PRA RANCANGAN
PABRIK PEMBUATAN GAS METANA DARI SAMPAH ORGANIK DENGAN KAPASITAS OLAHAN 600 TON/ HARI
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Sains Terapan
O
L
E
H
TARULI SIMBOLON
NIM: 025201053
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
PRA RANCANGAN PABRIK PEMBUATAN GAS METANA
DARI SAMPAH ORGANIK
DENGAN KAPASITAS OLAHAN 600 TON/HARI
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Sain Terapan
Oleh :
025201053 TARULI SIMBOLON
Diperiksa/Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
Dr. Ir Fatimah,MT
NIP. 132 095 901 NIP. 132 243 713
Dr. Ir. M Turmuzi, MT
Koordinator Tugas Akhir
Dr. Ir. Irvan, Msi NIP. 132 126 842
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
DAFTAR ISI
LEMBAR PENGESAHAN KATA PENGANTAR
INTI SARI i
DAFTAR ISI ii
DAFTAR TABEL DAFTAR GAMBAR
BAB I PENDAHULUAN I-1
1.1. Latar Belakang I-1
1.2. Perumusan Masalah I-3
1.3. Tujuan Rancangan I-3
1.4. Manfaat Rancangan I-3
BAB II TINJAUAN PUSTAKA DAN DESKRIPSI PROSES II-1
2.1. Komposisi Kimia Susu Kedelai II-1
2.2. Lemak II-2
2.3. Protein II-4
2.4. Karbohidrat II-5
2.5. Mineral Dan Vitamin II-6
2.6. Masalah Yang Dihadapi Dalam Penggunaan Kedelai Sebagai
Bahan Pangan II-7
2.7. Bahan Tambahan Dalam Pembuatan Yoghurt II-8
2.7.1. Susu Skim II-8
2.7.2. Gula II-8
2.7.4. Potassium Sorbat II-10
2.7.5. CaCl2 II-10
2.7.6. Starter (Mikroba Yang Aktif Pada Fermentasi) II-11
2.8. Deskripsi Proses II-13
BAB III NERACA BAHAN III-1
3.1. Hammer Mill (C-110) III-1
3.2. Bak Perendaman I (F-130) III-2
3.3. Bak Perendaman II (F-150) III-2
3.4. Bak Pencuci (F-160) III-3
3.5.Tangki Rebus (Q-170) III-3
3.6. Ketel Adukan (Q-200) III-3
3.7. Filter Press (H-210) III-4
3.8. Agitator I (M-220) III-4
3.9. Fermentor (F-230) III-5
3.10. Agitator II (M-250) III-5
BAB IV NERACA PANAS IV-1
4.1. Bak Perendaman I (F-130) IV-1
4.2. Tangki Rebus (Q-170) IV-1
4.3. Ketel Adukan (Q-200) IV-2
4.4. Agitator I (M-220) IV-2
4.5. Fermentor (F-230) IV-3
4.6. Agitator II (M-250) IV-3
BAB V SPESIFIKASI PERALATAN V-1
5.2. Loading Ramp (J-101) V-1
5.3. Screw Conveyor I (J-102) V-2
5.4. Hammer Mill (C-110) V-2
5.5. Bak Perendaman I (F-130) V-3
5.6. Screw Conveyor II (J-131) V-3
5.7. Filter Press (H-210) V-4
5.8. Tangki CaCl2 V-4
5.9. Tangki NaHCO3 V-5
5.10. Bak Perendaman II (f-150) V-5
5.11. Bak Pencuci (F-160) V-6
5.12. Tangki Perebusan (Q-170) V-6
5.13. Ketel Adukan (Q-200) V-6
5.14. Agitator I (M-220) V-7
5.15. Fermentor (F-200) V-7
5.16. Inkubator V-8
5.17. Gudang Pengemasan V-8
5.18. Gudang Penyimpanan V-8
5.19. Pompa NaHCO3 V-9
5.20. Pompa CaCl2 V-9
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA VI-1
6.1. Instrumentasi VI-1
6.2.Keselamatan Kerja VI-5
6.3. Keselamatan Kerja Pada Unit Utilitas Pabrik Pembuatan Yoghurt
6.3.1. Pencegahan Terhadap Kebakaran Dan Ledakan VI-7 6.3.2. Peralatan Perlindungan Diri VI-7 6.3.3. Keselamatan Kerja Terhadap Listrik VI-8 6.3.4. Pencegahan Terhadap Gangguan Kesehatan VI-8 6.3.5. Pencegahan Terhadap Bahaya Mekanis VI-9
BAB VII UTILITAS VII-1
7.1. Kebutuhan Uap (Steam) VII-1
7.2. Kebutuhan Air VII-2
7.2.1. Pengendapan VII-3
7.2.2. Klarifikasi VII-4
7.2.3. Filtrasi VII-5
7.2.4. Demineralisasi VII-5
7.2.5. Deaerasi VII-9
7.3. Kebutuhan Bahan Kimia VII-9
7.4. Kebutuhan Listrik VII-10
7.5. Kebutuhan Bahan Bakar VII-10
7.6. Pencemaran Yang Terjadi Dan Cara Penanggulangannya VII-11 7.7. Spesifikasi Peralatan Utilitas VII-14 7.7.1. Pompa Air Sumur Bor (L-411) VII-14
7.7.2. Bak Pengendapan (H-410) VII-14
7.7.3. Clarifier (H-420) VII-15
7.7.7. Sand Filter (H-430) VII-17
7.7.8. Pompa Clarifier (L-431) VII-17
7.7.9. Menara Air (F-440) VII-18
7.7.10. Pompa Sand Filter (L-441) VII-19 7.7.11. Kation Exchanger (T-450) VII-19 7.7.12. Tangki Pelarutan H2SO4 (M-451) VII-20
7.7.13. Pompa Menara Air (L-451) VII-20
7.7.14. Anion Exchanger (F-460) VII-21
7.7.15. Tangki Pelarutan NaOH VII-21
7.7.16. Pompa Kation Exchanger (L-461) VII-22
7.7.17. Tangki Kaporit (F-490) VII-23
7.7.18. Tangki Penampungan Air Umpan Ketel (F-500) VII-23 7.7.19. Pompa Air Umpan Ketel (L-501) VII-24
7.7.20. Deaerator (E-510) VII-24
7.7.21. Pompa Deaerator (L-511) VII-25
7.7.22. Boiler (E-250) VII-25
BAB VIII LOKASI DAN TATA LETAK PABRIK VIII-1
8.1. Lokasi Pabrik VIII-1
8.2. Tata Letak Pabrik VIII-3
8.3. Kebutuhan Areal Untuk Pendirian Pabrik VIII-4
BAB IX ORGANISASI MANAJEMEN PERUSAHAAN IX -1
9.1. Organisasi Dan Manajemen IX-1
9.2. Bentuk Badan Usaha IX-1
9.2.2. Badan Usaha Persekutuan (Partnership) IX-2 9.2.3. Badan Usaha Perseorangan (Corporation) IX-5
9.2.4. Koperasi (Coperative) IX-5
9.2.5. Badan Usaha Milik Negara (BUMN) IX-6 9.2.6. Penggabungan Badan Usaha (Joint Venture) IX-6
9.3. Bentuk Struktur Organisasi IX-6
9.4. Uraian Tugas Wewenang Dan Tanggung Jawab IX-7
9.4.1. Direktur IX-8
9.4.2. Kepala Bagian Produksi Dan Laboratorium IX-8 9.4.3. Kepala Bagian Personalia Dan Pemasaran IX-9
9.4.4. Sekretaris IX-9
9.5. Sistem Kerja Dan Tenaga Kerja IX-9
9.6. Kesejahteraan Tenaga Kerja IX-10
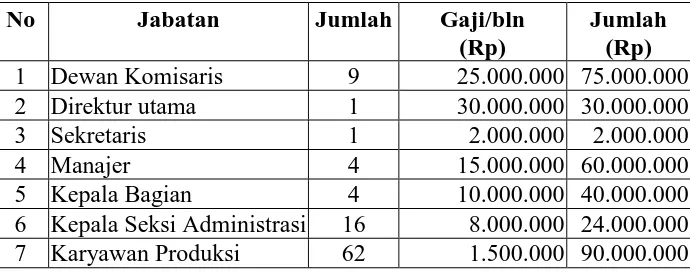
9.7. Jumlah, Tingkat Pendidikan Dan Gaji Tenaga Kerja IX-10
BAB X ANALISA EKONOMI X-1
10.1. Modal Investasi X-1
10.1.1. Modal Investasi Tetap/Fixed Capital Investment (FCI) X-2 10.1.2. Modal Kerja/Working Capital X-3
10.2. Hasil Penjualan X-4
10.3. Biaya Produksi Tetap X-4
10.3.1. Biaya Tetao/Fixed Cost X-4
10.3.2. Biaya Variabel/Variabel Cost (VC) X-5
10.4. Perkiraan Laba/Rugi Usaha X-5
10.5.1. Profit Margin (PM) X-5
10.5.2. Break Event Point X-6
10.5.3. Return On Investment (ROI) X-6
10.5.4. Pay Out Time (POT) X-7
10.5.5. Return On Network (RON) X-7
10.5.6. Internal Rate On Return (IRR) X-7
BAB XI KESIMPULAN XI-1
DAFTAR PUSTAKA
LAMPIRAN A PERHITUNGAN NERACA MASSA LAMPIRAN B PERHITUNGAN NERACA PANAS LAMPIRAN C SPESIFIKASI PERALATAN
DAFTAR TABEL
Tabel 1.1. Produksi Sampah I-1
Tabel 2.1. Komposisi Sampah Organik II-2
Tabel 2.2. Komposisi Sampah Berdasarkan Unsur II-2
Tabel 2.3.Komposisi Biogas II-3
Tabel 2.4. Tabel Kesetaraan Biogas II-15 Tabel 3.1. Neraca Massa Pada Tresher(TR-01) III-1
Tabel 3.2. Neraca Massa Pada Tangki Penampung(TP-01) III-1 Tabel 3.3. Neraca Massa Pada Fermentor(FR-01) III-2
Tabel 3.4. Neraca Massa Pada Absorbsi III-2
Tabel 4.1. Neraca Panas Pada Fermentor IV-2
Tabel 4.2. Neraca Panas Pada Kondensor IV-3
Tabel 6.1. Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan
Gas Metana dari Sampah Organik VI-2
Tabel 7.1. Kualitas Air Tanah Marelan VII-2
Tabel 8.1. Perincian Luas Tanah Pabrik Pembuatan Gas Metana VIII-5 Tabel 9.1. Jumlah, dan Gaji Tenaga Kerja IX-10 Tabel 10.1. Modal Investasi Tetap (MIT/FCI) X-2 Tabel 10.2. Perincian Modal Kerja (Working Capital) X-3
Tabel 10.3. Perincian Biaya Tetap X-4
KATA PENGANTAR
Pujidan syukur saya panjatkan kepada Tuhan Yang Maha Esa atas berkat dan rahmatnya atas selesainya tugas akhir ini dengan judul” Pembuatan Gas Metana dari sampah Organik”. Tugas pra rancangan ini merupakan tugas akhir dalam menyelesaikan studi program (D-IV),Fakultas Teknik, Universitas Sumatra Utara Medan. Pertama penulis mengucapkan terumakasih kepada kedua orang tua saya tercinta, atas kasih cinta dan restunya srta dukungan moril dan spritual sehingga saya dapat menyelesaikan tugas akhir saya ini.
Dalam kesempatan ini saya igin menyampaikan ucapan terimakasih kepada semua pihak yang telah banyak membantu selama Penulis menyelesaikan studi;
1.Ibu Ir.Renita Manurung,Msi,selaku ketua jurusan Program Studi Teknik kimia, Fakultas Teknik Sumatra Utara Medan.
2.Ibu Dr.Ir.Fatimah ,MT, Selaku dosen pembimbing yang telah banyak memberikan arahan dan bimbingan dalam penyusunan tugas akhir ini.
3.Bapak Dr.Ir.M.Turmuzi,MS, selaku co pembimbingyang juga telah banyak memberikan arahan dan bimbinhan dalam penyusunan tugas akhir ini.
4.Ibu Mersi Sinaga, ST,MT, Selaku koordinator D-IV yang selalu memberikan semangat pada penulis.
5.Seluruh staf pengajar dan pegawai pada pogram studi Diploma-IV, Fakultas Teknik, Universitas Sumatra Utara,Medan.
6.Nova,Yanti,Sabrina,Wina juga semua teman stambuk 2002 dan senior yang membantu penyelesaian tugas akhir ini.
7.Adik adik saya yang telah banyak memberikan dukungan kepada saya selama penulisan tugas akhir ini.
Penulis juga menyadari bahwa Tugas akhir ini masih jauh dari sempurna. Penulis mengharapkan kritik dan Saran yang banyak membangun. Kiranya tugas akhir ini bermanfaat bagi pembaca.
Medan, Juni 2008 Penulis
BAB I PENDAHULUAN
1.1 Latar Belakang
Pertumbuhan jumlah penduduk yang terus meningkat dengan pola hidupkonsumtif sudah tentu diikuti dengan meningkatnya produksi sampah.Disemua daerah sampah selalu menimbulkan masalah yang rumit untuk dipecahkan.Masalah persampahan perkotaan diindonesia saat ini sudah sampai pada tingkat sangat serius.Berbagai pihak ikut serta dalam upaya meningkatkan mutu kesehatan dan lingkungan pemukiman.
Kota medan termasuk diantara kota-kota besar di Indonesia, juga tak luput dari permasalahan sampah kota.Sebagai ibukota Propinsi Sumatra Utara,Kota Medan termasuk pusat perdagangan,industri dan jasa yang berkembang pesat.kota ,Medan sebagai metropolitan, memiliki luas 265,1 km2, yang terdiri dari 21 kecamatan dan 151 kecamatan kelurahan. Jumlah timbunan sampah pada tahun 2004 mencapai 396.775 ton/tahun.Dinas kebersihan mencatat timbulan sampah dikota medan dapat dilihat pada tabel dibawah ini.
Tabel 1.1. Timbulan sampah dikota Medan
No Tahun Jumlah timbulan sampah (ton/tahun)
1 2001 476.964
2 2002 500.506
3 2003 500.780
4 2004 396.755
Sumber: Dinas kebersihan, 2005.
menghemat cadangan minyak bumi yang pada saat ini semakin sedikit. Biogas adalah salah satu energi yang dapat dikembangkan mengingat bahan bakunya cukup tersedia.Biogas adalah energi yang terbarukan sehingga sangat mungkin untuk menggantikan BBM yang terancam habis, pada sisi lain penggunaan biogas dapat mengatasi permasalahan sampah kota mengingat mayoritas sampah kota berasal dari bahan organik yang dapat digunakan untuk bahan baku biogas.biogas adalah gas yang dihasilkan dari proses pembusukan bahan- bahan organik oleh bakteri pada kondisi an aerop (hampa udara) Gas bio yang dihasilkan dari proses fermentasi terdiri dari : CH4 atau methane (60-70%),Co2 atau karbon dioksida (20-30%),O2 (1-4%),N2 (0,5-3%),Co atau karbon monoksida (1%) dan H2S (kurang dari 1%). Campuran gas bio ini menjadi mudah membakar jika memiliki kandungan gas methane sebesar lebih dari 50 %.
Apabila gas ini dibakar akan berwarna biru dan menghasil banyak energi panas. Satu meter kubik biogas setara dengan 5.200-5.900 Kcal atau apabila dipakai untuk memanaskan air dapat meningkatkan 130 Kg air dari 20 derajat sampai mendidih atau menyalakan lampu 50-100 watt selama 6 jam.
1.2 Perumusan Masalah
Pengaruh pertumbuhan ekonomi membuat hidup masyarakat menjadi berkecukupan, yang menjadikan lekat pola hidup produksi massal dan konsumtif, sehingga jumlah sampah yang dihasilkan semakin membengkak. Konsekuensinya adalah semakin menipisnya sisa tahun penampungan di tempat pembuangan akhir, serta sulitnya mendapatkan lahan tempat pembuangan akhir yang baru, sehingga jumlah sampah tidak layak bakar membengkak. Atas dasar itu, dewasa ini daur ulang sampah menjadi barang bermanfaat menjadi orientasi, karena di samping dapat mengurangi beban tempat pembuangan akhir, juga turut mengurangi konsumsi sumber daya alam dan meringankan beban lingkungan.
Metan adalah gas rumah kaca yang dapat menciptakan pemanasan global dan ketika terlepas ke atmosfer, dan umumnya dianggap sebagai polutan ketimbang sumber energi yang berguna untuk kepentingan masyarakat yang dapat digunakan sebagai bahan bakar.
devisa negara dan mengurangi pengangguran di Indonesia dan juga dapat memenuhi permintaan industri yang menggunakan bahan baku dari sampah maupun limbah dari berbagai pabrik.
1.3 Tujuan Perancangan
Tujuan Pra Rancangan Pabrik ini adalah untuk mengaplikasikan ilmu teknologi kimia industri yang meliputi neraca massa, neraca energi, operasi teknik kimia, utilitas dan bagian ilmu teknologi kimia industri lainnya yang penyajiannya disajikan pada Pra Rancangan Pabrik Proses Pembuatan metanasi dari sampah organik.
1.4 Manfaat Perancangan
BAB II
TINJAUAN PUSTAKA
2.1. Umum
Sampah adalah bahan buangan padat atau semi padat yang dihasilkan adari aktifitas manusia atau hewan yang dibuang karena tidak diinginkan atau tidak digunakan lagi (tchobanoglous, dkk,1993).Menurut petunjuk Teknis Perencanaan Pembangunan dan Pengelolaan Bidang ke-PLP-an perkotaan dan pedesaan, sampah adalah limbah yang bersifat padat terdiri dari sampah organik, sampah
anorganik dan sampah B3yang dianggap tidak berguna lagi dan harus dikelola agar tidak membahayakan lingkungan dan melindungi investasi pembangunan (dep.PU Ditjen Cipta Karya, 1999).
Sementara itu, Hadiwiyoto (1983) mendefenisikan sampah adalah sisa-sisa bahan yang mengalami perlakuan-perlakuan, baik karena telah diambil bagian utamanya, atau karena pengelolaan, atau karena sudah tidak ada manfaatnya, yang ditinjau dari aspek pencemaran atau ganguan kelestarian lingkungan.
Bila dilihat dari sifatnya, sampah dapat diklasifikasikan menjadi dua, yaitu A. Sampah organik
Sampah organik adalah sampah yang mengandung senyawa-senyawa orgaik yang tersusun dari unsur-unsur karbon, hydrogen dan oksigen.Yang termasuk sampah organik adalah daun-daunan, kayu, kertas, karton, sisa-sisa makanan,sayur,buah, yang mudah diuraikan oleh mikroba.
B. Samph non organik
Terdiri dari kaleng, plastik, besi, logam, gelas atau bahan lain yang yang tidak tersusun oleh senyawa-senyawa organic. Sampah anorganik tidak dapat diuraikan oleh mikroba.
Tabel 2.1 Komposisi Sampah Organik
Bahan Organik % berat Sampah dedaunan 32
Makanan 16,2
Kertas 17,5
Kayu 4,5
Air 29,8
(Sumber : Dinas kebersihan kota medan, 2005)
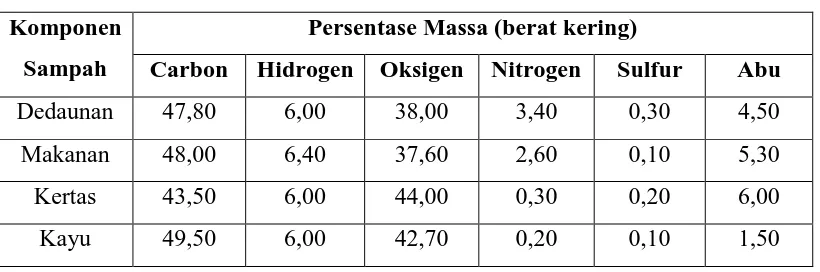
Tabel 2.2 Komposisi Sampah berdasarkan Unsur
Komponen Sampah
Persentase Massa (berat kering)
Carbon Hidrogen Oksigen Nitrogen Sulfur Abu Dedaunan 47,80 6,00 38,00 3,40 0,30 4,50 Makanan 48,00 6,40 37,60 2,60 0,10 5,30 Kertas 43,50 6,00 44,00 0,30 0,20 6,00
Kayu 49,50 6,00 42,70 0,20 0,10 1,50
(Sumber : Dinas kebersihan kota medan, 2005)
2.2. Pemanfaatan Sampah
Sampah merupakan limbah yang sangat padat yang terdiri dari sampah organik. Beberapa contoh pemanfaatan sampah organic adalah sebagai berikut:
- sebagai pupuk alami untuk menyuburkan tanaman
Anaerobik komposting adalah dekomposisi bahan organik tanpa oksigen. Hasil metabolisme dari proses ini adalah metan, CO2, dan berbagai produk
agak kurang diminati. Selain itu, pada aerobik komposting, sebagian energi dikeluarkan dalam bentuk limbah, yaitu panas pada timbunan kompos, sedangkan pada proses anaerobik, energi tersebut dikeluarkan dalam bentuk gas metan yang sangat bermanfaat. Adapun reaksi kimia proses anaerobik sebagai berikut :
C6H12O6 3CH4 + 3CO2 + 403 KJ
Selain kompos, produk komersil yang diperoleh dari anaerobik komposting yang bio gas. Biogas adalah campuran gas metan dengan gas-gas lain seperti CO2, dan H2S yang dapat digunakan untuk berbagai tujuan pemanfaatan.
Dengan anaerobik komposting, seluruh potensi yang ada didalam sampah kota dapat dimanfaatkan sebagai energi, bahan organik, dan nutrisi yang ada didalam kompos. Kelemahan dari proses ini adalah biayanya mahal karena harus membuat reaktor tertutup. Selain itu, komposnya sangat basah karena prosesnya tertutup sehingga perlu perlakuan lanjutan seperti pengepresan dan proses pengeringan kompos yang sangat intensif untuk mengeluarkan air.
Komposisi biogas ditentukan oleh komposisi jenis sampah kota dan sedikit dipengaruhi oleh tipe reaktor serta tipe proses. Komposisi dan nilai kalor biogas adalah sebagai berikut :
CH4 : 50-85%
CO2 : 15-50%
H2S : <1%
Nilai kalor : 20-25 MJ/m3 (47.000 – 8.000 kkal/m3) atau kira-kira sama dengan kalor
biogas.
2.3. Sejarah Penemuan Biogas
Adapun alat penghasil biogas secara anaerobik pertama dibangun pada tahun 1900. pada akhir abad ke-19, riset untuk menjadikan gas methan sebagai biogas dilakukan oleh Jerman dan Perancis pada masa antara dua Perang Dunia. Selama Perang Dunia II, banyak petani di Inggris dan Benua Eropa yang membuat alat penghasil biogas kecil yang digunakan untuk menggerakkan traktor. Akibat kemudahan dalam memperoleh BBM dan harganya yang murah pada tahun 1950-an, proses pemakaian biogas ini mulai ditinggalkan. Tetapi, di negara-negara berkembang kebutuhan akan sumber energi yang murah dan selalu tersedia selalu ada. Oleh karena itu, di India kegiatan produksi biogas terus dilakukan semenjak abad ke-19. saat ini, negara berkembang lainnya, seperti China. Filipina, Korea, Taiwan dan Papua Nugini, telah melakukan berbagai riset dan pengembangan alat penghasil biogas. Selain di negara berkembang, teknologi biogas juga telah dikembangkan di negara maju seperti Jerman.. Salah satu cara penanggulangan sampah organik yang potensial untuk dikembangkan di Indonesia adalah dengan menerapkan teknologi anerobik untuk menghasilkan biogas. Secara ilmiah, biogas yang dihasilkan dari sampah organik adalah gas yang mudah terbakar (flammable). Gas ini dihasilkan dari proses fermentasi bahan-bahan organik oleh bakteri anaerob (bakteri yang hidup dalam kondisi tanpa udara). Umumnya, semua jenis bahan organik bisa diproses untuk menghasilkan biogas. Tetapi hanya bahan organik homogen, baik padat maupun cair yang cocok untuk sistem biogas sederhana. Bila sampah-sampah organik tersebut membusuk, akan dihasilkan gas metana (CH4) dan karbondioksida (CO2). Tapi, hanya CH4
yang dimanfaatkan sebagai bahan bakar. Umumnya kandungan metana dalam reaktor sampah organik berbeda-beda. secara rentang komposisi biogas adalah sebagai berikut
Tabel 2.3. Komposisi Biogas
Komponen % Berat Metana (CH4)
Karbon dioksida (CO2)
Nitrogen (N2)
Hidrogen (H2)
Hidrogen sulfida (H2S)
Oksigen (O2)
0-3 0.1-0.5
Smber:Zhang et al,1999
2.3. Mekanisme pembentukan biogas
Dialam , proses anaerobik terjadi secara spontan ketika adanya timbunan bahan organik dengan suplai oksigen terbatas. Pada situasi tersebut kegiatan dekomposisi beralih dari proses aerobik menjadi anaerobik, seperti produksi metan didasar danau atau sungai, tumpukan sampah yang sangat rapat, dan perut binatang. Proses anaerobik komposting dapat dipercepat dengan mengatur berbagai kondisi proses yang bisa memacu dekomposisi bahan organik lebih cepat dan sempurna sehingga waktu lebih cepat, produksi metan lebih besar.
Proses anaerobik komposting berlangsung dalam 4 tahap sebagai berikut : 1. Tahap Hidrolisis
Proses anaerobik komposting berlangsung dalam 4 tahap sebagai berikut :
Proses hidrolisa, yaitu dekomposisi bahan organik polimer menjadi monomer yang mudah larut dilakukan oleh sekelompok bakteri fakultatif. Pada proses hidrolisa, lemak diuraikan oleh enzim lipase yang diproduksi oleh lipolytic bacteria. Sementara karbohidrat diuraikan oleh enzim lipase yang diproduksi oleh lipolytic bacteria. Sementara karbohidrat diuraikan oleh enzim selulosa yang diproduksi cellulolytic bacteria dan protein diuraikan oleh enzim protease yang diproduksi oleh proteolytic bacteria, menjadi monomer yang mudah larut. Pada proses hidrolisa ini dihasilkan pula asam amino, volatile acid, dan lain-lain.
Lipida
• Protei dirubah menjadi Asam amino
Protein Asam amino
• Asam nukleat dirubah menjadi Purin dan Pirimidin
Pirimidin Purin
Pada Asam nukleat terdapat Asam Posfat sebagai pembentuk, asam Pospat akan terionisasi secara sendirinya saat reaksi terjadi hal disebabkan gugus Posfat memiliki sifat dapat larut didalam air. Sehingga pada Purin dan Pirimidin tidak lagi terdapat asam Posfat yang berasal dari asam nukleat.
• Polisakarida dirubah menjadi monosakarida. Polisakarida terbagi atas : - Pati
- Glikogen - Selulosa
Pati (amilum) merupakan polisakarida yang mengandung 75-80% amilopektin dan amilosa 20-25% yang mana terdiri atas D-Glukopinarosa yang berikatan α(1 -4) glikosidik. Ikatan D-glikopinarosa merupakan polimer dari Glukosa.
D-Glukopinarosa Glukosa
α(1-4) Glikogen Glukosa
Selulosa merupakann polisakarida. Pati, glikogen, dan selulosa
merupakan polisakarida yang terdapat pada tumbuh-tumbuhan yang berupa kayu. Oleh sebab itu pati, glikogen, selulosa memiliki cabang atau ikatan polimer yang panjang. Selulosa memiliki gugus rantai lurus.
2. Tahap Asidogenesis
• Asam lemak rantai panjang diuraikan menjadi Asam lemak volatil. Asam lemak rantai panjang terdiri atas :
- Asam lemak stearat - Asam lemak palmitat - Asam lemak oleat
Asam lemak stearat Asam butirat Metana
Asam lemak palmitat Asam propionat Hidrogen
• Gliserin dirubah menjadi Asam propionat
Gliserin Asam propionat Hidrogen
• Asam amino diurai menjadi asam akrilat
Asam amino Asam akrilat Nitrogen Hidrogen
Glukosa Etanol
• Puri diurai menjadi Asam propionat
Purin Asam propionate phospat
• Pirimidin diurai menjadi Asam butirat
Pirimidin Asam butirat
1.Reaksi pada asam lemak rantai panjang + gliserin
Asam lemak stearat Asam butirat
Asam lemak palmitat Asam propionat
3CH3-CH2-COOH + H2 + 2H3PO4
Gliserin Asam propionat
2. Reaksi pada Asam nukleat
Asam nukleat Pirimidin purin
Purin Asam propionate phospat
Pirimidin Asam butirat
+
5OH-C-C3H7 + 9CH3-CH2-COOH + CH3-CHOH-COOH + 7CO2 + 10H2 + 4CH4
Asam butirat asam propionate asam laktat
3CH3-CH2-COOH + H2 + 2H3PO4
+
Asam nukleat
3. Reaksi pada keseluruhan Asam lemak rantai panjang + gliserin, Asam amino, Asam nukleat.
5OH-C-C3H7 + 9CH3-CH2-COOH + CH3-CHOH-COOH + 7CO2 + 10H2 + 4CH4
Asam butirat asam propionate asam laktat
Asam nukleat
Asam amino Asam akrilat
+
CH3CH2CH2COOH + 3CH3CH2COOH +
Asam propionate Asam butirat
½N2 + 2H2 + 2H3PO4
CH3CH2CH2COOH + 3CH3CH2COOH +
Asam propionate Asam butirat
Asam amino Asam nukleat
6CH3CH2COOH + 12CH3CH2CH2COOH + CH3-CHOH-COOH + CH2=CH-
Asam butirat Asam propionat Asam laktat Asam akrilat
COOH + 7CO2 +
2 27
H2 + 4CH4 + N2 + H3PO4
3. Asetogenesis
Proses asidogenesis, yaitu perubahan asam organik dan alkohol menjadi asam asetat. Pada proses ini senyawa asam organik dan metanol diuraikan acetogenic bacteria menjadi asam format, asetat, metanol, CO2, dan H2.
Etanol Asam Asetat
CH3CH2COOH + 2H2O CH3COOH +
2H2…………..(pers.2)
Asam Propionat Asam Asetat
CH3CH2CH2COOH + 2H2O 2CH3COOH +
2H2…………..(pers.3)
Asam Butirat Asam Asetat 4. Metanogenesis.
Proses metanogeniesis, yaitu perubahan dari asam asetat menjadi metan. Pada proses ini asam asetat diuraikan oleh metanogenic bacteria menjadi CH4,
CO2, dan H2O. Pembentukan metan sebagian besar (70%) berasal dari asam
asetat, sisanya dari asam format, CO2, dan H2
Reaksi kimia pembentukan metan dari asam asetat dan reduksi CO2 dapat
dilihat pada persamaan reaksi berikut : Asetotropik metanogenesis :
CH3COOH CH4 + CO2 ………. (pers.1)
Hidrogenotropik metanogenesis :
CH2 + CO2 CH4 + H2O ………. (pers.2)
2.5. Faktor -Faktor yang Mempengar uhi Pr oses biogas
Lingkungan besar pengaruhnya pada laju pertumbuhan mikroorganisme baik pada
proses aerobik maupun anaerobik. Faktor-faktor yang mempengaruhi proses anaerobik
antara lain: temperatur, pH, konsentrasi substrat dan zat beracun. 1. Temper atur
Gas dapat dihasilkan jika suhu antara 4 - 60°C dan suhu dijaga konstan. Bakteri akan menghasilkan enzim yang lebih banyak pada temperatur optimum. Semakin tinggi temperatur reaksi juga akan semakin cepat tetapi bakteri akan semakin berkurang. Proses pembentukan metana bekerja pada rentang temperatur 30-40°C, tapi dapat juga terjadi pada temperatur rendah, 4°C. Laju produksi gas akan naik 100-400% untuk setiap kenaikan temperatur 12°C pada rentang temperatur 4-65°C. Mikroorganisme yang berjenis thermophilic lebih sensitif terhadap perubahantemparatur daripada jenis mesophilic. Pada temperatur 38°C, jenis mesophilic dapat bertahan pada perubahan temperatur ± 2,8°C. Untuk jenis thermophilic pada suhu 49°C, perubahan suhu yang dizinkan ± 0,8°C dan pada temperatur 52°C perubahan temperatur yang dizinkan ± O,3°C.
2. pH (keasaman)
tahap pembentukan metana, maka pengaturan pH awal proses sangat penting. Tahap pembentukan asam akan menurunkan pH awal. Jika penurunan ini cukup besar akan dapat menghambat aktivitas mikroorganisme penghasil metana. Untuk meningkatkat pH
dapat dilakukan dengan penambahan kapur.
3. Konsentrasi Substrat
Sel mikroorganisme mengandung Carbon, Nitrogen, Posfor dan Sulfur dengan perbandingan 100 : 10 : 1 : 1. Untuk pertumbuhan mikroorganisme, unsur-unsur di atas harus ada pada sumber makanannya (substart). Konsentrasi substrat dapat mempengaruhi
proses kerja mikroorganisme. Kondisi yang optimum dicapai jika jumlah mikroorganisme sebanding dengan konsentrasi substrat. Kandungan air dalam substart dan homogenitas sistem juga mempengaruhi proses kerja mikroorganisme. Karena kandungan air yang tinggi akan memudahkan proses penguraian, sedangkan homogenitas sistem membuat kontak antar mikroorganisme dengan substrat menjadi lebih intim.
3. Zat Baracun
Zat organik maupun anorganik, baik yang terlarut maupun tersuspensi dapat menjadi penghambat ataupun racun bagi pertumbuhan mikroorganisme jika terdapat pada
konsentrasi yang tinggi. Untuk logam pads umumnya sifat racun akan semakin bertambah dengan tingginya valensi dan berat atomnya. Bakteri penghasil metana lebih sensitif terhadap racun daripada bakteri penghasil asam.
Ada beberapa senyawa yang bisa menghambat (proses) penguraian dalam suatu unit biogas saat menyiapkan bahan baku untuk produksi biogas, seperti antiobiotik, desinfektan dan logam berat (Setiawan, 2005).
2.6 Sifat-sifat Gas metana *Sifat kimia
- Titik kritis 190 - Tekanan kritis
- Volume kritis 99,0 cm/ g mol *Sifat Fisika
- Merupakan gas yang mudah terbakar - Tidak berbau
- Merupakan gas yang tidak berwarna
- Mempunyai spesifikasi terhadap nyala api sebesar 500-700 k.cal/m3
2.7. Deskripsi Proses
Pembuatan gas metana dari sampah organik dapat dilakukan dengan beberapa tahap.Adapun tahap-tahap tersebut adalah:
1. Tahap pemilihan bahan baku
Bahan baku adalah sampah organik dengan komposisi
Bahan Organik % berat Sampah dedaunan 32
Makanan 16,2
Kertas 17,5
Kayu 4,5
Air 29,8
(Sumber : Dinas kebersihan kota medan, 2005)
Sebelum dikecilkan dengan menggunakan tresser, sampah organik terlebih dahulu dipisahkan darisampah organik yang tidak bisa diolah, seperti plastik,kaca dan lainya. Tresser bertujuan untuk mengecilkan bahan baku sampai menjadi lebih bubur untuk mempermudah proses pengolahan di fermentor.
2. Tahap fermentasi
formicilum.dengan lama fermentasi 6 jam. Pada fermentor ini terjadi konversi glukosa menjadi metana berdasarkan reaksi
C6H12O6 + 2H2O 2C2H4O2 + 2CO2 + 4H2
Konsentrasi metana dihasilkan antara 55- 75% gas metana( sudrajad 2002).Fermentasi adalah proses pegolahan bahan organik menjadi suatu bentuk kimia yang lain dengan menggunnakan proses yang menghasilkan gas dengan cara penambahan mikro organisme.Secara umum khamir yang digunakan
diklasifikasikan berdasarkan kemampuan kamir untuk menyerap oksigen. Proses perombakan glukosa menjadi gas metana dipengaruhi rangkaian yang sangat kompleks dimana reaksi kimia yangg terjadi adalah sebagai berikut:
- Tahap Hidrolisa C5H10O5 + H2O→ C6H12O6
- Tahap asdogenesis( pembentukan asam)
Bakteri pembentuk asam menguraikan senyawa glukosa C6H12O6 +2H2O →2C2H4O2 + 2 CO2 + 4H2
Bakteri pembentuk asam menghasilkan asam 2C2H4O2 →2CH4 + 2H2O
- Tahap metagonesis
Bakteri Methan mensintesa H2 dan CO2
2 4 2 4 2 2
CO + H →CH + H O
Bila disatukan, reaksi akan menjadi : 6 12 6 2 2
C H O + H O → 2C H O2 4 2 + 2CO2+ 4H2 2 4 2
2C H O 4 2
2
2 2
Bakteri
CH CO
CO
→ +
2 4H
+ →CH4+ 2H O2
6 12 6 3 4 3 2
C H O CH CO
+
→ +
3. Pemurnian gas.
memisahkan gas CO2. Gas CO2 yang diikat dengan reagent air ialah gas-gas yang memiliki fasa yang sama dengan fasa air.Kemudian gas H2S Dipisah dengan menggunakan regent air karena gas tersebut dapat mengakibatkan karat.
BAB III
NERACA MASSA
Basis perhitungan : 1 jam operasi Kapasitas olahan : 600 ton/hari
: 600.000 kg/hari x 1 hari/24 jam : 25.000 kg/jam
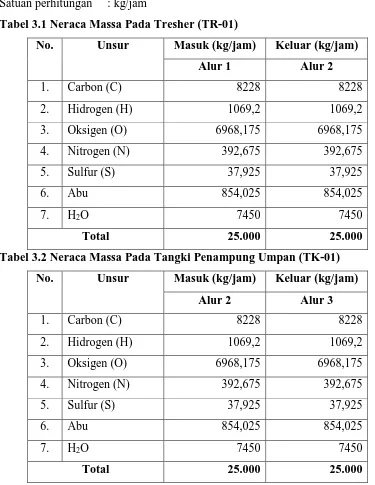
[image:33.595.114.489.268.753.2]Satuan perhitungan : kg/jam
Tabel 3.1 Neraca Massa Pada Tresher (TR-01)
No. Unsur Masuk (kg/jam) Keluar (kg/jam)
Alur 1 Alur 2
1. Carbon (C) 8228 8228
2. Hidrogen (H) 1069,2 1069,2
3. Oksigen (O) 6968,175 6968,175
4. Nitrogen (N) 392,675 392,675
5. Sulfur (S) 37,925 37,925
6. Abu 854,025 854,025
7. H2O 7450 7450
Total 25.000 25.000
Tabel 3.2 Neraca Massa Pada Tangki Penampung Umpan (TK-01) No. Unsur Masuk (kg/jam) Keluar (kg/jam)
Alur 2 Alur 3
1. Carbon (C) 8228 8228
2. Hidrogen (H) 1069,2 1069,2
3. Oksigen (O) 6968,175 6968,175
4. Nitrogen (N) 392,675 392,675
5. Sulfur (S) 37,925 37,925
6. Abu 854,025 854,025
7. H2O 7450 7450
Tabel 3.3 Neraca Massa Pada Fermentor (FR-01)
No Komponen Masuk (Kg) Keluar (Kg)
Alur 3 Alur 4 Alur 5 Alur 6 1. C6H12O6 16202,361 - - 1606,161
2. H2O 7450 - - 7450
3. N2 392,675 - 117,8025 274,8725
4. H2S 100,939 - 100,939 -
5. Abu 854,025 - - 854,025
6. Bakteri - 2632,5 - 2632,5
7. CH4 - - 3892,32 -
8. CO2 - - 10703,88 -
TOTAL 25000 2632,5 14814,9415 12817,5585
27632,5 27632,5
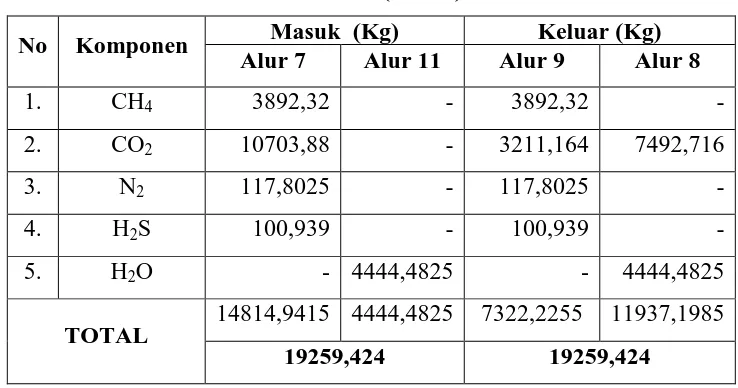
Tabel 3.4 Neraca Massa Pada Absorbsi (AB-01)
No Komponen Masuk (Kg) Keluar (Kg)
Alur 7 Alur 11 Alur 9 Alur 8
1. CH4 3892,32 - 3892,32 -
2. CO2 10703,88 - 3211,164 7492,716
3. N2 117,8025 - 117,8025 -
4. H2S 100,939 - 100,939 -
5. H2O - 4444,4825 - 4444,4825
TOTAL 14814,9415 4444,4825 7322,2255 11937,1985
[image:34.595.126.495.394.588.2]BAB IV
NERACA PANAS
[image:35.595.106.422.222.431.2]Satuan perhitungan : kkal/jam Basis temperatur : 250C (298K)
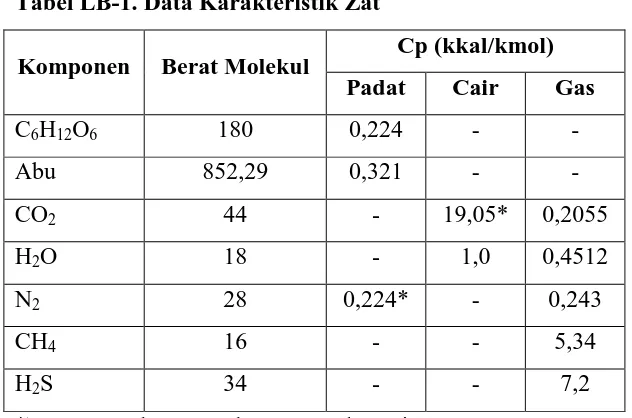
Tabel LB-1. Data Karakteristik Zat
Komponen Berat Molekul Cp (kkal/kmol) Padat Cair Gas
C6H12O6 180 0,224 - -
Abu 852,29 0,321 - -
CO2 44 - 19,05* 0,2055
H2O 18 - 1,0 0,4512
N2 28 0,224* - 0,243
CH4 16 - - 5,34
H2S 34 - - 7,2
*) menggunakan metode Hurst and Harrison (Sumber : Perry, 1997)
Tabel LB-2. Data Entalpi (Panas) Pembentukan ΔH0f(298)
Komponen ΔH0f(298) (kkal/gmol)
C6H12O6 -120,26
CO2 -94,05
CH4 -17,89
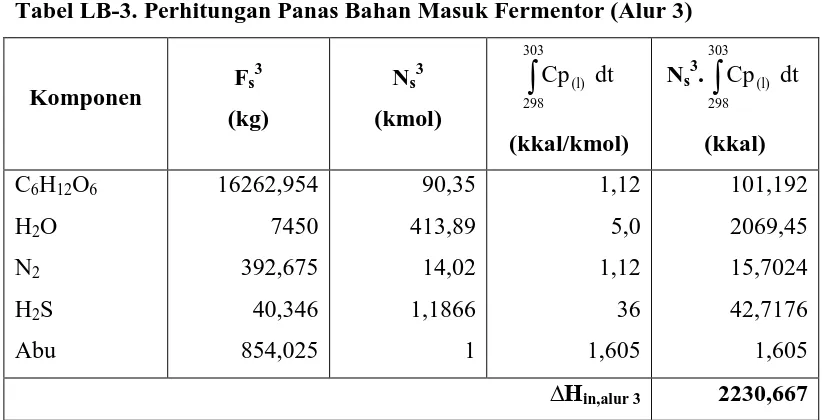
Tabel LB-3. Perhitungan Panas Bahan Masuk Fermentor (Alur 3)
Komponen Fs
3
(kg)
Ns3
(kmol)
∫
303 298 (l) dt Cp (kkal/kmol)Ns3.
∫
303
298
(l) dt Cp
(kkal) C6H12O6
H2O
N2
H2S
Abu 16262,954 7450 392,675 40,346 854,025 90,35 413,89 14,02 1,1866 1 1,12 5,0 1,12 36 1,605 101,192 2069,45 15,7024 42,7176 1,605 ∆Hin,alur 3 2230,667
dianggap tidak ada panas masuk pada bakteri
Tabel LB-4. Perhitungan Panas Bahan Keluar Fermentor (alur 5)
Komponen Fs
5
(kg)
Ns5
(kmol) 338 (l) 298 Cp dt
∫
(kkal/kmol) Ns5.338 (l) 298 Cp dt
∫
(kkal) CH4 CO2 N2(g)H2S
3903,12 10733,58 117,8025 40,346 216,84 243,945 4,207 1,1866 213,6 8,22 9,72 288 46317,024 2005,228 40,89 341,7408 ∆Hout,alur 5 48704,935
Tabel LB-5. Perhitungan Panas Bahan Keluar Fermentor (alur 6)
Komponen Fs
6
(kg)
Ns6
(kmol) 338 (l) 298 Cp dt
∫
(kkal/kmol) Ns6.338 (l) 298 Cp dt
∫
(kkal) Abu N2H2O
[image:36.595.105.519.336.570.2]BAB V
SPESIFIKASI PERALATAN
5.1. Bucket Elevator (EL-01)
Fungsi : Mengangkut sampah organik ke Tresser untuk dicacah/dilumatkan. Bahan konstruksi : Besi
Kapasitas : 600 ton/hari Ukuran bucket : (6 x 4 x 4½) in Jarak tiap bucket : 12 in
Elevator center : 25 ft Kecepatan Putar : 43 rpm Kecepatan Bucket : 225 ft/men Daya head shaft : 1 Hp Diameter tail shaft : 1
16 11
in
Diameter head shaft : 1 16 15
in Pully head shaft : 20 in Pully tail : 14 in Lebar head : 7 in Effesiensi motor : 80% Daya tambahan : 1,5 Hp
5.2. Thresser (TR-01)
Fungsi : Untuk mengecilkan ukuran sampah-sampah organik yang akan diolah. Bahan konstruksi : Besi
Merek : HGT-6000
Jumlah : 3 unit
Kecepan mesin : 5-15 ton/jam Ukuran hasil cacahan : 0,5-1 cm.
5.3 Ti mbangan (T-01)
Fungsi : Untuk menimbang sampah organik yang akan diproses. System : Manual/Digital
Merek buatan : Plytron/Japan Thn. Pembuatan : 1997
Kapasitas : 40 ton
5.4 Tangki Penampung (TK-01)
Fungsi : Menampung hasil cacahan sampah organik dari tresser. Bahan konstruksi : Plate steel SA-167, tipe 304
Laju sampah organik : 37.500 kg/jam Volume tangki : 400 m3
Diameter tangki : 6,977 m Tinggi tangki : 10,465 m Tekanan desain : 17,806 psi Tebal tangki : 3/8 in.
5.5 Fermentor (FR-01)
Fungsi : Memfermentasikan sampah organik yang telah dilumatkan dengan bantuan bakteri.
Bahan konstruksi : Plate steel SA-167, tipe 304 Laju total umpan : 25.000 kg/jam
Volume fermentor : 233,83 m3 Diameter fermentor : 5,834 m Tinggi fermentor : 8,75 m Tekanan desain : 31,753 psi Tebal tangki : 5/8 in. Daya motor : 96.750,1 Hp
5.6. Bak Penampung (BP-01)
Bahan konstruksi : Beton Volume bak penampung : 11,018 m3 Tinggi bak penampung : 1,432 m Panjang bak penampung : 3,580 m Lebar bak penampung : 2,148 m
5.8. Tangki Penampung Metan (TK-02)
Fungsi : Menampung hasil pemurnian gas dari Kondensor. Bahan konstruksi : Plate steel SA-167, tipe 304 Volume tangki : 9969,383 m3
Diameter tangki : 15,502 m Tinggi tangki : 30,57 m Tekanan desain : 18,435 psi Tebal dinding : 0,618 in
5.9 Pompa Tangki Penampung
Fungsi : Memompakan sampah organik ke tangki fermentor. Jenis : Pompa sentrifugal
Bahan konstruksi : Commercial steel Jumlah : 1 unit
Kapasitas : 25.000 kg/jam Daya motor : 1,674 Hp
5.10. Blower
Fungsi = Mengalirkan gas dari tangki fermentasi ke tangki Absorber Jenis = Blower sentrifugal
Bahan = Carbon steel Laju alir = 14814,9415kg/ jam Daya blower = 0,155 hp
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Alat instrumentasi merupakan salah satu bagian yang paling penting dalam suatu pabrik. Instrumentasi adalah rangkaian peralatan yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya proses agar diperoleh hasil sesuai dengan yang diharapkan. Dengan adanya alat kontrol maka dapat diketahui dan dikoreksi segala kesalahan ataupun penyimpangan proses yang mungkin terjadi.
Fungsi instrumentasi adalah sebagai penunjuk (indicator), pencatat (recorder), pengontrol (controller), dan pemberi tanda bahaya (alarm). Peralatan instrumentasi biasanya bekerja dengan tenaga mekanis atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual ataupun otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomis dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang di atas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan di dalam suatu ruang kontrol pusat (control room) yang dihubungkan dengan bangsal peralatan (kontrol otomatis).
Alat-alat kontrol yang biasa dipakai pada peralatan proses antara lain : 1. Temperature Controller (TC), yaitu alat untuk mengetahui suhu aliran atau
suhu operasi suatu alat dan dapat mengendalikan suhu operasi sesuai dengan kondisi yang diinginkan.
2. Pressure Controller (PC), yaitu alat untuk mengetahui tekanan suatu aliran dan tekanan pada peralatan yang sedang beroperasi dan sebagai alat untuk mengendalikan tekanan operasi sesuai yang diinginkan.
3. Flow Controller (FC), yaitu alat untuk mengukur debit aliran sesuai dengan yang diinginkan.
4. Level Controller (LC), yaitu alat untuk mengendalikan tinggi cairan dalam suatu alat sehingga tidak melebihi yang diinginkan.
pada suatu peralatan proses bergantung pada petimbangan ekonomis dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumentasi juga harus ditentukan apakah alat-alat itu dipasang pada peralatan proses (manual control) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan bagian peralatan (automatic control).
Hal-hal yang diharapkan dari pemakaian alat-alat instrumentasi adalah: Kualitas produk dapat diperoleh sesuai dengan yang diinginkan
Pengoperasian sistem peralatan lebih mudah Sistem kerja lebih efisien
[image:41.595.114.549.345.746.2] Penyimpangan yang mungkin terjadi dapat diketahui dengan cepat
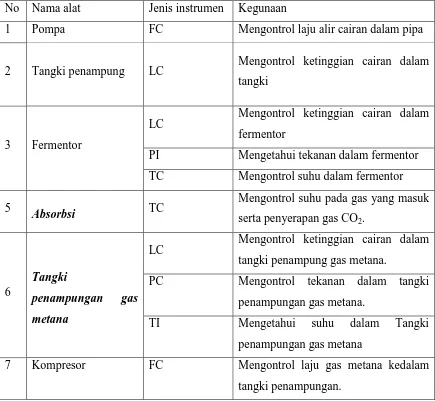
Tabel 6.1 Daftar penggunaan instrumentasi pada pra rancangan pabrik pembuatan Metana dari sampah organik
No Nama alat Jenis instrumen Kegunaan
1 Pompa FC Mengontrol laju alir cairan dalam pipa
2 Tangki penampung LC Mengontrol ketinggian cairan dalam tangki
3 Fermentor
LC Mengontrol ketinggian cairan dalam fermentor
PI Mengetahui tekanan dalam fermentor TC Mengontrol suhu dalam fermentor 5
Absorbsi TC
Mengontrol suhu pada gas yang masuk serta penyerapan gas CO2.
6
Tangki
penampungan gas
metana
LC Mengontrol ketinggian cairan dalam tangki penampung gas metana.
PC Mengontrol tekanan dalam tangki penampungan gas metana.
TI Mengetahui suhu dalam Tangki penampungan gas metana
Contoh jenis-jenis instrumentasi yang digunakan pada pra rancangan pabrik Metana dari sampah organik :
1. Pompa
Variabel yang dikontrol pada pompa adalah laju aliran (flow rate). Untuk mengetahui laju aliran pada pompa dipasang flow control (FC). Jika laju aliran pompa lebih besar dari yang diinginkan maka secara otomatis katup pengendali (control valve) akan menutup atau memperkecil pembukaan katup.
2. Tangki penampung
Pada tangki ini dilengkapi dengan level control (LC) yang berfungsi untuk mengontrol ketinggian cairan di dalam tangki. Prinsip kerja dari level control (LC) ini adalah dengan menggunakan pelampung (floater) sehingga
isi tangki dapat terlihat dari posisi jarum penunjuk di luar tangki yang digerakkan oleh pelampung. Jika isi tangki tinggal sedikit, maka diisi dengan menggunakan pompa yang dilengkapi dengan valve yang berfungsi sebagai flow control (FC).
3. Fermentor
Fermentor adalah alat tempat berlangsungnya reaksi kimia antara bahan-bahan yang digunakan. Dalam pabrik ini, Fermentor merupakan tempat bereaksinya sampah organik dan Methanobacter formicicum yang menghasilkan gas Metana, CO2, N2, H2S. Pada reaktor dilengkapi sensing
(PI). Untuk mengendalikan ketinggian cairan dalam fermentor digunakan level control (LC) dengan tujuan agar tidak terjadi kelebihan muatan.
4. Kondensor
Temperature control (TC) pada kondensor berfungsi untuk mengatur
besarnya suhu di dalam kondensor dengan cara mengatur banyaknya steam yang dialirkan. Jika temperatur di bawah kondisi yang diharapkan (set point), maka valve akan terbuka lebih besar dan jika temperatur di atas
kondisi yang diharapkan maka valve akan terbuka lebih kecil.
5. Absorbsi
Temperature control (TC) pada absorbsi berfungsi untuk mengatur
besarnya suhu di dalam absorbsi dengan cara mengatur banyaknya air pendingin yang dialirkan. Jika temperatur di bawah kondisi yang diharapkan (set point), maka valve akan terbuka lebih besar dan jika temperatur di atas kondisi yang diharapkan maka valve akan terbuka lebih kecil.
6. Kompresor
Instrumentasi pada kompresor mencakup flow controller (FC). FC berfungsi untuk mengontrol laju alir gas Metana pada kompresor. Pengontrolan laju alir gas Metana dilakukan untuk mengatur aliran gas yang dialirkan pada tangki penampung gas.
8. Tangki penampungan gas
Pada alat ini instrumen yang terpasang adalah pengontrol suhu, tekanan, dan ketinggian. Pressure indicator control alarm (PICA) merupakan alat yang memiliki tiga fungsi yaitu mengatur tekanan di dalam tangki penampunngan gas metana dengan cara mengatur jumlah fluida yang keluar dari alat ini sehingga valve akan terbuka/tertutup, memberi sinyal pada pressure control (PC) untuk mengukur tekanan sesuai dengan tekanan set point dan membunyikan alarm ketika tekanan tidak sesuai dengan
pada temperatur set point. Selain itu dengan adanya kedua alat pengontrol tersebut maka tekanan dan temperatur dapat dipertahankan pada 1 atm. Pada alat ini juga terdapat level control (LC) yang bertujuan untuk mengendalikan ketinggian cairan di dalam tangki penampungan gas sehingga tidak terjadi kelebihan muatan gas.
6.2 Keselamatan Kerja Pabrik
Keselamatan kerja adalah suatu usaha untuk mencegah terjadinya kecelakaan, cacat ataupun kematian. Keselamatan kerja dan keamanan pabrik merupakan faktor yang perlu diperhatikan secara serius. Keselamatan kerja merupakan jaminan perlindungan bagi keselamatan karyawan dari bahaya cacat jasmani dan kematian. Dalam hubungan ini bahaya yang dapat timbul dari mesin, bahan baku dan produk, sifat zat, serta keadaan tempat kerja harus mendapat perhatian yang serius sehingga dapat dikendalikan dengan baik untuk menjamin kesehatan karyawan.
Makin tinggi tingkat keselamatan kerja dari suatu pabrik makin meningkat pula aktivitas kerja para karyawan. Hal ini disebabkan karena keamanan kerja sudah terjamin dan suasana kerja yang menyenangkan. Untuk mencapai hal tersebut adalah menjadi tanggung jawab dan kewajiban para perancang untuk merencanakannya sehingga bangunan yang dirancang dengan baik akan menciptakan rasa aman bagi para pekerja. Dengan adanya keselamatan kerja berarti para pekerja pabrik dan lingkungan sekitarnya dapat terhindar dari bahaya.
Untuk menjamin keselamatan kerja, maka dalam perencanaan suatu pabrikperlu diperhatikan beberapa hal, yaitu :
Lokasi pabrik
Sistem pencegahan kebocoran Sistem perawatan
Sistem penerangan
Sistem penyimpanan material dan perlengkapan Sistem pemadam kebakaran
Tidak boleh merokok atau makan
Tidak boleh minum minuman keras (beralkohol) selama bertugas.
Pada pra rancangan pabrik pembuatan etil ester ini, usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan dengan cara :
1. Pencegahan terhadap kebakaran
• Memasang sistem alarm pada tempat yang strategis dan penting, seperti power station, laboratorium dan ruang proses.
• Mobil pemadam kebakaran harus selalu dalam keadaan siap siaga di fire station.
• Fire hydrant ditempatkan di daerah storage, proses, dan perkantoran.
• Fire extinguisher disediakan pada bangunan pabrik untuk memadamkan api yang relatif kecil.
• Gas detector dipasang pada daerah proses, storage, dan daerah perpipaan dan dihubungkan dengan gas alarm di ruang kontrol untuk mendeteksi kebocoran gas.
• Smoke detector ditempatkan pada setiap sub-stasiun listrik untuk mendeteksi kebakaran melalui asapnya.
2. Memakai peralatan perlindungan diri
Di dalam pabrik disediakan peralatan perlindungan diri, seperti :
• Pakaian kerja
Pakaian luar dibuat dari bahan-bahan seperti katun, wol, serat, sintetis, dan asbes. Pada musim panas sekalipun tidak diperkenankan bekerja dengan keadaan badan atas terbuka.
• Sepatu pengaman
Sepatu harus kuat dan harus dapat melindungi kaki dari bahan kimia dan panas. Sepatu pengaman bertutup baja dapat melindungi kaki dari bahaya terjepit. Sepatu setengah tertutup atau bot dapat dipakai tergantung pada jenis pekerjaan yang dilakukan.
• Topi pengaman
bekerja dengan pipa-pipa yang letaknya lebih tinggi dari kepala, maupun tangki-tangki serta peralatan lain yang dapat bocor.
• arung tangan
Dalam menangani beberapa bahan kimia yang bersifat korosif, maka para operator diwajibkan menggunakan sarung tangan untuk menghindari hal-hal yang tidak diinginkan.
• Masker
Berguna untuk memberikan perlindungan terhadap debu-debu yang berbahaya ataupun uap bahan kimia agar tidak terhirup.
3. Pencegahan terhadap bahaya mekanis
• Sistem ruang gerak karyawan dibuat cukup luas dan tidak menghambat kegiatan kerja karyawan.
• Alat-alat dipasang dengan penahan yang cukup kuat. 4. Pencegahan terhadap bahaya listrik
• Setiap instansi dan alat-alat listrik harus diamankan dengan pemakaian sekering atau pemutus hubungan arus listrik secara otomatis lainnya.
• Sistem perkabelan listrik harus dipasang secara terpadu dengan tata letak pabrik, sehingga jika ada perbaikan dapat dilakukan dengan mudah.
5. Menerapkan nilai-nilai disiplin bagi karyawan
• Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan dan mematuhi setiap peraturan dan ketentuan yang diberikan.
• Setiap kecelakaan kerja atau kejadian yang merugikan segera dilaporkan ke atasan.
• Setiap karyawan harus saling mengingatkan akan perbuatan yang dapat menimbulkan bahaya.
• Setiap ketentuan dan peraturan harus dipatuhi. 6. Penyediaan poliklinik di lokasi pabrik
Apabila terjadi kecelakaan kerja, seperti terjadinya kebakaran pada pabrik, maka hal-hal yang harus dilakukan adalah :
• Mematikan seluruh kegiatan pabrik, baik mesin maupun listrik.
• Mengaktifkan alat pemadam kebakaran, dalam hal ini alat pemadam kebakaran yang digunakan disesuaikan dengan jenis kebakaran yang terjadi, yaitu :
Instalasi pemadam dengan air
Untuk kebakaran yang terjadi pada bahan berpijar seperti kayu, arang, kertas, dan bahan berserat. Air ini dapat disemprotkan dalam bentuk kabut. Sebagai sumber air, biasanya digunakan air tanah yang dialirkan melalui pipa-pipa yang dipasang pada instalasi-instalasi tertentu di sekitar areal pabrik. Air dipompakan dengan menggunakan pompa yang bekerja dengan instalasi listrik tersendiri, sehingga tidak terganggu apabila listrik pada pabrik dimatikan ketika kebakaran terjadi.
Instalasi pemadam dengan CO2
CO2 yang digunakan berbentuk cair dan mengalir dari beberapa tabung
gas yang bertekanan yang disambung secara seri menuju nozel-nozel. Instalasi ini digunakan untuk kebakaran dalam ruang tertutup, seperti pada tempat tangki penyimpanan dan juga pemadam pada instalasi listrik.
Keselamatan kerja yang tinggi dapat dicapai dengan penambahan nilai-nilai disiplin bagi para karyawan, yaitu :
Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan.
Setiap peraturan dan ketentuan yang ada harus dipenuhi.
Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan kepada pimpinan.
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan prasarananya harus dirancang sedemikian rupa sehingga menjamin kelangsungan operasi suatu pabrik. Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan gas metana ini adalah sebagai berikut
1. Kebutuhan air
2. Kebutuhan bahan kimia 3. Kebutuhan listrik 4. Kebutuhan bahan bakar
7.1. Kebutuhan Air
• Air domestik diperkirakan 10 liter/jam.orang x 200 karyawan = 3000 kg/jam.
• Air proses untuk proses pendinginan pada condensor = 1.216,441 kg/jam. Sehingga total kebutuhan air adalah = 4216,441 kg/jam.
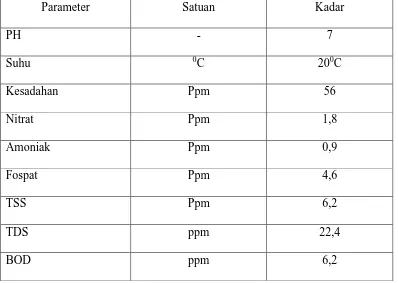
Tabel 7.1. Kualitas air tanah Pancurbatu
Parameter Satuan Kadar
PH - 7
Suhu 0C 200C
Kesadahan Ppm 56
Nitrat Ppm 1,8
Amoniak Ppm 0,9
Fospat Ppm 4,6
TSS Ppm 6,2
TDS ppm 22,4
BOD ppm 6,2
(Sumber: www.tirtanadi.com).
Untuk menjamin kelangsungan penyediaan air, maka di lokasi pengambilan air dibangun fasilitas penampungan air yang merupakan tempat pengolahan air sumur bor. Pengolahan air pada pabrik ini terdiri dari beberapa tahap, yaitu:
1. Pengendapan 2. Filtrasi
7.2.1. Pengendapan
Kebutuhan air domestik = 3000 kg/jam
Kaporit yang digunakan mengandung 70% klorin (Alaerts, 1984). Kebutuhan klorin = 2 ppm dari berat air (Alaerts, 1984).
Kebutuhan kaporit =
000 . 000 . 1 7 , 0
3000 2 x x
= 0,008 kg/jam
7.2.2. Filtrasi
Filtrasi bertujuan untuk memisahkan flok dan koagulan yang masih terikut bersama air. Pada proses filtrasi digunakan penyaring pasir (sand filter) yang terdiri dari 3 lapisan, yaitu (Hammer, 1996):
• Lapisan I terdiri dari pasir hijau (green sand) setinggi 24 in
• Lapisan II terdiri dari antrasit setinggi 12 in
• Lapisan III terdiri dari gravel setinggi 7 in
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan. Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala dengan cara pencucian balik (back washing).
7.2. Kebutuhan bahan kimia
Kebutuhan bahan kimia pada pabrik pembuatan gas metana dari sampah organik ini sebagai berikut:
1. Kaporit = 0,004 kg/jam
7.3. Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut: 1. Unit proses = 11,171 Hp 2. Unit utilitas = 89,501 Hp
Jumlah kebutuhan listrik untuk utilitas dan proses = 100,672 Hp
= 100,672 Hp x
Hp kW
34102 , 1
1
= 75,071 kW
3. Ruang kontrol dan laboratorium = 14,914 kW 4. Penerangan dan kantor = 14,914 kW
5. Bengkel = 29,828 kW
6. Perumahan = 22,371 kW
Total kebutuhan listrik = 75,071 + 14,914 + 14,914 + 29,828 + 22,371 = 157,098 kW
Untuk cadangan diambil 20% maka:
Listrik yang diperlukan = 1,2 x 157,098 kW = 188,518 kW
Untuk memenuhi kebutuhan listrik pada power plant digunakan 2 unit diesel engine generatting set (2 operasi dan 1 stand by).
Efisiensi generator 80%, maka:
7.4. Kebutuhan Bahan Bakar Bahan bakar generator
Nilai Bahan bakar solar = 19.860 Btu/lbm Densitas bahan bakar solar = 0,89 kg/L
Daya generator yang dihasilkan = 235,647 kW x
kW 1
Btu/det 0,9478
= 223,346 Btu/det x 3600 det/jam = 804.046,415 Btu/jam
Jumlah bahan bakar solar =
Btu/lbm 19.860
Btu/jam 804046,415
= 40,485 lbm/jam x 0,454 kg/lbm = 18,380 kg/jam
Kebutuhan solar =
kg/L 0,89
kg/jam 18,380
= 20,652 L/jam
= 495,646 Liter/hari
7.6. Spesifikasi Peralatan Utilitas 7.6.1. Pompa Air Sumur Bor (L-411)
Fungsi : Untuk memompakan air sumur bor ke bak pengendapan. Jenis : Pompa sentrifugal
Jumlah : 1 buah
Bahan konstruksi : commercial steel Kapasitas :6317,702 kg/jam Jenis pipa : Schedule number 40 Diameter dalam pipa : 5,047 in
7.6.2. Bak Pengendapan (H-410)
Fungsi : Tempat penampungan sementara air sumur bor Bentuk : Persegi panjang
Kapasitas : 6317,702 kg/jam Jumlah : 1
Tinggi bak : 2,929 m Panjang bak : 29,29 m Lebar bak : 17,574 m Volume bak : 1074,035 m3
7.6.3. Pompa Bak Pengendapan (L-421)
Fungsi : Memompakan air dari bak pengendapan ke clarifier Jenis : Pompa sentrifugal
Bahan konstruksi : commercial steel Kondisi operasi : Temperatur : 30oC
Tekanan : 1 atm Jumlah : 1
Kapasitas : 6317,702 kg/jam Jenis pipa : Schedule number 40 Diameter dalam pipa : 5,047 in
Diameter luar pipa : 5,563 in Efisiensi pompa : 80% Daya pompa : 0,787 Hp
7.6.4. Sand Filter (H-430)
Fungsi : Menyaring partikel-partikel yang masih terbawa dalam air yang keluar dari clarifier.
Bentuk : Silinder tegak dengan alas dan tutup ellipsoidal Bahan konstruksi : Carbon steel SA-53, Grade B
Kondisi operasi : Temperatur : 30oC Tekanan : 1 atm
Kapasitas sand filter : m3 Diameter sand filter : 2,154 m Tinggi sand filter : 4,308 m Tebal dinding tangki : 3/16 in
7.6.5. Pompa Sand Filter (L-441)
Fungsi : Memompakan air dari sand filter ke menara air Jenis : Pompa sentrifugal
Bahan konstruksi : commercial steel Kondisi operasi : Temperatur : 30oC
Tekanan : 1 atm
Jumlah : 1
Kapasitas : 6317,702 kg/jam Jenis pipa : Schedule number 40 Diameter dalam pipa : 5,047 in
Diameter luar pipa : 5,563 in Efisiensi pompa : 80% Daya pompa : 0,791 Hp
7.7.17. Tangki Kaporit (F-490)
Fungsi : Membuat larutan kaporit (Ca(ClO)2)
Bentuk : Silinder tegak dengan alas dan tutup datar Bahan konstruksi : Plate steel SA-167,tipe 304
Kondisi operas : Temperatur : 30oC Tekanan : 1 atm
Jumlah : 1
BAB VIII
LOKASI DAN TATALETAK PABRIK
Penentuan lokasi pabrik sangat menentukan kemajuan dan kelangsungan dari industri, baik pada masa sekarang maupun pada masa yang akan datang karena hal ini berpengaruh terhadap faktor produksi dan distribusi dari pabrik yang didirikan. Pemilihan yang tepat mengenai lokasi pabrik harus memberikan biaya produksi dan distribusi yang minimal serta pertimbangan sosiologi, yaitu pertimbangan dalam mempelajari sikap dan sifat masyarakat sekitar lokasi pabrik.
8.1. Lokasi Pabrik
Tata letak dalam suatu rancangan diagram alir proses merupakan syarat penting didalam memperkirakan biaya secara akurat sebelum mendirikan pabrik atau desain secara terperinci pada masa yang akan datang, meliputi desain sarana perpipaan, fasilitas bangunan, tata letak peralatan dan kelistrikan. Hal ini secara khusus akan memberikan informasi yang dapat diandalkan terhadap biaya bangunan dan tempat sehingga diperoleh perhitungan biaya secara terperinci sebelum pendirian.
Beradasarkan faktor-faktor tersebut, maka pabrik pembuatan gas metana direncanakan berlokasi di daerah Namo bintang Pancur batu , Sumatera Utara.
Dasar pertimbangan dalam pemilihan lokasi pabrik adalah : 1. Bahan baku
2. Transportasi
Untuk sarana transportasi, lokasi ini sangat strategis karena terletak dipinggiran kota Medan dengan prasarana jalan yang mudah dijangkau dari segala penjuru.
3. Pemasaran
Daerah pemasaran dilakukan disekitar Medan dan bila memungkinkan karena pangsa pasar yang semakin meningkat maka akan dilakukan pemasaran keluar dari Medan.
4. Kondisi iklim
Lokasi pabrik ini merupakan daerah yang cukup stabil. Bencana alam seperti gempa bumi, banjir, tanah longsor, dan lainnya hampir tidak pernah terjadi sehingga memungkinkan pengoperasian pabrik berjalan lancar.
5. Kebutuhan air
Kebutuhan air diperoleh dari pengolahan air pada unit utilitas. Kebutuhan air ini berguna untuk proses, sarana utilitas, keperluan domestik.
6. Tenaga kerja
Tenaga kerja yang akan digunakan sebagian berasal dari penduduk setempat maupun dari luar Medan.
7. Harga tanah dan bangunan
Tanah yang tersedia masih cukup luas dan biaya tanah serta bangunan untuk pendirian pabrik relatif terjangkau.
Sikap masyarakat diperkirakan akan mendukung pendirian pabrik pengolahan sampah untuk menghasilkan gas metan dan kompos ini karena akan menyediakan lapangan kerja bagi mereka. Selain itu pendirian pabrik ini diperkirakan tidak akan mengganggu keamanan lingkungan masyarakat.
8.2. Tata Letak Pabrik
Tata letak pabrik adalah suatu perencanaan dan pengintegrasian aliran dari komponen-komponen produksi suatu pabrik, sehingga diperoleh suatu hubungan yang effesien dan effektif antara operator, peralatan, dan gerakan material dari bahan baku menjadi produk.
Tata letak pabrik yang baik dapat diartikan sebagai penyusunan yang teratur dan efesien dari semua fasilitas. Peralatan pabrik dihubungkan dengan tenaga kerja yang ada didalamnya. Fasilitas mesin tidak hanya mesin tetapi juga daerah pelayanan termasuk tempat penerimaan, pengiriman barang, gudang dan sebagainya. Adapun tujuan pengaturan tata letak pabrik adalah sebagai berikut :
1. Mengurangi jarak pengangkutan bahan baku dan hasil produksi. 2. Mengurangi ongkos produksi.
3. Meningkatkan keselamatan kerja. 4. Mengurangi kerja seminimum mungkin.
Disain yang rasional harus memasukkan susunan areal proses, persediaan (Storage), dan areal pemindahan/areal alternatif (handling area) dalam posisi yang efesien dengan melihat faktor-faktor sebagai berikut :
1. Urutan proses produksi
Kerja yang efektif dan efesien sangat dipengaruhi urutan proses produksi. Selain meningkatkan efesien kerja, urutan proses produksi yang sesuai tidak membuat karyawan bosan dan cepat lelah.
2. Pemeliharaan dan perbaikan
Adanya pemeliharaan dan perbaikan peralatan secara berkala membuat usia peralatan semakin lama.
3. Safety
Faktor keamanan dalam perencanaan tata letak pabrik harus mendapat perhatian yang serius.
4. Kemungkinan perluasan dimasa yang akan datang. 5. Bangunan
Menyangkut luas bangunan, kondisi bangunan, dan konstruksi yang memenuhi persyaratan.
6. Ruang kerja pabrik harus luas sehingga tidak mengganggu keselamatan para pekerja serta kelancaran produksi.
7. Service area
8.3 Kebutuhan Areal Untuk Pendirian Pabrik
Kebutuhan areal yang diperlukan untuk lokasi pabrik pembuatan Gas Metan dari Sampah Organik diperkirakan sebagai berikut :
Tabel 8.1. Perincian Luas Tanah Pabrik Pembuatan Minuman Kesehatan Yoghurt
No. Areal (Bagian) Luas (m2)
No. Areal (Bagian) Luas (m2) 1. Areal Proses 5.800 13. Peralatan Pengaman 40 2. Rencana Perluasan 3.500 14. Ruang Boiler 80 3. Perumahan Karyawan 4.900 15. Laboratorium 60 4. Unit Pengolahan Air 1.750 16. Ruang Kontrol 50
5. Taman 100 17. Perpustakaan 100
6. Parkir 350 18. Tempat Ibadah 40
7. Ruang Listrik 150 19. Kantin 60
8. Kantor 1.000 20. Pos Jaga 40
9. Areal Bahan Baku 500 21. Poliklinik 100 10. Unit Pemadam
Kebakaran
50 22. Pengolahan Limbah 600
11. Gudang Produksi 800 23. Jalan 700
12. Bengkel 60
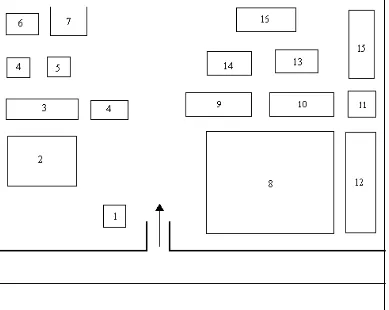
Gambar 8.1 Tata letak Pabrik Gas Metana dari sampah organik
Keterangan :
1. Pos keamanan 9. Gudang Bahan Baku 2. Areal pabrik 10. Gudang Produk
3. Kantor 11. Laboratorium
4. Taman 12. Daerah Perluasan
5. Kantin 13. Bengkel
6. Klinik 14. Ruang Kontrol
BAB IX
ORGANISASI MANAJEMEN PERUSAHAAN
9.1. Organisasi dan Manajemen
Dalam suatu perusahaan masalah organisasi dan manjemen merupakan hal yang penting dalam menentukan keberhasilan perusahaan tersebut. Manajemen dapat diartikan sebagai kemampuan untuk mengatur atau mempengaruhi faktor-faktor produksi.
Manajemen dapat didefenisikan sebagai suatu proses atau cara yang sistematis untuk melakukan perencanaan, pengorganisasian, kepemimpinan, dan pengendalian uapaya anggota organisasi untuk mencapai tujuan yang telah ditetapkan. Sedangkan organisasi merupakan alat manajemen untuk mencapai tujuan.
9.2. Bentuk Badan Usaha
Badan Usaha adalah lembaga berbadanhukum tempat pengusaha melaksanakan tugasnya, yaitu mengelola perusahaan secara teratur untuk mencapai tujuan. Berdasarkan status kepemilikannya, bentuk badan usaha di Indonesia dapat dibedakan atas :
1. Badan Usaha Perseorangan (Single Proprietrorship) 2. Badan Usaha Persekutuan (Partner Ship)
a. Perusahaan Firma/Fa.
4. Koperasi (Cooperative)
5. Badan Usaha Milik Negara (Government or Publik Corporation) 6. Penggabungan Badan Usaha (Joint Venture).
9.2.1. Badan Usaha Perorangan (Single Proprietorship)
Badan usaha Perseorangan adalah badan usaha dimana pemilikan harta kekayaan dari bisnis berada ditangan perseorangan, atau badan usaha perseorangan adalah milik pribadi dari seseorang dan secara hukum pemilik dan badan usaha tidak terpisah. Bentuk badan usaha inilah yang paling sering kita jumpai di masyarakat karena modalnya relatif kecil serta mudah mendirikannya. Seabagai contoh: usaha salon, usaha rumah makan, usaha tukang jahit, bengkel, toko dan lain-lain.
9.2.2. Badan Usaha Persekutuan (Partnership)
Bentuk badan usaha persekutuan (Partnership) adalah badan usaha yang didirikan dan modal usahanya dimiliki oleh dua orang atau lebih dengan tanggung jawab yang sama atas utang badan usaha dengan seluruh harta pribadi masing-masing.
a. Persekutuan Firma (Fa)
Adalah persekutuan untuk mengoperasikan badan usaha dengan nama bersama. Firma didirikan tanpa pengeluaran surat saham. Persekutuan Firma didirikan dengan akte resmi yang dibuat oleh notaris. Akte pendirian tersebut berisi :
2. Penetapan nama perusahaan (biasanya menggunakan salah satu nama sekutu atau nama lain yang telah disepakati).
3. Nama-nama sekutu yang berwenang atas nama perusahaan. 4. Kapan dimulai dan berakhirnya persekutuan.
5. Pembagian laba dan tanggung jawab atas kerugian badan usaha.
6. Hal-hal yang dianggap perlu yang berkenan dengan hak-hak pihak luar terhadap persekutuan.
Secara umum ada beberapa kebaikan dari Persekutuan Firma, yaitu : 1. Mudah didirikannya
2. Modal lebih terjamin karena jumlahnya relatif lebih besar dibandingkan dengan badan usaha perseorangan.
3. Dengan bersekutunya beberapa orang dalam firma, maka dalam setiap penanganan masalah dan pengambilan keputusan sudah lebih rasional karena penggabungan beberapa talenta kepemimpinan dan pandangan.
4. Lebih mudah mencari dan membina karyawan yang baik.
5. Memiliki kemampuan yang lebih besar untuk memperoleh pinjaman modal karena sifat tanggung jawab bersama yang tidak terbatas.
6. Resiko tidak dibebankan kepada satu orang saja tetapi dibagi oleh beberapa orang.
7. Kelangsungan hidup yang lebih terjamin karena tidak tergantung pada satu orang saja.
Kelemahannya antara lain :
2. Adanya kemungkinan konflik sesama pemilik yang bisa merugikan badan usaha.
3. Para pemilik sulit (tidak bebas) melepaskan diri.
b. Persekutuan Komanditer (CV)
Adalah suatu yang dibentuk oleh beberapa orang, dimana satu atau beberapa sekutu memberikan uang atau barang kepada satu atau beberapa orang yang menoprasikan badan usaha yang bertindak sebagai pimpinan.
Ada dua bentuk persekutuan komanditer yang umum dikenal, yaitu ;
1. General Partnership, dimana semua anggota persekutuan aktif dalam menjalankan kegiatan operasional perusahaan sesuai dengan tugas dari jabatan yang ditentukan, namun demikian tanggung jawab hukum dari masing-masing anggota tidak terbatas hanya sebatas modal yang ditentukan.
2. Limited Partnership, dimana tugas dan tanggung jawab dari masing-masing anggota lebih dahulu ditentukan. Dalam hal ini ada dua kelompok anggota :
a. Sekutu aktif (General aktif), dimana anggota yang aktif mengelola dan menjalankan kegiatan operasional perusahaan. Tanggung jawab hukum dari sekutu aktif tidak terbatas sebesar modal yang ditentukan.
9.2.3. Badan Usaha Perseorangan (Corporation)
Ada beberapa kebaikan dari Perseroan Terbatas, yaitu : 1. Tanggung jawab terbatas.
2. Mudah memperluas/memperbesar 3. Mudah mengalihkan kepemilikan. 4. Mempunyai umur yang relatif panjang. 5. Mudah mencari manajemen yang profesional. 6. Mudah mencari dana
Sedangkan kelemahannya adalah :
1. Lebih sulit mengoperasikan dan mengorganisasinya. 2. Biaya pendirian dan pajaknya lebih tinggi.
3. Khusus dalam perusahaan yang sangat besar, kekhawatiran karyawan adalah merasa kurang mendapat perhatian.
9.2.4. Koperasi (Corperative)
Koperasi adalah badan usaha yang didirikan oleh beberapa anggota yang mempunyai kepentingan yang sama, dengan tujuan untuk memenuhi kebutuhan atau kepentingan bersama. Anggotanya dapat terdiri dari perorangan, beberapa badan usaha yang saling mempunyai kepentingan yang sama.
9.2.5. Badan Usaha Milik Negara (BUMN)
BUMN atau sering disebut Perusahaan Negara adalah badan usaha yang dimiliki dan dikelola pemerintah yang bertujuan untuk melayani kebutuhan masyarakat atau untuk melayani kebutuhan masyarakat atau untuk sektor-sektor kegiatan bisnis tertentu yang dinilai vital untuk kemanan dan kesejahteraan negara dan masyarakat. Di Indonesia, BUMN terdiri dari 3 bagian yaitu; Perusahaan jawatan (Perjan), Perusahaan Umum (Perum) dan Persero.
9.2.6. Penggabungan Badan Usaha (Joint Venture)
Joint Venture dapat terdiri dari persekutuan beberapa perorangan atau
persekutuan beberapa badan usaha . Joint Venture dengan sendirinya berakhir apabila jangka waktu yang telah ditentukan dicapai. Selama jangka waktu yang telah ditentukan atau se