PRA RANCANGAN PABRIK
PEMBUATAN GAS HIDROGEN DENGAN BAHAN BAKU
CANGKANG KELAPA SAWIT MELALUI PROSES GASIFIKASI
DENGAN KAPASITAS PRODUKSI 46.000 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan
Ujian Sarjana Teknik Kimia
OLEH :
ARIEF HIDAYAT
NIM : 070425012
DEPARTEMEN TEKNIK KIMIA F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
LEMBAR PENGESAHAN
PRA RANCANGAN PABRIK
PEMBUATAN GAS HIDROGEN DENGAN BAHAN BAKU CANGKANG KELAPA SAWIT MELALUI PROSES GASIFIKASI
DENGAN KAPASITAS PRODUKSI 46.000 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
Oleh: ARIEF HIDAYAT
NIM : 070425012
Telah Diperiksa / Disetujui,
Dosen Pembimbing I Dosen Pembimbing II
Dr. Ir. Taslim, M.Si Ir. Renita Manurung, MT
NIP 196501151990031002 NIP 196812141997022001
Dosen Penguji I Dosen Penguji II Dosen Penguji III
Dr.Ir.Taslim, M.Si Dr.Ir.M.Turmuzi Lubis, MS M.Hendra S.Ginting,ST, MT NIP 196501151990031002 NIP 19611225198931003 NIP 197009191999031001
Mengetahui,
Koordinator Tugas Akhir
Dr.Eng.Ir. Irvan, MSi NIP 196808201995011001
DEPARTEMEN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
KATA PENGANTAR
Segala puji dan syukur kepada Allah swt atas segala berkat dan karunia-nya
sehingga penulis dapat menyelesaikan tugas akhir ini, yang berjudul:
“Pra rancangan pabrik pembuatan gas hidrogen dengan bahan baku cangkang kelapa
sawit melalui proses gasifikasi dengan kapasitas produksi 46.000 ton/tahun
Pra rancangan pabrik ini disusun untuk melengkapi tugas-tugas dan
merupakan salah satu syarat untuk menempuh ujian sarjana pada Departemen Teknik
Kimia, Fakultas Teknik, Universitas Sumatera Utara.
Penulis banyak menerima bimbingan, saran dan bantuan dari berbagai pihak
dalam menyelesaikan tugas akhir ini. Untuk itu dengan segala ketulusan hati penulis
mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Dr. Ir. Taslim, M.Si dan Ibu Ir. Renita Manurung, MT selaku Dosen
Pembimbing I dan II yang telah banyak memberikan masukan dan bimbingan
selama Penulis menyusun Tugas Akhir ini.
2. Bapak Dr.Eng Ir. Irvan, M.Si, Koordinator Tugas Akhir Departemen Teknik
Kimia, Fakultas Teknik, Universitas Sumatera Utara
3. Ibu Ir. Renita Manurung, MT., Ketua Jurusan Departemen Teknik Kimia,
Fakultas Teknik, Universitas Sumatera Utara
4. Bapak M. Hendra Sahputra Ginting ST, MT., Sekretaris Jurusan Departemen
Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara
5. Bapak Dr. Ir. Irvan, MSi, selaku Koordinator Tugas Akhir.
6. Seluruh staf pengajar Departemen Teknik Kimia dan khususnya kepada Ibu Dr.
Ir. Iriany, M.Si yang telah banyak memberikan filosofi ilmu teknik kimia dan
selalu sabar dalam membimbing penulis sehingga dapat memberikan jalan keluar
kepada penulis ketika menghadapi kebuntuan dalam menyelesaikan tugas akhir
ini.
7. Para pegawai administrasi Departemen Teknik Kimia yang telah memberikan
bantuan selama Penulis mengenyam pendidikan di Teknik Kimia.
8. Kedua orang tua penulis yang telah banyak berkorban materi dan memberikan
9. Kedua adik penulis yang selalu memberikan dukungan dan semangat kepada
penulis.
10.Annisa’a Nurillah Moesthafa yang selalu memberi dukungan dan motivasi yang
besar buat penulis agar tetap semangat dan pantang menyerah dalam
menyelesaikan tugas akhir ini. Perjuangan ini akan tetap menjadi “Kenangan
Terindah” dan “Takkan Pernah Lekang Oleh Waktu”.
11.Keluarga besar Lakollo yang menyediakan tempat yang layak untuk penulis
selama tinggal dirumahnya dan selalu ikhlas merawat penulis dikala sakit dan
susah.
12.Abang dan Kakak stambuk atas setiap informasi dan saran yang diberikan dalam
penyusunan tugas akhir ini.
13.Teman-teman Angkatan 2006, 2007 dan 2008 Teknik Kimia Ekstension yang
telah banyak memberikan motivasi, dorongan, dan saran kepada penulis. Semoga
persahabatan diantara kita tidak akan berakhir hanya di Teknik Kimia ini saja.
14.Seluruh pihak yang tidak dapat disebutkan satu persatu namanya yang turut
memberikan bantuan kepada Penulis dalam menyelesaikan tugas akhir ini.
Penulis menyadari bahwa tugas akhir ini masih jauh dari kesempurnaan.
Untuk itu, Penulis mengharapkan saran dan kritik yang konstruktif dari pembaca.
Akhir kata, semoga tugas akhir ini dapat memberi manfaat kepada seluruh pembaca,
khususnya mahasiswa/i Teknik Kimia.
Medan, April 2010
Penulis,
ARIEF HIDAYAT
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
INTISARI ... ii
DAFTAR ISI ... iii
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... viii
BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1
1.2 Perumusan Masalah ... I-2
1.3 Tujuan Perancangan ... I-3
1.4 Ruang Lingkup Perancangan ... I-3
1.5 Manfaat Pra Rancangan ... I-3
BAB II TINJAUAN PUSTAKA ... II-1
2.1 Gambaran Umum Hidrogen ... II-1
2.2 Penggunaan Hidrogen ... II-2
2.3 Kelapa Sawit ... II-3
2.4 Komposisi Cangkang Kelapa Sawit ... II-3
2.5 Spesifikasi Bahan Pendukung ... II-5
2.6 Proses Pembuatan hidrogen... II-6
2.6.1 Steam Methane Reforming (SMR) ... II-7
2.6.2 Oksidasi Parsial ... II-8
2.6.3 Integrated gasification combined cycle (IGCC) ... II-9
2.6.4 Pirolisis ... II-9
2.6.5 Elektrolisis air... II-10
2.6.6 Produksi hidrogen secara biologi ... II-10
2.7 Seleksi Proses ... II-11
2.8 Deskripsi Proses ... II-12
2.8.1 Penanganan umpan (Feed Handling) ... II-12
2.8.3 Pembersihan dan kompresi gas (Gas Clean Up dan
Compression) ... II-14
2.8.4 Reforming, Shift, dan PSA ... II-15
2.8.5 Kompresi Hidrogen ... II-17
BAB III NERACA MASSA ... III-1
BAB IV NERACA ENERGI ... IV-1
BAB V SPESIFIKASI PERALATAN ... V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1 Instrumentasi ... VI-1
6.1.1 Tujuan Pengendalian ... VI-2
6.1.2 Jenis-Jenis Pengendalian dan Alat Pengendali ... VI-3
6.1.3 Variabel-Variabel Proses dalam Sistem Pengendalian ... VI-9
6.1.4 Syarat Perancangan Pengendalian ... VI-18
6.2 Keselamatan Kerja Pabrik ... VI-7
BAB VII UTILITAS ... VII-1
7.1 Kebutuhan Uap air (Steam) ... VII-1
7.2 Kebutuhan Air ... VII-2
7.2.1 Kebutuhan air proses ... VII-2
7.2.2 Kebutuhan air lainnya ... VII-2
7.2.3 Screening ... VII-6
7.2.4 Sedimentasi ... VII-6
7.2.5 Klarifikasi ... VII-6
7.2.6 Filtrasi ... VII-7
7.2.7 Demineralisasi ... VII-8
7.2.7.1 Penukar Kation (Cation Exchanger) ... VII-8
7.2.5.2 Penukar Anion (Anion Exchanger) ... VII-10
7.2.8 Deaerator ... VII-11
7.3 Kebutuhan Bahan Kimia ... VII-11
7.4 Kebutuhan Listrik ... VII-12
7.5 Kebutuhan Bahan Bakar ... VII-13
7.6 Unit Pengolahan Limbah ... VII-14
7.6.2 Bak Pengendapan Awal (BPA)... VII-16
7.6.3 Bak Netralisasi (BN) ... VII-16
7.6.4 Unit Pengolahan Limbah dengan Sistem Activated
Sludge (Lumpur Aktif) ... VII-17
7.6.5 Tangki Sedimentasi (TS) ... VII-20
7.7 Spesifikasi Peralatan Utilitas ... VII-21
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1 Lokasi Pabrik ... VIII-1
8.2 Tata Letak Pabrik ... VIII-3
8.3 Perincian Luas Tanah ... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN... IX-1
9.1 Organisasi Perusahaan ... IX-1
9.1.1 Bentuk Organisasi Garis ... IX-2
9.1.2 Bentuk Organisasi Fungsionil... IX-2
9.1.3 Bentuk Organiasi Garis dan Staf... IX-3
9.1.4 Bentuk Organisasi Fungsionil dan Staf ... IX-3
9.2 Manajemen Perusahaan ... IX-3
9.3 Bentuk Hukum Badan Usaha ... IX-4
9.4 Uraian Tugas, Wewenang, dan Tanggung Jawab ... IX-6
9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-6
9.4.2 Dewan Komisaris ... IX-6
9.4.3 Direktur ... IX-6
9.4.4 Staf Ahli... IX-7
9.4.5 Sekretaris ... IX-7
9.4.6 Manager Produksi ... IX-7
9.4.7 Manager Teknik ... IX-7
9.4.8 Manager Umum dan Keuangan ... IX-8
9.4.9 Manager Pembelian dan Pemasaran... IX-8
9.5 Sistem Kerja ... IX-8
9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-9
9.7 Sistem Penggajian ... IX-11
9.9 JAMSOSTEK dan Fasilitas Tenaga Kerja ... IX-13
BAB X ANALISIS EKONOMI ... X-1
10.1 Modal Investasi ... X-1
10.1.1 Modal Investasi Tetap (MIT) ... X-1
10.1.2 Modal Kerja / Working Capital (WC) ... X-3
10.1.3 Biaya Produksi Total (BPT) / Total Cost (TC) ... X-4
10.1.3.1 Biaya Tetap / Fixed Cost (FC)... X-4
10.1.3.2 Biaya Variabel / Variable Cost (VC) ... X-5
10.1.4 Biaya Variabel (Variabel Cost) ... X-5
10.2 Total Penjualan ... X-5
10.3 Bonus Perusahaan ... X-5
10.4 Perkiraan Rugi/Laba Usaha ... X-5
10.5 Analisa Aspek Ekonomi ... X-6
10.5.1 Profit Margin (PM)... X-6
10.5.2 Break Even Point (BEP) ... X-6
10.5.3 Return on Investment (ROI) ... X-7
10.5.4 Pay Out Time (POT) ... X-7
10.5.5 Return on Network (RON) ... X-8
10.5.6 Internal Rate of Return (IRR) ... X-8
BAB XI KESIMPULAN DAN SARAN ... XI-1
11.1 Kesimpulan ... XI-1
11.2 SARAN ... XI-1
DAFTAR PUSTAKA ... xii
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN B PERHITUNGAN NERACA ENERGI ... LB-1
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS . LD-1
DAFTAR GAMBAR
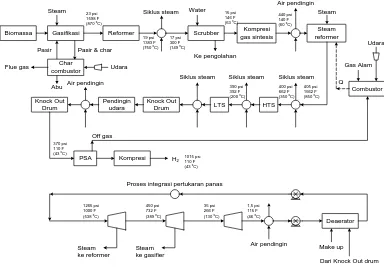
Gambar 2.1 Diagram Alir Blok Produksi Gas Hidrogen Dari Proses
Gasifikasi Cangkang Kelapa Sawit... II-18
Gambar 6.1 Diagram Balok Sistem Pengendalian Feedback ... VI-4
Gambar 6.2 Sebuah loop Pengendalian ... VI-4
Gambar 6.3 Suatu Proses Terkendali ... VI-5
Gambar 6.4 Instrumentasi pada tangki... VI-12
Gambar 6.5 Instrumentasi pada pompa ... VI-12
Gambar 6.6.1 Instrumentasi pada Reaktor Gasifier (R-201) dan Char
Combustor (R-202) ... VI-13
Gambar 6.6.2 Instrumentasi pada Reaktor Reformer (R-203) ... VI-14
Gambar 6.6.3 Instrumentasi pada Reaktor Steam Reformer (R-203) ... VI-14
Gambar 6.6.4 Instrumentasi pada Reaktor High Temperature Shift
(R-402) dan Low Temperature Shift (R-403) ... VI-15
Gambar 6.7 Instrumentasi pada Heater dan Cooler ... VI-15
Gambar 6.8 Instrumentasi pada Knock Out Drum ... VI-16
Gambar 6.9 Instrumentasi pada absorber ... VI-16
Gambar 6.10 Instrumentasi pada adsorber ... VI-17
Gambar 6.11 Instrumentasi pada Kompresor ... VI-17
Gambar 6.12 Tingkat kerusakan di suatu pabrik ... VI-18
Gambar 8.1 Peta lokasi pabrik Hidrogen ... VIII-1
Gambar 9.1 Struktur organisasi pabrik pembuatan Hidrogen ... IX-15
Gambar LC-1 Spaced-Bucket Centrifugal-Discharge Elevator ... LC-1 Gambar LC-2 Landfill Umpan Cangkang Kelapa Sawit ... LC-2 Gambar LC-3 Elipsoidal Head Bin umpan Cangkang Kelapa Sawit ... LC-4 Gambar LC-4 Ellipsoidal Head Bin Olivine ... LC-6 Gambar LC-5 Ellipsoidal Head Bin MgO ... LC-8 Gambar LC-6 Ellipsoidal Head Bin Katalis Olivine ... LC-10
Gambar LC-7 Horizontal scew conveyor umpan CKS ... LC-12
Gambar LC-8 Horizontal scew conveyor umpan MgO dan Olivine... LC-13
Gambar LC-10 Lapple Conventional Cyclone with 4 inch insulation ... LC-26
Gambar LC-11 Lapple Conventional Cyclone with 4 inch insulation ... LC-30
Gambar LC-12 Lapple Conventional Cyclone with 4 inch insulation ... LC-34
Gambar LC-13 Char Combustor tipe Fliudized Bed Reactor ... LC-38
Gambar LC-14 Blower tipe Fan Centrifugal ... LC-50
Gambar LC-15 Reformer tipe Bubbling Fliudized Bed Reactor ... LC-54
Gambar LC-16 Cooler tipe 1 – 2 BEM fixed-tubesheet exchanger with
conical rear head ... LC-65
Gambar LC-17 Cooler tipe 3 – 6 BEM fixed-tubesheet exchanger with
conical rear head ... LC-70
Gambar LC-18 Quench Chamber type Impingement tray scrubber ... LC-75
Gambar LC-19 Venturi tube with a rough-cast convergent-inlet cone ... LC-80
Gambar LC-20 Sketsa Pompa sirkulasi Quench chamber (P-301)... LC-83
Gambar LC-21 Cooler tipe 2 – 4 BEM fixed-tubesheet exchanger with
conical rear head ... LC-88
Gambar LC-22a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-93
Gambar LC-22b Tutup knock out drum menggunakan torispherical head ... LC-95
Gambar LC-23 Radially Split Multistage Compressor ... LC-97
Gambar LC-24 Air cooler tipe Forced draft with 2 fan ... LC-102
Gambar LC-25a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-110
Gambar LC-25b Tutup knock out drum menggunakan torispherical head ... LC-112
Gambar LC-26 Radially Split Multistage Compressor ... LC-114
Gambar LC-27 Air Cooler tipe Forced draft with 2 fan ... LC-119
Gambar LC-28a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-126
Gambar LC-28b Tutup knock out drum menggunakan torispherical head ... LC-128
Gambar LC-29 Radially Split Multistage Compressor ... LC-130
Gambar LC-30 Air Cooler tipe Forced draft with 2 fan ... LC-135
Gambar LC-31a Knock Out Drum tipe vertikal dengan tutup dan alas
Gambar LC-31b Tutup knock out drum menggunakan torispherical head ... LC-144
Gambar LC-32 Radially Split Multistage Compressor ... LC-146
Gambar LC-33 Air Cooler tipe Forced draft with 2 fan ... LC-151
Gambar LC-34a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-158
Gambar LC-34b Tutup knock out drum menggunakan torispherical head ... LC-160
Gambar LC-35 Radially Split Multistage Compressor ... LC-162
Gambar LC-36 Air Cooler tipe Forced draft with 2 fan ... LC-167
Gambar LC-37 Cooler tipe 6 - 12 Shell and Tube Heat Exchanger ... LC-174
Gambar LC-38a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-179
Gambar LC-38b Tutup knock out drum menggunakan torispherical head ... LC-181
Gambar LC-39 Sketsa Pompa sludge (P-302) ... LC-183
Gambar LC-40 Konfigurasi umum Steam Reformer ... LC-188
Gambar LC-41 Cooler tipe 1 - 2 Shell and Tube Heat Exchanger ... LC-193
Gambar LC-42 Cooler tipe 1 - 2 Shell and Tube Heat Exchanger ... LC-198
Gambar LC-43 Cooler tipe 2 - 4 Shell and Tube Heat Exchanger ... LC-203
Gambar LC-44 Cooler tipe 2 - 4 Shell and Tube Heat Exchanger ... LC-208
Gambar LC-45a High Temperature Shift (HTS) Reactor ... LC-213
Gambar LC-45b Tutup Reaktor HTS menggunakan torispherical head ... LC-216
Gambar LC-46 Cooler tipe 6 - 12 Shell and Tube Heat Exchanger ... LC-217
Gambar LC-47 Cooler tipe 1 - 2 Shell and Tube Heat Exchanger ... LC-222
Gambar LC-48 Low Temperature Shift (LTS) Reactor ... LC-227
Gambar LC-48 Tutup reaktor LTS menggunakan torispherical head ... LC-230
Gambar LC-49 Cooler tipe 1 - 2 Shell and Tube Heat Exchanger ... LC-231
Gambar LC-50a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-236
Gambar LC-51b Tutup knock out drum menggunakan torispherical head ... LC-238
Gambar LC-51 Air-cooler tipe Forced draft with 2 fan ... LC-240
Gambar LC-52 Cooler tipe 6 - 12 Shell and Tube Heat Exchanger ... LC-247
Gambar LC-53a Knock Out Drum tipe vertikal dengan tutup dan alas
Gambar LC-53b Tutup Reaktor HTS menggunakan torispherical head ... LC-254
Gambar LC-54a Unit Pressure Swing Adsroption (PSA) ... LC-256
Gambar LC-54b Tutup PSA menggunakan torispherical head ... LC-260
Gambar LC-54c Tangki PSA Off-gas ... LC-261
Gambar LC-54d Tutup Tangki PSA Off-gas menggunakan torispherical
head ... LC-265
Gambar LC-55a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-266
Gambar LC-55b Tutup knock out drum menggunakan torispherical head ... LC-268
Gambar LC-56 Compressor Hydrogen 1st Interstage (K-501A) type
Reciprocating ... LC-270
Gambar LC-57 Air cooler tipe Forced draft with 2 fan ... LC-273
Gambar LC-58a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-280
Gambar LC-58b Tutup knock out drum menggunakan torispherical head ... LC-282
Gambar LC-59 Compressor Hydrogen 2nd Interstage (K-501A) type
Reciprocating ... LC-284
Gambar LC-60 Air cooler tipe Forced draft with 2 fan ... LC-287
Gambar LC-61 Cooler tipe 1 - 2 Shell and Tube Heat Exchanger ... LC-294
Gambar LC-62a Knock Out Drum tipe vertikal dengan tutup dan alas
berbentuk segmen elips (torispherical head) ... LC-299
Gambar LC-62b Tutup knock out drum menggunakan torispherical head ... LC-301
Gambar LC-63 Hydrogen Storage Tank (T-501) tipe Spherical Tank ... LC-303
Gambar LC-64 Steam Turbine ... LC-306
Gambar LC-65 Konfigurasi steam drum secara umum ... LC-308
Gambar LD-1 Sketsa Sebagian Bar Screen (dilihat dari atas) ... LD-1
Gambar LD-2 Sketsa pompa P-701 (dilihat dari samping) ... LD-3
Gambar LD-3 Sketsa 3D Bak Sedimentasi ... LD-8
Gambar LD-4 Sketsa Pompa sedimentasi (P-702) ... LD-10
Gambar LD-5A Sketsa tangki pelarutan asam (T-701)... LD-15
Gambar LD-5B Sketsa pengaduk tangki pelarutan alum (T-701) ... LD-18
Gambar LD-7A Sketsa tangki pelarutan soda abu (T-702) ... LD-25
Gambar LD-7B Sketsa pengaduk tangki pelarutan soda abu (T-702) ... LD-28
Gambar LD-8 Sketsa pompa soda abu (P-704)... LD-29
Gambar LD-9 Sketsa clarifier (C-701) ... LD-35
Gambar LD-10 Sketsa 3D Bak penampung sementara hasil clarifier
(B-702) ... LD-38
Gambar LD-11 Sketsa pompa clarifier (P-705) ... LD-40
Gambar LD-12 Tangki sand filter (F-702) ... LD-45
Gambar LD-13 Sketsa pompa sand filter (P-706) ... LD-48
Gambar LD-14 Sketsa Menara Air (T-704) ... LD-54
Gambar LD-15a Sketsa tangki pelarutan Asam Sulfat (T-706) ... LD-56
Gambar LD-15b Sketsa pengaduk tangki pelarutan asam sulfat ... LD-59
Gambar LD-16 Sketsa pompa asam sulfat (P-709) ... LD-60
Gambar LD-17 Sketsa Cation Exchanger (S-701) ... LD-66
Gambar LD-18 Sketsa pompa Cation Exchanger (P-707) ... LD-68
Gambar LD-19 Sketsa Anion Exchanger (S-702) ... LD-75
Gambar LD-20a Sketsa tangki pelarutan NaOH (T-707) ... LD-74
Gambar LD-20b Sketsa pengaduk tangki pelarutan NaOH ... LD-78
Gambar LD-21 Sketsa pompa NaOH (P-710) ... LD-79
Gambar LD-22 Sketsa pompa Anion Exchanger (P-708) ... LD-85
Gambar LD-23 Sketsa Tangki Air Umpan Deaerator (T-708) ... LD-90
Gambar LD-24 Sketsa pompa air umpan deaerator (P-711) ... LD-93
Gambar LD-25a Sketsa tangki pelarutan Kaporit (T-703) ... LD-98
Gambar LD-25b Sketsa pengaduk tangki pelarutan Kaporit ... LD-101
Gambar LD-26 Sketsa tangki Domestik (T-705) ... LD-102
Gambar LD-27 Sketsa pompa Domestik (P-712) ... LD-104
Gambar LD-28 Sketsa Deaerator (D-701) ... LD-109
Gambar LD-29 Sketsa Pompa Deaerator (P-713) ... LD-112
Gambar LD-30a Sketsa Water Cooling Tower (M-701) ... LD-117
Gambar LD-30b Grafik Entalpi dan Temperatur Cairan pada Cooling Tower LD-118
Gambar LD-31 Sketsa pompa Water Cooling Tower (P-714)... LD-120
Gambar LE-2 Linearisasi cost index dari tahun 2003 – 2008 ... LE-4
Gambar LE-3 Harga Peralatan untuk Cooling Tower pada tahun 2003 ... LE-5
INTI SARI
Gasifikasi cangkang kelapa sawit merupakan satu upaya pengkonversian
biomassa padat menjadi gas, seperti H2, CO, CO2, CH4, C2H4, C2H6, C3H8, C3H6,
C4H10 dan C4H8. Gas-gas ini selanjutnya akan mengalami proses purifikasi sebelum
disintesa menjadi senyawa kimia baru yang secara luas dibutuhkan dalam kehidupan
manusia, diantaranya adalah hidrogen. Hidrogen merupakan senyawa yang terbentuk
melalui reaksi Conversion dan gas shift pada fase gas .
Pabrik hidrogen ini direncanakan akan berproduksi dengan kapasitas 46.000
ton/tahun dan beroperasi selama 330 hari dalam setahun. Pabrik ini direncanakan
berlokasi di daerah Kabupaten Bengkalis, Provinsi Riau yang merupakan hilir Sungai
Rokan, dengan luas tanah yang dibutuhkan adalah 39.023 m2. Tenaga kerja yang
dibutuhkan berjumlah 250 orang dengan bentuk badan usaha Perseroan Terbatas
(PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem
garis dan staf.
Hasil analisa terhadap aspek ekonomi pabrik pembuatan Hidrogen dengan
proses gasifikasi Cangkang Kelapa Sawit adalah:
• Total Modal Investasi : Rp. 2.031.761.038.949,- • Total Biaya Produksi : Rp. 802.533.325.315,- • Hasil Penjualan : Rp. 1.528.556.348.234,- • Laba Bersih : Rp. 505.692.535.463,-
• Profit Margin (PM) : 47,260%
• Break Even Point (BEP) : 51,810 % • Return on Investment (ROI) : 24,889%
• Pay Out Time (POT) : 4,018 tahun • Return on Network (RON) : 41,482 % • Internal Rate of Return (IRR) : 42,590 %
Dari hasil analisa aspek ekonomi, maka dapat disimpulkan bahwa pabrik
pembuatan hidrogen dengan proses gasifikasi cangkang kelapa sawit ini layak untuk
DAFTAR TABEL
Tabel 1.1 Kebutuhan impor hidrogen di Indonesia ... I-2
Tabel 2.1 Sifat termodinamika dan fisik dari hidrogen gas ... II-2
Tabel 2.2 Komposisi ideal tandan buah sawit ... II-3
Tabel 2.3 Proximate Analysis dari cangkang kelapa sawit (% berat) ... II-4
Tabel 2.4 Ultimate Analysis dari cangkang sawit (% berat kering) ... II-4
Tabel 2.5 Analisis gas (% berat) ... II-4
Tabel 2.6 Parameter Pengoperasian, hasil dan komposisi gas ... II-13
Tabel 2.7 Performa rancangan dari reformer... II-14
Tabel 3.1 Neraca Massa pada Conveyer (C-101) ... III-1
Tabel 3.2 Neraca Massa pada Gasifier (R-201)... III-1
Tabel 3.3 Neraca Massa pada Char Combustor (R-202) ... III-2
Tabel 3.4 Neraca Massa pada Cyclone (S-201) ... III-2
Tabel 3.5 Neraca Massa pada Cyclone (S-202) ... III-3
Tabel 3.6 Neraca Massa pada Cyclone (S-202) ... III-3
Tabel 3.7 Neraca Massa pada Reformer (R-203) ... III-4
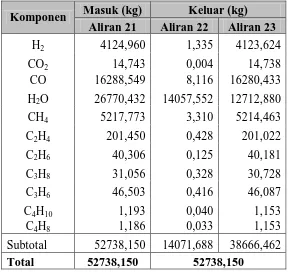
Tabel 3.8 Neraca Massa pada Scrubber (M-301) ... III-4
Tabel 3.9 Neraca massa untuk Knock Out Drum (S-301) ... III-5
Tabel 3.10 Neraca massa untuk Knock Out Drum (S-302A) ... III-5
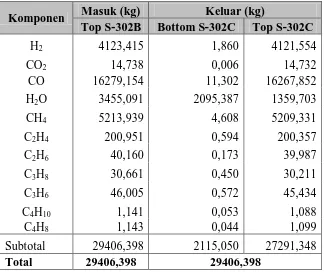
Tabel 3.11 Neraca massa untuk Knock Out Drum (S-302B) ... III-6
Tabel 3.12 Neraca massa untuk Knock Out Drum (S-302C) ... III-6
Tabel 3.13 Neraca massa untuk Knock Out Drum (S-302D) ... III-7
Tabel 3.14 Neraca massa untuk Knock Out Drum (S-303) ... III-7
Tabel 3.15 Neraca Massa pada Steam Reformer (R-401) ... III-8
Tabel 3.16 Neraca Massa pada bahan bakar Steam Reformer (R-401) ... III-9
Tabel 3.17 Neraca Massa pada Reaktor High Temperature Shift (R-402) ... III-10
Tabel 3.18 Neraca Massa pada Reaktor Low Temperature Shift (R-403).... III-10
Tabel 3.19 Neraca massa untuk Knock Out Drum (S-401) ... III-11
Tabel 3.20 Neraca massa untuk Knock Out Drum (S-402) ... III-11
Tabel 3.22 Neraca massa untuk Knock Out Drum (S-501) ... III-13
Tabel 3.23 Neraca massa untuk Knock Out Drum (S-502) ... III-13
Tabel 3.24 Neraca massa untuk Knock Out Drum (S-503) ... III-13
Tabel 4.1 Neraca Energi pada Gasifier (R-201) ... IV-1
Tabel 4.2 Neraca Panas pada Cyclone (S-201) ... IV-2
Tabel 4.3 Neraca Panas pada Cyclone (S-202) ... IV-3
Tabel 4.4 Neraca Energi pada Char Combustor (R-202) ... IV-4
Tabel 4.5 Neraca Panas pada Cyclone (S-203) ... IV-5
Tabel 4.6 Neraca Panas pada Reformer (R-203) ... IV-6
Tabel 4.7 Neraca Energi pada Cooler (H-201) ... IV-7
Tabel 4.8 Neraca Energi pada Cooler (H-202) ... IV-8
Tabel 4.9 Neraca Energi Pada Venturi Scrubber (M-302) ... IV-9
Tabel 4.10 Neraca Energi pada scrubber (M-301) ... IV-10
Tabel 4.11 Neraca Energi pada Cooler (H-301) ... IV-11
Tabel 4.12 Neraca Energi pada Knock Out Drum (S-301) ... IV-12
Tabel 4.13 Neraca Energi pada Compressor (K-301A) ... IV-13
Tabel 4.14 Neraca Energi pada Air Cooler (H-302A) ... IV-14
Tabel 4.15 Neraca Energi pada Knock Out Drum (S-302A)... IV-15
Tabel 4.16 Neraca Energi pada Compressor (K-301B) ... IV-16
Tabel 4.17 Neraca Energi pada Air Cooler (H-302B) ... IV-17
Tabel 4.18 Neraca Energi pada Knock Out Drum (S-302B) ... IV-18
Tabel 4.19 Neraca Energi pada Compressor (K-301C) ... IV-19
Tabel 4.20 Neraca Energi pada Air-Cooler (H-302C) ... IV-20
Tabel 4.21 Neraca Energi pada Knock Out Drum (S-302C) ... IV-21
Tabel 4.22 Neraca Energi pada Compressor (K-301D) ... IV-22
Tabel 4.23 Neraca Energi pada Air-Cooler (H-302D) ... IV-23
Tabel 4.24 Neraca Energi pada Knock Out Drum (S-302D)... IV-24
Tabel 4.25 Neraca Energi pada Compressor (K-301E) ... IV-25
Tabel 4.26 Neraca Energi pada Air-Cooler (H-302E) ... IV-26
Tabel 4.27 Neraca Energi pada Cooler (H-303) ... IV-27
Tabel 4.28 Neraca Energi pada Knock Out Drum (S-303) ... IV-28
Tabel 4.30 Neraca Energi pada Steam Reformer (R-401) ... IV-30
Tabel 4.31 Neraca Energi pada Blower (K-401) ... IV-30
Tabel 4.32 Neraca Energi pada Pembakar Steam Reformer (R-401) ... IV-31
Tabel 4.33 Neraca Energi pada Flue gas Reformer Feed Preheater
(H-401) ... IV-32
Tabel 4.34 Neraca Energi pada flue gas Cooler/Steam Superheater
(H-404) ... IV-32
Tabel 4.35 Neraca Energi pada Cooler (H-402) ... IV-33
Tabel 4.36 Neraca Energi pada Cooler (H-403) ... IV-34
Tabel 4.37 Neraca energi pada Reaktor HTS (R-402) ... IV-35
Tabel 4.38 Neraca Energi pada Cooler (H-405) ... IV-36
Tabel 4.39 Neraca Energi pada Cooler (H-406) ... IV-37
Tabel 4.40 Neraca energi pada Reaktor LTS (R-403) ... IV-38
Tabel 4.41 Neraca Energi pada Cooler (H-407) ... IV-39
Tabel 4.42 Neraca Energi pada Knock Out Drum (S-401) ... IV-40
Tabel 4.43 Neraca Energi pada Air-Cooler (H-408) ... IV-41
Tabel 4.44 Neraca Energi pada Cooler (H-409) ... IV-42
Tabel 4.45 Neraca Energi pada Knock Out Drum (S-402) ... IV-43
Tabel 4.46 Neraca Energi pada unit PSA (S-403) ... IV-44
Tabel 4.47 Neraca Energi pada Knock Out Drum (S-501) ... IV-45
Tabel 4.48 Neraca Energi pada Compressor Hydrogen 1st Interstage
(K-501A) ... IV-45
Tabel 4.49 Neraca Energi pada Air-Cooler (H-501A) ... IV-45
Tabel 4.50 Neraca Energi pada Knock Out Drum (S-502) ... IV-46
Tabel 4.51 Neraca Energi pada Compressor (K-501B) ... IV-46
Tabel 4.52 Neraca Energi pada Air-Cooler (H-501B) ... IV-46
Tabel 4.53 Neraca Energi pada Cooler (H-502) ... IV-47
Tabel 4.54 Neraca Energi pada Knock Out Drum (S-503) ... IV-47
Tabel 6.1 Jenis variabel pengukuran dan controller yang digunakan ... VI-9
Tabel 6.2 Jenis Variabel Pengukuran dan Controller yang Digunakan
Tabel 6.3 Daftar Penggunanan Instrumentasi pada Pra-Rancangan
Pabrik Pembuatan Hidrogen dengan Proses Gasifikasi
Cangkang Kelapa Sawit ... VI-11
Tabel 7.1 Kebutuhan Uap (Steam) Pabrik ... VII-1
Tabel 7.2 Kebutuhan Air Pendingin Pabrik ... VII-2
Tabel 7.3 Pemakaian Air Untuk Berbagai Kebutuhan ... VII-4
Tabel 7.4 Kualitas Air Sungai Rokan, Riau ... VII-5
Tabel 8.1 Perincian Luas Tanah ... VIII-5
Tabel 9.1 Susunan Jadwal Shift Karyawan ... IX-9
Tabel 9.2. Jumlah Karyawan dan Kualifikasinya ... IX-10
Tabel 9.3 Perincian Gaji Karyawan ... IX-11
Tabel LA-1 Komposisi Cangkang Kelapa Sawit (basis kering) ... LA-1
Tabel LA-2 Analisis gas (% berat kering) dari proses gasifikasi CKS ... LA-2
Tabel LA-3 Parameter Operasi Gasifier, Yield, dan Komposisi Gas Hasil
Sintesa ... LA-2
Tabel LB-1 Data Kapasitas Panas Komponen Gas ( kJ/mol K) ... LB-1
Tabel LB-2 Data Panas Perubahan Fasa Komponen ... LB-1
Tabel LB-3 Data Kapasitas Panas Komponen Cair ( kJ/mol K) ... LB-2
Tabel LB-4 Data Panas Reaksi Pembentukan Komponen ... LB-2
Tabel LB-5 Tabel Kontribusi Unsur Atom dengan Metode Hurst dan
Harrison ... LB-6
Tabel LB-6 Neraca Energi pada Gasifier (R-201) ... LB-13
Tabel LB-7 Neraca Energi pada Cyclone (S-201)... LB-15
Tabel LB-8 Neraca Energi pada Cyclone (S-202)... LB-17
Tabel LB-9 Neraca Energi pada Char Combustor (R-202) ... LB-21
Tabel LB-10 Neraca Energi pada Cyclone (S-203)... LB-23
Tabel LB-11 Neraca Energi pada Reformer (R-203) ... LB-29
Tabel LB-12 Neraca Energi pada Cooler (H-201) ... LB-32
Tabel LB-13 Neraca Energi pada Cooler (H-202) ... LB-34
Tabel LB-14 Neraca Energi Pada Venturi Scrubber (M-302) ... LB-36
Tabel LB-15 Neraca Energi pada Quench Chamber (M-301) ... LB-38
Tabel LB-17 Neraca Energi pada Knock Out Drum (S-301) ... LB-42
Tabel LB-18 Neraca Energi pada Compressor (K-301A) ... LB-44
Tabel LB-19 Neraca Energi pada Air Cooler (H-302A) ... LB-46
Tabel LB-20 Neraca Energi pada Knock Out Drum (S-302A)... LB-48
Tabel LB-21 Neraca Energi pada Compressor (K-301B) ... LB-50
Tabel LB-22 Neraca Energi pada Air Cooler (H-302B) ... LB-52
Tabel LB-23 Neraca Energi pada Knock Out Drum (S-302B) ... LB-54
Tabel LB-24 Neraca Energi pada Compressor (K-301C) ... LB-56
Tabel LB-25 Neraca Energi pada Air-Cooler (H-302C) ... LB-58
Tabel LB-26 Neraca Energi pada Knock Out Drum (S-302C) ... LB-60
Tabel LB-27 Neraca Energi pada Compressor (K-301D) ... LB-62
Tabel LB-28 Neraca Energi pada Air-Cooler (H-302D) ... LB-64
Tabel LB-29 Neraca Energi pada Knock Out Drum (S-302D)... LB-66
Tabel LB-30 Neraca Energi pada Compressor (K-301E) ... LB-68
Tabel LB-31 Neraca Energi pada Air-Cooler (H-302E) ... LB-70
Tabel LB-32 Neraca Energi pada Cooler (H-303) ... LB-72
Tabel LB-33 Neraca Energi pada Knock Out Drum (S-303) ... LB-74
Tabel LB-34 Neraca energi pada Reformer Feed Preheater (H-401) ... LB-77
Tabel LB-35 Neraca Energi pada Steam Reformer (R-401) ... LB-81
Tabel LB-36 Neraca Energi pada Blower (K-401) ... LB-82
Tabel LB-37 Neraca Energi pada Pembakar Steam Reformer (R-401) ... LB-90
Tabel LB-38 Neraca Energi pada Flue gas Reformer Feed Preheater
(H-401) ... LB-91
Tabel LB-39 Neraca Energi pada flue gas Cooler/Steam Superheater
(H-404) ... LB-92
Tabel LB-40 Neraca Energi pada Cooler (H-402) ... LB-94
Tabel LB-41 Neraca Energi pada Cooler (H-403) ... LB-96
Tabel LB-42 Neraca energi pada Reaktor HTS (R-402) ... LB-98
Tabel LB-43 Neraca Energi pada Cooler (H-405) ... LB-100
Tabel LB-44 Neraca Energi pada Cooler (H-406) ... LB-102
Tabel LB-45 Neraca energi pada Reaktor LTS (R-403) ... LB-104
Tabel LB-47 Neraca Energi pada Knock Out Drum (S-401) ... LB-108
Tabel LB-48 Neraca Energi pada Air-Cooler (H-408) ... LB-110
Tabel LB-49 Neraca Energi pada Cooler (H-409) ... LB-112
Tabel LB-50 Neraca Energi pada Knock Out Drum (S-402) ... LB-114
Tabel LB-51 Neraca Energi pada unit PSA(S-403) ... LB-116
Tabel LB-52 Neraca Energi pada Knock Out Drum (S-501) ... LB-117
Tabel LB-53 Neraca Energi pada Compressor Hydrogen 1st Interstage
(K-501A) ... LB-119
Tabel LB-54 Neraca Energi pada Air-Cooler (H-501A) ... LB-120
Tabel LB-55 Neraca Energi pada Knock Out Drum (S-502) ... LB-121
Tabel LB-56 Neraca Energi pada Compressor (K-501B) ... LB-123
Tabel LB-57 Neraca Energi pada Air-Cooler (H-501B) ... LB-124
Tabel LB-58 Neraca Energi pada Cooler (H-502) ... LB-126
Tabel LB-59 Neraca Energi pada Knock Out Drum (S-503) ... LB-127
Tabel LD-1 Perhitungan Entalpi dalam Penentuan Tinggi Menara
Pendingin... LD-118
Tabel LE-1 Perincian Harga Bangunan ... LE-2
Tabel LE-2 Harga Indeks Marshall dan Swift ... LE-3
Tabel LE-3 Estimasi Harga Peralatan Proses Impor ... LE-6
Tabel LE-4 Estimasi Harga Peralatan Proses Non Impor ... LE-8
Tabel LE-5 Estimasi Harga Peralatan Utilitas Impor ... LE-9
Tabel LE-6 Estimasi Harga Peralatan Utilitas Non Impor ... LE-9
Tabel LE-7 Biaya Sarana Transportasi... LE-12
Tabel LE-8 Perincian Gaji ... LE-16
Tabel LE-9 Perincian Biaya Kas ... LE-19
Tabel LE-10 Perincian Modal Kerja ... LE-20
Tabel LE-11 Aturan Depresiasi Sesuai UU Republik Indonesia
No. 17 Tahun 2000 ... LE-21
Tabel LE-12 Aturan Biaya Depresiasi Sesuai UU Republik Indonesia
INTI SARI
Gasifikasi cangkang kelapa sawit merupakan satu upaya pengkonversian
biomassa padat menjadi gas, seperti H2, CO, CO2, CH4, C2H4, C2H6, C3H8, C3H6,
C4H10 dan C4H8. Gas-gas ini selanjutnya akan mengalami proses purifikasi sebelum
disintesa menjadi senyawa kimia baru yang secara luas dibutuhkan dalam kehidupan
manusia, diantaranya adalah hidrogen. Hidrogen merupakan senyawa yang terbentuk
melalui reaksi Conversion dan gas shift pada fase gas .
Pabrik hidrogen ini direncanakan akan berproduksi dengan kapasitas 46.000
ton/tahun dan beroperasi selama 330 hari dalam setahun. Pabrik ini direncanakan
berlokasi di daerah Kabupaten Bengkalis, Provinsi Riau yang merupakan hilir Sungai
Rokan, dengan luas tanah yang dibutuhkan adalah 39.023 m2. Tenaga kerja yang
dibutuhkan berjumlah 250 orang dengan bentuk badan usaha Perseroan Terbatas
(PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem
garis dan staf.
Hasil analisa terhadap aspek ekonomi pabrik pembuatan Hidrogen dengan
proses gasifikasi Cangkang Kelapa Sawit adalah:
• Total Modal Investasi : Rp. 2.031.761.038.949,- • Total Biaya Produksi : Rp. 802.533.325.315,- • Hasil Penjualan : Rp. 1.528.556.348.234,- • Laba Bersih : Rp. 505.692.535.463,-
• Profit Margin (PM) : 47,260%
• Break Even Point (BEP) : 51,810 % • Return on Investment (ROI) : 24,889%
• Pay Out Time (POT) : 4,018 tahun • Return on Network (RON) : 41,482 % • Internal Rate of Return (IRR) : 42,590 %
Dari hasil analisa aspek ekonomi, maka dapat disimpulkan bahwa pabrik
pembuatan hidrogen dengan proses gasifikasi cangkang kelapa sawit ini layak untuk
BAB I PENDAHULUAN
1.1 Latar belakang
Selama ini Indonesia menggunakan BBM (Bahan Bakar Minyak) sebagai
sumber daya energi primer secara dominan dalam perekonomian nasional.
Kelangkaan pasokan BBM di tingkat global serta penyebab lainnya seperti bencana
besar dan konflik di negara-negara penghasil utama BBM menyebabkan
ketergantungan pada BBM menjadi titik rawan perekonomian yang bukan saja
menciptakan gangguan ekonomi tapi juga kerawanan politik.
Salah satu bentuk energi terbarukan yang dewasa ini menjadi perhatian besar
pada banyak negara, terutama di negara maju adalah hidrogen. Hidrogen
diproyeksikan oleh banyak negara akan menjadi bahan bakar masa depan yang lebih
ramah lingkungan dan efisien. Wikipedia (2006) menyatakan laju pertumbuhan
penggunaan hidrogen di dunia saat ini adalah 10% per tahun dan terus meningkat.
Untuk tahun 2004, produksi hidrogen dunia mencapai 50 juta metrik ton (million
metric tons-MMT) atau setara dengan 170 juta ton minyak bumi. Diharapkan pada
tahun 2010 sampai 2020, laju penggunaan hidrogen bisa menjadi dua kali lipat dari
laju penggunaan saat ini.
pada tanggal 6 September 2008)
Hidrogen bukanlah sumber energi (energy source) melainkan pembawa
energi (energy carier), artinya hidrogen tidak tersedia bebas di alam atau dapat
ditambang layaknya sumber energi fosil. Salah satu cara untuk menghasilkan gas
hidrogen adalah dengan proses gasifikasi biomassa. Gasifikasi biomassa adalah
proses perubahan (konversi) biomassa dari fasa solid menjadi fasa gas (gas sintesa).
Pada dasarnya, biomassa dikonversikan menjadi campuran CO, CO2, H2O, H2, dan
hidrokarbon-hidrokarbon ringan. Cangkang Kelapa Sawit (CKS) merupakan
biomassa yang dapat dimanfaatkan untuk menghasilkan hidrogen melalui proses
gasifikasi biomassa. Adapun kebutuhan impor hidrogen di Indonesia dapat dilihat
Tabel 1.1 Kebutuhan impor hidrogen di Indonesia
Tahun Impor Jumlah (ton)
2009 1.063.307
2008 958.564
2007 678.819
2006 353.363
2005 918.869
2004 286.675
2003 11.210
Sumber : Biro Pusat Statistik Indonesia, Tahun 2007
Perkebunan kelapa sawit salah satu agribisnis yang cukup besar dan
mempunyai pasar yang sangat baik di dunia karena hasil produksinya yaitu minyak
goreng. Perkebunan kelapa sawit Indonesia merupakan perkebunan nomor dua
terbesar di dunia setelah Malaysia.
Sumatera Utara memiliki perkebunan kelapa sawit yang luas, sehingga
potensi cangkang kelapa sawit sangat besar untuk dimanfaatkan sebagai bahan baku
produksi gas hidrogen yang selama ini dibuang sebagai limbah. Dari 120.000 ton
produksi sawit per tahun, menghasilkan cangkang sekitar 50.000 ton.
1.2 Perumusan Masalah
Kebutuhan hidrogen terus meningkat dan untuk memenuhi kebutuhan
tersebut sampai saat ini Indonesia masih mengimpor, maka diperlukan suatu usaha
agar permintaan hidrogen dapat dipenuhi dengan cara mendirikan pabrik hidrogen.
Perancangan pabrik hidrogen ini menggunakan bahan baku utama cangkang kelapa
sawit, yang materialnya diperoleh dari limbah hasil produksi kelapa sawit oleh
perusahaan pengolahan kelapa sawit. Pemilihan bahan baku ini didasarkan atas
pertimbangan bahwa proses gasifikasi biomassa dari cangkang sawit merupakan
alternatif untuk menghasilkan hidrogen yang bersifat renewable. Apalagi permintaan
hidrogen di perdagangan dunia sangat tinggi, sehingga terbuka kemungkinan untuk
Indonesia, maka akan berdampak pada berkurangnya pengeluaran negara,
meningkatnya perekonomian nasional dan meningkatnya kesejahteraan masyarakat.
1.3 Tujuan Perancangan
Tujuan perancangan pabrik gas hidrogen dari proses gasifikasi cangkang
kelapa sawit adalah untuk mengaplikasikan ilmu teknik kimia yang meliputi neraca
massa, neraca energi, spesifikasi peralatan, operasi teknik kimia, utilitas dan bagian
ilmu teknik kimia lainnya, juga untuk memenuhi aspek ekonomi dalam pembiayaan
pabrik sehingga memberikan gambaran kelayakan pra rancangan pabrik gas hidrogen
dari proses gasifikasi cangkang sawit.
1.4 Ruang Lingkup Perancangan
Ruang lingkup dari perancangan pabrik hidrogen adalah seperti berikut :
a. Penanganan umpan (feed handling)
b. Proses gasifikasi dan pembentukan ulang (Gasification and Reforming )
c. Proses pengkondisian dan pembersihan gas (gas clean up and conditioning)
d. Proses pergeseran konversi (shift conversion)
e. Proses pemurnian hidrogen (hydrogen purification)
f. Proses integrasi dengan siklus steam dan power generation
1.5 Manfaat Perancangan
Manfaat atau kontribusi yang diberikan oleh pabrik gas hidrogen dari proses
gasifikasi cangkang kelapa sawit adalah seperti berikut ini.
a. Sebagai bahan acuan untuk penelitian-penelitian dan perancangan selanjutnya
tentang proses pembuatan gas hidrogen melalui proses gasifikasi.
b. Sebagai bahan aplikasi bagi mahasiswa dari teori-teori yang di dapat dalam
perkuliahan.
c. Membuka pemikiran mahasiswa dan masyarakat terhadap perkembangan
BAB II
TINJAUAN PUSTAKA
2.1 Gambaran Umum Hidrogen
Dalam abad pertengahan, Paracelsus (1573 – 1655) menemukan suatu gas
yang mudah terbakar yang dihasilkan ketika besi dileburkan dalam ”Roh vitriole”.
Bagaimanapun, hidrogen pertama kali dipisah dan diidentifikasi pada pertengahan
abad ke 18 oleh Boyle dimana besi dan asam sulfur yang dilarutkan akan
menghasilkan suatu gas. Dan pada tahun 1785, Lavoisier mendemonstrasikan
pemecahan molekul air menjadi hidrogen dan oksigen dalam suatu pipa tembaga
yang dipanaskan. Ia juga memberikan nama hidrogen adalah ”udara yang mudah
terbakar” (Ullmann’s, 2002)
Proses Catalitic Steam Reforming untuk pembuatan hidrogen mulai
beroperasi secara komersial pada tahun 1930, dengan perkembangan lebih dari lima
belas tahun. Pada tahun 1940, sebanyak 90% produksi hidrogen di dunia dibuat dari
batubara dan kokas, kemudian batubara berangsur-angsur digantikan oleh gas alam
atau fraksi-fraksi minyak bumi. Kemudian, pada tahun 1954, perusahaan Texaco
mengembangkan proses non catalitic partial oxidation yang kemudian
dikembangkan lagi oleh Shell dengan proses gasifikasi.
Hidrogen (hidrogenium, simbol H), dalam tabel periodik unsur memiliki Ar =
1,00797, nomor atom 1, konfigurasi elektron 1s1. Biasanya dalam oksidasi
dinyatakan +1, tapi dalam garam tipe hidrida -1 adalah juga mungkin. Tiga isotop
dengan Ar 1, 2 dan 3 telah diketahui; isotop dengan Ar 3 adalah tidak stabil.
Perbedaan dalam massa isotop relatif adalah sedemikian besar sehingga sifat kinetika
dan fisik juga sangat berbeda. Isotop dengan massa relatif 2 dinamakan Deuterium
(simbol D), dan pada massa relatif 3 dinamakan Tritium (Simbol T). Pada atom
nukleus, semua muatan positif tunggal dinamakan proton, deuteron, dan triton. Sifat
Tabel 2.1 Sifat termodinamika dan fisik dari gas hidrogen
Sifat Hidrogen
Para- Normal
Densitas pada 0 oC, (mol/cm3) × 103 0,05459 0,04460 Faktor kompresibilitas, Z = PV/RT, pada 0 oC 1,0005 1,00042 Kompresibilitas adiabatik, (–∂V/V∂P)s, pada 300 K,
MPa-1 b
7,12 7,03
Koefisien ekspansi volume, (–∂V/V∂T)p, pada 300 K, K-1 0,00333 0,00333
Cp pada 0 oC, J/(mol.K) c 30,35 28,59
Cv pada 0 oC, J/(mol.K) c 21,87 20,30
Entalpi pada 0 oC, J/mol c d 7656,6 7749,2 Energi dalam pada titik lebur, J/mol c d 5384,5 5477,1 Entropi pada titik lebur, J/(mol.K) c d 127,77 139,59
Kecepatan suara, m/s 1246 1246
Viskositas, mPas (=cp) 0,00839 0,00839
Konduktivitas termal pada titik lebur, mW/(cm.K) 1,841 1,740 Konstanta dielektrik pada titik lebur 1,00027 1,000271 Kompresibilitas isotermal, 1/V(∂V/V∂P)T , Mpa-1 b -9,86 -9,86
Koefisien difusi-diri pada 0 oC, cm2/s – 1,285 Difusivitas gas dalam air pada 25 oC, cm2/s – 4,8 × 10-5 Diameter benturan, σ, m × 1010 – 2,928 Parameter interaksi, Є/k, K – 37,00 Panas disosiasi pada 298,16 K, kJ/mol c 435,935 435,881 Catatan : a semua nilai pada 101,3 kPa (1 atm)
b
untuk konversi Mpa ke atm, dibagi dengan 0,101
c
untuk konversi J ke cal, dibagi dengan 4,184
d
titik dasar (nilai nol) untuk entalpi, energi dalam, dan entropi adalah 0 K untuk gas ideal pada tekanan 101,3 kPa (1 atm)
Sumber : Othmer, K., 1967
2.2 Penggunaan Hidrogen
Hidrogen sangat penting digunakan oleh industri kimia terutama pada
penyulingan minyak dan dalam sintesis amonia dan methanol. Disamping itu,
hidrogen digunakan juga dalam pabrik berbagai bahan kimia, sebagai contoh
sikloheksana, dealkilasi benzena dengan toluena, oxo-alkohol, dan anilin; untuk
proses metalurgi; hidrogenasi minyak nabati; bahan bakar transportasi; dan dalam
2.3 Kelapa Sawit
Pohon Kelapa Sawit terdiri daripada dua spesies Arecaceae atau famili palma
yang digunakan untuk pertanian komersil dalam pengeluaran minyak kelapa sawit.
Pohon Kelapa Sawit Afrika, Elaeis guineensis, berasal dari Afrika barat di antara
Angola dan Gambia, manakala Pohon Kelapa Sawit Amerika, Elaeis oleifera, berasal
dari Amerika Tengah dan Amerika Selatan.
Kelapa sawit termasuk tumbuhan pohon. Tingginya dapat mencapai 24 meter.
Bunga dan buahnya berupa tandan, serta bercabang banyak. Buahnya kecil dan
apabila masak, berwarna merah kehitaman. Daging buahnya padat. Daging dan kulit
buahnya mengandungi minyak. Minyaknya itu digunakan sebagai bahan minyak
goreng, sabun, dan lilin. Ampasnya dimanfaatkan untuk makanan ternak, khususnya
sebagai salah satu bahan pembuatan makanan ayam. Tempurungnya digunakan
sebagai bahan bakar dan arang. Komposisi ideal tandan buah sawit dapat dilihat pada
Tabel 2.2.
Tabel 2.2 Komposisi ideal tandan buah sawit
Berat Tandan 23 – 27 kg
Buah/Tandan 60 – 65 % Minyak/Tandan 21– 23 %
Kernel/Tandan 5 – 7 %
Mesocarp/Tandan 44 – 46 %
Mesocarp/Buah 71 – 76 % Kernel/Buah 21 – 22 %
Cangkang/Buah 10 – 11 % Sumber : Chin, C. M., 2005
2.4 Komposisi Cangkang Kelapa Sawit
Hasil komposisi Cangkang kelapa sawit dapat diperoleh menggunakan
metode Thermogravimetric Analysis (TGA) melalui reaksi pirolisis dalam reaktor
batch 200 cm3. Dalam pengerjaannya kira-kira 20 mg sampel dipanaskan pada 25 oC
menit-1 sampai 600 oC menggunakan nitrogen sebagai gas pembersih. Hasil dari
Ultimate Analysis dari cangkang sawit dapat dilihat pada Tabel 2.4, dan analisis gas
dapat dilihat pada Tabel 2.5.
Tabel 2.3 Proximate Analysis dari cangkang kelapa sawit (% berat)
Parameter nilai
Moisture content (Mad) 27,2
Volatile Matters (Vad) 34,0
Ash (Ad) 15,0
Fixed Carbon (FCad) 23,8
Ket: ad: on air dried basis; d: on dry basis Sumber : Lee, dkk., 2006
Tabel 2.4 Ultimate Analysis dari cangkang sawit (% berat kering)
Parameter nilai
C 53,78
H 7,20
N 0,00
S 0,51
O 36,30
Sumber : Lee, dkk., 2006
Tabel 2.5 Analisis gas dari cangkang sawit (% berat)
Parameter nilai
CO 33,08
CO2 38,4
H2 8,9
CH4 17
C2H6/C2H4 2,1
C3H8 0,2
C3H6 0,3
C4H10 0,01
C4H8 0,01
2.5. Spesifikasi Bahan Pendukung 2.5.1. Air
Rumus molekul : H2O
Berat molekul : 18
Berat jenis : 1 gr/cm3 (pada suhu 25 0C)
Titik lebur : 0 0C
Titk didih : 100 0C
(Othmer, 1967)
2.5.2. Oksigen
Wujud : Gas
Rumus : O2
Berat Molekul : 32
Titik Didih, oC : -182,95
Temperatur Kriris, oC : -118,38
Tekanan kritis, atm : 50,14
Cp, Joule/mol oC : 29,1 + (1,158*10-2)T - (0,6076*10-5)T2
+ (1,311*10-9) T3
(Othmer, 1967)
2.5.3 Nitrogen
Wujud : Gas
Rumus : N2
Berat Molekul : 28,01
Titik Didih, oC : -195,8
Temperatur Kriris, oC : -146,96
Tekanan kritis, atm : 33,5
Cp, Joule/mol oC : 29 + (0,2199*10-2)T + (0,5723*10-5)T2
(2,871*10-9) T3
2.5.4 Olivine1
Wujud : Solid
Berat Molekul : 89,3
∆Hf (s) : -753,659 kJ/mol
Cp, kJ/kg oK : 1,036
1
Berat molekul dihitung berdasarkan komposisi dari Fuel Processing Technology 86, Tabel 3 hal. 717, (dalam % berat) MgO=49; SiO2=40; Fe2O3=9,89; Al2O3=0,4; Cr2O3=0,4; CaO=0,3 dan NiO=0,01
2.5.5 Katalis Olivine2
Wujud : Solid
Rumus : Tidak Diketahui
Berat Molekul : 89,3
∆Hf (s) : -732,069 kJ/mol
Cp, kJ/kg oK : 1,036
1
Berat molekul dihitung berdasarkan komposisi dari Fuel Processing Technology 86, Tabel 3 hal. 717, (dalam % berat) MgO=46; SiO2=39; Fe2O3=9,2; Al2O3=0,4; Cr2O3=0,4; CaO = 0,3 dan NiO=4,7
2.6. Proses Pembuatan Hidrogen
Kriteria seleksi proses dalam pembuatan gas hidrogen difokuskan dalam
beberapa faktor : kandungan hidrogen dalam umpan; hidrogen yang dihasilkan dari
proses; yang meliputi biaya dari umpan; biaya modal dan operasi; energi yang
dibutuhkan; pertimbangan lingkungan; penggunaan yang diharapkan dari hidrogen.
Secara mendasar, spesifikasi proses komersial untuk pabrik hidrogen
diperoleh dari steam reforming, oksidasi parsial, gasifikasi batubara, dan elektrolisa
air. Di seluruh dunia, hidrogen sebagai bahan baku untuk industri kimia diperoleh
sebagai berikut: 77% dari gas alam/petroleum, 18% dari batubara, 4% dari elektrolisa
air, dan 1% dari proses lain.
Semua proses ini menghasilkan hidrogen dari hidrokarbon dan air.
(Othmer, 1967)
Sekarang ini hidrogen digunakan hampir secara eksklusif sebagai suatu bahan
kimia industri, dimana kapasitas itu diterapkan untuk suatu penggunaan yang luas,
mencakup produksi amoniak (untuk pabrik fertilizer), refineri yang digunakan untuk
proses desulfurisasi dan lain-lain, serta untuk produksi methanol. Produksi tahunan
dunia adalah sekitar 500 milyar Nm3. Produsen yang paling besar adalah produk
udara, yang beroperasi lebih dari 50 pabrik individu, yang menghasilkan lebih dari
25 juta Nm3 per hari, dan 7 sistem perpipaan secara total lebih dari 340 juta. Produksi
curah hidrogen (hampir 50%) dihasilkan oleh proses Steam Methane Reforming,
yang mana proses tersebut adalah dalam skala besar merupakan rute ekonomis.
(Dutton, G., 2002)
2.6.1. Steam Methane Reforming (SMR)
Proses Steam Methane Reforming (SMR) terdiri atas 4 langkah proses:
1. Pemanasan stok umpan dan pemurnian (dibutuhkan karena katalis memiliki
sensitivitas yang tinggi oleh ketidakmurnian, contohnya: sulfur, mercury, dan
logam lainnya)
2. Steam reformer
3. CO shift
4. PSA purification (menyerap campuran lainnya selain dari H2 untuk
menghasilkan H2 mencapai 80 – 90%.
Reaksi reformer (untuk methana) :
CH4 + 2H2O ↔ CO2 + 4H2 (ΔHo = +164kJ /mol; secara umum beroperasi pada
suhu 850 oC)
CH4 + H2O ↔ CO2 + 3H2 (ΔHo = +205kJ /mol )
- Beroperasi pada < 40 bar
- Sangat endotermis
- Konversi penguapan oleh steam dan suhu yang tinggi; konversi akan
berkurang dengan tekanan yang tinggi.
- Sangat dibutuhkan katalis nikel aktif
Reaksi CO shift :
- Menggunakan katalis CO shift : besi oksida (secara konvensional suhu tinggi
340 – 460 oC), (suhu sedang) besi + tembaga oksida (suhu tinggi dimodifikasi
310 – 370 oC), tembaga, seng, aluminium (suhu rendah 180 – 280 oC)
- Ukuran pabrik kecil dan sedang yang memiliki reactor shift suhu sedang yang
tunggal
- Pabrik skala besar memiliki 2 reaktor suhu sedang atau suhu tinggi ditambah
reaktor suhu sedang
Ukuran pabrik yang umum :
Kecil 500 - 3000 Nm3/jam
Sedang mencapai 25,000 Nm3/jam
Besar lebih dari 25,000 Nm3/jam
Sangat besar over 150,000 Nm3/jam
(Dutton, G., 2002)
2.6.2. Oksidasi parsial
Hidrogen juga dapat dibentuk oleh non-katalisis oksidasi parsial hidrokarbon.
Banyak umpan hidrokarbon yang dapat dimampatkan atau dipompa mungkin
digunakan. Efisiensi proses secara keseluruhan adalah hanya 50% (dibandingkan
SMR pada 65 – 75%). Oksigen murni diperlukan sebagai umpan.
Reaksi reformer – oksidasi parsial :
Gas alam : CH4 + ½ O2 → CO + 2H2 (1350 oC)
Batu bara : C + ½ O2 → CO (1350 oC)
- Proses gas sintesis
- Menggunakan banyak bahan bakar fosil dan dapat beroperasi pada tekanan
tinggi (>100 bar)
Daftar sumber hidrogen terdiri atas tiga model teknologi :
1. Catalytic Steam Reforming (CSR) melibatkan reaksi bahan bakar hidrokarbon dan steam dalam kehadiran katalis dimana dibutuhkan sumber
panas eksternal. Proses ini memiliki efisiensi yang tinggi.
yang digunakan untuk menghasilkan hidrogen dibutuhkan panas untuk reaksi.
Proses ini dapat digunakan pada banyak perbedaan tipe dari bahan bakar.
3. Catalytic Partial Oxidation Reforming (CPOX) adalah sama halnya seperti auto thermal reforming (ATR) tetapi menggunakan sistem operasi yang lebih
simpel dan sederhana.
(Dutton, G., 2002)
2.6.3. Integrated gasification combined cycle (IGCC)
Dalam sistem IGCC, gasifier batubara mengubah batubara yang telah di
pulverisasi menjadi gas sintesis (campuran H2 dan CO) dengan penambahan steam
dan oksigen. Gas sintesis ini selanjutnya dibersihkan dari kotorannya dan digunakan
untuk menghasilkan energi dalam turbin gas. (secara alternatif gas yang diproduksi
dapat digunakan untuk menghasilkan hidrogen, bahan kimia, atau bahan bakar
lainnya).
Panas yang terbuang dari turbin gas digunakan dalam turbin steam untuk
menghasilkan banyak elektrisitas. Teknologi gasifier terintegrasi dengan siklus yang
dikombinasikan dengan cara ini menawarkan efisiensi sistem yang tinggi dan
tingkatan polusi yang sangat rendah. Sistem dirancang untuk menangani berbagai
umpan, mencakup batubara dengan kandungan sulfur yang tinggi dan rendah,
antrasit, dan biomassa. Secara umum sistem memiliki rentang dalam ukuran dari 200
– 800 MWe. Secara umum pabrik menawarkan peningkatan efisiensi suhu 10% yang
melebihi stasiun pembakaran batubara konvensional.
Efisiensi operasi adalah diantara 29 – 41%, tergantung pada karakteristik
bahan bakar (yaitu kandungan sulfur, kandungan abu, dan nilai kalori), tipe dari
sistem IGCC (yaitu entrained, moving-bed atau fluidized bed) dan puncak suhu
turbin gas. Dalam kaitan efisiensi rendah dan biaya, IGCC hanya merupakan
teknologi demonstrasi, akan tetapi diharapkan bahwa teknologi generasi kedua akan
merealisasikan efisiensi sebesar 45 – 50% dan mengurangi biaya. (Dutton, G., 2002)
2.6.4. Pirolisis
Hidrokarbon dapat dikonversi menjadi hidrogen tanpa menghasilkan CO2,
oksigen (pirolisis). Sebagai contoh methana dapat di cracked dalam katalis seperti
karbon (golongan karbon, seperti jelaga C60, grafit atau karbon aktif). Pada
prinsipnya, pirolisis dapat juga diaplikasikan lebih jauh kedalam hidrokarbon
kompleks, biomassa, limbah padat kota. (Dutton, G., 2002)
2.6.5. Elektrolisis air
Hidrogen dapat dihasilkan dari air yang dielekrolisis. Jika elektrolitas
dihasilkan dari teknologi renewable (seperti solar, hidro, angin, pasang surut), maka
proses tersebut disebut bebas karbon. Pemecahan elektrokimia dari air telah
diketahui melalui reaksi :
H2O → H2+ ½ O2
Pabrik elektrolisis komersial secara umum mencapai efisiensi 70 – 75%.
Ada 2 tipe dasar dari elektrolizer:
1. Alkalin cair
2. Membran pertukaran proton
Secara umum beroperasi pada tekanan 50 bar (750 psig) yang mana tidak
cukup pembebanan silinder tekanan tinggi. Konsumsi listrik dari proses elektrolisis
dapat direduksi dengan operasi pada suhu tinggi (900 – 1000 oC). Untuk
penyimpanan hidrogen, dapat dilakukan menggunakan kompresor atau disebut
elektrolizer tekanan tinggi. (Dutton, G., 2002)
2.6.6 Produksi hidrogen secara biologi
Hidrogen dapat dihasilkan secara biologi dalam 2 proses :
1. Proses fotosintesis
2. Proses fermentasi
Ganggang hijau dapat menangkap energi dari sinar matahari. Dibawah
kondisi anaerobik, ganggang hijau menghasilkan enzim hidrogenase yang mana
dapat menghasilkan hidrogen dari air dengan proses yang diketahui sebagai
bio-fotolisis. Kondisi ini harus diatur secara hati-hati sewaktu enzim hidrogenase bekerja
dalam fase gelap dan sangat sensitif pada kehadiran oksigen yang dihasilkan dari
fotosintesis. Ada dua tahapan proses yang digunakan untuk memaksimalkan produk
1. Peningkatan produksi hidrogen oleh suatu faktor 10, atau lebih.
2. Peningkatan efisiensi konversi energi solar dari 5% menjadi 10% atau lebih.
3. Memproduksi sel membran tidak hidup oleh oksigen dan hidrogen untuk
menghasilkan enzim
Proses biologi yang kedua untuk menghasilkan hidrogen adalah dengan
menggunakan fermentasi tanpa membutuhkan cahaya. Ini dilakukan dalam keadaan
gelap, dimana proses anaerobik dilaksanakan oleh banyak spesies bakteri, satu
diantaranya adalah Clostridia. Reaksi melibatkan enzim hidrogenase yang bertindak
untuk menghasilkan hidrogen (dan karbon dioksida):
C6H12O6 + 2H2O → 2CH3COOH + 2CO2 + 4H2
Secara teoritis, hidrogen yang dihasilkan adalah 0,5 m3 H2/kg karbohidrat.
Bakteri fermentasi dikalikan secara cepat dan dapat menghasilkan kuantitas yang
banyak dari hidrogen, tetapi parameter rancangan dan operasional ini adalah belum
mapan. (Dutton, G., 2002)
2.7 Seleksi Proses
Pada pra perancangan pabrik pembuatan Gas hidrogen, proses yang dipilih
adalah proses gasifikasi biomassa cangkang kelapa sawit. Proses ini dipilih dengan
pertimbangan :
- Jumlah hidrogen yang dihasilkan lebih besar dengan adanya sebagian
hidrogen dari steam (uap air)
- Merupakan proses yang efisien untuk mengubah biomassa CKS menjadi
hidrogen
- Panas yang digunkan dapat diperoleh dari panas yang sebelumnya.
- Emisi nitrogen oksida dan sulfur oksida lebih sedikit dibanding dengan
proses gasifikasi batubara
- Gasifikasi biomassa selain menghasilkan H2 untuk produksi senyawa kimia
lain, juga menghasilkan gas alam sintesis, diantaranya CH4, CO2 dan CO.
- Dibandingkan dengan proses gasifikasi batubara, bahan baku untuk proses
gasifikasi biomassa lebih lebih bersifat renewable sehingga lebih menjamin
kelangsungan suatu pabrik
2.8. Deskripsi Proses
2.8.1. Penanganan umpan (Feed Handling)
Cangkang kelapa sawit (CKS) disuplai ke pabrik dengan menggunakan truk
dan CKS disimpan ruang Land filled (T-101). CKS yang diterima diasumsikan
memiliki kandungan air 12% yang kemudian diangkut menggunakan traktor menuju
elevator (C-101). Kemudian CKS dikirim ke bin atau corong tuang (T-102).
Selanjutnya dengan menggunakan screw Conveyor (C-102), CKS dikirim ke bejana
gasifier.
2.8.2. Gasifikasi dan Reforming
Dari bagian penanganan umpan, CKS masuk kedalam unit gasifier (R-201).
Sedangkan hasil pembakaran yang berupa char dikirim ke char combustor (R-202).
Gasifier (R-201) yang digunakan dalam analisis ini adalah gasifier dengan
pemanasan tidak langsung yang bertekanan rendah. Gasifier ini didesain sebanyak 2
buah dengan struktur yang identik. Suhu operasi diatur pada 870°C dan tekanan
operasi 23 psia (1,565 atm).
Panas untuk reaksi-reaksi yang terjadi pada gasifier disuplai dengan
mensirkulasikan media pemanas (olivine) yang dibakar bersama char di dalam char
combustor (R-201). Dalam kasus ini, mediumnya adalah olivin sintetik, yang terdiri
atas magnesium silikat yang dikalsinasi (Enstatite [MgSiO3], Forsterite [Mg2SiO3],
dan Hematite [Fe2O3]).
Sejumlah kecil MgO (aliran 11) harus ditambahkan bersama olivine (aliran
12) untuk mencegah pembentukan aglomerasi (penggumpalan seperti kaca) yang
dihasilkan dari interaksi kalium dalam CKS dengan komponen silika. Tanpa
penambahan MgO, kalium akan membentuk gelas/kaca (K2SiO4) dengan silika
dalam sistem tersebut. K2SiO4 mempunyai titik lebur yang rendah (930 oF) dan
terbentuknya K2SiO4 tersebut akan menyebabkan media olivine menjadi lengket,
terjadi aglomerasi, dan cepat menjadi defluidisasi. Kadar abu dalam umpan
diasumsikan terdiri atas 0,2 % berat kalium. MgO ditambahkan sebanyak 2 kali
Tabel 2.6 Parameter Pengoperasian, Hasil dan Komposisi Gas
Variabel Gasifier Nilai
Tipe Gasifier BCL (Battelle Columbus Laboratory)
Temperatur Operasi 1598 oF (870 oC)
Tekanan Operasi 23 psia (1,6 bar)
Steam/umpan CKS 0.4 lb/lb CKS (basis kering) Olivine yang di-recycle 27 lb/lb CKS (basis kering) Komposisi gas sintesa % mol (kering)
H2 57,995
CO2 11,462
CO 15,514
H2O 0
CH4 13,921
C2H4 0,492
C2H6 0,459
C3H8 0,060
C3H6 0,094
C4H10 0,002
C4H8 0,002
H2S 0
Gas hasil sintesa 0,04 lb-mol gas kering/lb CKS (basis kering)
Char yang dihasilkan 0,470134526 lb/lb CKS (basis kering) Sumber : Technical Report NREL/TP-510-37408 May 2005
Catatan : Efisiensi gasifier didefenisikan sebagai energi pembakaran dari gas sintesis dibagi dengan energi pembakaran dari biomassa.
Steam bertekanan rendah (aliran 3) digunakan sebagai media gasifikasi yang
diperoleh dari siklus steam. Perbandingan steam untuk CKS adalah 0,4 lb steam/lb
CKS kering. Suhu char combustor di set pada 1800 oF (982,22 oC). Laju alir sirkulasi
olivine (aliran 9) adalah 27 lb olivine/lb CKS kering. Olivine segar (aliran12)
ditetapkan pada laju 0,11% dari laju sirkulasi untuk menutupi kehilangan Olivine
dari cyclone. Udara pembakaran dalam simulasi ini adalah 12% udara berlebih
(aliran 6 dan 7).
Pemisahan partikel dilakukan melalui cyclone separator (S-201, S-202, dan
S-203). Mayoritas dari olivine dan char (99,9% dari keduanya) dipisahkan dalam
cyclone (S-202) dan selanjutnya dikirim ke char combustor (R-202). Secondary gasifier cyclone (S-202) memisahkan 90% residu olivine dan char yang terbawa oleh
S-201. Combustor cyclone (S-203) memisahkan olivine (99,9%) dari pembakaran
gas dan olivine akan dikirim kembali menuju gasifier (R-201). Abu dan banyak
partikel pasir yang dipindahkan dikirim menuju tempat pengolahan limbah.
Gas dari secondary gasifier cyclone (S-202) akan dikirim ke unit reformer
(R-203). Dalam reaktor unggun fluidisasi mendidih (bubbling fluidized bed reactor)
ini, komponen CH4, C2H4, C2H6, C3H8, C3H6, C4H10, dan C4H8 akan dikonversi
menjadi CO dan H2. Dalam simulasi ini, persen konversi dari tiap-tiap komponen
akan di set dengan jumlah komponen yang dapat dilihat pada Tabel 2.7 tentang
performa rancangan dari reformer yang telah di verifikasi secara eksperimen dari
data yang dikumpulkan pada NREL’s bench-scale thermo-catalytic conversion
system dan NREL’s Thermochemical Pilot Process Development Unit (TCPDU).
Tabel 2.7 : Kinerja rancangan dari Reformer
Komponen % konversi menjadi CO & H2
CH4 20%
C2H4 50%
C2H6 90%
C3H8 60%
C3H6 60%
C4H10 70%
C4H8 70%
(Phillips, dkk, 2004)
Dalam rancangan ini, gas yang masuk kedalam reformer (R-203) adalah pada
suhu gasifier (870 oC) dan suhu gas keluaran reformer adalah 1383 oF (750,56 oC).
Sebelum menuju tahapan pembersihan, gas panas akan didinginkan sampai 300 oF
(148,9 oC) dengan alat penukar panas (H-201 dan H-202) yang terintegrasi dalam
siklus steam.
Setelah pendinginan langsung dari gas sintesis pada suhu 300 oF, dilanjutkan
dengan penambahan pendinginan yang dilakukan melalui Water Scrubbing (M-301
dan M-302). Scrubber juga menghilangkan impuritis seperti partikulat dan residu.
Sistem scrubbing terdiri dari Venturi Scrubber 302) dan Quench Chamber
(M-301). Quench water didinginkan melalui Heat Exchanger (H-301) dan disirkulasi
kembali menuju Venturi Scrubber (M-302) dan Quench Chamber (M-301). Laju alir
quench water ditentukan dengan menyesuaikan laju sirkulasi suhu keluar dari air
pendingin Heat Exchanger (H-301) yaitu sebesar 110 oF (43,33 oC). Kelebihan water
scrubber akan dikirim menuju fasilitas pengolahan air limbah. Jumlah air untuk scrubber sekitar 2 galon per menit dari kelebihan air untuk pabrik ukuran 2000 ton
material kering per hari (aliran 20). Untuk tujuan perancangan, kadar air dari aliran
lumpur (sludge) diatur pada 50% berat (aliran 29). Suhu pendinginan pada tahap
pembersihan gas sintesis adalah pada 140oF. Gas sintesis kemudian dimampatkan
atau dikompresi menggunakan 5 (lima) kompresor sentrifugal dengan pendingin
interstage (K-301A/B/C/D/E, S-301, S-302A/B/C/D/E, S-303, H-302A/B/C/D/E,
dan H-303). Kompresor yang dimodelkan masing-masing bagian mempunyai
efisiensi politropik 78% dan dengan suhu intercooler 140 oF.
2.8.4. Reforming, Shift, dan PSA
Pada proses ini terdapat jumlah yang sangat besar dari CO, CH4 dan
hidrokarbon lainnya dalam menghasilkan gas sintesis, sehingga komponen ini harus
mengalami konversi melalui mekanisme sistem reaksi reforming (CnHm + H2O
(n+m/2)H2 + nCO) dan reaksi shift conversion (CO + H2O CO2 +H2). Reforming
adalah reaksi utama dalam steam reformer (R-401). Reaksi reforming adalah sangat
endotermis dan diuapkan dengan suhu yang tinggi dan pada tekanan rendah.
Sedangan proses shift reaction (R-402 dan R-403) terjadi pada unit Reaktor High
Temperature Shift (HTS) dan Low Temperature Shift (LTS), dimana reaksi berjalan
eksotermis dan biasanya beroperasi pada suhu rendah dan pada perbandingan steam
tinggi. Steam reformer (R-401) terdiri atas tabung yang diisi dengan katalis, yang
dikelilingi oleh suatu tungku yang menyediakan kebutuhan panas untuk reaksi
endotermis. Komponen utama dari tungku perapian (furnace) ini meliputi suatu