PRA RANCANGAN PABRIK
PEMBUATAN ETANOL DARI MOLASE
DENGAN KAPASITAS PRODUKSI 2550 TON/TAHUN
KARYA AKHIR
DISUSUN OLEH :
NIM : 025201027
AULIA AKBAR HARAHAP
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
PRA RANCANGAN PABRIK PEMBUATAN
ETANOL DARI MOLASE
DENGAN KAPASITAS PRODUKSI 2550 TON/TAHUN
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan Wisuda Sarjana Program Diploma IV (D-IV)
Program Studi Teknologi Kimia Industri
Disusun Oleh :
NIM : 025201027 AULIA AKBAR HARAHAP
Diperiksa/Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
Dr.Eng.Ir.Irvan, MSi
NIP 132.126.842 NIP 132.282.133
Rondang Tambun, ST, MT
Koordinator Karya Akhir
NIP 132.126.842 Dr.Eng.Ir.Irvan, MSi
TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
UNIVERSITAS SUMATERA UTARA
PRA RANCANGAN PABRIK PEMBUATAN
ETANOL DARI MOLASE
DENGAN KAPASITAS PRODUKSI 2550 TON/TAHUN
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan Wisuda Sarjana Program Diploma IV (D-IV)
Program Studi Teknologi Kimia Industri
Disusun Oleh :
NIM : 025201027 AULIA AKBAR HARAHAP
Diperiksa/Disetujui Oleh :
Penguji I Penguji II Penguji III
Dr.Eng.Ir.Irvan, MSi Ir.Netti Herlina, MT
NIP 132.126.842 NIP 132.243.746 NIP 132.243.713
M.Hendra S.Ginting, ST, MT
Koordinator Karya Akhir
NIP 132.126.842 Dr.Eng.Ir.Irvan, MSi
TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
UNIVERSITAS SUMATERA UTARA
I Would Like Presenting This Masterpiece to My
Beloved Father Alm.H.Majo Ali Harahap Thanks for
Thanks to My Family, My Mom Hj.Sarinah Silalahi
Who Loving, Supporting and Praying for Me
to My Sister Faridah Hanum Harahap Who Has
Thanks to three Bitches (Novi, Riami, Winda) to
Become My Girls
Thanks to Fauzi BF (Black Fauzi) to Borrow Me
Your Calculator
Thanks to Dedi Kanibal, Baba Liong, Eka Badak
and Diyan To Our Scorn (Caci Maki) Every Day
Thanks to A2BM (Ami, Almina, Beatrix and
Maya) to Help Me Studying Karo Language
Thanks to Karakap (Elvi) to Buy Me A Bread
Every Day
Thanks to Maria and Pince Who Has Motivated Me
to Get Scholar
Thanks to Manda for Helping Me Practice My English
Every Day
Thanks to Ervan for Helping Me Practice My Arabic
Every Day
Thanks to Reza Kakek to Borrow Me Your Motor
Cycle to Help Me Finish My Duty
Thanks to Toing (Tolong Ingat) to Help Me Fresh My
Brain Coz Your Jokes
KATA PENGANTAR
Puji dan syukur kehadirat Allah SWT, karena atas Rahmat dan Hidayah-Nya
penulis dapat menyelesaikan Karya Akhir ini dengan judul Pra Rancangan Pabrik
Pembuatan Etanol dari Molase dengan Kapasitas Produksi 2550 Ton/Tahun.
Tugas pra rancangan ini merupakan tugas akhir dalam menyelesaikan studi
Program Diploma IV (D-IV) disiplin ilmu Teknik Kimia, Departemen Teknik Kimia,
Universitas Sumatera Utara, Medan.
Dalam penyusunan tugas pra rancangan pabrik ini, penulis banyak menerima
bantuan, bimbingan, dukungan dan fasilitas terutama dari orang tua tercinta
Alm.H.Majo Ali Harahap dan Hj.Sarinah Silalahi dari abang dan kakak tercinta dan
dari berbagai pihak. Untuk itu dengan segala kerendahan hati penulis mengucapkan
terima kasih kepada :
1. Bapak Ir.Indra Surya, MSc, selaku Ketua Departemen Program Studi
Teknologi Kimia Industri, Universitas Sumatera Utara.
2. Bapak Dr.Ir.Irvan, MT, selaku koordinator Karya Akhir dan dosen
pembimbing yang telah banyak memberi arahan dan bimbingan dalam
penyusunan tugas pra rancangan ini.
3. Bapak Rondang Tambun, ST, MT, selaku koordinator program studi
Diploma IV Teknologi Kimia Industri dan dosen co-pembimbing karya
akhir yang telah banyak memberi arahan dan bimbingan dalam
penyusunan tugas pra rancangan ini.
4. Seluruh staff pengajar dan pegawai pada program studi Teknologi Kimia
Industri, Departemen Teknik Kimia, Universitas Sumatera Utara.
5. Rekan satu kelompok Beatrix N.Bangun dan Ami Lifda Sinulingga,
terima kasih atas kerja sama dan dukungannya selama ini semoga semua
kerja keras kita berguna.
6. Rekan-rekan seperjuangan satu angkatan stambuk 2002 di Teknologi
Penulis menyadari bahwa Karya Akhir ini masih jauh dari sempurna, untuk
itu penulis mengharapkan kritik dan saran yang sifatnya membangun untuk
kesempurnaan Karya Akhir ini dan kemajuan ilmu pengetahuan. Akhir kata penulis
berharap agar Karya Akhir ini dapat bermanfaat bagi penulis dan Mahasiswa
Teknologi Kimia Industri khususnya dan seluruh pembaca pada umumnya.
Medan, Juli 2007
INTISARI
Pabrik pembuatan etanol dari molase ini direncanakan berkapasitas produksi
sebesar 2550 ton/tahun. Bahan baku yang digunakan untuk proses produksi per
harinya adalah sebesar 32040 kg/hari.
Lokasi pabrik direncanakan di daerah Marelan Kodya Medan Belawan
Sumatera Utara yang berada dekat dengan pelabuhan Belawan, dengan luas areal
pabrik 3876 m2
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini berjumlah 105
orang karyawan dengan bentuk badan usaha adalah Perseroan Terbatas (PT) dan
struktur organisasi adalah sistem garis. .
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai berikut :
a. Total modal investasi : Rp 44.729.554.160,-
b. Biaya Produksi (per tahun) : Rp 159.792.033.598,-
c. Hasil penjualan (per tahun) : Rp 320.400.000.000,-
d. Laba bersih : Rp 112.443.076.600,-
e. Profit Margin (PM) : 50,13 % f. Break Even Point (BEP) : 19,72 % g. Return on Investment (ROI) : 46,8 % h. Pay Out Time (POT) : 2,137 tahun i. Return on Network (RON) : 78,06 % j. Internal Rate of Return (IRR) : 56,06 %
Berdasarkan data-data di atas maka dapat disimpulkan bahwa perancangan
DAFTAR ISI
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... viii
BAB I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan Perancangan Pabrik... I-2
1.4. Manfaat Rancangan ... I-3
BAB II TINJAUAN PUSTAKA ... II-1
2.1. Molase ... II-1
2.2. Etanol ... II-2
2.3. Pembuatan Etanol... II-3
2.4. Deskripsi Proses Pembuatan Etanol dari Fermentasi Molase II-5
BAB III NERACA MASSA ... III-1
3.1. Neraca Massa Filter Press I ... III-1
3.2. Neraca Massa Reaktor... III-1
3.3. Neraca Massa Fermentor... III-2
3.4. Neraca Massa Tangki Penampungan ... III-2
3.5. Neraca Massa Filter Press II ... III-2
3.6. Neraca Massa Menara Destilasi ... III-3
BAB IV NERACA PANAS ... IV-1
4.1. Tangki Pencampuran ... IV-1
4.2. Fermentor ... IV-1
4.3. Heater ... IV-2
4.4. Kondensor ... IV-2
4.5. Reboiler ... IV-2
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1. Instrumentasi ... VI-1
6.2. Keselamatan Kerja ... VI-8
BAB VII UTILITAS ... VII-1
7.1. Kebutuhan Uap (Steam) ... VII-1
7.2. Kebutuhan Air ... VII-1
7.3. Kebutuhan Bahan Kimia ... VII-8
7.4. Kebutuhan Listrik... VII-8
7.5. Kebutuhan Bahan Bakar ... VII-9
7.6. Unit Pengolahan Limbah... VII-10
7.7. Spesifikasi Peralatan Utilitas... VII-18
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1. Lokasi Pabrik ... VIII-1
8.2. Tata Letak Pabrik ... VIII-2
8.3. Perincian Luas Tanah ... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
9.1. Organisasi Perusahaan ... IX-1
9.2. Manajemen Perusahaan ... IX-3
9.3. Bentuk Hukum Badan Usaha ... IX-4
9.4. Uraian Tugas, Wewenang dan Tanggung Jawab ... IX-5
9.5. Tenaga Kerja dan Jam Kerja ... IX-9
9.6. Kesejahtraan Tenaga Kerja ... IX-12
BAB X ANALISA EKONOMI ... X-1
10.1. Modal Investasi ... X-1
10.2. Biaya Produksi Total ... X-4
10.3. Total Penjualan... X-5
10.4. Perkiraan Rugi/Laba Perusahaan ... X-5
10.5. Analisa Asek Ekonomi ... X-5
BAB XI KESIMPULAN ... XI-1
DAFTAR PUSTAKA
LAMPIRAN A. PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN C. PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D. PERHITUNGAN SPESIFIKASI PERALATAN
UTILITAS ... LD-1
DAFTAR TABEL
Tabel 1.1. Produksi Molase Secara Nasional ... I-1
Tabel 1.2. Produksi Etanol dari Molase Secara Nasional ... I-2
Tabel 2.1. Produksi Molase Secara Nasional ... II-1
Tabel 2.2. Sifat-sifat Fisika Etanol ... II-2
Tabel 2.3. Sifat-sifat Bahan Baku ... II-3
Tabel 3.1. Neraca Massa pada Filter Press I ... III-1
Tabel 3.2. Neraca Massa pada Reaktor ... III-1
Tabel 3.3. Neraca Massa pada Fermentor ... III-2
Tabel 3.4. Neraca Massa pada Tangki Penampungan ... III-2
Tabel 3.5. Neraca Massa pada Filter Press II ... III-2
Tabel 3.6. Neraca Massa pada Menara Destilasi ... III-3
Tabel 4.1. Neraca Panas pada Reaktor ... IV-1
Tabel 4.2. Neraca Panas pada Fermentor ... IV-1
Tabel 4.3. Neraca Panas pada Heater ... IV-2
Tabel 4.4. Neraca Panas pada Kondensor ... IV-2
Tabel 4.5. Neraca Panas pada Reboiler ... IV-2
Tabel 6.1. Daftar Penggunaan Instrumentasi pada Pra Rancangan Pabrik
Pembuatan Etanol dari Molase... VI-8
Tabel 7.1. Kualitas Air Tanah Marelan ... VII-2
Tabel 7.2. Kebutuhan Air Proses ... VII-2
Tabel 7.3. Kebutuhan Air Pendingin... VII-3
Tabel 8.1. Perincian Luas Tanah Pabrik Pembuatan Etanol ... VIII-4
Tabel 9.1. Jumlah Tenaga Kerja Beserta Tingkat Pendidikannya ... IX-10
Tabel 9.2. Jadwal Kerja Karyawan Shift ... IX-11
Tabel LA.1 Data tekanan uap (Pa) ... LA-8
Tabel LA.2 Neraca massa molar pada menara destilasi ... LA-8
Tabel LA.3 Neraca Komponen Alur Ld ... LA-11
Tabel LB.1 Kapasitas Panas Gas ... LB-1
Tabel LB.3 Kapasitas Panas Liquid ... LB-2
Tabel LB.4 Kapasitas Panas Liquid ... LB-2
Tabel LB.5 Panas Laten ... LB-2
Tabel LB.6 Panas Reaksi Pembentukan ( ΔHfo
Tabel LB.7 Neraca panas masuk ke reaktor... LB-4 ) ... LB-2
Tabel LB.8 Neraca panas keluar reaktor ... LB-4
Tabel LB.9 Neraca panas masuk reaktor fermentor... LB-6
Tabel LB.10 Neraca panas keluaran reaktor fermentor ... LB-6
Tabel LB.11 Panas Bahan Masuk Heater ... LB-7
Tabel LB.12 Panas Bahan keluar Heater ... LB-8
Tabel LB.13 Panas bahan masuk kondensor ... LB-8
Tabel LB.14 Panas bahan keluar (alur Ld) kondensor ... LB-9
Tabel LB.15 Panas bahan keluar (alur D) kondensor ... LB-9
Tabel LB.16 Panas bahan masuk reboiler ... LB-10
Tabel LB.17 Panas bahan keluar (alur Vb) reboiler ... LB-10
Tabel LB.18 Panas bahan keluar (alur B) reboiler ... LB-10
Tabel LC.1 Densitas bahan dalam tangki molase ... LC-1
Tabel LC.2 Densitas bahan dalam reactor ... LC-3
Tabel LC.3 Densitas bahan dalam tangki penampung fermentasi ... LC-12
Tabel LC.4 Densitas filtrat pada filter press I ... LC-16
Tabel LC.5 Densitas cake pada filter press I... LC-17
Tabel LC.6 Densitas filtrat pada filter press II ... LC-18
Tabel LC.7 Densitas cake pada filter press II ... LC-18
Tabel LC.8 Komposisi bahan pada alur Vd ... LC-29
Tabel LC.9 Komposisi bahan pada alur Lb ... LC-29
Tabel LC.10 Deskripsi Kondensor ... LC-34
Tabel LC.11 Komposisi Distilat ... LC-39
Tabel LC.12 Deskripsi Reboiler ... LC-47
Tabel LC.13 Deskripsi Heater... LC-55
Tabel LD.1 Perhitungan Entalpi dalam Penentuan Tinggi Menara Pendingin LD-17
Tabel LE.1 Perincian harga bangunan ... LE-2
Tabel LE.3 Perkiraan Harga Peralatan Proses ... LE-6
Tabel LE.4 Perkiraan Harga Peralatan Utilitas ... LE-7
Tabel LE.5 Biaya Sarana Transportasi... LE-9
Tabel LE.6 Perincian Gaji Pegawai ... LE-13
Tabel LE.7 Perincian Biaya Kas ... LE-14
Tabel LE.8 Perincian Modal Kerja ... LE-15
Tabel LE.9 Perkiraan Biaya Depresiasi ... LE-17
DAFTAR GAMBAR
Gambar 6.1. Kontrol pada Reaktor ... VI-4
Gambar 6.2. Kontrol pada Filter Press ... VI-4
Gambar 6.3. Heater beserta Instrumennya ... VI-5
Gambar 6.4. Kolom Destilasi beserta Instrumennya ... VI-6
Gambar 6.5. Kondensor beserta Instrumennya ... VI-6
Gambar 6.6. Reboiler beserta Instrumennya ... VI-7
Gambar 6.7. Pompa beserta Instrumennya ... VI-7
Gambar 8.1. Tata Letak Pabrik Pembuatan Etanol dari Molase ... VIII-5
Gambar 9.1. Struktur Organisasi Pabrik Pembuatan Etanol ... IX-13
Gambar LD.1Grafik Entalpi dan Temperatur Cairan pada
Cooling Tower (CT) ... LD-16
Gambar LD.2Kurva Hy terhadap 1/(Hy*-Hy) ... LD-17
INTISARI
Pabrik pembuatan etanol dari molase ini direncanakan berkapasitas produksi
sebesar 2550 ton/tahun. Bahan baku yang digunakan untuk proses produksi per
harinya adalah sebesar 32040 kg/hari.
Lokasi pabrik direncanakan di daerah Marelan Kodya Medan Belawan
Sumatera Utara yang berada dekat dengan pelabuhan Belawan, dengan luas areal
pabrik 3876 m2
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini berjumlah 105
orang karyawan dengan bentuk badan usaha adalah Perseroan Terbatas (PT) dan
struktur organisasi adalah sistem garis. .
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai berikut :
a. Total modal investasi : Rp 44.729.554.160,-
b. Biaya Produksi (per tahun) : Rp 159.792.033.598,-
c. Hasil penjualan (per tahun) : Rp 320.400.000.000,-
d. Laba bersih : Rp 112.443.076.600,-
e. Profit Margin (PM) : 50,13 % f. Break Even Point (BEP) : 19,72 % g. Return on Investment (ROI) : 46,8 % h. Pay Out Time (POT) : 2,137 tahun i. Return on Network (RON) : 78,06 % j. Internal Rate of Return (IRR) : 56,06 %
Berdasarkan data-data di atas maka dapat disimpulkan bahwa perancangan
BAB I
PENDAHULUAN
1.1 Latar Belakang
Bahan baku untuk pengolahan gula putih yang paling umum digunakan
adalah batang tanaman tebu (Saccharum officinarum L) atau umbi tanaman bit gula
(Beta vulgaris). Bagian dari tanaman tebu yang mengandung gula adalah pada
batangnya. Selain gula mentah, tebu juga menghasilkan produk lain yang bermanfaat
seperti molase (sirup manis berwarna hitam), etanol dan ampas tebu. Umumnya gula
mentah diolah menjadi gula halus, sedangkan ampasnya digunakan untuk
pembangkit tenaga listrik.
Molase yang disebut juga gula tetes merupakan salah satu produk utama
setelah gula pasir. Molase yang mengandung gula (sekitar 50 - 60%) dan sejumlah
asam amino dan mineral dihasilkan dari bermacam-macam tingkat pengolahan dari
tebu menjadi gula. Produksi molase mempunyai pangsa pasar yang relatif besar
didalam dan luar negeri. Hal ini dapat dibuktikan bahwa pada tahun 2006, PTPN II
Tanjung Morawa Sumut mampu menghasilkan molase sebesar 45.000 ton. Sebagian
besar dari produksi molase tersebut laku terjual dengan harga US $100,45 perton
atau Rp.960 per kilogram. Sehingga molase juga merupakan pemasukan tambahan,
karena molase umumnya juga dijual di pasar Internasional lewat pedagang perantara
(Master Sihotang, 2006).
Tabel 1.1 Produksi Molase Secara Nasional
Tahun Kuantitas (Kg) Persentase %
1997
1998
2000
2001
2002
1.267.990.000
1.415.115.971
1.536.200.007
1.829.745.972
2.966.023.440
14,06
15,70
17,04
20,30
32,90
Etanol dapat diproduksi dengan menggunakan molase. Di Indonesia
kebutuhan akan etanol sangat tinggi, karena etanol memiliki banyak manfaat, salah
satunya adalah : untuk industri kosmetik, tinta dan percetakan
Selain itu juga karena etanol memiliki sifat yang tidak beracun maka
bahan ini bisa digunakan sebagai pelarut dalam industri makanan dan minuman
Di Indonesia etanol memiliki pangsa pasar yang cukup besar karena memiliki
banyak manfaat. Untuk sekarang ini produksi etanol di Indonesia cukup tinggi,
seperti yang dapat dilihat pada Tabel 1.2.
Tabel 1.2 Produksi Etanol dari Molase Secara Nasional
Tahun Kuantitas (Ton/Tahun)
2003
2004
2005
2006
69.705
81.321
83.665
84.551
( www.webdev.bps.go.id)
1.2 Perumusan Masalah
Sehubungan dengan meningkatnya produksi molase serta tingginya
kebutuhan akan etanol, maka diperlukan suatu usaha untuk memanfaatkan molase
tersebut dengan mendirikan pabrik etanol. Tugas akhir ini memaparkan bagaimana
merancang Pabrik Pembuatan Etanol dari Molase.
1.3 Tujuan Perancangan Pabrik
Tujuan utama pra rancangan pabrik etanol dari molase adalah untuk
menerapkan disiplin ilmu Teknik Kimia, khususnya di bidang rancang dan Operasi
Teknik Kimia sehingga akan memberikan gambaran kelayakan Pra Rancangan
Pabrik Etanol dari Molase. Pabrik ini direncanakan akan didirikan untuk memenuhi
1.4 Manfaat Rancangan
Manfaat dari Pra Rancangan Pabrik Etanol dari Molase adalah :
1. Untuk memenuhi kebutuhan dalam negeri akan etanol. Selain itu juga produk
ini akan diekspor sebagai penambah devisa bagi negara yang akan membantu
memperbaiki perekonomian.
2. Dengan didirikannya pabrik etanol akan menciptakan lapangan kerja serta
mengurangi jumlah pengangguran yang pada akhirnya akan meningkatkan
BAB II
TINJAUAN PUSTAKA
2.1. Molase
Molase adalah hasil samping dari proses pembuatan gula tebu. Meningkatnya
produksi gula tebu Indonesia sekitar sepuluh tahun terakhir ini tentunya akan
meningkatkan produksi molase. Molase merupakan media fermentasi yang baik,
karena mengandung gula, sejumlah asam amino dan mineral, setelah itu molase
tersebut diolah menjadi beberapa produk seperti gula cair dari gula tetes, penyedap
makanan (mono sodium glutamat, MSG), alkohol, dan pakan ternak.
Molase memiliki kandungan sukrosa sekitar 30 persen disamping gula reduksi
sekitar 25 persen berupa glukosa dan fruktosa (Kurniawan, 2004). Sukrosa dalam
molase merupakan komponen sukrosa yang sudah tidak dapat lagi dikristalkan dalam
proses pemasakan di pabrik gula. Hal ini disebabkan karena molase mempunyai nilai
Sucrose Reducing sugar Ratio (SRR) yang rendah yaitu berkisar antara 0,98 – 2,06
(Kurniawan, 2004). Kandungan yang terdapat pada molase:
a. Glukosa : 21,7 %
b. Sukrosa : 34,19 %
c. Air : 26,49 %
d. Abu : 17,62 %
(Martoyo,T,2002)
Molase merupakan salah satu bahan pembuatan etanol merupakan limbah
pabrik gula berupa kristal gula yang tidak terbentuk menjadi gula pada proses
kristalisasi. Produksi molase sendiri di Indonesia cukup tinggi, seperti yang dapat
Tabel 2.1 Produksi Molase Secara Nasional
Tahun Kuantitas (Kg) Persentase %
1997
1998
2000
2001
2002
1.267.990.000
1.415.115.971
1.536.200.007
1.829.745.972
2.966.023.440
14,06
15,70
17,04
20,30
32,90
(Biro Pusat Statistik, 2002)
2.2 Etanol
Etanol atau etil alkohol adalah alkohol yang paling sering digunakan dalam
kehidupan sehari-hari karena sifatnya yang tidak beracun. Etanol adalah cairan jernih
yang mudah terbakar dengan titik didih pada 78,50C dan titik beku pada -114,50C.
Etanol tidak berwarna dan tidak berasa tapi memiliki bau yang khas. Rumus molekul
etanol adalah C2H5
2.2.1 Sifat-sifat Fisika Etanol
Etanol memiliki banyak manfaat bagi masyarakat karena memiliki sifat yang
tidak beracun. Selain itu etanol juga memiliki banyak sifat-sifat, baik secara fisika
maupun kimia. Adapun sifat-sifat fisika etanol dapat dilihat pada Tabel 2.2.
Tabel 2.2 Sifat-Sifat Fisika Etanol
Berat Molekul 46,07 gr/grmol
Titik Lebur -112 0C
Titik didih 78,4 0C
Densitas 0,7893 gr/ml
Indeks bias 1,36143 cP
Viskositas 200C 1,17 cP
Panas penguapan 200,6 kal/gr
Merupakan cairan tidak berwarna
Dapat larut dalam air dan eter
Memiliki bau yang khas
2.2.2 Sifat-sifat Kimia Etanol
Etanol selain memiliki sifat-sifat fisika juga memiliki sifat-sifat kimia.
Sifat-sifat kimia tersebut adalah :
1. Merupakan pelarut yang baik untuk senyawa organik
2. Mudah menguap dan mudah terbakar
3. Bila direaksikan dengan asam halida akan membentuk alkyl halida dan air
CH3CH2OH + HC=CH CH3CH2OCH=CH
4. Bila direaksikan dengan asam karboksilat akan membentuk ester dan air
2
CH3CH2OH + CH3COOH CH3COOCH2CH3 + H2
5. Dehidrogenasi etanol menghasilkan asetaldehid
O
6. Mudah terbakar diudara sehingga menghasilkan lidah api (flame) yang
berwarna biru muda dan transparan, dan membentuk H2O dan CO2.
Dalam proses pembuatan etanol, ada beberapa bahan baku yang digunakan,
yaitu : air, glukosa, dan sukrosa. Bahan baku tersebut memiliki beberapa sifat yang
dapat dilihat pada Tabel 2.3.
Tabel 2.3 Sifat-sifat bahan baku
Rumus kimia H2O Glukosa (C6H12O6) Sukrosa (C12H22O11)
Berat Molekul 18,016 gr/grmol 180,16 gr/grmol 342,30 gr/grmol
Densitas 0,9995 gr/cm3 - -
Titik lebur 00C 1460C 190-1920C
Titik didih 1000C - -
Specific gravity - 1,55425 1,58815
Dt = Data Tak Tersedia
(Sumber : Perry,1999)
2.3 Pembuatan Etanol
Secara umum, etanol dapat dibuat dari bahan-bahan berikut :
1. Zat Tepung
Zat tepung (berupa bubur) oleh enzim diastase dari mout (kecambah dari
gerst) dapat dirubah menjadi maltosa (sebangsa gula) dengan melalui tingkatan
mengeluarkan enzim maltase. Enzim ini merubah maltosa menjadi glukosa. Glukosa
oleh enzim dirubah menjadi etanol dan CO2
Reaksi :
.
(C6H10O5)n + 1/2n H2O
diastase dari mout
1/2n C12H22O
Amylum (maltase dari ragi)
11
C12H22O11 + H2O →
C
0
30 2C6H12O
Maltosa Glukosa
6
C6H12O6 Saccharomyces→ 2C2H5OH + 2CO2
Konsentrasi etanol yang terjadi tidak boleh melebihi 15 %. Dari hasil destilasi
diperoleh etanol 96 %. (R. Soepomo, 1998 ).
2. Molase
Molase merupakan hasil samping proses pembuatan gula. Molase
mengandung sejumlah besar gula baik sukrosa maupun gula pereduksi. Spesies ragi
yang telah dikenal mempunyai daya konversi gula menjadi etanol yang sangat tinggi
adalah Saccharomyces Cerevisiae.
Reaksinya :
C12H22O11 + H2O → 2C6H12O6
Sukrosa Glukosa
C6H12O6 Saccharomyces→ 2C2H5OH + 2CO
Dalam pembuatan etanol tersebut, mula-mula molase diencerkan dengan air sehingga
konsentrasi gulanya menjadi 14 – 18 %. Jika konsentrasi gula terlalu tinggi, maka
waktu fermentasinya lebih lama dan sebagian gula tidak terkonversi, sehingga tidak
ekonomis. (Judoamidjojo, 1992)
2
3. Cairan Buah-Buahan yang Manis
Cairan buah-buahan yang manis mengandung glukosa dan fruktosa
sehingga bisa mengalami peragian etanol.
C6H12O6 Saccharomyces→ 2C2H5OH + 2CO
Dengan proses ini, cairan buah-buahan berubah menjadi minuman yang sehari-hari
2.4 Deskripsi Proses Pembuatan Etanol dari Fermentasi Molase.
Pembuatan etanol dari fermentasi molase dapat dilakukan dengan beberapa
tahap. Adapun tahapan-tahapan tersebut adalah :
1. Tahapan pemurnian bahan baku
Bahan baku adalah molase dengan komposisi :
a. Glukosa : 21,7 %
b. Sukrosa : 34,19 %
c. Air : 26,49 %
d. Abu : 17,62 %
(Martoyo,T,2002)
Sebelum dipompakan ke dalam reaktor (R-101), molase dimurnikan terlebih
dahulu dengan menyaringnya lewat filter press (FP-101) yang bertujuan untuk
menghilangkan abu. Abu yang telah dipisahkan dari molase ditampung pada bak
penampung I (B-101) untuk selanjutnya dibuang.
2. Tahap Hidrolisa
Setelah bebas dari abu, kemudian molase dihidrolisa untuk mengubah
sukrosa menjadi glukosa di reaktor (R-101) selama 4 jam.
Reaksi yang terjadi di reaktor Hidrolisa :
C12H22O11 + H2O 2C6H12O6
3. Tahap Fermentasi
Proses peragian dilakukan di fermentor (R-102). Khamir yang digunakan
pada fermentor adalah Saccharomycess cereviciae dengan lama fermentasi selama 36
jam. Bahan nutrisi yang digunakan pada fermentasi ini adalah H3PO4 dan
(NH4)2SO4
C
. Pada fermentor terjadi konversi glukosa menjadi etanol berdasarkan
reaksi :
6H12O6 Saccharomyces→2C2H5OH + 2CO
Konsentrasi etanol yang dihasilkan berkisar antara 7 – 10% (Sumber : Riegel, 1992) 2
Fermentasi adalah proses pengubahan bahan organik menjadi suatu bentuk
kimia yang lain dengan menggunakan proses yang menghasilkan enzim dengan cara
diklasifikasikan berdasarkan kemampuan khamir untuk menyerap oksigen. Proses
pengrusakan glukosa menjadi etanol dipengaruhi oleh rangkaian yang sangat
kompleks dimana reaksi kimia yang terjadi adalah sebagai berikut :
C12H22O11 + H2O 2C6H12O
(Sukrosa) (Glukosa)
6
C6H12O6 Saccharomyces→2C2H5OH + 2CO2
(Glukosa) (Etanol) (Karbon dioksida)
+ Panas/kalor
4. Tahap Pemurnian Produk
Untuk mendapatkan etanol murni, maka Saccharomycess cereviciae
yang terikut harus dipisahkan dengan filter press (FP-102) dan ditampung pada Bak
penampung (B-102). Saccharomycess cereviciae yang terpisah dikembangbiakan
untuk dipergunakan kembali pada proses peragian berikutnya.
5. Tahap Pemisahan Etanol Dari Larutan
Karena konsentrasi etanol yang diperoleh dari hasil fermentasi masih sangat
rendah (7-10 %), maka etanol tersebut didistilasi (KD-101) untuk memperoleh kadar
etanol yang diinginkan sesuai standar 96 % (Gasohol Handbook, 1981). Setelah
diperoleh etanol yang sesuai dengan konsentrasi yang diinginkan, kemudian etanol
tersebut dikondensasi (K-101) untuk mengubah etanol kedalam fasa cair. Etanol
BAB III
NERACA MASSA
Setelah dilakukan perhitungan pada lampiran A, maka didapat hasil neraca
massa sebagai berikut :
3.1 Neraca Massa Filter Press I
Tabel 3.1 Neraca Massa pada Filter Press I
Komponen
Masuk (kg) Keluar (kg)
1 2 3
Glukosa
Sukrosa
Air
Abu
289,695
456,436
353,642
235,227
- -
35,364
235,227
289,695
456,436
318,278
-
Jumlah 1335 270,591 1064,409
Total 1335 1335
3.2 Neraca Massa Reaktor
Tabel 3.2 Neraca Massa pada Reaktor
Komponen
Masuk (kg) Keluar (kg)
3 4 5
Glukosa
Sukrosa
Air
289,695
456,436
318,278
-
-
4119,288
770,295
-
4413,536
Jumlah 1064,409 4119,288 5183,831
3.3 Neraca Massa Fermentor
Tabel 3.3 Neraca Massa pada Fermentor
Komponen
Masuk (kg) Keluar (kg)
5 6 7 8 9 10
Glukosa Air Etanol CO Saccharomyces 2
(NH4)2SO H 4 3PO 770,295 4 4413,536 - - - - - - - - - 259,192 - - - - - - - 20,735 - - - - - - - 20,735 - - - 338,965 - - - 77,030 4413,536 354,292 - 300,662 - -
Jumlah 5183,831 259,192 20,735 20,735 338,965 5145,520
Total 5484,493 5484,493
3.4 Neraca Massa Tangki Penampungan
Tabel 3.4 Neraca Massa pada Tangki Penampungan
Komponen
Masuk (kg) Keluar (kg)
10 11
Glukosa Air Etanol Saccharomyces 77,030 4413,536 354,292 300,662 77,030 4413,536 354,292 300,662
Jumlah 5145,520 5145,520
Total 5145,520 5145,520
3.5 Neraca Massa Filter Press II
Tabel 3.5 Neraca Massa pada Filter Press II
Komponen
Masuk (kg) Keluar (kg)
11 12 13
Glukosa Air Etanol Saccharomyces 77,030 4413,536 354,292 300,662 - 441,354 - 300,662 77,030 3972,182 354,292 -
Jumlah 5145,520 742,016 4403,504
3.6 Neraca Massa Menara Destilasi
Tabel 3.6 Neraca Massa pada Menara Destilasi
Komponen
Masuk (kg) Keluar (kg)
14 15 16
Glukosa
Air
Etanol
77,030
3972,182
354,292
-
14,172
340,120
77,030
3958,010
14,172
Jumlah 4403,504 354,292 4049,212
BAB IV
NERACA PANAS
Basis perhitungan : 1 jam
Satuan operasi : kkal/jam
Temperatur referensi : 25oC
4.1 Reaktor
Tabel 4.1 Neraca Panas Reaktor
Komponen Qmasuk (kkal/jam) Qkeluar (kkal/jam) Glukosa
Sukrosa
Air
0
0
0
1206281,970
-
66203,040
Jumlah 0 1272485,010 Panas reaksi 25o
Panas yang dibutuhkan
C -712634,630
1985119,640
-
-
Total 1272485,010 1272485,010
4.2 Fermentor
Tabel 4.2 Neraca Panas Fermentor
Komponen Qmasuk (kkal/jam) Qkeluar (kkal/jam) Glukosa
Air
Etanol
CO
1206281,970
2
66203,040
-
-
40209,660
22067,680
210561,050
342,354
Jumlah 1272485,010 273257,667 Panas reaksi 25o
Panas yang diserap air pendingin
C 3356,532
-
-
1002583,875
4.3 Heater
Tabel 4.3 Neraca Panas Heater
Komponen Qmasuk(kkal/jam) Qkeluar(kkal/jam) Etanol
Air
Glukosa
210561,050
19860,910
40209,660
378410,428
914777,626
9669,499
Jumlah 270631,620 1302857,553
Panas yang dibutuhkan 1032225,933 -
Total 1302857,553 1302857,553
4.4 Kondensor
Tabel 4.4 Neraca Panas Kondensor
Qmasuk (kkal/jam) Qkeluar (kkal/jam) Panas bahan masuk
Panas produk (Ld)
Panas produk (D)
Panas air dingin
13289742,741
-
-
-
-
11572824,491
367231,015
1349687,235
Total 13289742,741 13289742,741
4.5 Reboiler
Tabel 4.5 Neraca Panas Reboiler
Qmasuk (kkal/jam) Qkeluar (kkal/jam) Panas bahan masuk
Panas air panas
Panas produk (Vb)
Panas produk (B)
4359519,907
273489,846
-
-
-
-
3485689,302
1147320,451
BAB V
SPESIFIKASI ALAT
5.1 Tangki Molase (T-101)
Fungsi : menampung molase selama 1 bulan (25 hari)
Jenis : Silinder vertikal dengan tutup ellipsoidal
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 1,344 m
Tinggi : 1,008 m
Volume : 1,283 m
P
3
desain
Tebal plat :
: 16,5 psi
16
3 in = 0,005 m
5.2 Reaktor (R-101)
Fungsi : menghidrolisa sukrosa menjadi glukosa
Jenis : Silinder vertikal dengan tutup ellipsoidal
Jumlah : 2 unit
Bahan : Carbon steel SA-167 grade 5
Diameter : 2,259 m
Tinggi : 2,259 m
Volume : 6,187 m
P
3
desain
Tebal plat :
: 18,492 psi
16
3 in = 0,005 m
Pelengkap : - pengaduk
5.3 Fermentor (R-102)
Fungsi : mengubah glukosa menjadi etanol secara fermentasi
Jenis : Silinder vertikal dengan tutup ellipsoidal
Jumlah : 3 unit
Bahan : baja anti karat SA-167 grade 5
Diameter : 2,245 m
Tinggi : 2,244 m
Volume : 6,065 m
P
3
desain
Tebal plat : 3/16 in = 0,005 m
: 18,468 psi
Pelengkap : - pengaduk
- jaket
- volume jaket = 1,597 m
- tebal jaket = 0,514 m
3
5.4 Tangki Penampung Fermentasi (T-102)
Fungsi : Tempat penampungan sementara hasil fermentasi
Jenis : Silinder vertikal dengan tutup ellipsoidal
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 2,251 m
Tinggi : 2,251 m
Volume : 6,113 m
P
3
desain
Tebal plat :
: 16,929 psi
16
3 in = 0,005 m
5.5 Tangki Penyimpanan Etanol (T-104)
Fungsi : menyimpan Etanol 96% guna kebutuhan produksi
Jenis : silinder vertikal dengan tutup elipsoidal dan alas datar
Jumlah : 2 unit
Bahan : Carbon steel
Tinggi : 6,538 m
Volume : 240,650 m
P
3
desain
Tebal plat :
: 19,7183 psi
8
3 in = 0,009 m
5.6 Filter Press I (FP-101)
Fungsi : Memisahkan abu dari molase
Jenis : plate and frame filter
Jumlah : 1 unit
Bahan : Carbon steel
Bahan media filter : kanvas
Porositas cake : 0,173
Luas plate : 5,299 m
Jumlah plate : 27 buah
2
5.7 Filter Press II (FP-102)
Fungsi : Memisahkan saccharomyces dari larutan etanol
Jenis : plate and frame filter
Jumlah : 1 unit
Bahan : Carbon steel
Bahan media filter : kanvas
Porositas cake : 0,054
Luas plate : 13,769 m
Jumlah plate : 69 buah
2
5.8 Pompa I (P-101)
Fungsi : Mengalirkan molase dari tangki molase ke filter press
Jenis : centrifugal pump
Jumlah : 1 unit
Bahan : Commercial steel
Nominal size pipe : 1 in = 0,025 m
ID : 1,049 in = 0,027 m
OD : 1,315 in = 0,033 m
Flow area pipe : 0,00600 ft
Daya : 0,005 hp ≈ 0,5 hp
2
5.9 Pompa II (P-102)
Fungsi : Mengalirkan glukosa dari tangki pencampuran ke fermentor
Jenis : centrifugal pump
Jumlah : 1 unit
Bahan : Commercial steel
Nominal size pipe : 2 in = 0,051 m
Schedule number : 40
ID : 2,067 in = 0,052 m
OD : 2,375 in = 0,060 m
Flow area pipe : 0,02330 ft
Daya : 0,03 hp ≈ 0,5 hp
2
5.10 Pompa III (P-103)
Fungsi : Mengalirkan etanol dari fermentor ke tangki penampungan
Jenis : centrifugal pump
Jumlah : 1 unit
Bahan : Commercial steel
Nominal size pipe : 2 in = 0,051 m
Schedule number : 40
ID : 2,067 in = 0,052 m
OD : 2,375 in = 0,060 m
Flow area pipe : 0,02330 ft
Daya : 0,03 hp ≈ 0,5 hp
2
5.11 Pompa IV (P-104)
Fungsi : mengalirkan etanol dari tangki penampungan ke filter press
Jumlah : 1 unit
Bahan : Commercial steel
Nominal size pipe : 1,5 in = 0,038 m
Schedule number : 40
ID : 1,610 in = 0,041 m
OD : 1,900 in = 0,048 m
Flow area pipe : 0,01414 ft
Daya : 0,03 hp ≈ 0,5 hp
2
5.12 Kolom Destilasi (KD-101)
Fungsi : memisahkan glukosa, etanol dan air
Jenis : sieve tray
Bahan Konstruksi : carbon steel SA 283grade C
Jumlah : 1 unit
Kondisi Operasi :
Temperatur : 92.61 0
Tekanan : 1 atm
C
Diameter : 1,235 m
Silinder
Tinggi : 9,6 m
Tebal : 316 in = 0,005 m
Diameter : 1,235 m
Tutup
Tinggi : 0.309 m
Tebal :
16
3 in = 0,005 m
Jumlah : 23 trays
Tray
Lokasi umpan : tray ke 10
Hole diameter : 6 mm = 0,006 m
Tebal : 1,002 mm = 0,001 m
5.13 Kondensor (K-101)
Fungsi : mengubah fasa campuran etanol-air menjadi fasa cair
Jenis : 1-4 sheel and tube exchanger
Bahan konstruksi : Stainless steel
Jumlah : 1 unit
Diameter tube : ¾ in = 0,019 m
Pitch (PT
Jenis tube : 16 BWG
) : 1 in square pitch
Panjang tube : 12 ft = 3,658 m
Jumlah tube : 70 buah
Diameter shell : 10 in = 0,254 m
5.14 Tangki Penampung Distilat Sementara (T-103)
Fungsi : menampung dan memisahkan disilat
Bentuk : Silinder horizontal dengan tutup ellipsoidal
Bahan konstruksi : Carbon steel
Jenis sambungan : Double welded butt joints
Jumlah : 1 unit
Kapasitas : 1,388 m3
Kondisi operasi
Temperatur = 81,14 °C
:
Tekanan = 1 atm
Kondisi fisik :
Diameter : 2,874 m
Silinder
Tinggi : 0,564 m
Tebal : 3/16 in = 0,005 m
Diameter : 2,874 m
Tutup
Tinggi : 0,718 m
5.15 Pompa Refluks Destilasi (P-105)
Fungsi : memompa campuran refluks ke menara destilasi
Jenis : centrifugal pump
Bahan Konstruksi : stainless steel
Jumlah : 1 unit
Nominal size pipe : 2,5 in = 0,063 m
Schedule number : 40
ID : 2,469 in = 0,063 m
OD : 2,875 in = 0,073 m
Flow area pipe : 0,03322 ft
Daya : 0,2 hp ≈ 0,5 hp
2
5.16 Pompa I Destilasi (P-106)
Fungsi : memompa destilat ke tangki penyimpanan etanol
Jenis : centrifugal pump
Bahan Konstruksi : stainless steel
Jumlah : 1 unit
Nominal size pipe : 0,5 in = 0,013 m
Schedule number : 40
ID : 0,622 in = 0,016 m
OD : 0,840 in = 0,021 m
Flow area pipe : 0,00211 ft
Daya : 0,007 hp ≈ 0,5 hp
2
5.17 Pompa II Destilasi (P-107)
Fungsi : memompa liquid bottom ke reboiler
Jenis : centrifugal pump
Bahan Konstruksi : stainless steel
Jumlah : 1 unit
Nominal size pipe : 1,5 in = 0,038 m
Schedule number : 40
OD : 1,900 in = 0,048 m
Flow area pipe : 0,01414 ft
Daya : 0,03 hp ≈ 0,5 hp
2
5.18 Reboiler (R-101)
Fungsi : menaikkan suhu campuran etanol, air dan glukosa
sebelum dimasukkan ke dalam kolom destilasi.
Jenis : sheel and tube exchanger
Bahan konstruksi : stainless steel
Jumlah : 1 unit
Diameter tube : 1 in = 0,025 m
Pitch (PT
Jenis tube : 10 BWG
) : 1 in square pitch
Panjang tube : 12 ft = 3,658 m
Jumlah tube : 16 buah
Diameter shell : 8 in = 0,203 m
5.19 Pompa Reboiler (P-108)
Fungsi : memompa larutan dari reboiler ke tangki penampung
hasil samping
Jenis : centrifugal pump
Bahan Konstruksi : stainless steel
Jumlah : 1 unit
Nominal size pipe : 3 in = 0,076 m
Schedule number : 40
ID : 3,068 in = 0,078 m
OD : 3,500 in = 0,089 m
Flow area pipe : 0,05130 ft
Daya : 0,1 hp ≈ 0,5 hp
5.20 Bak Penampung Cake I (B-101)
Fungsi : menampung cake dari unit filter press I
Bentuk : empat persegi panjang
Bahan konstruksi : kayu
Jumlah : 1 unit
Kapasitas : 5,846 m
Panjang : 2,062 m
3
Lebar : 2,062 m
Tinggi : 1,381 m
5.21 Bak Penampung Cake II (B-102)
Fungsi : menampung cake dari unit filter press II
Bentuk : empat persegi panjang
Bahan konstruksi : kayu
Jumlah : 1 unit
Kapasitas : 17,741 m
Panjang : 2,985 m
3
Lebar : 2,985 m
Tinggi : 1,999 m
5.22 Heater (H-101)
Fungsi : memanaskan campuran etanol sebelum dimasukkan
ke dalam kolom destilasi.
Jenis : sheel and tube exchanger
Bahan konstruksi : stainless steel
Jumlah : 1 unit
Diameter tube : ¾ in = 0,019 m
Pitch (PT
Jenis tube : 10 BWG
) : 1 in square pitch
Panjang tube : 16 ft = 4,877 m
Jumlah tube : 32 buah
5.23 Tangki Penyimpanan Saccharomyces (T-105)
Fungsi : menampung Saccharomyces
Jenis : Silinder vertikal dengan tutup ellipsoidal
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 0,710 m
Tinggi : 0,710 m
Volume : 0,186 m
P
3
desain
Tebal plat :
: 16,301 psi
16
3 in = 0,005 m
5.24 Tangki Penyimpanan (NH4)2SO4
Fungsi : menampung (NH
(T-106) 4)2SO
Jenis : Silinder vertikal dengan tutup ellipsoidal
4
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 0,304 m
Tinggi : 0,304 m
Volume : 0,014 m
P
3
desain
Tebal plat :
: 15,748 psi
16
3 in = 0,005 m
5.25 Tangki Penyimpanan H3PO4
Fungsi : menampung H
(T-107) 3PO
Jenis : Silinder vertikal dengan tutup ellipsoidal
4
Jumlah : 1 unit
Bahan : Carbon steel SA-212 grade B
Diameter : 0,300 m
Tinggi : 0,300 m
Volume : 0,013 m
P
3
Tebal plat : 316 in = 0,005 m
5.26 Pompa IX (P-109)
Fungsi : Mengalirkan H3PO4
Jenis : centrifugal pump
ke fermentor
Jumlah : 1 unit
Bahan : Commercial steel
Nominal size pipe : 1/8 in = 0,003 m
Schedule number : 40
ID : 0,269 in = 0,007 m
OD : 0,405 in = 0,010 m
Flow area pipe : 0,00040 ft
Daya : 0,00007 hp ≈ 0,5 hp
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi merupakan suatu sistem atau susunan peralatan yang dipakai di
dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil
sesuai dengan yang diharapkan. Alat–alat instrumentasi dipasang pada setiap
peralatan proses dengan tujuan agar para engineer dapat memantau dan mengontrol
kondisi di lapangan. Dengan adanya istrumentasi ini pula, para engineer dapat segera
melakukan tindakan apabila terjadi kejanggalan dalam proses. Namun pada dasarnya,
tujuan pengendalian tersebut adalah agar kondisi proses di dalam pabrik mencapai
tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan
secara optimal.
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan
pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau
otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada
pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat–alat
instrumen juga harus ditentukan apakah alat–alat tersebut dipasang di atas papan
instrumen dekat peralatan proses yang dikontrol secara manual atau disatukan dalam
suatu ruang kontrol yang dihubungkan dengan bangsal peralatan yang dikontrol
secara otomatis (Perry, 1999).
Variabel–variabel proses yang biasanya dikontrol atau diukur oleh instrumen
adalah :
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas,
pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan
variabel lainnya.
Pada dasarnya suatu sistem pengendalian terdiri dari :
1. Elemen Perasa(Sensing Element / Primary Element).
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel
2. Elemen Pengukur(Measuring Element).
Elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju
aliran, maupun ketinggian fluida. Perubahan ini merupakan sinyal dari proses
dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen Pengontrol(Controlling Element).
Elemen yang menerima sinyal kemudian akan segera mengatur perubahan–
perubahan proses tersebut sama dengan nilai set point (nilai yang dikehendaki).
Dengan demikian elemen ini dapat segera memperkecil ataupun meniadakan
penyimpangan yang terjadi.
4. Elemen Pengontrol Akhir (Final Control Element).
Elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke
dalam proses sehingga variabel yang diukur tetap berada dalam batasan yang
diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi
otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan
cara mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel
yang dikontrol maka instrumen akan bekerja sendiri untuk mengembalikan variabel
pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara
semi otomatis adalah pengendalian yang mencatat perubahan–perubahan yang terjadi
pada variabel yang dikontrol. Untuk mengubah variabel–variabel ke dalam nilai yang
diinginkan maka dilakukan usaha secara manual, instrumen ini bekerja sebagai
pencatat (recorder) atau penunjuk (indicator).
Faktor–faktor yang perlu diperhatikan dalam instrumen–instrumen adalah
(Peters et.al., 2003) :
1. Range yang diperlukan untuk pengukuran.
2. Level instrumentasi.
3. Ketelitian yang dibutuhkan.
4. Bahan konstruksinya.
Instrumentasi yang umum digunakan dalam pabrik adalah :
1. Untuk variabel temperatur.
• Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat. Dengan menggunakan
Temperature Controller, para engineer juga dapat melakukan
pengendalian terhadap peralatan sehingga temperatur peralatan tetap
berada dalam range yang diinginkan. Temperature Controller kadang–
kadang juga dapat mencatat temperatur dari suatu peralatan secara
berkala Temperature Recorder (TR).
• Temperature Indicator (TI) adalah instrumentasi yang digunakan untuk
mengamati temperatur suatu alat.
2. Untuk variabel ketinggian permukaan cairan.
• Level Controller (LC) adalah instumentasi yang digunakan untuk
mengamati ketinggian cairan di dalam suatu alat. Dengan menggunakan
Level Controller, para engineer juga dapat melakukan pengendalian
ketinggian cairan di dalam peralatan tersebut.
• Level Indicator (LI) adalah instrumentasi yang digunakan untuk
mengamati ketinggian cairan di dalam suatu alat.
3. Untuk variabel tekanan.
• Pressure Controller (PC) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi dari suatu alat. Para engineer juga dapat
melakukan perubahan tekanan dari peralatan operasi. Pressure
Controller dapat juga dilengkapi pencatat tekanan dari suatu peralatan
secara berkala Pressure Recorder (PR).
• Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi dari suatu alat.
4. Untuk variabel aliran cairan.
• Flow Controller (FC) adalah instrumentasi yang digunakan untuk
mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila
terjadi perubahan dapat melakukan pengendalian.
• Flow Indicator (FI) adalah instrumentasi yang digunakan untuk
Beberapa instrumen yang digunakan dalam peralatan pabrik adalah :
1. Reaktor
Instrumen yang digunakan pada reaktor adalah Temperature Controller
(TC) yang berfungsi untuk mengamati dan mengontrol temperatur fluida di
dalam reaktor. Reaktor dilengkapi dengan sight glass yang berfungsi sebagai
Level Controller (LC). Reaktor juga dilengkapi dengan sensing elemen yang
peka terhadap perubahan suhu sehingga temperatur reaktor dapat dilihat pada
temperatur indikator. Juka suhu terlalu tinggi, maka secara otomatis valve yang
terdapat pada aliran steam akan tertutup dan sebaliknya. Valve pada aliran
[image:47.595.238.401.314.432.2]steam juga dilengkapi dengan valve by pass.
Gambar 6.1 Reaktor beserta instrumennya
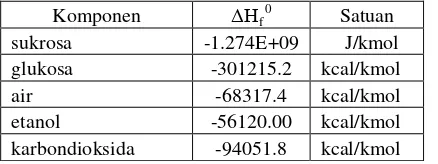
2. Filter Press
Pada filter press terdapat pressur indikator yang berfungsi untuk
menunjukkan tekanan pada filter press. Jika tekanan terlalu besar dapat
mengakibatkan kerusakan pada alat.
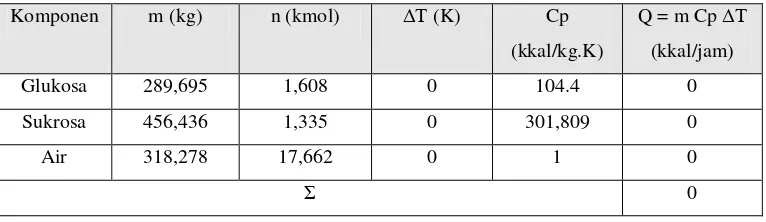
[image:47.595.250.387.587.675.2]3. Heater
Instrumen yang digunakan pada heater adalah Temperature Controller
(TC) yang berfungsi untuk mengamati dan mengontrol temperatur fluida di
dalamnya. Apabila fluida yang keluar berada di bawah temperatur yang
diinginkan, maka Temperature Controller (TC) akan menggerakkan Flow
Controller (FC) untuk membuka valve sehingga laju alir steam yang masuk
menjadi lebih besar.
Gambar 6.3 Heater beserta instrumennya.
4. Kolom Destilasi
Instrumen yang digunakan pada kolom destilasi adalah Temperature
Controller (TC) yang berfungsi apabila suhu dalam kolom destilasi
meningkat, maka Temperature Controller (TC) akan menggerakan Flow
Controller (FC) pada reboiler bottom sehingga steam yang disuplai menjadi
menurun. Apabila ketinggian fluida dalam kolom destilasi terlalu besar, maka
efektifitas destilasi akan menurun sehingga dipasang Flow Controller (FC)
untuk memperkecil laju alir bahan yang masuk. Kondisi kolom destilasi juga
dipengaruhi oleh efek kondensasi destilat sehingga pada kondensor
diperlukan Temperature Controller (TC) yang akan menggerakkan Flow
Controller(FC) air pendingin yang disuplai pada kolom destilasi.
Fluida Masuk Fluida Keluar
FC TC
Steam
Gambar 6.4 Kolom destilasi beserta instrumennya.
5. Kondensor
Instrumen yang digunakan pada kondensor adalah Temperature
Controller (TC) yang berfungsi untuk mengamati dan mengontrol temperatur
fluida di dalam kondensor. Apabila fluida yang keluar berada di atas
temperatur yang diinginkan dalam kondensor, maka Temperature Controller
(TC) akan menggerakkan Flow Controller (FC) untuk membuka valve
sehingga laju alir air pendinginyang masuk menjadi lebih besar.
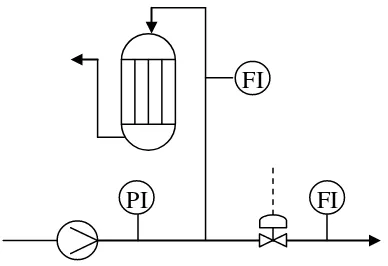
Gambar 6.5 Kondensor beserta instrumennya. PI
TI
TI FI
LI
[image:49.595.248.401.568.666.2]6. Reboiler
Instrumen yang digunakan pada reboiler adalah Temperature Controller (TC)
yang berfungsi untuk mengamati dan mengontrol temperatur fluida di dalam
reboiler. Apabila fluida yang keluar berada di bawah temperatur reboiler,
maka Temperature Controller (TC) akan menggerakkan Flow Controller (FC)
untuk membuka valve sehingga laju alir steam yang masuk menjadi lebih
besar. Pressure Indicator (PI) juga dipasang agar tekanan di dalam reboiler
tidak berjalan di atas atau di bawah batas yang diinginkan.
Gambar 6.6 Reboiler beserta instrumennya.
7. Pompa
Instrumen yang digunakan pada pompa adalah Flow Controller (FC) yang
berfungsi untuk memperkecil laju alir fluida yang masuk apabila laju alir fluida
[image:50.595.218.412.270.403.2]di dalam pompa berada di atas batas yang ditentukan.
Gambar 6.7 Pompa beserta instrumennya. Fluida
Fluida FC
FI
Tabel 6.1 Daftar Penggunaan Instrumentasi pada Pra Rancangan Pabrik Pembuatan
Etanol dari Molase
No Nama Alat Jenis Instrumentasi Kegunaan
1 Tangki LC Mengontrol tinggi cairan dalam
tangki
2 Pompa FC Mengatur laju cairan dalam pipa
3 Reaktor
TC Mengontrol suhu dalam reaktor
PC Mengontrol tekanan dalam
reaktor
LC Mengontrol tinggi cairan dalam
reaktor
4 Kolom Destilasi
PC Mengontrol tekanan dalam
kolom destilasi
TC Mengontrol suhu dalam kolom
destilasi
LC Mengontrol tinggi cairan dalam
kolom destilasi
FC Mengatur laju cairan dalam pipa
5 Kondensor TC Mengontrol suhu dalam
kondensor
FC Mengatur laju cairan dalam pipa
6 Reboiler TC Mengontrol suhu dalam reboiler
FC Mengatur laju cairan dalam pipa
7 Filter Press PC Mengamati tekanan operasi
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh
karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud
tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan
pabrik pada saat perancangan dan saat pabrik beroperasi.
Sebagaimana pedoman pokok dalam usaha penanggulangan masalah
Undang-undang ini juga mengisyaratkan bahwa tindakan koratif dan korektif agar
kecelakaan kerja dihindari dan lingkungan kerja harus memenuhi syarat-syarat
kesehatan.
Untuk menjamin keselamatan kerja, maka dalam perencanaan suatu pabrik
perlu diperhatikan beberapa hal, yaitu :
1. Lokasi pabrik
2. Sistem pencegahan kebocoran
3. Sistem perawatan
4. Sistem penerangan
5. Sistem penyimpanan material dan perlengkapan
6. Sistem pemadam kebakaran
Disamping itu, terdapat beberapa peraturan dasar keselamatan kerja yang harus
diperhatikan pada saat bekerja di setiap pabrik-pabrik kimia :
1. Tidak boleh merokok atau makan
2. Tidak boleh minum minuman keras (beralkohol) selama bekerja
Pada pra-rancangan pabrik pembuatan etanol dari molase, usaha-usaha
pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan dengan :
1. Pencegahan terhadap kebocoran
− Memasang sistem alarm pada tempat yang strategis dan penting seperti
power station, laboratorium dan ruang proses
− Mobil pemadam kebakaran harus dalam keadaan siap siaga dalam fire
station
− Fire hydrant ditempatkan pada jarak 100 m di daerah storage, proses dan perkantoran
− Fire extinguisher disediakan pada bangunan pabrik untuk memadamkan
api yang relatif kecil
− Gas detektor dipasang pada daerah proses, storage dan daerah perpipaan
yang dihubungkan dengan aliran gas di ruang kontrol untuk mendeteksi
kebocoran gas
− Smoke detektor ditempatkan pada setiap sub-station listrik untuk
2. Memakai peralatan pelindung diri
Pada lokasi pabrik disediakan perlengkapan perlindungan diri seperti :
− Pakaian kerja
− Sepatu pengaman
− Topi pengaman
Topi memberikan perlindungan terhadap percikan bahan kimia terutama
jika bekerja di bawah perpipaan serta tangki yang mungkin bocor, juga
perlindungan terhadap alat kerja yang jatuh
− Sarung tangan
− Masker
Berguna untuk memberi perlindungan terhadap debu-debu yang
berbahaya ataupun uap kimia agar tidak terhirup
3. Pencegahan terhadap bahaya mekanis
− Setiap ruang kerja karyawan dibuat cukup luas dan tidak menghambat
kegiatan karyawan lain
− Alat-alat dibuat dengan penahan yang cukup juat
4. Pencegahan terhadap bahaya listrik
− Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekering atau pemutus hubungan listrik secara otomatis
− Sistem perkabelan listrik harus dipasang secara terpadu dengan tata letak pabrik, sehingga jika ada perbaikan dapat dilakukan dengan mudah
5. Menerapkan nilai-nilai disiplin bagi karyawan
− Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang
diberikan dan mematuhi setiap peraturan dan ketentuan yang diberikan
− Setiap kecelakaan kerja atau kejadian yang merugikan segera dilaporkan
ke atasan
− Setiap karyawan harus saling mengingatkan akan perubahan yang dapat
menimbulkan bahaya
− Setiap ketentuan dan peraturan harus dipatuhi 6. Menyediakan poliklinik di lokasi pabrik
Apabila terjadi kecelakaan kerja seperti kebakaran pada pabrik maka yang
1. Mematikan seluruh kegiatan pabrik, baik mesin maupun listrik
2. Mengaktikan alat pemadaman kebakaran, dalam hal ini alat pemadaman
kebakaran yang digunakan disesuaikan dengan jenis kebakaran yang
terjadi, yaitu :
− Instalasi pemadam dengan air
Untuk kebakaran yang terjai pada bahan yang berpijar seperti kayu,
arang, kertas dan bahan berserat. Air dipompakan dengan menggunakan
pompa yang bekerja dengan instalasi listrik sendiri sehingga tidak
terganggu jika instalasi listrik pabrik dimatikan
− Instalasi pemadam dengan CO
Gas CO
2
2
− Instalasi pemadam dengan busa udara
yang digunakan adalah yang sudah dicairkan dalam tabung gas
bertekanan yang disambung secara seri ke nozel-nozel. Instalasi ini
digunakan untuk ruangan tertutup seperti pada tangki penyimpanan dan
juga pada instalasi listrik
Busa bertekanan yang keluar dari alat pemadam akan mendinginkan
sumber kebakaran dan menyelimuti serta melindungi sumber kebakaran
dari masuknya O
− Instalasi pemadam dengan debu
2
Debu pemadam cocok untuk kebakaran yang berupa lidah api,
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam
memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan
prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin
kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada Pabrik Pembuatan Etanol dari
Molase ini adalah sebagai berikut :
1. Kebutuhan uap (steam)
2. Kebutuhan air
3. Kebutuhan bahan kimia
4. Kebutuhan listrik
5. Kebutuhan bahan bakar
7.1 Kebutuhan Uap (steam)
Dalam pabrik, uap digunakan sebagai media pemanas alat-alat perpindahan
panas. Adapun kebutuhan uap pada pabrik pembuatan Etanol dari molase adalah
sebanyak 4391,741 kg/jam yang digunakan pada heater, reboyler dan reaktor.
Tambahan untuk faktor keamanan diambil sebesar 30 %.
Maka kebutuhan uap = 30% ×4391,741 = 1317,522 kg/jam
Total uap yang harus dihasilkan ketel = 4391,741 + 1317,522
= 5709,262 kg/jam
Diperkirakan 80 % kondensat dapat dipergunakan kembali sehingga :
Kondensat yang dapat digunakan kembali = 80%×5709,262 = 4567,409 kg/jam
Kebutuhan air segar = 20%×5709,262 = 1141,852 kg/jam
7.2 Kebutuhan Air
Kebutuhan air pada Pabrik Pembuatan Etanol dari Molase ini mencakup
kebutuhan air yang diperlukan untuk umpan ketel dan kebutuhan air proses yang
digunakan untuk proses secara langsung yaitu air yang ditambahkan ke dalam reaktor
Untuk mengetahui jumlah kebutuhan air maka dapat diuraikan sebagai
berikut :
- Kebutuhan air untuk umpan ketel = 1141,852 kg/jam
- Kebutuhan air proses = 4119,288 kg/jam
- Kebutuhan air pendingin = 22477,651 kg/jam
Total kebutuhan air = 27738,791 kg/jam
Sumber air untuk pabrik pembuatan Etanol dari Molase ini berasal dari air
tanah yang diperoleh dengan membuat sumur bor. Kualitas air dapat diasumsikan
sebagai berikut :
Tabel 7.1 Kualitas Air Tanah Marelan
Parameter Satuan Kadar
Suhu pH Kekeruhan Besi (Fe) Clorida (Cl) Seng (Zn) Sulfat (SO4 Arsen (Ar) )
SiO
Kalsium (Ca) 2
Magnesium (Mg) Zat organik
°C - mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L
25 7 6-9 4,48
11 0.082
10 0.02
27 45 28 12
Sumber : PT Adolina Belawan, 2007
Kebutuhan air pada pabrik pembuatan Etanol adalah sebagai berikut :
• Kebutuhan air proses
Kebutuhan air proses pada pabrik pembuatan etanol dapat dilihat pada tabel di
bawah ini:
Tabel 7.2 Kebutuhan Air Proses
No Nama Alat Kode Alat Kebutuhan (kg/jam)
1 Reaktor R-101 4119,288
• Kebutuhan air pendingin
Kebutuhan air pendingin pada pabrik pembuatan etil laktat dapat dilihat pada
tabel di bawah ini:
Tabel 7.3 Kebutuhan Air Pendingin
No Nama Alat Nama Alat Kebutuhan (kg/jam)
1 Tangki Fermentor R-102 9561,984
2 Kondensor K-101 12915,667
total 22477,651
Air pendingin bekas digunakan kembali setelah didinginkan dalam menara
pendingin air. Dengan menganggap terjadi kehilangan air selama proses sirkulasi,
maka air tambahan yang diperlukan adalah jumlah air yang hilang karena
penguapan, drift loss, dan blowdown (Perry, 1999).
Air yang hilang karena penguapan dapat dihitung dengan persamaan:
We = 0,00085 Wc (T2 – T1
Di mana :
) (Pers. 12-10 Perry, 1999)
Wc
T
= jumlah air pendingin yang diperlukan = 22477,651 kg/jam
1
T
= temperatur air pendingin masuk = 25°C = 77°F
2
Maka,
= temperatur air pendingin keluar = 40°C = 104°F
We
= 515,862 kg/jam
= 0,00085 × 22477,651 × (104-77)
Air yang hilang karena drift loss biasanya 0,1 – 0,2 % dari air pendingin yang
masuk ke menara air (Perry, 1999). Ditetapkan drift loss 0,2 %, maka:
Wd
Air yang hilang karena blowdown bergantung pada jumlah siklus sirkulasi air
pendingin, biasanya antara 3 – 5 siklus (Perry, 1997). Ditetapkan 5 siklus, maka: = 0,002 × 22477,651 = 44,955 kg/jam
1 S
W
W e
b −
= (Pers, 12-12, Perry, 1999)
kg/jam 965
, 128
1 5 515,862 Wb
= −
Sehingga make up air yang diperlukan = 515,862 + 44,955 +128,965
= 689,782 kg/jam
Untuk menjamin kelangsungan penyediaan air, maka di lokasi pengambilan air
dibangun fasilitas penampungan air (water intake facility) yang juga merupakan
tempat pengolahan awal air tanah dari sumur bor. Untuk pengolahan awal, dilakukan
penyaringan, selanjutnya air dipompakan ke lokasi pabrik untuk diolah dan
digunakan sesuai dengan keperluannya. Pengolahan air di pabrik terdiri dari
beberapa tahap, yaitu:
1. Pengendapan
2. Klarifikasi
3. Filtrasi
4. Demineralisasi
5. Deaerasi
7.2.1 Pengendapan
Air tanah yang dipompakan dari sumur bor kemudian dialirkan ke dalam
pengendapan, dimana partikel padat yang berdiameter besar akan mengendap secara
gravitasi. Diameter partikel padat berkisar antara 10-4 meter. (Baron, 1982)
7.2.2 Klarifikasi
Klarifikasi merupakan proses penghilangan kekeruhan yang disebabkan oleh
suspended solid di dalam air. Air dari bak pengendapan dialirkan ke dalam clarifier
setelah diinjeksikan larutan alum Al2(SO4)3 yang berfungsi sebagai koagulan dan
larutan abu Na2CO3
Setelah pencampuran yang disertai pengadukan maka akan terbentuk
flok-flok yang akan mengendap ke dasar clarifier karena gaya gravitasi, sedangkan air
jernih akan keluar mlimpah (overflow) yang selanjutnya akan masuk ke penyaring
pasir (sand filter)untuk penyaringan.
yang berfungsi sebagai bahan pembantu untuk mempercepat
pengendapan dan penetralan pH.
Pemakaian larutan alum umumnya hingga 50 ppm terhadap jumlah air yang
akan diolah, sedangkan perbandingan pemakaian alum dan abu soda = 1 : 0,54.
Total kebutuhan air = 27738,791 kg/jam
Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 × 50 = 27 ppm
Larutan alum yang dibutuhkan = 50.10-6
Larutan soda sbu yang dibutuhkan = 27.10
× 27738,791 = 1,387 kg/jam
-6
× 27738,791 = 0,749 kg/jam
7.2.3 Filtrasi
Filtrasi berfungsi untuk memisahkan flok dan koagulan yang masih terikat bersama
air. Penyaring pasir (sand filter) yang digunakan terdiri dari 3 lapisan, yaitu :
a. Lapisan I terdiri dari pasir hijau (green sand) setinggi 60,96 cm
b. Lapisan II terdiri dari anterakit setinggi 31,75 cm
c. Lapisan III terdiri dari batu kerikil (graved) setinggi 17,78 cm
Pada bagian bawah sand filter dilengkapi dengan strainer agar air menembus
celah-celah pasir secara merata. Daya saring sand filter akan berkurang sehingga
diperlukan pencucian (back wash) secara berkala. Selama pemakaian, daya saring
sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala dengan cara
pencucian balik (back washing). Dari penyaring ini, air dipompakan ke menara air
sebelum didistribusikan untuk berbagai kebutuhan.
7.2.4 Demineralisasi
Air untuk umpan ketel harus murni dan bebas dari garam-garam terlarut.
Untuk itu perlu dilakukan proses demineralisasi, alat demineralisasi dibagi atas :
1. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam-logam alkali dan
mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran
antara kation Ca, Mg dan kation lain yang larut dalam air dengan kation dari resin.
Resin yang digunakan bermerek Daulite C-20. Reaksi yang terjadi :
2H+R + Ca2+ Ca2+R2 + 2H
2H
+
+
R + Mg2+ Mg2+R2 + 2H
Untuk regenerasi dipakai H
+
2SO4
Ca
berlebih dengan reaksi :
2+
R2 + 2H2SO4 CaSO4 + 2H+
Mg
R
2+
2. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion yang terdapat dalam air
dengan ion hidroksida dari resin. Resin yang digunakan Dowex 2. Reaksi yang
terjadi :
2ROH + SO42- R2SO4 + 2OH
ROH + Cl
RCl + OH
Untuk regenerasi dipakai NaOH dengan reaksi :
-
<

![Tabel LB.1 Kapasitas Panas Gas, Cpg T°K = a + bT + cT2 + dT3 + eT4 [ J/mol°K ]](https://thumb-ap.123doks.com/thumbv2/123dok/364745.34072/121.595.127.410.428.633/tabel-lb-kapasitas-panas-gas-cpg-mol-k.webp)