ANALISA JUMLAH OPERATOR PADA BAGIAN
PENGEPAKAN DENGAN METODE
WORK SAMPLING
DAN
BIOMEKANIKA
DI PT. MUTIARA MUKTI FARMA
P R O P O S A L T U G A S S A R J A N A Diajukan Untuk Memenuhi Sebagian dari
Syarat-syarat Penulisan Tugas Sarjana
Oleh
ANAS SYAHPUTRA 080403152
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
Perusahaan dituntut setiap waktu untuk mampu memberikan pelayanan yang memuaskan terhadap pelanggan, baik dari segi waktu pemenuhan kebutuhan maupun dari segi kualitas sesuai dengan permintaan. Ketersediaan tenaga kerja dengan tingkat keterampilan yang memadai dan dengan jumlah yang tepat selalu menjadi tujuan dari pelaksanaan produksi itu sendiri, meskipun tidak melupakan faktor penting lainnya yang berpengaruh dalam proses produksi seperti mesin, peralatan dan lain sebagainya Penelitian ini dilakukan di bagian pengepakan di PT. Mutiara Mukti Farma yang merupakan perusahan yang memproduksi obat merek antalgin, operator di bagian pengepakan berjumlah 5 orang
Penelitian ini dilakukan untuk menganalisa jumlah operator yang sesuai di bagian pengepakan
Tahapan yang digunakan untuk menganalisa jumlah operator yang sesuai adalah melakukan pengukuran waktu siklus untuk mengetahui waktu yang di butuhkan operator mengerjakan pekerjaannya dalam satu siklus kerja, pengukuran
work dan idle untuk mengetahui berapa persen operator megerjakan pekerjaannya dan berapa banyak waktu menganggur, pengukuran beban kerja dengan metode
biomekanika untuk mengetahui beban yang diangkut operator apakah memiliki indikasi cedera tulang belakang atau tidak.
Berdasarkan hasil perhitungan jumlah operator yang sesuai berjmlah 8 orang operator, sehingga di butuhkan 3 operator tambahan di bagian pengepakan.
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas rahmat dan
karuniaNya yang selalu menyertai sehingga penulis dapat menyelesaikan Tugas
Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi
oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini
merupakan laporan hasil penelitian yang dilakukan oleh penulis dengan judul
“Analisa Jumlah Operator Pada Bagian Pengepakan Dengam Metode Work Sampling dan Biomekanika Di PT. Mutiara Mukti Farma ”.
Penulis sangat menyadari bahwa masih terdapat banyak kekurangan di
dalam tugas sarjana ini. Oleh karena itu, diharapkan adanya kritik dan saran yang
membangun dari pembaca demi menyempurnakan Laporan Tugas Sarjana ini.
Akhir kata, penulis mengucapkan terima kasih dan semoga laporan ini
bermanfaat.
Universitas Sumatera Utara Medan, Maret 2015
Penulis
Anas syahputra
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini,
banyak pihak yang telah membantu, maka pada kesempatan ini penulis
mengucapkan terima kasih kepada :
1. ALLAH Tuhan Maha Esa, atas berkat rahmat dan hidayahnya kepada penulis
sehingga penelitian ini dapat di selesaikan dengan baik.
2. Kepada kedua orang tua tercinta (Zainal Arifin Sinaga dan Susi Supartinah)
yang telah memberikan semangat kepada penulis sehingga tetap semangat
dalam menyelesaikan penelitian ini.
3. Ibu Ir. Anizar, Mkes selaku Dosen Pembimbing I atas kesediaannya
meluangkan waktu untuk membimbing dan memberikan arahan kepada
penulis dalam penulisan laporan.
4. Ibu Rahmi M. Sari, MM(T) selaku Dosen Pembimbing II atas kesediaannya
meluangkan waktu untuk membimbing dan memberikan arahan kepada
penulis dalam penulisan laporan.
5. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri dan
yang telah memberi motivasi sehingga penulis dapat menyelesaikan laporan
Tugas Sarjana ini.
6. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri
Universitas Sumatera Utara.
8. Bapak Ir. A. Jabbar M. Rambe, M.Eng. Selaku Ketua Bidang Ergonomi dan
Dasar Perancangan Sistem Kerja yang telah memberikan dukungan dan arahan
dalam pengajuan judul Tugas Sarjana.
9. Seluruh Staf Pengajar dan Pegawai Administrasi Departemen Teknik Industri,
Bang Mijo, Bang Nurmansyah, Kak Dina, Bang Ridho, Buk Ani, Kak Rahma,
Kak Mia dan Bang Kumis yang telah membantu mengurus keperluan
administrasi.
10.Sahabat-sahabat penulis, Zulfan bulbul, Dinda, Eva, Bintang, Dita Nenek,
Audra, Armen, Trisman, dan teman-teman transfer yang telah memberikan
semangat, motivasi, suka duka selama kuliah.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN
SERTIFIKAT SIDANG SARJANA
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iii
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xii ABSTRAK
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-3
1.3. Tujuan dan Sasaran Penelitian ... I-3
1.4. Manfaat Penelitian ... I-4
1.5. Pembatasan Masalah... I-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN II GAMBARAN UMUM OBJEK STUDI
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup ... II-2
2.3. Struktur Organisasi dan Manajemen ... II-3
2.3.1. Uraian Tugas dan Tanggung Jawab ... II-6
2.3.2. Tenaga Kerja dan Jam Kerja Perusahaan ... II-6
III LANDASAN TEORI
3.1. Pengukuran Waktu... III-1
3.3.1. Pengukuran Waktu Kerja dengan Menggunakan
Metode jam Henti ... III-2
3.3.2. Pengukuran Waktu Kerja dengan Menggunakan
Metode Work Sampling ... III-4
3.2. Faktor Penyesuaian Menurut Westinghouse ... III-2
3.3. Kelonggaran ... III-5
3.4. Perhitungan Waktu Normal dan Waktu baku ... III-7
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.3. Jenis Penelitian... IV-1
4.4. Kerangka Berfikir ... IV-1
4.5. Instrumen Penelitian ... IV-2
4.6. Sumber Data ... IV-2
4.7. Tahapan Penelitian... IV-3
4.8. Prosedur Pengumpulan Data ... IV-4
4.9. Metode Pengolahan Data ... IV-7
4.10. Analisis Pemecahan Masalah ... IV-8
4.11. Penarik Kesimpulan ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA
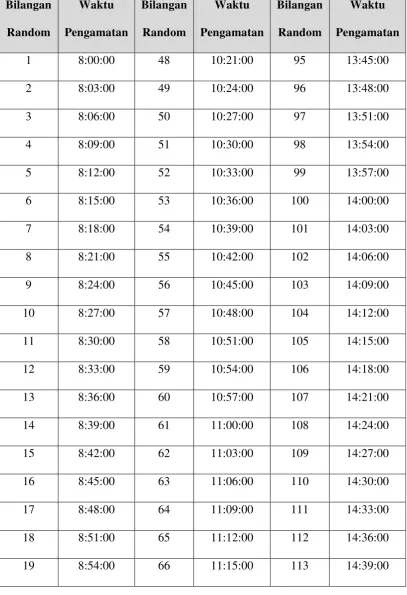
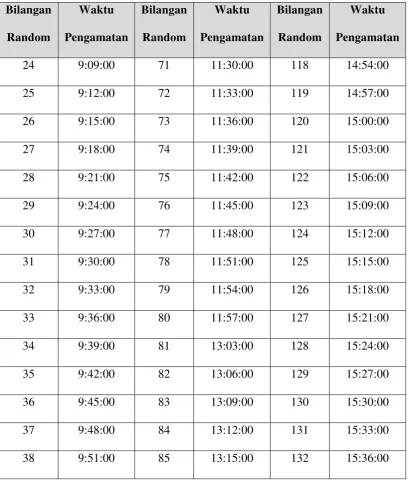
5.1. Penentuan Waktu Pengamatan ... V-1
5.1.1. Pengamatan Sampling Kerja ... V-1
5.1.2. Penentuan Kelonggaran ( Allowance) ... V-14 5.2. Pengolahan Data ... V-21
5.2.1. Perhitungan Work Pada Operator ... V-21
5.2.2. Uji Keseragaman Data ... V-23
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.5. Perhitungan Waktu Standar ... V-28
5.2.6. Perhitungan Jumlah Kebutuhan Tenaga Kerja
Standar Berdasarkan Waktu Standar ... V-29
5.3. Penilaian Biomekanika dengan Metode RWL dan LI ... V-32
5.3.1. Data Operator Angkut di Bagian Pengepakan... V-32
5.3.2. Perhitungan Recommended Weight Limit ... V-33 5.3.3. Perhitungan Lifting Index ... V-34
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Waktu Standar Tenaga Kerja ... VI-1
6.2. Analisis Jumlah Tenaga Kerja ... VI-1
6.3. Analisis Beban Kerja Operator ... VI-1
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
DAFTAR PUSTAKA
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1.Struktur Organisasi ... II-5
2.2.Uraian Proses Produksi Obat Tablet ... II-16
4.1. Kerangka Konseptual... IV-2
ABSTRAK
Perusahaan dituntut setiap waktu untuk mampu memberikan pelayanan yang memuaskan terhadap pelanggan, baik dari segi waktu pemenuhan kebutuhan maupun dari segi kualitas sesuai dengan permintaan. Ketersediaan tenaga kerja dengan tingkat keterampilan yang memadai dan dengan jumlah yang tepat selalu menjadi tujuan dari pelaksanaan produksi itu sendiri, meskipun tidak melupakan faktor penting lainnya yang berpengaruh dalam proses produksi seperti mesin, peralatan dan lain sebagainya Penelitian ini dilakukan di bagian pengepakan di PT. Mutiara Mukti Farma yang merupakan perusahan yang memproduksi obat merek antalgin, operator di bagian pengepakan berjumlah 5 orang
Penelitian ini dilakukan untuk menganalisa jumlah operator yang sesuai di bagian pengepakan
Tahapan yang digunakan untuk menganalisa jumlah operator yang sesuai adalah melakukan pengukuran waktu siklus untuk mengetahui waktu yang di butuhkan operator mengerjakan pekerjaannya dalam satu siklus kerja, pengukuran
work dan idle untuk mengetahui berapa persen operator megerjakan pekerjaannya dan berapa banyak waktu menganggur, pengukuran beban kerja dengan metode
biomekanika untuk mengetahui beban yang diangkut operator apakah memiliki indikasi cedera tulang belakang atau tidak.
Berdasarkan hasil perhitungan jumlah operator yang sesuai berjmlah 8 orang operator, sehingga di butuhkan 3 operator tambahan di bagian pengepakan.
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pekerja yang melakukan kerja secara manual (manual material handling) yang terdiri dari mengangkat, menurunkan, mendorong, menarik dan membawa
merupakan sumber utama komplain karyawan di industri . Aktivitas manual material hendling (MMH) yang tidak tepat dapat menimbulkan kerugian bahkan kecelakaan pada karyawan. Akibat yang timbul dari aktifitas manual material handling yang tidak benar salah satunya adalah keluhan muskoloskeletal. Keluhan muskoloskeletal adalah kelelahan pada bagian-bagian otot skeletal yang dirasakan oleh seseorang mulai dari yang ringan sampai yang sangat sakit.
PT. Mutiara Mukti Farma merupakan suatu perusahaan yang bergerak
produksi obat, dengan jenis tablet, kapsul, sirup, dan kaplet. Pembuatan tersebut,
tentu peran manusia menjadi salah satu hal yang penting untuk di pikirkan agar
operator merasa nyaman di tempat kerjanya, sebagian besar pekerjaan di
perusahaan ini sudah menggunakan mesin, tetapi di beberapa stasiun kerja masih
menggunakan tenaga manusia seperti pada bagian pengepakan, di bagian
pengepakan operator yang yang bekerja pada pengepakan bagian sirup sebanyak 6
orang, mulai dar mengepak bingkisan sampai memasukkan kedalam kardus kemudian
dipindahkan ke troli untuk diantar kebagian gudang.
Pemindahan material secara manual apabila tidak dilakukan secara
yang disebut sebagai Over exertion-lifting and carrying adalah kerusakan jaringan tubuh akibat beban angkat yang berlebihan Berdasarkan pengalaman beberapa
parameter yang berpengaruh terhadap kegiatan mengangkat antara lain berat
beban yang diangkat, perbandingan berat beban dengan orangnya, jarak horizontal
terhadap pekerja, ukuran beban yang diangkat (beban yang berdimensi besar akan
mempunyai jarak beban yang jauh dan bisa menggangu pandangan.
Penelitian yang dilakukan Dyah Ika Rinawati, Diana Puspitasari, Fatrin
Muljadi di IKM batik Surakarta, tepatnya di Kampoeng Batik Laweyan Jenis
batik yang diproduksi adalah batik cap dan batik tulis dengan sebagian besar jenis
batik yang diproduksi adalah batik cap. IKM Batik Saud Effendy ini berproduksi
dengan strategi make to order dan belum ada pedoman waktu produksi. Selain itu
beban kerja pada setiap stasiun kerja kurang seimbang, dimana dari value stream
mapping yang ada, pada stasiun pengecapan dalam penyelesaian 1 lot produksi
sebanyak 120 meter menghasilkan waktu terlama dibandingkan dengan stasiun
kerja lainnya, yaitu 434 menit dengan 3 orang pekerja.
Tujuan dari penelitian ini adalah untuk menentukan waktu baku dan jumlah
tenaga kerja optimal pada setiap tahapan proses. Dari hasil penelitian dan
perhitungan didapatkan waktu baku untuk masing-masing proses produksi, yaitu
pemotongan mori (17,46 menit), pengecapan (582,15 menit), pewarnaan (84,06
menit), pengeringan dan pencucian (207,98 menit), penglorodan sebesar 99,87
menit, pengeringan 1123,2 menit, dan packing sebesar 75,24 menit. Usulan tenaga
1.2 Perumusan Permasalahan
Berdasarkan latar belakang permasalahan di atas, masalah pokok yang
menjadi fokus pembahasan dalam penelitian ini adalah bagaimana menentukan
jumlah operator angkut yang paling optimal di bagian pengepakan.
1.3 Tujuan Penelitian dan Manfaat Penelitian
Secara umumTujuan penelitian adalah melakukan pengukuran beban kerja
yang dapat ditanggung oleh operator untuk mengurangi kelelahan pada operator.
Tujuan khusus penelitian adalah:
1. Mengidentifikasi bagian tubuh operator yang mengalami rasa sakit pada
saat pengangkatan kardus yang berisi obat.
2. Mengetahui beban kerja operator bagian pengepakan pada saat
pengangkatan kardus yang berisi obat
3. Mengidentifikasi jumlah operator yang sesuai untuk bagian
pengangkutan di bagian pengepakan
Manfaat penelitian ini antara lain :
a. Bagi Perusahaan :
1. Menjadi bahan masukan bagi perusahaan dalam menyusun rencana
peningkatan produktifitas dengan memaksimalkan efektifitas dari
operator.
2. Perusahaan dapat mengetahui batasan kerja dari operator, untuk
b. Bagi Mahasiswa
Dapat menerapkan dan mengembangkan ilmu yang telah diperoleh selama
di bangku perkuliahan dengan cara membandingkan teori-teori ilmiah yang
ada dengan permasalahan yang ada di perusahaan
c. Bagi Departemen Teknik Industri USU
1. Mempererat hubungan antara pihak universitas dengan pihak perusahaan
tempat dilakukannya penelitian.
2. Memperkenalkan Departemen Teknik Industri sebagai forum disiplin
ilmu terapan yang sangat bermanfaat bagi perusahaan
1.4 Asumsi dan Batasan Masalah
Asumsi yang digunakan dalam penelitian ini adalah:
1. Data yang dikumpulkan mulai dari bulan Februari 2015.
2. Operator sudah bekerja minimal 2 tahun.
Pembatasan masalah pada penelitian ini adalah sebagai berikut:
1. Pengukuran beban kerja hanya di lakukan pada opertator yang masih
melakukan pekerjaan secara manual yaitu bagian pengepakan.
2. Pengukuran beban kerja hanya menyangkut faktor-faktor yang dapat diukur
1.5. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan laporan bertujuan untuk mempermudah dalam
menyusun dan mempelajari bagian-bagian dari seluruh rangkaian penelitian.
Adapun sistematika penulisan laporan hasil penelitian ini adalah:
BAB I Pendahuluan
Pada bab ini berisi tentang latar belakang penelitian, rumusan masalah,
tujuan penelitian, manfaat penelitian, batasan dan asumsi penelitian, dan
sistematika penulisan laporan tugas sarjana.
BAB II Gambaran Umum Perusahaan
Pada bab ini berisi tentang sejarah berdirinya perusahaan, struktur
organisasi yang diterapkan perusahaan, rincian tugas dan tanggung jawab
dalam perusahaan, uraian proses produksi tablet, jenis mesin, sistem
pengupahan, tenaga kerja.
BAB III Landasan Teori
Pada bab ini berisi teori-teori pendukung yang digunakan dalam analisa
pemecahan masalah meliputi prinsip Work Sampling
BAB IV Metodologi Penelitian
Pada bab ini berisi identifikasi jenis penelitian, lokasi penelitin, kerangka
konseptual penelitian yang menjadi dasar berpikir dalam melakukan
penelitian sumber data yang digunakan dalam penelitian, metode
pengumpulan data, metode pengolahan dan analisa data. selanjutnya pada
metodologi penelitian dijelaskan langkah penelitian dan
BAB V Pengumpulan dan Pengolahan data
Bab ini berisi data primer dan data sekunder yang diperoleh dari penelitian
serta melanjutkan pengolahan data yang membantu pemecahan masalah.
BAB VI Analisis Pemecahan Masalah
Bab ini membahas analisis hasil pengolahan data dan mencari solusi
pemecahan masalah
BAB VII Kesimpulan dan Saran
Bab ini berisikan kesimpulan yang diperoleh dari hasil pemecahan masalah dan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
PT. Mutiara Mukti Farma awalnya merupakan milik perseorangan,
pemiliknya bernama H. T. M. Panggabean yang mendirikan bangunan dan
selanjutnya digunakan sebagai kantor serta pabrik farmasi dengan nama
“SEJATI” yang pada masa itu memproduksi anggur obat dengan merk
“SIAGOGO”. Pabrik farmasi dahulunya didirikan dengan surat izin bangunan No.
41/RKT/S/MBU/72/1975 dari Dinas Bangunan Kodati II Medan, waktu itu pada
bulan Januari 1980, Bapak H. T. M. Panggabean menjual bangunan tersebut
dengan Bapak Drs. Weslyn Siahaan dengan akte No. 112 per tanggal 31 Januari
1980 maka didirikanlah PT. Mutiara Mukti Farma dengan Bapak Drs. Weslyn
Siahaan sebagai direktur utama. Melalui surat keputusan Menteri Kesehatan RI
No. 0098/A/SK/PAB/I/81 memberi izin kepada PT. Mutiara Mukti Farma untuk
mendirikan sebuah industri farmasi yang memproduksi obat-obatan serta
menjualnya. Mulai dari sejak saat itu dengan surat Izin Produksi Departemen
Kesehatan RI c/q Direktorat Jenderal Pengawasan Obat dan Makanan No.
213/AA/III/81 PT. Mutiara Mukti Farma mulai memproduksi obat-obatan sampai
dengan saat ini.
PT. Mutiara Mukti Farma didaftarkan pada Pengadilan Negeri Medan
RI No. Y. A. 5/289/10 tanggal 3 Juni 1980 dan dicantumkan pada tambahan berita
negara RI No. 24 tanggal 24 Maret 1981 dengan merk/alamat: ”PT. MUTIARA
MUKTI FARMA (PT. MUTIFA) INDUSTRI FARMASI” Jl. Brigjend. Katamso
No. 200 Medan, kemudian dengan akte No. 35 yang dibuat pada tanggal 29
November 1988 diadakanlah akte perubahan pemegang saham serta manajemen
perusahaan yang selanjutnya diputuskan oleh Menteri Kehakiman RI No.
C2-1134/HT/01/04 tahun 1989 pada tanggal 31 Januari 1989, dalam akte tersebut
berdasarkan keputusan rapat Dewan Komisaris serta pemegang saham
menetapkan bahwa sebagai penanggung jawab dengan jabatan Direktur Utama
adalah Bapak Jacob sampai batas waktu yang belum ditentukan.
PT. Mutiara Mukti Farma dalam perkembangannya membeli sebidang
tanah di Jalan Besar Namorambe Kecamatan Delitua Kabupaten Deli Serdang
seluas 8.622 m2 untuk lokasi pembangunan pabrik baru dengan menggunakan
Cara Pembuatan Obat yang Baik (CPOB). Pembangunan dimulai pada tahun 1992
sedangkan pemakaiannya diresmikan oleh Dirjen Pengawasan Obat dan Makanan
Departemen Kesehatan RI pada tanggal 27 Juli 1994. Kemudian diadakan
perubahan izin industri farmasi yang menggunakan CPOB dengan No.
PO.01.2.01796 yang dikeluarkan Direktorat Jenderal Pengawasan Obat dan
Makanan Departemen Kesehatan RI tanggal 22 Juli 1994.
2.2 Ruang Lingkup Bidang Usaha
- Tablet, yaitu obat yang terbuat dari bubuk yang dipadatkan dan berbentuk
bulat .
- Kapsul, yaitu obat yang berbentuk kapsul yang berisi powder (serbuk).
- Kaplet, yaitu tablet yang berbentuk seperti kapsul.
- Serbuk oral (Powder) obat yang berbentuk serbuk langsung di bungkus dalam plastik.
- Salep sediaan setengah padat yang mudah dioleskan dan digunakan
sebagai obat luar.
- Sirup obat yang berwujud cairan dalam botol.
- Injeksi steril berupa larutan, emulsi atau suspensi atau serbuk yang harus
dilarutkan atau disuspensikan lebih dahulu sebelum digunakan, yang
disuntikkan dengan cara merobek jaringan kedalam kulit, melalui kulit
atau selaput lendir.
Selain memproduksi obat-obat kimia, saat ini PT. Mutiara Mukti Farma
juga tengah mengembangkan obat-obatan tradisional.
2.3 Struktur Organisasi dan Manajemen
Manajemen adalah seni dan ilmu perencanaan, pengorganisasian,
penyusunan, pengarahan dan pengawasan sumber daya manusia untuk mencapai
tujuan yang telah ditetapkan. Perusahaan yang terdiri dari beberapa bagian
aktivitas yang berbeda-beda harus dikoordinasikan sedemikian rupa sehingga
dapat mencapai target dan sasaran perusahaan dengan kondisi efisiensi yang
akan mengetahui batas kewajibannya, wewenangnya serta tanggung jawab yang
dilimpahkan kepadanya. Suatu struktur organisasi yang baik adalah struktur
organisasi yang fleksibel dalam arti hidup, berkembang, bergerak sesuai dengan
kondisi yang sedang dihadapi perusahaan.
Struktur organisasi yang digunakan oleh PT. Mutiara Mukti Farma adalah
struktur organisasi fungsional, dimana wewenang dari pimpinan utama diberikan
sepenuhnya kepada masing-masing pimpinan bidang/ fungsi. Dengan demikian
pemimpin satuan dengan bidang-bidang tertentu ini dapat memerintah dan
meminta pertanggung jawaban dari semua pimpinan satuan pelaksana yang ada,
sepanjang menyangkut bidang kerjanya.
Bentuk struktur organisasi PT. Mutiara Mukti Farma dapat dilihat pada
2.3.1 Uraian Tugas dan Tanggung Jawab
Organisasi diperlukan personil-personil yang menduduki jabatan tertentu
di dalam organisasi tersebut, dimana masing-masing personil diberi tugas dan
tanggung jawab sesuai dengan jabatannya. Uraian tugas, wewenang dan tanggung
jawab pada PT. Mutiara Mukti Farma dapat dilihat di Lampiran 1.
2.3.2 Tenaga Kerja dan Jam Kerja Perusahaan
Kegiatan utama fungsi penarikan tenaga kerja adalah penyusunan program
penerimaan tenaga kerja, seleksi dan penempatan. Kegiatan penerimaan dan
penempatan tenaga kerja pada PT. Mutiara Mukti Farma diatur sendiri oleh
perusahaan dengan terlebih dahulu melihat situasi kegiatan yang ada, apakah
perusahaan memerlukan karyawan atau tidak. Hal ini perlu diperhitungkan
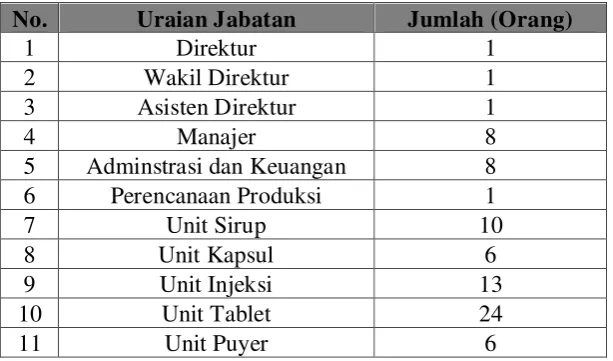
mengingat prinsip efektifitas dan efisiensi yang diterapkan perusahaan. Jumlah
tenaga kerja pada PT. Mutiara Mukti Farma sampai saat ini berjumlah 137 orang,
dengan rincian pada Tabel 2.1.
Tabel 2.1. Alokasi Tenaga Kerja PT. Mutiara Mukti Farma No. Uraian Jabatan Jumlah (Orang)
1 Direktur 1
2 Wakil Direktur 1
3 Asisten Direktur 1
4 Manajer 8
5 Adminstrasi dan Keuangan 8
6 Perencanaan Produksi 1
7 Unit Sirup 10
8 Unit Kapsul 6
9 Unit Injeksi 13
Tabel 2.1. Alokasi Tenaga Kerja PT. Mutiara Mukti Farma (Lanjutan)
No. Uraian Jabatan Jumlah (Orang)
12 Unit Cuci Botol 4
Sumber: Kantor HRD PT. Mutiara Mukti Farma
Jam kerja PT. Mutiara Mukti Farma terdiri dari 3 bagian, yaitu bagian
kantor, bagian produksi dan bagian keamanan.
a. Bagian Admintrasi Kantor
Pada hari Senin sampai dengan Jum’at:
Pukul 08.30 – 12.00 WIB (bekerja)
Pukul 12.00 – 13.00 WIB (istirahat)
Pukul 13.00 – 16.30 WIB (bekerja)
b. Bagian Produksi
Pada hari Senin sampai dengan Jum’at:
Pukul 08.00 – 12.00 WIB (bekerja)
Pukul 13.00 – 17.00 WIB (bekerja)
Pada hari Sabtu:
Pukul 08.30 – 13.00 WIB (bekerja)
c. Bagian Keamanan
Pada hari Senin sampai dengan Minggu dibagi dalam 2 shift, yaitu:
Shift I : Pukul 07.00 – 19.00 WIB
Shift II : Pukul 19.00 – 07.00 WIB
2.3.3 Sistem Pengupahan dan Fasilitas yang Digunakan
Penghargaan terhadap hasil kerja karyawan diwujudkan dalam memberi
upah dan fasilitas-fasilitas yang dapat menjamin kesejahteraan karyawan dan juga
meningkatkan produktivitas kerja. Sejalan dengan maksud di atas, PT. Mutiara
Mukti Farma berusaha sedapat mungkin meningkatkan upah karyawan. Pedoman
yang diikuti adalah kebijakan tentang Upah Minimum Regional (UMR) yang
telah ditetapkan pemerintah. Sistem pengupahan yang berlaku pada perusahaan ini
adalah sebagai berikut:
1. Pembayaran upah dilakukan sebulan sekali, yaitu setiap awal bulan
2. Upah lembur yang diberikan perusahaan kepada karyawan yang bekerja, yaitu:
Jam pertama sebesar 1,5 kali upah setiap jam kerja normal
Jam kedua sebesar 2 kali upah jam kerja normal
Jam ketiga ke atas dibayar sebesar 3 kali upah setiap jam kerja normal
4. Tunjangan Hari Raya (THR) diberikan satu bulan gaji atau tergantung
besaranya keuntungan perusahaan.
PT. Mutiara Mukti Farma berusaha selain upah yang diberikan,
perusahaan juga memperhatikan keselamatan kerja para karyawannya dengan
memberikan jaminan sosial tenaga kerja (Jamsostek) berupa jaminan hari tua,
kecelakaan kerja, kematian dan kesehatan. Dalam pelaksanaan Jamsostek, pihak
perusahaan mengadakan pengutipan iuran dari kegiatan organisasi karyawan,
seperti iuran Asuransi Tenaga Kerja (ASTEK) yakni sebesar 2% dari gaji
karyawan, selain itu perusahaan memberikan kesempatan bagi karyawan untuk
mengembalikan kesegaran dan kepentingan pribadi karyawan dengan memberikan
cuti kepada karyawan yang telah bekerja minimum 1 tahun. Hak cuti yang
diberikan perusahaan adalah 12 hari kerja dalam setahun, bagi karyawan yang
sedang hamil atau melahirkan, berhak mendapatkan cuti selama 3 bulan, sedang
cuti haid selama 2 hari kerja setiap bulannya.
Fasilitas yang diberikan perusahaan PT. Mutiara Mukti Farma adalah:
a. Imbalan resmi (gaji) dan kompensasi tambahan yang diperoleh setiap
karyawan
b. Catu beras diberikan 2 kali 1 bulan
c. Upah lembur, yaitu upah yang diberikan apabila karyawan bekerja
melebihi jam kerja perusahaan yang telah ditentukan
d. Insentif produksi, yaitu bonus kepada karyawan bila memenuhi target
e. Tunjangan jabatan, merupakan pelengkap gaji pokok mengingat adanya
pekerjaan yang memegang tanggung jawab serta tuntutan khusus.
Tunjangan ini biasanya diberikan untuk jabatan tingkat Manajer
f. Uang transport, hanya diberikan kepada karyawan tetap sebagai tambahan
untuk melancarkan produktivitas karyawan. Besarnya uang transport
disesuaikan dengan kedudukan karyawan dalam perusahaan.
Selain fasilitas diatas, perusahaan juga melakukan usaha-usaha untuk
meningkatkan kesejahteraan karyawan, seperti:
a. Diikutsertakan dalam keanggotaan Astek
b. Jaminan hari tua atau uang pensiun
c. Jaminan kecelakaan kerja, jaminan ini dilakukan dengan cara pemberian
sumbangan yang diberikan oleh perusahaan. Jaminan kecelakaan kerja ini
diberikan apabila tenaga kerja tersebut mengalami kecelakaan dalam
tugasnya
d. Beasiswa bagi anak karyawan yang berprestasi
e. Apabila karyawan meninggal setelah berdinas selama 10 tahun, maka
diberikan tunjangan janda dan yang berdinas dibawah 10 tahun akan
diberikan tunjangan sebesar 2 bulan gaji dan tunjangan kemalangan dari
Astek
f. Karyawan yang telah berdinas selama 25 tahun diberikan insentif sebesar 2
2.4 Proses Produksi
PT. Mutiara Mukti Farma dalam melakukan proses produksinya banyak
menghasilkan jenis obat-obatan. Tetapi dalam pelaksanaan penelitian di PT.
Mutiara Mukti Farma, kegiatan proses produksi yang diamati hanya menyangkut
pembuatan obat jenis tablet. Dalam pembuatan obat dibutuhkan adanya bahan
baku, bahan tambahan, bahan penolong, mesin, peralatan, dan tenaga kerja.
Dalam kegiatan operasinya, obat yang telah dihasilkan akan diuji oleh tenaga ahli
dengan suatu sistem pengendalian mutu yang baik dari manajemen.
2.4.1 Bahan Baku Yang Digunakan
Bahan baku merupakan bahan utama yang digunakan dalam proses
produksi untuk menghasilkan sebuah produk. Bahan ini memiliki persentase yang
relatif besar dalam produk dibandingkan dengan bahan-bahan lainnya. Dalam
pembuatan tablet, bahan baku yang digunakan dapat dibagi menjadi dua bagian
yaitu :
a. Bahan Berkhasiat (zat aktif)
Bahan berkhasiat adalah bahan yang digunakan dalam pembuatan obat yang
mana bahan inilah yang berfugsi untuk menyembuhkan penyakit. Bahan
berkhasiat ini berupa tepung yang disesuaikan dengan jenis obat yang akan di
produksi berdasarkan formulasi yang telah ditentukan
- Nama Obat : Antalgin
b. Bahan Pengisi
Bahan pengisi berguna untuk menambah berat serta ukuran obat sehingga
mudah dicetak. Bahan pengisi ditambahkan pada obat yang bahan
berkhasiatnya berkompisisi rendah, pada obat yang berdosis cukup tinggi
bahan pengisi tidak diperlukan misalnya aspirin atau obat antibiotik. Tepung
yang diperoleh dari jagung, gandum atau kentang dipergunakan sebagai bahan
pengisi tablet
- Nama Obat : Antalgin
- Bahan Pengisi : Lactose, Corn Starch
2.4.2 Bahan Tambahan
Bahan tambahan adalah suatu bahan yang ditambahkan dalam proses
pembuatan suatu produk dalam meningkatkan mutu produk dan merupakan
bagian dari produk akhir. Bahan tambahan yang digunakan terdiri dari :
a. Bahan Pengikat
Bahan pengikat digunakan untuk menyatukan bahan baku obat sehingga
dapat bersatu. Bahan pengikat berupa pasta yaitu campuran air dan tepung.
Pasta kanji merupakan bahan pengikat yang paling banyak dipakai, dibuat
dengan cara melarutkan kanji ke dalam air kemudian dipanaskan selama
beberapa waktu tertentu.
- Nama Obat : Antalgin
b. Bahan Penghancur
Bahan pengahancur ditambahkan untuk memudahkan pecahnya atau
hancurnya tablet ketika bercampur dengan cairan yang terdapat dalam saluran
pencernaan. Bahan dapat berfungsi menarik air ke dalam tablet,
mengembangkannya dan menyebabkan tablet pecah menjadi partikel-partikel.
c. Bahan Pelicin dan Anti Lekat
Suatu bahan anti lekat juga memiliki sifat-sifat pelicin. Perbedaan dari kedua
sifat tersebut adalah : anti lekat berusaha mengurangi melekatnya bubuk atau
granul pada permukaan cetakan atau pada dinding cetakan. Pelicin digunakan
untuk memacu aliran serbuk atau granul untuk masuk kedalam cetakan.
Bahan-bahan yang digunakan agar dalam proses pencetakan obat dapat
dengan mudah dicetak.
- Nama Obat : Antalgin
- Bahan Pelicin : Mangnesium Stearat, Talcum
d. Bahan Pengawet
Bahan pengawet berguna untuk mengawetkan obat dan memperlambat proses
perkembangan mikroorganisme seperti dan jamur.
- Nama Obat : Antalgin
- Bahan Pengawet : Nipagin, Nipasol
e. Bahan Perwarna
Bahan perwarna diberikan kepada obat untuk memberikan daya tarik terhadap
suatu obat. Bahan perwarna yang digunakan berbentuk tepung dan sesuai
obat-obatan. Manfaat dari pemberi warna antar lain : menutupi warna obat yang
kurang baik, identifikasi hasil produksi, membuat suatu produk menjadi
menarik.
- Nama Obat : Antalgin
- Bahan Perwarna : Eurochat Blue
f. Bahan Pemberi Rasa
Bahan pemberi rasa gunanya untuk menghilangkan rasa obat dan memberikan
rasa baru pada obat tersebut, seperti rasa jeruk, rasa apel, dan lain-lain. Zat
pemberi rasa biasanya dibatasi pada tablet kunyah atau pada tablet lain yang
ditunjukan untuk larut dalam mulut.
- Nama Obat : Antalgin
- Bahan Pemberi Rasa : Vaniline
g. Bahan Pengembang
Bahan Pengembang digunakan untuk mempercepat proses penguraian obat di
dalam usus ataupun lambung. Bahan pengembang yang digunakan seperti
Primojel.
- Nama Obat : Antalgin
- Bahan Pengembang : Primojel
h. Bahan Kemasan
Bahan kemasan digunakan pada proses pengepakan produk jadi, seperti
2.4.3 Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi
dalam rangka memperlancar proses produksi, yang mana bahan ini bukan
merupakan bagian dari produk akhir. Bahan penolong yang digunakan dalam
pembuatan tablet adalah air. Air digunakan dalam pembuatan bahan pengikat,
misalnya pembuatan kanji.
2.5 Standar Mutu Bahan/Produk
PT. Mutiara Mukti Farma (PT. MUTIFA) mempunyai standarisasi dalam
menghasilkan produk. Setiap bahan dan produk harus melewati proses
pengawasan mtu yang ketat dari mulai masuknya bahan awal, bahan dalam
proses, hingga ke produk jadi sehingga memiliki standar mutu yang sesuai dengan
standar CPOB. Produk yang bermutu dan pelayanan yang baik merupakan usaha
perusahaan dalam menjual produknya pada konsumen. Keberhasilan perusahaan
sangat bergantung dari seberapa jauh perusahaan dapat mengetahui, mengerti dan
memahami permintaan konsumen.
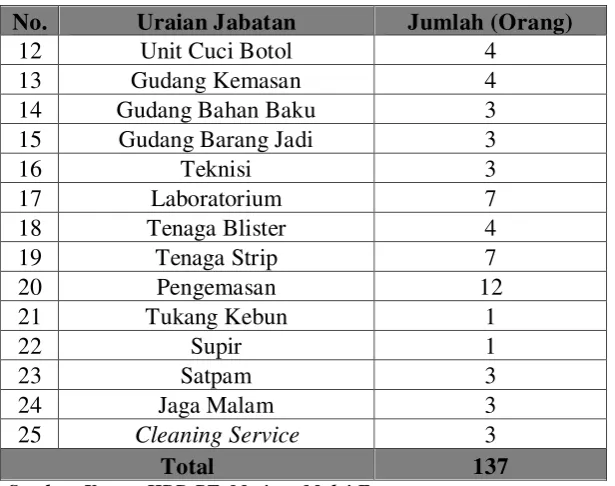
2.6 Uraian Proses
Produksi yang dihasilkan perusahaan ini adalah obat. Proses pembuatan
Penimbangan
Pencampuran
Granulasi Basah
Pengeringan
Granulasi Kering
Lubrikasi
Pencetakan
Pemeriksaan
Packing
Gambar 2.2. Uraian Proses Produksi Obat Tablet
2.6.1 Penimbangan Bahan
Bahan baku, baik yang berupa zat berkhasiat maupun yang obat tidak
berkhasiat ditimbang atas dasar surat perintah pembuatan obat yang telah
ditetapkan komposisinya sesuai dengan banyaknya obat yang akan diproduksi dan
formulasinya. Kegiatan penimbangan disaksikan oleh pengawas dari ruang
produksi, bahan-bahan ditimbang sesuai dengan batch yang telah ditentukan dalam surat perintah pembuatan obat. Bahan-bahan sebelum tiba digudang
bahan tersebut sesuai dengan spesifikasi yang telah ditetapkan oleh perusahaan
pemasok bahan baku dan mutunya terjamin.
2.6.2 Proses Pencampuran (Compounding)
Setelah masing-masing bahan sudah ditimbang, kemudian dimasukkan
kedalama sebuah mixer dan di aduk sampai tercampur rata. Kemudian dimasukkan pasta yang berfungsi sebagai zat pengikat sambil terus diaduk.
Setelah tercampur rata bahan kemudian dibawa ke bagian Granulasi Basah.
2.6.3 Proses Granulasi Basah
Granulasi merupakan proses yang bertujuan untuk meningkatkan aliran
serbuk dengan jalan membentuknya menjadi bulatan-bulatan atau butiran kecil
dalam bentuk beraturan yang disebut granul. Jadi granulasi basah adalah
gumpalan-gumpalan atau butiran kecil dari bahan yang telah dicampur yang
masih dalam keadaan basah. Bahan yang sudah dicampur digranulasi secara basah
(wet granulation) untuk membentuk granul-granul kecil yang ukurannya lebih seragam. Pembentukan granul-granul akan mempermudah proses pengeringan.
Proses granulasi basah menggunakan ayakan dengan ukuran mesh 7.
2.6.4 Proses Pengeringan
Setelah bahan digranul secarah basah, kemudian bahan obat tersebut
dikeringkan. Bahan yang dikeringkan tersebut ditimbang terlebih dahulu. Proses
pengeringan dengan menggunakan Fluid Bed Dryer akan memberikn waktuyang lebih singkat dan massa yang lebih homogen dibandingkan dengan menggunakan
oven pengering. Proses pengeringan pada Fluid Bed Dryer dilakukan pada suhu berkisar antara 60oC samapai 100oC, tergantung jenis obat yang akan dibuat dan
memakan waktu sekitar 30 menit. Pengeringan dengan oven juga dilakukan pada
suhu berkisar anatara 60oC sampai 100oC selama 8 jam sampai 10 jam.
2.6.5 Proses Granulasi Kering
Granulasi kering ini berfungsi untuk mendapatkan ukuran
gumpalan-gumpalan yang lebih halus setelah granul basah dikeringkan. Bahan obat yang
sudah dikeringkan digranulasi kembali sehingga terbentuk granul-granul yang
lebih halus lagi dan memiliki ukuran yang relatif sama sehingga bobotnya
seragam. Proses penggranulan menggunakan ayakan ukuran mesh yang bervariasi
yaitu 12, 10, dan 8 mesh. Ukuran pengayakan tergantung kepada ukuran tablet
yang akan dibuat. Ukuran mesh 12 digunakan untuk menggranul bahan tablet
yang akan dicetak dengan ukuran kecil sedangkan mesh 10 dan 8 digunakan untuk
tablet yang lebih besar.
2.6.6 Proses Lubrikasi
Lubrikasi adalah proses pencmpuran zat pelicin dengan bahan obat agar
dalam proses pencetakan obat tidak lengket dan akan menghasilkan obat yang
dan Talcum. Pemberian zat pelicin akan memperbaiki daya alir bahan ketika masuk dalam pencetakan dan juga berguna dalam proses pencetakan agar obat
tidak lengket sewaktu dicetak dan memberikan permukaan obat yang licin
mengkilap.
2.6.7 Proses Pencetakan
Setelah tahap lubrikasi dilakukan maka dilanjutkan ke proses pencetakan.
Bahan obat ditimbang terlebih dahulu untuk mengetahui berat bahan yang akan
dicetak, karena dalam surat perintah pembuatan obat formulasinya sudah
ditetapkan untuk sejumlah obat yang akan dibuat. Dalam proses pencetakan
terlebih dahulu dilakukan pencetakan percobaaan agar obat yang dicetak
ukurannya sesuai dengan yang ditetapkan. Obat yang tidak sesuai ukurannya akan
dihancurkan dan kemudian dicetak lagi. Pada akhir pencetakan diambil beberapa
sampel obat untuk mengetahui kadar dari zat yang terkandung di dalam tablet
tersebut.
2.6.8 Proses Pengayakan dan Pemeriksaan
Setelah obat selesai dicetak kemudian diayak secara manual dengan
ayakan 10 mesh untuk meghilangkan debu obat dan sekaligus untuk memeriksa
apakah ada obat yang pecah atau kotor sewaktu pencetakan. Untuk mengetahui
apakah obat tablet yang dihasilkan telah memenuhi standar mutu, maka dilakukan
2.6.9 Pengemasan
Pengemasan untuk jenis tablet ada tiga jenis, yaitu :
a. Kemasan botol
Obat dimasukkan ke dalam plastik dan ditimbang untuk setiap seribu butir
tablet. Penimbangan berdasarkan berat obat dalam mg yang telah
ditetapkan sewaktu pencetakan, kemudian dimasukkan pengawet
kedalamnya lalu plastik dipress dengan panas. Plastik obat kemudian
dimasukkan ke dalam botol-botol plastik berikut dengan brosur tentang
obat tersebut. Untuk menjamin kemasan obat, maka tutup botol diberi
segel.
b. Kemasan Strip
Dalam pengemasan strip digunakan mesin sesuai dengan obat yang akan
dikemas. Obat yang sudah dikemas kemudian distempel nomor batch dan
batas waktu untuk obat yang mempunyai batas waktu. Setiap strip berisi
10 butir obat. Obat yang telah dikemas dengan strip dimasukkan ke dalam
kotak yang berisi 10 kemasan strip dan siisolasi. Kotak-kotak kemudian
dimasukkan ke dalam kardus dimana tiap kardus berisi 60 kotak.
c. Kemasan Blister
Proses pengemasan blister ini sama dengan proses pengemasan strip,
hanya bentuk kemasannya saja yang berbeda yaitu permukaan atasnya
2.7 Daerah Pemasaran
Daerah pemasaran PT. Mutiara Mukti Farma yang paling utama adalah
Kota Medan, karena Kota Medan merupakan Kota yang terdekat. Sedangkan
alternatif pemasaran daerah lain adalah seluruh Kota yang ada di provinsi
Sumatera Utara. Untuk sementara PT. Mutiara Mukti Farma berkonsentrasi dalam
memasarkan produk-produknya didaerah provinsi Sumatera Utara. Namun ada
juga beberapa produk obat-obatan yang dipasarkan sampai ke Pulau Jawa
(terutama Jawa Barat), Aceh dan Kalimantan.
Produksi suatu komoditi yang dihasilkan oleh suatu perusahaan akan
menunjukkan berapa besar produk yang ditawarkan kepada konsumen, maka
perusahaan dapat melihat dari seberapa besar produk yang diminati konsumen.
2.8 Mesin dan Peralatan 2.8.1 Mesin Produksi
Mesin dan peralatan produksi yang digunakan oleh PT. Mutiara Mukti
Farma untuk mendukung kegiatan proses produksinya hanya mesin dan peralatan
yang dapat dioperasikan, tetapi untuk meningkatkan hasil produksinya dilakukan
modifikasi terhadap mesin dan peralatan yang dilakukan oleh bagian teknik
perusahaan ini.
Adapun spesifikasi mesin produksi pembuatan obat tablet yang ada di PT. Mutiara
Mukti Farma adalah sebagai berikut:
a. Oven Pengering
Jumlah : 6 unit
Fungsi : Untuk mengeringkan tepung obat
Kapasitas : 50 kg/ jam
Power motor : 1 HP
Putaran : 1400 Rpm
b. Mesin Bed Dryer
Kapasitas : 30kg/ jam
Fungsi : Untuk mengeringkan tepung obat
Jumlah : 1 unit
Power motor : 1 HP
Putaran : 1400 Rpm
c. Mixer (lubrikasi)
Type : MLA 21366
Fungsi : Untuk mencampur bahan pelicin dengan tepung obat
Jumlah : 1 unit
Power (motor) : 1 HP
Putaran : 1400 Rpm
d. Mixer (pencampuran)
Kapasitas : 75 kg/ jam
Fungsi : Untuk mencampur tepung obat dengan bahan tambahan
Jumlah : 1 unit
e. Mesin cetak
Type : ZP - 1913
Kapasitas : 4 – 5 kg/ jam
Fungsi : Untuk mencetak tepung obat tablet kecil
Jumlah : 1 unit
Fungsi : Untuk mencetak tepung obat tablet besar
Putaran : 1400 Rpm
Fungsi : Untuk membentuk gumpalan atau butiran dalam
bentuk granul - granul kecil
Jumlah : 1 unit
Power (motor) : 1 HP
o. Mesin Granulator (basah)
Type : MLA 2133 G
Kapasitas tepung : 75 kg/ jam
Fungsi : Untuk membentuk gumpalan atau butiran dalam
bentuk granul - granul kecil
2.8.2 Peralatan (Equipment)
Peralatan yang digunakan oleh PT. Mutiara Mukti Farma merupakan
sebagai alat bantu dalam melancarkan proses produksi mulai dari pengadaan
bahan baku hingga penyimpanan produk jadi.
1. Belt Conveyor
Arus : 7, 09 A
Daya : 5 HP
Kapasitas : 850 kg/jam
Voltase : 380 V
Fungsi : Alat transportasi untuk membawa bahan baku
2. Timbangan duduk
Merek : Toledo
Jumlah : 1 unit
Fungsi : Untuk menimbang bahan baku
Buatan : Ohio, Amerika Serikat
Kapasitas : 0-1 kg
3. Timbangan Halus Digital
Merek : Toledo
Jumlah : 1 unit
Fungsi : Untuk menimbang berat dari setiap bahan yang digunakan
dalam pembuatan jenis obat
Buatan : Indonesia
4. Timbangan Berkoz
Merek : Berkoz
Jumlah : 1 unit
Fungsi : Untuk menimbang berat dari setiap bahan yang digunakan
dalam pembuatan jenis obat
Buatan : Indonesia
Kapasitas : 0 - 300 kg
2.8.3 Utilitas
Utilitas adalah sarana penunjang bagi unit-unit lain dalam suatu pabrik.
Utilitas yang dimiliki oleh PT. Mutiara Mukti Farma untuk mendukung kegiatan
produksinya yaitu:
1. Listrik
PT. Mutiara Mukti Farma menggunakan tenaga listrik dari PT. Perusahaan
Listrik Negara (PLN) dan generator untuk mengoperasikan mesin-mesin dan
peralatan produksi. Selain itu perusahaan juga menggunakan listrik PLN
sebagai penerangan pada area kerja, kantor-kantor dan area-area pendukung
lainnya seperti pos satpam, area parkir.
2. Air
Untuk kegiatan produksi pada pabrik pembuatan obat air sangatlah penting,
pemakaian air pada proses pengolahan di PT. Mutiara Mukti Farma untuk
keperluan pabrik, air juga digunakan untuk kebutuhan air karyawan
Dengan adanya laboratorium, maka dapat diadakan analisa yang teliti terhadap
hal-hal yang berhubungan dengan mutu produk. Laboratorium di PT. Mutiara
Mukti Farma langsung ditangani oleh bagian Quality Control Departement. Laboratorium mempunyai paranan yang sangat penting dalam menunjang
mutu produk yang dihasilkan oleh pabrik. Hasil analisa di informasikan ke
bagian produksi sehingga dapat diketahui apakah mutu produk yang
dihasilkan semakin buruk atau semakin baik. Dengan adanya informasi yang
diterima maka bagian produksi dapat mengambil keputusan atau
tindakan-tindakan yang diperlukan agar mutu produk tetap baik sehinga
kerugian-kerugian yang terjadi dapat dihindarkan.
d. Gudang dan Bengkel
a. Gudang merupakan tempat penyimpanan bahan baku, bahan tambahan,
bahan penolong, dan juga peralatan untuk keperluan produksi.
b. Bengkel merupakan tempat memperbaiki mesin dan peralatan produksi,
bengkel berada dalam lokasi pabrik agar kerusakan yang terjadi pada mesin
dan peralatan dapat segera diatasi sehingga proses produksi tidak
2.8.4 Safety and Fire Protection
PT. Mutiara Mukti Farma merupakan perusahaan yang sangat
memperhatikan keselamatan dan kesehatan kerja. Keselamatan kerja merupakan
sarana utama untuk mencegah kecelakaan, cacat, dan kematian yang diakibatkan
oleh kecelakaan kerja. Kecelakaan kerja dapat mengakibatkan
hambatan-hambatan yang sekaligus juga merupakan kerugian secara tidak langsung seperti
kerusakan mesin dan peralatan kerja, terhentinya proses produksi beberapa saat
dapat menyebabkan tingginya biaya produksi.
Untuk keamanan serta keselamatan para pekerja maka perusahaan
menyediakan alat pelindung diri, yaitu :
a. Pelindung telinga khusus digunakan bagi pekerja yang mendapatkan
kebisingan dari mesin-mesin dan peralatan produksi.
b. Sepatu pengaman berupa sepatu bots untuk melindungi pekerja dari kecelakaan yang disebabkan oleh benda berat, benda tajam, lantai kerja yang
licin dan sebagainya.
c. Sarung tangan khusus untuk melindungi tangan pekerja dari tusukan, sayatan,
benda panas, bahan kimia, aliran listrik dan sebagainya. Ini banyak digunakan
di bagian laboratorium.
d. Pelindung pernafasan berupa masker khusus untuk melindungi pekerja dari
gangguan udara yang disebabkan zat-zat kimia di bagian laboratorium.
2.8.5 Penanganan Limbah (Waste Treatment)
PT. Mutiara Mukti Farma dari hasil sampingan yang terjadi akibat
kegiatan pabrik adalah berupa limbah cair dan limbah padat. Limbah cair berasal
dari pencucian alat dan proses pembuatan obat sirup. Sedangkan limbah padat
berasal dari tepung sisa-sisa pembuatan obat, botol, kertas, debu, plastik, karton,
strip, dan blister.
Adapun pengolahan limbah yang dilakukan perusahaan adalah sebagai
berikut :
1. Limbah Padat
Pengolahan limbah padat menggunakan incinerator dan tungku pembakaran.
Incinerator berfungsi untuk membakar tepung sisa pembuatan obat pada suhu 800-1000oC. tungku pembakaran berfungsi untuk membakar karton, kertas,
dan plastic. Untuk limbah padat berupa botol dan besi hanya ditumpuk dan
kemudian dijual. Sedangkan untuk plastik-plastik blister dan strip tidak
dibakar dlam tungku atau incinerator melainkan dibuang ke tempat
pembuangan akhir (TPA). Karena plastik jika dibakar dapat menimpulkan
bau yang mengganggu penduduk di sekitar pabrik tersebut.
2. Limbah cair
Sistem pengelolaan limbah cir terdiri dari enam kolam yaitu :
a. Kolam Pertama
Air buangan pada kolam pertama berasal dari cucian alat dan proses
1. Larutkan PAC (Poly Aluminium Clorida) sebanyak 1,5 kg dalam 20 liter air bersih
2. Larutkan bahan koaret sebanyak 0,25 Kg dalam 20 liter air bersih
3. Periksa pH air limbah (standar :6,5-8,5), setelah diperiksa pH awal :7
4. Mikser air limbah selama 30 menit
5. Masukkan lauratan PAC (Poly Aluminium Clorida) ke dalam air limbah dalam posisi mikser
6. Mikser air limbah selama 30 menit
7. Masukkan kaoret ke dalam air limbah pada posisi mikser
8. Mikser air limbah selama 30 menit
9. Diamkan air limbah selama 2,5 jam
10.Alirkan air ke kolam kedua
b. Kolam Kedua
Pada kolam kedua tidak ada perlakuan apapun. Air buangan mengalir
secara gravitasi ke kolam ketiga
c. Kolam Ketiga
Kolam ketiga sudah terbentuk lumpur, kemudiaan lumpur diangkat dan
dibuang ke tanah (kolam enam)
d. Kolam Keempat
Air limbah pad kolam keempat berasal dari kamar mandi, laundry dan
e. Kolam Kelima
Pada kolam ke lima terdapat tanah, kerikil, dan pasir, kemudian air akan
mengalir secara gravitasi ke kolam keenam
f. Pada kolam keenam
terdapat endapan lumpur yang dikeringkan yang berasal dari kolam ketiga.
Pada endapan lumpur tumbuh tanaman seperti kangkung dan labu.
Tumbuhnya tanaman tersebut digunakan sebagai indikator bahwa air
limbah tidak mengandung zat kimia berbahaya
Dari hasil pemeriksaan yang dilakukan perusahaan bahwa pH air limbah
adalah sekitar 6,20 dan menurut Keputusan Menteri Negara Lingkungan Hidup
No. Kep/51/MENLH/10/1995 tentang Baku Mutu Limbah Cair bagi kegiatan
industri yaitu 6-9 maka pH air limbah PT. Mutiara Mukti Farma sudh memenuhi
BAB III
TINJAUAN PUSTAKA
3.1. Pengukuran Waktu
Pengukuran waktu kerja adalah metode penetapan keseimbangan antara
kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan.
Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk
menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan.1 Teknik pengukuran waktu kerja dibagi menjadi 2 bagian yaitu :
a. Secara langsung yaitu pengukuran dilaksanakan secara langsung di tempat
dimana pekerjaan yang diukur dijalankan. Terdapat 2 cara pengukuran
secara langsung yaitu cara pengukuran kerja dengan menggunakan stop
watch time-study dan dengan cara sampling kerja (work sampling).
b. Secara tidak langsung yaitu melakukan perhitungan waktu kerja tanpa si
pengamat harus berada di tempat kerja yang diukur. Aktifitas yang
dilakukan hanya melakukan perhitungan waktu kerja dengan
membaca tabel-tabel waktu yang tersedia asalkan mengetahui jalannya
pekerjaan melalui elemen-elemen pekerjaan atau elemen-elemen
gerakan. Cara pengukuran waktu kerja tidak langsung yaitu dengan cara
aktivitas data waktu baku (standard data) dan data waktu gerakan
3.1.1. Pengukuran Waktu Kerja dengan Menggunakan Metode Jam henti
Pengukuran waktu kerja dengan menggunakan jam henti (stop watch
time- study) diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19
yang lalu. Metode ini terutama sekali diaplikasikan diaplikasikan untuk
pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang (repetitive).
Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan
suatu siklus pekerjaan, yang mana waktu ini dipergunakan sebagai standar
penyelesaian pekerjaan bagi semua pekerja yang akan melakukan pekerjaan yang
sama seperti itu.3
Ada tiga metode yang umum yang digunakan untuk mengukur
elemen-elemen kerja dengan menggunakan jam henti (stop-watch) yaitu :
a. Pengukuran waktu secara terus-menerus, dimana pengamat kerja akan menekan
tombol stop-watch pada saat elemen kerja pertama dimulai dan membiarkan
jarum petunjuk stop-watch berjalan secara terus menerus samapai periode atau
siklus kerja selesai berlangsung. Disini pengamat kerja terus mengamati
jalannya jarum stop-watch dan mencatat pembacaan waktu yang ditunjukkan
setiap akhir dari elemen-elemen kerja pada lembar pengamatan. Waktu
sebenarnya dari masing-masing elemen diperoleh dari pengurangan pada saat
pengukuran waktu selesai dilaksanakan.
b. Pengukuran waktu secara berulang-ulang (repetitive timing) atau disebut juga
Snap-Back Method, dimana jarum penunjuk stop-watch akan selalu
dikembalikan (snap-back) lagi ke posisi nol setiap akhir dari elemen kerja
3
yang diukur. Dengan cara tersebut maka data waktu untuk setiap elemen kerja
yang diukur akan dapat dicatat secara langsung tanpa ada pekerjaan tambahan
untuk pengurangan seperti dijumpai dalam metode pengukuran secara
terus-menerus. Dengan melihat data waktu tiap elemen secara langsung maka
pengamat akan bisa segera bisa mengetahui variasi data waktu selama
proses kerja berlangsung untuk setiap elemen kerja. Variasi yang terlalu besar
dari data waktu yang bisa diakibatkan oleh kesalahan membaca atau
menggunakan stop-watch ataupun bisa pula karena
penyimpangan-penyimpangan yang terjadi dalam pelaksanaan kerja.
c. Pengukuran waktu secara akumulatif, dimana dalam pengukuran waktu secara
akumulatif ini akan digunakan dua atau lebih stop-watch yang akan bekerja
secara bergantian. Dua atau tiga stop-watch dalam hal ini didekatkan sekaligus
pada papan pengamatan atau dihubungkan dengan suatu tuas. Tuas ini akan
diberhentikan apabila elemen kerja yang diamati telah selesai dan
kemudian menggerakkan stop-watch kedua untuk melakukan elemen kerja
selanjutnya. Metode pengukuran akumulatif ini memberi keuntungan didalam
hal pembacaan karena akan lebih mudah dan lebih teliti karena jarum
stop-watch tidak dalam keadaan bergerak pada saat pembacaan data waktu
dilaksanakan seperti halnya yang kita jumpai untuk penguliran kerja dengan
3.1.2 Pengukuran Waktu Kerja dengan Menggunakan Metode Work
Sampling
Sampling atau dalam bahasa asingnya sering disebut dengan Work
Sampling, Ratio Delay Study, atau Random Observation Method adalah suatu
teknik untuk mengadakan sejumlah besar pengamatan terhadap aktivitas kerja dari
mesin, proses atau pekerja/ operator. Pengukuran kerja dengan metode sampling
kerja ini seperti halnya dengan pengukuran kerja jam henti ( stop-watch time
study) diklasifikasikan sebagai pengukuran kerja langsung, karena pelaksanaan
kegiatan pengukuran harus secara langsung ditempat kerja yang diteliti Metoda
sampling kerja sangat cocok digunakan dalam melakukan pengamatan atas
pekerjaan yang sifatnya tidak berulang dan yang memiliki siklus, waktu yang
relatif panjang. Pada dasarnya prosedur pelaksanaanya cukup sederhana, yaitu
melakukan pengamatan aktivitas kerja untuk selang waktu yang diambil secara
acak terhadap suatu atau lebih mesin/operator dan kemudian mencatatnya apakah
mereka ini dalam keadaan bekerja atau menganggur (idle). Frekwensi pengamatan
tergantung pada jumlah pengamatan yang diperlukan dan waktu yang tersedia
untuk pengumpulan data yang direncanakan, apabila frekuensi yang diambil
terlalu padat dan sulit sekali dilaksanakan maka frekwensi pengamatan perari bisa
dikurangi dengan konsekwensi penyelesaian pengamatan akan lebih lama lagi.
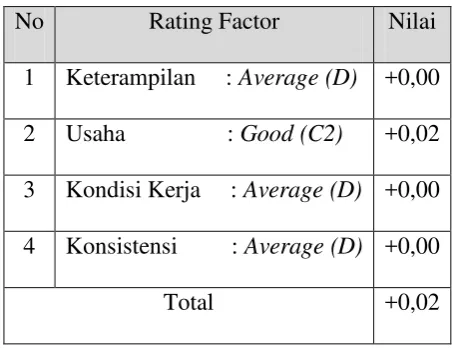
3.2 Faktor Penyesuaian Menurut Westinghouse
Westinghouse company (1927) juga ikut memperkenalkan sistem yang
Bedaux. Disini selain kecakapan (skill) dan usaha (effort) yang telah dinyatakan
oleh Bedaux sebagai faktor yang mempengaruhi performa manusia, maka
Westinghouse menambahkan lagi dengan kondisi kerja (working condition) dan
konsistensi (consistency) dari operator di dalam melakukan pekerjaan. Untuk
ini Westinghouse telah berhasil membuat suatu tabel performance rating yang
berisikan nilai-nilai angka yang berdasarkan tingkatan yang ada untuk
masing-masing faktor tersebut. Untuk menormalkan waktu yang ada maka hal ini
dilakukan dengan jalan mengalikan waktu yang diperoleh dari pengukuran kerja
dengan jumlah ke empat rating faktor yang dipilih sesuai dengan performance
rating yang ditunjukkan oleh operator.
3.3. Kelonggaran
Waktu normal untuk suatu elemen operasi kerja adalah semata-mata
menunjukkan bahwa seorang operator yang berkualifikasi baik akan bekerja
menyelesaikan pekerjaan pada kecepatan atau tempo kerja yang normal.
Walaupun demikian pada prakteknya kita akan melihat bahwa tidaklah bisa
diharapkan operator tersebut akan mampu bekerja secara terus-menerus
sepanjang hari tanpa adanya interupsi sama sekali. Disini kenyataannya operator
akan sering menghentikan pekerjaan dan membutuhkan waktu- waktu khusus
untuk keperluan seperti personal needs, istirahat melepas lelah, dan
alasan-alasan lain yang diluar kontrolnya. Waktu longgar yang dibutuhkan dan akan
3.3.1 Kelonggaran Waktu Untuk Kebutuhan Personal
Pada dasarnya setiap pekerja haruslah diberikan kelonggaran waktu
untuk keperluan pribadi (personal needs). Jumlah waktu longgar untuk kebutuhan
pribadi dapat ditetapkan dengan jalan melaksanakan aktivitas time study sehari
kerja penuh atau dengan metode sampling kerja. Untuk pekerjaan relatif ringan,
dimana operator bekerja selama 8 jam per hari tanpa jam istirahat yang resmi
sekitar 2 sampai 5% (10 sampai 24 menit) Meskipun jumlah waktu longgar untuk
kebutuhan pribadi yang diperlukan ini akan bergantung pada individu pekerjanya
dibandingkan dengan jenis pekerjaan yang dilaksanakan, akan tetapi kenyataannya
untuk pekerjaan-pekerjaan yang berat dan kondisi kerja yang tidak enak (terutama
temperatur tinggi) akan menyebabkan kebutuhan waktu untuk personil ini lebih
besar lagi. Allowance untuk hal ini bisa lebih besar dari 5%.
3.3.2 Kelonggaran Waktu Untuk Melepas Lelah (Fatique Allowance)
Kelelahan fisik manusia bisa disebabkan oleh beberapa penyebab
diantaranya adalah kerja yang membutuhkan pikiran banyak (lelah mental) dan
kerja fisik. Masalah yang dihadapi untuk menetapkan jumlah waktu yang
diijinkan untuk istirahat melepas lelah ini sangat sulit dan kompleks sekali.
Disini waktu yang dibutuhkan untuk keperluan istirahat sangat tergantung
pada individu yang bersangkutan, interval waktu dari siklus kerja dimana
pekerja akan memikul beban kerja secara penuh, kondisi lingkungan fisik
3.3.3 Kelonggaran Waktu Karena Keterlambatan-Keterlambatan (Delay
Allowance)
Keterlambatan atau delay bisa disebabkan oleh faktor-faktor yang sulit
untuk dihindarkan (Unavoidable Delay), tetapi bisa juga disebabkan oleh
beberapa faktor yang sebenarnya masih bisa dihindari (Avoidable Delay).
Keterlambatan yang terlalu besar atau lama tidak akan dipertimbangkan
sebagai dasar untuk menetapkan waktu baku.
Untuk avoidable delay disini terjadi dari saat ke saat yang umumnya
disebabkan oleh mesin, operator, ataupun hal-hal lain yang diluar kontrol. Mesin
dan peralatan kerja lainnya selalu diharapkan tetap pada kondisi siap pakai atau
kerja. Apabila terjadi kerusakan dan perbaikan berat terpaksa harus dilaksanakan,
operator biasanya akan ditarik dari stasiun kerja ini sehingga delay yang
terjadi akan dikeluarkan dari pertimbangan untuk menetapkan waktu baku untuk
proses kerja tersebut.
Untuk unvoidable delay sebaiknya dipertimbangkan sebagai tantangan
dan sewajarnya dilakukan usaha-usaha keras untuk mengeliminir delay semacam
ini. Macam dan lamanya keterlambatan untuk suatu aktivitas kerja dapat
ditetapkan dengan teliti dengan melaksanakan aktivitas time study secara
penuh ataupun bisa juga dengan kegiatan sampling kerja.
3.4 Perhitungan Waktu Normal dan Waktu baku
maka baru kita dapat menghitung waktu baku. Waktu baku ini sangat diperlukan
untuk :
a. Man power planning (perencanaan kebutuhan tenaga kerja)
b. Estimasi biaya-biaya untuk upah karyawan atau pekerja.
c. Penjadwalan produksi dan penganggaran.
d. Perencanaan sistem pemberian bonus dan insentif bagi karyawan pekerja
yang berprestasi.
e. Indikasi keluaran output yang mampu dihasilkan oleh seorang pekerja.
Waktu baku ini merupakan waktu yang dibutuhkan oleh seseorang
pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu
pekerjaan. Waktu baku ini disini sudah meliputi kelonggaran waktu yang
diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang harus
diselesaikan tersebut. Dengan demikian maka waktu baku yang dihasilkan dalam
aktivitas pengukuran kerja ini akan dapat digunakan sebagai alat untuk membuat
rencana penjadwalan kerja yang menyatakan berapa lama serta berapa jumlah
tenaga kerja yang dibutuhkan untuk menyelesaikan pekerjaan tersebut. Di sisi lain
dengan adanya waktu baku yang sudah ditetapkan ini akan dapat pula ditentukan
upah ataupun insentif (bonus) yang harus dibayar sesuai dengan performa yang
ditunjukkan oleh pekerja (konsep “ a fair day’s work for a fair day’s pay”).
Cara mendapatkan waktu baku dari data yang telah terkumpul yaitu
adalah sebagai berikut :
1. Hitung waktu siklus rata-rata dengan :
Wn = Ws x p
Dimana p adalah faktor penyesuaian. Faktor ini diperhitungkan jika
pengukur berpendapat bahwa operator bekerja dengan kecepatan tidak wajar,
sehingga hasil perhitungan waktu perlu disesuaikan atau dinormalkan dulu untuk
mendapatkan waktu siklus rata-rata yang wajar. Jika pekerja bekerja dengan
wajar, maka faktor penyesuaiannya p sama dengan 1, artinya waktu siklus
rata-rata sudah normal. Jika bekerja terlalu lambat maka untuk menormalkannya
pengukur harus memberi harga p<1 atau p<100%, dan sebaliknya, jika p>1 atau
p>100%, artinya dianggap bekerja cepat.
3. Hitung waktu baku dengan :
Wb = Wn + 1
Dimana 1 adalah kelonggaran atau allowance yang diberikan kepada
pekerja unuk menyelesaikan pekerjaannya di samping waktu normal.
Kelonggaran ini diberikan untuk hal-hal seperti kebutuhan pribadi,
menghilangkan rasa fatique, dan gangguan-gangguan yang mungkin terjadi yang
tidak dapat dihindarkan pekerja. Umumnya kelonggaran ini dinyatakan dalam
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. Mutiara Mukti Farma yang berlokasi di
Jalan Besar Namorambe Km 8,5 No. 68 Kecamatan Deli tua, Kabupaten Deli
Serdang Provinsi Sumatera Utara. Penelitian ini dimulai sejak bulan Maret 2015
sampai dengan selesai
4.2. Objek Penelitian
Objek penelitian dalam penelitian ini adalah 5 orang operator pengepakan
sirup untuk mengetahui waktu siklus, waktu baku dan jumlah operator yang
paling sesuai.
4.3. Jenis Penelitian
Jenis penelitian yang digunakan adalah penelitian deskriptif survei dengan
analisa kuantitatif, yang dilakukan dengan tujuan utama untuk membuat gambaran
atau deskripsi tentang keadaan secara objektif yang digunakan untuk memecahkan
serta menjawab permasalahan yang sedang dihadapi sekarang, selain itu dengan
penelitian deskriptif survei, penelitian tidak dilakukan terhadap seluruh objek
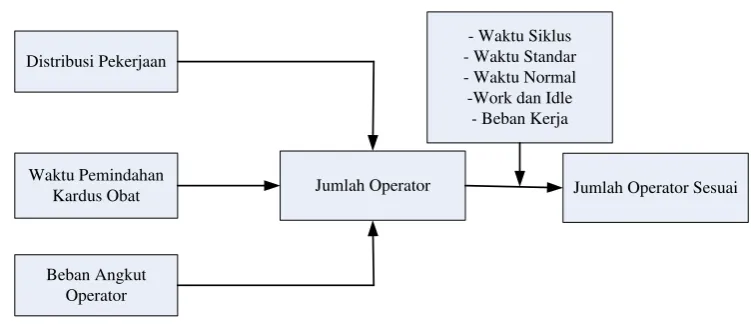
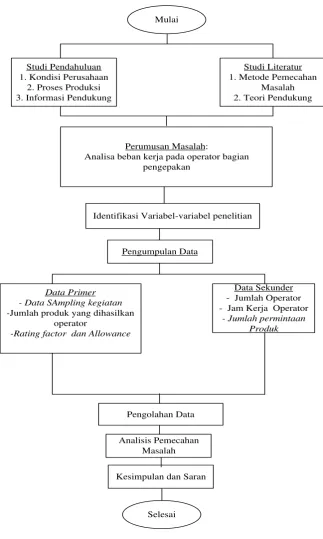
4.4. Kerangka Konseptual
Dalam metode penelitian, dibuat suatu kerangka konseptual yang dapat
mempermudah peneliti dalam pengambilan data dan pengolahan data. Kemudian
direncanakan cara atau prosedur beserta tahapan-tahapan yang jelas dan disusun
secara sistematis dalam proses penelitian. Tiap tahapan merupakan bagian yang
menentukan tahapan selanjutnya sehingga harus dilalui dengan cermat. Kerangka
konseptual penelitian dapat dilihat pada Gambar 4.1.
.
Pada penelitian ini instrument penelitian yang dilakukan adalah sebagai
berikut:
1. Meteran sebagai intrumen untuk mengukur jarak pengerjaan pada operator.