Pra Rancangan Pabrik Dari Crude palm Oil (CPO) Dengan kapasitas 1500 Ton/Tahun
Teks penuh
Gambar



Dokumen terkait
PKO (Palm Kernel Oil) memiliki kandungan asam laurat yang tinggi dibandingkan produk minyak sawit lainnya.. Asam oleat dan blanded C 12 -C 14 diperoleh melalui proses
Penyususnan Karya Akhir ini sebagai salah satu syarat yang harus dilakukan untuk dapat mengikuti siding sarjana pada ProgramStudi Teknologi Kimia Industri D- IV, Fakultas
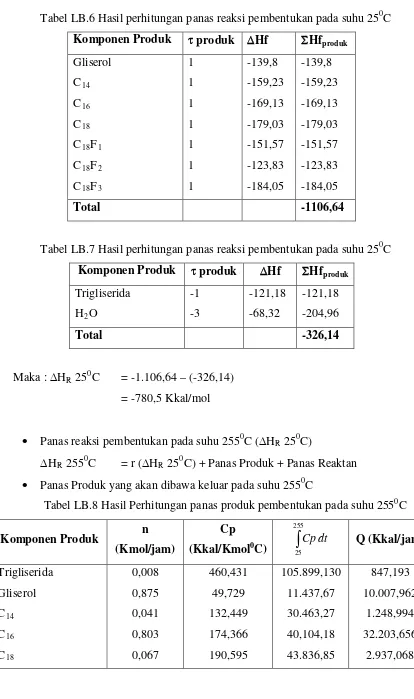
Gliserol merupakan bahan baku yang secara luas digunakan dalam industri, antara lain: Industri farmasi, Industri bahan makanan dan monogliserida, Industri sabun
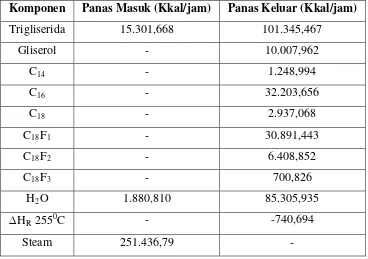
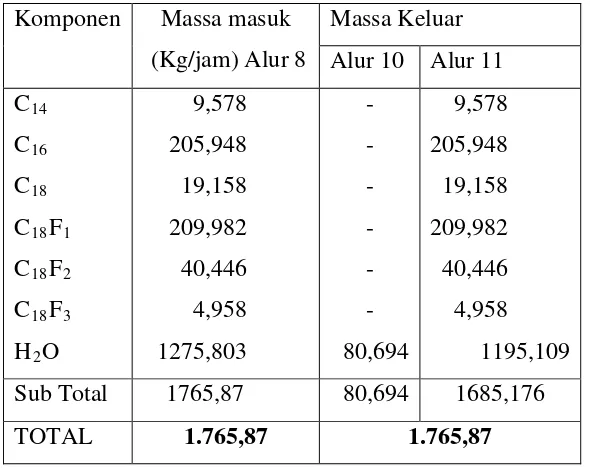
keluar dari splitter akan mengalir ke flash tank asam lemak pada tekanan 54 atm. Sedangkan gliserol yang keluar dari bawah mengalir ke flash tank
Biodiesel atau disebut juga methyl ester merupakan bahan bakar yang terbuat dari minyak nabati yang memiliki sifat menyerupai minyak diesel atau
Dari data tersebut, dapat disimpulkan bahwa ketersediaan bahan baku pada tahun 2015.
Metode dari Tugas Prarancangan Pabrik ini adalah dengan cara menganalisa kebutuhan bahan bakar minyak solar di Indonesia, kemudian mencari solusi krisis
