PRA RANCANGAN PABRIK PEMBUATAN
LEMAK COKELAT MENTAH DARI
BIJI COKELAT KERING HASIL FERMENTASI
DENGAN KAPASITAS PRODUKSI
20.000 TON/TAHUN
KARYA AKHIR
DISUSUN OLEH:
NIM : 025201047
DIYAN ANDHOSTORA NST.
TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
UNIVERSITAS SUMATERA UTARA
DAFTAR ISI
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... viii
BAB I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2.Tujuan ... I-3
1.3.Batasan Masalah ... I-3
BAB II TINJAUAN PUSTAKA ... II-1
2.1. Pendahuluan ... II-1
2.2. Biji Cokelat ... II-1
2.3. Sifat-sifat Minyak dan Lemak ... II-4
2.4. Pelarut Leaching ... II-8
2.5. Proses Pembuatan Lemak Cokelat Mentah . ... II-9
2.6. Deskripsi Proses Pembuatan Lemak Cokelat dari
Biji Cokelat Kering Hasil Fermentasi ... II-10
2.7. Penetuan Kapasitas ... II-12
BAB III NERACA MASSA DAN ENERGI ... III-1
3.1. Neraca Massa ... III-1
3.2. Neraca Energi ... III-4
BAB IV SPESIFIKASI ALAT ... IV-1
BAB V INSTRUMENTASI DAN KESELAMATAN KERJA ... V-1
5.1. Instrumentasi ... V-1
5.2. Keselamatan Kerja ... V-7
BAB VI UTILITAS ... VI-1
6.1. Kebutuhan Uap (Steam) ... VI-1
6.2. Kebutuhan Air ... VI-1
6.3. Kebutuhan Bahan Kimia ... VI-10
6.4. Kebutuhan Listrik... VI-11
6.5. Kebutuhan Bahan Bakar ... VI-11
6.6. Spesifikasi Peralatan Utilitas... VI-13
BAB VII MANAJEMEN ORGANISASI PERUSAHAAN ... VII-1
7.1. Pengertian Organisasi dan Manajemen ... VII-1
7.2. Bentuk Badan Usaha ... VII-1
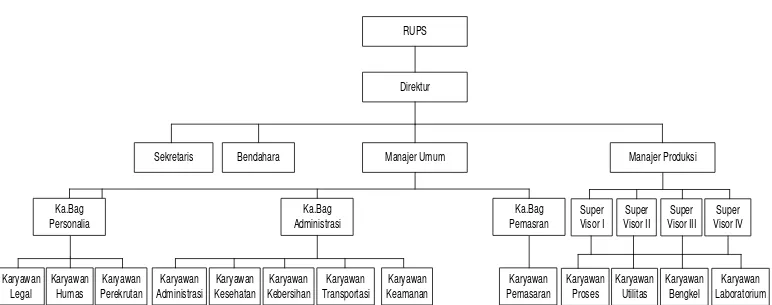
7.3. Struktur Organisasi ... VII-2
7.4. Tugas, Wewenang dan Tanggung Jawab ... VII-2
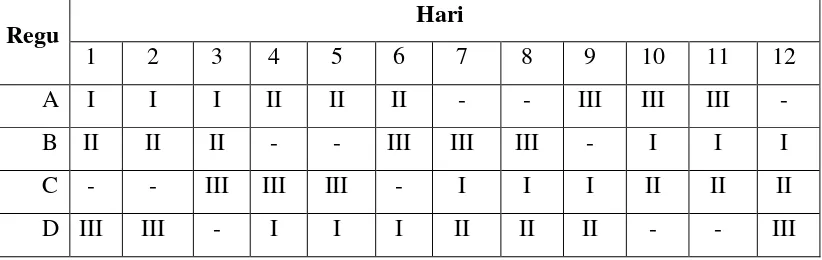
7.5. Sistem Kerja dan Jam Kerja ... VII-5
7.6. Sistem Upah ... VII-6
7.7. Kesejahteraan Karyawan ... VII-6
7.8. Analisa Jabatan ... VII-7
7.9. Jumlah dan Tingkat Pendidikan Tenaga Kerja ... VII-7
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1. Lokasi Pabrik ... VIII-1
8.2. Tata Letak Pabrik ... VIII-3
8.3. Perincian Luas Tanah ... VIII-4
BAB IX ANALISA EKONOMI ... IX-1
9.1. Modal Investasi ... IX-1
9.2. Biaya Produksi Total ... IX-4
9.3. Total Penjualan... IX-5
9.4. Perkiraan Rugi/Laba Perusahaan ... IX-5
9.5. Analisa Asek Ekonomi ... IX-5
BAB X KESIMPULAN ... XI-1
DAFTAR PUSTAKA ... x
LAMPIRAN A. PERHITUNGAN NERACA MASSA & ENERGI ... LA-1
LAMPIRAN B. PERHITUNGAN SPESIFIKASI PERALATAN ... LB-1
LAMPIRAN C. PERHITUNGAN SPESIFIKASI PERALATAN
UTILITAS ... LC-1
KATA PENGANTAR
Syukur Alhamdulillah penulis panjatkan kepada Allah SWT yang
memberi ampunan dan karunia, kemudian shalawat kepada Rasulullah
Muhammad SAW yang tak berujung suri tauladannya, sehingga penulis dapat
menyelesaikan Tugas Akhir ini yang berjudul “Pra Rancangan Pabrik
Pembuatan Lemak Cokelat Mentah Dari Biji Cokelat Kering Hasil
Fermentasi”.
Penyusunan Tugas Akhir ini sebagai salah satu syarat yang harus
dilaksanakan untuk dapat mengikuti sidang sarjana pada Program Studi Teknologi
Kmia Industri D-IV, Fakultas Teknik Universitas Sumatera Utara.
Salam takzim tak terhingga kepada Kedua orang tua tercinta, yang terus
membimbing dan memberikan yang terbaik kepada penulis demi bekal di masa
depan sehingga penulis dapat menyelesaikan jenjang perkuliahan ini. Salam
takzim juga penulis ucapkan pada saudara perempuan dan saudara laki-laki
penulis, yang telah memberikan banyak bantuan baik moriil ataupun finansial dan
nasihat-nasihat serta semangat dalam menyelesaikan Tugas Akhir ini. Tak lupa
penulis mengucapkan terima kasih dan kata sayang kepada seorang wanita yang
selama ini t’lah memberikan penulis semangat dan dukungan yang sangat
dibutuhkann oleh penulis saat menghadapi suka maupun duka dalam penyelesain
Karya akhir ini.
Dalam kesempatan ini, saya juga menyampaikan salam dan rasa terima
kasih kepada semua pihak yang telah banyak membantu, baik secara langsung
1. Dr.Ir. Renita, MT, Ketua Program Studi Teknologi Kimia Industri
D-IV, Fakultas Teknik, Universitas Sumatera Utara.
2. Dr. Ir. Irvan, Koordinator Tugas Akhir Program Studi Teknologi
Kimia Industri D-IV, Fakultas Teknik Universitas Sumatera Utara.
3. Dr. Ir. Fahmi, M.Eng, selaku Dosen Pembimbing I Tugas Akhir.
4. Dr.Ir. Mhd.Turmuzi, MS, selaku Dosen Pembimbing II Tugas Akhir.
5. Seluruh Staf Pengajar Program Studi Teknologi Kimia Industri
D-IV, Fakultas Teknik Universitas Sumatera Utara.
6. Seluruh Pegawai Administrasi Program Studi Teknologi Kimia
Industri D-IV, Fakultas Teknik Universitas Sumatera.
7. Teman-teman yang tidak dapat ditulis namanya satu persatu yang
telah turut membantu menyelesaikan Tugas Akhir ini.
demikian juga kepada semua pihak yang tidak mungkin disebutkan seluruhnya
atas dukungan, bantuan dan kebaikannya kepada penulis. Hanya kepada Allah
sajalah penulis tumpukan balasan atas segala hal karena Ia Maha Adil dan
sebaik-baik pemberi ganjaran.
Penulis menyadari bahwa Tugas Akhir ini masih belum sempurna karena
hakikat ilmu pengetahuan senantiasa berkembang. Untuk itu, penulis
mengharapkan kritik dan saran guna peningkatan mutu Tugas Akhir di masa yang
akan datang. Akhir kata, semoga tulisan ini bermanfaat bagi kita semua.
Medan, Jan 2007
Penulis,
DAFTAR GAMBAR
Gambar 5.1. Tangki Penyimpanan berserta Instrumentasinya ... V-4
Gambar 5.2. Tangki Berpengaduk berserta Instrumentasinya ... V-4
Gambar 5.3. Reaktor Tangki Berpengaduk beserta instrumentasinya ... V-5
Gambar 5.4. Evaporator berserta Instrumentasinya ... V-5
Gambar 5.5. Pompa berserta Instrumentasinya ... V-5
Gambar 5.6. Kondensor berserta Instrumentasinya ... V-6
Gambar 5.7. Heat Exchanger berserta Instrumentasinya ... V-6
Gambar 5.8. Spray Dryer berserta Instrumentasinya ... V-7
Gambar 6.1. Proses Pengolahan limbah ... VI-14
Gambar 7.1. Struktur Organisasi ... VII-9
Gambar 8.1. Tata Letak Pabrik Pembuatan Olein dan Stearin ... VIII-5
Gambar LA.1Diagram Alir Pembuatan Lemak Cokelat ... LA-1
Gambar LB.1Ukuran Tangki ... LC-2
Gambar LB.2Ukuran Tutup Tangki ... LC-4
Gambar LC.1Grafik Entalpi dan Temperatur Cairan pada
Cooling Tower (CT) ... LD-39
Gambar LC.2Kurva Hy terhadap 1/(Hy*-Hy) ... LD-40
Gambar LC.3Siklus Refrigerasi ... LD-21
DAFTAR TABEL
Tabel 2.1. Komposisi Keping Biji Cokelat Kering Hasil Fermentasi ... II-2
Tabel 2.2. Sifat-sifat Lemak Cokelat ... II-8
Tabel 2.3. Sifat-sifat n-Pentana ... II-9
Tabel 2.4. Konsumsi cokelat olahan dunia (dalam ribu ton/tahun) ... II-12
Tabel 2.5. Produksi Perkebunan Cokelat Sumatera Utara & NAD ... II-12
Tabel 3.1.1. Neraca Massa pada Hammer Mill – 101 ... III-1
Tabel 3.1.2. Neraca Massa pada Mixing Tank – 101 ... III-1
Tabel 3.1.3. Neraca Massa pada Mixing Tank – 102 ... III-2
Tabel 3.1.4. Neraca Massa pada Filter Press – 101 ... III-2
Tabel 3.1.5. Neraca Massa pada Tank – 103 ... III-2
Tabel 3.1.6. Neraca Massa pada Heat Exchanger – 101 ... III-3
Tabel 3.1.7. Neraca Massa pada Evaporator – 101 ... III-3
Tabel 3.1.8. Neraca Massa pada Spray Dryer – 101 ... III-3
Tabel 3.1.9. Neraca Massa pada Cyclon – 101 ... III-4
Tabel 3.2.1. Neraca Energi pada Mixing Tank – 101 ... III-4
Tabel 3.2.2. Neraca Energi pada Mxing Tank – 102 ... III-4
Tabel 3.2.3. Neraca Energi pada Evaporator – 101 ... III-5
Tabel 3.2.4. Neraca Energi pada Heat Exchanger – 101 ... III-5
Tabel 3.2.5. Neraca Energi pada Spray Dryer – 101 & Cyclon – 101 ... III-5
Tabel 3.2.6. Neraca Energi pada Condensor – 101 ... III-6
Tabel 3.2.7. Neraca Energi pada Condensor – 102 ... III-6
Tabel 6.1. Mutu Air Sumur Bor Besitang ... VII-4
Tabel 8.1. Perincian Luas Tanah Pabrik ... VIII-4
Tabel 9.1. Jumlah Tenaga Kerja Beserta Tingkat Pendidikannya ... IX-9
Tabel LA-1. Neraca Massa pada Hammer Mill – 101 ... LA-2
Tabel LA-2. Neraca Massa pada Mixing Tank – 101 ... LA-3
Tabel LA-3. Neraca Massa pada Mixing Tank – 102... LA-5
Tabel LA-4. Neraca Massa pada Filter Press – 101 ... LA-6
Tabel LA-5. Neraca Massa pada Tank – 103 ... LA-7
Tabel LA-7. Neraca Massa pada Cyclon – 101 ... LA-11
Tabel LA-8. Harga cp Setiap Gugusan... LA-12
Tabel LA-9. Neraca Energi Masuk pada Mixing Tank – 101 ... LA-15
Tabel LA-10 Neraca Energi Keluar pada Mixing Tank – 101 ... LA-15
Tabel LA-11 Neraca Energi Masuk pada Mxing Tank – 102 ... LA-16
Tabel LA-12 Neraca Energi Keluar pada Mxing Tank – 102 ... LA-17
Tabel LA-13 Neraca Energi Masuk pada Evaporator – 101 ... LA-18
Tabel LA-14 Neraca Energi Keluar pada Evaporator – 101 ... LA-18
Tabel LA-15 Neraca Energi Masuk pada Heat Exchanger – 101 ... LA-19
Tabel LA-16 Neraca Energi Keluar pada Heat Exchanger – 101 ... LA-19
Tabel LA-17 Neraca Energi Masuk pada Condensor – 101 ... LA-20
Tabel LA-18 Neraca Energi Keluar pada Condensor – 101 ... LA-20
Tabel LA-19 Neraca Energi Masuk Spray Dryer – 101 & Cyclon – 101 ... LA-23
Tabel LA-20 Neraca Energi Keluar Spray Dryer – 101 & Cyclon – 101 ... LA-23
Tabel LA-21 Neraca Energi Masuk pada Condensor – 102 ... LA-24
Tabel LA-22 Neraca Energi Keluar pada Condensor – 102 ... LA-24
Tabel LB-1 Komposisi n-Pentana Dalam Produk Lemak Cokelat ... LB-2
Tabel LB-2 Komposisi Cokelat Pasta Dalam Tangki ... LB-6
Tabel LB-3 Tabel LA-3 Komposisi Cokelat Pasta Dalam Tangki ... LB-11
Tabel LB-4 Tabel LA-4 Komposisi Cokelat Pasta Dalam Tangki ... LB-17
Tabel LB-5 Data Temperatur Pada HE-101 ... LB-20
Tabel LB-6 Data Temperatur Pada CD-101 ... LB-27
Tabel LB-7 Data Temperatur Pada CD-102 ... LB-49
Tabel LD.1 Perincian harga bangunan ... LE-2
Tabel LD.2 Data Indeks Harga Chemical Engeneering (CE) ... LE-3
Tabel LD.3 Perkiraan Harga Peralatan Proses ... LE-6
Tabel LD.4 Perkiraan Harga Peralatan Utilitas... LE-7
Tabel LD.5 Biaya Sarana Transportasi ... LE-10
Tabel LD.6 Perincian Gaji Pegawai ... LE-14
Tabel LD.7 Perincian Biaya Kas ... LE-16
Tabel LD.8 Perincian Modal Kerja ... LE-17
BAB I
PENDAHULUAN
1.1 Latar Belakang
Cokelat merupakan tanaman perkebunan / industri berupa pohon yang
dikenal di Indonesia sejak tahun 1560, namun baru menjadi komoditi yang penting
sejak tahun 1951. Pemerintah Indonesia mulai menaruh perhatian dan mendukung
industri cokelat pada tahun 1975, setelah PTP VI berhasil menaikan produksi cokelat
per hektar melalui penggunaan bibit unggul Upper Amazon Interclonal Hybrid, yang
merupakan hasil persilangan antar klon dan sabah. Biji cokelat dapat diproses dan
menghasilkan beberapa produk, produk olahan yang dihasilkan adalah : Bubuk
cokelat (Cocoa powder), pasta cokelat (Cocoa liqour) dan lemak cokelat (Cocoa
butter) (Anonim, warintek 2007).
Lemak cokelat dapat digunakan pada produk pangan, farmasi dan kosmetik.
Bubuk cokelat dapat digunakan pada produk pangan dan kosmetik, sedangkan kulit
biji dapat digunakan sebagai pakan ternak.
Cokelat olahan digunakan dalam bidang farmasi karena banyak mengandung
zat-zat antara lain : karbohidrat yang dibentuk oleh senyawa kimia dalam cokelat
menghasilkan serotonin, yang membantu stimulasi otak. Lemak cokelat mempunyai kemampuan untuk menghambat oksidasi kolesterol LDL (kolesterol jahat) dan
meningkatkan fungsi kekebalan tubuh, sehingga dapat mencegah risiko penyakit
jantung koroner dan kanker. Cokelat juga mengandung theobromine, flavanol dan caffein yang memberikan energi bagi tubuh, dapat mencegah batuk dan sebagai anti pembekuan darah yang dapat melacak dan menghancurkan kimia berbahaya dalam
tubuh sehingga dapat terhindar dari penyakit stroke. (Anonim, Departemen Kesehatan Republik Indonesia 2007).
Cokelat olahan digunakan dalam bidang kosmetik antara lain : Proses
pengangkatan sel-sel kulit mati dengan cara peeling dimana tepung cokelat
digunakan sebagai scruber. Lemak cokelat dipakai sebagai salah satu bahan
campuran untuk kosmetik seperti, lipstik, eyelash cream, sabun, pemerah pipi, dan
Untuk cokelat olahan, produk yang paling strategis untuk dikembangkan
adalah lemak cokelat (cocoa butter). Pemilihan lemak cokelat sebagai produk olahan
yang paling strategis untuk dikembangkan didasarkan pada beberapa pertimbangan
seperti aspek lapangan kerja, peluang pasar dan nilai tambah.
Jika dilakukan fermentasi dengan baik, kualitas cokelat Indonesia tidak kalah
dengan kualitas cokelat dunia. Selain itu cokelat Indonesia memiliki kelebihan yaitu
tidak mudah meleleh sehingga sangat cocok digunakan untuk bahan campuran
(blending). Dilihat dari kelebihan dan keunggulan tersebut, Indonesia memiliki
peluang besar untuk meningkatkan industri cokelat olahan sebagai salah satu
pendorong pertumbuhan dan pendapatan devisa Negara (Anonim, Departemen
Pertanian 2005).
Lemak cokelat mempunyai warna putih-kekuningan dan mempunai bau khas
cokelat. Lemak ini mempunyai sifat rapuh (brittle) pada suhu 25 oC, tidak larut
dalam air dan mencair pada 27 – 33 o
Harga bahan baku biji cokelat kering hasil fermentasi berkisar US$ 1.845 per
ton. Bahan baku merupakan komponen terbesar dari biaya produksi, yakni ±
mencapai 80 %, sedangkan bahan bakar dan lainya berkontribusi 20 %. Harga jual
lemak cokelat (cocoa butter) dipasar internasional saat ini berkisar US$ 5.200 per ton
dan untuk bubuk cokelat (cocoa powder) US$ 700 per ton. Diperkirakan dimasa
yang akan datang harga cokelat olahan akan semakin meningkat, ini dipacu oleh
hasil penelitian yang menyatakan mengkonsumsi cokelat sangat baik bagi kesehatan
(Anonim, Harian Bisnis 2007).
C.
1.2 Tujuan
Tujuan utama pra rancangan pabrik pembuatan lemak cokelat (cocoa butetr)
mentah dari biji cokelat kering hasil fermentasi adalah untuk menerapkan disiplin
ilmu teknik kimia, khususnya dibidang pra rancangan dan operasi teknik kimia
sehingga akan memberikan gambaran kelayakan Pra Rancangan Pabrik Pembuatan
1.3Batasan Masalah
Sehubungan dengan meningkatknya produksi cokelat serta tingginya
kebutuhan akan cokelat olahan, maka diperlukan suatu usaha untuk mengolah biji
cokelat tersebut dengan mendirikan pabrik lemak cokelat mentah. Tugas akhir ini
memaparkan bagaimana pra rancangan Pabrik Pembuatan Lemak Cokelat Mentah
dari Biji Cokelat Kering Hasil Fermentasi berdasarkan : Perhitungan neraca massa
dan neraca energi, Penentuan spesifikasi peralatan yang diperlukan untuk proses
produksi maupun proses pendukung produksi, Penentuan instrumentasi dan
keselamatan kerja yang dibutuhkan, Penentuan utilitas, Penentuan manajemen
organisasi perusahaan yang diperlukan demi kelancaran proses produksi, Penentuan
BAB II
TINJAUAN PUSTAKA
2.1 Pendahuluan
Rasa cokelat masih sulit didefinisikan. Dalam bukunya
cokelat tercipta dari campuran 1.200 macam zat, tanpa satu rasa yang jelas-jelas
dominan. Sebagian dari zat itu rasanya sangat tidak enak kalau berdiri sendiri.
Karenanya, sampai kini belum ada rasa cokelat tiruan.
Di antara zat-zat penghasil rasa cokelat terdapat lem
cokelat ini hanya sedikit di bawah suhu normal tubuh manusia. Kalau sepotong
cokelat batangan dimakan, maka lemak akan mencair di dalam mulut. Mencairnya
lemak cokelat menimbulkan rasa lembut. Lemak cokelat tidak langsung diserap
tubuh karena bukan dari jenis yang dapat menggemukkan tubuh. Meskipun tak
tergantikan, pemalsuan rasa sering terjadi. Cokelat adalah bahan yang relatif mahal,
bila dibandingkan dengan gula ata
minyak lebih murah, seperti
).
2.2 Biji Cokelat
Biji cokelat berasal dari tanaman marga Theobroma, suku dari Sterculiaceae
yang banyak diusahakan oleh perkebunan, perkebunan swasta dan Negara.
Sistematika tanaman cokelat menurut Tjitrosoepomo adalah sebagai berikut :
Divisi : Spermatophyta
Anak Divisi : Angiospermae
Kelas : Dicotyledoneae
Anak Kelas : Dialypetalae
Bangsa : Malvales
Suku : Sterculiaceae
Jenis cokelat yang terbanyak dibudidayakan adalah jenis:
1. Criollo : termasuk cokelat yang bermutu tinggi atau cokelat mulia / edel cacao atau fine flavour cacao. Criollo terdiri atas dua jenis cokelat, yaitu : Criollo Amerika Tengah dan Criollo Amerika Selatan.
2. Forastero : umumnya termasuk cokelat bermutu rendah atau disebut juga cokelat curah / Bulk cokelat. Ada dua jenis cokelat yang termasuk tipe forastero, yaitu :
forastero amazona dan trinitario.
3. Trinitario yang merupakan hibrida alami dari Criollo dan Forastero sehingga menghasilkan biji cokelat yang dapat termasuk fine flavour cocoa atau bulk cocoa. Jenis Trinitario yang banyak ditanam di Indonesia adalah Hibrid Djati Runggo (DR) dan Uppertimazone Hybrida (Cokelat lindak) (Susanto, FX. Ir, 1994 ).
Untuk memproduksi lemak cokelat, bahan baku tidak harus difermentasi
karena untuk produk lemak cokelat citarasa bukan merupakan penentu utama dari
mutu, akan tetapi kandungan lemaknya. Produk samping dari proses pembuatan
lemak cokelat adalah bubuk cokelat (cocoa powder), dimana ini memiliki nilai
ekonomis bila memiliki citarasa cokelat yang tinggi. Untuk itu biji cokelat terlebih
dahulu difermentasi, kandungan lemak tidak lebih dari 2 % dan pelarut tidak lebih 5
ppm. Komposisi biji cokelat kering hasil fermentasi terdiri dari 6 % kulit dan 94 %
keping biji. Keping biji mengandung 2,5 % air dan sisanya mengandung 54 % lemak,
46 % padatan (US Patent references 6361814, 2002).
Berikut komposisi keping biji cokelat kering hasil fermentasi pada tabel 2.1 :
Tabel 2.1 Komposisi Keping Biji Cokelat Kering Hasil Fermentasi
Persenyawaan Persentase
Air 2,5 – 3
Komposisi lemak:
Terdiri : Palmitic acid
Stearic acid
Oleic acid
Linoliec acis
52 - 54
25
35
38
Fasa padat :
Terdiri : Karbohidrat
Protein
Theobromine
Nitrogen
P2O
NaCl 5
Stracth
44 - 46
22
19
4
32
3,5
3
14
(Sumber : anonym, )
Fermentasi dimaksudkan untuk menumbuhkan cita rasa, aroma dan warna
yang baik, karena selama proses fermentasi berlangsung beberapa perubahan fisika,
kimia dan biologi pada biji. Selama fermentasi terjadi penguraian senyawa polifenol,
protein dan gula oleh enzim yang menghasilkan senyawa calon aroma, perbaikan
rasa dan perubahan warna. Perubahan biokimia yang terjadi tergantung pada lama
fermentasi yang dialami oleh biji dan jenis buah kakao. Faktor yang berpengaruh
terhadap fermentasi meliputi waktu, aerasi atau pembalikan dan aktivitas mikroba.
Kelebihan fermentasi (over fermentation) harus dihindari karena selain merusak cita
rasa, reaksi pembentukan warna (browning) dapat terganggu. Proses pembalikan atau
aerasi menyebabkan terbuangnya panas, sehingga untuk mencapai temperatur yang
sesuai dibutuhkan waktu yang lebih lama. Suhu yang ideal untuk proses fermentasi
adalah 45°C. Dalam fermentasi, mikroba berperan untuk memecah gula menjadi
alkohol dan selanjutnya terjadi pemecahan alkohol menjadi asam asetat (Sarmidi,
1994).
Agar proses fermentasi dapat berjalan dengan baik pada suhu yang ideal yaitu
45°C maka bobot minimum biji kakao basah yang difermentasi sebaiknya 50 kg,
tetapi proses fermentasi di dalam peti dengan nisbah luas permukaan dan volume
kotak fermentasi yang kecil diperoleh suhu fermentasi 45°C meskipun jumlah biji
basah yang difermentasikan hanya 20 kg. Persyaratan mutu biji kakao menyangkut
tiga hal pokok, yaitu mutu fisik yang berhubungan dengan rendemen biji seperti
kadar air dan kadar lemak. Mutu organoleptik yang berhubungan dengan cita rasa
yaitu bahan tanam dan cara pengolahannya. Aspek mutu yang sangat ditentukan oleh cara pengolahan di antaranya adalah warna keping biji dan potensi cita rasa (Wood cit. Yusianto et al., 1997).
2.3Sifat-sifat Minyak dan Lemak
A. Sifat Fisika (Ketaren, 1986).
1. Warna
Zat warna dalam minyak terdiri dari 2 golongan, yaitu: zat warna alamiah dan
warna dari hasil degradasi zat warna alamiah.
2. Kelarutan
Minyak dan lemak tidak larut dalam air, kecuali minyak jarak (castor oil).
3. Titik cair dan polymerphism
Asam lemak tidak memperlihatkan kenaikan titik cair yang linier dengan
bertambahnya panjang rantai atom karbon. Asam lemak dengan ikatan trans
mempunyai titik cair yang lebih tinggi daripada isomer asam lemak yang
berikatan cis.
Polymerphism pada minyak dan lemak adalah suatu keadaan dimana terdapat lebih dari satu bentuk kristal. Polymerphism sering dijumpai pada beberapa
komponen yang mempunyai rantai karbon panjang dan pemisahan
kristal-kristal tersebut sangat sukar. Namun demikian untuk beberapa komponen,
bentuk dari kristal-kristal sudah dapat diketahui.
Polymerphism penting untuk mempelajari titik cair minyak atau lemak dan asam-asam lemak beserta ester-ester. Polymerphism mempunyai peranan penting dalam berbagai proses untuk mendapatkan minyak atau lemak.
4. Titik didih
Titik didih dari asam-asam lemak akan semakin bertambah besar dengan
bertambahnya rantai karbon dari beberapa asam lemak tersebut.
5. Bobot jenis
Bobot jenis dari minyak dan lemak biasanya ditentukan pada temperatur 25 0
C, akan tetapi dalam hal ini dianggap penting juga untuk diukur pada
penentuan bobot jenis, temperatur dikontrol dengan hati-hati dalam kisaran
temperatur yang pendek.
6. Indeks bias
Indeks bias adalah derajat penyimpangan dari cahaya yang dilewatkan pada
suatu medium yang cerah. Indeks bias pada minyak dan lemak dipakai untuk
pengenalan unsur kimia dan pengujian kemurnian minyak/lemak.
Abbe refractometer mempergunakan alat temperatur yang dipertahankan pada 25 0C. Untuk pengukuran indeks bias lemak yang bertitik cair tinggi,
dilakukan pada temperatur 400C atau 600
7. Titik lunak
C, selama pengukuran temperatur
harus dikontrol dan dicatat. Indeks bias ini akan meningkat pada minyak atau
lemak dengan rantai karbon yang panjang dan juga dengan terdapatnya
sejumlah ikatan rangkap. Nilai indeks bias dari asam lemak juga akan
bertambah dengan meningkatnya bobot molekul, selain dengan naiknya
ketidakjenuhan dari asam-asam lemak tersebut.
Titik lunak dari minyak lemak ditetapkan dengan maksud untuk
mengidentifikasi minyak atau lemak tersebut, dimana titik tersebut adalah
temperatur pada saat permukaan dari minyak atau lemak dalam tabung
kapiler mulai naik setelah didinginkan.
8. Titik lebur (melting point)
Titik lebur pada minyak dan lemak akan semakin tinggi dengan semakin
panjangnya rantai atom C.
9. Titik kekeruhan
Temperatur pada waktu mulai terjadi kekeruhan, dikenal sebagai titik
kekeruhan (Turbidity Point)
10.Titik asap, titik nyala dan titik api
Pada minyak atau lemak dapat dilakukan penetapan titik asap, titik nyala dan
titik api. Titik asap adalah temperatur pada saat lemak atau minyak
menghasilkan asap tipis yang kebiru-biruan pada pemanasan. Titik nyala
adalah temperatur pada saat campuran uap dan minyak dengan udara mulai
terbakar. Sedangkan titik api adalah temperatur pada saat dihasilkan
11. Shot melting point
Shot melting point adalah temperatur pada saat terjadi tetesan pertama dari minyak atau lemak. Pada umumnya lemak atau minyak mengandung
komponen-komponen yang berpengaruh terhadap titik cairnya.
B. Sifat Kimia (
Ketaren. 1986
).
1. Kelarutan Minyak dalam air rendah, ini menunjukkan bahwsanya minyak
tidak larut dalam air.
2. Minyak bila bereaksi dengan air, maka minyak akan berubah menjadi
asam-asam lemak bebas, dan akan mengakibatkan aroma dan rasa tengik pada
minyak dan lemak.
Reaksinya :
O
CH2 – O – C – R CH2
O O OH
CH
O
– O – C – R + 3H – OH CHO + 3RCOOH
CH2 – O – C – R CH2
Trigliserida Air Gliserol Asam lemak bebas
OH
3. Odor dan flavor pada lemak/minyak selain terdapat secara alami, juga terjadi
karena pembentukan asam-asam berantai pendek sebagai hasil dari
penguraian pada kerusakan lemak/minyak. Akan tetapi pada umumnya odor
dan flavor ini disebabkan oleh komponen bukan minyak.
4. Terdiri dari asam lemak jenuh dan tidak jenuh
5. Merupakan asam karboksilat yang berasal dari minyak nabati (tumbuhan).
6. Tersusun dari rantai kelompok alkil dari 4 – 22 atom karbon yang bergugus
fungsi –COOH
2.3.1 Lemak Cokelat Mentah
Lemak coklat merupakan lemak nabati alami. Lemak coklat mempunyai
warna putih-kekuningan dan mempunyai bau khas cokelat. Lemak ini mempunyai
larut dalam air, sedikit larut dalam alkohol dingin. Lemak coklat larut sempurna
dalam alkohol murni panas dan sangat mudah larut dalam khloroform, benzena, dan
petroleum eter.
Lemak coklat mempunyai tingkat kekerasan (pada suhu kamar) yang
berbeda, bergantung asal dan tempat tumbuh tanamannya. Lemak coklat dari
Indonesia, mempunyai tingkat kekerasan yang lebih tinggi dibandingkan lemak
coklat asal Afrika Barat. Sifat ini sangat disukai oleh pabrik makanan cokelat karena
produknya tidak mudah meleleh saat didistribusikan ke konsumen (Anonim, Warta
Penelitian dan Pengembangan Pertanian 2007).
Lemak coklat memiliki beberapa sifat yang khas, ditunjukkan dalam tabel 2.2
sebagai berikut :
Tabel 2.2 Sifat – Sifat Fisika Lemak Coklat
Bilangan asam
Bilangan penyabunan
Bilangan iod
Bilangan reichert – meissi
Bilangan polenske
Bilangan hidroksil
Indeks bias pada suhu 35 0
Titik cair
C
1 – 4
190 – 198
33 – 44
1
0,2 – 0,5
2 – 7
1,456 – 1,458
32 – 350C
(Sumber : S. ketaren, 1986)
2.4Pelarut Leaching
Untuk mendapatkan lemak coklat di sarankan melakukan leaching dengan
menggunakan suatu pelarut organik yang memiliki berat molekul yang relatif rendah
yaitu tidak lebih dari 75 gr/mol. Sebagai contoh, propana, butana dan pentana atau
campuracampuran daripadanya, dalam hal ini pelarut yang digunakan adalah
n-pentana. Bahan pelarut organik dapat melarutkan lemak coklat ± 20 % (dalam %
berat).
Penggunaan pelarut yang memiliki berat molekul lebih rendah dari 75 gr/mol
disebabkan karena pelarut nonpolar alkana dapat mengekstrak lemak tanpa
dari lemak coklat. Pelarut yang digunakan mudah dipisahkan dari lemak coklat dan
padatan coklat sehingga dihasilkan tepung coklat (cocoa powder) yang berkualitas
(US Patent 6361814, 2002).
Beberapa sifat – sifat pelarut n-pentana akan ditunjukkan pada tabel 2.3
sebagai berikut :
Tabel 2.3 Sifat – Sifat Fisik n-Pentana
Warna
Kestabilan
Titik beku
Titik didih
Tekanan uap
Kelarutan di air
Densitas
jernih
stabil
- 130 0
37 C 0
8,28 psi pada 20 C
0
tidak larut C
0,626 gr/ml
(Sumber : Perry,1999)
2.5 Proses Pembuatan Lemak Coklat Mentah
Secara umum lemak coklat dapat dihasilkan dari biji cokelat kering hasil
fermentasi dengan 2 metode sebagai berikut:
1. Tekanan hidrolik (kempa) : lemak dikeluarkan dari keping biji dengan cara
dikempa. Keping biji coklat yang masih panas dimasukkan ke dalam alat
kempa hidrolis dengan dinding silinder diberi lubang- lubang sebagai
penyaring. Cairan lemak akan keluar melewati lubang-lubang tersebut,
sedangkan bungkil biji akan tertahan di dalam silinder. Rendemen lemak
yang diperoleh dari pengempaan antara lain dipengaruhi oleh suhu biji,
ukuran partikel biji, kadar protein biji, tekanan kempa, dan waktu
pengempaan. Dengan cara ini sebanyak 90 % lemak dapat diekstrak dari
bahan dan yang tertinggal pada mesin sekitar 10 % (Iccri, Pusat Penelitian
Cokelat dan Kopi 2007).
2. Leaching pelarut : keping biji dihancurkan hingga dihasilkan cokelat pasta (cocoa liquor), kemudian dicampurkan dengan pelarut. Lemak coklat larut
sempurna dalam alkohol murni panas dan sangat mudah larut dalam
penambahan pelarut organik menghasilkan 99 % lemak dapat dipisahkan dari
keping biji coklat. Lemak coklat yang dihasilkan mengandung tidak lebih 5
ppm pelarut organik. (Ketaren, 1986)
Dari dua metode tersebut pada pabrik pembuatan lemak cokelat ini
dipilih metode dengan menggunakan pelarut, alasannya adalah dengan
menggunakan bantuan pelarut, 99% lemak dapat diekstrak.dari biji cokelat.
2.6 Deskripsi Pembuatan Lemak Coklat Mentah dari Biji Cokelat Kering Hasil
Fermentasi
Pembuatan lemak cokelat mentah dari biji cokelat kering hasil fermentasi
dilakukan dengan beberapa tahap, adapun tahap – tahap tersebut adalah :
1. Tahap penghalusan biji cokelat.
Biji cokelat kering hasil fermentasi terdiri dari 6 % kulit biji dan 94 % keping
biji, ditempatkan dalam penyimpanan tertutup berupa gudang (G-101).
Melalui alur 1 menggunakan bucket elevator (BE-101) biji cokelat kering diangkut dari gudang ke pengilingan hammer mill (HM-01) untuk
dihancurkan. Kulit biji dan keping biji telah terpisah, menggunakan kipas
(F-101) kulit biji dipisahkan beserta kotoran yang tidak dinginkan terpisah dari
produk dan ditampung di bak penampung (BP-01). Keping biji diangkut
bucket elevator (BE-102) ke hammer mill (HM-102), menghasilkan cairan cokelat kental (pasta cokelat). Hammer mill memiliki sebuah rotor yang dilengkapi dengan palu ayun, rotor berputar dengan kecepatan tinggi dalam
sebuah rumah (chasing) berbentuk silinder. Biji cokelat masuk pada bagian
puncak chasing, lalu dihancurkan dan keluar melalui bukaan pada dasar chasing. Ukuran partikel dari pasta cokelat adalah 150 mikron.
2. Tahap Leaching.
Pasta cokelat mengandung 54 % lemak dan 46 % padatan. Pasta cokelat
masuk ke mixing tank (MT-101) melalui alur 3 dengan bantuan gravitasi,
MT-101 dilengkapi jeket pemanas steam. Pasta cokelat dipanaskan pada
temperatur 60 0C dengan tujuan agar seluruh lemak yang terdapat di dalam
Cokelat pasta keluar dari MT-101 melalui alur 4 dengan bantuan gravitasi,
mengalirkan ke mixing tank (MT-102) pada temperatur 60 oC. Pada saat yang
bersamaan di alur 5, pelarut dari tangki (T-101) masuk melalui pompa
(P-104) pada temperatur 28 o
Campuran pasta cokelat dan pelarut dikeluarkan dari mixing tank (MT-102)
menuju filter press (FP-101) dialur 6 menggunakan pompa (P-101), sehingga
fasa cair dan fasa padat terpisah. Fasa cair berupa lemak dan pelarut keluar
dari dialur 7, masuk ke dalam separator (S-101). S-101 dapat menampung volume campuran selama 0,5 jam operasi, air dikeluarkan dialur 19. Padatan
keluar pada bagian bawah filter press, masuk ke screw conveyor kemudian
diangkut mengunakan bucket elevator (BE-103) dialur 14.
C. Pada MT-102 lama pengadukkan 8-10 menit,
diharapkan seluruh lemak melarut ke dalam pelarut, kelarutan lemak dalam
n-pentana adalah 20 %.
3. Tahap pemisahan pelarut dari lemak cokelat.
Fasa cair (campuran pelarut dan lemak) pada alur 8 melalui pompa (P-102)
dialirkan ke heat exchanger (HE-101) kemudian ke menara evaporator
(EV-101) dialur 9. Pelarut diuapkan dari lemak pada tekanan 1 atm dan temperatur
105 oC. Lemak keluar melalui pompa (P-103) menuju tank lemak cokelat
(T-102) di alur 10, dimana kandungan pelarut yang tertinggal pada lemak tidak
lebih dari 5 ppm. Pada menara Evaporator uap pelarut keluar pada alur 11,
dialirkan ke heat exchanger (HE-101). Temperatur n-pentana turun tetapi
masih dalam fasa uap. Lalu masuk ke condensor dialur 12, n-pentana menjadi
cair pada temperatur 28 0
4. Tahap pemisahan pelarut dari tepung cokelat
C dialur 13 Cairan pelarut mengalir ke T-101
dengan bantuan gravitasi.
Padatan dibawa melalui bucket elevator (BE-103) pada alur 14 ke unit spray
dryer (SD-101). Udara panas masuk pada temperatur 150 0C. Padatan kemudian masukkan ke unit cyclone (101) dialur 15, Uap keluar dari
C-101 pada alur 17, lalu dialirkan melalui condenser (CD-02) untuk merubah
n-pentana ke fasa cair. Mengalirkan cairan n-n-pentana dialur 18 menuju tank
pelarut (T-101) dengan bantuan gravitasi. Padatan berupa bubuk cokelat
cokelat (cocoa powder) mengandung lemak tidak lebih dari 2 % dan 5 ppm
pelarut (dalam % berat bubuk cokelat).
2.6 Penentuan Kapasitas
Data konsumsi dunia untuk produk coklat olahan selama tahun 2000 sampai
2005 (dalam ribu ton) dapat dilihat pada Tabel 2.4 berikut ini :
Tabel 2.4 Konsumsi cokelat olahan dunia (dalam ribu ton/tahun)
Tahun Konsumsi cokelat
olahan dunia
Produksi coklat olahan dari
Negara-negara penghasil biji cokelat
2000/01
2001/02
2002/03
2003/04
2004/05
3053
2881
3053
3203
3298
991
965
1062
1156
1178
(sumber : ICCO, 2006)
Sejak tahun 1999 Indonesia memproduksi biji cokelat tidak kurang dari
400.000 ton/tahun, khusus Provinsi Sumatera Utara & NAD memiliki potensi yang
besar untuk mengembangkan industri pembuatan lemak cokelat, karena ketersedian
bahan baku yang banyak. Produksi biji cokelat di Sumatera Utara & NAD dapat
dilihat pada Tabel 2.1 berikut ini :
Tabel 2.5 Produksi Perkebunan Cokelat Sumatea Utara & NAD
Tahun Sumut (ton/tahun) NAD (ton/tahun)
2002
2003
2004
2005
17.847,00
21.215,00
23.923,15
28.001,02
12079,00
12948,00
12859,00
13785,00
(Sumber : Badan Pusat Statistik 2006)
Untuk memproduksi lemak cokelat berkapasitas 20.000 ton/tahun dibutuhkan
5,5154 ton/tahun biji cokelat. Diperkirakan pada waktu yang akan datang produksi
biji cokelat terus mengalami peningkatan, disebabkan program regenerasi
BAB III
NERACA MASSA & ENERGI
Hasil perhitungan neraca massa dan energi pada Pra Rancangan Pabrik
Pembuatan Lemak Cokelat dari Biji Cokelat Kering Hasil Fermentasi adalah sebagai
berikut :
Kapasitas = 20000 ton/tahun
Operasi = 24 jam/hari
Basis perhitungan = 1 jam operasi
Satuan panas = kilojoule (kj)
Suhu referensi = 25 o
No
C
3.1. Neraca Massa
3.1.1. Hammer mill - 101
Tabel 3.1 Neraca Massa pada Hammer Mill - 101
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 1 Alur 2 Alur 3
1 Kulit 309,24 309,24 -
2 Keping biji 4844,74 - 4844,74
Jumlah 5153,98 309,24 4844,74
Jumlah 5153,98 5153,98
3.1.2. Mixing Tank - 101
Tabel 3.2 Neraca Massa Pada Mixing Tank – 101 Komponen Masuk (kg/jam)
Alur 3
Keluar (kg/jam)
Alur 4
Lemak 2550,75 2550,75
Padatan 2172,86 2172,86
Air 121,13 121,13
3.1.3. Mixing Tank – 102
Tabel 3.3 Neraca Massa pada Mixing Tank - 102
No Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 6 Alur 4 Alur 5
1 Lemak 2550,75 - 2550,75
2 Padatan 2172,86 - 2172,86
3 n-Pentana - 10203 10203
4 Air 121,13 - 121,13
Jumlah 4844,74 10203 15047,74
Jumlah 15047,74 15047,74
3.1.4. Filter Press 101
Tabel 3.4 Neraca Massa pada Fillter press - 101
No Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 6 Alur 7 Alur 14
1 Lemak 2550,75 2525,25 25,5075
2 Padatan 2172,86 - 2172,86
3 n-Pentana 10203 10100,97 102,03
4 Air 121,13 121,13 -
Jumlah 15047,74 12747,35 2300,39
Jumlah 15047,74 15047,74
3.1.5. Tank – 103
Tabel 3.5 Neraca Massa Pada Tank – 103 Komponen Masuk (kg/jam)
Alur 7
Keluar (kg/jam)
Alur 8
Keluar (kg/jam)
Alur 19
Lemak 2525,25 2525,25 -
n-pentana 10100,97 10100,97 -
Air 121,13 - 121,13
Jumlah 12747,35 12626,22 121,13
3.1.6. Heat Exchanger 101
Tabel 3.6 Neraca Massa Pada Heat Exchanger – 101 Komponen Masuk (kg/jam)
Alur 8
Keluar (Kg/jam)
Alur 9
Lemak 2525,25 2525,25
n-pentana 10100,97 10100,97
Total 12626,22 12626,22
3.1.7. Evaporator – 101
Tabel 3.7 Neraca Massa pada Evaporator - 101 No Komponen Masuk (kg/jam)
Alur 9
Keluar (kg/jam)
Alur 10 Alur 11
1 Lemak 2525,25 2525,25 -
2 n-Pentana 10100,97 0,0126 10100,97
Jumlah 12626,22 2525,262 10100,97
Jumlah 12626,22 12626,22
3.1.8. Spray Dryer - 101
Tabel 3.8 Neraca Massa pada Spray Dryer – 101 Komponen Masuk (kg/jam)
Alur 14
Keluar (Kg/jam)
Alur 15
Lemak 25,5075 25,5075
Padatan 2172,86 2172,86
n-pentana 102,03 102,03
3.1.9. Cyclon - 101
Tabel 3.9 Neraca Massa pada Cyclon - 101
No Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 15 Alur 16 Alur 17
1 Lemak 25,5075 25,5075 -
2 Padatan 2172,86 2172,86 -
3 n-Pentana 102,03 0,0109 102,011
Jumlah 2300,39 2198,378 102,011
Jumlah 2300,39 2300,39
3.2. Neraca Energi
3.2.1. Mixing Tank - 101
Tabel 3.10 Neraca Energi pada Mixing Tank – 101
Komponen Masuk (kj/jam) Keluar (kj/jam)
Cokelat pasta 68916.427 482414.99
Total 68916.427 482414.99
3.2.2. Mixing Tank – 102
Tabel 3.11 Neraca Energi pada Mixing Tank – 102
Komponen Masuk (kj/jam) Keluar (kj/jam)
Alur 4 Alur 5 Alur 6
Cokelat pasta 482414.99 - -
n-pentana - 146494.67 -
Coklat pasta &
n-pentana
- - 628909,66
3.2.3 Evaporator – 101
Tabel 3.12 Neraca Energi pada Evaporator – 101
Komponen Masuk (kj/jam) Keluar (kj/jam)
Alur 9 Alur 10 Alur 11
Lemak cokelat &
n-pentana
2410219,1 417577,82 -
n-pentana - - 2529282,9
Total 2410219,1 2946860.7
3.2.4. Heat Exchanger – 101
Tabel 3.13 Neraca Energi pada Heat Exchanger – 101
Komponen Masuk (kj/jam) Keluar (kj/jam)
Alur 8 Alur 11 Alur 9 Alur 12
Lemak cokelat &
n-pentana
535604,252 - 2410219,136 -
n-pentana - 2529282,9 - 654451,947
Total 3064887,152 3064671,083
3.2.5 Spray Dryer – 101 & Cyclon – 101
Tabel 3.15 Neraca Energi pada Spray Dryer – 101 & Cyclon - 101 Komponen Masuk (kj/jam) Keluar (kj/jam)
Alur 14 Alur 16 Alur 16
Padatan cokelat 77179.987 289426,195 -
n-pentana 4883.1558 1,962 8382,328
Lemak cokelat 527.24003 1977,189 -
3.2.6 Condensor – 101
Tabel 3.14 Neraca Energi Masuk Pada Condenser - 101
Komponen Masuk (kj/jam) Keluar (kj/jam)
n-pentana 654451,947 94848,108
Total 654451,947 94848,108
3.2.7 Condensor – 102
Tabel 3.16 Neraca Energi Masuk Pada Condenser - 102
Komponen Masuk (kj/jam) Keluar (kj/jam)
n-pentana 11187.903 1598.2719
Total 11187.903 1598.2719
Total kebutuhan steam = 171,509 + 722,727 = 894,236 kg/jam
Total kebutuhan air pendingin = 6367,456 + 109,116 = 6476,571 kg/jam
BAB IV
SPESIFIKASI ALAT
1. Gudang Bahan Baku (G – 101 )
Fungsi : Menyimpan bahan baku Biji Cokelat kering hasil Fermentasi.
Bentuk bangunan : Gedung berbentuk Prisma Segi Empat Beraturan ditutup atap
berbentuk datar
Bahan konstruksi : Dinding : batu-bata
Lantai : aspal
Atap : seng
Jumlah : 1 unit
Kondisi ruangan : Temperatur : 30o
Tekanan : 1 atm C
Kebutuhan : 30 hari
Kondisi fisik : Panjang = 24.44 m
Lebar = 24,44 m
Tinggi = 6,1 m
2. Tangki Penyimpanan n – Pentana (T–101)
Fungsi : Penyimpanan n-pentana untuk kebutuhan selama 2 jam
operasi dan make up selama 30 hari.
Bentuk : Silinder tegak, alas dan tutup ellipsoidal
Bahan Konstruksi : Carbon steel, SA-283 Grade C
Jumlah : 1 Unit
Suhu : 280
Volume : 39,253 m
C
Diameter : 2,91 m
3
Tinggi : 5,092 m
Tebal plat : 1 3/8 in
3. Tangki Penampungan Sementara Cokelat Pasta (MT–101)
Fungsi : Menampung cokelat pasta untuk kebutuhan 1 jam
operasi dan menaikkan temperatur dari 30 0C menjadi
60 0
Bentuk : Tangki berpengaduk, silinder tegak, alas dan tutup
ellipsoidal C
Bahan Konstruksi : Carbon steel, SA-283 Grade C
Jumlah : 2 Unit
Suhu : 600
Volume : 5,932 m
C
Diameter : 1,6 m 3
Tinggi : 3,2 m
Tebal plat : 5/8 in
Kec. Putar Pengaduk : 180 rpm
Jumlah lilitan : 77 lilitan
4. Tangki Pencampuran Cokelat Pasta Dengan n – Pentana (MT–102)
Fungsi : Mencampur cokelat pasta dengan n-pentana, sehingga
lemak cokelat melarut kedalam n-pentana.
Bentuk : Tangki berpengaduk, silinder tegak, alas dan tutup
ellipsoidal
Bahan Konstruksi : Carbon steel, SA-283 Grade C
Jumlah : 2 Unit
Suhu : 350
Volume : 25,49 m
C
Diameter : 2,572 m 3
Tinggi : 5,144 m
Tebal plat : 1 3/8 in
Kec. Putar Pengaduk : 180 rpm
5. Filter Press (FP-101)
Fungsi : Memisahkan campuran lemak, n-pentana dan air
dengan cake.
Bentuk : Plate and Frame
Jumlah : 1 unit
Suhu : 350
Volume filtrat : 19,069 m C
Tebal cake : 0,0635 m 3
Luas frame : 2,9 m
Jumlah plate : 86 buah 2
6. Tangki Penampungan Filtrat (T–103)
Fungsi : Menampung filtrat yang dihasilkan filter press,
memisahkan air dari campuran n-pentana dan lemak
berdasarkan gaya gravitasi.
Bentuk : Silinder tegak, alas dan tutup ellipsoidal
Bahan Konstruksi : Stainless steel, SA-283 Grade C
Jumlah : 1 Unit
Suhu : 350
Volume : 23,359 m
C
Diameter : 2,532 m 3
Tinggi : 5,064 m
Tebal plat : 1 3/8 in
7. Heat Exchanger (HE-101)
Fungsi :Menaikkan suhu campuran lemak dan n-pentana dari
35 0C menjadi 700C, menurunkan suhu uap n-pentana
dari 105 0C menjadi 45,7 0
Jenis : 1-2 Shell and Tube
C.
Bahan Konstruksi : Carbon Steel
Laju alir uap n-pentana : 10100,97 kg/jam
Laju alir minyak : 12626,22 kg/jam
Panas yang dipindahkan : 3.319.683,71 kj/jam
Suhu steam masuk : 105 0
Jumlah tube : 260 buah C
Diameter shell : 27 in
Diameter tube : 1 in
Panjang tube : 20 ft
8. Evaporator (EV–101)
Fungsi : Memekatkan lemak cokelat, sehingga kandungan
n-pentana dalam lemak cokelat tidak lebih dari 5 ppm
Jenis : Single Evaporator, falling film
Bahan : Stainless stell type 316
Jumlah : 1 Unit
Suhu operasi : 1050
Massa steam (m
C
s
Luas permukaan pemanasan : 48,98 ft ) : 1593,324 lb/jam
Jumlah tube : 21 buah 2
9. Condensor (CD–101)
Fungsi : Menurunkan suhu n-pentana dari 45,70C menjadi 280
Jenis : 1-2 Shell and tube
C
dan mengubah dari fasa uap ke fasa cair, dengan
menggunakan air pendingin
Jumlah : 1 Unit
Laju alir uap n-pentana : 10100,97 kg/jam
Panas yang dilepas : 559603,838 kj/jam
Luas area pemanasan : 1039,985 ft
Jumlah tube : 265 buah 2
10. Tangki Produk (T–102)
Fungsi : Menampung produk lemak cokelat selama 24 jam
produksi
Jenis : Tangki silinder tegak, alas datar dan tutup elipsolida
Bahan konstruksi : Stainless steel, SA-240 tipe 304
Jumlah : 1 Unit
Suhu : 1050
Volume tangki : 80,974 m C
Diameter : 3,832 m
3
Tinggi :7,343 m
Tebal : 5/8 in
11. Screw Conveyor (SC–101)
Fungsi : Memindahkan coklat cake dari filter press ke bucket
elevator.
Jenis : a-solid continuous.
Jumlah : 1 Unit
Kapasitas : 2300,39 kg/jam
Panjang dengan β (50
Diameter screw : 0,247 m ) : 10 m
Daya motor : 0,1036 hp
12. Spray Dryer (SD–101)
Fungsi : Menguapkan n-pentana dari padatan cokelat dengan
mengunakan udara panas.
Jenis : Spray dryer
Jumlah : 1 Unit
Laju alir udara : 2768,377 kg/jam
Laju volumetric udara : 38,72 ft3
Tinggi menara pengering : 25,5 ft /s
13. Cyclon (C-101)
Fungsi : Memisahkan uap n-pentana dari padatan cokelat.
Bahan konstruksi : Stainless steel
Jumlah : 1 buah
Untuk ukuran standar (www.
Spesifikasi :
AJDesign.co.org)
Lc = 12 ft = 3,65 m
DB = Lc / 2 = 1,82 m
Sc = DB / 4 = 0,455 m
Hc = Lc / 2 = 1,82 m
Do = DB / 4 = 0,91 m
B = DB / 8 = 0,23 m
A = DB / 6 = 0,3 m
14. Bak Penampung 01 (BP-101)
Fungsi : Menampung kulit biji cokelat yang telah dipisahkan
dari hammer mill.
Bentuk : Bidang Kubus
Bahan konstruksi : Beton
Jumlah : 1 buah
Volume : 9,9 m
Tinggi : 1,353 m
3
Panjang : 2,7 m
Lebar : 2,7 m
15. Bak Penampungan 02 (BP–102)
Fungsi : Menampung produk padatan cokelat (bubuk cokelat)
Bentuk : Bidang Kubus
Bahan konstruksi : Stainless stell
Jumlah : 1 buah
Tinggi : 2,608 m
Panjang : 10,43 m
Lebar : 10,43 m
16. Pompa 01 (P-101)
Fungsi : Memompakan campuran n-pentana dan cokelat
pasta ke filter press
Jenis : Sentrifugal Pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 buah
Laju volumetrik : 0,156 ft3
Diameter optimum : 2,766 in /s
Diameter dalam : 3,068 in
Luas penampang : 0,0513 ft
Tinggi pemompaan : 20 ft
Daya : 0,5 hp
17. Pompa 02 (P-101)
Fungsi : Memompakan campuran n-pentana dan lemak
cokelat ke heat exchanger
Jenis : Sentrifugal Pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 buah
Suhu : 350
Laju volumetrik : 0,142 ft C
3
Diameter optimum : 2,624 in /s
Diameter dalam : 3,068 in
Luas penampang : 0,0513 ft
Tinggi pemompaan : 50 ft
18. Pompa 03 (P-103)
Fungsi : Memompakan lemak cokelat dari evaporator ke
tangki timbun produk
Jenis : Sentrifugal Pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 buah
Suhu : 1050
Laju volumetrik : 0,0207 ft C
3
Diameter optimum : 1,152 in /s
Diameter dalam : 1,38 in
Luas penampang : 0,0104 ft
Tinggi pemompaan : 20 ft
Daya : 0,5 hp
19. Pompa 04 (P-104)
Fungsi : Memompakan n-pentana ke tangki pencampuran
Jenis : Sentrifugal Pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 buah
Suhu : 280
Laju volumetrik : 0,12 ft C
3
Diameter optimum : 0,916 in /s
Diameter dalam : 1,49 in
Luas penampang : 0,006 ft
Tinggi pemompaan : 20 ft
Daya : 0,5 hp
20. Fan (F–101)
Fungsi : Membuang kulit biji cokelat
Jenis : Straight blade fan
Jumlah : 1 buah
Suhu masuk : 300
Laju volumetrik : 28,32 m C
3
Laju alir udara keluar : 45,7 m
/min 3
Tenaga kipas : 3,48 hp /s
21.Condensor (CD-102)
Fungsi : Menurunkan suhu n-pentana dari 60 0C menjadi
28 0
Jenis : Double Pipe Heat Exchanger
C dan mengubah dari fasa uap ke fasa cair,
dengan mengunakan air pendingin.
Jumlah : 1 Unit
Laju alir n-pentan : 76,515 kg/jam
Panas yang dilepas : 7564,85 kj/jam
Diameter dalam : 0,115 ft
Diameter annulus : 0,138
Luas permukaan : 22,13 ft
22. Bucket Elevator 01 (BE–101)
Fungsi : Menaikkan biji cokelat dari gudang ke hammer
mill 01.
Jenis : Deep bucket
Bahan konstruksi : Commercial Steel
Jumlah : 1 buah
Kapasitas angkut : 4 ton/jam
Tinggi angkut : 10 m
Kapasitas bucket : 0,75 liter
Tinggi bucket : 120 mm
Kecepatan : 1,2 m/s
23. Bucket Elevator 02 (BE–101)
Fungsi : Menaikkan biji cokelat dari hammer mill 01.
ke hammer mill 02.
Jenis : Deep bucket
Bahan konstruksi : Commercial Steel
Jumlah : 1 buah
Kapasitas angkut : 4 ton/jam
Tinggi angkut : 10 m
Kapasitas bucket : 0,75 liter
Tinggi bucket : 120 mm
Kecepatan : 1,2 m/s
Daya : 0,5 hp
24. Bucket Elevator 03 (BE–103)
Fungsi : Menaikkan cokelat cake dari screw conveyor ke
menara pengering (spray dryer)
Jenis : Deep bucket
Bahan konstruksi : Commercial Steel
Jumlah : 1 buah
Kapasitas angkut : 2 ton/jam
Tinggi angkut : 15 m
Kapasitas bucket : 1,1 liter
Tinggi bucket : 64 mm
Kecepatan : 1,2 m/s
Daya : 0,5 hp
25. Hammer mill (HM – 101)
Fungsi : Menghancurkan biji cokelat sehingga kulit dan
keping biji terpisah.
Bahan konstruksi : Commercial steel
Kapasitas : 4,638 ton/jam
Diameter : 30 in
Panjang : 30 in
Kecepatan putar : 1200 rpm
Daya : 2,3 hp
26. Hammer mill (HM – 101)
Fungsi : Menghancurkan keping biji cokelat.
Bahan konstruksi : Commercial steel
Jumlah : 1 buah
Kapasitas : 4,638 ton/jam
Diameter : 30 in
Panjang : 30 in
Kecepatan putar : 1200 rpm
BAB V
INSTRUMENTASI DAN KESELAMATAN KERJA
5. 1 Instrumentasi
Instrumentasi merupakan sistem dan susunan yang dipakai di dalam suatu
proses kontrol untuk mengatur jalannya proses agar diperoleh hasil sesuai dengan
yang diharapkan. Di dalam suatu pabrik kimia, pemakaian instrumen merupakan
suatu hal yang penting karena dengan adanya rangkaian instrumen tersebut maka
operasi semua peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol
dengan cermat, mudah dan efisien. Dengan demikian, kondisi operasi selalu berada
dalam kondisi yang diharapkan (Ulrich, 1984).
Secara garis besar, alat –alat kontrol dapat diklasifikasikan atas :
1. Penunjuk (Indicator)
2. Pengirim (Transmitter)
3. Pencatat (Recorder)
4. Pengatur (Controller)
5. Katup pengatur (Control valves)
Indicator adalah suatu alat yang (biasanya terletak pada tempat dimana pengukuran untuk proses tersebut dilakukan) memberikan harga dari besaran (variabel) yang
diukur. Besaran ini merupakan besaran sesaat.
Transmitter adalah alat yang mengukur harga dari suatu besaran seperti suhu, tinggi permukaan dan mengirimkan sinyal yang diperolehnya keperalatan lain misal
recorder, indicator atau alarm.
Recorder (biasanya terletak jauh dari tempat dimana besaran proses diukur), bekerja untuk mencatat harga – harga yang diproleh dari pengukuran secara kontinu atau
secara periodik. Biasanya hasil pencatatan recorder ini terlukis dalam bentuk kurva
diatas kertas.
Controller adalah suatu alat yang membandingkan harga besaran yang diukur dengan harga sebenarnya yang diinginkan bagi besaran itu dan memberikan sinyal untuk
pengkoreksian kesalahan, jika terjadi perbedaan antara harga besaran yang diukur
Sinyal koreksi yang dihasilkan oleh controller berfungsi untuk mengoperasikan
Control valve untuk memperbaiki atau meniadakan kesalahan tersebut. Biasanya controller ditempatkan jauh dari tempat pengukuran. Controller juga dapat berfungsi (dilengkapi) untuk dapat mencatat atau mengukur.
Peralatan instrumentasi biasanya bekerja dengan tenaga mekanis atau tenaga
listrik dan pengontrolannya dapat dilakukan secara manual ataupun otomatis
(menggunakan komputer). Penggunaan instrumen pada suatu peralatan proses
tergantung pada pertimbangan ekonomis dan sistem peralatan sendiri. Pada
pemakaian alat-alat instrumen dekat peralatan proses (kontrol manual) atau disatukan
di dalam suatu ruang kontrol pusat (control room) yang dihubungkan dengan bangsal
peralatan (kontrol otomatis).
Variabel-variabel proses yang biasanya dikontrol / diukur oleh instrumen
adalah (Stephoulus, 1984) :
1. Variabel utama, seperti temperatur, tekanan, laju alir dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, konduktivitas, pH,
humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan
variabel lainnya.
Faktor–faktor yang perlu diperhatikan dalam instrumen–instrumen adalah
(Peters et.al., 2004) :
1. Range yang diperlukan untuk pengukuran. 2. Level instrumentasi.
3. Ketelitian yang dibutuhkan.
4. Bahan konstruksinya.
5. Pengaruh pemasangan instrumentasi pada kondisi proses.
Instrumentasi yang umum digunakan dalam pabrik adalah (Considine, 1985) :
1. Untuk variabel temperatur.
• Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat. Dengan menggunakan
Temperature Controller, para engineer juga dapat melakukan pengendalian terhadap peralatan sehingga temperatur peralatan tetap
kadang juga dapat mencatat temperatur dari suatu peralatan secara
berkala Temperature Recorder (TR).
• Temperature Indicator (TI) adalah instrumentasi yang digunakan untuk mengamati temperatur suatu alat.
2. Untuk variabel ketinggian permukaan cairan.
• Level Controller (LC) adalah instumentasi yang digunakan untuk mengamati ketinggian cairan di dalam suatu alat. Dengan menggunakan
Level Controller, para engineer juga dapat melakukan pengendalian ketinggian cairan di dalam peralatan tersebut.
• Level Indicator (LI) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan di dalam suatu alat.
3. Untuk variabel tekanan.
• Pressure Controller (PC) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi dari suatu alat. Para engineer juga dapat
melakukan perubahan tekanan dari peralatan operasi. Pressure
Controller dapat juga dilengkapi pencatat tekanan dari suatu peralatan secara berkala Pressure Recorder (PR).
• Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi dari suatu alat.
4. Untuk variabel aliran cairan.
• Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila
terjadi perubahan dapat melakukan pengendalian.
Pada pra rancangan pabrik pembuatan lemak cokelat dari biji cokelat hasil
fermentasi ini, jenis-jenis instrumen yang digunakan adalah sebagai berikut:
1. Tangki (T-101, T-102, T-103)
Instrumen yang digunakan pada tangki adalah Level Indicator (LI) yang
berfungsi untuk mengamati ketinggian fluida di dalam tangki. Apabila
ketinggian fluida di dalam tangki menurun, maka supply bahan harus segara
[image:44.595.200.467.222.310.2]ditambahkan.
Gambar 5.1 Tangki penyimpanan beserta instrumennya
2. Mixer (MT-102)
Instrumen yang digunakan pada tangki berpengaduk adalah kaca intip. Dengan
memasang kaca pada dinding bejana (berdasarkan alasan keselamatan kaca
dibuat ganda), tinggi permukaan dapat dilihat langsung secara visual.
Bahan masuk
Bahan keluar
Gambar 5.2 Tangki berpengaduk beserta instrumennya
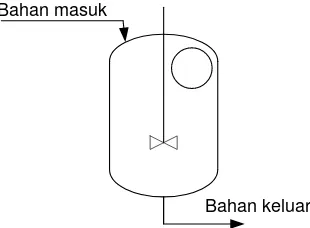
3. Mixer Berkoil (MT-101).
Instrumen yang digunakan pada reaktor adalah Temperature Controller (TC)
yang berfungsi untuk mengamati dan mengontrol temperatur fluida di dalam
mixer. Pengeluaran bahan dari dalam mixer dikontrol sesuai dengan pemasukan bahan ke dalam mixer melalui Flow Controller (FC).
LI Bahan Masuk
[image:44.595.255.410.443.557.2]Gambar 5.3 Reaktor tangki berpengaduk beserta instrumennya.
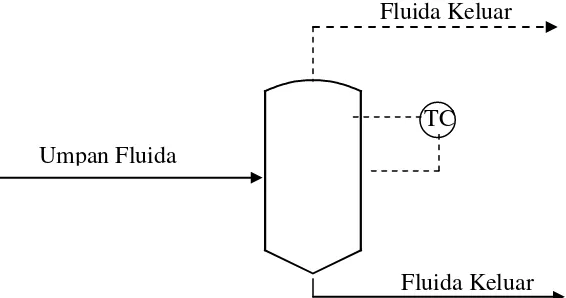
4. Evaporator (EV-101)
Instrumen yang digunakan pada evaporator adalah Temperature Control (TC)
yang berfungsi untuk mengatur temperatur steam yang masuk ke dalam
[image:45.595.180.463.362.511.2]evaporator.
Gambar 5.4 Evaporator beserta instrumennya.
5. Pompa (P-101, P-102, P-103).
Instrumen yang digunakan pada pompa adalah Flow Controller (FC) yang
berfungsi untuk memperkecil laju alir fluida yang masuk apabila laju alir fluida
di dalam pompa berada di atas batas yang ditentukan.
Gambar 5.5 Pompa beserta instrumennya. Fluida Keluar
Fluida Keluar TC
Umpan Fluida
Fluida
Fluida FC
FC
Bahan Masuk
6. Kondensor (CD-101, CD-102).
Instrumen yang digunakan pada kondensor adalah Temperature Controller
(TC) yang berfungsi untuk mengamati dan mengontrol temperatur fluida di
dalam kondensor. Apabila fluida yang keluar berada di atas temperatur yang
[image:46.595.215.390.239.384.2]diinginkan dalam kondensor, maka Temperature Controller (TC) akan menggerakkan Flow Controller (FC) untuk membuka valve sehingga laju alir air pendingin yang masuk menjadi lebih besar.
Gambar 5.6 Kondensor beserta instrumennya.
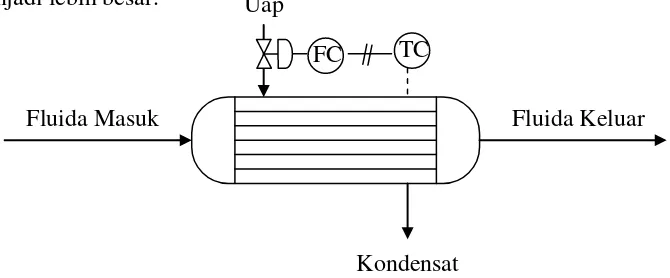
7. Heat Exchanger (HE-101).
Instrumen yang digunakan pada heat exchanger adalah Temperature Controller (TC) yang berfungsi untuk mengamati dan mengontrol temperatur fluida di dalamnya. Apabila fluida yang keluar berada di bawah temperatur
yang diinginkan, maka Temperature Controller (TC) akan menggerakkan Flow
Controller (FC) untuk membuka valve sehingga laju alir steam yang masuk menjadi lebih besar.
Gambar 5.7 Heat exchanger beserta instrumennya. LI
FI FI
TI
Fluida Masuk Fluida Keluar
FC TC
Uap
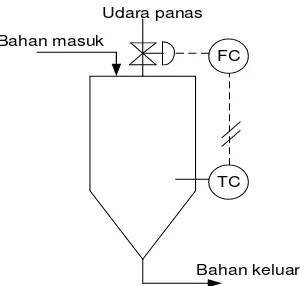
[image:46.595.159.494.569.708.2]8. Spray Dryer
Instrumen yang digunakan pada Spray Dryer adalah Temperature Controller (TC) yang berfungsi untuk mengamati dan mengontrol temperatur gas di
dalamnya. Apabila gas yang masuk berada di bawah temperatur yang
diinginkan, maka Temperature Controller (TC) akan menggerakkan Flow Controller (FC) untuk membuka valve sehingga laju alir udara panas yang masuk menjadi lebih besar.
TC FC Udara panas
[image:47.595.258.408.233.376.2]Bahan keluar Bahan masuk
Gambar 5.8 Spray Dryer beserta instrumennya
Keselamatan Kerja
Keselamatan kerja merupakan suatu usaha untuk mencegah terjadinya
kecelakaan, cacat, ataupun pada saat bekerja di suatu perusahaan/pabrik. Kecelakaan
dapat disebabkan oleh mesin, bahan baku, produk, serta keadaan tempat kerja,
sehingga harus mendapat perhatian yang serius dan dikendalikan dengan baik oleh
pihak perusahaan. Keselamatan kerja merupakan jaminan perlindungan bagi
keselamatan karyawan dari bahaya cacat jasmani dan kematian. Selain itu, dengan
adanya usaha-usaha pencegahan yang baik dapat meningkatkan semangat karyawan,
untuk bekerja lebih baik, tenang, dan efisien.
Hal-hal yang perlu dipertimbangkan pabrik untuk menjamin keselamatan
kerja, antara lain:
1. Menanamkan kesadaran akan keselamatan kerja bagi seluruh karyawan.
2. Memasang papan peringatan pada daerah proses yang rawan kecelakaan.
3. Memasang penerangan yang cukup dan sistem pertukaran udara/ventilasi yang
4. Menempatkan peralatan keselamatan dan pencegahan kebakaran di daerah yang
rawan akan kecelakaan atau kebakaran.
5. Memasang alarm (tanda bahaya), sehingga bila terjadi bahaya dapat segera
diketahui.
6. Menyediakan poliklinik dengan sarana yang memadai untuk pertolongan
sementara.
5.2.1. Keselamatan Kerja pada Pabrik Pembuatan Lemak Cokelat
Usaha untuk mencegah kecelakaan kerja yang mungkin terjadi dalam pabrik
pembuatan lemak cokelat ini mencakup:
1. Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Melengkapi sistem yang menangani fluida bertekanan tinggi (steam) dengan
katup-katup pengaman seperti pada boiler dan heat exchanger.
2. Menggunakan dasar lantai yang terbuat dari plat baja dengan permukaan
yang agak sedikit kasar untuk mengurangi tergelincir.
3. Memasang alat–alat dengan penahan yang cukup kuat untuk mencegah
kemungkinan terguling atau terjatuh.
4. Membersihkan area produksi khususnya lantai secara periodik untuk
menghilangkan kotoran seperti tumpahan minyak yang mengganggu.
5. Membuat sistem ruang gerak karyawan cukup lebar dan tidak menghambat
kegiatan karyawan.
6. Meletakkan jalur perpipaan berada di atas permukaan tanah atau pada atap
lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila di luar
gedung agar tidak menghalangi kendaraan yang lewat.
7. Meletakkan alat sedemikian rupa sehingga para operator dapat bekerja
dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau
pembongkaran.
8. Memberikan tutup pelindung pada alat–alat yang bergerak atau berputar
untuk menghindari terjadinya kecelakaan kerja.
9. Menyediakan peralatan pemadam kebakaran yang dilengkapi dengan
10.Memasang sprinkler, yaitu sistem yang bekerja secara otomatis dengan memancarkan air bertekanan kesegala arah untuk memadamkan kebakaran
atau setidak-tidaknya mencegah meluasnya kebakaran, khususnya di ruang
kantor.
2. Keselamatan Kerja Terhadap Listrik
Usaha-usaha yang dapat dilakukan untuk menjaga keselamatan kerja terhadap
listrik, antara lain:
1. Memasang sekring pemutus arus listrik otomatis pada setiap instalasi dan
peralatan listrik dan merancang secara terpadu dengan tata letak pabrik untuk
menjaga keselamatan kerja dan kemudahan jika harus dilakukan perbaikan.
2. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan
tinggi.
3. Menempatkan motor-motor listrik pada tempat yang tidak mengganggu lalu
lintas pekerja.
4. Mengisolasi kawat hantaran listrik yang sesuai dengan keperluan. Khususnya
kabel listrik yang berdekatan dengan alat-alat yang bekerja pada suhu tinggi.
5. Memasang penangkal petir yang dibumikan pada setiap peralatan atau
bangunan yang menjulang tinggi.
3. Pencegahan Terhadap Gangguan Kesehatan
1. Mewajibkan setiap karyawan untuk memakai pakaian kerja selama berada di
dalam lokasi pabrik.
2. Mewajibkan karyawan memakai sarung tangan karet serta penutup hidung
dan mulut saat menangani bahan-bahan kimia yang berbahaya termasuk
penanganan padatan cokelat.
3. Mewajibkan karyawan memakai pelindung telinga pada saat bekerja di
tempat alat yang bersuara tinggi seperti boiler dan generator.
4. Peralatan Perlindungan Diri
Selama berada di dalam lokasi pabrik disediakan peralatan dan
perlengkapan perlindungan diri yang wajib dipakai oleh karyawan dan setiap
orang yang memasuki pabrik. Adapun peralatan perlindungan diri ini meliputi:
1. Pakaian kerja, masker, sarung tangan, dan sepatu pengaman khusus bagi
karyawan yang bekerja berhubungan dengan bahan kimia dan padatan
cokelat, misalnya pekerja di laboratorium, gudang.
2. Helm, sepatu pengaman khusus, dan pelindung mata, bagi karyawan yang
bekerja di bagian alat-alat berat, seperti penutup telinga bagi karyawan bagian
boiler, kamar listrik (generator). Masker bagi karyawan bagian gudang dan
produk tepung cokelat.
5. Kesadaran dan Pengetahuan yang Memadai bagi Karyawan
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja
adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan
pentingnya usaha menjamin keselamatan kerja. Usaha-usaha yang dapat
dilakukan antara lain:
1. Melakukan pelatihan secara berkala bagi karyawan.
2. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi
sanksi bagi karyawan yang tidak disiplin.
3. Membekali karyawan dengan keterampilan menggunakan peralatan secara
benar dan cara-cara mengatasi kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai–nilai
disiplin bagi para karyawan yaitu:
1. Mengikuti pedoman–pedoman yang sesuai dalam bertugas.
2. Mematuhi setiap peraturan dan ketentuan yang ada.
3. Memiliki keterampilan untuk mengatasi kecelakaan dengan menggunakan
peralatan yang ada.
4. Melaporkan dengan segera setiap kecelakaan atau kejadian yang merugikan
5. Mengingatkan antara karyawan akan perbuatan yang dapat menimbulkan
bahaya.
6. Mengontrol secara periodik terhadap alat instalasi pabrik oleh petugas
maintenance.
5.2.2. Penanganan Kebocoran dan Tumpahan
Ketika kebocoran atau tumpahan n-pentana terjadi, pekerja yang tidak
memakai peralatan pengaman dijauhkan dari area. Langkah-langkah yang harus
dilakukan ketika terjadi kebocoran dan tumpahan adalah (OSHA US Department of
Labor, 2006) :
1. Memberitahukan kepada pekerja-pekerja yang lain mengenai kebocoran
atau tumpahan yang terjadi.
2. Jauhkan semua sumber panas atau sumber api dari kebocoran atau
tumpahan.
3. Apabila n-pentana dalam bentuk gas, hentikan laju gas yang keluar di
tempat. Lubang ventilasi dibuka untuk membiarkan gas n-pentana yang
bocor keluar ke udara lepas.
4. Apabila n-pentana dalam bentuk cairan, gunak