4. Generator Asetilin Sistem Tetes………... 13
Gambar 2.5. Skema Nyala Las Oksiasetilen Dan Sambungan Gasnya… 14
Gambar 2.6. Nyala Netral Dan Suhu Yang Dicapai Pada Ujung
Pembakaran………... 14
Gambar 2.7. Skema Cara Pengelasan Tumpu Dengan Gas
Bertekanan………. 17
Gambar 2.8. Prinsip Kerja Perpindahan Logam Pada Proses SMAW.... 18
Gambar 2.9. Pengaruh Arus Listrik………... 26
Gambar 2.10. Tatanama Elektroda Berdasarkan AWS……….. 30
Gambar 2.11. Jenis-Jenis Sambungan Dasar……….. 31
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
ix
Gambar 2.13. Sambungan T……… 29
Gambar 2.14. Macam-Macam Sambungan Sudut………. 30
Gambar 2.15. Sambungan Tumpang……….. 31
Gambar 2.16. Sambungan Dengan Penguat ………... 31
Gambar 2.17. Sambungan Dengan Penguat ………... 32
Gambar 3.1. Gambar Specimen………. 49
Gambar 3.2. Verifikasi Pengerjaan Specimen Pada Program
Master CAM……….. 50
Gambar 3.3. Verifikasi Bentuk Specimen Akhir Pada Program
Master CAM……….. 52
Gambar 3.4. Specimen Yang Siap di Uji Tarik……….. 53
Gambar 3.5. Alat Uji Tarik……….. 54
Gambar 3.6. Spesimen Yang Akan Di Uji Tarik……….. 54
Gambar 3.7. Proses Uji Tarik………. 55
Gambar 3.8. Proses Uji Di Pantau Pada Monitor………. 56
Gambar 3.9. Specimen Setelah Mengalami Uji Tarik……….. 56
Gambar 3.10. Diagram Hasil Uji Tarik Tegangan VS Regangan… …….. 57
Gambar 3.11. Diagram Hasil Pengujian Gaya VS Pertambahan Panjang… 57
Gambar 4.1. Grafik Load VS Stroke BM I………. 60
Gambar 4.2. Grafik Tegangan VS Regangan BM I ……….. 60
Gambar 4.3. Grafik Load VS Stroke BM II
……….. 62
Gambar 4.4. Grafik Tegangan VS Regangan BM II……….. 62
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
x
Gambar 4.6. Grafik Tegangan VS Regangan BM III………. 64
Gambar 4.7. Grafik load VS Stroke OAW I………... 66
Gambar 4.8. Grafik Tegangan VS Regangan OAW I ………... 66
Gambar 4.9. Grafik Load VS Stroke OAW II……… 68
Gambar 4.10. Grafik Tegangan VS Regangan OAW II……….. 68
Gambar 4.11. Load VS Stroke OAW III………... 70
Gambar 4.12. Grafik Tegangan VS Regangan OAW III………. 70
Gambar 4.13. Grafik Load VS Stroke ARCW I………... 72
Gambar 4.14. Grafik Tegangan VS Regangan ARCW I………... 72
Gambar 4.15. Grafik Load VS Stroke ARCW II……….. 74
Gambar 4.16. Grafik Tegangan VS Regangan ARCW II………. 74
Gambar 4.17. Grafik Load VS Stroke ARCW III... 76
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
xi
DAFTAR LAMPIRAN
Lampiran 1
Pengujian BM 1………. 1
Lampiran 2
Pengujian BM 2………. 9
Lampiran 3
Pengujian BM 3………. 17
Lampiran 4
Pengujian OAW 1……….. 22
Lampiran 5
Pengujian OAW 2……….. 28
Lampiran 6
Pengujian OAW 3……….. 34
Lampiran 7
Pengujian ARCW 1………....38
Lampiran 8
Pengujian ARCW 2………... 52
Lampiran 9
Pengujian ARCW 3………....58
Lampiran 10 Ukuran Spesimen Uji
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perkembangan zaman yang disertai oleh perkembangan ilmu pengetahuan
dan teknologi (IPTEK) yang pesat dewasa ini menciptakan era globalisasi dan
keterbukaan yang menuntut setiap individu untuk ikut serta di dalamnya, sehingga
sumber daya manusia harus menguasai IPTEK serta mampu mengaplikasikannya
dalam setiap kehidupan.
Pengelasan merupakan bagian tak terpisahkan dari pertumbuhan peningkatan
industri karena memegang peranan utama dalam rekayasa dan reparasi produksi
logam. Sehingga hampir tidak mungkin pembangunan suatu pabrik tanpa
melibatkan unsur pengelasan.
Pada era industrialisasi dewasa ini teknik pengelasan telah banyak
dipergunakan secara luas pada penyambungan batang-batang, konstruksi
bangunan baja dan konstruksi mesin. Luasnya penggunaan teknologi ini
disebabkan karena bangunan dan mesin yang dibuat dengan teknik penyambungan
menjadi ringan dan lebih sederhana dalam proses pembuatannya.
Lingkup penggunaan teknik pengelasan dalam bidang konstruksi sangat luas,
meliputi perkapalan, jembatan, rangka baja, pipa saluran dan lain sebagainya.
Disamping itu proses las dapat juga dipergunakan untuk reparasi misalnya untuk
mengisi lubang-lubang pada coran, membuat lapisan keras pada perkakas,
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
2
tujuan utama dari konstruksi, tetapi merupakan sarana untuk mencapai pembuatan
yang lebih baik. Karena itu rancangan las harus betul-betul memperhatikan
kesesuaian antara sifat-sifat las yaitu kekuatan dari sambungan dan
memperhatikan sambungan yang akan dilas, sehingga hasil pengelasan sesuai
dengan yang diharapkan. Dalam memilih proses pengelasan harus dititik beratkan
pada proses yang paling sesuai untuk tiap-tiap sambungan las yang ada pada
konstruksi. Dalam hal ini dasarnya adalah efesiensi yang tinggi, biaya yang
murah, penghematan tenaga dan penghematan energi sejauh mungkin.
Mutu dari pengelasan di samping tergantung dari pengerjaan lasnya sendiri
dan juga sangat tergantung dari persiapan sebelum pelaksanaan pengelasan,
karena pengelasan adalah proses penyambungan antara dua bagian logam atau
lebih dengan menggunakan energi panas. Pada penelitian ini pengelasan yang
digunakan adalah las busur listrik dan asetilen. Hal ini sangat erat hubungannya
dengan arus listrik, ketangguhan, cacat las, serta retak yang pada umumnya
mempunyai pengaruh yang fatal terhadap keamanan dari konstruksi yang dilas.
Maka dari itu untuk mengusahakan terhadap hasil pengelasan yang baik dan
berkualitas maka perlu memperhatikan sifat-sifat bahan yang akan dilas. Untuk itu
penelitian tentang pengelasan sangat mendukung dalam rangka memperoleh hasil
yang lebih baik. Terwujudnya standar-standar teknik pengelasan akan membantu
memperluas lingkup pemakaian sambungan las dan memperbesar ukuran
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
3
Untuk dapat mengetahui pengaruh hasil pengelasan las listrik dan asetilen
pada pelat baja terhadap uji kekerasan, struktrur mikro dan uji tarik dari
pengelasan maka perlu dilakukan pengujian terhadap benda uji hasil pengelasan.
1.2. Rumusan Masalah.
Bertolak dari latar belakang maka dapat dirumuskan beberapa permasalahan
yaitu:
1.
Bagaimana sifat mekanis yang dimiliki pelat baja St 37 setelah dilas dengan
menggunakan las listrik dan asetilen?
2.
Berapa besar pengaruh pengelasan dengan menggunakan las listrik dan asetilen
terhadap kekuatan tarik pada daerah HAZ logam induk?
1.3. Batasan Masalah
Agar dalam penyusunan skripsi ini lebih mengarah ke tujuan penelitian
dengan membatasi pokok permasalahan sebagai berikut:
1.
Bahan yang digunakan adalah pelat baja St 37.
2.
Pengelasan yang dilakukan adalah pengelasan listrik dengan elektroda
terbungkus E 6013.
3.
Pengelasan asetilen menggunakan kawat penambah sebagai umpan pengelasan.
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
4
5.
Sambungan yang di gunakan adalah tipe sambungan tumpul (but joint) dua
sisi.
6.
Pengujian yang dilakukan adalah pengujian tarik dengan standarisasi ASME
E8.
7.
Pengaruh proses pembentukan spesimen uji meliputi proses milling, grinding,
di abaikan.
1.4. Tujuan Penelitian
Tujuan penelitian ini adalah untuk mengetahui pengaruh hasil pengelasan
dengan las listrik dan asetilen terhadap kekuatan tarik, pada pelat baja St 37.
1.5. Manfaat Penelitian
1.
Untuk mengetahui nilai hasil uji tarik, yang terjadi pada proses penyambungan
setelah proses pengelasan listrik dan pengelasan asetilen.
2.
Membandingkan hasil pengelasan, dengan cara mengetahui pengaruh hasil
pengelasan listrik dan asetilen terhadap kekuatan tarik, pada pelat baja St 37.
3.
Dari data-data ini dapat menjadi referensi bagi penelitian selanjutnya tentang
pengelasan listrik dan asetilen.
1.6. Sistematika Penulisan
Penulisan skripsi ini akan dibagi dalam beberapa bab. Secara garis besar, isi
yang dimuat dalam skripsi ini adalah seperti yang tercakup dalam sistematika
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
5
BAB 1: PENDAHULUAN
Pada bab ini dijelaskan latar belakang, rumusan masalah, batasan masalah,
tujuan penelitian, manfaat penelitian, dan sistemetika penulisan.
BAB 2: TINJAUAN PUSTAKA
Pada bab ini berisikan tinjauan umum tentang pengelasan, parameter
pengelasan, dan persiapan sambungan.
BAB 3: METODE PENELITIAN
Pada bab ini akan dibahas tentang metode yang dijalankan untuk mendapatkan
hasil pengujian.
BAB 4: ANALISA HASIL PERCOBAAN
Pada bab ini akan dibahas hasil pengujian yang didapat setelah proses
sebelumnya dicapai.
BAB 5: KESIMPULAN DAN SARAN
Pada bab ini berisikan kesimpulan yang diperoleh dari analisa hasil percobaan
pada bab 4.
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
6
BAB II
TINJAUAN PUSTAKA
2.1. Pengelasan
Berdasarkan penemuan benda-benda sejarah dapat diketahui bahwa teknik
penyambungan logam telah diketahui sejak zaman prasejarah, misalnya
pembrasingan logam paduan emas tembaga dan pematrian paduan timbal-timah.
Menurut keterangan yang didapat telah diketahui dan dipraktekkan dalam rentang
waktu antara tahun 3000 sampai 4000 SM.
Alat-alat las busur dipakai secara luas setelah alat tersebut digunakan dalam
praktek oleh Benardes (1985). Dalam penggunaan yang pertama ini Benardes
memakai elektroda yang dibuat dari batang karbon atau grafit. Karena panas yang
timbul, maka logam pengisi yang terbuat dari logam yang sama dengan logam
induk mencair dan mengisi tempat sambungan. Zerner (1889) mengembangkan
cara pengelasan busur yang baru dengan dengan menggunakan busur listrik yang
dihasilkan oleh dua batang karbon. Slavianoff (1892) adalah orang pertama yang
menggunakan kawat logam elektroda yang turut mencair karena panas yang
ditimbulkan oleh busur listrik yang terjadi. Kemudian Kjellberg menemukan
bahwa kualitas sambungan las menjadi lebih baik bila kawat elektroda logam
yang digunakan dibungkus dengan terak.
Di samping penemuan-penemuan oleh Slavianoff dan Kjellberg dalam las
busur dengan elektroda terbungkus seperti diterangkan di atas, Thomas (1886)
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
7
termit dan tahun 1901 las oksi-asitelin mulai digunakan oleh Fouche dan Piccard.
Baru pada tahun 1926 ditemukannya las hidrogen atom oleh Lungumir, las busur
logam dengan pelindung gas mulia oleh Hobart dan Dener serta las busur rendam
oleh Kennedy (1935). Wasserman (1936) menyusul dengan menemukan cara
pembrasingan yang mempunyai kekuatan tinggi.
Dari tahun 1950 sampai sekarang telah ditemukan cara-cara las baru antara
lain las tekan dingin, las listrik terak, las busur dengan pelindung gas CO
2, las
gesek, las ultrasonik, las sinar elektron, las busur plasma, las laser, dan masih
banyak lagi lainnya.
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalah ikatan
metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam
keadaan lumer atau cair. Dengan kata lain, pengelasan adalah suatu proses
penyambungan logam menjadi satu akibat panas dengan atau tanpa pengaruh
tekanan atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan
oleh gaya tarik menarik antara atom.
Pada tahap-tahap permulaan dari pengembangan teknologi las, biasanya
pengelasan hanya digunakan pada sambungan-sambungan dari reparasi yang
kurang penting. Tapi setelah melalui pengalaman dan praktek yang banyak dan
waktu yang lama, maka sekarang penggunaan proses-proses pengelasan dan
penggunaan konstruksi-konstruksi las merupakan hal yang umum di semua negara
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
8
Terwujudnya standar-standar teknik pengelasan akan membantu memperluas
ruang lingkup pemakaian sambungan las dan memperbesar ukuran bangunan
konstruksi yang dapat dilas. Dengan kemajuan yang dicapai sampai saat ini,
teknologi las memegang peranan penting dalam masyarakat industri modern.
2.2. Klasifikasi Pengelasan
Ditinjau dari sumber panasnya. Pengelasan dapat dibedakan menjadi:
1.
Mekanik
2.
Listrik
3.
Kimia
Sedangkan menurut cara pengelasan, dibedakan menjadi dua bagian besar:
1.
Pengelasan tekanan (Pressure Welding)
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
9
Gambar 2.1. Diagram Temperatur Cair Material.
Sumber: Haynes Techbook Welding Manual, Jay Storer And John Haynes.
2.3. Pengelasan Cair (Fusion Welding)
Pengelasan cair adalah proses penyambungan logam dengan cara mencairkan
logam yang tersambung.
Jenis-jenis pengelasan cair adalah sebagai berikut:
1.
Oxyacetylene Welding
2.
Electric Arc Welding
3.
Shield Gas Arc Welding
Rahmad Setiawan : Studi Sifat Mekanis Perbandingan Hasil Pengelasan Oksiasetilin Dan ARC Listrik Pada Plat ST 37 Dengan Ketebalan 3,5 mm, 2009.
10
- MIG
- MAG
- Submerged Welding
4.
Resistance Welding
- Spot Welding
- Seam Welding
- Upset Welding
- Flash Welding
-Electro Slag Welding
- Electro Gas Welding
5.
Electron Beam Welding
6.
Laser Beam Welding
11
2.4. Pengelasan Dengan Gas
1.
Pengelasan Oksi-asetilen (Oxyacetylin welding).
Pengelasan dengan oksi–asetilen adalah proses pengelasan secara manual
dengan pemanasan permukaan logam yang akan dilas atau disambung sampai
mencair oleh nyala gas asetilen melalui pembakaran C2H2 dengan gas O2 dengan
atau tanpa logam pengisi. Dalam proses ini digunakan campuran gas oksigen
dengan gas asetilen. Suhu nyalanya bisa mencapai 3500
o
C. Oksigen berasal dari
proses hidrolisa atau pencairan udara. Oksigen disimpan dalam silinder baja pada
tekanan 14 MPa. Gas asetilen (C2H2) dihasilkan oleh reaksi kalsium karbida
dengan air dengan reaksi sebagai berikut :
C2H2
+
2 H2O
Ca(OH)2
+
C2H2
Kalsium
air kapur tohor
gas karbida
asetilen
Gambar 2.2.
Tabung Asetilen
Dan Oksigen
Untuk Pengelasan
Oksi-asetilen.
12
Gas asetilen yang digunakan untuk pengelasan dapat diperoleh dengan
membeli pada tabung-tabung yang ada di pasaran atau dengan cara membuat
sendiri. Alat yang berfungsi sebagai pembuat dan penyimpan gas asetilen disebut
generator asetilen. Gas asetilen yang dibuat pada generator diperoleh dengan cara
mereaksikan CaC2 ( Kalsium Karbida ) dengan air.
Cara kerja generator asetilen sistem lempar atau celup sederhana seperti terlihat
pada gambar berikut.
Gambar 2.3. Generator Asetilen System Lempar / Celup Sederhana.
Sumber: Teknik Pengelasan Kapal; Jilid 2; Heri Sunaryo.
Karbit yang dicelupkan dalam air yang ditampung. Gas asetilen yang terjadi
bergerak naik, gas yang terjadi berkumpul dalam ruang gas terus kekunci air, dari
13
Cara kerja generator asetilen sistem tetes kebalikan dari generator asetilen
sistem celup, seperti pada gambar 2.3. Generator asetilen jenis ini air diteteskan
kepermukaan karbit yang terletak pada laci didalam rotor, gas asetilen yang
terbentuk kemudian masuk keruang gas, dari ruang gas masuk kekunci air dan
siap digunakan. Generator asetilen harus mendapatkan perawatan dan perhatian
yang khusus karena sistem ini menghasilkan gas yang tidak berwarna dan tidak
berbau tetapi mudah terbakar dan mempunyai sifat racun bila dihirup dalam
jumlah yang banyak sehingga harus disimpan dengan baik .
Gambar 2.4. Generator Asetilen Sistem Tetes.
Sumber: Teknik Pengelasan Kapal; Jilid 2; Heri Sunaryo.
Agar aman dipakai gas asetilen dalam tabung tekanannya tidak boleh melebihi
100 kPa dan disimpan tercampur dengan aseton. Tabung asetilen diisi dengan
14
asetilen. Tabung asetilen mampu menahan tekanan sampai 1,7 MPa. Skema nyala
las dan sambungan gasnya bisa dilihat pada gambar 2.4.
Gambar 2.5. Skema Nyala Las Oksi-asetilen Dan Sambungan Gasnya.
Sumber: Teknik Pengelasan Kapal; Jilid 2; Heri Sunaryo.
Pada nyala gas oksi-asetilen bisa diperoleh 4 jenis nyala yaitu nyala netral,
karburasi dan oksidasi dan nyala asitelin. Nyala netral diperlihatkan pada gambar
2.5 dibawah ini.
15
Tanda-tanda dari keempat nyala api seperti berikut ini:
1).
Nyala netral
Perbandingan antara gas asetilen dan oksigen seimbang yaitu 1:1,2. Pada
nyala terdapat 2 bagian yaitu : nyala inti dan nyala luar. Nyala inti berbentuk
tumpul dan berwarna agak keputih-putihan.
2).
Nyala api karburasi
Nyala ini adalah nyala kelebihan asetilen. Bila kita perhatikan dalam
penyalaan ada 3 bagian yaitu nyala inti, nyala ekor minimal 1¼ x nyala netral dan
nyala luar. Ujung nyala inti berbentuk tumpul dan berwarna biru.
3).
Nyala oksidasi
Nyala oksidasi adalah nyala kelebihan oksigen, nyala ini terdiri dari 2 bagian,
yaitu nyala inti dan nyala luar, nyala ini berbentuk runcing dan berwarna biru
terang/cerah.
4).
Nyala Asetilen
Nyala ini hanya campuran gas oksigen yang terdapat pada udara luar dengan
asetilen, maka inti nyala api tidak terdapat pada penyalaan.
2.
Pengelasan Oksi-hidrogen
Nyala pengelasan oksi-hidrogen mencapai 2000
o
C, lebih rendah dari
oksigen-asetilen. Pengelasan ini digunakan pada pengelasan lembaran tipis dan paduan
dengan titik cair yang rendah. Meskipun jenis peralatan yang digunakan disini
16
yang berbeda tidak memberikan warna nyala yang berlainan. Namun utuk mutu
sambungan las setara dengan hasil proses las lainnya.
3.
Pengelasan Udara-Asetilen
Nyala dalam pengelasan ini mirip dengan pembakar Bunsen. Untuk nyala
dibutuhkan udara yang dihisap sesuai dengan kebutuhan. Suhu pengelasan lebih
rendah dari yang lainnya maka kegunaannya sangat terbatas yaitu hanya untuk
patri timah dan patri suhu rendah.
4.
Pengelasan Gas Bertekanan
Sambungan yang akan dilas dipanaskan dengan nyala gas menggunakan
oksi-asetilen hingga 1200
o
C kemudian ditekankan. Ada dua cara penyambungan yaitu
sambungan tertutup dan sambungan terbuka.
Pada sambungan tertutup, kedua permukaan yang akan disambung ditekan satu
sama lainnya selama proses pemanasan. Nyala menggunakan nyala ganda dengan
pendinginan air. Selama proses pemanasan, nyala tersebut diayun untuk mencegah
panas berlebihan pada sambungan yang dilas. Ketika suhu yang tepat sudah
diperoleh, benda diberi tekanan. Untuk baja karbon tekanan permulaan kurang
dari 10 MPa dan tekanan upset antara 28 MPa.
Pada sambungan terbuka menggunakan nyala ganda yang pipih yang
ditempatkan pada kedua permukaan yang disambung. Permukaan yang disambung
17
kedua permukaan ditekan sampai 28 MPa hingga logam membeku. Proses
pengelasan terbuka bisa dilihat pada gambar 2.6.
Gambar 2.7. Skema Cara Pengelasan Tumpu Dengan Gas Bertekanan.
Sumber: Teknik Pengelasan Kapal; Jilid 2; Heri Sunaryo.
5.
Pemotongan Nyala Oksi-asetilen
Pemotongan dengan nyala juga merupakan suatu proses produksi. Nyala untuk
pemotongan berbeda dengan nyala untuk pengelasan dimana disekitar lubang
utama yang dialiri oksigen terdapat lubang kecil untuk pemanasan mula. Fungsi
nyala pemanas mula adalah untuk pemanasan baja sebelum dipotong. Karena
bahan yang akan dipotong menjadi panas sehingga baja akan menjadi terbakar dan
mencair ketika dialiri oksigen.
2.5. Las Busur Listrik
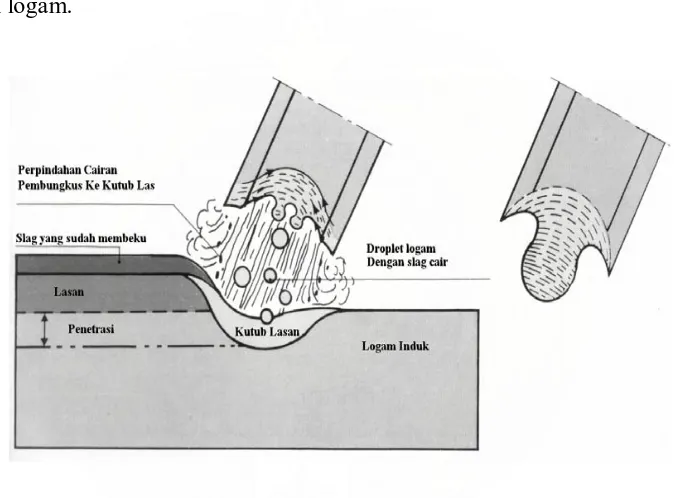
Las busur listrik atau umumnya disebut dengan las listrik adalah suatu proses
penyambungan logam dengan menggunakan tenaga listrik sebagai sumber panas.
18
menggunaan busur listrik untuk pemanasan. Panas oleh busur listrik terjadi karena
adanya loncatan elektron dari elektroda melalui udara ke benda kerja. Elektron
tersebut bertumbukan dengan udara/gas serta memisahkannya menjadi elektron
dan ion positif. Daerah di mana terjadi loncatan elektron disebut busur (Arc).
Menurut Bernados (1885) bahwa busur yang terjadi di antara katoda karbon dan
anoda logam dapat meleburkan logam sehingga bisa dipakai untuk penyambungan
[image:30.595.145.488.283.532.2]2 buah logam.
Gambar 2.8. Prinsip Kerja Perpindahan Logam Pada Proses SMAW.
Sumber: Teknik Pengelasan Kapal; Jilid 2; Heri Sunaryo.
Las Busur Listrik dapat dibagi menjadi:
1).
Las Elektroda Karbon
2).
Las Elektroda Terbungkus
3).
Las Busur Rendam
19
5).
Las TIG
6).
Las MIG
7).
Las Busur dengan elektroda berisi fluks
Prinsip Kerja Las Listrik.
Pada dasarnya las listrik yang menggunakan elektroda karbon maupun logam,
menggunakan tenaga listrik sebagai sumber panas. Busur listrik yang terjadi
antara ujung elektroda dan benda kerja dapat mancapai temperatur tinggi yang
dapat melelehkan sebagian bahan merupakan perkalian antara tegangan listrik (E)
dangan kuat arus (I) dan waktu (t) yang dinyatakan dalam satuan panas joule, atau
kalori seperti rumus dibawah ini :
H = E x I x t
dimana :
H = Panas Dalam Satuan Joule.
E = Tegangan Listrik Dalam Volt.
I = Kuat Arus Dalam Amper.
t = Waktu Dalam Detik.
1).
Las Listrik Dengan Elektroda Karbon
Carbon Arc Welding mungkin adalah proses las listrik yang dikembangkan
pertama kali menurut catatan, eksperimen las listrik pertama kali dilakukan pada
tahun 1881, ketika Auguste de Meritens (Perancis) menggunakan busur karbon
20
eksperimennya, dia menghubungkan benda kerja dengan kutub positif. Walaupun
kurang efisien, proses ini berhasil menyatukan timah dengan timah.
Carbon Arc Welding adalah proses untuk menyatukan logam dengan
menggunakan panas dari busur listrik, tidak memerlukan tekanan dan batang
pengisi (filler metal) dipakai jika perlu. Carbon Arc Welding banyak digunakan
dalam pembuatan aluminium dan besi. Mula-mula elektroda
kontak/bersinggungan dengan logam yang dilas sehingga terjadi aliran arus listrik,
kemudian elektroda diangkat sedikit sehingga timbullah busur. Panas pada busur
bisa mencapai 5.500
oC.
Sumber arusnya bisa DC maupun AC. Dengan menggunakan DC/AC, proses
Carbon Arc Welding bisa dipakai secara manual ataupun otomatis.
Pendinginannya tergantung besarnya arus, bila penggunaan arus di atas 200
Ampere digunakan air pendingin (Water Cooled). Dan sebaliknya bila di bawah
200 Ampere digunakan pendingin dengan udara bebas (Air cooled).
Jenis bahan elektroda yang banyak digunakan adalah elektroda jenis logam
walaupun ada juga jenis elektroda dari bahan karbon namun sudah jarang
digunakan. Elektroda berfungsi sebagai logam pengisi pada logam yang dilas
sehingga jenis bahan elektroda harus disesuaikan dengan jenis logam yang dilas.
Untuk las biasa mutu lasan antara arus searah dengan arus bolak-balik tidak jauh
berbeda, namun polaritas sangat berpengaruh terhadap mutu lasan.
Elektroda yang digunakan pada pengelasan jenis ini ada 3 macam yaitu :
21
adalah elektroda tanpa diberi lapisan dan penggunaan elektroda jenis ini terbatas
antara lain untuk besi tempa dan baja lunak. Elektroda fluks adalah elektroda yang
mempunyai lapisan tipis fluks, dimana fluks ini berguna melarutkan dan
mencegah terbentuknya oksida-oksida pada saat pengelasan. Kawat las berlapis
tebal paling banyak digunakan terutama pada proses pengelasan komersil.
Lapisan pada elektroda berlapis tebal mempunyai fungsi :
1.
Membentuk lingkungan pelindung.
2.
Membentuk terak dengan sifat-sifat tertentu untuk melindungi logam cair.
3.
Memungkinkan pengelasan pada posisi diatas kepala dan tegak lurus.
Kecepatan pengelasan dan keserbagunaan mesin las arus bolak-balik dan arus
searah hampir sama, namun untuk pengelasan logam/pelat tebal, las arus
bolak-balok lebih cepat.
2).
Las Elektroda Terbungkus (Coated Electrode Welding)
Cara Pengelasan dimana elektrodanya dibungkus dengan fluks merupakan
pengembangan lebih lanjut dari pengelasan dengan eletroda logam tanpa
pelindung (Bare Metal Electrode). Dengan elektroda logam tanpa pelindung,
busur sulit dikontrol dan mengalami pendinginan terlalu cepat sehingga O
2dan N
2dari atmosfir diubah menjadi oksida dan nitrida, akibatnya sambungan menjadi
22
Prinsip Las Elektroda Terbungkus adalah akibat dari busur listrik yang terjadi
antara elektroda dan logam induk yang mengakibatkan logam induk dan ujung
elektroda mencair dan kemudian membeku bersama-sama. Lapisan (Pembungkus)
elektroda terbakar bersama dengan meleburnya elektroda.
Fungsi Fluks ini antara lain:
-
Melindungi logam cair dari lingkungan udara.
-
Menghasilkan gas pelindung
-
Menstabilkan busur
-
Sumber unsur paduan (V, Zr, Cs, Mn).
3).
Las Busur Rendam (Submerged Arc Welding)
Dalam pengelasam busur rendam otomatis, busur dan material yang
diumpankan untuk pengelasan tidak diperlukan seorang operator yang ahli.
Pengelasan otomatis ini pertama kali diusulkan oleh Bernardos dan N. Slavianoff
dan las busur rendam dipraktekkan pertama kali oleh D. Dulchevsky.
Las busur rendam adalah pengelasan dimana logam cair tertutup dengan fluks
yang diatur melalui suatu penampung fluks dan logam pengisi yang berupa kawat
pejal diumpankan secara terus menerus. Dalam pengelasan ini busur listriknya
terendam dalam fluks. Karena dalam pengelasan ini, busur listriknya tidak
kelihatan, maka sangat sukar untuk mengatur jatuhnya ujung busur. Di samping
23
memegang alat pembakar dengan tangan tepat pada tempatnya. Karena kedua hal
tersebut maka pengelasan selalu dilaksanakan secara otomatis penuh. Mesin las
ini dapat menggunakan sumber listrik AC yang lamban dan DC dengan tegangan
tetap.
Bila menggunakan listrik AC perlu adanya pengaturan kecepatan
pengumpanan kawat las yang dapat diubah-ubah untuk mendapatkan panjang
busur yang diperlukan. Bila menggunakan sumber listrik DC dengan tegangan
tetap, kecepatan pengumpanan dapat dibuat tetap dan biasanya menggunakan
polaritas balik (DCRP). Mesin las dengan listrik DC kadang-kadang digunakan
untuk mengelas pelat tipis dengan kecepatan tinggi atau untuk pengelasan dengan
eletroda lebih dari satu.
4).
Tungsten Inert Gas (TIG)
Pengelasan ini pertama kali ditemukan di Amerika Serikat (1940), berawal
dari pengelasan paduan untuk bodi pesawat terbang. Prinsipnya : Panas dari busur
terjadi diantara elektrode tungsten dan logam induk akan meleburkan logam
pengisi ke logam induk di mana busurnya dilindungi oleh gas mulia (Ar atau He).
Las ini memakai elektroda tungsten yang mempunyai titik lebur yang sangat
tinggi (3260 C) dan gas pelindungnya Argon/Helium. Sebenarnya masih ada gas
lainnya, seperti xenon. Tetapi karena sulit didapat maka jarang digunakan. Dalam
penggunaannya tungsten tidak ikut mencair karena tungsten tahan panas melebihi
24
elektroda tidak terumpan. Keuntungan : Digunakan untuk Alloy Steel, Stainless
Steel maupun paduan Non Ferrous: Ni, Cu, Al (Air Craft). Disamping itu mutu las
bermutu tinggi, hasil las padat, bebas dari porositas dan dapat untuk mengelas
berbagai posisi dan ketebalan. Dibandinkan dengan Carbon Arc Welding,
tungsten memiliki beberapa keunggulan. Pada umumnya Tungsten Arc Welding
hampir sama dengan Carbon Arc Welding.
Persamaannya:
-
Sumber arusnya sama (Power Supply/Welding Circuit)
-
Memakai elektroda kawat
-
Dikhususkan hanya untuk las.
Perbedaannya:
-
Carbon Arc Welding memakai fluks (Coating), TIG memakai gas pelindung.
-
Elektroda pada Carbon Arc Welding ikut mencair sebagai logam pengisi, TIG
elektrodanya tidak ikut mencair.
-
Carbon Arc Welding tidak perlu filler metal, TIG diperlukan filler metal.
2.6. Parameter Pengelasan
Kestabilan dari busur api yang terjadi pada saat pengelasan merupakan
masalah yang paling banyak terjadi dalam proses pengelasan dengan SAW, oleh
25
harus benar-benar sesuai dengan spesifikasi kawat elektroda dan fluksi yang
dipakai.
1).
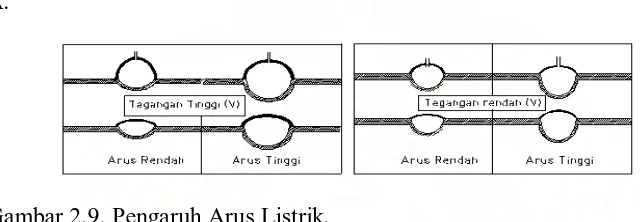
Pengaruh dari Arus Listrik (I)
Setiap kenaikan arus listrik yang dipergunakan pada saat pengelasan akan
meningkatkan penetrasi serta memperbesar kuantiti lasnya. Penetrasi akan
meningkat 2 mm per 100 A dan kuantiti las meningkat juga 1,5 Kg/jam per 100
[image:37.595.120.442.291.402.2]A.
Gambar 2.9. Pengaruh Arus Listrik.
Sumber: Dasar-dasar pengelasan, W. Keynyon terjemahan Dines Ginting.
Sedangkan pengaruhnya terhadap kawat elektroda dengan diameter yang
dipergunakan pada saat proses pengelasan adalah diammeter (mm) x (100-200)
(A).
2).
Pengaruh dari Tagangan Listrik (V)
Setiap peningkatan tegangan listrik (V) yang dipergunakan pada proses
pengelasan akan semakin memperbesar jarak antara tip elektroda dengan material
yang akan dilas, sehingga busur api yang terbentuk akan menyebar dan
mengurangi penetrasi pada material las.
Konsumsi fluksi yang dipergunakan akan meningkat sekitar 10% pada setiap
26
3).
Pengaruh Kecepatan Pengelasan
Jika kecepatan awal pengelasan dimulai pada kecepatan 40 cm/menit, setiap
pertambahan kecepatan akan membuat bentuk jalur las yang kecil (Welding
Bead), penetrasi, lebar serta kedalaman las pada benda kerja akan berkurang.
Tetapi jika kecepatan pengelasannya berkurang dibawah 40 cm/menit cairan
las yang terjadi dibawah busur api las akan menyebar serta penetrasi yang
dangkal, hal ini dikarenakan over heat.
4).
Pengaruh Polaritas arus listrik (AC atau DC)
Pengelasan dengan kawat elektroda tunggal pada umumnya menggunakan tipe
arus Direct Current (DC), elektroda positif (EP), jika menggunakan elektroda
negatif (EN) penetrasi yang terbentuk akan rendah dan kuantiti las yang tinggi.
Pengaruh dari arus Alternating Curret (AC) pada bentuk butiran las dan
kuantiti pengelasan antara elektroda positif dan negatif adalah sama yaitu
cenderung porosity, oleh karena itu dalam proses pengelasan yang menggunakan
arus AC harus memakai fluks yang khusus.
2.7. Klasifikasi Kawat Elektroda Dan Fluksi
1.
Fluksi
Fluksi merupakan pembungkus elektroda yang sangat diperlukan untuk
meningkatkan mutu sambungan karna fluksi bersifat melindungi metal cair dari
27
Terdapat 2 macam Fluksi sesuai dengan pembuatannya :
-
Fused Fluksi.
-
Bonded Fluksi.
A).
Fused Fluksi
Fused Fluksi terbuat dari campuran butir-butir material seperti mangan, kapur,
boxit, kwarsa dan fluorpar didalam suatu tungku pemanas. Cairan terak yang
terbentuk akan diubah ke dalam bentuk fluksi dengan jalan :
-
Dituang di suatu cetakan dalam bentuk beberapa lapis / susun yang tebal
kemudian dipecah serta disaring sesuai dengan ukuran butiran yang diinginkan.
-
Dari kondisi panas dituang ke dalam air, sehingga timbul percikan – percikan
yang kemudian disaring sesuai ukurannya. Metode ini lebih effisien, tetapi
kualitas fluksi yang dihasilkan mengandung hidrogen yang cukup tinggi yang
memerlukan prose lebih lanjut untuk mengurangi kadar hidrogen tersebut.
B).
Bonded Fluksi
Bonded Fluksi ini dibuat di pabrik dengan jalan mencampur butiran-butiran
material yang ukurannya jauh lebih halus seperti mineral, ferroalloy, water glass
sebagi pengikat dalam suatu pengaduk (mixer) yang khusus.
Campuran tersebut kemudian akan dikeringkan dalam suatu pengering yang
28
2.
Kawat Elektroda
Elektroda baja lunak dan baja paduan rendah untuk las busur listrik manurut
klasifikasi AWS (American Welding Society) dinyatakan dengan tanda E XXXX
yang artInya sebagai berikut :
•
E menyatakan elaktroda busur listrik.
•
XX (dua angka) sesudah E menyatakan kekuatan tarik deposit las dalam
ribuan Ib/in
2lihat table.
•
X (angka ketiga) menyatakan posisi pangelasan angka 1 untuk pengelasan
segala posisi. angka 2 untuk pengelasan posisi datar di bawah tangan.
•
X (angka keempat) menyatakan jenis selaput dan jenis arus yang cocok
dipakai untuk pengelasan.
Contoh : E 6013
Artinya:
•
Kekuatan tarik minimum dan deposit las adalah 60.000 Ib/in2 atau 42
kg/mm2
•
Dapat dipakai untuk pengelasan segala posisi
•
Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan arus AC atau
29
Ukuran Kawat Elektroda Elektroda dimulai dari 1.2, 1.6, 2.0, 2.5, 3, 4, 5, dan 6
mm .
Tabel 2.1. Hubungan Diameter Elektroda Dengan Arus Listrik.
Kawat Elektroda Diameter (mm)
Arus listrik (A) Kawat Elektroda Dimeter (mm)
Arus listrik (A)
1,2 120 – 250 3 280 – 650
1,6 160 – 350 4 350 – 900
2,0 200 – 450 5 500 – 1100
2,5 240 – 570 6 600 – 1400
Sumber: Tim Kurikulum Fakultas Perkapalan ITS, Dasar-Dasar Pengelasan
Menggunakan Peralatan Las Busur Listrik, 2003.
2.8. Persiapan Sambungan
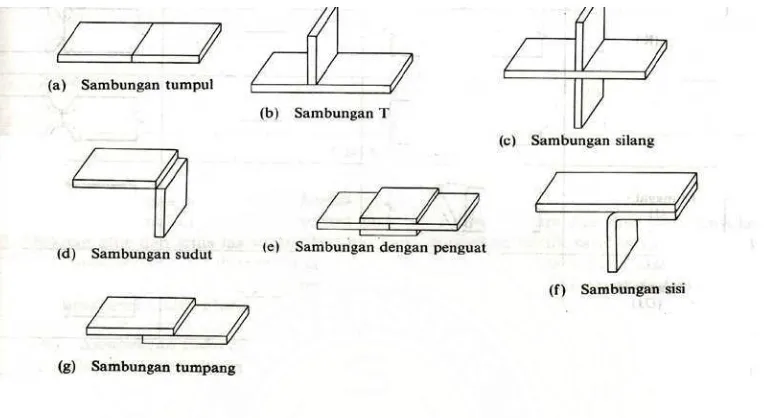
Klasifikasi sambungan las berdasarkan jenis sambungan dan bentuk alur.
1.
Sambungan Las Dasar
Sambungan las dalam konstruksi baja pada dasarnya dibagi dalam sambungan
tumpul, sambungan t, sambungan sudut dan sambungan tumpang. Sebagai
perkembangan sambungan dasar tersebut diatas terjadi sambungan silang,
30
gambar 2.10. Pembagian lebih lanjut dari sambungan ini dapat dilihat dalam
[image:42.595.114.496.195.404.2]gambar 2.11 sampai dengan gambar 2.16.
Gambar 2.10. Jenis-Jenis Sambungan Dasar.
31
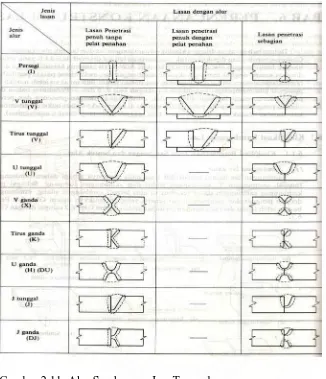
Gambar 2.11. Alur Sambungan Las Tumpul.
Sumber: Teknologi Pengelasan Logam, Prof. Dr. Ir. Harsono wiryosumarto.
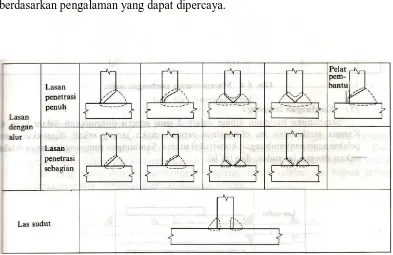
2.
Sambungan Tumpul
Sambungan tumpul adalah jenis sambungan yang paling efisien. Sambungan
ini dibagi lagi mejadi dua yaitu sambungan penetrasi penuh dan sambungan
penetrasi sebagian seperti yang terlihat dalam gambar 2.11. Sambungan penetrasi
penuh dibagi lebih lanjut menjadi sambungan tanpa pelat pembantu dan
sambungan dengan pelat pembantu yang masih dibagai lagi dalam pelat pembantu
yang turut menjadi bagian dari konstruksi dan pelat pembantu yang hanya sebagai
32
Bentuk alur dalam sambungan tumpul sangat mempengaruhi efisiensi
pengerjaan, efisiensi sambungan dan jaminan sambungan. Karena itu pemilihan
bentuk alur sangat penting. Bentuk dan ukuran alur sambungan datar ini sudah
banyak di standarkan dalam standar AWS, DIN, JSSC dan sebagainya.
Pada dasarnya dalam memilih bentuk alur harus menuju kepada penurunan
masukan panas dan penurunan logam las sampai kepada harga terendah yang
tidak menurunkan mutu sambungan. Karena hal ini maka dalam pemilihan bentuk
alur diperlukan kemampuan dan pengalaman yang luas. Bentuk-bentuk yang telah
distandarkan pada umumnya hanya meliputi bentuk alur harus ditentukan sendiri
[image:44.595.114.507.366.621.2]berdasarkan pengalaman yang dapat dipercaya.
Gambar 2.12. Sambungan T.
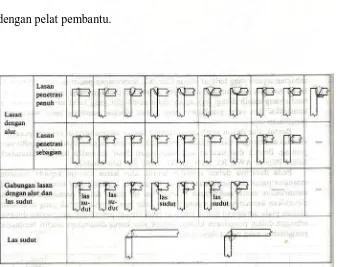
33
3.
Sambungan Bentuk T Dan Bentuk Silang
Pada kedua sambungan ini secara garis besar dibagi dalam dua jenis yaitu jenis
las dengan alur dan jenis las sudut. Hal-hal yang dijelaskan untuk sambungan
tumpul di atas juga berlaku untuk sambungan jenis ini. Dalam pelaksanaan
pengelasan mungkin sekali ada bagian batang yang menghalangi yang dalam hal
ini dapat diatasi dengan memperbesar sudut alur.
4.
Sambungan sudut
Dalam sambungan ini dapat terjadi penyusutan dalam arah tebal pelat yang
dapat menyebabkan terjadinya retak lamel. Hal ini dapat dihindari dengan
membuat alur pada pelat tegak seperti yang terlihat dalam gambar 2.13. Bila
pengelasan dalam tidak dapat dilakukan karena sempitnya ruang maka
pelaksanaanya dapat dilakukan dengan pengelasan tembus atau pengelasan
[image:45.595.116.472.441.708.2]dengan pelat pembantu.
34
Sumber: Teknologi Pengelasan Logam, Prof. Dr. Ir. Harsono wiryosumarto.
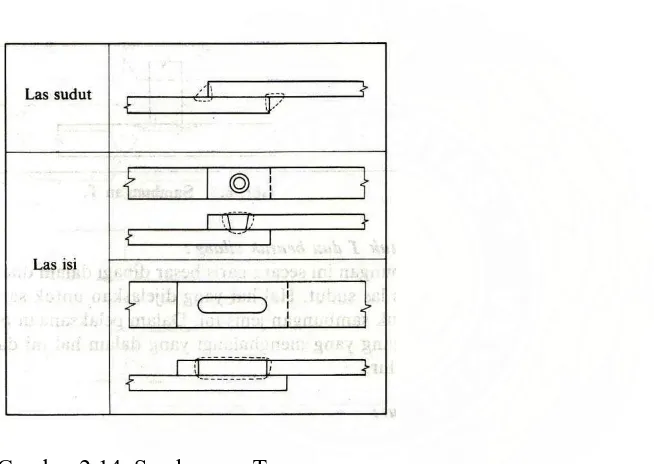
5.
Sambungan Tumpang
Sambungan tumpang dibagi dalam 3 jenis seperti ditunjukkan dalam gambar
2.14. Karena sambungan ini efisiensinya rendah maka jarang sekali digunakan
untuk pelaksanaan penyambungan konstruksi utama. Sambungan tumpang
[image:46.595.115.442.284.516.2]biasanya dilakukan dengan las sudut, dan las sisi.
Gambar 2.14. Sambungan Tumpang.
Sumber: Teknologi Pengelasan Logam, Prof. Dr. Ir. Harsono wiryosumarto.
6.
Sambungan Sisi
Sambungan sisi dibagi dalam sambungan las dengan alur dan sambungan las
ujung seperti yang terlihat dalam gambar 2.15.
Untuk jenis yang pertama pada pelatnya harus dibuat alur sedangkan pada jenis
kedua pengelasan dilakukan pada ujung pelat tanpa ada alur. Jenis yang kedua ini
35
posisi datar dengan aliran listrik yang tinggi. Karena hal ini maka jenis ini hanya
dipakai untuk pengelasan tambahan atau sementara pada pengelasan pelat-pelat
[image:47.595.112.399.652.727.2]yang tebal.
Gambar: 2.15. Sambungan Sisi.
Sumber: Teknologi Pengelasan Logam, Prof. Dr. Ir. Harsono wiryosumarto.
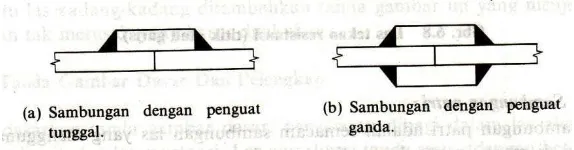
7.
Sambungan Dengan Pelat Penguat
Sambungan ini dibagi dalam dua jenis yaitu sambuangna dengan pelat penguat
tunggal dan dengan pelat penguat ganda seperti yang ditunjukkan dalam gambar
2.16. Dari gambar dapat dilihat bahwa sambungan ini mirip dengan sambungan
tumpang. Dengan alasan yang sama dengan sambungan tumpang, maka
36
Gambar 2.16. Sambungan Dengan Penguat.
37
BAB III
METODE PENELITIAN
Dalam bab ini akan dijelaskan metode-metode yang dilakukan pada proses
pengujian.
3.1.
Jadwal Penelitian Dan Lokasi Penelitian
Penelitian ini dilakukan di Laboratorium Pengujian Logam Departemen
Teknik Mesin Politeknik Negeri Medan. Penelitian ini dilaksanakan mulai bulan
Februari 2009 sampai dengan selesai.
3.2.
Metode Penelitian
1.
Proses pengujian dilaksanakan sepenuhnya, terhadap variabel-variabel yang
mempengaruhi pemakaian dari metode penyambungan, dalam hal ini
penyambungan las oksi-asetilen dan las busur listrik terhadap sambungan pelat
baja karbon yang hanya ditinjau dari pemeriksaan secara uji merusak dengan
jenis pengujian tarik.
2.
Teknik pengumpulan data yang diperoleh dari proses pengelasan yang
dilakukan dari hasil pengujian tarik terhadap benda uji sebanyak 9 spesimen,
masing-masing 3 spesimen untuk uji material dasar (base metal), 3 spesimen
untuk las oksi-asetilen dan selanjutnya untuk pengelasan busur listrik yang
keseluruhannya dilakukan pengujian tarik dengan standarisasi ASME E8.
3.
Metoda analisa dan evaluasi data yang diperoleh dari pengujian yang dilakukan
38
Dari data inilah akan dicari harga rata-rata (mean) untuk uji tarik dari
masing-masing spesimen dan merupakan nilai yang dicapai dari uji tarik dari bahan
tersebut.
4.
Dari sinilah penelitian akan mendapatkan kesimpulan yang sebenarnya
bagaimana pengaruh pengelasan oksi-asetilen dan las busur listrik terhadap
kekuatan tarik dari baja karbon menengah didalam standar pengujian yang
berlaku.
5.
Penyusunan laporan, yang termasuk didalamnya kesimpulan dari hasil yang
dicapai serta pengambilan langkah-langkah yang berhubungan terhadap hasil
kekuatan sambungan las pada material uji lebih ditekankan, sehingga pada
akhirnya tujuan penelitian dapat sepenuhnya tercapai.
3.3.
Variabel- Variabel Pengujian
Dari metode penelitian diatas maka dapat ditentukan hal-hal dasar terhadap
variabel-variabel pengujian berikut ini:
3.3.1
Bahan Dasar St 37 (Base Metal)
Bahan yang digunakan pada penelitian adalah baja karbon menengah St 37
dengan pertimbangan:
a.
Baja karbon menengah St 37 banyak digunakan di industri, terlebih industri
kecil dan menengah, sebagai bahan konstruksi.
b.
Baja karbon menengah mudah dilakukan proses penyambungan, baik dengan
las listrik maupun las oksi-asetilen (tidak membutuhkan keahlian khusus).
39
Ketebalan bahan dasar yang dipakai dalam pengujian adalah 3,5 mm. Hal ini
didasarkan kepada tebal minimum pengelasan listrik, yaitu 3-4 mm.
3.3.2
Proses Pengelasan
Hal-hal yang perlu ditekankan pada proses pengelasan:
1)
Pengelasan Oksi-Asetilen
Dalam menentukan hal-hal dasar yang dipakai pada proses pengelasan
[image:51.595.115.439.344.591.2]oksi-asetilen dapat dilihat pada tabel berikut ini:
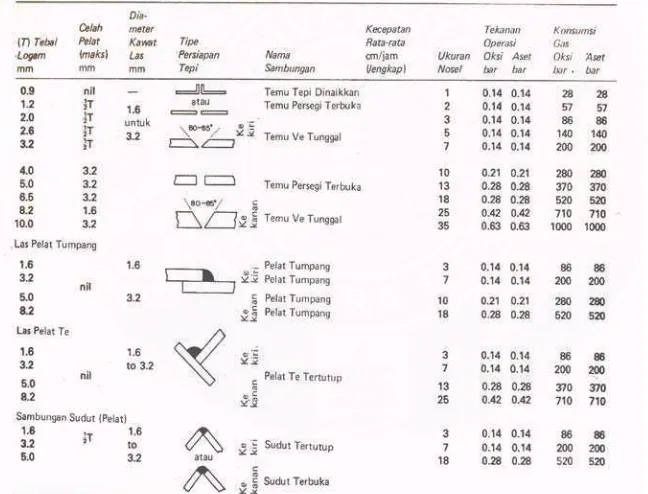
Tabel: 3.1. Persiapan Tepi, Teknik, Kecepatan Dan Konsumsi Gas.
Sumber: Dasar-dasar pengelasan, W. Keynyon terjemahan Dines Ginting.
Dari tabel 3.1, didapat untuk ketebalan pelat 3,5 mm maka dipakai nomor
ukuran nosel 10, dengan celah sambungan 1,5 mm (maks 1/2 T), diameter kawat
40
0,14:0,14 bar dengan kata lain perbandingan asetilin dan oksigen adalah 1:1
(nyala Netral).
2)
Pengelasan Busur Listrik
a.
Pemilihan elektroda:
Elektroda yang digunakan pada proses pengujian adalah elektroda tipe E 6013, Ø
[image:52.595.112.513.618.756.2]3,2 mm, arus yang dipakai adalah arus DC+ (seperti pada gambar 3.1),
Gambar 3.1. Elektroda Yang Dipakai Pada Proses Pengelasan Busur Listrik.
Hal ini didasarkan kepada:
Jenis metal dasar yang akan dilakukan pengelasan yaitu St 37 dimana tipe ini
merupakan jenis baja karbon menengah (37 kg/mm
2).
Tabel 3.2: Hubungan Antara Material Dasar dan Tipe Elektroda yang dipakai.
1/8”, 5/32” & 3/16” E6013,
E7014, E7016 & E701
Carbon steel
American Welding
Society,WS A5.18
1/8”, 5/32” & 3/16” E309,
E310 & E312
Stainless steel
American Welding
Society, AWS
A5.4
1/8” & 5/32” ENiCrFe-2,
ENiCrFe-3 & ENiCrMo-3
41
MATERIALS
Epoxy 152
4MIL-P-24441
Lea-Lac 30-L2093
Non-petroleum-based,
clear, polyurethane
Sumber: Sumber: U.S. Navy Underwater Cutting & Welding Manual; hal: 3-4.
Dari sini maka didapat kan beberapa tipe elektroda yang sesuai dengan pengelasan
metal dasar diantaranya: E 6013; E 7014; E 7016; E701, dan penguji memilih tipe
elektroda E 6013.
Dari tipe elektroda E 6013 didapat informasi sebagai berikut:
E 6013
Artinya:
•
Kekuatan tarik minimum deposit las adalah 60.000 Ib/in2 atau 42 kg/mm2
•
Dapat dipakai untuk pengelasan segala posisi
•
Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan arus AC atau DC + atauDC –
Dari penjelasan di atas tipe elektroda E 6013 dapat dipakai menggunakan
arus DC dan AC, dan seperti penjelasan pada bab II hal:19, maka penguji
menggunakan arus DC- mengingat arus ini sangat baik pada pengelasan pelat
tipis.
Untuk menyesuaikan diameter elektroda, dan besar arus, yang dipakai
didasarkan kepada ketebalan pelat, posisi pengelasan dan jenis elektroda. Seperti
42
Tabel 3.3: Hubungan Tipe Elektroda, Posisi Pengelasan, Besar Arus Dan
Tegangan kerja
Electrode
Welding Position
Type
Size
Horizontal
Vertical
Overhead
Arc
1Inch
Amps
Amps
Amps
Voltage
E6013
1/8
130-140
130-140
130-135
25-35
5/32
150-180
150-180
150-170
26-36
E7016
1/8
140-150
140-150
130-140
25-35
5/32
160-200
160-200
160-180
26-36
E7014
1/8
140-150
140-150
130-145
25-35
5/32
170-200
170-200
170-190
26-36
3/16
190-240
190-240
190-230
28-38
E3XX
1/8
130-140
135-140
125-135
22-30
High
1/8
130-150
125-145
125-145
22-30
Nickel
Sumber: U.S. Navy Underwater Cutting & Welding Manual.
Dengan demikian diameter elektroda yang dipakai adalah Ø 3,2 mm dan arus
43
3.3.3.
Proses Pembentukan.
[image:55.595.112.524.429.716.2]Bentuk spesimen mengikuti standarisasi ASME E8 sebagai berikut:
Gambar 3.2. Gambar Spesimen.
Sumber: Boiler and Pressure Vessel Code, Bab IX, 1986.
Mengingat fillet radius yang dipakai pada spesimen uji tarik cukup besar (Ø
50,8 mm) dan untuk menjaga ketelitian yang dimaksud, maka penguji
menggunakan mesin CNC untuk proses pembentukannya dengan bantuan
program CAM yaitu program MASTER CAM.
44
Gambar 3.4. Verifikasi Bentuk Spesimen Akhir Pada Program Master CAM.
Setelah setiap langkah pada proses pemograman Master CAM telah dipenuhi,
maka program lagsung dapat dihubungkan kemesin milling numerik yang sesuai
pada post prosessor yang yang telah ditentukan sebelumnya. Pada akhirnya
spesimen yang telah diproses pada mesin CNC dapat dilihat pada gambar di
45
Gambar 3.5: Spesimen Yang Siap Diuji Tarik.
3.4.
Proses Pengujian Tarik
Spesimen uji ditarik dengan mesin uji tarik Universal Testing Machine (UTM),
jenis Tarno Test UPH 100 kN di laboratorium jurusan Teknik Mesin, Politeknik
Negeri Medan (gambar 3.6.).
[image:57.595.111.415.466.723.2]46
Gambar 3.7.: Proses Uji Tarik.
Proses pengujian dipantau pada monitor yang mencatat setiap nilai dari hasil
[image:58.595.113.441.133.447.2]uji tarik seperti yang terlihat pada gambar berikut ini:
47
Proses dihentikan saat terjadi perpatahan (fracture) seperti yang dapat dilihat
[image:59.595.114.443.186.450.2]pada gambar 3.9.
Gambar 3.9. : Spesimen Setelah Mengalami Uji Tarik.
48
Gambar 3.10. Diagram Hasil Uji Tarik Tegangan VS Regangan.
[image:60.595.112.443.130.603.2]49
BAB IV
ANALISA HASIL PERCOBAAN
Pada penjelasan bab 3 dijelaskan bahwa setiap nilai hasil uji tarik dipantau
pada monitor dari setiap spesimen uji yaitu: 3 spesimen metal dasar St 37 (Base
Metal), 3 spesimen untuk hasil las oksi-asetilen (OAW), dan 3 spesimen untuk
hasil las busur listrik (ARCW). Dan selanjutnya untuk membedakan 3 spesimen
uji yang ada, setiap spesimen dibedakan berdasarkan tahapan pengujian. Sebagai
contoh:
1.
Untuk St 37 sebagai metal dasar yang diuji pertama berturut-turut diberikan
kode BM I, BM II, BM III.
2.
Kemudian untuk St 37 yang dilas oksi-asetilen diuji berturut-turut diberikan
kode OAW I, OAW II, OAW III.
3.
Dan St 37 yang dilas busur listrik yang diuji berturut-turut diberikan kode
ARCW I, ARCW II,ARCW III.
4.1. Metal Dasar St 37 (Base Metal)
1)
Hasil Pengujian Metal Dasar 1 (BM I)
Data pengujian BM 1 (data lengkap dapat dilihat pada lampiran 1, hal: 1)
diterjemahkan kedalam bentuk grafik hubungan penambahan beban (Load)
dengan panjang langkah (Stroke), serta grafik hubungan tegangan (Stress) dengan
50
Gambar 4.1. Grafik Load vs Stroke BM I.
51
Dari data pengujian dan grafik pengujian tarik didapatkan beberapa nilai sifat
mekanis BM 1 berikut ini:
Prop. Limit Force
: 26514,64
[N]
Yield Force
: 27518,29 [N]
Maximum Force : 40485,94 [N]
Proporsional Stress
: 297,08
[N/ mm
2]
Yield Stress
: 308,33
[N/ mm
2]
Maximum Stress
: 453,62
[N/ mm
2]
Elasticity Modulus
: 209457,87 [N/ mm
2]
Elongation
: 37,09
[%]
2)
Hasil Pengujian Metal Dasar 2 (BM II)
Selanjutnya data pengujian BM 2 ( data lengkap dapat dilihat pada lampiran 2,
hal: 9) diterjemahkan kedalam bentuk grafik hubungan penambahan beban (Load)
dengan panjang langkah (Stroke) serta grafik hubungan tegangan (Stress) dengan
52
Gambar 4.3. Grafik Load vs Stroke BM II.
53
Dari data pengujian dan grafik pengujian tarik didapatkan beberapa nilai sifat
mekanis BM II berikut ini:
Prop. Limit Force
: 26670,11
[N]
Yield Force
: 27625,58 [N]
Maximum Force
: 40595,66 [N]
Proporsional Stress
: 298,82
[N/mm
2]
Yield Stress
: 309,53
[N/ mm
2]
Maximum Stress
: 454,85
[N/ mm
2]
Elasticity Modulus
: 205093,49 [N/ mm
2]
Elongation
: 32,46
[%]
3)
Hasil Pengujian Metal Dasar 3 (BM III)
Kemudian data pengujian BM 3 (data lengkap dapat dilihat pada lampiran 3,
hal: 17) diterjemahkan kedalam bentuk grafik hubungan penambahan beban
(Load) dengan panjang langkah (Stroke) serta grafik hubungan tegangan (Stress)
54
Gambar 4.5. Grafik Load vs Stroke BM III.
55
Dari data pengujian dan grafik pengujian tarik didapatkan beberapa nilai sifat
mekanis BM III seperti daftar berikut ini:
Prop. Limit Force
: 26732,87 [N]
Yield Force
: 27846,23 [N]
Maximum Force
: 40587,15
[N]
Proporsional Stress
: 299,53
[N/ mm
2]
Yield Stress
: 312,00
[N/ mm
2]
Maximum Stress
: 454,76
[N/ mm
2]
Elasticity Modulus
: 217070,81 [N/ mm
2]
Elongation
: 35,55
[%]
4.2. Pengelasan Oksi-Asetilen
1)
Hasil Pengujian Pengelasan Oksi-Asetilen 1 (OAW I)
Data pengujian OAW1 (data lengkap dapat dilihat pada lampiran 4, hal: 22),
diterjemahkan kedalam bentuk grafik hubungan penambahan beban (Load)
dengan panjang langkah (Stroke), serta grafik hubungan tegangan (Stress) dengan
56
Gambar 4.7. Grafik Load vs Stroke OAW I.
57
Dari data pengujian dan grafik pengujian tarik dapat didapatkan beberapa nilai
sifat mekanis OAW I seperti daftar berikut ini:
Prop. Limit Force
: 20498,02 [N]
Yield Force
: 21712,60 [N]
Maximum Force
: 29202,50 [N]
Proporsional Stress
: 229,67
[N/ mm
2]
Yield Stress : 243,28
[N/ mm
2]
Maximum Stress : 327,20
[N/ mm
2]
Elasticity Modulus : 207753,93 [N/ mm
2]
Elongation : 21,95
[%]
2)
Hasil Pengujian Pengelasan Oksi-Asetilen 2 (OAW II)
Selanjutnya data OAW 2 (data lengkap dapat dilihat pada lampiran 5, hal: 28)
diterjemahkan kedalam bentuk grafik hubungan penambahan beban (Load)
dengan panjang langkah (Stroke) serta grafik hubungan tegangan (Stress) dengan
58
Gambar 4.9. Grafik Load vs Stroke OAW II.
59
Dari data pengujian dan grafik pengujian tarik didapatkan beberapa nilai sifat
mekanis OAW II seperti daftar berikut ini:
Prop. Limit Force : 20478,58 [N]
Yield Force : 21530,40 [N]
Maximum Force : 28187,71
[N]
Proporsional Stress : 229,45
[N/ mm
2]
Yield Stress : 241,24
[N/ mm
2]
Maximum Stress : 315,06
[N/ mm
2]
Elasticity Modulus : 206433,52 [N/ mm
2]
Elongation : 21,07
[%]
3)
Hasil Pengujian Pengelasan Oksi Asetilen 3 (OAW III)
Kemudian data OAW 3 (data lengkap dapat dilihat pada lampiran 6, hal: 34)
diterjemahkan kedalam bentuk grafik hubungan penambahan beban (Load)
dengan panjang langkah (Stroke) serta grafik hubungan tegangan (Stress) dengan
60
Gambar 4.11. Load vs Stroke OAW III.