PRA RANCANGAN PABRIK
PEMBUATAN CRUDE CORN OIL (CCO)
DARI BIJI JAGUNG
DENGAN KAPASITAS BAHAN BAKU 4.500 TON / TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
Oleh :
ARDI LEONARD SILALAHI NIM : 080425043
PROGRAM STUDI TEKNIK KIMIA EKSTENSI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
LEMBAR PENGESAHAN
PEMBUATAN CRUDE CORN OIL (CCO) DARI BIJI JAGUNG
DENGAN KAPASITAS BAHAN BAKU 4.500 TON / TAHUN
Di Ajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
Oleh :
ARDI LEONARD SILALAHI NIM : 080425043 Telah Diperiksa / Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Rondang Tambun, ST., MT) (Erni Misran, ST.,MT) NIP : 132 282 133 NIP : 132 258 002
Dosen Penguji I Dosen Penguji II Dosen Penguji III
(Rondang Tambun, ST. MT) (Dr. Ir. Rosdanelli Hasibuan, MT) (M. Hendra S. Ginting, ST., MT) NIP : 123 282 133 NIP : 132 096 129 NIP : 132 243 713
Mengetahui,
Koordinator Tugas Akhir
(Dr. Ir. Irvan, MSi) NIP : 132 126 842
PROGRAM STUDI TEKNIK KIMIA EKSTENSION FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
INTI SARI
Pabrik Pembuatan Crude Corn Oil (CCO) dari biji jagung dengan
kapasitas bahan baku 4.500 ton/tahun, dengan 300 hari kerja dalam 1 (satu) tahun.
Pabrik ini diharapkan dapat memproduksi Crude Corn Oil yang mampu
memenuhi kebutuhan pasar di Sumatera Utara khususnya dan daerah-daerah
Indonesia yang lain pada umumnya. Proses yang digunakan untuk memperoleh
CCO dari biji jagung awalnya dilakukan dengan pengepresan dengan
menggunakan Screw Press, yang kemudian filtratnya disaring lagi dengan
mengunakan Vibrating Filter. CCO yang diperoleh kemudian dipekatkan lagi
kadarnya dari kandungan air melalui sistem evaporasi dengan mengunakan CPO
1200C sebagai media pemanas.
Lokasi pabrik direncanakan berada di daerah Sitinjo, Kecamatan Sitinjo,
Kabupaten Dairi, Sumatera Utara, dengan luas tanah yang dibutuhkan adalah
13.170 m2
Jumlah tenaga kerja yang di butuhkan untuk mengoperasikan pabrik
sebanyak 70 orang dan bentuk badan usaha yang direncanakan adalah perseroan
terbatas (PT) dan bentuk organisasinya adalah organisasi garis.
Hasil analisa terhadap aspek ekonomi Pabrik Pembuatan Crude Corn Oil
(CCO) dari biji jagung, adalah :
• Total modal investasi : Rp. 42.040.370.000,-
• Biaya Produksi : Rp. 13.202.405.590,-
• Hasil penjualan/ tahun : Rp. 37.695.283.880,-
• Profit Margin : 64,98 %
• Break Even Point (BEP) : 32,28 %
• Return on Investment (ROI) : 75,69 %
• Pay Out Time (POT) : 1,5 tahun
• Internal Rate of Return (IRR) : 42,23 %
Dari hasil analisa aspek ekonomi, maaka dapat disimpulkan bahwa Pabrik
DAFTAR ISI
LEMBAR PENGESAHAN
KATA PENGANTAR... i
INTI SARI... ii
DAFTAR ISI... iii
DAFTAR GAMBAR... v
DAFTAR TABEL... vi
BAB I PENDAHULUAN ...I-1 1.1. Latar Belakang ...I-1
1.2. Rumusan Masalah...I-2
1.3. Tujuan Perancangan...I-3
1.4. Manfaat Perancangan...I-3
BAB II TINJAUAN PUSTAKA...II-1 2.1. Minyak Jagung... II-1
2.1.1 Komposisi Biji Jagung ... II-1
2.1.2 Komposisi Asam Lemak Minyak Jagung ... II-2
2.2. Minyak dan Lemak ... II-4
2.3. Deskripsi Proses... II-9
BAB III NERACA MASSA...III-1
BAB IV NERACA ENERGI...IV-1
BAB V SPESIFIKASI PERALATAN ...V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ...VI-1 6.1. Instrumentasi ...VI-1
6.2. Keselamatan Kerja Pabrik...VI-18
BAB VII UTILITAS...VII-1 7.1. Kebutuhan Air... VII-1
7.2. Kebutuhan Bahan Kimia ... VII-5
7.3. Kebutuhan Listrik ... VII-5
7.5. Unit Pengolahan Limbah ... VII-7
7.6. Spesifikasi Peralatan Utilitas ... VII-10
BAB VIII LOKASI DAN TATA LETAK PABRIK...VIII-1 8.1. Lokasi Pabrik ... VIII-1
8.2. Tata Letak Pabrik ... VIII-6
8.3. Perincian Luas Tanah... VIII-8
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ...IX-1 9.1. Uraian Tugas, Wewenang, dan Tanggung Jawab ...IX-1
9.2. Tenaga Kerja dan Jam Kerja ...IX-4
9.3. Sistem Kerja ...IX-4
9.4. Jumlah Karyawan dan Tingkat Pendidikan ...IX-5
9.5. Sistem Penggajian ...IX-7
9.6. Kesejahteraan Karyawan...IX-8
BAB X EKONOMI DAN PEMBIAYAAN ...X-1 10.1. Modal Investasi ... X-2
10.2. Biaya Produksi Total... X-5
10.3. Total Penjualan ... X-6
10.4. Perkiraan Rugi/Laba Usaha ... X-6
10.5. Analisa Aspek Ekonomi... X-7
BAB XI KESIMPULAN...XI-1
DAFTAR PUSTAKA
LAMPIRAN A PERHITUNGAN NERACA MASSA LAMPIRAN B PERHITUNGAN NERACA ENERGI
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN
DAFTAR GAMBAR
Gambar 6.1 Instrumentasi Pada Pompa ...VI-9
Gambar 6.2 Instrumentasi Pada Tangki...VI-9
Gambar 6.3 Instrumentasi Pada Bucket Elevator...VI-10
Gambar 6.4 Instrumentasi Pada Evaporator ...VI-10
Gambar 6.5 Tingkat Kerusakan di Suatu Pabrik...VI-11
Gambar 8.1 Tata Letak Lokasi Pabrik Crude Corn Oil... VIII-9
Gambar 9.1 Struktur Organisasi Perusahaan ...IX-9
Gambar LE.1 Harga Peralatan Untuk Tangki Penyimpanan ... LE-5
Gambar LE.2 Grafik BEP ... LE-28
DAFTAR TABEL
Tabel 1.1 Data Produksi Minyak Jagung ... II-2
Tabel 2.1 Komposisi Biji Jagung ... II-2
Tabel 2.2 Komposisi Asam Lemak dalam Minyak Jagung ... II-3
Tabel 2.3 Titik Didih dan Titik Cair Asam-Asam Lemak Jenuh dari Minyak ... II-5
Tabel 3.1 Neraca Massa pada Twin Screw Press (SP-101) ... III-1
Tabel 3.2 Neraca Massa pada Vibrating Filter (VF-101) ... III-2
Tabel 3.3 Neraca Massa pada Tangki Penampung Sementara (T-101) ... III-2
Tabel 3.4 Neraca Massa pada Evaporator (EV – 101) ... III-2
Tabel 3.5 Neraca Massa pada Cooler (C – 101) ... III-3
Tabel 4.1 Neraca panas pada evaporator...IV-1
Tabel 4.2 Neraca Panas Pada Cooler...IV-1
Tabel 6.1 Daftar Penggunaan Instrumentasi ...VI-8
Tabel 7.1 Kebutuhan air pendingin pada Cooler (C-101)... VII-1
Tabel 7.2 Kualitas Sumur Bor... VII-3
Tabel 7.3 Perincian Kebutuhan Bahan Kimia... VII-5
Tabel 7.4 Perincian Kebutuhan Listrik Unit Proses... VII-5
Tabel 7.5 Perincian Kebutuhan Listrik Unit Utilitas ... VII-5
Tabel 8.1 Perincian Luas Bangunan... VIII-9
Tabel 8.2 Keterangan Gambar ... VIII-12
Tabel 9.1 Jadwal Kerja Shift ...IX-5
Tabel 9.2 Jumlah Tenaga Kerja Beserta Tingkat Pendidikannya ...IX-6
Tabel 9.3 Jumlah Gaji Karyawan...IX-7
Tabel 10.1 Modal Investasi Tetap ... X-3
Tabel 10.2 Modal Kerja ... X-4
Tabel 10.3 Biaya Tetap ... X-5
BAB I PENDAHULUAN
1.1 Latar Belakang
Minyak jagung pertama kali ditemukan di Meksiko Tengah pada 5000
SM. Tanaman jagung (Zea mays) di Indonesia merupakan bahan pangan pokok
kedua setelah padi. Jagung termasuk dalam famili rumput-rumputan Graminae
dan menurut jenisnya dibagi dalam beberapa golongan yaitu Dent Corn(Zea mays
indenronta), Flint Corn (Zea mays indurata), Sweet Corn (Zea mays saccharata),
Pop Corn (Zea mays everata), Waxy Corn (Zea mays tumicata), Solf atau Floue
(Zea mays anylaceal) (Ketaren, 1986).
Minyak jagung diperoleh dengan mengekstrak bagian dalam dari jagung.
Sistem ekstraksi yang digunakan biasanya adalah sistem penekanan (pressing).
Minyak jagung mempunyai nilai gizi yang sangat tinggi yaitu sekitar 250 kilo
kalori/ons. Selain itu juga minyak jagung lebih disenangi konsumen karena selain
harganya yang murah juga mengandung sitosterol sehingga para konsumen dapat
terhindar dari gejala atherosclerosis (endapan pada pembuluh darah) yang
diakibatkan terjadinya ikatan kompleks antara sitosterol dan Ca++ dalam darah (Ketaren, 1986).
Pada tahun 2005 luas areal tanaman jagung di Sumatera Utara mencapai
218.569 Ha dengan produksi jagung sebesar 735.456 ton, dan tahun 2006
mengalami penurunan menjadi 200.146 Ha dengan jumlah produksi 682.042 ton
turun sebesar 53.414 ton atau 7,26 persen dibandingkan produksi jagung tahun
2005. Penurunan produksi jagung disebabkan penurunan luas panen sebesar
18.423 hektar atau 8,43 persen. Pada tahun 2007 komoditi jagung diperkirakan
mengalami kenaikan produksi sebesar 47.241 ton atau 6,92 persen dibandingkan
produksi jagung tahun 2006 (Angka Tetap). Luas panen juga mengalami kenaikan
Tabel 1.1 Data produksi minyak jagung
Tahun Luas Panen (Ha) Produksi (ton) Minyak Jagung (ton)
2005 218.569 735.456 61.822
2006 200.146 682.042 57.332
2007 233.694 786.349 66.100
Sumber : Badan Pusat Statistik (2008)
1.2 Perumusan Masalah
Sehubungan dengan meningkatnya produksi jagung serta tingginya
kebutuhan akan minyak jagung, maka diperlukan suatu usaha untuk mengolah biji
jagung menjadi minyak goreng. Hal ini secara tidak langsung dapat menambah
ketersediaan akan minyak goreng dari bahan baku jagung yang merupakan
kebutuhan primer. Dengan demikian Tugas akhir ini memaparkan bagaimana Pra
Rancangan Pabrik Pembuatan Crude Corn Oil yang berdasarkan aspek ekonomi
dan teknik.
1.3 Tujuan Perancangan Pabrik
Tujuan dari perancangan pabrik minyak mentah jagung ini adalah untuk
mengaplikasikan ilmu teknik kimia meliputi neraca massa, neraca energi,
spesifikasi peralatan, operasi teknik kimia, utilitas, dan bagian ilmu teknik kimia
lainnya serta untuk mengetahui aspek ekonomi dalam pembagian pabrik sehingga
akan memberikan gambaran kelayakan Pra Rancangan Pabrik Pembuatan Crude
Corn Oil (CCO) dari biji jagung.
1.4 Manfaat Rancangan
Manfaat dari Pra Rancangan Pabrik Pembuatan Crude Corn Oil adalah :
1. Untuk memenuhi kebutuhan dalam negeri akan minyak mentah dari biji
jagung dan mendorong pertumbuhan industri yang menggunakan biji
jagung sebagai bahan baku dan bahan pendukung.
2. Dengan didirikannya pabrik minyak mentah dari biji jagung akan
menciptakan lapangan kerja serta mengurangi pengangguran yang pada
BAB II
TINJAUAN PUSTAKA
2.1 Minyak Jagung
Minyak jagung merupakan trigliserida yang disusun oleh gliserol dan
asam-asam lemak. Persentase trigliserida sekitar 98,6 persen. Sedangkan sisanya
merupakan bahan non minyak seperti abu, zat warna atau lilin. Asam lemak yang
menyusun minyak jagung terdiri dari asam lemak jenuh dan asam lemak tidak
jenuh (Ketaren, 1986).
Minyak jagung diperoleh dengan mengekstrak bagian lembaga dari
jagung. Sistem ekstraksi yang digunakan biasanya adalah sistem penekanan
(pressing). Minyak jagung mempunyai nilai gizi yang sangat tinggi yaitu sekitar
250 kilo kalori/ons. Selain itu juga minyak jagung lebih disenangi konsumen
karena selain harganya yang murah juga mengandung sitosterol sehingga para
konsumen dapat terhindar dari gejala atherosclerosis (endapan pada pembuluh
darah) yang diakibatkan terjadinya ikatan kompleks antara sitosterol dan Ca++ dalam darah (Ketaren, 1986).
Selama ini jagung hanya digunakan sebagai bahan baku pembuatan tepung
dan bahan pakan ternak dengan jumlah 76,5% dari jumlah produksi jagung setiap
tahunnya. Sisanya hanya dipergunakan untuk keperluan lainnya misalnya minyak
jagung.
2.1.1 Komposisi Biji Jagung
Jagung sebagai bahan makanan, mengandung nilai gizi yang cukup tinggi
jika dibandingkan dengan bahan pangan lainnya, terutama jagung kuning yang
banyak mengandung vitamin A.
Lemak yang terdapat pada bagian bawah dari butiran biji jagung beratnya
sekitar 9-12 persen dari berat butiran. Karbohidrat terdapat pada endosperm
sekitar 73-79 persen, kadar protein dalam endosperm sekitar 10-19 persen dan
Hasil analisa menunjukkan kandungan protein pada biji jagung sebesar
8,6-9,4 persen. Kandungan protein ini lebih tinggi lagi (11-15 persen) pada jagung
hibrida yang dipupuk dengan nitrogen.
Protein jagung miskin akan lisin dan triptofan sehingga dapat
menimbulkan penyakit pelagra pada orang yang makanannya hanya bersumber
dari jagung. Dengan mencampur jagung dengan makanan lainnya yang
mengandung lisin dan triptofan penyakit tersebut dapat dicegah.
Lemak jagung terutama terdapat dalam lembaga, dengan kadar lemak
sekitar 30 persen. Kadar lemak biji jagung secara keseluruhan yaitu 4,2 – 5
persen.
Tabel 2.1 Komposisi Biji Jagung Kering No Komponen Jumlah (%)
1 Protein kasar 9,29
2 Lemak 4,73
3 Serat kasar 2,03
4 Ekstrak kasar 71,7
5 Abu 1,37
6 Energi (kal/gr) 8,81
Sumber : Ketaren (1986)
2.1.2 Komposisi Asam Lemak Minyak Jagung
Minyak jagung merupakan trigliserida yang disusun oleh gliserol dan
asam-asam lemak. Persentase trigliserida sekitar 98,6 %, sedangkan sisanya
merupakan bahan non minyak, seperti abu, air, zat warna atau lilin. Asam lemak
yang menyusun minyak jagung terdiri dari asam lemak jenuh dan asam lemak
tidak jenuh.
Jumlah asam lemak jenuh dalam minyak jagung sekitar 13 persen.
Golongan asam lemak jenuh yang menyusun trigliserida minyak jagung adalah:
asam palmitat dan asam stearat. Golongan asam lemak tidak jenuh yang
menyusun trigliserida minyak jagung berjumlah sekitar 86 persen yang terdiri
Tabel 2.2 Komposisi Asam Lemak dalam Minyak Jagung Jenis asam lemak Jumlah (%)
Miristat 0,1 Palmitat 8,1 Stearat 4,9
Oleat 30,1 Linoleat 56,8 Sumber : Ketaren (1986)
2.2 Minyak dan Lemak
2.2.1 Pengertian minyak dan lemak
Minyak atau lemak adalah gliserida dari asam lemak dengan gliserol yang
disebut juga dengan trigliserida. Ikatan ini terjadi juga karena ketiga gugus
hidroksi (OH) pada gliserol diganti oleh tiga gugus asam lemak (fatty acid) yaitu
RCOO-. Secara umum trigliserida memiliki rumus struktur sebagai berikut: O
CH2 – O – C – R1
O CH – O – C – R2
O CH2 – O – C – R3
Angka (1), (2) dan (3) pada rumus struktur di atas menyatakan gugus alkil yang
sama atau berbeda.
Minyak atau lemak dapat juga dikatakan sebagai hasil esterifikasi asam
lemak (fatty acid) dengan gliserol. Reaksi sebagai berikut :
CH2 – OH CH2 – OOCR
CH – OH + 3 RCOOH CH – OOCR + 3H2O
CH2 – OH CH2 – OOCR
Gliserol asam lemak trigliserida air
Perbedaan lemak dan minyak sebagai berikut:
1. Lemak mengandung asam lemak jenuh lebih banyak, sedangkan minyak
2. Pada suhu kamar berupa zat padat, sedang minyak berupa zat cair.
Berdasarkan sumbernya minyak yang terdapat di alam dibedakan atas 3,
yaitu sebagai berikut:
1. Minyak mineral, yaitu minyak hidrokarbon makromolekul yang berasal
dari fosil-fosil zaman dulu karena pengaruh tekanan dan temperatur.
Contoh: minyak lampu, bensin dan lain-lain.
2. Minyak nabati/hewani, yaitu berasal dari tumbuhan/hewan.
3. Minyak esensial/atsiri, yaitu minyak yang diperoleh dari tanaman melalui
proses ekstraksi menggunakan pelarut tertentu lalu didistilasi.
Lemak nabati memiliki beberapa jenis asam lemak tak jenuh yang
dibedakan atas tiga, yaitu sebagai berikut:
1. Drying Oil, yaitu minyak yang sifatnya mudah mengering bila dibiarkan di
udara.
Contoh: pernis, cat.
2. Semi Drying Oil, yaitu minyak yang berubah karena pengaruh suhu.
Contoh: minyak biji kapas, minyak bunga matahari.
3. Non Drying Oil, yaitu minyak yang tidak mengering karena pengaruh
suhu.
Contoh: minyak kelapa, minyak kelapa sawit.
2.2.2 Sifat-sifat Minyak dan Lemak A. Sifat Fisika
1. Warna
Memiliki warna oranye disebabkan adanya pigmen karoten yang larut
dalam minyak atau lemak tersebut.
2. Kelarutan
Minyak dan lemak tidak larut dalam air, kecuali minyak jarak (castor oil).
3. Titik cair dan polymerphism
Asam lemak tidak memperlihatkan kenaikan titik cair yang linier dengan
trans – mempunyai titik cair yang lebih tinggi daripada isomer asam lemak
yang berikatan –sis.
Polymerphism pada minyak dan lemak adalah suatu keadaan dimana
terdapat lebih dari satu bentuk kristal. Polymerphism sering dijumpai pada
beberapa komponen yang mempunyai rantai karbon panjang dan
pemisahan kristal-kristal tersebut sangat sukar. Namun demikian untuk
beberapa komponen, bentuk dari kristal-kristal sudah dapat diketahui.
Polymerphism penting untuk mempelajari titik cair minyak atau lemak dan
asam-asam lemak beserta ester-ester. Untuk selanjutnya polymerphism
mempunyai peranan penting dalam berbagai proses untuk mendapatkan
minyak atau lemak.
4. Titik didih
Titik didih dari asam-asam lemak akan semakin bertambah besar dengan
bertambahnya rantai karbon dari beberapa asam lemak tersebut.
Tabel 2.3 Titik Didih dan Titik Cair Asam-Asam Lemak Jenuh dari Minyak
Rumus Molekul
Nama Asam Titik Didih (oC) Titik Cair (oC)
C4H8O2 Butirat 160 -8
C6H12O2 Kaproat 107 -3.4
C8H16O2 Kaplirat 135 16,7
C10H20O2 Kapriat 159 31,6
C12H24O2 Laurat 182 44,2
C14H28O2 Miristat 202 54,4
C16H32O2 Palmitat 222 62,9
C18H36O2 Stearat 240
Sumber : Ketaren, (1986)
5. Bobot jenis
Bobot jenis dari minyak dan lemak biasanya ditentukan pada temperatur
temperatur 40 0C atau 60 0C untuk lemak yang titik cairnya tinggi. Pada penentuan bobot jenis, temperatur dikendalikan dengan hati-hati dalam
kisaran temperatur yang pendek.
6. Indeks bias
Indeks bias adalah derajat penyimpanan dari cahaya yang dilewatkan pada
suatu medium yang cerah. Indeks bias tersebut pada minyak dan lemak
dipakai untuk pengenalan unsur kimia dan pengujian kemurnian
minyak/lemak.
Abbe refractometer mempergunakan alat temperatur yang dipertahankan
pada 25 0C. Untuk pengukuran indeks bias lemak yang bertitik cair tinggi, dilakukan pada temperatur 40 0C atau 60 0C, selama pengukuran temperatur harus dikendalikan dan dicatat. Indeks bias ini akan meningkat
pada minyak atau lemak dengan rantai karbon yang panjang dan juga
dengan terdapatnya sejumlah ikatan rangkap. Nilai indeks bias dari asam
lemak juga akan bertambah dengan meningkatnya bobot molekul, selain
dengan naiknya ketidakjenuhan dari asam-asam lemak tersebut.
7. Aroma dan rasa
Aroma dan rasa pada minyak/lemak selain terdapat secara alami juga
terjadi karena terdapatnya asam-asam yang berantai sangat pendek sekali
sebagai hasil penguraian yang menyebabkan kerusakan pada
minyak/lemak.
8. Titik lebur (melting point)
Titik lebur pada minyak dan lemak akan semakin tinggi dengan semakin
panjangnya rantai atom C.
9. Minyak dan lemak jika dituangkan di atas air akan membentuk lapisan
tipis yang merata di atas permukaan air tersebut.
10.Odor dan flavor
Odor dan flavor adalah bau yang terdapat pada minyak yang disebabkan
oleh komponen bukan minyak. Odor dan flavor pada lemak/minyak selain
terdapat secara alami, juga terjadi karena pembentukan asam-asam
lemak/minyak. Sebagai contoh, bau khas dari minyak kelapa sawit
dikarenakan terdapatnya beta ionone, sedangkan bau yang khas dari
minyak kelapa ditimbulkan oleh nonyl methylketon.
11.Titik asap, titik nyala, dan titik api
Apabila minyak atau lemak, dapat dilakukan penetapan titik asap, titk
nyala dan titk api. Titik asap adalah temperatur pada saat lemak atau
minyak menghasilkan asap tipis yang kebiru-biruan pada pemanasan. Titik
nyala adalah temperatur pada saat campuran uap dan minyak dengan udara
mulai terbakar. Sedangkan titik api adalah temperatur pada saat dihasilkan
pembakaran yang terus menerus sampai habisnya contoh uji.
12.Shot melting point
Shot melting point adalah temperatur pada saat terjadi tetesan pertama dari
minyak atau lemak. Pada umumnya lemak atau minyak mengandung
komponen-komponen yang berpengaruh terhadap titik cairnya (Ketaren,
1986).
B. Sifat Kimia
1. Hidrolisa
Dalam proses hidrolisa, minyak/lemak akan diubah menjadi asam-asam
lemak bebas.
Proses hidrolisa yang dapat mengakibatkan kerusakan pada minyak/lemak
karena terdapatnya sejumlah air pada minyak/lemak tersebut. Proses ini
dapat menyebabkan terjadinya “hydrolitic rancidity” yang menghasilkan
aroma dan rasa tengik pada minyak/lemak.
Reaksi:
O
CH2 – O – C – R CH2OH
O O CH – O – C – R + 3H – OH CHO + 3RCOOH
O
CH2 – O – C – R CH2OH
2. Oksidasi
Reaksi ini menyebabkan ketengikan pada minyak/lemak. terdapatnya
sejumlah O2 serta logam-logam seperti tembaga (Cu), seng (Zn) serta
logam lainnya yang bersifat sebagai katalisator oksidasi dari
minyak/lemak. Proses oksidasi ini akan bersifat sebagai katalisator aldehid
dan keton serta asam-asam lemak bebas yang akan menimbulkan bau yang
tidak disenangi. Proses ini juga menyebabkan terbentuknya peroksida.
Untuk mengetahui tingkat ketengikan minyak/lemak dapat ditentukan
dengan menentukan jumlah peroksida yang terbentuk pada minyak/lemak
tersebut.
Reaksi:
H H R – (CH2)n –C = C – H + O2 R – (CH2)n – C – C – H
H H O O
asam lemak peroksida
R – (CH2)n– C = O + - C -
H O
aldehid keton
3. Hidrogenasi
Tujuan dari proses ini adalah untuk menjernihkan ikatan rangkap dari rantai
atom karbon C asam lemak pada minyak/lemak. Reaksi ini dilakukan dengan
menggunakan hidrogen murni ditambah dengan serbuk nukel sebagai
katalisator yang mengakibatkan kenaikan titik cair dari asam lemak dan juga
menjadikan minyak/lemak tahan terhadap oksidasi akibat hilangnya ikatan
rangkap.
4. Esterifikasi
Reaksi esterifikasi bertujuan untuk merubah asam-asam lemak dari trigliserida
dalam bentuk ester. Minyak dan lemak juga mengandung komponen non
rasa yang kurang disenangi konsumen. Komponen-komponen non-gliserida
ini adalah:
Komponen yang larut dalam minyak
Misalnya: asam-asam lemak bebas, pigmen, gliserol, fosfatida dan lendir.
Komponen yang tersuspensi
Misalnya: karbohidrat, senyawa-senyawa yang mengandung nitrogen, dll
(Ketaren, 1986).
2.3 Deskripsi Proses
Bahan baku biji jagung yang dimasukkan ke dalam gudang (G-101)
kemudian diangkut menggunakan bucket elevator (BE-101), selanjutnya di press
dalam twin screw press (SP-101) dengan efisiensi 94% (Perry, 1999). Minyak
yang keluar dari twin screw press (SP-101), dihilangkan partikel-partikel
ampasnya dengan menggunakan vibrating filter (VF-101) dan ampas hasil
pengepressan dari vibrating filter tersebut ditampung dalam bak penampung
ampas (BP-101). Ampas dari bak penampung di jual untuk bahan baku pembuatan
pakan ternak. Minyak keluaran vibrating filter ditampung dalam tangki
penampung (T-101), kemudian dipompakan (P-101) ke evaporator (EV-101)
dimana media pemanas yang digunakan pada proses ini adalah CPO dengan
temperatur 120oC. Tujuan dari proses ini adalah untuk menguapkan air sehingga diperoleh minyak dengan kandungan airnya 0,15 %. Agar diperoleh minyak pada
suhu kamar, maka minyak tersebut dimasukkan ke dalam cooler (C-101) yang
kemudian minyak jagung tersebut dipompakan (P-103) ke dalam tangki produk
BAB III NERACA MASSA
Kapasitas bahan baku/tahun : 4.500 ton/tahun
Kapasitas bahan baku/jam : 1250 kg/jam
Waktu operasi/tahun : 300 hari/tahun
Waktu operasi/hari : 12 jam/hari
Basis perhitungan : 1 jam operasi
Satuan perhitungan : kg/jam
3.1 Twin Screw Press (SP-101)
Tabel 3.1 Neraca Massa pada Twin Screw Press (SP-101)
Masuk (Kg/jam) Keluar (Kg/jam) No. Komponen
Alur 1 Alur 2 Alur 3
1 Air 112,5000 6,7500 105,7500
2 Minyak 475,0000 28,5000 446,5000
3 Protein 117,5000 110,4500 7,0500
4 Karbohidrat 366,2500 344,2750 21,9750
5 Lemak 137,5000 129,2500 8,2500
6 Serat 25,0000
23,5000
1,5000
7 Abu 16,2500 15,2750 0,9750
658,0000 592,0000
TOTAL 1250,0000
3.2 Vibrating Filter (VF-101)
Tabel 3.2 Neraca Massa pada Vibrating Filter (VF-101)
Masuk (Kg/jam) Keluar (Kg/jam) No. Komponen
Alur 3 Alur 4 Alur 5
1 Air 105,7500 - 105,7500
2 Minyak 446,5000 - 446,5000
3 Protein 7,0500 7,0500 -
4 Karbohidrat 21,9750 21,9750 -
5 Lemak 8,2500 8,2500 -
6 Serat 1,5000 1,5000 -
7 Abu 0,9750 0,9750 -
39,7500 552,2500
TOTAL 592,0000
592,0000
3.3 Tangki Penampung Sementara (T-101)
Tabel 3.3 Neraca Massa pada Tangki Penampung Sementara (T-101)
Masuk (Kg/jam) Keluar (Kg/jam) No. Komponen
Alur 5 Alur 6
1 Air 105,7500 105,7500
2 Minyak 446,5000 446,5000
TOTAL 552,2500 552,25
3.4 Evaporator (EV – 101)
Tabel 3.4 Neraca Massa pada Evaporator(EV – 101)
Masuk (Kg/jam) Keluar (Kg/jam) No. Komponen
Alur 6 Alur 7 Alur 8
1 Air 105,7500 105,0853 0,6707
2 Minyak 446,5000 - 446,4900
3.5 Cooler (C – 101)
Tabel 3.5 Neraca Massa pada Cooler (C – 101)
Masuk (Kg/jam) Keluar (Kg/jam) No. Komponen
Alur 8 Alur 9
1 Air 0,6707 0,6707
2 Minyak 446,4900 446,4900
BAB IV NERACA PANAS
Basis perhitungan : 1 jam operasi
Satuan operasi : kJ/jam
Temperatur referensi : 250C
4.1 Evaporator (EV-101)
Tabel 4.1 Neraca panas pada evaporator
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Komponen
alur 6 Alur 7 Alur 10
Minyak
Air
35.481,1240
2.397,6285
-
276.165,8488
-3.226,1786
1966,8854
Panas yang dilepas 258.686,3392 - -
Total 296.566,2522 296.566,2522
4.2 Cooler (C-101)
Tabel 4.2 Neraca panas pada cooler
Panas masuk (kJ/jam) Panas keluar (kJ/jam) Komponen
Alur 10 Alur 11
Minyak
Air
-3.226,1786
1966,8854
2.905,471
196,3365
Panas yang
diserap
-17.298,5964 -
BAB V
SPESIFIKASI PERALATAN
1. Gudang Bahan Baku Biji Jagung (G-101)
Fungsi : Menyimpan bahan baku biji jagung, direncanakan untuk
kebutuhan 7 hari
Bentuk : Persegi panjang
Bahan konstruksi : Beton
Jumlah : 1 unit
Kapasitas : 189,367 m3
Kondisi operasi : -Temperatur = 250C
-Tekanan = 1 atm
Kondisi fisik :
- Panjang : 7,236 m
- Lebar : 7,236 m
- Tinggi : 3,618 m
2. Bucket Elevator Biji Jagung (BE-101)
Fungsi : Mengangkut biji jagung dari gudang penyimpanan ke
tangki umpan screw press (SP-101)
Bentuk : Spaced-bucket centrifugal discharge elevator
Bahan konstruksi : Malleable-iron
Jumlah : 1 unit
Laju alir : 1250 kg/jam
Kondisi operasi : -Temperatur = 250C
-Tekanan = 1 atm
Kondisi fisik :
Tinggi elevator : 7,62 m
Ukuran bucket : (6 x 4 x 4¼) in
Kecepatan bucket : 1,143 m/s
Kecepatan putaran : 43 rpm
Lebar belt : 17,78 cm
Daya motor : 0,1973 hp
3. Screw Press (SP-101)
Fungsi : Mengepress biji jagung hingga mengeluarkan minyak
yang terkandung dalam jagung tersebut.
Bentuk : Twin Screw
Bahan konstruksi : Stainless steel TP-24
Jumlah : 1 unit
Kapasitas : 1250 kg/jam
Kondisi operasi : -Temperatur = 250C
-Tekanan = 1 atm
Kondisi fisik
- Kapasitas : 3,5 ton/jam
- Panjang : 3,373 m
- Lebar : 0,92 m
- Tinggi : 1,46 m
- Daya : 8,125 kW
4. Bak Penampungan Ampas (BP-101)
Fungsi : Menampung ampas biji jagung dari Screw Press (SP-101)
dan Vibrating Filter (VF-101)
Bentuk : Bak persegi panjang
Bahan konstruksi : Beton
Jumlah : 1 unit
Kapasitas : 697,7500 kg/jam
Kondisi operasi : -Temperatur = 250C
-Tekanan = 1 atm
Kondisi fisik :
- Lebar : 1,2877 m
- Tinggi : 0,8584 m
5. Vibrating Filter (VP-101)
Fungsi : Memisahkan partikel ampas dari minyak jagung
Bentuk : Vibrating Filter
Bahan konstruksi : ALL 316 Stainless Steel
Jumlah : 1 unit
Kapasitas : 592,0000 kg/jam
Kondisi operasi : -Temperatur = 250C
-Tekanan = 1 atm
Kondisi fisik :
- Laju alir bahan : 10,08 l/min
- Tekanan : 21 kg/cm2
- Bukaan filter : 25 micron
- Berat : 13,2 kg
6. Tangki Penampung Sementara (T-101)
Fungsi : Memisahkan air dari minyak setelah disaring
Bentuk : Silinder vertikal dengan alas dan tutup datar
Lama penyimpanan: 1 hari
Bahan konstruksi : Carbon steel, SA-283 Grade C
Jumlah : 1 unit
Kapasitas : 0,7116 m3
Kondisi operasi : -Temperatur = 250C
-Tekanan = 1 atm
Kondisi fisik :
Silinder
- Diameter : 0,8455 m
- Tinggi : 1,2683 m
Tutup
- Diameter : 0,8455 m
- Tebal : 0,2794 m
7. Evaporator (EV-01)
Fungsi : Menguapkan air yang masih terdapat dalam minyak
Jenis : Long Tube Vertical
Bahan : Carbon steel,SA-283 grade C
Jumlah : 1 unit
Vapour Space:
Ruang uap evaporator dengan tutup elipsoidal (rasio axis ½)
Diameter shell : 0,614 m
Tinggi shell : 0,511 m
Tinggi tutup : 0,153 m
8. Cooler ( C-101 )
Fungsi : Menurunkan suhu minyak jagung dari 120 0C menjadi 300C
Jenis : 3-6 Shell and tube
Jumlah : 1 Unit
Shell side:
Shell ID : 12 in
Baffle space : 5 in
Passes : 6
Tube side:
Diameter luar : 1 ¼ in
BWG : 18
Pitch : 1916 in. triangularpitch
Panjang tube : 15 ft
9. Tangki Produk (T-102)
Fungsi : Menyimpan produk CCO
Bahan konstruksi : carbon steel, SA-283 Grade C
Bentuk : silinder tegak dengan alas dan tutup datar
Lama penyimpanan : 7 hari
Jumlah : 2 buah
Kapasitas : 447,1607 m3
Kondisi operasi : -Temperatur = 250C
-Tekanan = 1 atm
Kondisi fisik :
Silinder
- Diameter : 3,4687 m
- Tinggi : 5,2031 m
- Tebal : 0,2794 m
Tutup
- Diameter : 3,4687 m
- Tebal : 0,2797 m
10. Pompa I (P-101)
Fungsi : Memompa minyak dan air dari tangki penampung
sementara (T-101) ke evaporator (EV-101)
Jenis : Pompa sentrifugal
Bahan konstruksi : Commercial steel
Jumlah : 1 unit
Laju alir massa (F) : 552,2500 kg/jam
Spesifikasi pipa,
- Diameter nominal : 3/4 in
- Diameter dalam pipa : 0,824 in
- Diameter luar pipa : 1,05 in
Spesifikasi pompa :
- Jenis : Sentrifugal
- Efisiensi : 80 %
- Daya : 1/2 hp
11. Pompa II (P-102)
Fungsi : Memompa minyak dan sedikit kandungan air dari
evaporator (EV-101) ke cooler (C-102)
Jenis : Pompa sentrifugal
Bahan konstruksi : Commercial steel
Jumlah : 1 unit
Laju alir massa (F) : 446,4900 kg/jam
Spesifikasi pipa,
- Diameter nominal : 3/4 in
- Diameter dalam pipa : 0,824 in
- Diameter luar pipa : 1,05 in
- Schedule : 40
Spesifikasi pompa,
- Jenis : Sentrifugal
- Efisiensi : 80 %
- Daya : 1/2 hp
12. Pompa III (P-103)
Fungsi : Memompa minyak cooler (C-101) ke tangki
produk (T-102)
Jenis : Pompa sentrifugal
Bahan konstruksi : Commercial steel
Jumlah : 1 unit
Laju alir massa (F) : 446,4900 kg/jam
Spesifikasi pipa,
- Diameter dalam pipa : 0,824 in
- Diameter luar pipa : 1,05 in
- Schedule : 40
Spesifikasi pompa,
- Jenis : Sentrifugal
- Efisiensi : 80 %
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Alat instrumentasi merupakan salah satu bagian yang paling penting dalam
suatu pabrik. Instrumentasi adalah rangkaian peralatan yang dipakai di dalam
suatu proses kontrol untuk mengatur jalannya proses agar diperoleh hasil sesuai
dengan yang diharapkan. Dengan adanya alat kontrol maka dapat diketahui dan
dikoreksi segala kesalahan ataupun penyimpangan proses yang mungkin terjadi.
Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi proses di
pabrik mencapai tingkat kesalahan (error)yang paling minimum sehingga produk
dapat dihasilkan secara optimal (Perry, 1999).
Fungsi instrumen adalah sebagai pengontrol, penunjuk (indicator),
pencatat (recorder), dan pemberi tanda bahaya (alarm). Instrumen bekerja dengan
tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara
manual atau otomatis. Instrumen digunakan dalam industri kimia untuk mengukur
variabel-variabel proses seperti temperatur, tekanan, densitas, viskositas, panas
spesifik, konduktifitas, pH, kelembaman, titik embun, tinggi cairan (liquid level),
laju alir, komposisi, dan moisture content. Instrumen-instrumen tersebut
mempunyai tingkat batasan operasi sesuai dengan kebutuhan pengolahan
(Timmerhaus, 2004).
Variabel-variabel proses yang biasanya dikontrol / diukur oleh instrumen
adalah (Considine, 1985) I :
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan seperti densitas, viskositas, panas spesifik, konduktivitas,
pH, humiditas, titik embun, komposisi kimia, kandungan kelembaman di
variabel lainnya.
Secara umum, kerja dari alat-alat instrumentasi dapat dibagi dua bagian
yaitu operasi secara manual dan operasi secara otomatis. Penggunaan instrumen
pada suatu peralatan proses bergantung pada pertimbangan ekonomis dan sistem
apakah alat-alat itu dapat dipasang pada peralatan proses (manual control) atau
disatukan dalam suatu ruang kontrol yang dihubungkan dengan bagian peralatan
(automatic control). (Perry, 1999)
Menurut sifatnya konsep dasar pengendalian proses ada dua jenis, yaitu :
Pengendalian secara manual
Tindakan pengendalian yang dilakukan oleh manusia. Sistem
pengendalian ini merupakan sistem yang ekonomis karena tidak
membutuhkan begitu banyak instrumentasi dan instalasinya. Namun
pengendalian ini berpotensi tidak praktis dan tidak aman karena sebagai
pengendalinya adalah manusia yang tidak lepas dari kesalahan.
Pengendalian secara otomatis
Berbeda dengan pengedalian secara manual, pengendalian secara otomatis
menggunakan instrumentasi sebagai pengendali proses, namun manusia masih
terliabat sebagai otak pengendali. Banyak pekerjaan manusia dalam
pengendalian secara manual diambil alih oleh instrumentasi sehingga
membuat sistem pengendali ini sangat praktis dan menguntungkan.
Hal-hal yang diharapkan dalam pemakaian alat-alat instrumentasi adalah :
a. Kualitas produk dapat diperoleh sesuai dengan yang diinginkan
b. Pengoperasiaan sistem peralatan yang lebih mudah
c. Sistem kerja lebih efisien
d. Penyimpangan yang mungkin terjadi dapat diketahui dengan cepat
Faktor-faktor yang perlu diperhatikan dalam instrumentasi adalah
(Timmerhaus, 2004):
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
6.1.1. Tujuan Pengendali
Tujuan perancangan sistem pengendali dari pabrik pembuatan crude corn
oil dari biji jagungadalah sebagai keamanan operasi pabrik yang mencakup :
• Mempertahankan variabel-variabel proses seperti temperatur dan
tekanan tetap berada dalam rentang operasi yang aman dengan harga
toleransi yang kecil.
• Medeteksi situasi berbahaya kemungkinan terjadinya kebocoran alat. Pendeteksian dilakukan dan menyediakan alarm dan sistim
penghentian operasi secara otomatis.
• Mengontrol setiap penyimpanan operasi agar tidak terjadi kecelakaan kerja maupun kerusakan pada alat proses.
6.1.2. Jenis-jenis Pengendalian dan Alat Pengendali
Sistem pengendalian yang digunakan pada pabrik ini menggunakan dan
mengkombinasikan beberapa tipe pengendalian sesuai dengan tujuan dan
keperluannya :
1. Feedback Control
Perubahan pada sistim diukur (setelah adanya gangguan), hasil pengukuran
dibandingkan dengan set point, hasil perbandingan digunakan untuk
mengendalikan variabel yang dimanipulasi.
2. Feedforward control
Besarnya gangguan diukur (sensor pada point), hasil pengukuran digunakan
untuk mengendalikan variabel yang dimanipulasi.
3. Adaptive control
Sistim pengendali yang dapat menyesuaikan parameternya secara otomatis
sedemikian rupa untuk mengatasi perubahan yang terjadi dalam proses yang
dikendalikannya, umumnya ditandai dengan adanya reset input pada
controller.
4. Infevential control
Sering kali variabel yang ingin dikendalikan tidak dapat diukur secara
yang terukur digunakan untuk mengestimasi variabel yang akan dikendalikan,
variabel terukur dan variabel tak terukur tersebut dihubungkan dan suatu
persamaan matematika.
Pengendali yang banyak digunakan adalah jenis feedback (umpan balik)
berdasarkan pertimbangan kemudahan pengendalian.
Pada dasarnya sistim pengendalian terdiri dari (Considine,1985):
a. Elemen Primer
Elemen primer berfungsi untuk menunjukkan kualitas suatu variabel proses
dan menerjemahkan nilai itu dalam bentuk sinyal dan menggunakan
transducer sebagai sensor. Ada banyak sensor yang digunakan bersambung
variabel proses yang ada:
• Sensor untuk temperatur yaitu bimetal,thermocouple, dll.
• Sensor untuk tekanan yaitu diafragma,cincin keseimbangan, dll
• Sensor untuk level yaitu pelampung, elemen radio aktif, dll
• Sensor untuk aliran atau flow yaitu orifice, nozzle, dll b. Elemen Pengukuran
Elemen pengukuran berfungsi mengkonversikan segala perubahan nilai yang
dihasilkan elemen primer yang berupa sinyal kedalam sebuah harga
pengukuran yang dikirimkan transmitter ke elemen pengendali.
• Tipe konvensional
Tipe ini menggunakan prisip perbedaan kapasitansi
• Tipe smart
Tipe smart menggunakan microprocessor elektronik sebagai pemproses
sinyal.
c. Elemen Pengendali
Elemen pengendali berfungsi menerima sinyal dari elemen pengukur yang
kemudian di bandingkan dengan set point di dalam pengendali. Hasilnya
berupa sinyal koreksi yang akan dikirim ke elemen pengendali menggunakan
processor (computer, microprocessor) sebagai pemproses sinyal pengendali.
Jenis elemen pengendali yang digunakan tergantung pada variabel prosesnya.
a. Temperatur menggunakan Temperature Controller (TC)
b. Tekanan menggunakan Pressure Controller (PC)
c. Aliran/flow menggunakan Flow Controller (FC)
d. Level menggunakan Level Controller (LC)
d. Elemen Pengendali Akhir
Elemen pengendali akhir berperan mengkonversikan sinyal yang di terimanya
menjadi sebuah tindakan korektif terhadap proses. Umumnya industri
menggunakan control valve dan pompa sebagai elemen pengendali akhir.
1. Control Valve
Control valve mempunyai tiga elemen penyusun yaitu:
• Positioner yang berfungsi untuk mengatur posisi actuator
• Actuator valve berfungsi mengaktualisasikan sinyal pengendali (valve)
• Valve, merupakan elemen pengendali proses. Ada banyak tipe valve
berdasarkan bentuknya seperti butterfly valve, valve bola, valve
segmen.
2. Pompa Listrik
Elemen pompa terdiri dari dua bagian yaitu:
• Actuator Pompa
Sebagai Aktuator pompa adalah motor listrik. Motor listrik mengubah
tenaga listrik menjadi tenaga mekanik. Prinsip kerjanya berdasarkan
induksi elektromagnetik yang menggerakkan motor.
• Pompa Listrik berfungsi memindahkan/menggerakkan fluida baik itu zat cair, gas dan padat.
Secara garis besar fungsi instrumentasi adalah sebagai berikut:
1. Penunjuk(indicator)
2. Pencatat (recorder)
3. Pengontrol (regulator)
4. Pemberi tanda bahaya (alarm)
Instrumentasi yang umum digunakan dalam pabrik adalah (Considine,
1985) :
• Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat. Dengan menggunakan
Temperature Controller, para engineer juga dapat melakukan
pengendalian terhadap peralatan sehingga temperatur peralatan
tetap berada dalam range yang diinginkan. Temperature Controller
kadang–kadang juga dapat mencatat temperatur dari suatu
peralatan secara berkala Temperature Recorder (TR).
• Temperature Indicator (TI) adalah instrumentasi yang digunakan untuk mengamati temperatur suatu alat.
2. Untuk variabel ketinggian permukaan cairan.
• Level Controller (LC) adalah instumentasi yang digunakan untuk mengamati ketinggian cairan di dalam suatu alat. Dengan
menggunakan Level Controller, para engineer juga dapat
melakukan pengendalian ketinggian cairan di dalam peralatan
tersebut.
• Level Indicator (LI) adalah instrumentasi yang digunakan untuk
mengamati ketinggian cairan di dalam suatu alat.
3. Untuk variabel tekanan.
• Pressure Controller (PC) adalah instrumentasi yang digunakan
untuk mengamati tekanan operasi dari suatu alat. Para engineer
juga dapat melakukan perubahan tekanan dari peralatan operasi.
Pressure Controller dapat juga dilengkapi pencatat tekanan dari
suatu peralatan secara berkala Pressure Recorder (PR).
• Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi dari suatu alat.
4. Untuk variabel aliran cairan.
• Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan yang melalui suatu alat dan
bila terjadi perubahan dapat melakukan pengendalian.
• Flow Indicator (FI) adalah instrumentasi yang digunakan untuk
6.1.3 Variabel-Variabel Proses dalam Sistem Pengendalian 1. Tekanan
Peralatan untuk mengukur tekanan fluida adalah kombinasi silikon oil
dalam membran / plat tipis dengan pengukur kuat arus listrik. Prinsipnya adalah
perubahan kuat arus listrik akibat perubahan tekanan. Instrumen ini digunakan
antara lain untuk mengukur tekanan pada reaktor, dan tekanan keluaran blower.
2. Temperatur
Peralatan untuk mengukur temperatur adalah thermocouple. Instrumen ini
digunakan antara lain dalam pengukuran temperatur dalam reaktor, heat
exchanger, dan crystallizer.;
3. Laju Alir
Peralatan yang digunakan untuk mengukur laju alir fluida adalah
venturimeter. Instrumen ini digunakan antara lain dalam pengukuran laju alir zat
masukan reaktor.
4. Perbandingan Laju Alir
Peralatan yang digunakan adalah sambungan mekanik (mechanical
linkage) yang dapat disesuaikan (adjustable), pneumatik, atau elektronik. Hasil
pengukuran laju alir aliran yang satu menentukan (me-reset) set point laju alir
aliran lainnya. Instrumen ini digunakan pada pengukuran laju alir umpan reaktor
5. Permukaan Cairan
Peralatan untuk mengukur level permukaan cairan adalah pelampung dan
lengan gaya. Prinsipnya adalah perubahan gaya apung yang dialami pelampung
akibat perubahan level cairan. Pelampung yang mengapung pada permukaan
cairan selalu mengikuti tinggi permukaan cairan sehingga gaya apung pelampung
dapat diteruskan ke lengan gaya, sehingga dapat diketahui tinggi cairan.
Penggunaannya adalah untuk mengukur level permukaan fluida seperti pada
6.1.4 Syarat Perancangan Pengendalian
Beberapa syarat penting yang harus diperhatikan dalam perancangan
pabrik antara lain :
1. Tidak boleh terjadi konflik antar unit, di mana terdapat dua pengendali pada
satu aliran.
2. Penggunaan supervisory computer control untuk mengkoordinasikan tiap unit
pengendali.
3. Control valve yang digunakan sebagai elemen pengendali akhir memiliki
opening position 70 %.
4. Dilakukan pemasangan check valve pada mixer dan pompa dengan tujuan
untuk menghindari fluida kembali ke aliran sebelumnya. Check valve yang
dipasangkan pada pipa tidak boleh lebih dari satu dalam one dependent line.
Pemasangan check valve diletakkan setelah pompa.
5. Seluruh pompa yang digunakan dalam proses diletakkan di permukaan tanah
dengan pertimbangan syarat safety dari kebocoran.
6. Pada perpipaan yang dekat dengan alat utama dipasang flange dengan tujuan
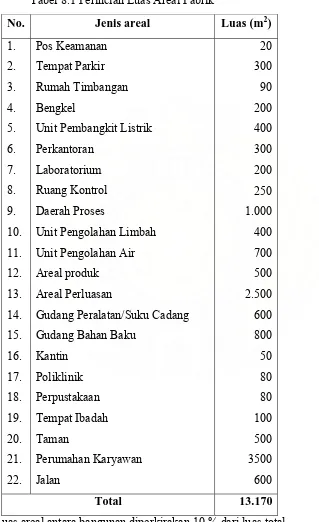
[image:38.595.119.521.451.722.2]untuk mempermudah pada saat maintenance.
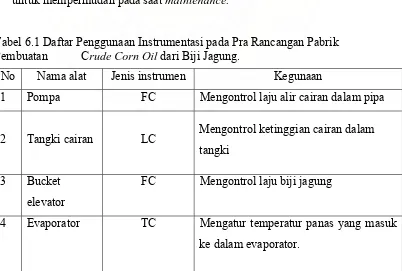
Tabel 6.1 Daftar Penggunaan Instrumentasi pada Pra Rancangan Pabrik Pembuatan Crude Corn Oil dari Biji Jagung.
No Nama alat Jenis instrumen Kegunaan
1 Pompa FC Mengontrol laju alir cairan dalam pipa
2 Tangki cairan LC Mengontrol ketinggian cairan dalam
tangki
3 Bucket
elevator
FC Mengontrol laju biji jagung
4 Evaporator TC Mengatur temperatur panas yang masuk
Contoh jenis-jenis instrumentasi yang digunakan pada pra rancangan
pabrik pembuatan crude corn oil dari biji jagung :
1. Pompa
Variabel yang dikontrol pada pompa adalah laju aliran (flow rate). Untuk
mengetahui laju aliran pada pompa dipasang flow control (FC). Jika laju
aliran pompa lebih besar dari yang diinginkan maka secara otomatis katup
pengendali (control valve) akan menutup atau memperkecil pembukaan
[image:39.595.217.399.625.735.2]katup.
Gambar 6.1 Instrumentasi pada pompa FC
2. Tangki Cairan
Pada tangki ini dilengkapi dengan level control (LC) yang berfungsi
untuk mengontrol ketinggian cairan di dalam tangki. Prinsip kerja dari level
control (LC) ini adalah dengan menggunakan pelampung (floater) sehingga
isi tangki dapat terlihat dari posisi jarum penunjuk di luar tangki yang
digerakkan oleh pelampung. Jika isi tangki tinggal sedikit, maka diisi
dengan menggunakan pompa yang dilengkapi dengan valve yang berfungsi
sebagai flow control (FC).
Gambar 6.2 Instrumentasi pada tangki
LC
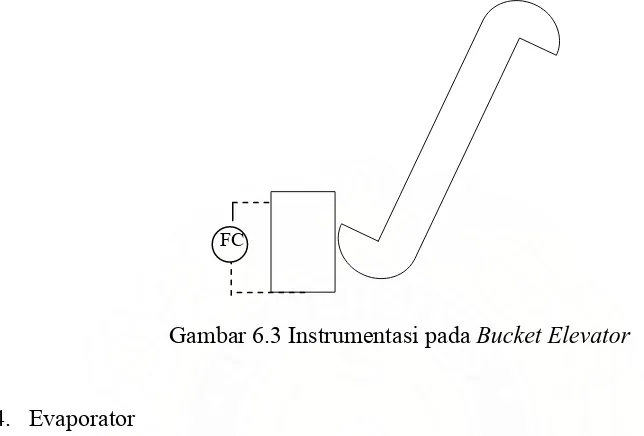
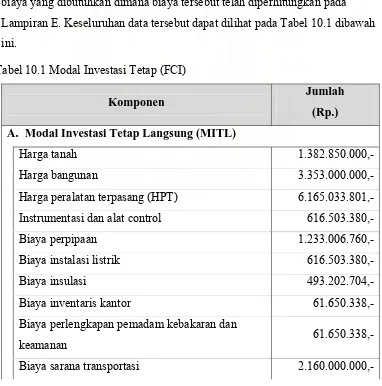
3. Bucket Elevator
Instrumentasi pada bucket elevator mencakup flow controller (FC)
yang berfungsi untuk mengatur laju bahan pada bucket elevator dengan
mengatur jumlah putaran motor terhadap kecepatan elevator.
[image:40.595.117.439.201.419.2]FC
Gambar 6.3 Instrumentasi pada Bucket Elevator
4. Evaporator
Instrumen yang digunakan pada evaporator adalah Temperature Control (TC)
yang berfungsi untuk mengatur temperatur CPO yang merupakan media
pemanas yang akan masuk ke dalam evaporator.
Fluida Keluar
Fluida Keluar (Cairan) TC
Umpan Fluida Masuk
6.2 Keselamatan Kerja Pabrik
Keselamatan kerja adalah suatu usaha untuk mencegah terjadinya kecelakaan,
cacat ataupun kematian. Keselamatan kerja dan keamanan pabrik merupakan
faktor yang perlu diperhatikan secara serius. Keselamatan kerja merupakan
jaminan perlindungan bagi keselamatan karyawan dari bahaya cacat jasmani dan
kematian. Dalam hubungan ini bahaya yang dapat timbul dari mesin, bahan baku
dan produk, sifat zat, serta keadaan tempat kerja harus mendapat perhatian yang
serius sehingga dapat dikendalikan dengan baik untuk menjamin kesehatan
karyawan.
Makin tinggi tingkat keselamatan kerja dari suatu pabrik makin meningkat
pula aktivitas kerja para karyawan. Hal ini disebabkan karena keamanan kerja
sudah terjamin dan suasana kerja yang menyenangkan. Untuk mencapai hal
tersebut adalah menjadi tanggung jawab dan kewajiban para perancang untuk
merencanakannya sehingga bangunan yang dirancang dengan baik akan
menciptakan rasa aman bagi para pekerja. Dengan adanya keselamatan kerja
berarti para pekerja pabrik dan lingkungan sekitarnya dapat terhindar dari bahaya.
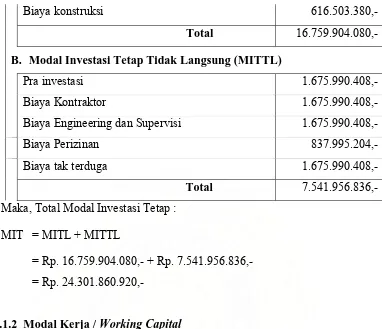
Statistik menunjukkan bahwa angka kecelakan rata-rata dalam pabrik
kimia relatif tidak begitu tinggi. Tetapi situasi beresiko memiliki bentuk khusus,
misalnya reaksi kimia yang berlangsung tanpa terlihat dan hanya dapat diamati
dan dikendalikan berdasarkan akibat yang akan ditimbulkannya.
Kesalahan-kesalahan dalam hal ini dapat mengakibatkan kejadian yang fatal (Bernasconi,
1995).
Dari 330 peristiwa
Cedera berat sampai cedera mematikan
Cedera ringan
Hanya kerusakan benda 300
[image:41.595.220.416.578.724.2]2 28
Kerusakan (badan atau benda) dapat terjadi secara tiba-tiba tanpa
dikehendaki dan diduga sebelumnya. Keadaan atau tindakan yang bertentangan
dengan aturan keselamatan kerja dapat memancing bahaya yang akut dan
mengakibatkan terjadinya kerusakan.
Hal-hal yang perlu dipertimbangkan pabrik untuk menjamin keselamatan
kerja, antara lain:
1. Menanamkan kesadaran akan keselamatan kerja bagi seluruh karyawan.
2. Memasang papan peringatan pada daerah proses yang rawan kecelakaan.
3. Memasang penerangan yang cukup dan sistem pertukaran udara/ventilasi yang
baik.
4. Menempatkan peralatan keselamatan dan pencegahan kebakaran di daerah
yang rawan akan kecelakaan atau kebakaran.
5. Memasang alarm (tanda bahaya), sehingga bila terjadi bahaya dapat segera
diketahui.
6. Menyediakan poliklinik dengan sarana yang memadai untuk pertolongan
sementara.
Berikut ini upaya-upaya pencegahan terhadap bahaya-bahaya yang
mungkin terjadi pada pra-rancangan pabrik pembuatan crude corn oil dari biji
jagung dapat dilakukan dengan cara :
1. Pencegahan terhadap kebakaran
• Memasang sistem alarm pada tempat yang strategis dan penting, seperti power station, laboratorium dan ruang proses.
• Mobil pemadam kebakaran harus selalu dalam keadaan siap siaga di fire station.
• Fire hydrant ditempatkan di daerah storage, proses, dan perkantoran.
• Fire extinguisher disediakan pada bangunan pabrik untuk memadamkan
api yang relatif kecil.
• Gas detector dipasang pada daerah proses, storage, dan daerah perpipaan dan dihubungkan dengan gas alarm di ruang kontrol untuk mendeteksi
• Smoke detector ditempatkan pada setiap sub-stasiun listrik untuk mendeteksi kebakaran melalui asapnya.
2. Memakai peralatan perlindungan diri
Di dalam pabrik disediakan peralatan perlindungan diri, seperti :
• Pakaian kerja
Pakaian luar dibuat dari bahan-bahan seperti katun, wol, serat sintetis, dan
asbes. Pada musim panas sekalipun tidak diperkenankan bekerja dengan
keadaan badan atas terbuka.
• Sepatu pengaman
Sepatu harus kuat dan harus dapat melindungi kaki dari bahan kimia dan
panas. Sepatu pengaman bertutup baja dapat melindungi kaki dari bahaya
terjepit. Sepatu setengah tertutup atau bot dapat dipakai tergantung pada
jenis pekerjaan yang dilakukan.
• Topi pengaman
Topi yang lembut baik dari plastik maupun dari kulit memberikan
perlindungan terhadap percikan-percikan bahan kimia, terutama apabila
bekerja dengan pipa-pipa yang letaknya lebih tinggi dari kepala, maupun
tangki-tangki serta peralatan lain yang dapat bocor.
• Sarung tangan
Dalam menangani beberapa bahan kimia yang bersifat korosif, maka para
operator diwajibkan menggunakan sarung tangan untuk menghindari
hal-hal yang tidak diinginkan.
• Masker
Berguna untuk memberikan perlindungan terhadap debu-debu yang
berbahaya ataupun uap bahan kimia agar tidak terhirup.
3. Pencegahan terhadap bahaya mekanis
• Sistem ruang gerak karyawan dibuat cukup luas dan tidak menghambat
kegiatan kerja karyawan.
4. Pencegahan terhadap bahaya listrik
• Setiap instansi dan alat-alat listrik harus diamankan dengan pemakaian sekering atau pemutus hubungan arus listrik secara otomatis lainnya.
• Sistem perkabelan listrik harus dipasang secara terpadu dengan tata letak pabrik, sehingga jika ada perbaikan dapat dilakukan dengan mudah.
5. Menerapkan nilai-nilai disiplin bagi karyawan
• Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang
diberikan dan mematuhi setiap peraturan dan ketentuan yang diberikan.
• Setiap kecelakaan kerja atau kejadian yang merugikan segera dilaporkan ke atasan.
• Setiap karyawan harus saling mengingatkan akan perbuatan yang dapat
menimbulkan bahaya.
• Setiap ketentuan dan peraturan harus dipatuhi. 6. Penyediaan poliklinik di lokasi pabrik
Poliklinik disediakan untuk tempat pengobatan akibat terjadinya kecelakaan
secara tiba-tiba, misalnya menghirup gas beracun, patah tulang, luka terbakar
pingsan/syok dan lain sebagainya.
Apabila terjadi kecelakaan kerja, seperti terjadinya kebakaran pada pabrik, maka hal-hal yang harus dilakukan adalah :
• Mematikan seluruh kegiatan pabrik, baik mesin maupun listrik.
• Mengaktifkan alat pemadam kebakaran, dalam hal ini alat pemadam
kebakaran yang digunakan disesuaikan dengan jenis kebakaran yang
terjadi, yaitu (Bernasconi, 1995):
Instalasi pemadam dengan air
Untuk kebakaran yang terjadi pada bahan berpijar seperti kayu, arang,
kertas, dan bahan berserat. Air ini dapat disemprotkan dalam bentuk
kabut. Sebagai sumber air, biasanya digunakan air tanah yang dialirkan
melalui pipa-pipa yang dipasang pada instalasi-instalasi tertentu di
sekitar areal pabrik. Air dipompakan dengan menggunakan pompa
terganggu apabila listrik pada pabrik dimatikan ketika kebakaran
terjadi.
Instalasi pemadam dengan CO2
CO2 yang digunakan berbentuk cair dan mengalir dari beberapa tabung
gas yang bertekanan yang disambung secara seri menuju nozel-nozel.
Instalasi ini digunakan untuk kebakaran dalam ruang tertutup, seperti
pada tempat tangki penyimpanan dan juga pemadam pada instalasi
listrik.
Keselamatan kerja yang tinggi dapat dicapai dengan penambahan nilai-nilai
disiplin bagi para karyawan, yaitu :
Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang
diberikan.
Setiap peraturan dan ketentuan yang ada harus dipenuhi.
Setiap kecelakaan atau kejadian yang merugikan harus segera
dilaporkan kepada pimpinan.
Setiap karyawan harus saling mengingatkan perbuatan yang dapat
menimbulkan bahaya.
Dilakukan kontrol secara periodik terhadap seluruh alat instalasi pabrik
BAB VII UTILITAS
Utilitas merupakan unit penunjang utama dalam memperlancar jalannya
suatu proses produksi. Dalam suatu pabrik, utilitas memegang peranan penting,
karena suatu proses produksi dalam suatu pabrik tidak akan berjalan dengan baik
tanpa utilitas. Oleh sebab itu, segala sarana dan prasarananya harus dirancang
sedemikian rupa sehingga dapat menjamin kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan Crude Corn Oil
dari biji jagung adalah sebagai berikut :
1. Kebutuhan Air
Kebutuhan air terdiri dari:
a. Kebutuhan air pendingin
b. Kebutuhan air laboratorium
c. Kebutuhan air domestik
2. Kebutuhan Bahan Kimia
3. Kebutuhan CPO sebagai media pemanas (Lampiran B)
4. Kebutuhan Tenaga Listrik
5. Kebutuhan Bahan Bakar
6. Sarana Pengolahan Limbah
7.1 Kebutuhan Air
Dalam proses produksi, air memegang peranan penting, baik untuk
kebutuhan proses maupun kebutuhan domestik. Adapun kebutuhan air pada
pabrik pembuatan Crude Corn Oil dari biji jagung adalah sebagai berikut:
[image:46.595.125.497.309.561.2]• Kebutuhan Air Pendingin
Tabel 7.1 Kebutuhan air pendingin pada Cooler (C-101)
No Nama Alat Kode Alat Kebutuhan (kg/jam)
1 Cooler C-101 75,1541
Air pendingin bekas digunakan kembali setelah didinginkan dalam menara
pendingin air. Dengan menganggap terjadi kehilangan air selama proses sirkulasi,
maka air tambahan yang diperlukan adalah jumlah air yang hilang karena
penguapan, drift loss, dan blowdown (Perry, 1999).
Air yang hilang karena penguapan dapat dihitung dengan persamaan ;
We = 0,00085 Wc (Pers.12-10, Perry, 1999)
Dimana :
Wc = Jumlah air pendingin yang diperlukan = 75,1541 kg/jam
T1 = Temperatur air pendingin masuk = 25 oC = 77 oF
T2 = Temperatur air pendingin keluar = 80 oC = 176 oF
Maka :
We = 0,00085 x 75,1541 x (176-77) = 6,3242 kg/jam
Air yang hilang karena drift loss biasanya 0,1 – 0,2 % dari air pendingin yang
masuk ke menara air (Perry, 1999). Diperkirakan drift loss 0,2 %, maka :
Wd = 0,002 x 6,3242 = 0,0126 kg/jam
Air yang hilang blowdown bergantung pada jumlah siklus sirkulasi air pendingin,
biasanya antara 3 – 5 siklus (Perry, 1999). Diperkirakan 5 siklus, maka :
Wb = kg jam
S We
/ 5811 , 1 1 5 6,3242
1= − =
−
Sehingga air tambahan yang diperlukan = 6,3242 + 0,0126 + 0,1,5811
= 7,9179 kg/jam
• Air untuk kebutuhan domestik
Kebutuhan air domestik meliputi :
Kebutuhan air rumah tangga, kantor, kantin dan lain-lainnya diperkirakan 10 %
dari air kebutuhan pabrik (Metcalf, 1991)
= 10 % x (75,1541kg/jam + 7,9179 kg/jam) = 8,3072 kg/jam
Kebutuhan air untuk laboratorium diperkirakan 10 % dari air kebutuhan pabrik
(Metcalf, 1991)
total air yang digunakan sebagai berbagai kebutuhan lainnya dalam
keberlangsungan proses ini adalah 8,3072 kg/jam + 8,3072 kg/jam = 16,6144
kg/jam
Maka total kebutuhan air yang diperlukan pada pengolahan awal tiap jamnya
adalah :
= air pendingin + air untuk berbagai kebutuhan + air tambahan
= 75,1541kg/jam + 16,6144 kg/jam + 7,9179 kg/jam
= 99,6864kg/jam
Kebutuhan air untuk membersihkan alat proses diperkirakan 20% dari total
kebutuhan air tiap jamnya.
= 20% x 99,6864kg/jam = 19,9373 kg/jam
Sehingga kebutuhan total air yang diperlukan adalah:
= 99,6864 kg/jam + 19,9373 kg/jam = 119,6237 kg/jam
Untuk faktor keamanan pada waktu pemompaan air sungai ditambahkan sebanyak
10 % dari jumlah air yang dipompakan. Maka banyak air yang dipompakan dari
sumur adalah : = (1 + 0,1) x 119,6237 kg/jam = 131,5861 kg/jam
Sumber air untuk pabrik pembuatan Crude Corn Oil ini berasal dari air
tanah yang diperoleh dengan membuat sumur bor. Kualitas air tanah Dairi sebagai
berikut:
Tabel.7.2 Kualitas Sumur Bor
No Parameter Kadar (mg/l)
1. pH 6,45
2. Magnesium (Mg) 2,43
3. Klorida (Cl) 8,00
4. Kalsium (Ca) 11,22
5. CO2 39,76
6. HCO3 64,86
7. Kesadahan 2,13
Untuk menjamin kelangsungan penyediaan air, maka di lokasi
pengambilan air dibangun fasilitas penampungan air (water intake) yang
merupakan tempat pengolahan air sumur bor. Pengolahan air pada pabrik ini
terdiri dari beberapa tahap, yaitu :
1. Pengendapan
2. Filtrasi
7.1.1 Pengendapan
Pengendapan merupakan tahap pertama dari pengolahan air. Pada bak
penampung, partikel – partikel padat akan mengendap secara grafitasi tanpa
bantuan bahan kimia sedangkan partikel – partikel yang lebih kecil akan terikut
bersama air menuju unit pengolahan selanjutnya.
7.1.2 Filtrasi
Filtrasi berfungsi untuk memisahkan flok dan koagulan yang masih terikut
bersama air. Pada proses ini juga dilakukan penghilangan warna air dengan
menambahkan karbon aktif pada lapisan pertama yaitu lapisan pasir. Penyaring
pasir (sandfilter) yang digunakan terdiri dari tiga lapisan yaitu :
a. Lapisan I terdiri dari pasir hijau (green sand) setinggi 24 in = 60,96 cm
b. Lapisan II terdiri dari antrakit setinggi 12,5 in = 31,75 cm
c. Lapisan III terdiri dari batu kerikil (gravel) setinggi 7 in = 17,78 cm
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan.
Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan
regenerasi secara berkala dengan cara pencucian balik ( back washing). Dari sand
filter, air dipompakan ke tangki utilitas-02, kemudian didistribusikan untuk
berbagai keperluan.
Untuk air domestik (laboratorium, kantin dan tempat ibadah, poliklinik serta
perkantoran) dilakukan proses klorinasi, yaitu mereaksikan air dengan klor untuk
membunuh kuman-kuman di dalam air. Klor yang digunakan biasanya berupa
kaporit, Ca(ClO)2. Khusus untuk air minum, setelah dilakukan proses klorinasi
diteruskan ke penyaring air (water treatment system) sehingga air yang keluar dari
dimasak terlebih dahulu. Saat ini telah tersedia beberapa jenis water treatment
system di pasaran, sehingga dapat dipilih salah satu yang memenuhi persyaratan.
Total kebutuhan air yang memerlukan proses klorinasi = 16,6144 kg/jam
Kaporit yang digunakan direncanakan mengandung klorin 70 % (Gordon, 1968)
Kebutuhan klorin = 2 ppm dari berat air yang diproses
Total kebutuhan kaporit = (2.10-6 x 16,6144 kg/jam)/0,7 = 0,00005 kg/jam
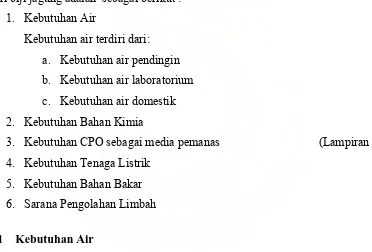
7.2 Kebutuhan Bahan Kimia
Kebutuhan bahan kimia untuk pengolahan air pada pabrik pembuatan crude
[image:50.595.130.516.295.669.2]corn oil dari biji jangung adalah sebagai berikut :
Tabel 7.3 Kebutuhan Bahan Kimia
No. Bahan Kimia Jumlah (Kg/jam)
3. Kaporit 0,00005
Total 0,00005
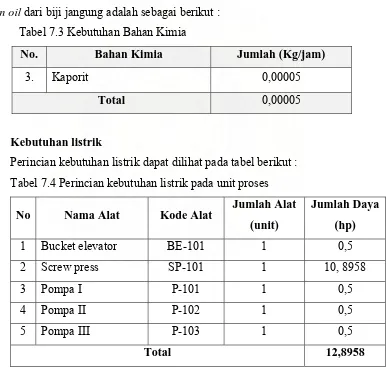
7.3 Kebutuhan listrik
Perincian kebutuhan listrik dapat dilihat pada tabel berikut :
Tabel 7.4 Perincian kebutuhan listrik pada unit proses
No Nama Alat Kode Alat Jumlah Alat (unit)
Jumlah Daya (hp)
1 Bucket elevator BE-101 1 0,5
2 Screw press SP-101 1 10, 8958
3 Pompa I P-101 1 0,5
4 Pompa II P-102 1 0,5
5 Pompa III P-103 1 0,5
Total 12,8958
Tabel 7.5 Perincian kebutuhan listrik pada unit utilitas
No Nama Alat Kode Alat Jumlah Alat (unit)
Jumlah Daya (hp)
1 Pompa I PU-01 1 0,5
2 Pompa II PU-02 1 0,5
3 Pompa III PU-03 1 0,5
4 Pompa IV PU-04 1 0,5
5 Pompa V PU-05 1 0,5
6 Pompa VI PU-06 1 0,5
7 Pompa VII PU-07 1 0,5
8 Pompa VIII PU-08 1 0,5
9 Pompa IX PU-09 1 0,5
10 Tangki Pelarut TP 1 0,5
Total 5
Maka jumlah keseluruhan kebutuhan listrik untuk pabrik adalah :
1. Unit proses = 12,8958 hp
2. Unit utilitas = 5 hp
3. Ruang kontrol dan laboratorium = 20 hp
4. Penerangan dan Kantor = 20 hp
5. Bengkel = 20 hp
6. Perumahan = 25 hp
Total kebutuhan listrik = 12,8958 + 5 + 20 + 20 + 20 + 25
= 102,8958 hp x 0,7457 kW/hp = 76,7294 kW
Untuk cadangan diambil 20 %, maka:
Listrik yang dibutuhkan = 1,2 x 76,7294 kW
= 92,0752 kW
Efisiensi generator : 80 % (Perry, 1997)
Maka : Daya output generator = 115,0941kW
8 , 0
kW 92,0752
7.4 Kebutuhan bahan bakar
Bahan bakar yang digunakan untuk pembangkit tenaga listrik adalah minyak
solar karena solar mempunyai nilai bakar yang tinggi.
Keperluan bahan bakar :
a. Bahan bakar untuk generator :
Nilai bahan bakar solar : 19.860 Btu/lbm (Perry,1997)
Densitas bahan bakar solar : 0,89 kg/l
Daya output generator : 115,0941 kW
Daya generator yang dihasilkan = 115,0941 kW x (3.413 Btu/jam)/kW
= 392.816,1633 Btu/jam
Daya yang dibutuhkan = 392.816,1633 Btu/jam x 0,0004
jam Btu
hp / = 157,1265 hp
Jumlah solar yang dibutuhkan untuk bahan bakar generador adalah :
jam Btu
jam Btu / 19860
/ 33 392.816,16
x 0,45359 lbm
kg x
l kg/ 89 , 0
1
= 10,0805 liter/jam
b. Bahan bakar untuk burner
Nilai bahan bakar solar : 19.860 Btu/lbm
(Perry,1997)
Densitas bahan bakar solar : 0,89 kg/l
Jumlah panas yang dibutuhkan, Q = 258.686,3392kJ/ jam
Jumlah bahan bakar solar yang dibutuhkan adalah :
jam liter l
kg x
lbm kg x
lbm Btu
jam Btu
/ 6385 , 6 / 89 , 0
1 45359
, 0 /
19860
/ 92 258.686,33
=
Maka total solar yang digunakan = 10,0805 l/jam + 6,6385 l/jam
7.5 Unit Pengolahan Limbah
Limbah suatu pabrik harus diolah sebelum dibuang ke badan air atau
atmosfer, karena limbah mengandung bermacam-macam zat yang dapat
membahayakan alam sekitarnya maupun manusia itu sendiri, seperti : metil ester,
gliserol, etanol, sabun, KOH, trigliserida, asam palmitat, dan lain-lain. Demi
kelestarian lingkungan hidup, maka setiap pabrik harus mempunyai unit
pengolahan limbah.
Sumber-sumber limbah cair pabrik pembuatan biodiesel ini meliputi:
1. Limbah cair hasil sisa proses produksi
Dari proses pabrik tidak ada limbah yang terbuang, tetapi bila terjadi
kebocoran dianggap sebagai limbah.
2. Limbah cair hasil pencucian peralatan pabrik
Limbah ini diperkirakan mengandung kerak dan kotoran-kotoran yang
melekat pada peralatan pabrik.
3. Limbah laboratorium
Limbah yang berasal dari laboratorium ini mengandung bahan-bahan kimia
yang digunakan untuk menganalisa mutu bahan baku yang dipergunakan
untuk penelitian dan pengembangan proses.
4. Limbah domestik
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari
kamar mandi di lokasi pabrik, serta limbah dari kantin berupa limbah padat
dan limbah cair.
Perhitungan untuk Sistem Pengolahan Limbah
Diperkirakan jumlah air buangan pabrik:
• Dari pencucian peralatan pabrik
Limbah cair hasil pencucian peralatan pabrik = 100 liter/jam
• Dari laboratorium diperkirakan = 50 liter/jam
• Limbah domestik dan kantor
Diperkirakan air buangan tiap orang untuk:
- Domestik = 20