PRA RANCANGAN PEMBUATAN MOLASES
PADA PABRIK GULA
DENGAN KAPASITAS PRODUKSI
6000 TON/HARI
KARYA AKHIR
DISUSUN OLEH:
NIM : 025201039
DEBI HARYANTO
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
INTISARI
Pra Rancangan Pembuatan Molases Pada Pabrik Gula direncanakan
beroperasi dengan kapasitas 6000 ton/hari dan diharapkan dapat dikembangkan
menjadi komoditi ekspor.
Lokasi pabrik direncanakan di Kawasan Industri Medan II Kotamadya Medan
Provinsi Sumatera Utara dan luas tanah yang dibutuhkan 11.050 m2
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik berjumlah 104
orang dengan bentuk organisasi Perseroan Terbatas ( PT ). Struktur organisasi berupa
sistem organisasi garis dan staf yang dipimpin oleh seorang direktur. Hasil analisa
ekonomi terhadap Pra Rancangan Pabrik Pembuatan Molases Pada Pabrik Gula ini
adalah sebagai berikut :
.
- Total Modal Investasi : Rp. 3.621.550.003.000,-
- Hasil Penjualan : Rp. 2.936.530.258.000,-
- Total Biaya Produksi : Rp. 2.789.249.365.000,-
- Profit Margin (PM) : 5,15 %
- Break Event Point (BEP) : 15,47 %
- Return Of Investment (ROI) : 3.51 %
- Pay Out Time (POT) : 2.86 tahun
- Internal Rate of Return (IRR) : 26,58 %
Dari hasil analisis ekonomi dapat disimpulkan bahwa Pra Rancangan
DAFTAR ISI
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... viii
BAB I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-3
1.3. Tujuan Perancangan Pabrik... I-3
1.4. Manfaat Rancangan ... I-4
BAB II TINJAUAN PUSTAKA ... II-1
2.1. Proses Pembuatan gula ... II-1
2.2. Deskripsi ... II-7
2.3. Gula ... II-9
2.4. Molases ... II-11
BAB III NERACA MASSA ... III-1
3.1. Vacuum Pan 01 ... III-1
3.2. Centrifugal 01... III-1
3.3. Vacuum Pan 02 ... III-1
3.4. Centrifugal 02... III-2
3.5. Mixer 01 ... III-2
3.6. Mixer 02 ... III-2
3.7. Vacuum Pan 03 ... III-3
3.2. Centrifugal 03... III-3
BAB IV NERACA PANAS ... IV-1
4.1. Vacuum Pan 01 ... IV-1
4.2. Vacuum Pan 02 ... IV-1
4.3. Vacuum Pan 03 ... IV-2
BAB V SPESIFIKASI ALAT ... V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1. Instrumentasi ... VI-1
6.2. Keselamatan Kerja ... VI-8
BAB VII UTILITAS ... VII-1
7.1. Kebutuhan Uap (Steam) ... VII-1
7.2. Kebutuhan Air ... VII-2
7.3. Kebutuhan Bahan Kimia ... VII-14
7.4. Kebutuhan Listrik... VII-15
7.5. Kebutuhan Bahan Bakar ... VII-16
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1. Lokasi Pabrik ... VIII-1
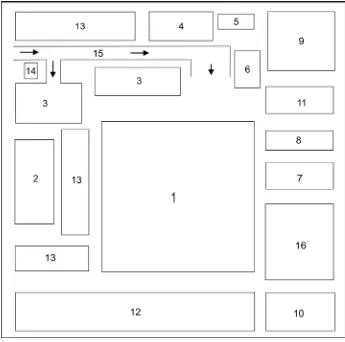
8.2. Tata Letak Pabrik ... VIII-3
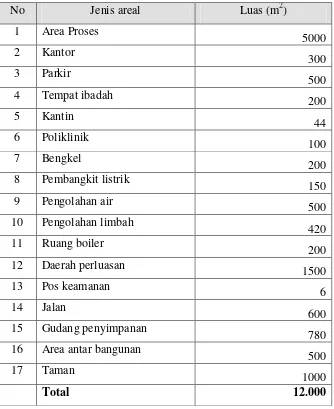
8.3. Perincian Luas Tanah ... VIII-5
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
9.1. Pengertian Organisasi dan Manajemen ... IX-1
9.2. Bentuk Badan Usaha ... IX-1
9.3. Struktur Organisasi ... IX-2
9.4. Tugas, Wewenang dan Tanggung Jawab ... IX-3
9.5. Sistem Kerja dan Jam Kerja ... IX-10
BAB X ANALISA EKONOMI ... X-1
10.1. Modal Investasi ... X-1
10.2. Biaya Produksi Total ... X-3
10.3. Total Penjualan... X-3
10.4. Perkiraan Rugi/Laba Perusahaan ... X-5
10.5. Analisa Asek Ekonomi ... X-5
BAB XI KESIMPULAN ... XI-1
DAFTAR PUSTAKA ... x
LAMPIRAN A. PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN D. PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS..LD-1
DAFTAR TABEL
Tabel 2.1. Kebutuhan molases ... II-3
Tabel 3.1. Pada vacum Pan 01 ... III-1
Tabel 3.2. Pada Centrifugal 01 ... III-1
Tabel 3.3. Pada vacum Pan 02 ... III-1
Tabel 3.4. Pada Centrifugal 02 ... III-2
Tabel 3.5. Pada Mixer 01 ... III-2
Tabel 3.6 Pada Mixer 02 ... III-2
Tabel 3.7. Pada vacum Pan 03 ... III-3
Tabel 3.8. Pada Centrifugal 03 ... III-3
Tabel 4.1. Neraca Panas Pada vacum Pan 01... IV-1
Tabel 4.2. Neraca Panas Pada vacum Pan 02... IV-1
Tabel 4.3. Neraca Panas Pada vacum Pan 03... IV-4
Tabel 4.4. Neraca Panas Pada Kondenser 01 ... IV-5
Tabel 6.1. Daftar penggunaan alat instrument ... VI-7
Tabel 7.1. Kebutuhan uap ... VII-1
Tabel 7.2. Kebutuhan air pendingin ... VII-2
Tabel 7.3. Perkiraan kebutuhan air pabrik ... VII-5
Tabel 7.4. Sifat fisika air bawah tanah ... VII-5
Tabel 7.5. Kandungan Kimia air bawah tanah ... VII-6
Tabel 8.3. Perincian luas tanah ... VIII-5
Tabel 9.1. Perkiraan jumlah Tenaga Kerja... IX-10
Tabel 10.1. Modal Investasi Tetap ... X-2
Tabel 10.2. Modal Kerja ... X-3
Tabel 10.3. Biaya Tetap ... X-4
Tabel 10.4. Biaya Variabel... X-4
Tabel LA.1 Pada vacum Pan 01 ... LA-1
Tabel LA.2 Pada Centrifugal 01 ... LA-4
Tabel LA.6 Pada Mixer 02 ... LA-8
Tabel LA.7 Pada vacum Pan 03 ... LA-10
Tabel LA.8 Pada Centrifugal 03 ... LA-11
Tabel LB.1 Bahan masuk dari Vakum Pan 01 ... LB-2
Tabel LB.2 Bahan Keluar dari Vakum Pan 01 ... LB-2
Tabel LB.3 Bahan masuk dari Vakum Pan 02 ... LB-3
Tabel LB.4 Bahan Keluar dari Vakum Pan 02 ... LB-3
Tabel LB.5 Bahan masuk dari Vakum Pan 03 ... LB-5
Tabel LB.6 Bahan Keluar dari Vakum Pan 03 ... LB-5
Tabel LB.7 Bahan Masuk dari Kondenser 01 ... LB-6
DAFTAR GAMBAR
Gambar 8.1 Tata letak pabrik ... VIII-6
Gambar 9.1 Struktur organisasi perusahaan... IX-12
Gambar LA.1 Neraca Massa pada Vakum Pan 01 ... LA-2
Gambar LA.2 Neraca Massa pada Centrifugal 01 ... LA-3
Gambar LA.3 Neraca Massa pada Vakum Pan 02 ... LA-4
Gambar LA.4 Neraca Massa pada Centrifugal 02 ... LA-5
Gambar LA.5 Neraca Massa pada Mixer 01 ... LA-6
Gambar LA.6 Neraca Massa pada Mixer 02 ... LA-8
Gambar LA.7 Neraca Massa pada Vakum Pan 03 ... LA-9
Gambar LA.8 Neraca Massa pada Centrifugal 03 ... LA-10
Gambar LB.1 Neraca Energi pada Vakum Pan 01 ... LA-1
Gambar LB.2 Neraca Energi pada Vakum Pan02 ... LA-3
Gambar LB.3 Neraca Energi pada Vakum Pan 03 ... LA-4
Gambar LB.4 Neraca Energi pada Kondenser 01 ... LA-6
DAFTAR TABEL
Tabel 2.1. Beda Tebal Tempurung dari Berbagai Tipe Kelapa Sawit ... II-2
Tabel 2.2. Sifat-sifat minyak kelapa sawit dan minyak inti sawit ... II-8
Tabel 2.3. Komposisi Asam Lemak ... II-9
Tabel 3.1. Neraca Massa pada Filter Press ... III-1
Tabel 3.2. Neraca Massa pada Tangki Kristalisasi ... III-1
Tabel 3.3. Neraca Massa pada Heat Exchanger ... III-2
Tabel 3.4. Neraca Massa pada Bak Penampungan ... III-2
Tabel 4.1. Neraca Panas pada Tangki RBDPO ... IV-1
Tabel 4.2. Neraca Panas pada Heat Exchanger ... IV-1
Tabel 4.3. Neraca Panas pada Tangki Kristalisasi ... IV-2
Tabel 4.4. Neraca Panas pada Bak Penampung ... IV-2
Tabel 7.1. Mutu Air Sumur Bor Besitang ... VII-4
Tabel 8.1. Perincian Luas Tanah Pabrik ... VIII-4
Tabel 9.1. Jumlah Tenaga Kerja Beserta Tingkat Pendidikannya ... IX-9
Tabel LA.1 Komposisi asam lemak bebas minyak sawit ... LA-1
Tabel LA.2 Neraca massa Pada Filter Press ... LA-3
Tabel LA.3 Neraca Neraca Masa Pada Tangki Kristalisasi ... LA-4
Tabel LA.4 Neraca Neraca Masa Pada Heat Exchanger ... LA-4
Tabel LA.5 Neraca Neraca Masa Pada Bak Penampung ... LA-5
Tabel LB.1 Harga cp Setiap Gugusan ... LB-1 Tabel LB.2 Neraca Panas Masuk Pada Tangki RBDPO... LB-2
Tabel LB.3 Neraca Panas Keluar Dari Tangki RBDPO ... LB-3
Tabel LB.4 Neraca Panas Masuk Pada Heat Exchanger... LB-4
Tabel LB.5 Neraca Panas Keluar Dari Heat Exchanger ... LB-5
Tabel LB.6 Neraca Panas Tahap I Pada Tangki Kristalisasi ... LB-6
Tabel LB.7 Neraca Panas Tahap II Pada Tangki Kristalisasi ... LB-7
Tabel LB.8 eraca Panas Masuk Pada Bak Penampung ... LB-8
Tabel LC.1 Densitas bahan dalam tangki molase ... LC-1
Tabel LC.2 Densitas bahan dalam reactor ... LC-3
Tabel LC.3 Densitas bahan dalam tangki penampung fermentasi ... LC-12
Tabel LC.4 Densitas filtrat pada filter press I ... LC-16
Tabel LC.5 Densitas cake pada filter press I... LC-17
Tabel LC.6 Densitas filtrat pada filter press II ... LC-18
Tabel LC.7 Densitas cake pada filter press II ... LC-18
Tabel LC.8 Komposisi bahan pada alur Vd ... LC-29
Tabel LC.9 Komposisi bahan pada alur Lb ... LC-29
Tabel LC.10 Deskripsi Kondensor ... LC-34
Tabel LC.11 Komposisi Distilat ... LC-39
Tabel LC.12 Deskripsi Reboiler ... LC-47
Tabel LC.13 Deskripsi Heater... LC-55
Tabel LD.1 Perhitungan Entalpi dalam Penentuan Tinggi Menara Pendingin LD-17
Tabel LE.1 Perincian harga bangunan ... LE-2
Tabel LE.2 Data Indeks Harga Chemical Engeneering (CE) ... LE-3
Tabel LE.3 Perkiraan Harga Peralatan Proses ... LE-6
Tabel LE.4 Perkiraan Harga Peralatan Utilitas ... LE-7
Tabel LE.5 Biaya Sarana Transportasi... LE-9
Tabel LE.6 Perincian Gaji Pegawai ... LE-13
Tabel LE.7 Perincian Biaya Kas ... LE-14
Tabel LE.8 Perincian Modal Kerja ... LE-15
Tabel LE.9 Perkiraan Biaya Depresiasi ... LE-17
INTISARI
Pra Rancangan Pembuatan Molases Pada Pabrik Gula direncanakan
beroperasi dengan kapasitas 6000 ton/hari dan diharapkan dapat dikembangkan
menjadi komoditi ekspor.
Lokasi pabrik direncanakan di Kawasan Industri Medan II Kotamadya Medan
Provinsi Sumatera Utara dan luas tanah yang dibutuhkan 11.050 m2
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik berjumlah 104
orang dengan bentuk organisasi Perseroan Terbatas ( PT ). Struktur organisasi berupa
sistem organisasi garis dan staf yang dipimpin oleh seorang direktur. Hasil analisa
ekonomi terhadap Pra Rancangan Pabrik Pembuatan Molases Pada Pabrik Gula ini
adalah sebagai berikut :
.
- Total Modal Investasi : Rp. 3.621.550.003.000,-
- Hasil Penjualan : Rp. 2.936.530.258.000,-
- Total Biaya Produksi : Rp. 2.789.249.365.000,-
- Profit Margin (PM) : 5,15 %
- Break Event Point (BEP) : 15,47 %
- Return Of Investment (ROI) : 3.51 %
- Pay Out Time (POT) : 2.86 tahun
- Internal Rate of Return (IRR) : 26,58 %
Dari hasil analisis ekonomi dapat disimpulkan bahwa Pra Rancangan
BAB I
PENDAHULUAN
1.1 Latar Belakang
Gula mempunyai posisi penting dalam tata gizi masyarakat Indonesia, karena
gula merupakan sumber kalori yang efektif dan sekaligus memberikan rasa manis
yang sangat diperlukan manusia. Konsumsi gula tidak hanya dalam bentuk gula
sentrifugal (gula pasir), tetapi juga gula non sentrifugal (gula merah, gula kelapa,
gula aren dan sebagainya) yang diproduksi secara tradisional. Fungsi gula sebagai
sumber rasa manis akhir – akhir ini banyak digantikan bahan pemanis buatan seperti
siklamat, sakarin, aspartam dan sebagainya.
Kebanyakan orang kurang menyadari bahwa penggunaan bahan pemanis tak
berkalori seperti pemanis buatan itu mengurangi jumlah kalori yang diserap tubuh.
Sebagai gugus kimia yang terdiri dari unsur C (karbon), H (hidrogen) dan O
(oksigen) gula memiliki kadar kalori yang cukup tinggi yaitu sekitar 3950 kalori per
gram gula. Kadar kalori gula hampir sama dengan kadar kalori zat tepung 4180
kalori per gram. ( Prabowo, 1992 )
Meskipun gula merupakan bahan pangan yang penting dalam tata gizi
masyarakat, tetapi kebanyakan orang baru mampu mengkomsumsi gula dalam
jumlah yang hanya memberikan sumbangan 5,5 % terhadap penyediaan kalori secara
keseluruhan. Dengan makin meningkatnya pendapatan masyarakat, diharapkan
komsumsi gula meningkat pula sehingga dapat memberikan konstribusi dalam
perbaikan gizi penduduk.
Pengolahan tebu menjadi gula dilakukan dengan proses yang pertama yaitu
tebu dimasukkan ke unit stasiun penggilingan dengan lima kali proses penggilingan
dan air tebu yang dihasilkan dari stasiun penggilingan itulah yang disebut dengan
nira. Kemudian nira dialirkan ke unit stasiun penguapan (evaporator) yang gunanya
untuk menghasilkan nira yang lebih kental, setelah itu dipompakan pada unit stasiun
masakan / pengkristalan dan dilanjutkan pada unit stasiun putaran / sentrifugal yang
Dari proses tersebut di atas, dihasilkan produk utama berupa kristal gula
putih yang di pasar dikenal dengan sebutan SHS (Superieure Hoofd Suiker) atau
Plantation White Sugar. Kadang – kadang dihasilkan pula gula dengan mutu yang
lebih rendah, misalnya HS (Hoofd Suiker) yang dewasa ini umumnya tidak
dipasarkan. Selain gula kristal, pengolahan tebu menjadi gula menghasilkan pula
tetes (molases) yang digunakan sebagai bahan dasar pembuatan kecap dan bahan
baku pabrik alkohol / spiritus serta Mono Sodium Glutamat (MSG) di dalam negeri
ataupun di ekspor. Dari tabel di bawah ini dapat dilihat bahwa permintaan molases
setiap tahunnya semakin meningkat di seluruh dunia.
Tabel 1.1. Kebutuhan Molases di seluruh Dunia
Tahun Kebutuhan (Ton) Produksi (Ton)
1989 74.400 428.200
1990 697.300 269.500
1991 626.700 121.900
1992 860.700 371.700
1993 910.000 277.800
1994 1.048.000 434.594
1995 1.100.000 514.470
1996 1.200.000 670.000
(Sumber: Hugot, 1986)
1.2 Perumusan Masalah
Adapun rumusan masalah pada Pra Rancangan Pembuatan Molases Pada
Pabrik Gula ini adalah untuk mengetahui bagaimana terbentuknya proses pembuatan
molases pada stasiun kristalisasi (masakan) dan stasiun putaran pada pabrik gula.
1.3 Tujuan Perancangan Pabrik
Sebagai ilmu keteknikan, Teknologi Kimia Industri membidangi perancangan
(design) konstruksi, operasi peralatan, serta proses pengolahan bahan mentah dan
bahan pendukung menjadi produk yang berdaya guna untuk bahan baku bagi proses
rancangan unit utilitas ini adalah untuk mengaplikasikan ilmu Teknologi Kimia
Industri yang meliputi neraca massa, neraca energi, operasi teknik kimia, dan bagian
ilmu Teknologi Kimia Industri lainnya yang penyajiannya disajikan pada Pra
Rancangan Pembuatan Molases Pada Pabrik Gula. Bahan baku yang digunakan pada
kapasitas tebu sebesar 6000 ton/hari.
1.4 Manfaat Rancangan
Manfaat dari Pra Rancangan Molases Pada Pabrik Gula dalam tugas akhir ini
adalah memaparkan bagaimana pembentukan Molases pada pabrik gula berdasarkan
: Perhitungan neraca massa dan neraca energi,penentuan spesifikasi peralatan yang
diperlukan untuk proses produksi maupun proses pendukung produksi, penentuan
instrumentasi dan keselamatan kerja yang dibutuhkan, penentuan kulitas,penentuan
menajemen organisasi perusahaan yang diperlukan demi kelancaran
BAB II
TINJAUAN PUSTAKA
2.1 Proses Pembuatan Gula
Pabrik gula adalah suatu pabrik yang berperan mengubah bahan baku tebu
menjadi kristal produk yang memenuhi syarat.
Di dalam proses kristalisasi dilakukan dengan cara mengkristalkan
sukrosa yang terdapat di dalam nira kental / stroop pada suatu bejana dan
mengusahakan agar :
• Hasil memenuhi syarat dan kualitas
• Biaya operasi yang rendah / ekonomis
• Kehilangan sukrosa serendah – rendahnya
• Hasil tidak menyulitkan proses selanjutnya.
Sehingga di dalam operasinya dilakukan langkah – langkahsebagai berikut :
• Proses dilaksanakan dengan tekanan yang direndahkan (vacum)
• Proses dilaksanakan secara bertingkat.
2.1.1 Mekanisme Pengkristalan
Nira kental merupakan bahan pokok yang digunakan di dalam proses
kristalisasi, yang memiliki konsentrasi mendekati jenuh dimana jarak antara
molekul – molekul sukrosa masih cukup jenuh sehingga satu sama lain belum
Dengan adanya penguapan air maka jarak antara molekul – molekul
sukrosa akan saling berdekatan dan pada saat mencapai suatu keadaan yang lewat
jenuh maka molekul akan saling membentuk rantai.
Dengan semakin tingginya konsentrasi maka rantai-rantai molekul akan
membentuk inti – inti kristal.
Faktor-faktor yang mempengaruhi kecepatan kristalisasi :
a. Konsentrasi Larutan
Agar dicapai proses penempelan yang lebih cepat maka perlu di
usahakan agar larutan pada kejenuhan yang tinggi karena pada
keadaan ini kandungan sukrosanya lebih besar dibandingkan bila pada
kejenuhan yang lebih rendah sehingga proses penempelan pada inti
kristal lebih cepat.
b. Kandungan Kotoran
Adanya kotoran yang terdapat di dalam bahan akan menyebabkan
naiknya viskositas sehingga berakibar turunnya nilai kemurnian, hal
ini akan mengakibatkan rendahnya kecepatan kristalisasi.
c. Bahan Pemanas
Merupakan bahan yang sangat diperlukan guna menguapkan air yang
dikandung oleh larutan, dapat menimbulkan sirkulasi yang sangat
diperlukan dalam proses kristalisasi.
d. Jenis Alat
Bejana tipe Serpentin umumnya akan lebih lama waktu masaknya
yang kadang – kadang sulit untuk dapat dipenuhi pada pabrik – pabrik
gula yang lama. (Kusumadiyono,1982)
2.1.2 Proses Kristalisasi Pada Pabrik Gula
Proses kristalisasi pada pabrik gula dilakukan sebanyak 3 tahap yaitu A,
B dan D. Dimana gula A dan B yang dihasilkan diambil sebagai gula produk.
Masakan D diputar dua kali dan gula D yang dihasilkan merupakan
babonan (bibit) untuk masakan A dan B. Pembuatan bibit masakan D
menggunakan bibit fondan pan masakan (vacum pan) berjumlah 5 buah dimana 3
buah dapat digunakan untuk masakan A dan B, dan 2 buah lagi untuk masakan D.
Kedua pan yang digunakan untuk masakan D tersebut dilengkapi dengan
pengaduk untuk membantu sirkulasi pada masakan D tersebut. Masakan D juga
dibantu oleh 1 buah palung penyimpangan bibit (Vacum Seed Crystalizer) yang
volumenya 300 Hl (Hekto Liter). Proses kristalisasi dimulai dengan membuat
bibit masakan D (masakan D2) dengan bibit fondan, kemudian dibesarkan terus
sampai penuh 500 Hl. Masakan D2 ini dipecah menjadi 2 pan masing-masing 250
Hl. Masakan yang 250 Hl tersebut dapat dipindahkan ke pan lain yang kosong
atau dipindahkan ke Seed Vessel.
Untuk masakan A dan B yang menggunakan bibit babonan, pertama
dilakukan adalah pembuatan bibit A/B. Apabila bibit sudah penuh sekitar 500 Hl
bibit tersebut dipecah menjadi 2 pan, masing – masing 250 Hl, kemudian kedua
bibit dalam 2 pan tersebut dapat diteruskan untuk 1 masakan A dan 1 masakan B
dengan menambah nira kental untuk masakan A dan stroop A dan untuk masakan
2.1.3 Cara Memasak Pada Pabrik Gula
2.1.3.1Cara Memasak A
Masakan A berasal dari bibit yang dibentuk oleh kristal gula D2 dan nira
kental. Pembuatan bibit dilaksanakan dengan terlebih dahulu menarik sejumlah
nira kental guna dipekatkan hingga berada pada daerah meta mantap (larutan tebal
membentuk benang ± 2 cm), kemudian dimasukkan sejumlah kristal gula D2
kg i dikehendak kristal
diameter
D kristal diameter
x masakan dalam
Kristal
Berat ( 2 )
yang
telah diperhitungkan berdasarkan :
dimana : berat kristal dalam masakan = berat masakan x brix masakan x kristal %
brix
Bila bibit telah siap maka dapatlah dilaksanakan proses masakan A
dengan cara memasukkan bibit tersebut ke dalam pan kemudian ditambahkan nira
kental atau memasukkan lebih dahulu nira kental untuk dipekatkan hingga berada
pada daerah meta mantap kemudian dimasukkan bibit.
Nira kental ditambahkan secara periodik guna menjaga agar kecepatan
kristalisasi tetap tinggi hingga diperoleh ukuran kristal yang diharapkan. Untuk
pelaksanaan pencucian maupun air sirkulasi dapat dilaksanakan bila memang
karena suatu keadaan yang memaksa harus mengadakan tindakan tersebut, karena
2.1.3.2Cara Memasak B
Proses memasak B hampir sama dengan memasak A dan sebagai
bahannya juga dimasukkan stroop. Adapun langkah – langkahnya adalah sbb:
a. Mula – mula ditarik sejumlah nira kental guna dipadatkan hingga
membentuk benangan ± 2 cm.
b. Kemudian dimasukkan sejumlah bibit yang telah siap untuk proses
kristalisasi selanjutnya.
c. Ditambahkan larutan kembali dan dimasukkan nira kental hingga
tercapai volume masakan 150 Hl.
d. Kemudian dilaksanakan analisa sogokan guna mengendalikan HK
(Harkat Kemurnian) dari masakan dan menentukan bahan yang
ditambahkan hingga volume efektif yaitu 180 Hl.
e. Pada setiap penambahan stroop hampir selalu diikuti dengan langakah
pencucian karena adanya kristal – kristal yang terbawa oleh stroop.
f. Amati dengan mikroskop hingga terbentuk inti – inti kristal.
g. Tambahkan air sebagai air sirkulasi sampai masakan akan menarik
kembali bahan (stroop) dimana kristal sudah cukup kuat.
h. Setelah dicapai volume masakan 150 Hl diadakan analisa sogokan
guna mengendalikan HK masakan.
i. Tambahkan bahan berdasarkan dari analisa sogokan dimana setiap
penambahan stroop diikuti dengan air pencuci.
j. Setealah masakan mencapai volume 180 Hl, dilakukan memasak tua
hingga dicapai brix ≥ 99.
2.1.3.3Pembuatan Bibit D (Masakan D2
Pembuatan bibit D mengguanakan bibit pondan, pembuatan bibit D akan
memakan waktu yang lebih lama dari pembuatan bibit A/B disebabkan HK bahan
yang lebih rendah.
Proses masak D dimulai dari pembersihan pan dari pasir – pasir halus,
bahan masakan ditarik berupa stroop A sebanyak 200 HK dan stroop B 50 Hl.
Bahan tersebut dikentalkan dengan membuka uap pemanas maksimum agar
proses penguapan berlangsung cepat.
Penguapan terus dilanjutkan sampai daerah mata mantap dimana
panjangnya kira – kira 2,5 – 3 cm. Pada konsentrasi batas tersebut pondan
kemudian dimasukkan, sementara itu uap pemanas dikecilkan sampai tekanan 0,1
– 0,2 kg/cm
)
2
dan kekentalan ditahan tetap dengan memberikan air dimana
molekul – molekul sakarosa hanya mampu menempel pada inti kristal yang sudah
ada.
Contoh masakan terus dilihat air sirkulasi, bila sudah tampak kristal yang
sesuai dengan yang dikehendaki ukuran dan bentuknya maka sirkulasi air ditutup.
Uap pemanas diperbesar sedikit demi sedikit dan pasir terus dibesarkan dan bila
ada pasir halus segea dicuci. Bila stroop sudah tipis dan pasir sudah rapat,
penarikan stroop B dilakukan secukupnya.
Penguapan dilanjutkan kembali dan penarikan stroop B ini dilakukan
bertahap sampai volume 500 Hl. Penarikan stroop B dan pemberian air sirkulasi
dilakukan seimbang dengan kecepatan penguapan sehingga tidak timbul pasir
2.1.3.4Cara Memasak D
Volume masakan D berasal dari bbit D2
2.2 Deskripsi
yang besarnya adalah 250 Hl,
kemudian diadakan analisa sogokan untuk menentukan jumlah penarikan stroop B
dan klare D dalam mencapai HK yang diinginkan.
Bibit yang berjumlah 250 Hl dibersihkan dari pasir halus dan uap pemanas
dibuka sedikit. Bila sudah bersih stroop B ditarik 10 Hl sesuai perhitungan
kemudian dilanjutkan dengan penarikan klare D secukupnya.
Penguapan dilanjutkan dan diusahakan kecepatan penempalan pada kristal
sesuai dengan kecepatan penguapan caranya dengan memberi sedikit sirkulasi dan
jangan membuka uap terlalu besar agar berada pada daerah mantap.
Kemudian contoh diperiksa, bila ada pasir palsu segera dicuci sampai
bersih, kemudian diuapkan lagi dan ditambahkan lagi klare D secukupnya, begitu
seterusnya sampai volume masakan 500 Hl. Masakan dituakan dan bila batas
dinding kristal dengan larutan sudah sangat tipis sekali masakan segera
diturunkan. (Kusumadiyono, 1982)
Nira kental yang mengandung 15 % kandungan air dan 85 % nira dialirkan
secara gravitasi ke dalam vacum pan 01 dengan suhu 300C. Untuk mencapai kondisi vacum pan 01 menggunakan saturated steam yang masuk pada suhu
980C,dari suhu vacum pan 01 steam keluar sebagai kondensat pada suhu 700 Vacum pan 01 dengan adanya steam akan menurunkan kandungan air pada
besar akan mengakibatkan terikutnya nira dalam proses penarikan air pada vacum
pan 01 yang dilakukan pada kondisi vacum.
Nira kental dengan kandungan air 14,36 % dan nira sebesar 85,64 %
dialirkan secara gravitasi ke dalam sentrifugal 01 untuk memisahkan antara air,
nira dan nira padat. Kandungan nira padat dialirkan ke mixer 01 untuk dicairkan,
sementara kandungan nira 85,64 % yang masih mengandung air dialirkan ke
dalam vacum pan 02 untuk diturunkan kandungan airnya dengan suhu 650C. Untuk mencapai kondisi vacum pan 02 digunakan Saturated steam yang masuk
pada suhu 980C dan steam keluar sebagai kondensat pada suhu 800C.
Nira kental yang mengandung air 14,74 % dan nira sebesar 85,25 % yang
kandungan airnya sudah diturunkan pada vacum pan 02 dialirkan secara gravitasi
ke dalam sentrifugal 02 dengan kandungan nira 14,11 % air dan nira sebesar
85,89 %. Kandungan nira padat dialirkan ke mixer 01 untuk dicairkan, sementara
nira yang mengandung air dialirkan melalui vacum pan 03 dengan suhu 750C yang menggunakan Saturated steam yang masuk pada suhu 980C dan steam keluar sebagai kondensat pada suhu 900
Dalam sentrifugal 03 yang mengandung nira 11,19 % air dan nira sebesar
88,81 % yang dialirkan dari vacum pan 03 dengan kandungan nira kental 14,47 % C.
Kandungan nira padat dari mixer 01 dialirkan secara gravitasi pada mixer 02
dengan kandungan nira 5 % air dan nira sebesar 95 %. Dalam hal ini nira padat
yang terdapat pada Mixer 01 yang dialirkan secara gravitasi pada mixer 02
dikatakan Molases yang mengandung nira 10,48 % air dan nira sebesar 89,16 %
kondensat pada suhu 90 0C serta mixer 02 dihomogenkan dan kemudian didinginkan pada condensor dengan suhu 90 0C dan digunakan air pendingin masuk dengan temperatur 25 0C dan keluar pada temperatur 30 0C, sehingga suhu molases yang dihasilkan berada pada suhu kamar agar proses pendistribusiannya
lebih mudah. Molases yang sudah diproduksi pada suhu kamar ini kemudian
disimpan dalam tangki penyimpanan sebelum didistribusikan kepada konsumen.
2.3 Gula Sebagai Sumber Kalori
Gula pasir mempunyai posisi penting dalam tata gizi masyarakat
Indonesia, karena gula merupakan sumber kalori yang efektif dan sekaligus
memberikan rasa manis yang sangat diperlukan manusia. Rasa manis itu
memberikan rangsangan bagi peningkatan konsumsi bahan lain yang diperlukan
tubuh manusia, karena umumnya manusia sangat menyukai rasa tersebut.
Fungsi gula akhir-akhir ini banyak digantikan bahan pemanis buatan,
seperti siklat, sakarin, aspartam dan sebagainya. Kebanyakan orang kurang
menyadari bahwa penggunaan bahan pemanis tak berkalori seperti pemanis
buatan itu mengurangi jumlah kalori yang diserap tubuh dan beberapa jenis
pemanis buatan dapat mempunyai efek sampingan yang merugikan kesehatan.
Sebagai gugus kimia yang terdiri dari unsure C (karbon), H (hidrogen),
dan O (oksigen), gula memiliki kadar kalori yang cukup tinggi, yaitu sebesar
3950 kalori/gr gula. Meskipun gula merupakan bahan pangan yang penting dalam
tata gizi masyarakat, tetapi kebanyakan orang baru mampu mengkonsumsi gula
dalam jumlah yang hanya memberikan sumbangan 5,5 % terhadap penyediaan
2.3.1 Produksi
Masyarakat Indonesia mengenal gula dari tebu sejak sekitar abad ke – 15,
bersamaan dengan itu mulai diperkenalkan pembuatan gula dari tanaman tebu
yang dibudidayakan. Bentuk gula yang dihasilkan bermula dari bentuk yang
sederhana seperti gula mangkok, gula tanjung yang kemudian berkembang
menjadi gula sentrifugal yaitu gula pasir dari berbagai tingkat mutu.
Pentingnya gula bagi masyarakat Indonesia tercermin pada kebijaksanaan
pemerintah yang menetapkan bahwa gula pasir adalah salah satu dari sembilan
bahan pokok kebutuhan rakyat banyak di samping beras, ikan asin, garam, sabun,
minyak tanah, minyak kelapa, kain batik dan tekstil. Pengadaan dan distribusi
bahan – bahan pokok diatur pemerintah dengan tujuan meningkatkan
kesejahteraan rakyat melalui penyediaan kebutuhan hidupnya secara cukup dan
merata.
Produksi gula harus diupayakan meningkat untuk memenuhi kebutuhan
konsumsi, yaitu antara 3,9 % sampai 5,1 % tiap tahun. Upaya peningkatan itu
merupakan tugas yang tidak ringan karena menyangkut pengerahan sumber daya
alam ( lahan dana air ), sumber daya manusia ( petani tebu dan tenaga kerja ), dan
sumber daya modal yang cukup besar. Masalah peningkatan produksi gula
menyangkut aspek teknologi, ekonomi, sosial dan budaya. ( Prabowo, 1992 ).
2.4. Molases
Molases adalah hasil sisa dari sirup gula yang telah dididihkan dan
diproduksi di Australia dan sisanya digunakan untuk persediaan makanan.
Molases juga digunakan sebagai bahan baku dalam proses destilasi dimana
industri alkohol (etanol), minuman (rum) dan gas asam dibuat.
Dalam gudang penyimpanan yang bersuhu antara 300–350 C (860–950 F) molases akan kehilangan 2-3 % setiap tahunnya dari ragi gula yang dihasilkan.
Jika temperatur dari gudang penyimpanan meningkat 100 C (180 F), maka kerugian ini akan berlipat ganda. Molases disimpan di dalam tangki dimana di
dalamnya pernah mengalami beberapa pembusukan akibat panas dan penyebab
peristiwa ini belum pernah diketahui secara pasti, tetapi hal itu telah terjadi kurang
lebih dari periode waktu yang panjang pada proses pemanasan dengan suhu 400 C (1040
2.4.1. Densitas
F) atau lebih tinggi lagi. Sangat penting untuk mengamati molases di dalam
gudang penyimpanan untuk memastikan bahwa temperaturnya tidak mencapai
batas tersebut.
Kepadatan molases yang benar biasanya berkisar antara 1,4 –1,5 yang
secara normal berisi gelembung udara yang diambil oleh friksi setiap kali molases
lepas dari dalam tangki. Gelembung udara ini lepas dengan perlahan ketika udara
sedang baik dan diperlukan untuk menentukan kepadatan. Di Jamaika umumnya
diperkirakan udara yang dimasukkan berkisar 10 – 15 % volume molases tersebut.
Volume udara lebih dari itu adalah besar ketika ditangani berulang – ulang seperti
10 % untuk molases ringan dan 15 % untuk molases berat. Sedangkan di Antigua
biasa mengurangi 15 % berat teoritisnya, tetapi penelitian telah menunjukkan
kendali pada basis volume, ini hanya dapat diperoleh dengan berat molases
tersebut. Beberapa jenis skala otomatis ada tersedia untuk menimbang molases
dimana skala seperti itu memerlukan suatu koreksi otomatis untuk
mempertimbangkan molases yang tinggal untuk mempertahankan tangki ketika
molases dikosongkan. (Hugot, 1986).
BAB III
NERACA BAHAN
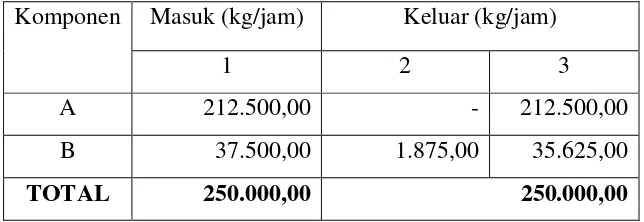
3.1. Pada Vacuum Pan 01 (VP-01)
Tabel 3.1. Neraca Massa Pada Vacuum Pan 01 (VP-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
1 2 3
A 141.666,67 - 141.666,67
B 25.000,00 1.250,00 23.750,00
TOTAL 166.666,67 166.666,67
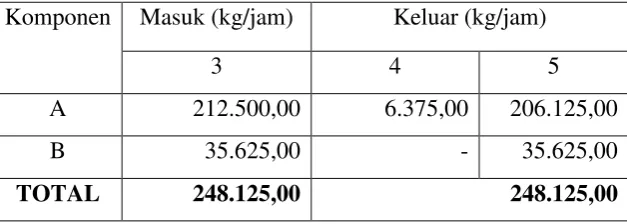
3.2. Pada Centrifugal 01 (C-01)
Tabel 3.2. Neraca Massa Pada Centrifugal 01 (C-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
3 4 5
A 141.666,67 4.250,00 137.416,67
B 23.750,00 - 23.750,00
TOTAL 165.416,67 165.416,67
3.3. Pada Vacuum Pan 02 (VP-02)
Tabel 3.3. Neraca Massa Pada Vacuum Pan 02 (VP-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
6 8 10
A 137.416,67 137.416,67 -
B 23.750,00 22.562,50 1.187,50
3.4. Pada Centrifugal 02 (C-02)
Tabel 3.4. Neraca Massa Pada Centrifugal 02 (C-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
8 9 11
A 137.416,67 4.122,50 133.294,17
B 22.562,50 - 22.562,50
TOTAL 159.979,17 159.979,17
3.5. Pada Mixer 01 (M-01)
Tabel 3.5. Neraca Massa Pada Mixer 01 (M-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
5 9 19 7
A 4.250,00 4.122,50 - 8.749,26
B - - 837,25 460,49
TOTAL 9.209,75 9.209,75
3.6. Pada Mixer 02 (M-02)
Tabel 3.6. Neraca Massa Pada Mixer 02 (M-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
7 13 14
A 8.749,26 8.748,39 0,87
B 460,49 460,49 -
3.7. Pada Vacuum Pan03 (V-03)
Tabel 3.7. Neraca Massa Pada Vacuum Pan03 (V-03)
Komponen Masuk (kg/jam) Keluar (kg/jam)
12 15 16
A 133.294,17 133.294,17 -
B 22.562,50 21.434,37 1.128,12
TOTAL 155.856,67 155.856,67
3.8. Pada Centrifugal 03 (C-03)
Tabel 3.8. Neraca Massa Pada Centrifugal 03 (C-03)
Komponen Masuk (kg/jam) Keluar (kg/jam)
13 15 17
A 8.748,39 137.416,67 146.165,06
B 460,49 21.434,37 21.894,86
BAB IV
NERACA ENERGI/PANAS
4.1. Pada Vacuum Pan 01 (V-01)
Tabel 4.1. ∆H
Komponen
Bahan Masuk Pada Vacuum Pan 01 (VP-01)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 141.666,67 787,04 602,81 5 2.372.177,91
B 25.000,00 1.388,89 75,24 5 522.500,42
TOTAL 2.894.678,33
Tabel 4.2. ∆H
Komponen
Bahan Keluar Dari Vacuum Pan 01 (VP-01)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 141.666,67 787,04 602,81 45 21.349.601,20
B 23.750,00 1.319,40 75,24 45 4.467.226,50
B 1.250,00 69,40 75,24 45 234.974,52
TOTAL 26.051.802,22
4.2. Pada Vacuum Pan 02 (V-02)
Tabel 4.3. ∆H
Komponen
Bahan Masuk Pada Vacuum Pan 02 (VP-02)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 137.416,67 763,43 602,81 40 18.415.363,25
B 23.750,00 1.319,44 75,24 40 3.970.986,62
Tabel 4.4. ∆H
Komponen
Bahan Keluar Dari Vacuum Pan 02 (VP-02)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 137.416,67 763,43 602,81 55 25.311.178,11
B 22.562,50 1.253,47 75,24 55 5.187.109,55
B 1.187,50 65,97 75,24 55 272.997,05
TOTAL 30.771.284,71
4.3. Pada Vacuum Pan 03 (V-03)
Tabel 4.5. ∆H
Komponen
Bahan Masuk Pada Vacuum Pan 03 (VP-03)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 133.294,17 740,52 602,81 50 22.319.643,06
B 22.562,50 1.253,47 75,24 50 4.715.554,14
TOTAL 27.035.197,20
Tabel 4.6. ∆H
Komponen
Bahan Keluar Dari Vacuum Pan 03 (VP-03)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 133.294,17 740,52 602,81 65 29.015.535,98
B 21.434,37 1.190,79 75,24 65 2.239.875,99
B 1.128,12 62,67 75,24 65 306.493,90
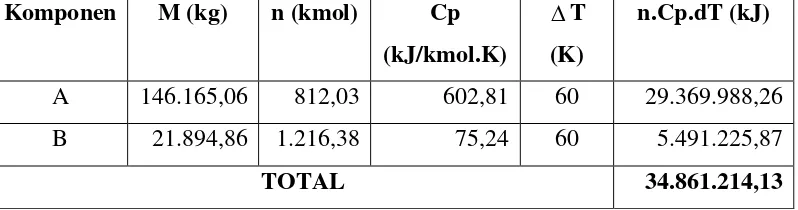
4.4. Pada Kondenser 01 (K-01)
Tabel 4.7. ∆H
Komponen
Bahan Masuk Pada Kondenser (K-01)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 146.165,06 812,03 602,81 60 29.369.988,26
B 21.894,86 1.216,38 75,24 60 5.491.225,87
TOTAL 34.861.214,13
Tabel 4.8. ∆H
Komponen
Bahan Keluar Dari Kondenser (K-01)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 146.165,06 812,03 602,81 5 2.447.499,02
B 21.894,86 1.216,38 75,24 5 457.602,15
BAB V
SPESIFIKASI PERALATAN
5.1. Tangki Nira Kental
Fungsi : untuk menampung nira kental selama 30 hari
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 18.144,00 m3
Diameter : 51,87 m
Tinggi : 90,78 m
Tekanan : 55,20 psi
Tebal dinding : 3,33 inchi
5.2. Vacuum Pan 01
Fungsi : untuk mengurangi kandungan air pada nira
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Diameter : 5,77 m
Tinggi : 10,10 m
Tekanan : 31,19 psi
Tebal dinding : 0,33 inchi
Diameter dalam jaket : 241,16 inchi
Tinggi jaket : 207,48 ft
Tekanan jaket : 103,88 psi
Tebal jaket : 2,50 inchi
5.3. Vacuum Pan 02
Fungsi : untuk mengurangi kandungan air pada nira
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 291,00 m3
Diameter : 5,77 m
Tinggi : 10,10 m
Tekanan : 31,19 psi
Tebal dinding : 0,33 inchi
Diameter dalam jaket : 241,16 inchi
Tinggi jaket : 75,19 ft
5.4. Vacuum Pan 03
Fungsi : untuk mengurangi kandungan air pada nira
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 282,27 m3
Diameter : 6,01 m
Tinggi : 13,51 m
Tekanan : 31,64 psi
Tebal dinding : 0,33 inchi
Diameter dalam jaket : 250,64 inchi
Tinggi jaket : 72,67 ft
Tekanan jaket : 45,65 psi
5.5. Centrifugal 01
Fungsi : Untuk memisahkan kristal gula (nira padat)
Dengan Molases
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 258,91 m3
Diameter : 5,84 m
Tinggi : 24,85 m
Tekanan : 55,10 psi
Tebal dinding : 0,48 inchi
5.6. Centrifugal 02
Fungsi : untuk memisahkan kristal gula (nira padat)
Dengan Molases.
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Tinggi : 10,09 m
Tekanan : 35,83 psi
Tebal dinding : 0,35 inchi
5.7. Centrifugal 03
Fungsi : untuk memisahkan kristal gula (nira padat)
Dengan Molases.
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 255,28 m3
Diameter : 5,81 m
Tinggi : 10,17 m
Tekanan : 36,04 psi
Tebal dinding : 0,35 inchi
5.8. Mixer 01
Fungsi : untuk mencampur nira dengan air sehingga
memperkecil gumpalan nira.
Jumlah : 1 buah
Spesifikasi :
ellipsoidal
Bahan Konstruksi : carbon steel grade B
Volume : 9,00 m3
Diameter : 1,90 m
Tinggi : 3,32 m
Tekanan : 18,72 psi
Tebal : 0,31 inchi
Jenis Pengaduk : helical ribbon
Daya Pengaduk : 8,77 hp
Daya motor : 11,00 hp
5.9. Mixer 01
Fungsi : untuk mencampur nira dengan air sehingga
memperkecil gumpalan nira.
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup datar dan alas
ellipsoidal
Bahan Konstruksi : carbon steel grade B
Volume : 17,60 m3
Diameter : 2,38 m
Tinggi : 4,16 m
Jenis Pengaduk : helical ribbon
Daya Pengaduk : 8,85 hp
Daya motor : 11,15 hp
5.10. Tangki Produk
Fungsi : untuk menampung produk selama 15 hari
Jumlah : 10 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 9.090,35 m3
Diameter : 19,12 m
Tinggi : 33,46 m
Tekanan : 64,32 psi
Tebal dinding : 1,50 inchi
5.11. Kondenser
Fungsi : untuk mendinginkan produk menjadi suhu kamar
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Volume : 255,28 m3
Diameter : 5,81 m
Tinggi : 10,17 m
Tekanan : 36,04 psi
Tebal dinding : 0,35 inchi
5.12. Pompa
Fungsi : untuk pengaliran bahan
Jumlah : 2 buah
Spesifikasi :
Jenis : Pompa Centrifugal
Daya pompa : 0,80 hp
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi merupakan sistem dan susunan peralatan yang dipakai di
dalam suatu proses kontrol untuk mengatur jalannya proses agar diperoleh hasil
sesuai dengan yang diharapkan. Di dalam suatu pabrik kimia, pemakaian
instrumen merupakan suatu hal yang sangat penting karena dengan adanya
rangkaian instrumen tersebut maka operasi semua peralatan yang ada di dalam
pabrik dapat dimonitor dan dikontrol dengan cermat, mudah dan efisien. Dengan
demikian kondisi operasi selalu berada dalam kondisi yang diharapkan.
Secara garis besar, fungsi instrumentasi adalah sebagai berikut:
1. Penunjuk (Indicator)
2. Pencatat (Recorder)
3. Pengontrol (Controler)
4. Pemberi tanda bahaya (Alarm)
Peralatan instrumentasi biasanya bekerja dengan tenaga mekanis atau
tenaga listrik dan pengontrolannya dapat dilakukan secara manual ataupun
otomatis (menggunakan komputer berkecepatan tinggi). Penggunaan instrumen
pada suatu peralatan proses tergantung pada pertimbangan ekonomis dan sistem
peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan
apakah alat-alat tersebut dipasang di atas papan instrumen dekat peralatan proses
(kontrol manual) atau disatukan di dalam suatu ruang kontrol pusat (control
room) yang dihubungkan dengan kontrol otomatis.
Variabel–variabel proses yang biasanya dikontrol/diukur oleh instrumen
adalah:
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas,
Sistem pengendalian pada dasarnya terdiri dari:
1. Elemen Perasa/Elemen Utama (Sensing Element/Primary Element)
Yaitu elemen yang menunjukkan adanya perubahan dari harga variabel yang
diukur.
2. Elemen Pengukur
Yaitu elemen yang menerima output dari elemen primer dan melakukan
pengukuran, dalam hal ini termasuk alat-alat penunjuk (indikator) maupun
alat-alat pencatat (recorder).
3. Elemen Pengontrol
Yaitu elemen yang mengadakan harga-harga perubahan dari variabel yang
dirasakan oleh elemen perasa dan diukur oleh elemen pengukur untuk
mengatur sumber tenaga sesuai dengan perubahan yang terjadi. Tenaga
tersebut dapat berupa tenaga mekanis maupun tenaga listrik.
4. Elemen Pengontrol Akhir
Yaitu elemen yang sebenarnya mengubah input ke dalam proses sehingga
variabel yang diukur tetap berada dalam range yang diizinkan.
Jika sistem pengendalian proses dirancang dengan cermat, maka
permasalahan instrumentasi, seperti keterlambatan transmisi, siklisasi karena
respon yang lambat atau tidak dijawab, radiasi, dan faktor lainnya dapat
dihilangkan.
Adapun instrumentasi yang digunakan di pabrik minyak goreng ini
mencakup:
1. Temperature Indicator Controller (TIC)
Adalah alat/instrumen yang digunakan sebagai alat pengatur suhu dan
pengukur sinyal mekanis atau listrik. Pengaturan temperatur dilakukan dengan
mengatur jumlah material proses yang harus ditambahkan/dikeluarkan dari
dalam suatu proses yang sedang bekerja.
Prinsip kerja:
2. Pressure Indicator Controller (PIC)
Adalah alat/instrumen yang dapat digunakan sebagai alat pengatur tekanan
dan pengukur tekanan atau pengubah sinyal dalam bentuk gas menjadi sinyal
mekanis. Pengatur tekanan dapat dilakukan dengan mengatur jumlah uap/gas
yang keluar dari suatu alat dimana tekanannya ingin dideteksi.
Prinsip kerja:
Pressure Indicator control (PIC) akibat tekanan uap keluar akan
membuka/menutup diafragma valve. Kemudian valve memberikan sinyal
kepada PIC untuk mengukur dan mendeteksi tekanan apakah sesuai dengan
set point.
3. Flow Controller (FC)
Adalah alat/instrumen yang bisa digunakan untuk mengatur kecepatan aliran
fluida dalam pipa atau unit proses lainnya. Pengukuran kecepatan aliran fluida
dalam pipa biasanya diatur dengan mengatur out put dari alat.
Prinsip kerja:
Kecepatan aliran diatur oleh regulating valve dengan mengubah tekanan
discharge dari pompa. Tekanan discharge pompa melakukan bukaan/tutupan
valve dan FC menerima sinyal untuk mendeteksi dan mengukur kecepatan
aliran apakah sesuai dengan set point.
4. Level Indicator Controller (LIC)
Adalah alat/instrumen yang dipakai untuk mengatur ketinggian (level) cairan
dalam suatu alat dimana cairan tersebut bekerja. Pengukuran tinggi
permukaan cairan dilakukan dengan operasi dari sebuah control valve, yaitu
dengan mengatur rate cairan masuk atau keluar proses.
Prinsip kerja:
Jumlah aliran fluida diatur oleh control valve. Kemudian rate fluida melalui
valve ini akan memberikan sinyal kepada LIC untuk mendeteksi tinggi
permukaan apakah sesuai dengan set point. Alat sensing yang digunakan
umumnya pelampung atau transduser diafragma untuk mendeteksi dan
Pada pra rancangan pabrik pembuatan olein dan stearin dari RBDPO
(Refined, Bleached, Deodorized Palm Oil ) ini, jenis-jenis instrumen yang
digunakan adalah sebagai berikut:
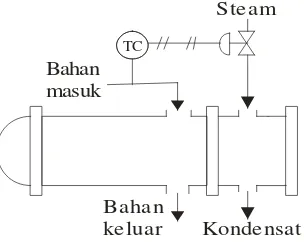
1. Alat pengatur temperatur pada Heat Exchanger
TC Bahan masuk
Bahan keluar
Steam
Kondensat
Gambar 6.1 Instrumentasi Pada Heat Exchanger
2. Alat mengukur dan mengatur ketinggian cairan pada Tangki
LIC
Gambar 6.2 Instrumentasi Pada Tangki
3. Alat mengatur kecepatan aliran fluida pada Pompa
FC
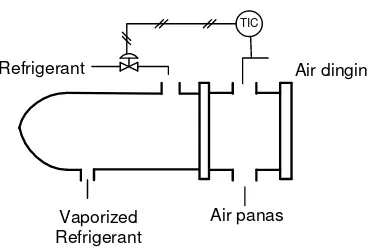
4. Alat mengukur dan mengatur temperatur pada Chiller
Refrigerant Air dingin
TIC
Vaporized Refrigerant
Air panas
Gambar 6.4 Instrumentasi Pada Chiller
6.2 Keselamatan Kerja
Keselamatan kerja merupakan suatu usaha untuk mencegah terjadinya
kecelakaan, cacat, ataupun pada saat bekerja di suatu perusahaan/pabrik.
Kecelakaan dapat disebabkan oleh mesin, bahan baku, produk, serta keadaan
tempat kerja, sehingga harus mendapat perhatian yang serius dan dikendalikan
dengan baik oleh pihak perusahaan. Keselamatan kerja merupakan jaminan
perlindungan bagi keselamatan karyawan dari bahaya cacat jasmani dan kematian.
Selain itu, dengan adanya usaha-usaha pencegahan yang baik dapat meningkatkan
semangat karyawan, untuk bekerja lebih baik, tenang, dan efisien.
Hal-hal yang perlu dipertimbangkan pabrik untuk menjamin keselamatan
kerja, antara lain:
1. Menanamkan kesadaran akan keselamatan kerja bagi seluruh karyawan.
2. Memasang papan peringatan pada daerah proses yang rawan kecelakaan.
3. Memasang penerangan yang cukup dan sistem pertukaran udara/ventilasi yang
baik.
4. Menempatkan peralatan keselamatan dan pencegahan kebakaran di daerah
yang rawan akan kecelakaan atau kebakaran.
5. Memasang alarm (tanda bahaya), sehingga bila terjadi bahaya dapat segera
diketahui.
6. Menyediakan poliklinik dengan sarana yang memadai untuk pertolongan
Keselamatan Kerja pada Pabrik Pembuatan Olein dan Stearin
Usaha untuk mencegah kecelakaan kerja yang mungkin terjadi dalam
pabrik pembuatan Olein dan stearin ini mencakup:
1. Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Melengkapi sistem yang menangani fluida bertekanan tinggi (steam)
dengan katup-katup pengaman seperti pada boiler dan heat exchanger.
2. Menggunakan dasar lantai yang terbuat dari plat baja dengan permukaan
yang agak sedikit kasar untuk mengurangi tergelincir.
3. Memasang alat–alat dengan penahan yang cukup kuat untuk mencegah
kemungkinan terguling atau terjatuh.
4. Membersihkan area produksi khususnya lantai secara periodik untuk
menghilangkan kotoran seperti tumpahan minyak yang mengganggu.
5. Membuat sistem ruang gerak karyawan cukup lebar dan tidak
menghambat kegiatan karyawan.
6. Meletakkan jalur perpipaan berada di atas permukaan tanah atau pada atap
lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila di luar
gedung agar tidak menghalangi kendaraan yang lewat.
7. Meletakkan alat sedemikian rupa sehingga para operator dapat bekerja
dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau
pembongkaran.
8. Memberikan tutup pelindung pada alat–alat yang bergerak atau berputar
untuk menghindari terjadinya kecelakaan kerja.
9. Menyediakan peralatan pemadam kebakaran yang dilengkapi dengan
pompa-pompa hidran pada tiap jarak tertentu
10.Memasang sprinkler, yaitu sistem yang bekerja secara otomatis dengan
memancarkan air bertekanan kesegala arah untuk memadamkan kebakaran
atau setidak-tidaknya mencegah meluasnya kebakaran, khususnya di ruang
2. Keselamatan Kerja Terhadap Listrik
Usaha-usaha yang dapat dilakukan untuk menjaga keselamatan kerja
terhadap listrik, antara lain:
1. Memasang sekring pemutus arus listrik otomatis pada setiap instalasi dan
peralatan listrik dan merancang secara terpadu dengan tata letak pabrik
untuk menjaga keselamatan kerja dan kemudahan jika harus dilakukan
perbaikan.
2. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan
tinggi.
3. Menempatkan motor-motor listrik pada tempat yang tidak mengganggu
lalu lintas pekerja.
4. Mengisolasi kawat hantaran listrik yang sesuai dengan keperluan.
Khususnya kabel listrik yang berdekatan dengan alat-alat yang bekerja
pada suhu tinggi.
5. Memasang penangkal petir yang dibumikan pada setiap peralatan atau
bangunan yang menjulang tinggi.
3. Pencegahan Terhadap Gangguan Kesehatan
1. Mewajibkan setiap karyawan untuk memakai pakaian kerja selama berada
di dalam lokasi pabrik.
2. Mewajibkan karyawan memakai sarung tangan karet serta penutup hidung
dan mulut saat menangani bahan-bahan kimia yang berbahaya.
3. Mewajibkan karyawan memakai pelindung telinga pada saat bekerja di
tempat alat yang bersuara tinggi seperti boiler dan generator.
4. Menyediakan poliklinik yang memadai di lokasi pabrik.
4. Peralatan Perlindungan Diri
Selama berada di dalam lokasi pabrik disediakan peralatan dan
perlengkapan perlindungan diri yang wajib dipakai oleh karyawan dan setiap
orang yang memasuki pabrik. Adapun peralatan perlindungan diri ini
1. Pakaian kerja, masker, sarung tangan, dan sepatu pengaman khusus bagi
karyawan yang bekerja berhubungan dengan bahan kimia, misalnya
pekerja di laboratorium.
2. Helm, sepatu pengaman khusus, dan pelindung mata, bagi karyawan yang
bekerja di bagian alat-alat berat, seperti penutup telinga bagi karyawan
bagian boiler, kamar listrik (generator).
5. Kesadaran dan Pengetahuan yang Memadai bagi Karyawan
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja
adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan
pentingnya usaha menjamin keselamatan kerja. Usaha-usaha yang dapat
dilakukan antara lain:
1. Melakukan pelatihan secara berkala bagi karyawan.
2. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi
sanksi bagi karyawan yang tidak disiplin.
3. Membekali karyawan dengan keterampilan menggunakan peralatan secara
benar dan cara-cara mengatasi kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai–
nilai disiplin bagi para karyawan yaitu:
1. Mengikuti pedoman–pedoman yang sesuai dalam bertugas.
2. Mematuhi setiap peraturan dan ketentuan yang ada.
3. Memiliki keterampilan untuk mengatasi kecelakaan dengan menggunakan
peralatan yang ada.
4. Melaporkan dengan segera setiap kecelakaan atau kejadian yang
merugikan pada atasan.
5. Mengingatkan antara karyawan akan perbuatan yang dapat menimbulkan
bahaya.
6. Mengontrol secara periodik terhadap alat instalasi pabrik oleh petugas
BAB VII
UTILITAS
Utilitas dalam suatu pabrik adalah sarana penunjang utama di dalam
kelancaran proses produksi. Agar proses produksi tersebut dapat terus
berkesinambungan, haruslah didukung oleh sarana dan prasarana utilitas yang baik.
Sarana utilitas yang terdapat pada Pra Rancangan Pabrik Pembuatan Olein dan
Stearin ini adalah :
1. Kebutuhan uap (steam)
2. Kebutuhan air
3. Kebutuhan bahan kimia
4. Kebutuhan bahan bakar
5. Kebutuhan listrik
7.1 Kebutuhan Uap (Steam)
Dari perhitungan neraca panas diketahui kebutuhan steam adalah:
• Tangki RBDPO = 2.189,7145 kg/jam
• Heat Exchanger = 1.189,0670 kg/jam
• Bak penampung Stearin = 1.582,9961 kg/jam + Total = 4.961,7776 kg/jam
Tambahan untuk faktor keamanan diambil 30 % maka:
Total uap yang harus dihasilkan = 1,3 x 4.961,7776 = 6.450,3109 kg/jam
7.2 Kebutuhan Air
Kebutuhan air dalam suatu pabrik meliputi kebutuhan air dalam suatu pabrik
meliputi air pendingin, air umpan ketel, air domestik, dan air tambahan untuk
keperluan lain-lain. Kebutuhan air pada pabrik pembuatan olein dan stearin adalah
7.2.1 Kebutuhan air pendingin
Air pendingin dibutuhkan pada tangki kristalisasi dengan sumber air dari water
cooling tower dan chiller.
a. Water Cooling Tower
Water cooling tower dapat mendinginkan air dengan menggunakan udara
dimana suhu keluar 24 oC. Air yang telah digunakan sebagai pendingin dapat dipergunakan kembali setelah didinginkan pada water cooling tower, dengan
menganggap adanya kehilangan air selama proses sirkulasi, sehingga dibutuhkan
penambahan air sebanyak:
Wm = We + Wd + Wb (Perry, 1999)
We = 0,00085 Wc (T1-T2
1 S
We Wb
− =
)
Dimana:
Wm = Air segar yang harus ditambahkan (m3/jam) We = Air yang hilang akibat penguapan (m3/jam) Wb = Air yang terhembus (m3/jam)
Wd = Air yang hilang sepanjang aliran (m3/jam) = 0,1 – 0,2 %, diambil 0,2 %
Wc = Kebutuhan air pendingin (m3/jam) T1 = Temperatur masuk = 380C
T2 = Temperatur keluar = 240C
S = Perbandingan antara padatan terlarut dengan air yang ditambahkan
adalah 3 sampai 5 (diambil S = 5 ) ρair = 1000 kg/m
jam m 0921 , 08 1 1000
92 108.092,10
Wc = = 3
3
Laju volumetrik air pendingin :
m = 108.092,1092 kg/jam
jam m 0,3216 1
5 1,2863
Wb = 3
− =
Diambil 0,2 %
Wd = 0,002 x 108,0921 = 0,2162 m3/jam
Jumlah air tambahan yang dibutuhkan untuk air pendingin dari WCT:
= 1,2863 + 0,3216 + 0,2162 = 1,8241 m3/jam = 1.824,0543 kg/jam
Jumlah air pendingin yang digunakan kembali:
= 108.092,1092 - 1.824,0543
= 106.268,0549 kg/jam
b. Chiller
Chiller dapat mendinginkan air hingga 10-11 oC dengan menggunakan
referigerant. Referigerant yang digunakan adalah amoniak (NH3
7.2.2 Air umpan ketel
).
Dari neraca panas diperoleh laju masa air pendingin dari chiller adalah:
139.089,0389 kg/jam. Diperkirakan air tambahan 5 % maka:
Air tambahan untuk chiller = 0,05 x 139.089,0389 kg/jam
= 6.954,4519 kg/jam
Diperkirakan 80% kondensat dapat digunakan kembali maka:
- Kondensat yang digunakan kembali = 80% x 6.450,3109 = 5.160,2487 kg/jam
- Kebutuhan air tambahan untuk ketel = 20% x 6.450,3109 = 1.290,0622 kg/jam
7.2.3 Air domestik
Kebutuhan air domestik meliputi kebutuhan air rumah tangga, kantin, dan lain
sebagainya. Kebutuhan air untuk masyarakat industri diperkirakan 6 l/jam tiap orang.
Jumlah karyawan 125 orang dan ρ air = 1000 kg/m3 = 1 kg/l, maka total air kebutuhan domestik adalah:
= 125 x 6 l/jam = 750 l/jam x 1 kg/l
7.2.4 Air tambahan
Kebutuhan air tambahan untuk keperluan lain-lain (laboratorium, pencucian
peralatan, dan lain sebagainya) diperkirakan 5 % dari total kebutuhan air.
= 5 % (1.824,0543 + 6.954,4519 + 1.290,0622 + 750 )
= 540,93 kg/jam
Jadi kebutuhan total air tambahan adalah:
= 1.824,0543 + 6.954,4519 + 1.290,0622 + 750 + 540,93
= 11.359,4969 kg/jam
7.3 Unit Pengolahan Air
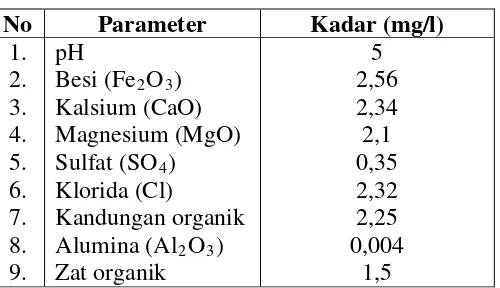
Sumber air pada pabrik ini berasal dari air sumur bor. Kualitas air sumur bor
kawasan Besitang dapat dilihat pada Tabel 7.1
Tabel.7.1 Mutu Air Sumur Bor Besitang
No Parameter Kadar (mg/l)
Sumber : Laporan air minum Kabupaten Langkat, Sumut, 2002
Untuk menjamin kelangsungan penyediaan air, maka dibangun fasilitas
penampungan air (water intake) yang juga merupakan pengolahan awal air sumur
bor.
Pengolahan ini meliputi penyaringan sampah dan kotoran-kotoran yang terbawa
bersama air. Selanjutnya dilakukan pengolahan agar dapat digunakan untuk
1. Pengendapan
Pada bak penampungan partikel-partikel padat yang berdiameter besar akan
mengendap secara gravitasi. Ukuran partikel yang mengendap ini berkisar antara
10 mikron hingga 10 milimeter.
2. Filtrasi
Filtrasi dilakukan untuk memisahkan flok dan koagulan yang masih terikut
bersama air. Penyaring pasir (sand filter) yang digunakan terdiri dari 3 lapisan,
yaitu :
- Lapisan I : terdiri dari pasir hijau setinggi 24 in = 60 cm
- Lapisan II : terdiri dari antrakit setinggi 12,5 in = 31,25 cm
- Lapisan III : terdiri dari batu grafel setinggi 7 in = 17,5 cm
Pada bagian bawah alat penyaring dilengkapi dengan strainer sebagai
penahan. Selama pemakaian, daya saring penyaring (sand filter) akan menurun
sehingga diperlukan regenerasi secara berkala dengan pencucian balik (back
wash). Dari penyaring (sand filter) ini, air dipompakan ke menara air sebelum
didistribusikan untuk berbagai pemakaian.
Untuk air umpan ketel masih diperlukan pengolahan air lebih lanjut, yaitu
demineralisasi dan deaerasi. Untuk memenuhi standar air domestik diperlukan
klor sebagai desinfektant untuk membunuh kuman di dalam air. Klor yang
digunakan biasanya dalam bentuk kaporit, Ca(ClO2
5. Demineralisasi air umpan ketel
).
4. Pengolahan air domestik
Kebutuhan air domestik = 750 kg/jam
Kaporit yang digunakan direncanakan mengandung klorin 30 %
Kebutuhan klorin = 2 ppm dari berat air (Nalco, 1988)
Kebutuhan kaporit = (2 x 750) / (0,3 x1000.000)
= 0,005 kg/jam
Air untuk umpan ketel harus murni dan bebas dari garam-garam terlarut.
a. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam-logam alkali dan
mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran
antara kation Ca, Mg dan kation lain yang larut dalam air dengan kation dari
resin. Resin yang digunakan bermerek Daulite C-20.
Reaksi yang terjadi:
2H+R + Ca2+ → Ca2+R2 + 2H+
2H+R + Mg2+→ Mg2+R2 + 2H+
Untuk regenerasi dipakai H2SO4 berlebih dengan reaksi:
Ca2+R2 + 2 H2SO4 → CaSO4 + 2H+R
Mg2+R2 + 2 H2SO4 → MgSO4 + 2H+R
Perhitungan Kesadahan Kation
Dari Tabel 7.1 di atas diketahui bahwa air sumur bor Besitang mengandung Ca2+, Mg2+, dan Fe3+
• Kebutuhan air yang akan diolah = 1.290,0622 kg/jam
masing-masing dengan kadar 2,34 mg/l, 2,1 mg/l, dan 2,56 mg/l.
• Total kesadahan kation = 2,34 + 2,1 + 2,56 = 7 mg/l
Digunakan ion exchanger 1 unit dengan service flow maksimum 19
galon/menit. Dari Tabel 12 Nalco (1988), diperoleh data sebagai berikut:
Diameter tangki : 1 ft
Resin yang digunakan adalah Daulite C – 20, dengan nilai EC (Exchanger
Capacity, yaitu kemampuan penukar ion untuk menukar ion yang ada pada air
yang melaluinya) = 17 kgrain/ft3
/hari
Tinggi yang dapat ditempati oleh resin
ft
Faktor kelonggaran diambil 80%, maka tinggi resin
h = 1,8 x 0,25 = 0,45 ft
Tinggi minimum resin = 2,5 ft
Regenerasi
Sebagai regeneran digunakan H2SO4, dimana pemakaiannya sebanyak 8 lb
H2SO4/ft3 untuk setiap regenerasi (Nalco, 1988)
b. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion yang terdapat dalam air
dengan ion hidroksida dari resin. Resin yang digunakan bermerek R-Dowex.
2ROH + SO42- → R2SO4 + 2OH
ROH + Cl- → RCl + OH
-Untuk regenerasi dipakai larutan NaOH dengan reaksi:
R2SO4 + 2NaOH → Na2SO4
Perhitungan Kesadahan Anion
+ 2ROH
RCl + NaOH → NaCl + ROH
Dari Tabel 7.1 diketahui air sumur bor Besitang mengandung SO42- dan Cl
-• Kebutuhan air yang akan diolah = 1.290,0622 kg/jam masing-masing dengan kadar 0,35 mg/l dan 2,32 mg/l.
• Total kesadahan anion = 0,35 + 2,32 = 2,67 mg/l
Digunakan ion exchanger 1 unit dengan service flow maksimum 19
galon/menit. Dari Tabel 12 Nalco (1988), diperoleh data sebagai berikut:
Diameter tangki : 1 ft
Luas permukaan, A : 0,7854 ft2
Resin yang digunakan adalah R-Dowex, dengan nilai EC (Exchanger
Capacity, yaitu kemampuan penukar ion untuk menukar ion yang ada pada air
yang melaluinya) = 12 kgrain/ft3
/hari
Tinggi yang dapat ditempati oleh resin
h = 1,8 x 0,1355 = 0,2439 ft
Tinggi minimum resin = 2,5 ft
Regenerasi
Sebagai regeneran digunakan NaOH, dimana pemakaiannya sebanyak 5 lb
NaOH/ft3
untuk setiap regenerasi (Nalco, 1988)
Kebutuhan NaOH =
Deaerator berfungsi untuk memanaskan air yang keluar dari alat penukar ion
(ion exchanger) sebelum dikirim sebagai air umpan ketel. Air hasil
demineralisasi dikumpulkan pada tangki umpan ketel sebelum dipompakan ke
deaerator. Pada deaerator ini, air dipanaskan hingga 90oC supaya gas-gas yang terlarut dalam air, seperti O2 dan CO2 dapat dihilangkan, sebab gas-gas tersebut
dapat menyebabkan korosi. Pemanasan ini juga berfungsi untuk mencegah
perbedaan suhu yang besar antara air umpan dengan suhu di dalam ketel
7.3 Kebutuhan Bahan Kimia
Kebutuhan bahan kimia adalah sebagai berikut:
1. Al2(SO4)3
2. Na
= 13,6314 kg/hari
2CO3
3. Kaporit = 0,12 kg/hari = 7,3610 kg/hari
4. H2SO4
5. NaOH = 0,0131 kg/hari = 0,0714 kg/hari
7.4 Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut:
1. Unit Proses = 113 Hp
2. Unit Utilitas = 76 Hp
3. Ruang kontrol dan laboratorium = 20 Hp
4. Penerangan dan kantor = 20 Hp
Total kebutuhan listrik = 231 Hp
Untuk cadangan diambil 20 %, maka :
Listrik yang dibutuhkan = 1,2 x 231 Hp = 277 Hp
= 277 Hp x 0,7457 kW/Hp = 206,7 kW
Untuk memenuhi kebutuhan listrik pada power plant digunakan 3 unit diesel engine
generating set (2 operasi dan 1 stand-by).
Effisiensi generator = 75% (Pande, 1985)
= 75% x 206,7 kW = 275,6 kW
7.5 Kebutuhan Bahan Bakar
Bahan bakar yang digunakan untuk ketel uap dan pembangkit tenaga listrik
dan furnace adalah minyak solar (minyak solar mempunyai nilai bahan bakar tinggi).
Keperluan bahan bakar :
1 Bahan bakar generator
Densitas bahan bakar solar = 0,89 kg/ltr (Perry, 1999)
Daya generator dihasilkan = 275,6 kW x 860,4 kkal/jam
= 237.135,4635 kkal/jam
Jumlah bahan bakar =
Total steam yang dihasilkan = 6.450,3109 kg/jam
Entalpi steam, Hs (1800C, 2 atm) = 2.828,6 kJ/kg
Total kebutuhan panas =
85
Digunakan bahan bakar minyak solar