FMEA Motion Mencari Part/Alat Part/Process
Function & Specification
Potential Failure
Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion
Date Prevention Detection
Material Menumpuk dil lantai
Operator bergerak mencari part/alat
Material/part handling dan penambahan part/material yang tetap
8
Menyediakan tempat alat khusus
Pemeriksaan penggunaan alat dan material
4 256
Perusahaan membuat tempat alat tersendiri tiap mesin
Mengurangi waktu operator mencari alat ketika set up mesin
Operator
Tidak teliti
Kesalahan
Operator berbicara atau mengobrol dengan operator lain mesin yang berhenti pada jam produksi
4 144
Perusahaan mempekerjakan satu orang supervisor mencari alat ketika akan dipakai
Penambahan waktu proses
6
Alat tidak dikembalikan ke tempat semula
7 4 168
Memberikan aturan penggunaan alat
Alat atau part akan lebih mudah untuk dicari dan digunakan
Lingkungan Redup pencahayaan
Kesalahan pengambilan part/alat
Butuh waktu yang lama mencari part/ alat yang dipakai
7 Mengandalkan
sinar matahari 5
Memberikan ventilasi tambahan untuk daerah yang tidakk terjangkau matahari
Memeriksa daerah yang pencahayaannya tambahan di dinding bengkel
FMEA Motion Mencari Part/Alat Part/Process
Function & Specification
Potential Failure
Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion
Date Prevention Detection
Kurangnya mencari part di tempat redup
7
Pemakaian lampu kurang merata disetiap proses permesinan
7
Penetapan jumlah pemakaian lampu yang cukup setiap mesin
Memeriksa mesin-mesin yang tidak menggunakan karakter mesin dan operasinya
Memudahkan operator dalam penggunaan alat dan mesin
Metode
Tidak ada peletakan kembali
Operator mencari alat tidak pada tempatnya tempat alat tetap di satu spot
Pemeriksaan alat/ part tidak pada tempatnya
4 192
Perusahaan memberikan tempat alat yang tersedia di setiap mesin
Memudahkan operator dalam mencari alat
Mesin Frekuensi set up tinggi
Operator sering mencari dan menggunakan alat / part
Kelelahan operator dan Menambah jenis produk yang sama terlebih dahulu
Pemeriksaan jenis produk yang sedang di proses
3 168
Perusahaan menjadwalkan jenis produk yang akan diproduksi
FMEA Motion Meraih Material
Part/Process Function & Specification
Potential Failure
Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion
Date Prevention Detection
Material
Tidak berada pada tempatnya operator lelah
7
Banyak tumpukan bahan baku lain ditempat yang sama
8
Memberikan batasan antara bahan-bahan baku
Pemeriksaan bahan baku yang bercampur
6 336
Perusahaan menyediakan tempat bahan yang akan langsung di proses waktu yang cukup lama
Waktu proses terkesan lambat dan produk lebih sedikit
5
Tidak ada jumlah target produk per hari orderan siap
Mengukur dengan jumlah yang diingikan
Ketercapaian order lebih awal
Meletakkan jauh dari posisi kerja
Operator
4 Keterbatasan
daerah kerja 6
Menyediakan tempat khusus bahan yang akan langsung diproses
Pemeriksaan bahan yang masih tempat bahan yang akan langsung di proses
FMEA Motion Meraih Material
Part/Process Function & Specification
Potential Failure
Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion
Date Prevention Detection
Lingkungan
Jarak antar mesin cukup jauh
Penggunaan alat material handling yang sering
Waktu proses keseluruhan terbilang lama
8
Allowance lantai produksi cukup besar antar mesin
Pengukuran jarak antara mesin terkait
Mengurangi jarak perpindahan yang cukup jauh bahan cukup tinggi jadwal mesin yang tepat bagi operator
Memeriksa material yang berpindah dari mesin ke mesin
4 168
Memberikan jadwal mesin dan produksi bagi operator
Mengurangi waktu perpindahan material
Mesin Operasi satu-satu
Jumlah produk yang dihasilkan cenderung sedikit
Jumlah produk yang dihasilkan dalam satu hari kurang optimal
6
Keterbatasan kemampuan jumlah unit produksi mesin
5 produk yang akan
diproduksi beberapa hari ke depan
FMEA Motion Memeriksa
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Material
Terdapat cacat bahan baku
Mesin berhenti saat operasi berlangsung dan
diperiksa operator
Menambah waktu siklus proses keseluruhan produk
7 Mutu bahan hasil peleburan rendah 6
Memperbaiki proses pembuatan bahan baku dari peleburan
Pemeriksaan
mutu bahan 3 126
Perusahaan memperbaiki alat untuk pembuatan bahan baku hasil peleburan
Tidak ditemukan lagi bahan baku cacat
Operator
Tidak teliti
Melakukan total waktu proses
6
Operator
mengobrol ketika berproses operator saat bekerja
Keseriusan dan ketelitian operator dalam bekerja meningkat
Terjadi WIP di daerah kerja mesin dan waktu mesin saat berjalan
8
Adanya pengawasan proses kerja
Mengawasi operator saat bekerja
FMEA Motion Memeriksa
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Lingkungan
Redup pencahayaan
Waktu pemeriksaan terlalu lama
Daya
5 Mengandalkan
sinar matahari 6
Memberikan ventilasi tambahan atau penerangan
Pemeriksaan kondisi daerah mesin atau kerja
5 150
Perusahaan menambah jumlah ventilasi pada dinding pabrik
Operator lebih mudah dalam memeriksa daerah mesin terdapat daerah redup
Lama kegiatan pemeriksaan berbeda dan tidak merata
6
Penggunaan lampu disetiap mesin tidak merata
6
Menyesuaikan kebutuhan lampu
disetiap mesin
Pemeriksaan lampu di lantai produksi
Penggunaan lampu sesuai dengan kebutuhan
Metode
Kecepatan proses tidak selalu sama
Jumlah kegiatan inspeksi berubah-ubah tiap proses
WIP lebih tinggi dari keadaan sebelumnya
7 Tidak ada waktu yang standar 8
Penetapan waktu standar setiap proses kerja
Pemeriksaan jumlah waktu kinerja yang berlebih
6 336
Perusahaan menyediakan waktu standar setiap proses
Waktu proses tidak terlalu melebar dari waktu standar
Mesin Kurang pemeliharaan
Hasil permesinan tidak sesuai dengan set up awal
Operator lebih sering melakukan mesin tidak ada
6 ataupun set up yang salah
5 240
Memelihara mesin sesuai jadwal yang telah ditentukan
Mesin berfungsi optimal ketika proses
FMEA Motion Menumpuk
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Material Bahan baku berat
Operator tidak bisa secara manual memindahkan bahan
8
Keseluruhan bahan utama terbuat dari besi jumlah material handling
Proses
handling lebih efesien
Energi lebih sering dipakai untuk
menggunakan hoist crane
6 Tidak konsentrasi
bekerja 7
Menyediakan tenaga pengawas di lantai produksi
Pemeriksaan kinerja operator selama proses
4 168
Perusahaan menambah tenaga pengawas di lantai produksi
Kinerja operator lebih baik dan teliti
Kurang
Daerah kerja sempit dan operator kurang leluasa
5
Tidak ada supervisi yang mengawasi kinerja operator
6
Adanya pengawasan yang rutin dilakukan
Kinerja operator ditinjau dan diperiksa operator lebih konsisten
Lingkungan Banyak perpindahan
Sekitar daerah kerja mesin bahan yang akan
dipindahkan 8
Lantai produksi luas dan jarak mesin jauh
7
FMEA Motion Menumpuk
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Metode
Mengandalkan material handling
Penggunaan hoist crane sangat sering
Waktu perpindahan cenderung lama
7 Jarak perpindahan
cukup jauh 8
Menambah alat material handling
Pemeriksaan handling yang kurang
3 168
Perusahaan menambah jumlah material handling
Proses
handling lebih mudah dilakukan
Mesin Produksi terputus-putus
Proses yang sudah selesai, ditumpuk di lantai sekitar mesin
Mempersempit daerah kerja si operator
5
Banyaknya operasi yang bisa
dilakukan tiap mesin
6
FMEA Motion Operator Berpindah
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Material
Material berat dan diangkut dengan alat
Operator total waktu proses
7 Letak material
cukup jauh 8
Memperbaiki layout mesin yang meninjau ulang layout lantai produksi
Jarak mesin yang
berhubungan dapat
diminimalisir
Operator
Tidak teliti
Operator tidak cekatan menggunakan alat handling
Proses handling memakan waktu yang lama
6 Operator jenuh
dalam beraktivitas 5
Melakukan yang tidak bekerja operator yang sedang tidak beroperasi
Operator menambah pengalaman aktivitas kerja
Tidak konsisten
Operator selalu berpindah-pindah saat bekerja
Proses permesinan kurang diperhatikan
5 Posisi kerja selalu
berubah 6
Mengarahkan operator agar lebih efektif dalam bekerja
Memeriksa operator yang selalu bergeser operator agar lebih
menghemat gerakan
Operator lebih konsisten dalam bekerja
Lingkungan Jarak antar mesin jauh
Operator memindahkan material dari mesin sebelumnya dengan alat
Pengambilan alat dan pemindahan material cukup jauh
7
Tingginya allowance ruang lantai produksi
7
Meninjau hubungan kedekatan antar mesin berkaitan
Memeriksa jarak antar mesin
4 196
FMEA Motion Operator Berpindah
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Metode
Penggunaan alat material handling alat handling
Waktu proses pemindahan tidak dapat dihemat
6 Frekuensi handling material tinggi 7
Mengurangi jarak antar mesin sesuai tingkat kedekatan
Memeriksa jarak antar mesin
5 210
Perusahaan memperbaiki jarak mesin sesuai
Rute operator memindahkan material tidak sama
Waktu material handling tidak selalu sama
7 Waktu proses yang berbeda-beda 6
Mengatur posisi mesin di lantai letak dan posisi mesin di lantai produksi
Rute
FMEA Perpindahan Material
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Material
Harus dipindahkan dengan alat berat
Operator memindahkan bahan dengan hoist crane
Waktu jarak antar mesin
Memeriksa waktu material handling yang cukup lama
4 192
Perusahaan mengatur kembali jarak antar mesin
Mengurangi penggunaan alat material handling
Operator
Kebiasaan operator memindahkan
Setiap selesai proses permesinan, selalu ada kegiatan prosedur kerja yang jelas dan tegas
Memeriksa operator yang tidak mengikuti prosedur kerja di setiap proses mesin
Kinerja mesin dan operator stabil
Melakukan prosedur kerja yang tidak baik
Membutuhkan waktu yang lama untuk menggunakan alat handling
Penambahan waktu siklus keseluruhan yang tidak mengikuti tenaga supervisi
Operator lebih teratur cukup luas
Operator tidak bisa dihemat kembali jarak dan kedekatan antar mesin
Meninjau kedekatan antar mesin
FMEA Perpindahan Material
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Metode
Langkah-langkah pekerjaan tidak jelas
Proses yang sudah selesai tidak
langsung dilanjutkan ke proses mesin selanjutnya
Adanya WIP dan standar SOP yang jelas pada permesinan menyediakan SOP yang jelas pada permesinan
Menghasilkan waktu yang standar mesin asal dan mesin hanya untuk satu unit per periode mesin
6
Mempersingkat waktu proses permesinan kegiatan yang tidak mendukung permesinan
FMEA Perpindahan Operator
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Material
Material berat dan diangkut dengan alat
Operator total waktu proses
8
Letak material cukup jauh
7
Memperbaiki layout mesin yang meninjau ulang layout lantai produksi
Jarak mesin yang
berhubungan dapat
diminimalisir
Operator
Tidak teliti
Operator tidak cekatan menggunakan alat handling
Proses handling memakan waktu yang lama yang tidak bekerja operator yang sedang tidak beroperasi
Operator menambah pengalaman aktivitas kerja
Tidak konsisten
Operator selalu berpindah-pindah saat bekerja
Posisi kerja selalu berubah
7
Mengarahkan operator agar lebih efektif dalam bekerja
Memeriksa operator yang selalu bergeser operator agar lebih
menghemat gerakan
Operator lebih konsisten dalam bekerja
Lingkungan Jarak antar mesin jauh
Operator memindahkan material dari mesin sebelumnya dengan alat
Pengambilan alat dan pemindahan material cukup jauh
8
Tingginya allowance ruang lantai produksi
7
Meninjau hubungan kedekatan antar mesin berkaitan
Memeriksa jarak antar mesin
4 224
Perusahaan memperbaiki jarak antar mesin berkaitan
FMEA Perpindahan Operator
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Metode
Penggunaan alat material handling alat handling
Waktu proses pemindahan tidak dapat dihemat jarak antar mesin sesuai tingkat kedekatan
Memeriksa jarak antar mesin
4 192
Perusahaan memperbaiki jarak mesin sesuai
Rute operator memindahkan material tidak sama
Waktu material handling tidak selalu sama
6
Waktu proses yang berbeda-beda
7
Mengatur posisi mesin di lantai letak dan posisi mesin di lantai produksi
Rute
FMEA Waktu Set Up
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Material material yang lebih besar cenderung lebih lama
Waktu set up mesin tidak selalu sama
6
Order produk pelanggan berbeda-beda
5
Waktu set up dilakukan lebih singkat
Pemeriksaan mesin yang set up nya lama
4 120
Perusahaan menentukan waktu set up yang standar
Tidak terjadi penyimpangan waktu set up
Berat beban material alat handling
Waktu set up menjadi lebih lama
7
Bahan baku berasal dari supplier dan bagian peleburan
6
Perbaikan mutu bahan baku hasil peleburan agar sama dengan yang dari supplier
Pemeriksaan
bahan cacat 4 168
Perusahaan menetapkan standar mutu bahan baku hasil peleburan
Minimalisir bahan cacat
Operator
Tidak Teliti
Operator berbicara dengan operator lain saat set up
Waktu set up menjadi lama
7
Operator kurang serius melakukan operator yang lalai bekerja
4 140 operator lebih maksimal harian yang kurang jelas
5
Menyediakan jumlah produk yang harus ditargetkan
Pemeriksaan jumlah produk yang kurang
3 120
Perusahaan menetapkan target produksi harian
FMEA Waktu Set Up
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Lingkungan
Tempat alat set up tidak di daerah mesin
Operator mencari dan mengambil tempat alat set up khusus
7
Penyediaan tempat alat-alat set up
Memeriksa alat yang
diletakkan tidak pada tempatnya
Operator tidak membutuhkan waktu lama mencari alat
Beberapa bahan ukuran kecil merata nya tingkat pencahayaan setiap mesin
5
Alat penerangan lebih merata di semua mesin
Mendeteksi daerah mesin yang kurang pencahayaan
4 100
Perusahaan menyediakan penerangan yang cukup setiap mesin
Operator lebih mudah bekerja
Metode mengganti set up mesin bahan yang akan diproses berbeda
7
Menyediakan alat bantu set up yang sudah siap pakai
Memeriksa set up mesin yang lama
4 168
Perusahaan menyediakan alat bantu set up
Mengurangi waktu set up
Tidak ada waktu standar set up waktu standar set up mesin tidak tertera
7
Membuat waktu standar set up mesin
Memeriksa ketidaksesuaian waktu set up dengan yang distandarkan
5 210
Perusahaan menetapkan waktu standar set up mesin
Waktu set up telah
FMEA Waktu Set Up
Part/Process Function & Specification
Potential Failure Mode
Potential Effect of
Current Design Control
Det RPN Recommended Action
Responsibility & Target Completion Date Prevention Detection
Alat ukur vernier capiler
Set up mesin dapat berbeda dan hasil pengukuran tidak terlalu teliti
5
Keterbatasan operator menggunakan alat yang lebih baik
6
Menyediakan alat yang lebih mudah dan akurat
Pemeriksaan penggunaan alat yang kurang akurat
3 90
Perusahaan menyediakan alat dimensi yang lebih akurat
Operator lebih mudah bekerja dan
mengurangi waktu proses
Mesin
Waktu pemasangan jig dan fixture lama
Operator memasang jig dan fixture dengan alat
Waktu set up menjadi lebih lama
7
Alat bantu pemasangan tidak selalu di dekat mesin
7
Peletakan alat pemasangan jig/fixture didekat mesin
Memeriksa operator yang bergerak mengambil alat bantu tersebut
4 196
Perusahaan menetapkan letak alat bantu yang tetap
Operator tidak mencari-cari alat lagi
Mesin bersifat multi fungsi untuk banyak produk
Operator memproses bahan yang berbeda pada periode
Sering terjadi changeover product saat permesinan jenis produk tertentu
6
Waktu set up dilakukan lebih singkat
Pemeriksaan waktu set up yang lama
5 180
DAFTAR
PUSTAKADyadem Engineering. Corporation. Guidelines for Failure Mode and Effects Analysis, For Automotive, Aerospace and General Manufacturing
Industries. 2003. CRC Press: Kanada
Gaspersz, Vincent. 2007. Lean Six Sigma for Manufacturing and Service Industries. PT. Gramedia Pustaka Utama: Jakarta
. 2007. The Executive Guide to Implementing Lean Six Sigma. PT. Gramedia Pustaka Utama: Jakarta
George L. Michael, Rowlands, David Rowlands, Mark Price dan John Maxey. 2005. The Lean Six Sigma Pocket Toolbook. McGraw-Hill: New York
Sayer, J Natalie, Bruce Williams. 2003. Lean For Dummies. Wiley Publishing, Inc : Indianapolis.
Shingo, Shigeo. 1985. A Revolution in Manufacturing SMED System. Productivtiy Press: Connecticut.
BAB III
LANDASAN TEORI
3.1. Pentingnya dan Defenisi Produktivitas1
1
David J Sumanth.1984. Productivity Engineering and Management. (Mc. Graw-Hill Book Company, S).
Produktivitas adalah suatu nilai yang didapat dengan membagi output dengan salah satu faktor dari produksi. Dengan cara ini dimungkinkan untuk menyatakan produktivitas dari modal, investasi, material, atau material dengan tujuan bahwa output dinilai dari hubungannya dengan modal, investasi, material, dan lain-lain (menurut The Organization European Economic Cooperation). Dalam menjalankan suatu bisnis atau perusahaan baik yang bersifat komersial maupun non-komersial, istilah produktivitas sering digunakan sebagai tonggak penduga seberapa baik kinerja dan pengelolaan sumber daya perusahaan dilakukan. Istilah produktivitas sangat akrab dengan para manajer perusahaan, tetapi tidak sedikit yang memiliki kesalahan pengertian bahkan mengartikannya secara berkebalikan.
3.2. Konsep Dasar Lean2
3.2.1. Prinsip Dasar Lean
Lean berfokus pada identifikasi dan eliminasi aktivitas-aktivitas yang tidak bernilai tambah (non-value-added-activities) dalam desain, produksi atau operasi dan supply chain management yang berkaitan langsung dengan pelanggan. Lean dapat didefenisikan sebagai suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan dan aktivitas-aktivitas yang tidak bernilai tambah melalui peningkatan radikal dengan cara mengalirkan produk (material, work in process, output) dengan menggunakan sistem tarik.
3
1. Mengindentifikasi nilai produk berdasarkan pada perspektif pelanggan, dimana pelanggan menginginkan produk (barang dan jasa) berkualitas superior dengan harga kompetitif pada pengiriman tepat waktu.
Sebelum sistem produksi Lean diterapkan, ada lima prinsip dasar Lean yang harus diketahui yaitu:
2. Mengidentifikasi value stream process mapping (pemetaan proses untuk setiap produk yang dihasilkan)
2
Vincent Gaspersz, Lean Six Sigma for Manufacturing and Service Industries (Jakarta: PT. Gramedia Pustaka Utama, 2007), hlm. 1-3
3
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas yang terdapat pada proses value stream tersebut dengan menganalisa value stream mapping yang telah dibuat.
4. Mengorganisasikan agar material, informasi dan produk mengalir dengan lancar dan efesien sepanjang proses value stream dengan menggunakan sistem tarik (pull system).
5. Secara terus menerus dan berkesinambungan melakukan peningkatan dan perbaikan dengan cara mencari teknik-teknik dan alat peningkatan agar mencapai keunggulan dan peningkatan terus-menerus.
3.3. Six Sigma
Six sigma dapat didefenisikan sebagai metode peningkatan proses yang bertujuan untuk menemukan dan mengurangi faktor-faktor penyebab kecacatan/kesalahan, mengurangi waktu siklus dan biaya operasi, meningkatkan produktivitas dan memenuhi kebutuhan pelanggan dengan baik.
3.3.1. Konsep Dasar Six Sigma4
Pada dasarnya, pelanggan akan merasa puas apabila mereka menerima barang/produk yang mereka pesan dalam keadaan utuh sesuai yang mereka harapkan. Apabila produk diproses pada tingkat kerja kualitas six sigma, perusahaan dapat mengharapkan 3-4 kegagalan per sejuta proses. Dengan
4
demikian, six sigma dapat dijadikan tolak ukur kinerja proses industri tentang bagaiman baiknya suatu proses transaksi produk antara pemasok (industri) dan pelanggan (pasar). Karena semakin tinggi target six sigma yang dicapai, semakin baik kinerja proses industri tersebut.
Pelanggan seringkali menilai kualitas dalam hubungannya dengan harga, dan hal ini disebut sebagai nilai (value). Dari sudut pandang ini, produk berkualitas adalah produk yang sama bergunanya dengan produk kompetitor dan dijual pada harga yang lebih rendah atau menawarkan kegunaan dan kepuasan yang lebih tinggi pada harga sebanding. Jika kualitas dilihat dari sudut pandang produksi, maka dapat didefenisikan sebagai hasil yang diinginkan dari pihak proses operasi atau yang sesuai dengan spesifikasi yang telah ditentukan oleh pihak perusahaan. Adapun prinsip-prinsip kualitas yang menjadi landasan filosofi six sigma yaitu:
1. Fokus pada pelanggan
2. Partisipasi dan kerjasama semua individu di dalam perusahaan
3. Fokus pada proses yang didukung oleh perbaikan dan pembelajaran secara terus-menerus.
3.4. Lean Six Sigma
Lean Six Sigma merupakan salah satu aplikasi ilmu teknik untuk
meningkatkan laju perusahaan, di mana kombinasinya dengan Six Sigma ditujukan untuk meningkatkan efisiensi dan di fokuskan pada persoalan pelanggan selain itu dapat meminimalisasi waktu menunggu proses.
Lean Six Sigma merupakan kombinasi antara Lean dan Six Sigma dapat
didefenisikan sebagai suatu pendekatan sistematik untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai tambah (non value added activities) melalui peningkatan terus menerus secara radikal (radical continuous improvement) untuk mencapai tingkat kinerja enam sigma.5
a. Lean berfokus pada minimasi pemborosan yang terjadi pada value stream, namun tidak mampu memberi analisa dan kontrol secara statistik.
Lean Six Sigma merupakan penggabungan antara Lean dan Six Sigma
dalam upaya peningkatan kualitas di perusahaan. Adapun alasan yang mendasari adalah:
b. Six Sigma berfokus pada peningkatan kualitas namun kurang dalam upaya meningkatkan kecepatan proses secara dramatis ataupun mengurangi investasi.
Dalam mengerjakan suatu proyek yang berkaitan dengan Six Sigma atau berkaitan dengan perbaikan kualitas dikenal kerangka berpikir yang dinamakan DMAIC (Define-Measure-Analyze-Improve-Control). Kerangka berpikir ini
5
sangat penting agar permasalahan yang akan diselesaikan benar-benar akan memberikan perbaikan yang menyeluruh kepada proses dan keuntungan perusahaan. Lima tahap metodologi DMAIC tersebut yaitu :
a. Define adalah fase pertama dalam siklus DMAIC yang menentukan masalah/ peluang, proses dan persyaratan pelanggan, karena siklus DMAIC literatif, maka masalah proses, aliran dan persyaratan harus diverifikasi dan diperbaharui di sepanjang fase-fase yang lain guna mendapatkan kejelasan. b. Measure adalah fase kedua dalam siklus DMAIC, di mana ukuran-ukuran
kunci diidentifikasi dan data dikumpulkan, disusun, dan disajikan.
c. Analyze adalah fase ketiga dalam siklus DMAIC, di mana detail proses diperiksa dengan cermat. Hal-hal yang diperhatikan dalam fase ini yaitu : 1) Data diinvestigasi dan diverifikasi untuk membuktikan akar masalah yang
diperkirakan dan memperkuat pernyataan masalah.
2) Analisis proses meliputi meninjau peta proses untuk aktivitas bernilai tambah/tidak bernilai tambah.
d. Improve adalah fase keempat dalam siklus DMAIC, di mana solusi-solusi dan ide-ide secara kreatif dibuat dan diputuskan. Sekali sebuah masalah telah diidentifikasi, diukur, dan dianalisis, maka dapat ditentukan solusi-solusi potensial untuk memecahkan masalah.
Beberapa perbedaan yang terdapat Lean dan Six Sigma, yaitu :
Tabel 3.1. Perbedaan Lean dan Six Sigma
Lean Six Sigma
Target Memenuhi nilai-nilai yang dapat
menghadirkan kepuasan pelanggan melalui value.
Pemenuhan kebutuhan pelanggan secara tepat dan
akurat. Kepuasan pelanggan dengan menghadirkan kualitas. Fokus Efisiensi aliran proses untuk
mengeleminasi wate
(pemborosan).
Meminimalisir cacat (defect) dan meminimalisir variasi proses.
Metodologi Value stream mapping, process mapping, Kaizen dan lain-lain.
Metode DMAIC dan DMADV. Tools statistik dan analisis
Sumber: Lean Six Sigma for Manufacturing and Service Industries
Tabel 3.1 menjelaskan perbedaan antara Lean dan Six Sigma dalam upaya peningkatan kualitas di perusahaan. Perbedaan tersebut didasari oleh fokus masing-masing pendekatan, dimana Lean berfokus pada minimasi pemborosan yang terjadi pada value stream, namun tidak mampu memberi analisa dan kontrol secara statistik, sedangkan Six Sigma berfokus pada peningkatan kualitas namun kurang dalam upaya meningkatkan kecepatan proses secara dramatis ataupun mengurangi investasi.
3.5. Konsep Seven Waste
1. Overproduction
Merupakan waste yang berupa produksi yang terlalu banyak, lebih awal, dan terlalu cepat diproduksi yang mengakibatkan inventori yang berlebih dan terganggunya aliran informasi dan fisik.
2. Defect
Merupakan waste yang dapat berupa kesalahan yang terjadi saat proses pengerjaan, permasalahan pada kualitas produk yang dihasilkan, dan perfomansi pengiriman yang buruk.
3. Unneccessary Inventory
Merupakan waste yang berupa penyimpanan barang yang berlebih yang sebenarnya tidak perlu terjadi, serta delay informasi produk atau material yang mengakibatkan peningkatan biaya dan penurunan kualitas pelayanan terhadap customer.
4. Inappropriate processing
Merupakan waste yang disebabkan oleh proses produksi yang tidak tepat karena prosedur yang salah, penggunaan peralatan atau mesin yang tidak sesuai dengan kapasitas dan kemampuan dalam suatu operasi kerja.
5. Excessive transportation
6. Waiting
Merupakan waste yang berupa penggunaan waktu yang tidak efisien. Dapat berupa ketidakaktifan dari pekerja, informasi, material atau produk dalam periode waktu yang cukup panjang sehingga menyebakan aliran yang terganggu dan memperpanjang lead time produksi.
7. Unneccessary motion
Merupakan waste yang berupa penggunaan waktu yang tidak memberikan nilai tambah untuk produk maupun proses. Waste jenis ini biasanya terjadi pada aktivitas tenaga kerja di pabrik, terjadi karena kondisi lingkungan kerja dan peralatan yang tidak ergonomis sehingga dapat menyebabkan rendahnya produktivitas pekerja dan berakibat pada terganggunya lead time produksi serta aliran informasi.
Untuk memahami ketujuh waste tersebut, perlu didefinisikan tiga tipe aktivitas yang terjadi dalam sistem produksi. Ketiga tipe aktivitas tersebut antara lain sebagai berikut :
1. Value adding activity, yaitu semua aktivitas perusahaan untuk menghasilkan produk atau jasa yang dapat memberikan nilai tambah dimata konsumen sehingga konsumen rela membayar atas aktivitas tersebut.
3. Non value adding activity, yaitu semua aktivitas yang tidak memberikan nilai tambah di mata customer pada suatu material atau produk yang diproses. Aktivitas ini bisa direduksi atau dihilangkan, karena aktivitas ini murni waste yang sangat merugikan.
3.6. Value Stream Mapping Tools6
Process Activity Mapping, tool ini memetakan proses secara detail
langkah demi langkah. Gambar ini menggunakan simbol-simbol yang berbeda untuk mempresentasikan aktivitas operasi, menunggu, transportasi, inspeksi dan penyimpanan. Peta ini berguna untuk mengetahui berapa persen kegiatan yang dilakukan merupakan kegiatan nilai tambah dan berapa persen bukan nilai tambah, baik yang bisa dikurangi maupun yang tidak. Perluasan dari tool ini dapat digunakan untuk mengidentifikasikan lead time dan produktivitas baik aliran fisik maupun aliran informasi.
Value Stream Mapping adalah suatu tool yang dapat digunakan untuk
memetakan aliran nilai (value stream) secara mendetail untuk mengidentifikasi adanya pemborosan dan menemukan penyebab-penyebab terjadinya pemborosan serta memberikan cara yang tepat untuk menghilangkannya atau paling tidak mengeliminirnya. Dimana fokus value stream mapping adalah pada proses value adding dan non-value adding. Terdapat 7 macam detail mapping tools yang biasa
digunakan, salah satunya adalah Process Activity Mapping.
6
Lima tahap pendekatan dalam Process Activity Mapping secara umum antara lain yaitu:
1. Memahami aliran proses 2. Mengidentifikasi pemborosan
3. Mempertimbangkan apakah proses dapat di arrange ulang pada rangkaian yang lebih effisien.
4. Mempertimbangkan aliran yang lebih baik, melibatkan aliran layout dan rute transportasi yang berbeda.
5. Mempertimbangkan apakah segala sesuatu yang telah dilakukan pada tiap-tiap stage benar-benar perlu dan apa yang akan terjadi jika hal-hal yang berlebihan
tersebut dihilangkan.
Tabel 3.2. Simbol-Simbol pada Value Stream Mapping
Simbol dalam Value Stream Mapping
Simbol ini mempresentasikan supplier atau customer sebagai titik awal (apabila digunakan sebagai supplier) dan titik akhir apabila sebagai customer. Posisinya dapat diletakkan di kiri atau kanan atas.
Berisi kumpulan informasi kunci mengenai kebutuhan customer dan kemampuan supplier. Data box diletakkan dibawah customer box dan supplier box untuk menjelaskan informasi masing masing supplier dan customer.
Simbol ini menyatakan proses operasi, mesin atau departemen yang dilalui aliran material. Secara khusus untuk menghindari pemetaan setiap langkah proses yang tidak diinginkan , maka symbol ini biasanya
mempresentasikan satu departemen dengan aliran material yang kontinu.
Simbol ini menyatakan operasi, proses, departemen dengan famili-famili yang saling berbagi dengan value stream. Perkiraan jumlah operator yang dibutuhkan dalam value stream dipetakan, bukan sejumlah operator yang
Tabel 3.2. Simbol-Simbol pada Value Stream Mapping
Simbol dalam Value Stream Mapping
Simbol ini memiliki lambang-lambang yang didalamnya menyatakan informasi data yang dibutuhkan untuk menganalisis dan mengamati sistem. C/T adalah waktu siklus yang dibutuhkan untuk memproduksi satu barang sampai barang selanjutnya datang. C/O adalah waktu pergantian produksi satu produk dalam satu proses untuk yang lainnya. Uptime adalah presentasi waktu yang tersedia pada mesin untuk proses.
Simbol ini menunjukkan keberadaan suatu inventori diantara dua proses. Ketika memetakan current state, jumlah inventori dapat diperkirakan dengan satu
perhitungan cepat, dan jumlah tersebut dituliskan dibawah gambar segitiga. Jika terdapat lebih dari satu akumulasi inventori, gunakan satu lambang untuk masing-masing lambang inventori.
Simbol ini menunjukkan indikasi dari multioperasi yang terintegrasi dalam workcell.
Tabel 3.2. Simbol-Simbol pada Value Stream Mapping
Simbol dalam Value Stream Mapping
Adalah indikasi arus barang yang menunjukkan proses akan mendorong semua yang dihasilkan kepada proses
berikutnya apapun yang terjadi, sehingga proses berikutnya akan selalu mengikuti proses ini.
Indikasi untuk proes yang benar benar mengalir lancar seperti halnya air didalam pipa.
Adalah indikasi bahwa proses hanya akan mengambil material jika proses tersebut membutuhkan. Proses akan mengambil dari finish good proses sebelumnya.
Pada system tarik, hanya akan mengambil dari inventory yang terkontrol jumlahnya (supermarket).
Simbol ini menyatakan pergerakan raw material dari supplier hingga menuju gudang penyimpanan akhir di pabrik atau pergerakan dari produk akhir di gudang penyimpanan pabrik sampai ke konsumen.
Tabel 3.2. Simbol-Simbol pada Value Stream Mapping
Simbol dalam Value Stream Mapping
Pengiriman dari pemasok ke konsumen dengan transportasi luar.
Gambar anak panah lurus menunjukkan aliran informasi umum yang diperoleh dengan catatan, laporan ataupun percakapan.
Aliran informasi secara elektronik.
Aliran informasi secara lisan atau personal atau perintah dari atasan.
Simbol ini mempresentasikan operator. Lambang ini menunjukkan jumlah operator yang dibutuhkan untuk melakukan suatu proses.
3.7. Pengukuran dan Analisis Masalah
Beberapa macam dari seven tool yang digunakan untuk pengukuran masalah antara lain:
1. Diagram sebab akibat
Diagram ini sering disebut sebagai diagram tulang ikan (fishbone diagram). Manfaat diagram ini adalah kemampuannya memisahkan penyebab dari
gejala, memfokuskan perhatian pada hal – hal yang relevan, serta diterapkan pada setiap masalah.
Diagram Fishbone dari Ishikawa menjadi satu tool yang sangat populer dan dipakai di seluruh penjuru dunia dalam mengidentifikasi faktor penyebab masalah. Diagram cause and effect ini dikenal dengan “tulang ikan”, karena kalau diperhatikan rangka analisis diagram fishbone bentuknya ada kemiripan dengan ikan, dimana ada bagian kepala (sebagai effect) dan bagian tubuh ikan berupa rangka serta duri-durinya digambarkan sebagai penyebab (cause) suatu permasalahan yang timbul. Contoh fishbone diagram seperti pada Gambar 3.1.
Tujuan utama dari diagram fishbone adalah untuk menggambarkan secara grafik cara hubungan antara penyampaian akibat dan semua faktor yang berpengaruh pada akibat ini. Fungsi utama dari diagram fishbone ini adalah:
2. Fokus pada pokok persoalan yang spesifik tanpa usaha untuk mengeluh dan diskusi yang tidak relevan.
3. Mengidentifikasi wilayah dimana ada kekurangan
Yang menjadi faktor–faktor penyebab masalah dalam diagram fishbone adalah terdiri dari : Manusia, Mesin, Metoda, Material. Dengan menerapkan diagram
Fishbone ini dapat menolong kita untuk dapat menemukan akar “penyebab”
terjadinya masalah khususnya di industri manufaktur dimana prosesnya terkenal dengan banyaknya ragam variabel yang berpotensi menyebabkan munculnya permasalahan. Apabila “masalah” dan “penyebab” sudah diketahui secara pasti, maka tindakan dan langkah perbaikan akan lebih mudah dilakukan. Dengan diagram ini, semuanya menjadi lebih jelas dan memungkinkan kita untuk dapat melihat semua kemungkinan “penyebab” dan mencari “akar” permasalahan sebenarnya.
Operator Material
Lingkungan Metode Mesin
Output
2. Diagram SIPOC (Supplier-Input-Process-Output-Customer)
Seperti yang sudah kita ketahui, metodologi Six Sigma punya berbagai macam perangkat untuk melakukan process improvement. SIPOC Diagram adalah sebuah perangkat yang digunakan dalam metodologi Six Sigma, yakni suatu gambar visual yang mendeskripsikan tentang bagaimana proses dapat memberikan pelayanan kepada pelanggan.
a. siapa yang menyediakan input untuk proses?
Diagram ini membantu dalam menjelaskan suatu proyek yang kompleks dan ruang lingkupnya belum jelas. Dalam fase DMAIC, maka SIPOC diagram ini terdapat pada fase Measure. Prosesnya mirip dan terkait dengan process mapping, namun lebih mendetail lagi.
Perangkat SIPOC ini bermanfaat ketika terdapat ketidakjelasan dalam hal:
b. spesifikasi apa yang ditetapkan untuk input? c. siapa yang menjadi pelanggan dalam proses? d. apa persyaratan yang ditetapkan oleh pelanggan?
Selama proses berlangsung, supplier (S) menyediakan input (I) untuk proses. Proses yang dilakukan ini berusaha untuk meningkatkan value added, dan menghasilkan output (O) yang memenuhi bahkan melampaui ekspektasi dari customer/pelanggan (C).
b. Inputs: Input yang digunakan dalam proses, diantaranya termasuk material, jasa, informasi, SDM, dan sebagainya yang diproses untuk menghasilkan output.
c. Process: serangkaian aktivitas yang dapat memberikan nilai bagi input untuk memproduksi output bagi pelanggan.
d. Outputs: hasil dari proses untuk pelanggan internal dan eksternal. Output ini bisa berupa produk, jasa, informasi, hingga laporan dan dokumen.
e. Customers: pelanggan adalah pihak yang menerima output yang dihasilkan dari proses. Jika seseorang menerima barang dari pihak ketiga, maka mereka (dianggap) bukan customer. Customer haruslah pihak yang membawa output tersebut langsung dari unit bisnis, dan tidak harus menggunakan output tersebut. Contoh pihak yang bisa menjadi customer adalah manajer, CEO, direksi dan divisi lainnya.
Langkah-langkah
1. Membuat area dimana tim akan menggambar SIPOC diagram. Bisa menggunakan transparansi, chart
yang dilakukan untuk membuat SIPOC Diagram adalah sebagai berikut:
2. Mulai dengan proses, gambarkan proses dalam empat hingga lima level langkah
3. Identifikasi output dari proses .
4. Identifikasi pelanggan yang nantinya akan menerima output dari proses 5. Identifikasi Input yang dibutuhkan supaya proses berjalan dengan baik
7. Langkah opsional: identifikasi persyaratan awal dari pelanggan.
8. Diskusi dengan sponsor proyek, champion dan stakeholder yang lainnya sebagai verifikasi.
3. Peta Aliran Proses ( Flow Process Chart)
Suatu diagram yang menunjukan urutan-urutan dari operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi selama satu proses atau prosedur berlangsung, serta didalamnya memuat pula informasi-informasi yang diperlukan untuk analisis waktu yang dibutuhkan dan jarak perpindahaan. Peta aliran proses dan peta proses operasi memiliki perbedaan dalam peta keseluruhan. Berikut ini perbedaan yang terdapat pada peta aliran proses dan peta proses operasi (Mercubuana,2012).
a. Peta aliran proses memperlihatkan semua aktivitas-aktivitas dasar, termasuk transportasi, menunggu dan menyimpan. Sedangkan pada proses peta proses operasi, terbatas pada operasi dan pemeriksaan saja.
b. Pada aliran proses menganalisis setiap komponen yang diproses secara lebih lengkap disbanding dengan Peta Proses Operasi, memungkinkan untuk digunakan setiap proses atau prosedur, baik dipabrik atau kantor.
Kegunaan Peta Aliran Kerja dalam sebuah perusahaan maupun pabrik sangat membantu dalam proses pekerjaan, yaitu (Mercubuana, 2012).
b. Peta ini bisa memberikan informasi mengenai waktu penyelesaian suatu proses atau prosedur.
c. Bisa digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh orang selama proses atau prosedur berlangsung.
d. Sebagai alat untuk melakukan perbaikan-perbaikan proses atau metoda kerja.
4. Failure Mode and Effect Analysis (FMEA)7
FMEA merupakan suatu metode yang digunakan untuk mengidentifikasi dan menganalisa suatu kegagalan dan akibatnya untuk menghindari kegagalan tersebut. Dalam konteks kesehatan dan keselamatan kerja (K3), kegagalan yang dimaksudkan dalam definisi di atas merupakan suatu bahaya yang muncul dari suatu proses. Kegagalan digolongkan berdasarkan dampak yang diberikan terhadap kesuksesan suatu misi dari sebuah sistem. Secara umum, FMEA (Failure Modes and Effect Analysis) didefinisikan sebagai sebuah teknik yang
mengidentifikasi tiga hal, yaitu :
a. Penyebab kegagalan yang potensial dari sistem, desain produk, dan proses selama siklus hidupnya,
b. Efek dari kegagalan tersebut,
c. Tingkat kekritisan efek kegagalan terhadap fungsi sistem, desain produk, dan proses.
7
Dyadem Engineering Corporation. Guidelines for Failure Mode and Effects Analysis, For
Berikut ini adalah tujuan yang dapat dicapai oleh perusahaan dengan penerapan FMEA:
a. Untuk mengidentifikasi mode kegagalan dan tingkat keparahan efeknya. b. Untuk mengidentifikasi karakteristik kritis dan karakteristik signifikan. c. Untuk mengurutkan pesanan desain potensial dan defisiensi proses
d. Untuk membantu fokus engineer dalam mengurangi perhatian terhadap produk dan proses, dan membentu mencegah timbulnya permasalahan
RPN adalah indikator kekritisan untuk menentukan tindakan koreksi yang sesuai dengan moda kegagalan. RPN digunakan oleh banyak prosedur FMEA untuk menaksir resiko menggunakan tiga kriteria berikut :
a. Keparahan efek (Severity) S – Seberapa serius efek akhirnya?
b. Kejadian penyebab (Occurrence) O – Bagaimana penyebab terjadi dan akibatnya dalam moda kegagalan?
c. Deteksi penyebab (Detection) D – Bagaimana kegagalan atau penyebab dapat dideteksi sebelum mencapai pelanggan?
Angka prioritas RPN merupakan hasil kali rating keparahan, kejadian, dan deteksi. Angka ini hanyalah menunjukkan rangking atau urutan defisiensi desain sistem.
RPN = S x O x D
3.8. Perhitungan Data Waktu.
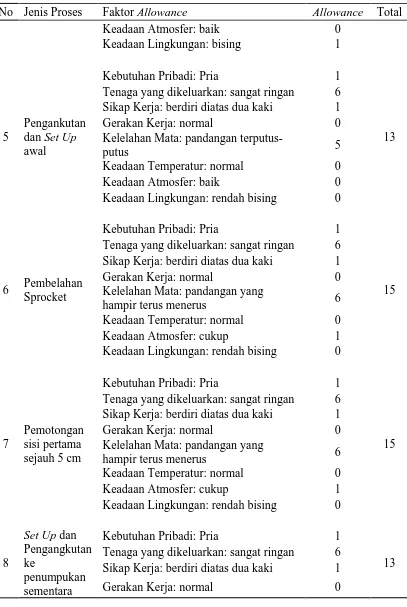
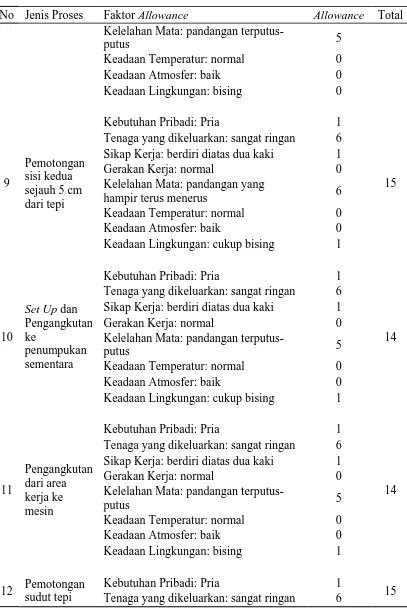
Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktu-waktu kerjanya baik elemen ataupun siklus dengan menggunakan alat-alat yang telah disiapkan oleh peneliti seperti stopwatch, lembar pengamatan, dan alat tulis. Pengukuran waktu ditujukan untuk mendapatkan waktu baku penyelesaian pekerjaan. Hal pertama yang dilakukan adalah pengukuran pendahuluan. Tujuan melakukan pengukuran pendahuluan adalah untuk mengetahui berapa kali pengukuran harus dilakukan untuk tingkat-tingkat ketelitian dan keyakinan yang diinginkan. Tingkat ketelitian dan keyakinan ini ditetapkan pada saat menjalankan langkah penetapan tujuan pengukuran. Adapun tujuan dari pengukuran waktu adalah mencari waktu yang sebenarnya dibutuhkan untuk menyelesaikan suatu pekerjaan setelah memperhatikan faktor kelonggaran dan penyesuaian atau waktu baku.
3.8.1. Tingkat Ketelitian dan Tingkat Keyakinan
tingkat keyakinan 95% maka hal ini menyatakan bahwa penyimpangan hasil pengukuran dari hasil sebenamya maksimum 5% dan kemungkinan berhasil mendapatkan hasil yang demikian adalah 95%. Dengan kata lain, pengukur hanya diizinkan paling banyak 5% dalam memperoleh hasil yang menyimpang dari jumlah keseluruhan hasil pengukuran.
3.8.2. Uji Keseragaman dan Kecukupan Data
Pengujian ini dilakukan karena keadaan sistem yang selalu berubah mengakibatkan waktu penyelesaian yang dihasilkan sistem selalu berubah-ubah, namun harus dalam batas kewajaran. Berikut ini langkah-langkah untuk pengujian keseragaman data:
i. Hitung rata-rata dari seluruh data pengamatan
ii. Hitung standar deviasi sebenarnya dari waktu penyelesaian iii. Tentukan batas kontrol atas dan bawah (BKA dan BKA)
Batas – batas kontrol merupakan batas kontrol apakah group “seragam” atau
tidak. Jika semua rata-rata subgroup sudah berada dalam batas kontrol, maka dapat dihitung banyaknya pengukuran yang diperlukan dengan menggunakan rumus kecukupan data. Rumus yang digunakan adalah:
�′ = �
�
� �� ∑ �2−(∑ �)2
∑ � �
N’ = Jumlah pengamatan yang harus dilakukan
s = Tingkat Ketelitian
k = Diperoleh dari distribusi normal
jika tingkat kepercayaan 99% maka k = 3
jika tingkat kepercayaan 95% maka k = 2
jika tingkat kepercayaan 90% maka k = 1
x = Waktu Pengamatan
N = Jumlah pengamatan yang telah dilakukan
N’ < N berarti data sudah cukup atau representatif.
Pada pengujian kecukupan data ini, jika N > N’ maka data dinyatakan cukup dan sebaliknya jika N’ > N maka data yang diambil belum mencukupi sehingga harus melakukan penambahan jumlah data sebagai sampel.
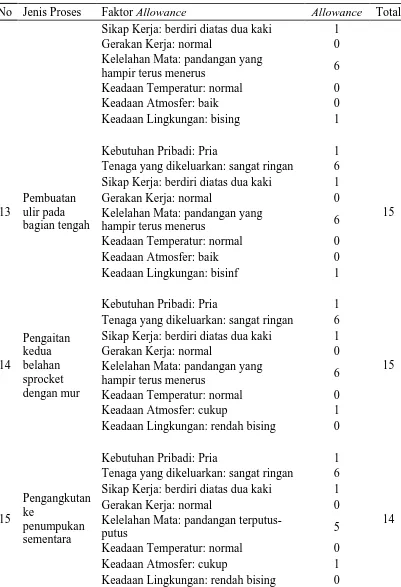
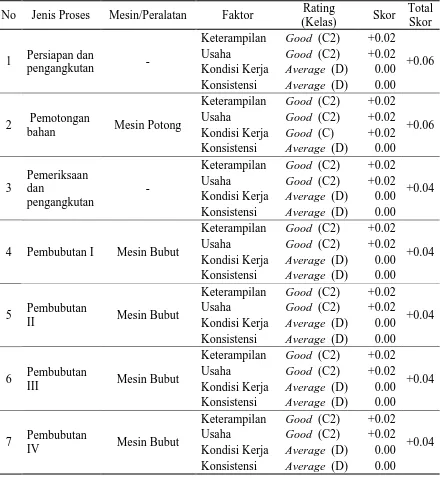
3.8.3. Perhitungan Waktu Normal dan Waktu Baku
menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Rating Factor = 1 + Westinghouse Factor
Wn = Wt x Rf
Wn = Waktu normal
Wt = Waktu terpilih (waktu rata-rata data setelah data seragam dan cukup )
Rf = Rating factor
terhindarkan tergantung pada kondisi yang ada. Perhitungan nilai total kelonggaran diperoleh dengan menjumlah keseluruhan kelonggaran yang ada.
Waktu Baku Operator (Wb0) = Wn0
Process Cycle Effeciency = ����� ����� ����
����� �������� � 100% x 100
100−���
3.9. Perhitungan Metrik Lean
Langkah yang perlu dilakukan untuk melakukan penerapan sistem Lean adalah pengukuran beberapa metrik Lean. Pengukuran metrik ini akan memberikan gambaran awal mengenai kondisi perusahaan sebelum diterapkan Lean dan bila Lean telah diterapkan maka akan terlihat perubahan pada nilai yang
lebih baik pada metrik-metrik ini. Perhitungan metrik lean terdiri dari perhitungan manufacturing lead time, process cycle effisiency, process velocity dan process
lead time.
Suatu perusahaan dikatakan telah melaksanakan program Lean apabila mempunyai nilai process cycle efficiency sebesar 30% yang artinya waktu proses untuk proses kerja atau kegiatan yang bernilai tambah mencapai 30% dari waktu proses atau kegiatan secara keseluruhan.
Value-added time adalah waktu melakukan proses yang memberikan nilai
untuk melakukan proses dari awal sampai akhir yaitu ketika barang dipesan sampai dengan barang dikirim kepada pelanggan8
3.10. Single Minutes Exchange of Dies (SMED)
.
9
Prosedur set up biasanya menghasilkan pemikiran yang berbeda-beda, tergantung pada tipe operasi dan tipe alat yang digunakan. Sebelumnya, ketika prosedur-prosedur ini dianalisa dari sudut pandang yang beda, dapat dikatakan bahwa semua operasi set up meliputi urutan langkah-langkah. Pada set up tradisional, perubahan distribusi waktu seperti ditunjukkan pada Tabel 3.3. berikut.
8
Yesmizarti Muchtiar,Noviyarsi.Implementasi Metode 5S pada Lean Six Sigma dalam Proses
Pembuatan Mur Baut Versing.Universitas Bung Hatta: Padang. Jurnal Internet
9
Tabel 3.3. Proporsi Waktu Set up Tradisional
Operation Proportion
of Time
Persiapan, kegiatan setelah proses, pemeriksaan aliran bahan, mata
pisau, dies, jig, fixture, dan lain-lain 30%
Mounting dan mengganti mata pisau, dan lain-lain 5% Peletakan di tengah, pengukuran, dan mengatur mesin untuk
kondisi yang lain 15%
Melakukan percobaan dan membuat saran 50%
Tahap pada metode SMED ini adalah sebagai berikut:
1. Tahap pendahuluan: kondisi internal dan eksternal tidak dipisahkan
Dalam operasi set up tradisional, internal dan eksternal set up membingungkan, yang dapat dilakukan secara eksternal dilakukan secara internal, sehingga mesin dalam keadaan idle dalam waktu yang lama. Untuk penerapan SMED, seseorang haruslah menguasai lantai produksi secara detail. Analisis produksi secara berkelanjutan kemungkinan merupakan metode yang paling baik. Sebagaimana analisis, haruslah membutuhkan waktu dan keahlian. Kemungkinan yang lain adalah dengan work sampling study. Dan pendekatan lainnya yang mungkin adalah dengan wawancara
terhadap pekerja.
2. Tahap 1: Pemisahan internal dan eksternal set up
perbaikan, tidak dilakukan selama mesin mati. Jika perbaikan ilmiah dapat dilakukan terhadap proses produksi dengan mengubah set up internal menjadi eksternal, kemungkinan terjadi pengurangan waktu 30 – 50%.
3. Tahap 2: Konversi internal set up menjadi eksternal set up
Sebagaimana sebelumnya dikatakan bahwa pengurangan waktu proses 30-50%, namun itu tidaklah sepenuhnya. Pada tahap ini, pengubahan set up internal menjadi eksternal melibatkan dua catatan penting yaitu:
a. Mengulangi proses operasi untuk melihat adakah operasi yang salah peletakan antara internal dan eksternal
b. Menemukan cara untuk mengkonversi operasi internal menjadi eksternal.
3.11. Metode 5S10
1. Seiri (Sort)
Metode 5S adalah program yang merangkum serangkaian aktivitas untuk menghilangkan pemborosan yang menyebabkan kesalahan, kecacatan, dan kecelakaan di tempat kerja. 5S merupakan pendekatan sistematik untuk meningkatkan lingkungan kerja, proses-proses dan produk yang melibatkan karyawan di lantai pabrik atau lini produksi. Adapun kelima S tersebut adalah sebagai berikut:
10
Secara tegas memisahkan item yang dibutuhkan dari item yang tidak dibutuhkan, kemudian menghilangkan item yang tidak diperlukan dari tempat kerja.
2. Seiton (Stabilize)
Menyimpan item yang diperlukan ditempat yang tepat agar mudah diambil jika akan digunakan.
3. Seiso (Shine)
Mempertahankan area kerja agar tetap bersih dan rapi. 4. Seiketsu (Standarize)
Melakukan standarisasi terhadap praktek 3S (Seiri, Seiton, Seiso) di atas. 5. Shitsuke (Sustein)
BAB IV
METODOLOGI PENELITIAN
4.1. Jenis Penelitian
Jenis penelitian ini berdasarkan metodenya termasuk penelitian deskriptif korelasional, yakni penelitian yang bertujuan untuk mendapatkan tingkat keterkaitan antara faktor-faktor yang mempengahruhi terhadap faktor dependen yang dituju. Tingkat hubungan tersebut dilihat dengan koefisien korelasi.
4.2. Lokasi Penelitian
Penelitian ini dilakukan di PT. Bina Karya Logam Mandiri berlokasi di Tanjung Morawa Km 12,5 No. 142, Medan, Sumatera Utara.
4.3. Identifikasi Variabel Penelitian
Penentuan variabel penelitian didasarkan pada studi pendahuluan, studi kepustakaan, dan pengalaman pihak perusahaan yang berkaitan dengan permasalahan yang sedang dihadapi.
a. Produk cacat (X1
b. Inventori (X
), yaitu kegagalan produk untuk diberikan kepada pelanggan, seperti sompel, pecah, retak, bergaris.
2
c. Set up (X
), yaitu adanya penumpukan barang yang sudah diproduksi di lantai pabrik, dan belum diserahkan kepada pelanggan.
3
d. Motion (X
), yaitu kegiatan persiapan yang dilakukan untuk permesinan sebelum operasi dijalankan.
4
e. Transportasi (X
), ketidaksesuaian atau kelebihan gerakan operator pada proses operasi sehingga menambah lead time produk.
5
f. Proses menunggu (X
), material handling pada saat proses produksi, ketidaktepatan alat yang digunakan akan menambah lama waktu operasi atau mengurangi mutu bahan. Transportasi ini terdiri dari perpindahan operator dan perpindahan bahan.
6
g. Proses berlebih (X
), kegiatan operator yang tidak menambah nilai, dimana operator menunggu proses permesinan yang otomatis.
7
h. Produktivitas, yaitu menunjukkan rasio output terhadap input yang diukur sebelum dan sesudah pemecahan masalah dengan Lean Six Sigma.
), yaitu ketidaksesuaian operasi yang dilakukan dengan yang sudah ditetapkan, banyaknya kegiatan yang sama dilakukan, seperti inspeksi, penggerindaan dan penghalusan.
4.4. Kerangka Berpikir
masalah dalam penelitian. Kerangka berpikir penelitian ini dapat dilihat pada Gambar 4.1.
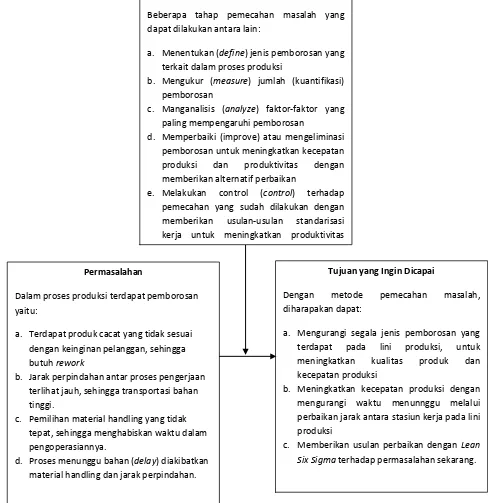
Gambar 4.1. Kerangka Berpikir Penelitian Permasalahan
Dalam proses produksi terdapat pemborosan yaitu:
a. Terdapat produk cacat yang tidak sesuai dengan keinginan pelanggan, sehingga butuh rework
b. Jarak perpindahan antar proses pengerjaan terlihat jauh, sehingga transportasi bahan tinggi.
c. Pemilihan material handling yang tidak tepat, sehingga menghabiskan waktu dalam pengoperasiannya.
d. Proses menunggu bahan (delay) diakibatkan material handling dan jarak perpindahan.
Tujuan yang Ingin Dicapai
Dengan metode pemecahan masalah, diharapakan dapat:
a. Mengurangi segala jenis pemborosan yang terdapat pada lini produksi, untuk
meningkatkan kualitas produk dan kecepatan produksi
b. Meningkatkan kecepatan produksi dengan mengurangi waktu menunnggu melalui perbaikan jarak antara stasiun kerja pada lini produksi
c. Memberikan usulan perbaikan dengan Lean Six Sigma terhadap permasalahan sekarang. Pemecahan Masalah
Beberapa tahap pemecahan masalah yang dapat dilakukan antara lain:
a. Menentukan (define) jenis pemborosan yang terkait dalam proses produksi
b. Mengukur (measure) jumlah (kuantifikasi) pemborosan
c. Manganalisis (analyze) faktor-faktor yang paling mempengaruhi pemborosan
d. Memperbaiki (improve) atau mengeliminasi pemborosan untuk meningkatkan kecepatan produksi dan produktivitas dengan memberikan alternatif perbaikan
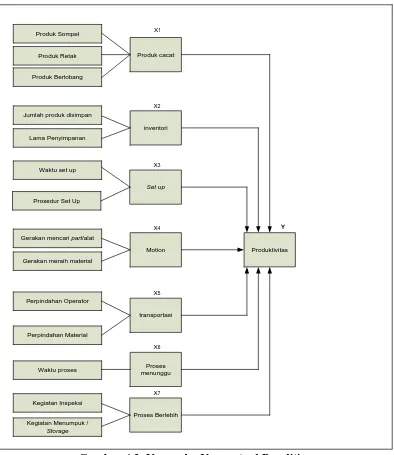
4.5. Kerangka Konseptual
Kerangka konseptual adalah bentuk kerangka berpikir yang dapat digunakan sebagai dasar pendekatan dalam memecahkan masalah yang akan diidentifikasi.
Produk cacat
inventori
Set up
Motion
transportasi
Proses menunggu
X1
X2
X3
X4
X5
X6
Proses Berlebih X7
Produktivitas Produk Sompel
Produk Retak
Kegiatan Menumpuk /
Storage
Kegiatan Inspeksi Gerakan meraih material
Waktu proses Perpindahan Operator
Produk Berlobang
Perpindahan Material Gerakan mencari part/alat
Waktu set up
Prosedur Set Up
Y Jumlah produk disimpan
Lama Penyimpanan
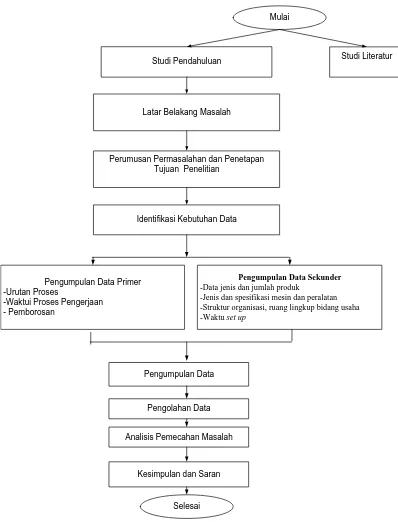
4.6. Prosedur Pelaksanaan Penelitian
Langkah-langkah dalam pelaksanaan penelitian ini dapat dilihat pada Gambar 4.3.
Mulai
Studi Pendahuluan
Latar Belakang Masalah
Perumusan Permasalahan dan Penetapan Tujuan Penelitian
Pengumpulan Data Primer -Urutan Proses
-Waktui Proses Pengerjaan - Pemborosan
Pengumpulan Data Sekunder -Data jenis dan jumlah produk
-Jenis dan spesifikasi mesin dan peralatan -Struktur organisasi, ruang lingkup bidang usaha -Waktu set up
Pengumpulan Data
Pengolahan Data
Kesimpulan dan Saran
Selesai
Identifikasi Kebutuhan Data
Studi Literatur
Analisis Pemecahan Masalah
4.7. Pengumpulan Data
4.7.1. Sumber Data
Data sekunder yang diperoleh dalam penelitian ini adalah sebagai berikut:
a. Data jenis dan jumlah produk b. Jam kerja dan jumlah tenaga kerja c. Data bahan baku
d. Urutan Proses
Sedangkan data primer yang didapat dalam penelitian ini antara lain:
a. Waktu Pengerjaan b. Jenis-Jenis Pemborosan c. Waktu Set Up
4.7.2. Metode Pengumpulan Data
Dalam penelitian ini, teknik pengumpulan data yang dilakukan yaitu:
a. Teknik kepustakaan, yakni membaca dan memahami buku-buku dan jurnal-jurnal yang berkaitan dengan penerapan metode Lean-Six Sigma.
b. Teknik dokumentasi, yakni memperoleh data perusahaan PT. Bina Karya Logam Mandiri berupa dokumen-dokumen yang mendukung pengerjaan laporan dengan instrumen penelitian tabel pencatatan data.
d. Wawancara berupa tanya jawab dan diskusi kepada pihak perusahaan.
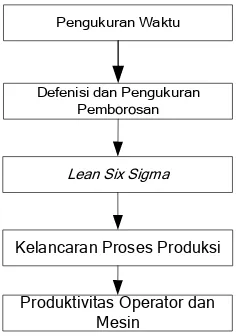
4.8. Metode Pengolahan dan Analisis Data
Langkah-langkah umum pengolahan data secara umum dapat dilihat pada Gambar 3.4.
Lean Six Sigma
Kelancaran Proses Produksi Pengukuran Waktu
Defenisi dan Pengukuran Pemborosan
Produktivitas Operator dan Mesin
Gambar 4.4. Pengolahan Data Secara Umum
4.8.1. Pengukuran Waktu
Langkah-langkah yang dilakukan dalam pengukuran waktu diuraikan sebagai berikut:
1. Pengukuran waktu proses dengan menggunakan stopwatch.
3. Data hasil uji keseragaman waktu proses, selanjutnya dilakukan pengujian kecukupan data untuk menentukan jumlah data pengamatan yang diambil.
= Data pengamatan ke-j (j = 1,2,2,...,N)
= Harga rata-rata
N =jumlah pengamatan pendahuluan
N' = Jumlah pengamatan yang diperlukan
2. Kemudian menentukan waktu terpilih (Wt).
3. Selanjutnya menentukan Waktu Normal dengan terlebih dahulu menghitung rating factor. Metode yang digunakan adalah westinghouse
Wn = Ws x Rf (dimana Rf = 1 + Westinghouse factor)
Wn = Waktu Normal
Rf = rating factor
4. Melakukan perhitungan Waktu Standar dengan terlebih dahulu menghitung Allowance.
Waktu Standard = Waktu Normal x ( 100%
100%−���)
Gambar 4.5. Blok Diagram Pengukuran Waktu
Pengukuran Waktu Siklus
Uji Keseragaman Data
Uji Kecukupan Data Apakah Data
Seragam ?
Ya
Revisi Tabel Data Pengamatan
Tidak
Penentuan Waktu Standar Penentuan Waktu Normal
4.8.2. Pendefenisian dan Pengukuran Waste
Langkah pertama yang dilakukan adalah memahami jenis waste dengan pengelompokan dan pendefenisian waste yang ada. Ada Sembilan jenis waste, antara lain:
- Environmental, Health and Safety (EHS), yakni jenis pemborosan yang terjadi karena kelalaian dalam memperhatikan hal-hal yang berkaitan dengan prinsip-prinsip EHS.
- Defects, jenis pemborosan yang terjadi karena kecacatan atau gagal produk (barang/jasa)
- Overproduction, pemborosan yang terjadi karena produksi berlebih dari kuantitas yang dipesan oleh pelanggan.
- Waiting, jenis pemborosan karena pekerjaan menunggu.
- Not utilizing employees knowledge, skills and abilities, jenis pemborosan karena alokasi SDM tidak optimal.
- Transportation, jenis pemborosan karena transportasi berlebih sepanjang value stream.
- Inventories, jenis pemborosan karena inventori berlebih.
- Motion, pemborosan yang terjadi karena pergerakan lebih banyak dari yang seharusnya sepanjang value stream.