PRA RANCANGAN PEMBUATAN MOLASES
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Program Diploma IV ( D – IV )
Program Studi Teknologi Kimia Industri FT – USU
Disususn Oleh :
NIM : 025201015
RIAMI MARISSA ULI HUTAPEA
DEPARTEMEN TEKNIK KIMIA
PROGRAM D – IV TEKNOLOGI KIMIA INDUSTRI FAKULTAS TEKNIK
INTISARI
Pra Rancangan Pembuatan Molases Pada Pabrik Gula direncanakan beroperasi dengan kapasitas 5000 ton / hari dan diharapkan dapat dikembangkan menjadi komoditi ekspor.
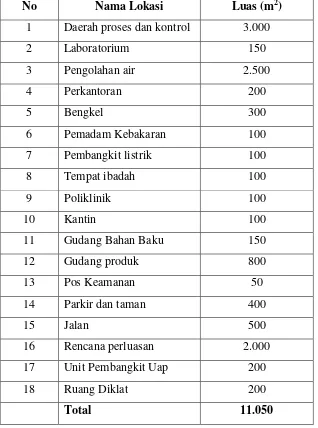
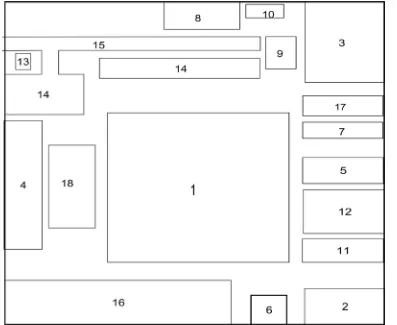
Lokasi pabrik direncanakan di Kawasan Industri Medan II Kotamadya Medan Provinsi Sumatera Utara dan luas tanah yang dibutuhkan 11.050 m2
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik berjumlah 106 orang dengan bentuk organisasi Perseroan Terbatas ( PT ). Struktur organisasi berupa sistem organisasi garis dan staf yang dipimpin oleh seorang direktur. Hasil analisa ekonomi terhadap Pra Rancangan Pabrik Pembuatan Molases Pada Pabrik Gula ini adalah sebagai berikut :
.
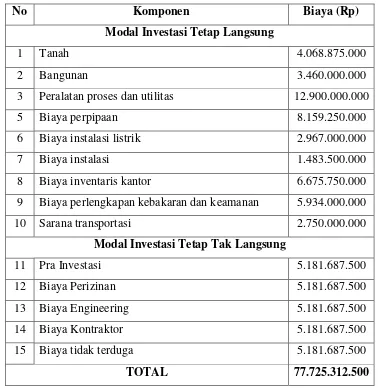
- Total Modal Investasi : Rp. 412.068.077.527,- - Hasil Penjualan : Rp. 369.163.803.800,- - Total Biaya Produksi : Rp. 250.637.795.763,- - Profit Margin (PM) : 32,11 %
- Break Event Point (BEP) : 35,59 % - Return Of Investment (ROI) : 20,16 % - Pay Out Time (POT) : 4,96 tahun - Internal Rate of Return (IRR) : 43,44 %
INTISARI
Pra Rancangan Pembuatan Molases Pada Pabrik Gula direncanakan beroperasi dengan kapasitas 5000 ton / hari dan diharapkan dapat dikembangkan menjadi komoditi ekspor.
Lokasi pabrik direncanakan di Kawasan Industri Medan II Kotamadya Medan Provinsi Sumatera Utara dan luas tanah yang dibutuhkan 11.050 m2
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik berjumlah 106 orang dengan bentuk organisasi Perseroan Terbatas ( PT ). Struktur organisasi berupa sistem organisasi garis dan staf yang dipimpin oleh seorang direktur. Hasil analisa ekonomi terhadap Pra Rancangan Pabrik Pembuatan Molases Pada Pabrik Gula ini adalah sebagai berikut :
.
- Total Modal Investasi : Rp. 412.068.077.527,- - Hasil Penjualan : Rp. 369.163.803.800,- - Total Biaya Produksi : Rp. 250.637.795.763,- - Profit Margin (PM) : 32,11 %
- Break Event Point (BEP) : 35,59 % - Return Of Investment (ROI) : 20,16 % - Pay Out Time (POT) : 4,96 tahun - Internal Rate of Return (IRR) : 43,44 %
BAB I
PENDAHULUAN
1.1 Latar Belakang
Gula mempunyai posisi penting dalam tata gizi masyarakat Indonesia,
karena gula merupakan sumber kalori yang efektif dan sekaligus memberikan rasa
manis yang sangat diperlukan manusia. Konsumsi gula tidak hanya dalam bentuk
gula sentrifugal (gula pasir), tetapi juga gula non sentrifugal (gula merah, gula
kelapa, gula aren dan sebagainya) yang diproduksi secara tradisional. Fungsi gula
sebagai sumber rasa manis akhir – akhir ini banyak digantikan bahan pemanis
buatan seperti siklamat, sakarin, aspartam dan sebagainya.
Kebanyakan orang kurang menyadari bahwa penggunaan bahan pemanis
tak berkalori seperti pemanis buatan itu mengurangi jumlah kalori yang diserap
tubuh. Sebagai gugus kimia yang terdiri dari unsur C (karbon), H (hidrogen) dan
O (oksigen) gula memiliki kadar kalori yang cukup tinggi yaitu sekitar 3950
kalori per gram gula. Kadar kalori gula hampir sama dengan kadar kalori zat
tepung 4180 kalori per gram. ( Prabowo, 1992 )
Meskipun gula merupakan bahan pangan yang penting dalam tata gizi
masyarakat, tetapi kebanyakan orang baru mampu mengkomsumsi gula dalam
jumlah yang hanya memberikan sumbangan 5,5 % terhadap penyediaan kalori
secara keseluruhan. Dengan makin meningkatnya pendapatan masyarakat,
diharapkan komsumsi gula meningkat pula sehingga dapat memberikan
Pengolahan tebu menjadi gula dilakukan dengan proses yang pertama
yaitu tebu dimasukkan ke unit stasiun penggilingan dengan lima kali proses
penggilingan dan air tebu yang dihasilkan dari stasiun penggilingan itulah yang
disebut dengan nira. Kemudian nira dialirkan ke unit stasiun penguapan
(evaporator) yang gunanya untuk menghasilkan nira yang lebih kental, setelah itu
dipompakan pada unit stasiun masakan / pengkristalan dan dilanjutkan pada unit
stasiun putaran / sentrifugal yang dimana dalam proses ini barulah terpisah antara
kristal gula dengan molases.
Dari proses tersebut di atas, dihasilkan produk utama berupa kristal gula
putih yang di pasar dikenal dengan sebutan SHS (Superieure Hoofd Suiker) atau
Plantation White Sugar. Kadang – kadang dihasilkan pula gula dengan mutu yang
lebih rendah, misalnya HS (Hoofd Suiker) yang dewasa ini umumnya tidak
dipasarkan. Selain gula kristal, pengolahan tebu menjadi gula menghasilkan pula
tetes (molases) yang digunakan sebagai bahan dasar pembuatan kecap dan bahan
baku pabrik alkohol / spiritus serta Mono Sodium Glutamat (MSG) di dalam
negeri ataupun di ekspor. Dari tabel di bawah ini dapat dilihat bahwa permintaan
molases setiap tahunnya semakin meningkat di seluruh dunia.
Tabel 1.1. Kebutuhan Molases di seluruh Dunia
Tahun Kebutuhan (Ton) Produksi (Ton)
1989 74.400 428.200
1990 697.300 269.500
1991 626.700 121.900
1992 860.700 371.700
1993 910.000 277.800
1994 1.048.000 434.594
1995 1.100.000 514.470
1996 1.200.000 670.000
(Sumber: Hugot, 1986)
1.2 Perumusan Masalah
Adapun rumusan masalah pada Pra Rancangan Pembuatan Molases Pada
Pabrik Gula ini adalah untuk mengetahui bagaimana terbentuknya proses
pembuatan molases pada stasiun kristalisasi (masakan) dan stasiun putaran pada
pabrik gula.
1.3 Tujuan Perancangan Pabrik
Sebagai ilmu keteknikan, Teknologi Kimia Industri membidangi
perancangan (design) konstruksi, operasi peralatan, serta proses pengolahan bahan
mentah dan bahan pendukung menjadi produk yang berdaya guna untuk bahan
baku bagi proses berikutnya, maupun digunakan langsung untuk kebutuhan
Teknologi Kimia Industri yang meliputi neraca massa, neraca energi, operasi
teknik kimia, dan bagian ilmu Teknologi Kimia Industri lainnya yang
penyajiannya disajikan pada Pra Rancangan Pembuatan Molases Pada Pabrik
Gula. Bahan baku yang digunakan pada kapasitas tebu sebesar 5000 ton/hari.
1.4 Manfaat Rancangan
Manfaat dari Pra Rancangan Molases Pada Pabrik Gula ini adalah sebagai
bahan dasar untuk pembuatan kecap, bahan baku pabrik alkohol dan Mono
BAB II
TINJAUAN PUSTAKA
2.1 Proses Pembuatan Gula
Pabrik gula adalah suatu pabrik yang berperan mengubah bahan baku tebu
menjadi kristal produk yang memenuhi syarat.
Di dalam proses kristalisasi dilakukan dengan cara mengkristalkan
sukrosa yang terdapat di dalam nira kental / stroop pada suatu bejana dan
mengusahakan agar :
• Hasil memenuhi syarat dan kualitas
• Biaya operasi yang rendah / ekonomis
• Kehilangan sukrosa serendah – rendahnya
• Hasil tidak menyulitkan proses selanjutnya.
Sehingga di dalam operasinya dilakukan langkah – langkahsebagai berikut :
• Proses dilaksanakan dengan tekanan yang direndahkan (vacum)
• Proses dilaksanakan secara bertingkat.
2.1.1 Mekanisme Pengkristalan
Nira kental merupakan bahan pokok yang digunakan di dalam proses
kristalisasi, yang memiliki konsentrasi mendekati jenuh dimana jarak antara
molekul – molekul sukrosa masih cukup jenuh sehingga satu sama lain belum
Dengan adanya penguapan air maka jarak antara molekul – molekul
sukrosa akan saling berdekatan dan pada saat mencapai suatu keadaan yang lewat
jenuh maka molekul akan saling membentuk rantai.
Dengan semakin tingginya konsentrasi maka rantai-rantai molekul akan
membentuk inti – inti kristal.
Faktor-faktor yang mempengaruhi kecepatan kristalisasi :
a. Konsentrasi Larutan
Agar dicapai proses penempelan yang lebih cepat maka perlu di
usahakan agar larutan pada kejenuhan yang tinggi karena pada
keadaan ini kandungan sukrosanya lebih besar dibandingkan bila pada
kejenuhan yang lebih rendah sehingga proses penempelan pada inti
kristal lebih cepat.
b. Kandungan Kotoran
Adanya kotoran yang terdapat di dalam bahan akan menyebabkan
naiknya viskositas sehingga berakibar turunnya nilai kemurnian, hal
ini akan mengakibatkan rendahnya kecepatan kristalisasi.
c. Bahan Pemanas
Merupakan bahan yang sangat diperlukan guna menguapkan air yang
dikandung oleh larutan, dapat menimbulkan sirkulasi yang sangat
diperlukan dalam proses kristalisasi.
d. Jenis Alat
Bejana tipe Serpentin umumnya akan lebih lama waktu masaknya
dibandingkan dengan bejana tipe Alandria, hal ini karena untuk bejana
yang kadang – kadang sulit untuk dapat dipenuhi pada pabrik – pabrik
gula yang lama. (Kusumadiyono,1982)
2.1.2 Proses Kristalisasi Pada Pabrik Gula
Proses kristalisasi pada pabrik gula dilakukan sebanyak 3 tahap yaitu A,
B dan D. Dimana gula A dan B yang dihasilkan diambil sebagai gula produk.
Masakan D diputar dua kali dan gula D yang dihasilkan merupakan
babonan (bibit) untuk masakan A dan B. Pembuatan bibit masakan D
menggunakan bibit fondan pan masakan (vacum pan) berjumlah 5 buah dimana 3
buah dapat digunakan untuk masakan A dan B, dan 2 buah lagi untuk masakan D.
Kedua pan yang digunakan untuk masakan D tersebut dilengkapi dengan
pengaduk untuk membantu sirkulasi pada masakan D tersebut. Masakan D juga
dibantu oleh 1 buah palung penyimpangan bibit (Vacum Seed Crystalizer) yang
volumenya 300 Hl (Hekto Liter). Proses kristalisasi dimulai dengan membuat
bibit masakan D (masakan D2) dengan bibit fondan, kemudian dibesarkan terus
sampai penuh 500 Hl. Masakan D2
Untuk masakan A dan B yang menggunakan bibit babonan, pertama
dilakukan adalah pembuatan bibit A/B. Apabila bibit sudah penuh sekitar 500 Hl
bibit tersebut dipecah menjadi 2 pan, masing – masing 250 Hl, kemudian kedua
bibit dalam 2 pan tersebut dapat diteruskan untuk 1 masakan A dan 1 masakan B
dengan menambah nira kental untuk masakan A dan stroop A dan untuk masakan
B atau kedua – duanya dijadikan masakan A. (Kusumadiyono,1982)
ini dipecah menjadi 2 pan masing-masing 250
Hl. Masakan yang 250 Hl tersebut dapat dipindahkan ke pan lain yang kosong
2.1.3 Cara Memasak Pada Pabrik Gula
2.1.3.1Cara Memasak A
Masakan A berasal dari bibit yang dibentuk oleh kristal gula D2 dan nira
kental. Pembuatan bibit dilaksanakan dengan terlebih dahulu menarik sejumlah
nira kental guna dipekatkan hingga berada pada daerah meta mantap (larutan tebal
membentuk benang ± 2 cm), kemudian dimasukkan sejumlah kristal gula D2 yang
telah diperhitungkan berdasarkan :
kg i dikehendak kristal
diameter
D kristal diameter
x masakan dalam
Kristal
Berat ( 2 )
dimana : berat kristal dalam masakan = berat masakan x brix masakan x kristal %
brix
Bila bibit telah siap maka dapatlah dilaksanakan proses masakan A
dengan cara memasukkan bibit tersebut ke dalam pan kemudian ditambahkan nira
kental atau memasukkan lebih dahulu nira kental untuk dipekatkan hingga berada
pada daerah meta mantap kemudian dimasukkan bibit.
Nira kental ditambahkan secara periodik guna menjaga agar kecepatan
kristalisasi tetap tinggi hingga diperoleh ukuran kristal yang diharapkan. Untuk
pelaksanaan pencucian maupun air sirkulasi dapat dilaksanakan bila memang
karena suatu keadaan yang memaksa harus mengadakan tindakan tersebut, karena
2.1.3.2Cara Memasak B
Proses memasak B hampir sama dengan memasak A dan sebagai
bahannya juga dimasukkan stroop. Adapun langkah – langkahnya adalah sbb:
a. Mula – mula ditarik sejumlah nira kental guna dipadatkan hingga
membentuk benangan ± 2 cm.
b. Kemudian dimasukkan sejumlah bibit yang telah siap untuk proses
kristalisasi selanjutnya.
c. Ditambahkan larutan kembali dan dimasukkan nira kental hingga
tercapai volume masakan 150 Hl.
d. Kemudian dilaksanakan analisa sogokan guna mengendalikan HK
(Harkat Kemurnian) dari masakan dan menentukan bahan yang
ditambahkan hingga volume efektif yaitu 180 Hl.
e. Pada setiap penambahan stroop hampir selalu diikuti dengan langakah
pencucian karena adanya kristal – kristal yang terbawa oleh stroop.
f. Amati dengan mikroskop hingga terbentuk inti – inti kristal.
g. Tambahkan air sebagai air sirkulasi sampai masakan akan menarik
kembali bahan (stroop) dimana kristal sudah cukup kuat.
h. Setelah dicapai volume masakan 150 Hl diadakan analisa sogokan
guna mengendalikan HK masakan.
i. Tambahkan bahan berdasarkan dari analisa sogokan dimana setiap
penambahan stroop diikuti dengan air pencuci.
j. Setealah masakan mencapai volume 180 Hl, dilakukan memasak tua
2.1.3.3Pembuatan Bibit D (Masakan D2
Pembuatan bibit D mengguanakan bibit pondan, pembuatan bibit D akan
memakan waktu yang lebih lama dari pembuatan bibit A/B disebabkan HK bahan
yang lebih rendah.
)
Proses masak D dimulai dari pembersihan pan dari pasir – pasir halus,
bahan masakan ditarik berupa stroop A sebanyak 200 HK dan stroop B 50 Hl.
Bahan tersebut dikentalkan dengan membuka uap pemanas maksimum agar
proses penguapan berlangsung cepat.
Penguapan terus dilanjutkan sampai daerah mata mantap dimana
panjangnya kira – kira 2,5 – 3 cm. Pada konsentrasi batas tersebut pondan
kemudian dimasukkan, sementara itu uap pemanas dikecilkan sampai tekanan 0,1
– 0,2 kg/cm2
Contoh masakan terus dilihat air sirkulasi, bila sudah tampak kristal yang
sesuai dengan yang dikehendaki ukuran dan bentuknya maka sirkulasi air ditutup.
Uap pemanas diperbesar sedikit demi sedikit dan pasir terus dibesarkan dan bila
ada pasir halus segea dicuci. Bila stroop sudah tipis dan pasir sudah rapat,
penarikan stroop B dilakukan secukupnya.
dan kekentalan ditahan tetap dengan memberikan air dimana
molekul – molekul sakarosa hanya mampu menempel pada inti kristal yang sudah
ada.
Penguapan dilanjutkan kembali dan penarikan stroop B ini dilakukan
bertahap sampai volume 500 Hl. Penarikan stroop B dan pemberian air sirkulasi
dilakukan seimbang dengan kecepatan penguapan sehingga tidak timbul pasir
palsu. Bila pasir telah cukup rata dan rapat sekitar 1 – 4 macam dan lapisan stroop
2.1.3.4Cara Memasak D
Volume masakan D berasal dari bbit D2
Bibit yang berjumlah 250 Hl dibersihkan dari pasir halus dan uap pemanas
dibuka sedikit. Bila sudah bersih stroop B ditarik 10 Hl sesuai perhitungan
kemudian dilanjutkan dengan penarikan klare D secukupnya.
yang besarnya adalah 250 Hl,
kemudian diadakan analisa sogokan untuk menentukan jumlah penarikan stroop B
dan klare D dalam mencapai HK yang diinginkan.
Penguapan dilanjutkan dan diusahakan kecepatan penempalan pada kristal
sesuai dengan kecepatan penguapan caranya dengan memberi sedikit sirkulasi dan
jangan membuka uap terlalu besar agar berada pada daerah mantap.
Kemudian contoh diperiksa, bila ada pasir palsu segera dicuci sampai
bersih, kemudian diuapkan lagi dan ditambahkan lagi klare D secukupnya, begitu
seterusnya sampai volume masakan 500 Hl. Masakan dituakan dan bila batas
dinding kristal dengan larutan sudah sangat tipis sekali masakan segera
diturunkan. (Kusumadiyono, 1982)
2.2 Deskripsi
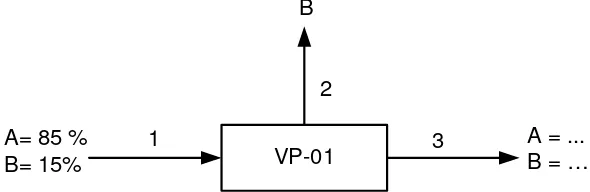
Nira kental yang mengandung 15 % kandungan air dan 85 % nira dialirkan
secara gravitasi ke dalam vacum pan 01 dengan suhu 300C. Untuk mencapai kondisi vacum pan 01 menggunakan saturated steam yang masuk pada suhu
980C,dari suhu vacum pan 01 steam keluar sebagai kondensat pada suhu 700 Vacum pan 01 dengan adanya steam akan menurunkan kandungan air pada
besar akan mengakibatkan terikutnya nira dalam proses penarikan air pada vacum
pan 01 yang dilakukan pada kondisi vacum.
Nira kental dengan kandungan air 14,36 % dan nira sebesar 85,64 %
dialirkan secara gravitasi ke dalam sentrifugal 01 untuk memisahkan antara air,
nira dan nira padat. Kandungan nira padat dialirkan ke mixer 01 untuk dicairkan,
sementara kandungan nira 85,64 % yang masih mengandung air dialirkan ke
dalam vacum pan 02 untuk diturunkan kandungan airnya dengan suhu 650C. Untuk mencapai kondisi vacum pan 02 digunakan Saturated steam yang masuk
pada suhu 980C dan steam keluar sebagai kondensat pada suhu 800
Nira kental yang mengandung air 14,74 % dan nira sebesar 85,25 % yang
kandungan airnya sudah diturunkan pada vacum pan 02 dialirkan secara gravitasi
ke dalam sentrifugal 02 dengan kandungan nira 14,11 % air dan nira sebesar
85,89 %. Kandungan nira padat dialirkan ke mixer 01 untuk dicairkan, sementara
nira yang mengandung air dialirkan melalui vacum pan 03 dengan suhu 75 C.
0
C
yang menggunakan Saturated steam yang masuk pada suhu 980C dan steam keluar sebagai kondensat pada suhu 900
Kandungan nira padat dari mixer 01 dialirkan secara gravitasi pada mixer 02
dengan kandungan nira 5 % air dan nira sebesar 95 %. Dalam hal ini nira padat
yang terdapat pada Mixer 01 yang dialirkan secara gravitasi pada mixer 02
dikatakan Molases yang mengandung nira 10,48 % air dan nira sebesar 89,16 %
dimasukkan ke dalam sentrifugal 03. C.
Dalam sentrifugal 03 yang mengandung nira 11,19 % air dan nira sebesar
88,81 % yang dialirkan dari vacum pan 03 dengan kandungan nira kental 14,47 %
kondensat pada suhu 90 0C serta mixer 02 dihomogenkan dan kemudian didinginkan pada condensor dengan suhu 90 0C dan digunakan air pendingin masuk dengan temperatur 25 0C dan keluar pada temperatur 30 0C, sehingga suhu molases yang dihasilkan berada pada suhu kamar agar proses pendistribusiannya
lebih mudah. Molases yang sudah diproduksi pada suhu kamar ini kemudian
disimpan dalam tangki penyimpanan sebelum didistribusikan kepada konsumen.
2.3. Gula
2.3.1 Gula Sebagai Sumber Kalori
Gula pasir mempunyai posisi penting dalam tata gizi masyarakat
Indonesia, karena gula merupakan sumber kalori yang efektif dan sekaligus
memberikan rasa manis yang sangat diperlukan manusia. Rasa manis itu
memberikan rangsangan bagi peningkatan konsumsi bahan lain yang diperlukan
tubuh manusia, karena umumnya manusia sangat menyukai rasa tersebut.
Fungsi gula akhir-akhir ini banyak digantikan bahan pemanis buatan,
seperti siklat, sakarin, aspartam dan sebagainya. Kebanyakan orang kurang
menyadari bahwa penggunaan bahan pemanis tak berkalori seperti pemanis
buatan itu mengurangi jumlah kalori yang diserap tubuh dan beberapa jenis
pemanis buatan dapat mempunyai efek sampingan yang merugikan kesehatan.
Sebagai gugus kimia yang terdiri dari unsure C (karbon), H (hidrogen),
dan O (oksigen), gula memiliki kadar kalori yang cukup tinggi, yaitu sebesar
3950 kalori/gr gula. Meskipun gula merupakan bahan pangan yang penting dalam
dalam jumlah yang hanya memberikan sumbangan 5,5 % terhadap penyediaan
kalori secara keseluruhan.
2.3.2 Produksi
Masyarakat Indonesia mengenal gula dari tebu sejak sekitar abad ke – 15,
bersamaan dengan itu mulai diperkenalkan pembuatan gula dari tanaman tebu
yang dibudidayakan. Bentuk gula yang dihasilkan bermula dari bentuk yang
sederhana seperti gula mangkok, gula tanjung yang kemudian berkembang
menjadi gula sentrifugal yaitu gula pasir dari berbagai tingkat mutu.
Pentingnya gula bagi masyarakat Indonesia tercermin pada kebijaksanaan
pemerintah yang menetapkan bahwa gula pasir adalah salah satu dari sembilan
bahan pokok kebutuhan rakyat banyak di samping beras, ikan asin, garam, sabun,
minyak tanah, minyak kelapa, kain batik dan tekstil. Pengadaan dan distribusi
bahan – bahan pokok diatur pemerintah dengan tujuan meningkatkan
kesejahteraan rakyat melalui penyediaan kebutuhan hidupnya secara cukup dan
merata.
Produksi gula harus diupayakan meningkat untuk memenuhi kebutuhan
konsumsi, yaitu antara 3,9 % sampai 5,1 % tiap tahun. Upaya peningkatan itu
merupakan tugas yang tidak ringan karena menyangkut pengerahan sumber daya
alam ( lahan dana air ), sumber daya manusia ( petani tebu dan tenaga kerja ), dan
sumber daya modal yang cukup besar. Masalah peningkatan produksi gula
2.4. Molases
Molases adalah hasil sisa dari sirup gula yang telah dididihkan dan
melewati sentrifugal untuk terakhir kalinya di stasiun pengilingan. Molases ini
berwarna hitam pekat dan rasanya pahit dimana sekitar 50 % dari molases
diproduksi di Australia dan sisanya digunakan untuk persediaan makanan.
Molases juga digunakan sebagai bahan baku dalam proses destilasi dimana
industri alkohol (etanol), minuman (rum) dan gas asam dibuat.
Dalam gudang penyimpanan yang bersuhu antara 300–350 C (860–950 F) molases akan kehilangan 2-3 % setiap tahunnya dari ragi gula yang dihasilkan.
Jika temperatur dari gudang penyimpanan meningkat 100 C (180 F), maka kerugian ini akan berlipat ganda. Molases disimpan di dalam tangki dimana di
dalamnya pernah mengalami beberapa pembusukan akibat panas dan penyebab
peristiwa ini belum pernah diketahui secara pasti, tetapi hal itu telah terjadi kurang
lebih dari periode waktu yang panjang pada proses pemanasan dengan suhu 400 C (1040 F) atau lebih tinggi lagi. Sangat penting untuk mengamati molases di dalam gudang penyimpanan untuk memastikan bahwa temperaturnya tidak mencapai
batas tersebut.
2.4.1. Densitas
Kepadatan molases yang benar biasanya berkisar antara 1,4 –1,5 yang
secara normal berisi gelembung udara yang diambil oleh friksi setiap kali molases
lepas dari dalam tangki. Gelembung udara ini lepas dengan perlahan ketika udara
sedang baik dan diperlukan untuk menentukan kepadatan. Di Jamaika umumnya
Volume udara lebih dari itu adalah besar ketika ditangani berulang – ulang seperti
10 % untuk molases ringan dan 15 % untuk molases berat. Sedangkan di Antigua
biasa mengurangi 15 % berat teoritisnya, tetapi penelitian telah menunjukkan
bahwa boleh diijinkan 17 % atau lebih. Maka adalah mustahil untuk mempunyai
kendali pada basis volume, ini hanya dapat diperoleh dengan berat molases
tersebut. Beberapa jenis skala otomatis ada tersedia untuk menimbang molases
dimana skala seperti itu memerlukan suatu koreksi otomatis untuk
mempertimbangkan molases yang tinggal untuk mempertahankan tangki ketika
molases dikosongkan. (Hugot, 1986).
2.4.2. Viskositas
Viskositas adalah yang paling utama karena viskositas membatasi factor
molases yang berada dalam tangki. Sifat viskositas pada temperatur 40, 45, 500 C berturut – turut. Dengan kata lain sifat merekat pada molases kira – kira tiga kali
BAB III
NERACA MASSA
3.1. Pada Vaccum Pan 01 (VP-01)
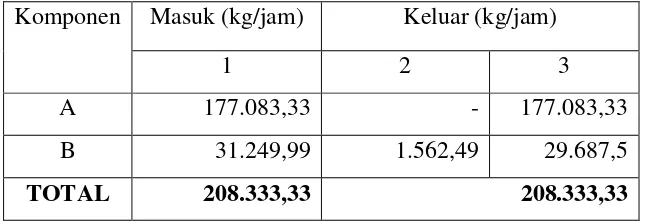
Tabel 3.1. Neraca Massa Pada Vacuum Pan 01 (VP-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
1 2 3
A 177.083,33 - 177.083,33
B 31.249,99 1.562,49 29.687,5
TOTAL 208.333,33 208.333,33
3.2. Pada Centrifugal 01 (C-01)
Tabel 3.2. Neraca Massa Pada Centrifugal 01 (C-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
3 4 5
A 177.083,33 5.312,49 171.770,84
B 29.678,5 - 29.678,5
TOTAL 206.770,84 206.770,84
3.3. Pada Vaccum Pan 02 (VP-02)
Tabel 3.3. Neraca Massa Pada Vacuum Pan 02 (VP-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
6 8
A 171.770,84 171.770,84 A
B 29.687,5 28.203,13 B
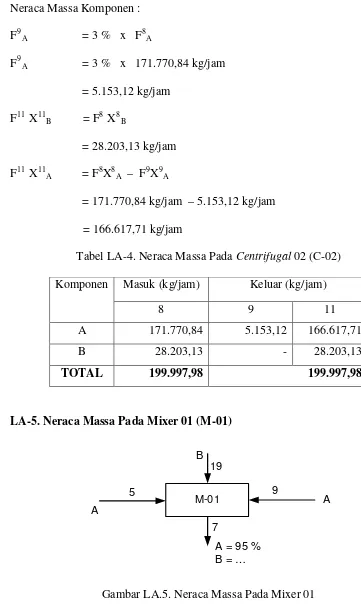
3.4. Pada Centrifugal 02 (C-01)
Tabel 3.4. Neraca Massa Pada Centrifugal 02 (C-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
8 9 11
A 171.770,84 5.153,12 166.617,71
B 28.203,13 - 28.203,13
TOTAL 199.997,98 199.997,98
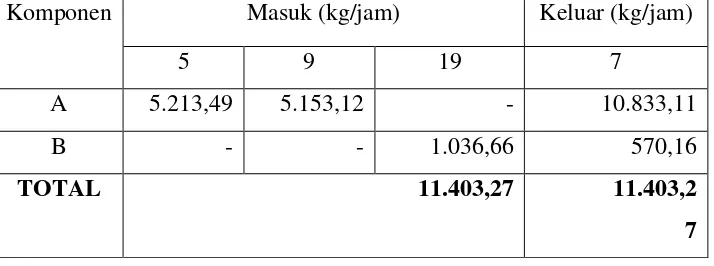
3.5. Pada Mixer 01 (,-01)
Tabel 3.5. Neraca Massa Pada Mixer 01 (M-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
5 9 19 7
A 5.213,49 5.153,12 - 10.833,11
B - - 1.036,66 570,16
TOTAL 11.403,27 11.403,2
7
3.6. Pada Mixer 02 (M-02)
Tabel 3.6. Neraca Massa Pada Mixer 02 (M-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
7 13 14
A 10.833,11 10.832,03 1,08
B 570,16 570,16 -
3.7. Pada Vaccum Pan 03 (VP-03)
Tabel 3.7. Neraca Massa Pada Vacuum Pan 03 (VP-03)
Komponen Masuk (kg/jam) Keluar (kg/jam)
12 15 16
A 166.617,71 166.617,71 -
B 28.203,13 26.792,97 1.410,15
TOTAL 194.844,86 194.844,86
3.8. Pada Centrifugal 03 (C-03)
Tabel 3.8. Neraca Massa Pada Centrifugal 03 (C-03)
Komponen Masuk (kg/jam) Keluar (kg/jam)
13 15 17
A 10.832,03 166.617,71 177.449,74
B 570,16 26.792,97 27.363,13
BAB IV
NERACA ENERGI
4.1. Pada Vacuum Pan 01 (V-01) Tabel 4.1. ∆H
Komponen
Bahan Masuk Pada Vacuum Pan 01 (VP-01)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 177.083,33 983,79 602,81 5 2.965.192,25
B 31.249,99 1.736,11 75,24 5 653.124,58
TOTAL 2.894.678,33
Tabel 4.2. ∆H
Komponen
Bahan Keluar Dari Vacuum Pan 01 (VP-01)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 177.083,33 983,79 602,81 45 26.686.730,25
B 29.687,50 1.649,30 75,24 45 5.584.199,94
B 1.560,49 69,40 75,24 45 293.887,44
TOTAL 32.564.817,63
4.2. Pada Vacuum Pan 02 (V-02) Tabel 4.3. ∆H
Komponen
Bahan Masuk Pada Vacuum Pan 02 (VP-02)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 171.770,84 954,28 602,81 40 23.009.981,07
B 29.687,50 1.649,30 75,24 40 4.963.733,28
Tabel 4.4. ∆H
Komponen
Bahan Keluar Dari Vacuum Pan 02 (VP-02)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 171.770,84 954,28 602,81 55 31.638.723,97
B 28.203,13 1.566,84 75,24 55 6.483.897,29
B 1.484,37 82,46 75,24 55 341.235,97
TOTAL 38.463.857,23
4.3. Pada Vacuum Pan 03 (V-03) Tabel 4.5. ∆H
Komponen
Bahan Masuk Pada Vacuum Pan 03 (VP-03)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 166.617,71 925,65 602,81 50 27.899.553,83
B 28.203,13 1.566,84 75,24 50 5.894.452,08
TOTAL 33.794.005,91
Tabel 4.6. ∆H
Komponen
Bahan Keluar Dari Vacuum Pan 03 (VP-03)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 166.617,71 925,65 602,81 65 36.269.419,97
B 26.792,97 1.488,49 75,24 65 7.279.609,19
B 1.410,15 78,34 75,24 65 383.129,60
4.4. Pada Kondenser 01 (K-01)
Tabel 4.7. ∆H Bahan Masuk Pada Kondenser (K-01)
Komponen M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 177.449,74 985,83 602,81 60 35.656.090,94
B 27.363,13 1.520,17 75,24 60 6.862.655,45
TOTAL 42.518.746,39
Tabel 4.8. ∆H
Komponen
Bahan Keluar Dari Kondenser (K-01)
M (kg) n (kmol) Cp
(kJ/kmol.K)
∆T (K)
n.Cp.dT (kJ)
A 177.449,74 985,83 602,81 5 2.971.304,91
B 27.363,13 1.520,17 75,24 5 571.887,95
BAB IX
MANAJEMEN ORGANISASI PERUSAHAAN
9.1. Pengertian Manajemen
Manajemen merupakan unsur penentu keberhasilan perusahaan dalam
mencapai tujuannya. Manajemen memiliki hubungan erat dengan organisasi.
Manajemen dapat didefenisikan sebagai ilmu perencanaan, pengorganisasian,
penyusunan, pengarahan, dan pengawasan sumber daya, terutama sumber daya
manusia untuk mencapai tujuan yang sudah ditetapkan terlebih dahulu. Sedangkan
organisasi merupakan alat bagi manajemen untuk mencapai tujuan.
9.2. Bentuk Badan Usaha
Bentuk badan usaha perusahaan direncanakan adalah perusahaan swasta
yang berbentuk perseroan terbatas (PT). Perseroan Terbatas merupakan suatu
persekutuan untuk menjalankan perusahaan, dimana modal usaha yang diperlukan
terbagi atas beberapa saham, dan tiap sekutu/persero turut mengambil bahagian
sebanyak satu atau lebih saham.
Alasan pemilihan bentuk perusahaan ini adalah :
1. Kebutuhan modal yang sangat besar sehingga dibutuhkan beberapa orang
yang menjadi pemilik perusahaan.
2. Pemilik perusahaan mempunyai tanggung jawab yang terbatas.
3. Pemisahan pemilik dengan pengurus.
5. Modal yang dibutuhkan cukup mudah diperoleh, yaitu dengan menjual
saham.
6. Dapat diperoleh efisiensi dalam pimpinan perusahaan, karena perusahaan
menempatkan orang yang tepat.
7. Pemilik perusahaan dapat diganti tanpa membubarkan perusahaan.
9.3. Struktur Organisasi Perusahaan
Organisasi merupakan sekelompok orang yang bekerja sama untuk
mencapai tujuan bersama. Sedangkan struktur organisasi merupakan gambaran
secara skematis tentang hubungan atau kerja sama dari orang-orang yang
menggerakkan organisasi tersebut. Dengan adanya organisasi maka setiap tugas
dan kegiatan dapat didistribusikan dan dilakukan oleh setiap anggota kelompok
secara efisien dan efektif sehingga tujuan yang telah ditetapkan dapat tercapai.
Struktur organisasi yang dianut oleh suatu perusahaan sangat tergantung
pada kebutuhan perusahaan itu sendiri. Struktur organisasi pada Pra Rancangan
Pabrik Pembuatan Molases Pada Pabrik Gula ini adalah struktur organisasi garis
dan staff. Pemilihan struktur organisasi ini didasarkan atas pertimbangan :
1. Organisasinya masih sederhana
2. Pimpinan dan karyawan perusahaan saling kenal
3. Spesialisasi kerja belum begitu tinggi
4. Proses pengambilan keputusan cepat, karena orang yang diajak konsultasi
masih sedikit
5. Kesatuan komando terjamin dengan baik, karena pemimpin berada diatas
9.4. Uraian Tugas, Wewenang dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan orang-orang yang
memegang jabatan tertentu, dimana masing-masing orang melaksanakan tugas,
wewenang dan tanggung jawab sesuai dengan jabatannya dalam uraian tugas,
wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan
struktur organisasi perusahaan. Tanggung jawab yang diberikan harus sesuai
dengan wewenang yang diterima. Organisasi yang baik adalah organisasi yang
jelas dan teratur sehingga dalam melaksanakan tugas dan tanggung jawabnya
setiap pemangku jabatan memiliki gambaran dan batasan tugas dan tanggung
jawab yang diembannya.
Uraian tugas dan tanggung jawab masing-masing staf yang terdapat pada
struktur organisasi unit pembuatan molases pada pabrik gula adalah sebagai
berikut :
9.4.1. Rapat Umum Pemegang Saham (RUPS)
Rapat umum pemegang saham (RUPS) adalah pemegang keputusan yang
tertinggi diperusahaan. Adapun hak dan wewenang pemegang saham dalam
RUPS adalah :
a. Menentukan kebijakan yang harus dilakukan perusahaan apabila
mengalami kesulitan
b. Mengangkat/memberhentikan dewan direksi dan dewan komisaris
c. Menentukan besarnya gaji dewan komisaris dan honorarium komisaris
d. Menyetujui/mengesahkan Rencana Anggaran Pendapatan dan Belanja
(RAPB) perusahaan dan Laporan Keuangan Tahunan dewan direksi
9.4.2. Dewan Komisaris
Dewan komisaris dipilih dan diangkat dalam Rapat Umum Pemegang
Saham (RUPS) berdasarkan suara terbanyak. Adapun hak dan wewenang dewan
komisaris adalah sebagai berikut :
a. Memperhatikan dan melindungi kepentingan pemegang saham
b. Mengetahui, mengawasi dan memeriksa segala tindakan yang dilakukan
oleh dewan direksi seperti, pembukuan perusahaan, surat-surat bukti,
persediaan barang-barang dan lain-lain
c. Meminta laporan pertanggungjawaban dewan direksi secara periodik
9.4.3. Dewan Direksi
Dewan direksi dipilih dan diangkat oleh Rapat Umum Pemegang Saham
(RUPS) yang terdiri dari :
1. Direktur
2. Manajer Produksi
3. Manajer Pemasaran
4. Manajer Personalia
5. Manajer Keuangan
6. Manajer Teknik
Dewan direksi secara bersama-sama mewakili perseroan di dalam maupun
di luar perusahaan dengan hak melakukan segala tindakan, baik mengenai
pengurusan maupun mengenai pemilikan. Secara umum tugas dan wewenang
dewan direksi adalah sebagai berikut :
9.4.3.1. Direktur
Direktur adalah pimpinan tertinggi yang diangkat oleh RUPS untuk
menjalankan perusahaan. Adapun tugas dan wewenangnya adalah :
a. Merencanakan dan menetapkan kebijaksanaan perusahaan dan
memberikan bimbingan serta petunjuk operasionl
b. Mengkoordinir tugas-tugas yang didelegasi kepada setiap manajer
c. Mengadakan hubungan kerja
d. Mengambil keputusan dan tindakan yang tepat demi kepentingan
perusahaan
Kualifikasi untuk jabatan direktur adalah :
a. Bertaqwa kepada Tuhan YME
b. Pria usia minimum 40 tahun
c. Pendidikan minimum S-2 Teknik Kimia/Manajemen Industri
d. Pengalaman kerja minimum 15 tahun pada posisi yang sama
e. Bertanggung jawab dan mempunyai jiwa kepemimpinan
f. Mampu bahasa inggris aktif
9.4.3.2. Manajer Produksi
Tugas dan wewenangnya adalah :
a. Bertanggung jawab terhadap efisiensi operasi dan penggunaan fasilitas
pabrik
b. Bertanggung jawab atas pengaturan seluruh proses produksi yang
berhubungan dengan maintenance dan electrical dalam mencapai
d. Bertanggung jawab terhadap kegiatan produksi dan bertanggung jawab
langsung kepada direktur
e. Menetapkan sistem perencanaan produksi dan memastikan bahwa proses
produksi dilaksanakan sesuai dengan rencana
Dalam menjalankan tugasnya dibantu oleh seorang kepala bagian.
Kualifikasi untuk jabatan manajer produksi :
1. Pria usia minimum 35 tahun
2. Pendidikan minimum S-1 Teknik Kimia/Manajemen Industri
3. Pengalaman kerja minimal 5 tahun pada posisi yang sama
4. Jujur dan bertanggung jawab
5. Mampu berbahasa inggris aktif
9.4.3.3. Manajer Pemasaran
Tugas dan wewenangnya adalah :
a.Mengkoordinir segala kegiatan yang berhubungan dengan promosi dan
pengiklanan
b.Bertanggung jawab terhadap pendistribusian hasil produksi
c.Membuat laporan harian finish good inventory control dan memonitor
kuantitas produksi yang dihasilkan dan dipasarkan
d.Menetapkan suatu sistem identifikasi dan menelusuri produk multi dari
raw material, pengolahan, packing, penyimpanan dan pengiriman
Dalam menjalankan tugasnya dibantu oleh seorang kepala bagian.
Kualifikasi untuk jabatan manajer pemasaran :
1. Pria usia minimum 35 tahun
2. Wanita usia minimum 30 tahun
3. Pendidikan minimum S-1 Teknik Manajemen Industri
4. Pengalaman minimal 5 tahun pada posisi yang sama
5. Jujur dan bertanggung jawab
6. Mampu berbahasa inggris aktif
9.4.3.4. Manajer Personalia
Tugas dan wewenangnya adalah :
a. Mengatur penyediaan jasa dan lain-lain yang diperlukan oleh perusahaan
untuk melaksanakan tugas, tanggung jawab dan mengusahakan kedalam
dan keluar perusahaan
b. Bertanggung jawab terhadap penerimaan/pemberhentian tenaga kerja
c. Menyusun prosedur komunikasi internal dan eksternal
d. Mengatur penyediaan jasa-jasa administrasi, sekretariat dan arsip
e. Menyalurkan sasaran perusahaan, kebijaksanaan industri dari direktur
kepada semua yang berkewajiban
f. Mengerjakan dan menyelesaikan perselisihan dan perburuhan sesuai
dengan kebijakan perusahaan dan peraturan pemerintah
g. Mempersiapkan hal-hal yang berhubungan dengan pelaksanaan
pendidikan dan latihan serta mengatur pelaksanaannya dalam perusahaan
h. Memberikan fasilitas pelayanan kesehatan dan keselamatan kerja bagi
karyawan
i. Mengatur dan menyimpan arsip kepersonaliaan
Dalam menjalankan tugasnya dibantu oleh seorang kepala bagian.
Kualifikasi untuk jabatan manajer personalia :
1. Pria usia minimum 35 tahun
2. Wanita usia minimum 30 tahun
3. Pendidikan minimum S-1 Hukum/Manajemen Industri
4. Pengalaman minimal 5 tahun pada posisi yang sama
5. Jujur dan bertanggung jawab
6. Mampu berbahasa inggris aktif
9.4.3.5. Manajer Keuangan
Tugas dan wewenangnya adalah :
a. Mengawasi segala pembukuan keuangan
b. Bertanggung jawab dalam penggajian karyawan
Dalam menjalankan tugasnya dibantu oleh seoarang kepala bagian.
Kualifikasi untuk jabatan manajer keuangan :
1. Pria usia minimum 35 tahun
2. Wanita usia minimum 30 tahun
3. Pendidikan minimum S-1 Akuntansi/Manajemen Ekonomi
4. Pengalaman minimal 5 tahun pada posisi yang sama
5. Jujur dan bertanggung jawab
9.4.3.6. Manajer Teknik
Tugas dan wewenangnya adalah :
a. Bertanggung jawab terhadap segala kegiatan di pabrik yang berkaitan
dengan peralatan pabrik dan utilitas
b. Bertanggung jawab terhadap kelancaran proses produksi
Dalam menjalankan tugasnya dibantu oleh seorang kepala bagian.
Kualifikasi untuk jabatan manajer teknik :
1. Pria usia minimum 35 tahun
2. Pendidikan minimum S-1 Teknik Mesin
3. Pengalaman minimal 5 tahun pada posisi yang sama
4. Jujur dan bertanggung jawab
5. Mampu berbahasa inggris aktif
9.5. Tenaga Kerja, Jam Kerja dan Sistem Pengupahan
9.5.1. Tenaga Kerja
Unit pembuatan molases pada pabrik gula memiliki tenaga kerja yang
terdiri dari tenaga kerja produksi dan penunjang produksi. Tenaga kerja produksi
adalah karyawan yang ditempatkan pada bagian pengolahan, sedangkan tenaga
kerja penunjang adalah karyawan yang ditempatkan pada bagian kantor dan yang
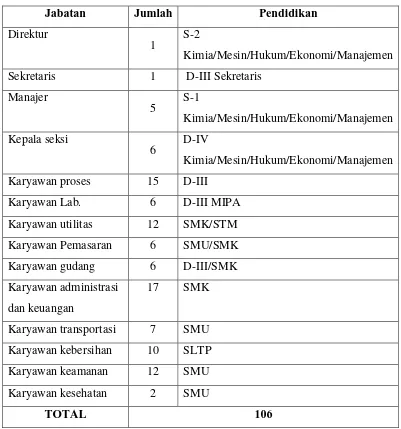
Jumlah tenaga kerja direncanakan 106 orang termasuk tenaga kerja yang
dikontrak. Jumlah tenaga kerja diuraikan sebagai berikut :
Tabel 9.1. Perkiraan Jumlah Tenaga Kerja di Pabrik
Jabatan Jumlah Pendidikan
Direktur
1 S-2
Kimia/Mesin/Hukum/Ekonomi/Manajemen
Sekretaris 1 D-III Sekretaris
Manajer
5 S-1
Kimia/Mesin/Hukum/Ekonomi/Manajemen
Kepala seksi
6 D-IV
Kimia/Mesin/Hukum/Ekonomi/Manajemen
Karyawan proses 15 D-III
Karyawan Lab. 6 D-III MIPA
Karyawan utilitas 12 SMK/STM
Karyawan Pemasaran 6 SMU/SMK
Karyawan gudang 6 D-III/SMK
Karyawan administrasi
dan keuangan
17 SMK
Karyawan transportasi 7 SMU
Karyawan kebersihan 10 SLTP
Karyawan keamanan 12 SMU
Karyawan kesehatan 2 SMU
TOTAL 106
9.5.2. Sistem Kerja dan Jam Kerja
Pabrik pembuatan molases ini direncanakan beroperasi 330 hari pertahun
dan kontinu 24 jam/hari. Untuk itu tenaga kerja yang ada secara umum bekerja 8
Dari segi jam kerja karyawan dapat dibagi dua, yaitu:
1. Karyawan non shift
Karyawan non shift adalah karyawan yang tidak berhubungan langsung
dengan proses produksi, misalnya : sekretaris, karyawan administrasi, legal,
humas, perekrutan, karyawan pemasaran, karyawan bengkel, transportasi, dan
petugas kebersihan. Jam kerja karyawan non shift ditetapkan 44 jam/minggu, jam
kerja selebihnya dianggap lembur. untuk karyawan kesehatan selalu standby.
Perincian jam kerja karyawan non shift adalah :
Senin – Kamis : Pukul 08.00 – 12.00 WIB
Pukul 13.00 – 17.00 WIB
Jumat : Pukul 08.00 – 12.00 WIB
Pukul 14.00 – 17.00 WIB
Sabtu : Pukul 08.00 –13.00 WIB
2. Karyawan shift
Karyawan shift yaitu karyawan yang berhubungan langsung dengan proses
produksi dan memerlukan pengawasan terus menerus selama 24 jam, misalnya:
karyawan produksi, karyawan utilitas, karyawan laboratorium dan karyawan
keamanan
Perincian jam kerja shift adalah:
Shift I : Pukul 07.00 – 15.00 WIB
Shift II : Pukul 15.00 – 23.00 WIB
Shift III : Pukul 23.00 – 07.00 WIB
9.5.3. Sistem Pengupahan
Sistem pengupahan dalam perusahaan ini digolongkan menjadi dua yaitu :
a. Karyawan Tetap
Karyawan tetap menerima gaji bulanan sesuai dengan peraturan yang
berlaku, disamping juga mendapat fasilitas lainnya seperti pelayanan
kesehatan dan asuransi pembayaran gaji dilakukan pada tanggal terakhir
bulan berjalan, apabila tanggal tersebut jatuh pada hari minggu atau hari
besar, maka pembayaran gaji dimajukan pada tanggal sebelumnya.
Karyawan yang melebihi hari kerja yang ditentukan undang-undang atau
bekerja pada hari minggu atau hari besar terhitung sebagai over time
(lembur).
b. Karyawan dengan sistem kontrak
Karyawan ini merupakan tenaga yang diperbantukan di perusahaan dan
bekerja sesuai dengan lama kontrak kerja tersebut. Kontrak kerja ini dapat
diperpanjang. Karyawan kontrak ini berasal dari berbagai profesi,
misalnya dokter, sopir, perawat maupun tenaga keamanan yang bergaji
secara bulanan.
c. Karyawan harian
Karyawan harian direkrut berdasarkan kebutuhan, misalnya buruh bongkar
muat barang dan buruh harian. Gaji karyawan harian ini berdasarkan target
9.5.4. Fasilitas Tenaga Kerja
Selain upah resmi, perusahaan juga memberikan beberapa fasilitas kepada
setiap tenaga kerja antara lain :
a. Perusahaan memberikan THR (Tunjangan Hari Raya) dan bonus
tergantung performance kerja dan lama kerja di perusahaan.
b. Pengobatan gratis bagi karyawan.
c. Selain uang transpor, karyawan juga disediakan bus karyawan untuk antar
jemput karyawan.
d. Untuk para manager diberikan kenderaan.
e. Adanya jaminan sosial tenaga kerja meliputi jaminan kecelakaan,
kematian, hari tua atau pensiun.
f. Pemberian alat-alat pengaman (sepatu, pakaian, dan sarung tangan)
g. Mushalla di lokasi pabrik.
h. Family Gathering Party (acara berkumpul semua karyawan dan keluarga)
BAB V
SPESIFIKASI PERALATAN
5.1. Tangki Nira Kental
Fungsi : untuk menampung nira kental selama 30 hari
Jumlah : 10 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 17.999,99 m
Diameter : 23,96 m
3
Tinggi : 41,39 m
Tekanan : 75,13 psi
Tebal dinding : 2,14 inchi
5.2. Vacuum Pan
Fungsi : untuk mengurangi kandungan air pada nira
Jumlah : 3 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Diameter : 5,76 m
Tinggi : 10,08 m
Tekanan : 31,12 psi
Tebal dinding : 0,90 inchi
Diameter dalam jaket : 241,28 inchi
Tinggi jaket : 172,89 ft
Tekanan jaket : 88,95 psi
Tebal jaket : 2,12 inchi
5.3. Centrifugal
Fungsi : untuk mencampur nira dengan air sehingga
memperkecil gumpalan nira.
Jumlah : 3 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 263,96 m
Diameter : 14,20 m
3
Tinggi : 24,85 m
Tekanan : 55,25 psi
5.4. Mixer
Fungsi : untuk mencampur nira dengan air sehingga
memperkecil gumpalan nira.
Jumlah : 2 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup datar dan alas
ellipsoidal
Bahan Konstruksi : carbon steel grade B
Volume : 16,09 m
Diameter : 2,30 m
3
Tinggi : 4,02 m
Tekanan : 22,81 psi
Tebal : 0,53 inchi
Jenis Pengaduk : helical ribbon
Daya Pengaduk : 8,77 hp
Daya motor : 11,00 hp
5.5. Tangki Produk
Fungsi : untuk menampung produk selama 15 hari
Jumlah : 10 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Volume : 1.017,12 m
Diameter : 19,81 m
3
Tinggi : 34,66 m
Tekanan : 54,52 psi
Tebal dinding : 1,33 inchi
5.6. Kondenser
Fungsi : untuk mendinginkan produk menjadi suhu kamar
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup berbentuk ellipsoidal,
alas datar.
Bahan Konstruksi : carbon steel grade B
Volume : 283,51 m
Diameter : 14,72 m
3
Tinggi : 25,76 m
Tekanan : 53,49 psi
Tebal dinding : 1,10 inchi
5.7. Pompa
Fungsi : untuk pengaliran bahan
Jumlah : 2 buah
Spesifikasi :
Daya pompa : 0,80 hp
BAB VI
INSTRUMENASI DAN KESELAMATAN KERJA
6.1. Instrumentasi
Instrumentasi adalah peralatan yang dipergunakan dalam suatu proses
kontrol untuk mengatur jalannya proses sehingga hasil yang diperoleh sesuai
dengan yang diharapkan.
Di dalam suatu unit pembuatan/pabrik, pemakaian alat-alat instrumen
merupakan hal yang sangat penting karena dengan adanya rangkaian instrumen
tersebut maka operasi dari peralatan yang ada di dalam suatu unit
pembuatan/pabrik dapat dimonitor dan di kontrol dengan cermat agar senantiasa
berada pada kondisi yang diharapkan. Dengan demikian dapatlah dikatakan
bahwa fungsi peralatan instrumen adalah sebagai berikut :
1. Pengontrol
2. Penunjuk
3. Pencatat
4. Pamberi tanda bahaya
Peralatan instrumen biasanya bekerja dengan tenaga mekanik atau listrik,
ada dengan peralatan sederhana (manual) dan ada juga dengan peralatan yang
bekerja otomatis. Penggunaan instrumen pada suatu proses bergantung pada
pertimbangan ekonomis dan sistem dari peralatan tersebut. Pada pemakaian alat
instrumen juga harus ditentukan apakah alat-alat tersebut dipasang di atas papan
instrumen dekat alat-alat proses (kontrol manual) atau disatukan dalam suatu
Pada dasarnya instrumen terdiri dari :
1. Elemen Perasa (Primary Element)
Elemen yang merasakan/menunjukkan adanya perubahan dari harga
variabel yang diukur.
2. Elemen Pengukur (Measuring Element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya
perubahan variabel yang diukur. Perubahan ini merupakan sinyal dari
proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen Pengontrol (Controlling Element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur
perubahan-perubahan proses tersebut sesuai dengan nilai set point (nilai
yang diinginkan). Dengan demikian elemen ini dapat memperkecil
ataupun maniadakan penyimpangan yang terjadi.
4. Elemen Pengontrol Akhir (Final Controlling Element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar
dari elemen pengontrol ke dalam proses sehingga variabel yang akan
diukur tetap berada dalam batas yang diinginkan dan merupakan hasil
yang dikehendaki.
Variabel-variabel yang biasanya diukur oleh alat instrumenasi adalah :
• Variabel utama yang terdiri dari suhu, tekanan, laju alir, dan level cairan.
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah :
1. Range yang diperlukan untuk pengukuran
2. Ketelitian yang akan dibutuhkan
3. Bahan konstruksinya
4. Pengaruh pemasangan instrumen pada kondisi proses
Instrumen yang umum digunakan dalam suatu unit pembuatan/pabrik
adalah :
1. Temperature Controller (TC)
2. Level Controller (LC)
3. Flow Controller (FC)
4. Pressure Controller (PC)
6.1.1. Pengukuran Temperatur
Temperatur secara sederhana dapat didefenisikan sebagai derajat panas
atau dinginnya suatu bahan atau udara. Panas merupakan suatu energi dan
merupakan ukuran dari tingkat energi tersebut.
Skala temperatur dapat dinyatakan dalam skala absolut dan skala Kelvin.
Tetapi pada prakteknya di dalam suatu unit pembuatan/pabrik dapat digunakan
skala Celsius sedangkan skala Fahrenheit digunakan untuk sistem pemasangan
peralatan dan pelayanan lainnya. Interval temperatur dalam proses kimia dapat
Alat-alat pengukur panas yang dipergunakan adalah :
1. Termometer gelas air raksa
Termometer jenis ini tergantung pada pengembangan air raksa tersebut
pada saat dipanaskan. Termometer ini dapat dipergunakan secara tepat,
khususnya jika dipasang bersama peralatan-peralatan untuk pengukuran
yang dikendalikan tanpa kawat. Termometer ini terbuat dari gelas yang
berbentuk tabung yang diisi air raksa.
2. Termokopel
Merupakan termometer yang penting dengan menggunakan efek listrik
dalam penentuan temperatur. Termokopel terdiri dari dua kawat logam
tidak sejenis yang kedua ujungnya disatukan dan dihubungkan ke
instrumen pengukur arus. Jika terjadi pemanasan maka arus listrik akan
mengalir diantaranya dan kedua lapisan logam akan memuai. Karena
koefisien muai panjang kedua logam berbeda maka kedua lempengan
logam itu akan melengkung. Dengan menghubungkan kedua logam
tersebut pada alat penunjuk suhu yang telah dikalibrasi, maka suhu
pengukuran dapat diketahui.
6.1.2. Pengukuran Tekanan dan Kevakumam
Tekanan didefenisikan sebagai gaya yang dikenakan pada suatu luas
permukaan. Tekanan udara adalah tekanan yang ditimbulkan oleh udara pada
permukaan bumi. Pada Prarancangan Pembuatan Molases Pada Pabrik Gula,
tekanan proses adalah 1 atm (14,696 psi). Tekanan yang lebih rendah dari tekanan
menimbulkan kevakumam yang tinggi. Sebagian besar pengukuran tekanan diatas
tekanan udara dan ini dinyatakan tekanan ukur (gauge pressure).
6.1.3. Pengukuran Volume
Satuan volume pada umumnya adalah dalam liter dan gallon. Liter adalah
satuan metrik yaitu volume 1 kg air murni pada suhu 150
Peralatan yang umum digunakan dalam pengukuran volume cairan pada
bejana adalah gelas ukur (gauge glass) atau gelas pandang (sight glass). Gelas ini
dikalibrasikan dengan penandaan volume yang sesuai dengan tinggi volume
cairan dalam bejana. Beberapa katup umumnya dipasang pada ujung bawah dan
atas gelas untuk mencegah keluarnya isi dari bejana, apabila gelas pecah secara
tidak sengaja.
C. Instrumen yang paling
sederhana untuk mengukur volume cairan dalam suatu bejana adalah tongkat yang
dicelupkan (gauge stick).
Peralatan lain yang tergantung pada ketinggian adalah pengukuran apung
(float gauge). Pada tipe pengukur ini pelampung dihubungkan ke suatu timbangan
berat yang berada di luar skala dan akan berubah naik turun pada saat pelampung
naik ataupun turun.
6.1.4. Pengukuran Laju Alir
Alat pengukuran laju alir fluida dapat bekerja secara mekanik dan
elektronik. Pengukuran aliran ini dapat dilakukan berdasarkan :
1. Perpindahan fluida
3. Adanya aliran massa
4. Kecepatan
Tipe instrumentasi untuk pengukuran aliran meliputi flowmeter, rotameter,
orificemeter dan turbinemeter. Flowmeter adalah instrumen pengukur laju aliran
(kecepatan aliran) cairan dan gas. Contoh adalah pengukuran pelat berlubang,
pengukur apung ventura dan pengukur apung. Rotameter adalah suatu pengukur
berupa tabung runcing yang terapung dengan posisi tegak dalam suatu lubang.
Turun naiknya tabung runcing yang terapung itu menyebabkan terjadinya
berbagai letak permukaan. Dalam keadaan tidak ada aliran maka tabung runcing
tersebut akan turun dan merapat pada bagian dasar tabung yang lain. Pada saat
aliran masuk, tinggi permukaan yang tergenang sebanding dengan laju aliran.
Keadaan ini dapat diukur secara langsung pada tabung melalui pembacaan skala
yang tertera. Keuntungan dari alat ini adalah tekanan yang hilang sangat kecil.
Tekanan dapat dikatakan hampir konstan sepanjang kisaran aliran.
6.1.5. Pengukuran Level Cairan
Sistem kerja instrumen pengukur level cairan dapat dibedakan atas dua
bagian yaitu :
a. Sistem dengan pemanasan langsung
b. Sistem dengan penunjuk langsung dari luar
Pada sistem pengukuran dengan pelampung diperlukan alat yang
dihubungkan ke bagian penunjukan, pencatatan dan pengontrolan. Pada Pra
Rancangan Pembuatan Molases Pada Pabrik Gula, jenis-jenis instrumen yang
1. Temperature Control (TC)
Pengontrolan temperatur digunakan pada tang asam palmitat, mixer, heat
exchanger, vapour liquid separator dan vacuum spray chamber.
2. Pressure Control (PC)
Pengontrolan tekanan digunakan pada pompa, mixer, heat exchanger,
vapour liquid separator dan vacuum spray chamber.
3. Flow Control (FC)
Pengontrolan laju alir digunakan pada pompa, tangki bahan baku, mixer
dan vapour liquid separator.
4. Level Control (LC)
Pengontrolan level cairan digunakan pada tangki bahan baku, tangki
produk, mixer dan vapour liquid separator.
Pemasangan alat pengendali pada peralatan proses disesuaikan dengan
fungsi dan karakteristik peralatan yang digunakan. Instrumentasi pada unit ini
diuraikan pada tabel 6.1.
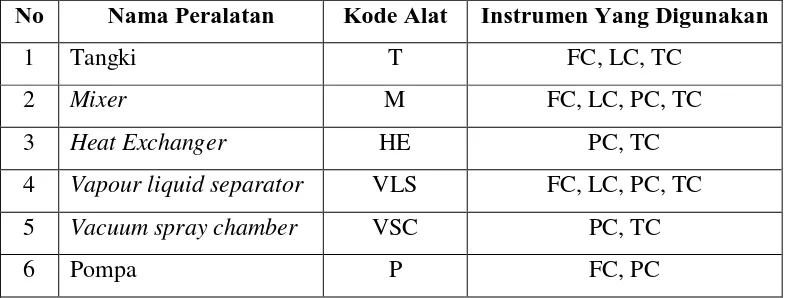
Tabel 6.1. Daftar Penggunaan Alat Intrumentasi Pada Unit Pembuatan
Molases Pada Pabrik Gula
No Nama Peralatan Kode Alat Instrumen Yang Digunakan
1 Tangki T FC, LC, TC
2 Mixer M FC, LC, PC, TC
3 Heat Exchanger HE PC, TC
4 Vapour liquid separator VLS FC, LC, PC, TC
5 Vacuum spray chamber VSC PC, TC
6.2. Keselamatan Kerja
Keselamatan kerja merupakan suatu usaha untuk mencegah terjadinya
kecelakaan, cacat, ataupun kematian. Keberhasilan suatu pabrik, bukan hanya
ditentukan oleh keberhasilan menghasilkan produk saja, tetapi ditentukan juga
oleh keselamatan kerja karyawannya.
Adanya usaha-usaha pencegahan yang baik dapat mempengaruhi
semangat karyawan utnuk bekerja dengan baik, tenang dan efisien. Sebagai
pedoman pokok dalam usaha penanggulangan masalah keselamatan kerja,
pemerintah RI telah mengeluarkan Undang-undang Keselamatan Kerja pada 12
Januari 1970 dengan Lembaran Negara RI No. 1 tahun 1970.
Untuk menjamin adanya keselamatan kerja maka dalam perencanaan unit
pembuatan/pabrik harus dipertimbangkan hal-hal sebagai berikut :
a. Lokasi pabrik
b. Pengamanan bejana bertekanan
c. Sistem pengendalian kebocoran
d. Kemudahan penanganan/penyimpanan bahan dan perlengkapan
e. Sistem perawatan
f. Sistem penerangan
g. Sistem pemadam kebakaran
Keselamatan kerja dalam proses produksi dapat ditingkatkan dengan
mengambil langkah-langkah berikut :
1. Penanganan dan pengangkutan bahan harus maksimal
2. Jarak antara mesin-mesin dan peralatan lainnya harus cukup luas
4. Setiap mesin dan peralatan harus dilengkapi dengan alat pencegah
kebakaran
5. Pengontrolan secara berkala dilakukan sehingga jaringan yang rusak atau
sudah tua dapat segera diganti
6. Tanda-tanda gambar pengamanan harus dipasang pada setiap tempat yang
berbahaya
7. Harus disediakan fasilitas pengungsian bila terjadi kebakaran
Terdapat beberapa peraturan dasar keselamatan kerja yang harus
diperhatikan pada saat bekerja di pabrik kimia, yaitu :
a. Dilarang merokok dan makan
b. Tidak boleh minum minuman beralkohol
6.2.1. Keselamatan Kerja (Umum)
Untuk meningkatkan faktor keselamatan kerja dan menaikkan
(merangsang) semangat kerja para karyawan dalam melaksanakan tugas-tugas
rutin di pabrik, perlu diadakan ketentuan-ketentuan keselamatan kerja sesuai
dengan daerah atau lokasi kerjanya dihubungkan dengan ketentuan-ketentuan
keselamatan kerja dari departemen tenaga kerja.
Untuk melaksanakan ini perlu dibentuk badan keselamatan kerja yang
bertugas untuk :
1. Merencanakan langkah-langkah keselamatan kerja yang dititik beratkan
pada pencegahan dan keberhasilan
2. Membuat analisa-analisa yang mungkin terjadi pada seksi yang dapat
3. Menyelenggarakan usaha-usaha pencegahan dengan langsung atau tidak
langsung
4. Menetapkan langkah-langkah preventative ataupun korektif dalam
lapangan keselamatan kerja
Dalam mengusahakan tercapainya keselamatan kerja ini, hendaknya pada
setiap karyawan ditanamkan disiplin yang tinggi tentang :
a. Mematuhi setiap petunjuk dan ketentuan umum keselamatan kerja
b. Mengetahui bahaya-bahaya secara umum, sehingga kemungkinan
terjadinya kecelakaan dapat dihindarkan
6.2.2. Keselamatan Kerja (Khusus)
Keselamatan kerja merupakan bagian dari kelangsungan produksi pada
suatu pabrik. Keselamatan kerja perlu diperhatikan untuk mencegah terjadinya
kecelakaan, cacat, maupun kematian pada saat melakukan tugas operasional
pabrik.
Beberapa penyebab terjadinya kecelakaan, antara lain adalah :
1. Kondisi operasi yang tidak memenuhi standar
2. Tata letak peralatan yang kurang baik
3. Sifat-sifat dan racun yang ditimbulkan oleh bahan yang ditangani
4. Faktor-faktor pribadi kerja, dan sebagainya
Keseluruhan penyebab kemungkinan kecelakaan serta penanggulangannya
harus dikaji lebih dini agar diperoleh suasana kerja yang lebih aman. Disamping
faktor utama penyebab kecelakaan di atas, maka faktor penerangan juga harus
tidak memenuhi syarat yang ditentukan, terutama apabila pekerjaan yang
dilakukan pada malam hari. Pemeliharaan alat serta pendaftaran secara periodik
dan kontinu kondisi alat sangat diperlukan dalam usaha mengurangi dan
mencegah terjadinya kecelakaan yang disebabkan oleh faktor alat. Secara umum,
untuk mencegah atau mengurangi kecelakaan itu diperlukan suatu sistem
penanggulangan bahaya. Yang dimaksud dengan sistem penanggulangan bahaya
adalah keamanan dan keselamatan kerja.
Sistem keamanan dan keselamatan kerja yang dikeluarkan pemerintah
adalah :
1. Pencegahan terhadap bahaya keracunan
Langkah-langkah pencegahan yang diambil :
a. Sirkulasi udara dan ruangan harus dapat berlangsung dengan
baik.
b. Operator maupun petugas yang bekerja disekitar zat yang
beracun sebaiknya dilengkapi dengan masker oksigen, untuk
mencegah terhirupnya gas beracun.
c. Pekerja sebaiknya dilengkapi dengan pakaian khusus untuk
pengamanan, seperti wear goggles untuk mencegah terjadinya
iritasi mata dan kulit
d. Para pekerja yang sampai mengalami keracunan hendaknya
segera diberikan pertolongan pertama sebelum dibawa ke
klinik dan bila perlu dirawat di rumah sakit untuk
2. Pencegahan terhadap bahaya kebakaran
Seperti bahaya peledakan, maka bahaya kebakaran juga mutlak
dihindarkan baik oleh terbakarnya zat yang ditangani maupun oleh
adanya gangguan listrik. Langkah-langkah yang perlu diperhatikan
dalam pencegahan bahaya kebakaran antara lain :
a. Menghindari kemungkinan terjadinya hubungan singkat pada
jaringan instalasi listrik, serta bahaya akibat sambaran petir.
b. Menghindari benturan/tumbukan logam yang dapat
menimbulkan percikan api
c. Memasang alaram atau tanda bahaya kebakaran
d. Memasang alat-alat pemadam kebakaran di sekitar daerah
rawan terhadap bahaya kebakaran
e. Menyediakan alat pemadam kebakaran
f. Bagi petugas, pekerja maupun pengunjung tidak dibenarkan
merokok, membawa macis atau korek api ketempat bahan yang
BAB VII
UTILITAS DAN SARANANYA
Utilitas dalam suatu pabrik adalah sarana penunjang utama dalam
kelancaran operasi. Mengingat pentingnya utilitas ini, maka segala sarana dan
prasarananya haruslah direncanakan sedemikian rupa sehingga dapat menjamin
kelangsungan operasi pabrik. Berdasarkan kebutuhannya, utilitas pada Pra
Rancangan Pembuatan Molases Pada Pabrik Gula dengan kapasitas bahan baku
5.000 ton/hari ini meliputi:
1. Kebutuhan uap (steam)
2. Kebutuhan air
3. Kebutuhan bahan kimia
4. Kebutuhan listrik
5. Kebutuhan bahan bakar
7.1. Kebutuhan Uap (Steam)
Pada pengoperasian pabrik dibutuhkan uap sebagai media pemanas.
Adapun kebutuhan uap pada unit pembuatan molases pada pabrik gula ini adalah:
Tabel 7.1. Kebutuhan Uap
Nama Alat kg/jam
Vacuum Pan 01
Vacuum Pan 02
Vacuum Pan 03
12.162,39
4.486,61
4.415,57
Tambahan untuk kebocoran dan lain-lain diambil 5% dan faktor keamanan
diambil sebesar 20% (Perry, 1997). Maka kebutuhan uap adalah :
Total kebutuhan uap,
= 21.064,57 kg/jam =
Tambahan untuk kebocoran,
505.549,68 kg/hari
= 5% x 505.549,68 =
Faktor keamanan,
25.277,48 kg/hari
= 20% x 505.549,68 =
Total uap yang dihasilkan ketel,
101.109,94 kg/hari
= (505.549,68 + 25.277,48 + 101.109,94) kg/hari
=
Diperkirakan 80% kondensat dapat digunakan kembali (Evans, 1978),
sehingga kondensat yang digunakan kembali adalah : 631.937,09 kg/hari
= 80% x 631.937,09 =
Kebutuhan air tambahan ketel,
505.549,68 kg/hari
= 20% x 631.937,09 =
7.2. Kebutuhan Air
126.387,42 kg/hari
Kebutuhan air pada Pra Rancangan Pembuatan Molases Pada Pabrik Gula
dengan kapasitas bahan baku 5.000 ton/hari ini mencakup kebutuhan air umpan
ketel, proses, pendinginan dan domestik.
Kebutuhan air untuk pendingin adalah sebagai berikut :
Tabel 7.2. Kebutuhan Air Untuk Pendingin
Nama Alat kg/jam
Kondenser 1.864.857,29
Total kebutuhan air untuk pendingin,
= 1.864.857,29 kg/jam =
Air yang telah digunakan sebagai pendingin dapat dimanfaatkan kembali
setelah diproses di water cooling tower. Selama proses sirkulasi terjadi kehilangan
akibat penguapan, blow down dan selama pengaliran, sehingga penambahan air
segar sebanyak :
44.756.574,96 kg/hari
Wm = We + Wd + Wb (Perry,1997)
We = 0,00085 x Wc (T1-T2
Wb =
) (Perry,1997)
1
−
S We
(Perry,1997)
Dimana :
Wm = Air segar yang harus ditambahkan, m3 We = Air yang hilang akibat penguapan, m
/hari
3
Wb = Air yang terhembus (blow down), m /hari
3
Wd = Air yang hilang sepanjang aliran, m /hari
3
0,1% s/d 0,2% ; diambil 0,2% (Perry,1997) /hari
Wc = Kebutuhan air untuk pendingin, kg/hari
T1 = Temperatur masuk = 50o
T
C
2 = Temperatur keluar = 25o
S = Perbandingan antara padatan terlarut pada air untuk pendingin C
dengan air yang ditambahkan = 3 s/d 5 ; diambil s = 5
Densitas (ρ) air 996,53 kg/m3 pada suhu 250 Laju alir volumetrik air pendingin,
C dan tekanan 1 atm
Air tambahan yang dibutuhkan untuk air pendingin : /hari
Wm = 782,51 + 195,63 + 73,65 = 1.051,79 m3
= 1.048.137,87 kg/hari
/hari
Air pendingin yang digunakan kembali,
= (36.696.014,88 – 1.048.137,87) kg/hari
=
• Kebutuhan air umpan ketel = 126.387,42 kg/hari 35.647.877,01 kg/hari
• Kebutuhan air proses,
Mixer 01 = 1.255,87 kg/jam = 30.140,88 kg/hari
• Kebutuhan air domestik (keperluan sehari-hari, kantin dan lain-lain). Kebutuhan air domestik untuk masyarakat industri diperkirakan 10
liter/jam per orang. Jumlah karyawan 106 orang.
Maka,
Kebutuhan total air domestik adalah 106 orang x 10 liter/jam per orang
= 1.060 liter/jam x 0,9965 kg/liter
• Kebutuhan air tambahan untuk keperluan sehari-hari (laboratorium, pencucian peralatan dan lain-lain) diperkirakan 5% dari total kebutuhan
air.
Kebutuhan air tambahan,
= 5%(1.048.137,87 + 126.387,34 + 30.140,88 + 24.872,64) kg/hari
= 61.476,94 kg/hari
Tabel 7.3. Perkiraan Kebutuhan Air di Pabrik
Kebutuhan Air kg/hari
Air pendingin
Air umpan ketel
Air proses
Air domestik
Air tambahan
1.048.137,87
126.387,34
30.140,88
24.872,64
61.476,94
TOTAL 1.291.015,67
Unit Pengolahan Air
Kebutuhan air untuk Pra Rancangan Pembuatan Molases Pada Pabrik Gula
dengan kapasitas bahan baku 5.000 ton/hari ini diperoleh dari air bawah tanah.
Kualitas air dapat dilihat pada tabel 7.4 dan tabel 7.5.
Tabel 7.4. Sifat Fisika Air Bawah Tanah di KIM II Medan
No Parameter Range (mg/liter)
1 Padatan terlarut 32,80
2 Kekeruhan 290 NTU
3 Suhu 30,60 0C