PERBAIKAN METODE KERJA PADA STASIUN PEMBUATAN SANDARAN SPRING BED DI PT. CAHAYA KAWI ULTRA
POLYINTRACO
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Penulisan Tugas Sarjana
Oleh :
Elfrida Inneke Lamtama br Sihombing NIM. 050403085
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
PERBAIKAN METODE KERJA PADA STASIUN PEMBUATAN SANDARAN SPRING BED DI PT. CAHAYA KAWI ULTRA
POLYINTRACO
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Penulisan Tugas Sarjana
Oleh :
Elfrida Inneke Lamtama br Sihombing NIM. 050403085
Disetujui oleh :
Dosen Pembimbing I, Dosen Pembimbing II,
(Prof.Dr.Ir.A.Rahim Matondang, MSIE) (Buchari, ST, M.Kes)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa yang
memberi kesempatan kepada penulis untuk dapat menyelesaikan laporan tugas
akhir ini.
Penyusunan laporan tugas akhir ini merupakan tahap lanjutan setelah
melakukan penelitian pendahuluan di PT. Cahaya Kawi Ultra Polyintraco, dimana
tugas akhir merupakan salah satu syarat mutlak yang harus dilalui untuk dapat
menyelesaikan perkuliahan di Fakultas Teknik USU.
Laporan tugas akhir ini berjudul ”Perbaikan Metode Kerja pada Stasiun
Pembuatan Sandaran Spring Bed di PT Cahaya Kawi Ultra Polyintraco”.
Akhirnya, dengan keterbatasan yang ada penulis menyadari bahwa
penyusunan laporan ini masih jauh dari kesempurnaan dan masih memerlukan
perbaikan dan penyesuaian lebih lanjut. Untuk itu penulis mengharapkan kritik
atau saran yang membangun dalam penyempurnaan laporan ini.
UNIVERSITAS SUMATERA UTARA
Medan, Januari 2011
UCAPAN TERIMA KASIH
Penulis menyadari bahwa selama menyelesaikan Laporan Tugas Sarjana
ini, penulis banyak mendapat bantuan dari berbagai pihak, untuk itu pada
kesempatan ini penulis tidak lupa mengucapkan terima kasih yang
sebesar-besarnya kepada :
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara dan Bapak Ir. Ukurta Tarigan
selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas
Sumatera Utara yang telah memberikan izin pelaksanaan Tugas Sarjana ini
dan dukungan serta perhatian yang diberikan kepada penulis.
2. Bapak Prof. Dr. Ir. A. Rahim Matondang MSIE selaku Dosen Pembimbing I,
yang telah memberikan bimbingan dan arahan dalam menyelesaikan laporan
ini.
3. Bapak Buchari, ST, M.Kes selaku Dosen Pembimbing II, yang telah
memberikan bimbingan dan arahan dalam menyelesaikan laporan ini.
4. Bapak Ir. Charil Harahap selaku manajer produksi PT. Cahaya Kawi Ultra
Polyintraco yang telah meluangkan waktunya untuk membantu penulis dan
Bapak Ir. Zul Hairi selaku manajer personalia yang telah memperbolehkan
penulis untuk melakukan penelitian.
5. Bapak, Mamak, kak Ester, Erika, Esty dan Sintong selaku keluarga yang
penyelesaian laporan ini. Melly dan Desy yang juga bagian dari keluargaku,
terimakasih untuk kehadiran kalian.
6. Teman-teman angkatan 2005 yang terus memberi dukungan dan semangat;
Lamriama, Bemvi yang menjadi rekan di pabrik, Lani, Sari, Budi Ramadhan,
Arih, Heliston, Deasy, Marnasib, Kristina, Juni, Antony, Rahmi, Pinem.
7. Saudara-saudari yang aku miliki dalam pelayanan UP Teknik; Rasdiana, Jepri,
Paman Doni, Trisna, Cahaya, K.Imelda, Elli, Cory, Grace.
8. Adek-adek angkatan 2006 yang memberikan dukungan dan semangat.
9. Adik-adik yang terkasih (Rencus, Roy, Maywanto, Enita, Katarina, Christofel,
Dedy, Dewi, Fitri, Yusnia, Mart dan Jurista) yang membantu dalam dukungan
doa dan moril dalam penyelesaian laporan ini.
10.Saudari-saudari terkasih (K’Eva, Febrin, Naria, Locce, Adrianto dan
Jhontavolta) yang turut membantu dalam dukungan doa dan semangat.
11.Teman-teman SMA N 01 Kabanjahe (Sinta, Roy), August yang mendukung
untuk tetap maju.
12.B.Tumijo, K. Dina, K, Ani, B. Normansyah selaku pegawai jurusan yang
memberikan dukungan dan bantuan. Juga K.Rahma dan B. Kumis selaku
pegawai perpustakaan jurusan.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Januari 2011
DAFTAR ISI
Bab Halaman
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv
ABSTRAK ... xv
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ……….. I-1
1.2. Perumusan Masalah ………... I-2
1.3. Tujuan Penelitian ………... I-3
1.3.1. Tujuan Umum... I-3
1.3.2. Tujuan Khusus... I-3
1.4. Keutamaan Penelitian……….…….………... I-3
1.5. Batasan Masalah dan Asumsi ……….………. I-4
1.6. Sistematika Penulisan Tugas Akhir………... I-5
DAFTAR ISI (lanjutan)
Bab Halaman
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan... II-1
2.2. Lokasi Perusahaan... II-2
2.3. Ruang Lingkup Bidang Usaha... . II-2
2.4. Organisasi dan Manajemen Perusahaan ... ... II-3
2.4.1. Struktur Organisasi... II-3
2.4.2. Uraian Tugas dan Tanggung Jawab... II-3
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja... II-4
2.4.3.1. Jumlah Tenaga Kerja... II-4
2.4.3.2. Jam Kerja... II-6
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya... II-7
2.4.4.1. Sistem Pengupahan... II-8
2.4.4.2. Fasilitas Pendukung... II-9
2.5. Proses Produksi ... ... II-10
2.5.1. Bahan Yang Digunakan... II-10
2.5.1.1. Bahan Baku... II-10
2.5.1.2. Bahan Tambahan... II-13
2.5.1.3. Bahan Penolong... II-14
DAFTAR ISI (lanjutan)
Bab Halaman
2.5.2.1. Pembuatan Sandaran Spring Bed... II-15
2.5.2.2. Pembuatan Matras Spring Bed... II-16
2.5.2.3. Pembuatan Dipan Spring Bed... II-18
2.6. Mesin dan Peralatan ... ... II-20
2.6.1. Mesin Produksi... II-20
2.6.2. Peralatan Produksi... II-22
2.7. Utilitas (Utility)... II-22
2.8. Safety and Fire Protection... II-23
2.9. Waste Treatment... II-23
2.10. Maintenance... II-24
III LANDASAN TEORI
3.1. Teknik Tata Cara Kerja... III-1
3.2. Peta Kerja... III-1
3.2.1. Simbol-Simbol yang Dipakai Untuk Pembuatan
Peta Kerja... III-2
3.2.2. Macam-Macam Peta Kerja... III-4
3.3. Studi Gerakan... III-5
3.3.1. Prinsip-Prinsip Ekonomi Gerakan... III-10
Bab Halaman
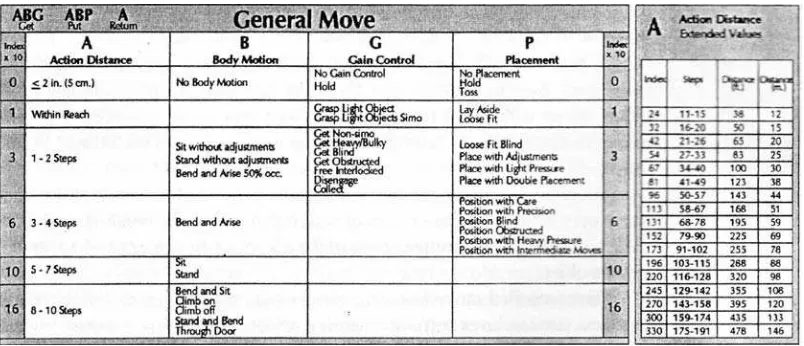
3.5. Maynard Operation Sequence Technique ... III-14
3.6. Pengukuran Kerja ... III-26
3.6.1. Stopwatch Time Study... III-26
3.6.2. Penyesuaian... III-28
3.6.3. Metode Sederhana Untuk Menetapkan Jumlah
Pengamatan... III-29
3.6.4. Perhitungan Waktu Standar pada Metode MOST III-30
3.7. Kelonggaran (Allowance)... III-30
IV METODOLOGI PENELITIAN
4.1. Lokasi dan Obyek Penelitian... IV-1
4.2. Variabel Penelitian... IV-1
4.3. Sifat Penelitian... IV-1
4.4. Kerangka Konsep... IV-2
4.5. Metode Pengambilan Populasi... IV-2
4.6. Metode Pengumpulan Data... IV-2
4.6.1. Data Primer... IV-3
4.6.1.1. Waktu Baku... IV-3
4.6.2. Data Sekunder... IV-5
4.7. Metode Pengolahan Data... IV-5
4.8. Metode Analisis Data... IV-4
Bab Halaman
V PENGUMPULAN DAN PENGOLAHAN DATA
4.9. Instrumen Penelitian... IV-4
4.10. Kesimpulan dan Saran... IV-4
5.1. Pengumpulan Data... V-1
5.1.1. Data Primer... V-1
5.1.1.1. Data Pengukuran Secara Langsung Waktu
Kerja Pembuatan Sandaran... V-2
5.1.2. Data Sekunder... V-17
5.2. Pengolahan Data... V-18
5.2.1. Penghitungan Waktu Standar Metode Kerja Awal
dengan metode MOST ... V-18
5.2.2. Perancangan Metode Kerja Usulan... V-24
5.2.3. Penghitungan Waktu Standar Metode Kerja Usulan
dengan metode MOST... V-31
VI PEMBAHASAN
6.1. Analisis Terhadap Metode Kerja Awal ... VI-1
6.2. Analisis Terhadap Waktu Standar Metode Kerja Awal ... VI-2
6.3. Analisis Terhadap Metode Kerja Usulan ... VI-3
6.4. Analisis Terhadap Waktu Standar Metode Kerja
Usulan... VI-3
Aktual... VI-4
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
DAFTAR TABEL
Tabel Halaman
2.1. Alokasi Tenaga Kerja pada PT. Cahaya Kawi Ultra
Polyintraco ... II-5
2.2. Jam Kerja PT. Cahaya Kawi Ultra Polyintraco ... II-7
2.3. Daftar Mesin Yang Digunakan PT. Cahaya Kawi
Ultra Polyintraco ... II-21
2.4. Daftar Peralatan Yang Digunakan PT. Cahaya Kawi
Ultra Polyintraco ... II-22
3.1. Lambang-Lambang Therblig ... III-7
3.2. Data Indeks untuk Urutan Gerakan Umum... V-17
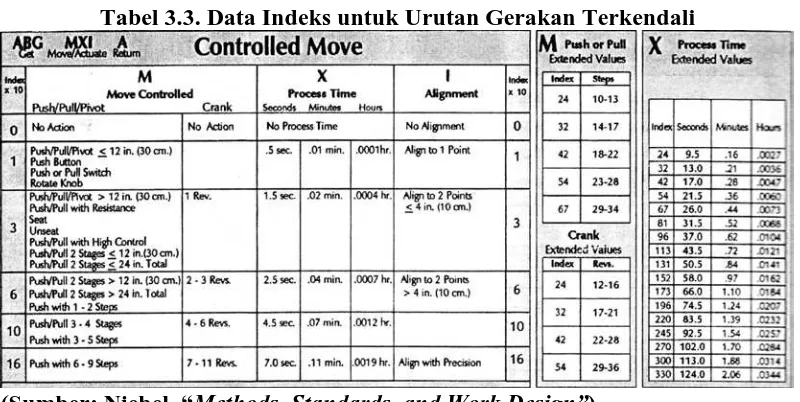
3.3. Data Indeks untuk Urutan Gerakan Terkendali... III-20
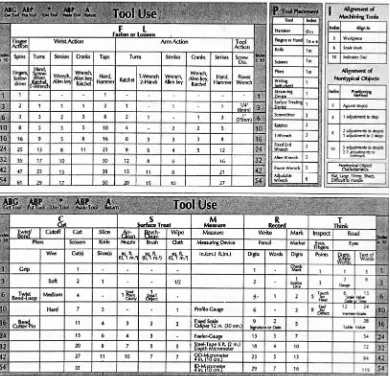
3.4. Data Indeks untuk Urutan Pemakaian Peralatan... III-22
5.1. Pengukuran Waktu Operasi (menit) Pembuatan Sandaran... V-3
5.2. Uji Kecukupan Data Waktu (menit) Pembuatan Sandaran... V-4
5.3. Perhitungan Waktu Normal... V-5
5.4. Perhitungan Waktu Baku Aktual dengan Metode MOST... V-20
5.5. Perhitungan Waktu Baku Usulan dengan Metode MOST... V-35
6.1. Perbandingan Metode Kerja Sekarang dan Metode Kerja
DAFTAR GAMBAR
Gambar Halaman
2.1. Struktur Organisasi PT. Cahaya Kawi Ultra Polyintraco... III-4
4.1. Kerangka Konsep ... IV-2
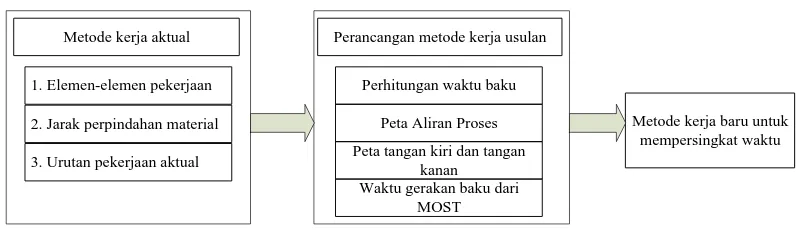
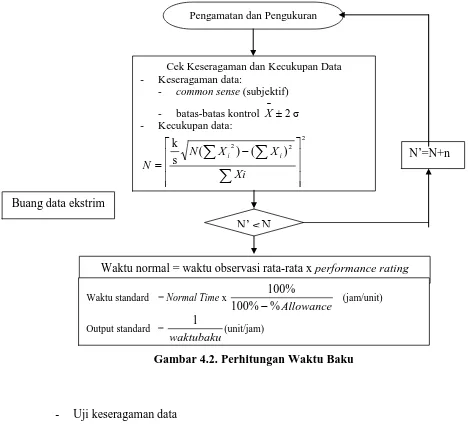
4.2. Perhitungan Waktu Baku... IV-6
4.3. Blok Diagram Metodologi Penelitian ... IV-10
5.1. Sketsa Tempat Kerja Operator Stasiun Perakitan Sandaran
Spring Bed ... V-2
5.2. Peta Tangan Kiri dan Tangan Kanan Proses Perakitan
Sandaran Spring Bed ... V-12
5.3. Peta Aliran Proses Perakitan Sandaran Spring Bed ... V-13
5.4. Peta Tangan Kiri dan Tangan Kanan Usulan Proses
Perakitan Sandaran Spring Bed ... V-30
DAFTAR LAMPIRAN
Halaman
Lampiran I. Tabel Allowance Rekomendasi ILO ... L – 1
Lampiran II. Struktur Organisasi dan Uraian Tugas. ... L – 2
Abstrak
Penelitian ini dilakukan di PT Cahaya Kawi Ultra Polyintraco pada bagian pembuatan sandaran springbed. Operator pada bagian pembuatan sandaran spring
bed menggunakan fasilitas kerja manual. Jumlah sandaran spring bed yang
dihasilkan dalam 1 hari masih belum mencapai target perusahaan. Setelah dilakukan analisis diketahui bahwa penyebab terjadinya waktu untuk menyelesaikan pekerjaan yang lama adalah adanya gerakan-gerakan yang kurang efisien dan produktif yang dilakukan operator. Tujuan penelitian ini adalah menganalisa elemen gerakan aktual dengan menghindari atau menghilangkan elemen gerakan yang tidak produktif dan mengajukan elemen gerakan baru yang lebih efisien. Secara sederhana proses pengerjaan pada perakitan sandaran
springbed terdiri atas pemotongan, pengeboran, perekatan, pembungkusan dan
pemasangan kaki.
Rancangan perbaikan dibahas dengan menggunakan metode pengukuran waktu secara tidak langsung dengan metode MOST (Maynard Operation Sequence Technique). Waktu baku pada kondisi aktual diperhitungkan dengan melakukan pengukuran stopwatch. Pengukuran waktu baku menggunakan tingkat ketelitian 5% dan tingkat keyakinan 95% bagi pengolahan data. Data dikumpulkan dengan melakukan pengamatan langsung dilapangan, wawancara dengan karyawan, mencatat dari laporan dan arsip perusahaan serta mencari referensi dari penelitian sebelumnya.
Berdasarkan hasil analisa dan perhitungan, untuk mendapatkan waktu baku yang lebih singkat elemen gerakan yang dilakukan didapatkan perbandingan antara kondisi awal dengan kondisi usulan. Pada kondisi awal waktu perakitan adalah 45,93 menit, terdapat 63 elemen kegiatan yang terdiri dari 25 kegiatan operasi dan 38 kegiatan transportasi. Pada waktu baku untuk perakitan setelah perbaikan adalah 35,64 menit, terdapat 47 elemen kegiatan yang terdiri dari 19 kegiatan operasi dan 28 kegiatan transportasi. Maka selisih waktu baku adalah 28.12 menit per produk, dengan pengurangan 16 elemen kegiatan yakni 6 kegiatan operasi dan 10 kegiatan transportasi. Sedangkan hasil out put perakitan ada peningkatan dari kondisi awal 9 produk sandaran menjadi 11 produk sandaran setelah diadakan perbaikan metode kerja.
Abstrak
Penelitian ini dilakukan di PT Cahaya Kawi Ultra Polyintraco pada bagian pembuatan sandaran springbed. Operator pada bagian pembuatan sandaran spring
bed menggunakan fasilitas kerja manual. Jumlah sandaran spring bed yang
dihasilkan dalam 1 hari masih belum mencapai target perusahaan. Setelah dilakukan analisis diketahui bahwa penyebab terjadinya waktu untuk menyelesaikan pekerjaan yang lama adalah adanya gerakan-gerakan yang kurang efisien dan produktif yang dilakukan operator. Tujuan penelitian ini adalah menganalisa elemen gerakan aktual dengan menghindari atau menghilangkan elemen gerakan yang tidak produktif dan mengajukan elemen gerakan baru yang lebih efisien. Secara sederhana proses pengerjaan pada perakitan sandaran
springbed terdiri atas pemotongan, pengeboran, perekatan, pembungkusan dan
pemasangan kaki.
Rancangan perbaikan dibahas dengan menggunakan metode pengukuran waktu secara tidak langsung dengan metode MOST (Maynard Operation Sequence Technique). Waktu baku pada kondisi aktual diperhitungkan dengan melakukan pengukuran stopwatch. Pengukuran waktu baku menggunakan tingkat ketelitian 5% dan tingkat keyakinan 95% bagi pengolahan data. Data dikumpulkan dengan melakukan pengamatan langsung dilapangan, wawancara dengan karyawan, mencatat dari laporan dan arsip perusahaan serta mencari referensi dari penelitian sebelumnya.
Berdasarkan hasil analisa dan perhitungan, untuk mendapatkan waktu baku yang lebih singkat elemen gerakan yang dilakukan didapatkan perbandingan antara kondisi awal dengan kondisi usulan. Pada kondisi awal waktu perakitan adalah 45,93 menit, terdapat 63 elemen kegiatan yang terdiri dari 25 kegiatan operasi dan 38 kegiatan transportasi. Pada waktu baku untuk perakitan setelah perbaikan adalah 35,64 menit, terdapat 47 elemen kegiatan yang terdiri dari 19 kegiatan operasi dan 28 kegiatan transportasi. Maka selisih waktu baku adalah 28.12 menit per produk, dengan pengurangan 16 elemen kegiatan yakni 6 kegiatan operasi dan 10 kegiatan transportasi. Sedangkan hasil out put perakitan ada peningkatan dari kondisi awal 9 produk sandaran menjadi 11 produk sandaran setelah diadakan perbaikan metode kerja.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Seiring konsumen pengguna springbed yang begitu positif dan terus
diminati, permintaan pasar terhadap springbed semakin meningkat. Maka
tantangan untuk menghasilkan produk dengan mutu dan harga yang bersaing
dibutuhkan untuk menghadapi persaingan pasar. PT Cahaya Kawi Ultra
Polyintraco didirikan pada tahun 1989 adalah salah satu perusahaan yang
memproduksi spring bed dengan merek dagang big land. Sebagai perusahaan
industri, maka perbaikan diperlukan untuk tetap bertahan. Kondisi nyata yang
terjadi sekarang dimana proses produksi pada bagian pembuatan sandaran spring
bed secara keseluruhan dikerjakan oleh manusia. Jumlah sandaran spring bed
yang dihasilkan dalam 1 hari masih belum mencapai target perusahaan.
Setelah dilakukan analisis terhadap keadaan tersebut maka diketahui
bahwa penyebab terjadinya waktu untuk menyelesaikan pekerjaan yang lama
adalah adanya gerakan-gerakan yang kurang efisien dan produktif yang dilakukan
operator, seperti gerakan yang seharusnya dapat dikombinasikan dilakukan
terpisah. Pada aliran proses terlihat kegiatan transportasi seperti perpindahan
material dengan frekuensi yang sering dan jarak perpindahan yang jauh, adanya
pergerakan operator yang harus berjalan dari satu lokasi ke lokasi kerja yang lain
Kondisi ini tentu tidak sesuai dengan metode kerja yang efisien dan efektif
dengan tujuan akhir adalah waktu penyelesaian pekerjaan akan lebih singkat
melalui tata cara pengerjaan yang lebih sederhana, pengurangan keletihan dan tata
ruang kerja yang mampu memberikan suasana lingkungan kerja yang nyaman dan
aman. Maka untuk mengatasi masalah tersebut akan dilakukan pengukuran waktu
standar untuk metode kerja yang sekarang pada bagian pembuatan sandaran
spring bed. Kemudian akan dilakukan perbaikan metode kerja pada saat proses
produksi. Setelah dilakukan perbaikan metode kerja maka dilakukan pengukuran
waktu standar yang baru untuk metode kerja yang baru. Kemudian akan dianalisis
apakah perbaikan metode kerja tersebut memberi pengaruh terhadap waktu
operasi, dan output standar daripada operator. Pengukuran waktu standar akan
dilakukan dengan menggunakan metode pengukuran tidak langsung yaitu metode
Maynard Operations Sequence Technique (MOST).
1.2. Perumusan Masalah
Beberapa kondisi yang terjadi di PT. Cahaya Kawi Ultra Polyintraco,
antara lain:
1. Adanya gerakan-gerakan yang tidak memberi nilai tambah yang
dilakukan oleh operator.
2. Adanya gerakan yang seharusnya dapat dikombinasikan dilakukan
secara terpisah.
Berdasarkan kondisi diatas maka rumusan masalah dalam penelitian ini
bagaimana merancang metode kerja yang dapat menghilangkan gerakan yang
tidak memberi pertambahan nilai yang pada akhirnya dapat mempersingkat waktu
standar.
1.3. Tujuan Penelitian 1.3.1. Tujuan Umum
Adapun tujuan umum dari penelitian ini adalah menganalisa metode kerja
lama dan melakukan perbaikan metode kerja yang dilakukan oleh operator untuk
mempersingkat waktu pengerjaan produk.
1.3.2. Tujuan Khusus
Adapun tujuan khusus dari penelitian ini adalah:
1. Menganalisis gerakan-gerakan yang tidak memberi nilai tambah yang
dilakukan oleh operator.
2. Merancang metode kerja.
3. Membandingkan metode kerja aktual dengan metode kerja usulan dari waktu
operasi.
1.4. Keutamaan Penelitian
Keutamaan penelitian ini adalah sebagai berikut:
1. Bagi Mahasiswa
a. Menerapkan teori ergonomi dan perencanaan, perancangan dan pembakuan
b. Mendapatkan peluang untuk dapat memecahkan dan mencari solusi
permasalahan-permasalahan di perusahaan dari sudut pandang akademis.
2. Bagi Perusahaan
a. Memberikan masukan kepada pihak perusahaan dalam menghadapi masalah
perbaikan metode kerja untuk meminimumkan waktu standar.
3. Bagi Institusi
Sebagai bahan referensi untuk penelitian selanjutnya dalam mencari solusi
terbaik perbaikan metode kerja untuk meminimumkan waktu standar.
1.5. Batasan Masalah dan Asumsi
Penelitian dilakukan dalam batasan-batasan tertentu, antara lain:
1. Penelitian difokuskan hanya pada stasiun pembuatan sandaran spring bed.
2. Penelitian ini bertujuan memperbaiki metode kerja pada stasiun pembuatan
sandaran spring bed dengan tidak memperhitungkan biaya yang harus
dikeluarkan oleh perusahaan.
3. Pengukuran waktu standar dengan menggunakan metode MOST.
4. Tidak mengubah tata letak fasilitas.
Asumsi yang digunakan dalam penelitian ini antara lain:
1. Operator memiliki kemampuan rata-rata.
2. Kebutuhan terhadap bahan baku dan fasilitas selalu tersedia.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang dalam penulisan tugas akhir ini adalah sebagai berikut :
JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR
UCAPAN TERIMA KASIH
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR LAMPIRAN
RINGKASAN
BAB I PENDAHULUAN
Pada bab ini diuraikan mengenai latar belakang permasalahan,
rumusan permasalahan, tujuan penelitian, manfaat penelitian,
batasan dan asumsi yang digunakan, alat dan bahan yang
digunakan serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Pada bab ini diuraikan secara umum atribut perusahaan yang
menjadi objek studi diantaranya sejarah perusahaan, ruang lingkup
bidang usaha, struktur organisasi, uraian tugas dan tanggung
jawab, tenaga kerja perusahaan, sistem pengupahan yang berlaku
spesifikasi produk, uraian proses produksi dan mesin serta
peralatan yang digunakan.
Bab III LANDASAN TEORI
Pada bab ini diuraikan mengenai tinjauan-tinjauan kepustakaan
yang berisi teori-teori yang mendukung permasalahan, teori
tentang ergonomi, teori tentang teknik tata cara kerja, teori tentang
peta kerja, teori tentang MOST dan teori pendukung lainnya.
Bab IV METODOLOGI PENELITIAN
Pada bab ini berisi metodologi yang digunakan untuk mencapai
tujuan penelitian meliputi tahapan-tahapan penelitian dan
penjelasan tiap tahapan secara ringkas disertai diagram alirnya.
Bab V PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini memuat data-data hasil penelitian yang diperoleh dari
hasil pengamatan dan pengukuran yang dilakukan di lapangan
sebagai bahan untuk melakukan pengolahan data yang digunakan
sebagai dasar pada pemecahan masalah.
Bab VI ANALISIS PEMECAHAN MASALAH
Pada bab ini memuat analisis dan pembahasan hasil dari
pengolahan data dengan cara membandingkan dengan teori-teori
yang ada. Disamping itu memuat tentang kekurangan-kekurangan
pada metode kerja yang lama pada stasiun pembuatan sandaran
sehingga metode kerja yang baru untuk meningkatkan
Bab VII KESIMPULAN DAN SARAN
Pada bab ini berisikan kesimpulan yang dapat diambil oleh penulis
dari hasil penelitian ini serta rekomendasi saran-saran yang perlu
bagi perusahaan.
DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Cahaya Kawi Ultra Polyintraco terletak di Jl. Eka Surya Gg. Sidodadi
Lingk. XXII Kelurahan Gedung Johor, Deli Tua, Medan didirikan pada tahun
1989. Perusahaan ini merupakan salah satu anak perusahaan dari PT. Cahaya
Buana Group. Induk perusahaan ini bernama PT. Cahaya Buana Intitama yang
mempunyai filosofi unggul berkarya dan puas bekerjasama. Induk perusahaan ini
berlokasi di daerah Bogor, Jawa Barat. PT. Cahaya Buana Group memiliki empat
jenis anak perusahaan yang bergerak di bidang manufacturing, trading,
distributor, dan retail.
PT. Cahaya Kawi Ultra Polyintraco merupakan anak perusahaan dari PT.
Cahaya Buana Group yang bergerak di bidang manufacturing, dimana perusahaan
ini memproduksi spring bed dengan merek dagang Big Land.
PT. Cahaya Buana Group mempunyai tekad untuk menjadi perusahan
furniture yang memimpin pasar dan memiliki citra positif serta kondusif bagi
semua pihak sehingga diakui sebagai aset nasional. Big Land Spring bed yang
merupakan produk dari PT. Cahaya Kawi Ultra Polyintraco merupakan anggota
dari Internasional Sleep Products Association (ISPA) yang merupakan lembaga
2.2. Lokasi Perusahaan
PT. Cahaya Kawi Ultra Polyintraco terletak di Jl. Eka Surya Gg. Sidodadi
Lingk. XXII Kelurahan Gedung Johor, Deli Tua, Medan.
2.3. Ruang Lingkup Bidang Usaha
PT. Cahaya Kawi Ultra Polyintraco memfokuskan usahanya pada
pembuatan spring bed. Spring bed yang diproduksi merupakan tempat tidur yang
siap dipasarkan kepada konsumen langsung maupun distributor dengan daerah
pemasaran di seluruh Sumatera Utara dengan fokus utama di daerah kota Medan,
Aceh, Sibolga, Padang Sidempuan, Nias, Kisaran, Rantau Prapat, Tanjung Balai.
Selain itu, PT. Cahaya Kawi Ultra Polyintraco juga menjadi distributor
produk-produk furniture seperti kursi kantor, meja belajar, lemari pakaian dan
sebagainya.
Perusahaan ini berproduksi berdasarkan pesanan dari konsumen (make to
order). Spring bed Big Land terdiri dari empat jenis, yaitu:
1. Platinum Pillowtop
2. Golden
3. Deluxe
4. Silver
Perbedaan dari keempat jenis spring bed ini terletak pada jenis kain yanag
digunakan, banyaknya sisipan yang digunakan dan ketebalan kain quilting yang
Selain di Medan, PT. Cahaya Kawi Ultra Polyintraco juga memiliki kantor
perwakilan di daerah-daerah lain di Indonesia meliputi Bogor, Padang,
Palembang, Jakarta, dan lain-lain.
2.4. Organisasi dan Manajemen Perusahaan 2.4.1. Struktur Organisasi
Struktur organisasi yang digunakan PT. Cahaya Kawi Ultra Polyintraco
adalah berbentuk campuran (lini dan fungsional). Struktur organisasi bentuk lini
dapat dilihat dengan adanya pembagian tugas, wewenang dan tanggung jawab
dari pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya
dalam bidang pekerjaan tertentu secara langsung, serta pemberian wewenang dan
tanggung jwab yang bergerak vertikal ke bawah dengan pendelegasian yang tegas
melalui jenjang hirarki yang ada. Struktur organisasi fungsional dapat dilihat
dengan adanya pemisahan/pembagian tugas, pendelegasian wewenang serta
pembatasan tanggung jawab yang tegas pada setiap bidang yaitu produksi,
personalia, dan pemasaran berdasarkan fungsinya masing-masing dalam struktur
organisasinya. Hal ini dibuat sesuai dengan kebutuhan serta kelancaran dan
kemajuan usaha organisasi dalam mencapai tujuan perusahaan. Struktur
organisasi PT. Cahaya Kawi Ultra Polyintraco dapat dilihat pada Lampiran 2.
2.4.2. Uraian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan personil yang
mempunyai tugas dan tanggung jawab sesuai dengan jabatannya. Tanggung jawab
yang diberikan harus seimbang dengan wewenang yang diterima.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja 2.4.3.1. Jumlah Tenaga Kerja
Jumlah tenaga kerja pada PT. Cahaya Kawi Ultra Polyintraco sebanyak 85
orang, yang terdiri dari staf dan karyawan. Yang dapat digolongkan staf pekerja
pada tingkat kepala divisi dan kepala bagian (supervisor) dan yang digolongkan
sebagai karyawan adalah pekerja langsung pada bagian produksi juga termasuk
satpam. Status karyawan dalam perusahaan ini dibagi atas dua jenis berdasarkana
frekuensi penggajiannya, yaitu:
1. Karyawan bulanan dengan gaji yang dibayar sekali dalam sebulan sesuai
dengan klasifikasi skala penggajian yang dibagi-bagi dalam golongan
tertentu. Yang termasuk karyawan bulanan adalah direktur sampai dengan
supervisor.
2. Karyawan mingguan dengan gaji yang dibayar dua minggu sekali. Yang
termasuk karyawan mingguan adalah semua karyawan baik dari karyawan
gudang sampai dengan karyawan bagian accounting.
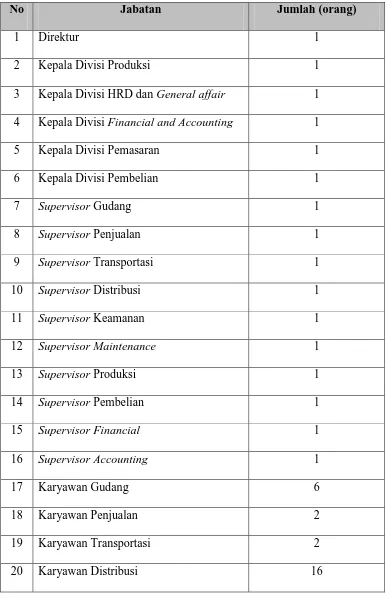
Perincian jumlah tenaga kerja yang ada di PT. Cahaya Kawi Ultra
Tabel 2.1. Alokasi Tenaga Kerja pada PT. Cahaya Kawi Ultra Polyintraco
No Jabatan Jumlah (orang)
1 Direktur 1
2 Kepala Divisi Produksi 1
3 Kepala Divisi HRD dan General affair 1
4 Kepala Divisi Financial and Accounting 1
5 Kepala Divisi Pemasaran 1
6 Kepala Divisi Pembelian 1
7 Supervisor Gudang 1
8 Supervisor Penjualan 1
9 Supervisor Transportasi 1
10 Supervisor Distribusi 1
11 Supervisor Keamanan 1
12 Supervisor Maintenance 1
13 Supervisor Produksi 1
14 Supervisor Pembelian 1
15 Supervisor Financial 1
16 Supervisor Accounting 1
17 Karyawan Gudang 6
18 Karyawan Penjualan 2
19 Karyawan Transportasi 2
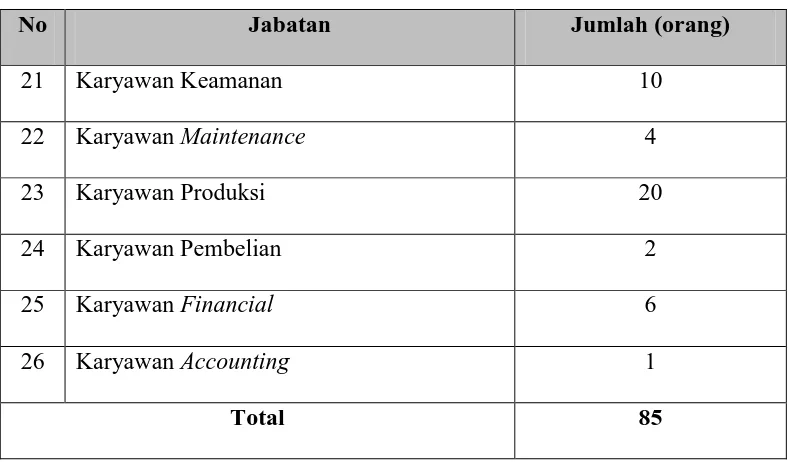
Tabel 2.1. Alokasi Tenaga Kerja pada PT. Cahaya Kawi Ultra Polyintraco (Lanjutan)
No Jabatan Jumlah (orang)
21 Karyawan Keamanan 10
22 Karyawan Maintenance 4
23 Karyawan Produksi 20
24 Karyawan Pembelian 2
25 Karyawan Financial 6
26 Karyawan Accounting 1
Total 85
Sumber: PT. Cahaya Kawi Ultra Polyintraco
2.4.3.2. Jam Kerja
Pengaturan jam kerja pada PT. Cahaya Kawi Ultra Polyintraco
berdasarkan syarat kerja umum yaitu setiap pekerja mempunyai 7-8 jam kerja per
hari dan bekerja 6 hari dalam seminggu (senin sampai sabtu). Apabila waktu kerja
lebih dari 8 jam per hari maka jam kerja berikutnya terhitung sebagai lembur.
Pembagian jam kerja pada PT. Cahaya Kawi Ultra Polyintraco dapat dilihat pada
Tabel 2.2. Jam Kerja PT. Cahaya Kawi Ultra Polyintraco
Hari Jam Kerja Keterangan
Senin-Kamis
08.30 – 12.00 Kerja
12.00 – 13.00 Istirahat
13.00 – 17.00 Kerja
Jumat
08.30 – 12.00 Kerja
12.00 – 14.00 Istirahat
14.00 – 17.00 Kerja
Sabtu
08.00 – 12.00 Kerja
12.00 – 13.00 Istirahat
13.00 – 15.00 Kerja
Sumber: PT. Cahaya Kawi Ultra Polyintraco
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Unit organisasi yang terkait dalam sistem penggajian dan pengupahan
pada PT. Cahaya Kawi Ultra Polyintraco dilakukan dan ditangani oleh bagian
Finance and Accounting. Pengawasan sistem penggajian dan pengupahan terdiri
atas:
1. Prosedur pembuatan daftar gaji
2. Prosedur pembayaran gaji
PT. Cahaya Kawi Ultra Polyintraco menerapkan sistem pencatatan waktu
hadir dengan menggunakan clock card dan apabila clock card tersebut rusak,
maka pencatatan dilakukan secara manual oleh bagian satpam.
2.4.4.1. Sistem Pengupahan
Sistem penggajian pada PT. Cahaya Kawi Ultra Polyintraco bervariasi.
Untuk direktur sampai dengan supervisor penggajian dilakukan pada akhir
tanaggal setiap bulannya, sedangkan untuk karyawan mulai dari karyawan gudang
sampai karyawan accounting penggajian dilakukan setiap 2 minggu sekali.
Perusahaan juga memberikan upah lembur kepada karyawan yang bekerja diatas
jam kerja normal dengan perhitungan sebagai berikut:
1. Untuk Hari Biasa
a. Untuk satu jam lembur adalah
2 1
1 (satu setengah) x upah per jam.
b. Untuk dua jam berikutnya adalah 2 x upah per jam.
Dimana upah kerja lembur pe jam adalah 1/160 x gaji perbulan. Gaji
perbulan disesuaikan dengan UMR (Upah Minimum Regional).
2. Untuk Hari Besar/Libur
Perhitungan upah lembur bagi karyawan yang bekerja pada hari libur dan
hari besar adalah 2 x gaji per hari kerja biasa.
Selain gaji pokok dan upah lembur di atas, perusahaan juga memberikan
1. Tunjangan Hari Raya (THR)
Besarnya adalah tambahan satu bulan gaji bagi karyawan yang
mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan Selama Sakit
Diberikan kepada karyawan yang sedang dalam perawatan sakait dan tidak
dapat bekerja yanag dapat dinyatakan dengan keterangan dokter. Hanya
pekerja yang telah bekerja lebih dari 2 tahun yang mendapat tunjangan ini.
3. Tunjangan Insentif
Diberikan dengan cara ditambahkan ke dalam upah karyawan sesuai
dengan prestasi kerja yang ditunjukkan masing-masing karyawan.
2.4.4.2. Fasilitas Pendukung
Fasilitas lain yang diberikan perusahaan kepada karyawannya adalah:
1. Jaminan Sosial Tenaga Kerja (JAMSOSTEK) dan Asuransi Jiwa
JAMSOSTEK diberikan kepada karyawan mingguan, sedangkan bagi
karyawan bulanan diberikan asuransi jiwa dari Manulife. Walaupun
kecelakaan kerja sangat kecil, PT. Cahaya Kawi Ultra Polyintraco tetap
melaksanakan program keselamatan kerja bagi karyawannya melalui jasa
JAMSOSTEK.
2. Cuti
Lamanya cuti diberikan oleh perusahaan adalah 12 hari kerja setiap
2.5. Proses Produksi
2.5.1. Bahan Yang Digunakan 2.5.1.1. Bahan Baku
Bahan baku merupakan semua bahan yang digunakan sebagai bahan dasar
serta memiliki komposisi terbesar dalam pembuatan produksi dimana sifat dan
bentuknya akan mengalami perubahan. Bahan baku yang digunakan dalam
memproduksi spring bed adalah:
1. Papan tripleks
Papan tripleks yang digunakan memiliki ukuran 180 x 200 x 80 cm.
2. Rangka kayu
Rangka kayu yang digunakan ukuran 200 x 180 cm.
3. Per spiral
Per ini berbentuk lilitan kawat besar berbentuk spiral. Diameter yang
digunakan beragam dengan tinggi per 15 cm. Koefisien elastisitas per
yang dipakai adalah 2,2 N/m.
4. Kain quilting
Kain ini digunakan setelah busa dan matras. Fungsinya untuk menutup
busa. Untuk matras digunakan kain quilting yang ketebalannya 3 cm
sebanyak 2 x 180 x 200 cm, sedangkan untuk tabung digunakan kain
quilting dengan ketebalan 0,5 cm dan panjang sebesar 200 cm. Kain
quilting yang dipakai terbuat dari kain jaquar.
Benang ini digunakan untuk seluruh proses penjahitan baik penjahitan
kain quilting maupun penjahitan tabung dan matras. Benang nylon yang
digunakan untuk seluruh proses penjahitan sebanyak 24,835 cm.
6. Peluru HR-22
Peluru ini berfungsi untuk merekatkan hard pad dan rakitan per pada
matras dan dipan.
7. Lateks
Lateks berfungsi untuk merekatkan busa dengan kain quilting pada matras
dan dipan.
8. Hard pad
Hard pad merupakan pelpais rakitan per pertama yang berfungsi untuk
merredam per. Hard pad yang digunakan berukuran 2 x 200 cm x 180 cm
yaitu untuk bagian atas dan bawah rakitan per.
9. Kain blacu
Kain blacu digunakan sebagai penguat kain quilting pada saat proses
perekatan HR-22.
10.Per bulat
Per bulat digunakan dalah per oval dengan diameter 2,5 mm dan tinggi
sebesar 15 cm. Umur per diperkirakan sekitar 15 tahun dengan koefisien
2,2 N/m dan pengujian dilakukan oleh pihak supplier.
11.Per pinggir
Per pinggir yang digunakan adalah per pinggir dengan diameter 3,5 mm
dengan koefisien elastisitas sebesar 2,2 N/m dan pengujian dilakukan oleh
pihak supplier. Per pinggir diletakkan di sekeliling rakitan per bulat.
12.Kawat ulir
Kawat ulir yang digunakan memiliki diameter sebesar 1,4 mm yang
berfungsi sebagai penghubung antara per bulat yang satu dengan per bulat
lainnya dalam sebuah rakitan per.
13.Lis kawat
Lis kawat yang digunakan memiliki diameter 4,2 mm yang berfungsi
membingkai rakitan per agar menjadi lebih kokoh.
14.Busa A II
Busa yang digunakan memiliki daya fleksibilitas (density) 24 kg/m3
dengan ketebalan 4 cm.
15.Busa S II
Busa S II memiliki spesifikasi yang sama dengan busa A II, tetapi
memiliki tingkat kekerasan yang lebih rendah jika dibandingkan dengan
busa A II.
16.Plastik non woven
Plastik ini digunakan untuk menutup bagian belakang sandaran spring bed
dan bagian bawah dipan. Plastik non woven memiliki spesifikasi ketebalan
sebesar 1 mm.
17.Mur
2.5.1.2. Bahan Tambahan
Selain menggunakan bahan baku juga digunakan bahaan-bahan lain
sebagai bahan pelengkap dalam memudahkan proses dan meningkatkan kualitas
produk yang dihasilkan yang disebut dengan bahan tambahan. Bahan tambahan
yang ditambahkan pada produk sehingga menghasilkan suatu produk akhir yang
siap dipasarkan dapat berupa aksesoris atau kemasan. Bahan tambahan yang
digunakan dalam proses pembuatan spring bed adalah:
1. Label
Label Big Land digunakan untuk menyatakan merek dari spring bed tersebut.
2. Karton sudut
Digunakan untuk membungkus produk pada saat pengiriman.
3. Sticker
Mencantumkan spesifikasi dari spring bed.
4. Isolatip
Isolatip digunakan untuk merekatkan semua bahan tamabahan pada spring bed
5. Plastik mika
Digunakan untuk membungkus spring bed agar tidak kotor.
6. Plastik PE
Plastik PE dengan ketebalan sebesar 1 mm digunakan untuk membungkus
spring bed agar tidak kotor.
7. Kartu garansi
8. Lubang angin emas
Lubang angin emas digunakan agar terjadi pertukaran udara pada busa
sehingga busa tetap mengembang.
2.5.1.3. Bahan Penolong
Bahan penolong yaitu bahan yang ikut dalam proses tetapi tidak nampak
dalam produk akhir. PT. Cahaya Kawi Ultra Polyintraco tidak menggunakan
bahan penolong didalam proses pembuatan spring bed.
2.5.2. Uraian Proses Produksi
Secara umum proses pembuatan spring bed di PT. Cahaya Kawi Ultra
Polyintraco diklasifikasikan dalam 3 tahapan proses, yaitu:
A. Sandaran spring bed, terdiri dari beberapa stasiun yaitu:
1. Pemotongan
2. Perekatan
3. Pembungkusan
B. Matras spring bed, terdiri dari beberapa stasiun yaitu:
1. Perkitan per
2. Pemotongan
3. Penjahitan
4. Perekatan
5. Penjahitan lis
C. Dipan spring bed, terdiri dari beberapa stasiun yaitu:
1. Perakitan per
2. Pemotongan
3. Penjahitan kain quilting
4. Panjahitan lis
5. Perekatan
6. Pembungkusan
2.5.2.1. Pembuatan Sandaran Spring bed
1. Pemotongan
Tripleks dipotong secara manual dengan menggunakan gergaji tangan sesuai
dengan pola yang diinginkan. Tripleks lalu dilubangi untuk tempat meletakkan
kancing dengan mesin bor. Busa dipotong mengikuti pola rangka tripleks
dengan menggunakan pisau. Pada sisi-sisi busa dibuat goresan-goresan yang
digunakan sebagai pola didalam pemotongan kain oscar. Setelah itu, kain
oscar dipotong sesuai dengan spesifikasi yang diinginkan.
2. Perekatan
Busa yang telah dipola direkatkan pada rangka sandaran menggunakan lateks.
Kancing sebanyak 16 buah direkatkan dengan menggunakan benang nylon.
Kemudian direkatkan lagi kain oscar yang telah diberi busa dengan
menggunakan staples 3001J. Pada bagian tengah rangka yang telah di bor
3. Pembungkusan
Langkah terakhir adalah perekatan plastik mika dengan staples 3001J dan
pemasangan plastik produk non woven pada sisi belakang sandaran sambil
meletakkan kaki sandaran dengan mur sebanyak 4 buah. Kemudian
dilanjutkan dengan merekatkan plastik PE pada sisi depan sandaran dengan
isolatip.
2.5.2.2. Pembuatan Matras Spring bed
1. Perakitan per
Per bulat dirakit dengan kawat lilitan membentuk balok yang berukuran 200 x
180 x 15 cm dengan menggunakan 500 buah per bulat yang berdiameter 2,5
mm dan 3 kg kawat lilitan. Kemudian rakitan per tersebut ditambah dengan
per pinggir 500 buah dengan diameter 3,5 mm dan diberi kawat lis dengan
diameter 4,2 mm. Per pinggir ditempatkan pada sekeliling bagian luar rakitan
per dengan menggunakan gun CL-73. Fungsi dari penembakan gun CL-73 ini
adalah untuk menguatkan konstruksi per dan menambah kekuatan tekan.
2. Penjahitan kain quilting
Kain polos yang telah melalui proses quilting dijahit di mesin dengan ukuran
50 x 2,1 m, dipotong sesuai spesifikasi matras spring bed 6 kaki yaitu untuk
matras atas dan matras bawah memiliki 2 x (200 x 180 x 3) cm dan untuk
tabung 2 x (200 + 180) x 1 cm. Kemudian pemotongan kain blacu yang akan
dijahitkan pada ujung-ujung kain quilting sebanyak 2 buah @7,6 m untuk
menguatkan kain quilting pada saat penarikan dengan tembakan gun HR-22.
Setelah itu dilakukan pemotongan hard pad dengan ukuran luas sama dengan
maatras bawah dan atas. Kegunaan hard pad ini adalah untuk melapisi dan
meredam per. Pemotongan selanjutnya adalah pemotongan busa AII dan SII
dengan spesifikasi 2 x 200 x 180 x 4 cm untuk matras bawah dan atas serta
untuk tabung 2 x (200 + 180) x 4 cm. Busa AII bersifat lebih keras dibanding
busa SII sehingga didalam penggunaannya AII direkatkan dibawah atau yang
lebih dekat dengan per.
3. Penjahitan
Kain blacu dijahitkan disekeliling kain quilting.
4. Perekatan
Setelah rakitan per selesai selanjutnya melekatkan hard pad yang telah
dipotong pada sisi atas dengan tembakan gun HR-22. Setelah itu busa dan
kain quilting direkatkan dengan menggunakan lateks. Setelah selesai bagian
atas matras kemudian rakitan per dibalik untuk menyelesaikan rakitan bagian
bawah dan dilakukan hal yang sama seperti sebelumnya yaitu merekatkan
hard pad, busa dan kain quilting. Untuk bagian tabung yaitu sekeliling bagian
luar rakitan direkatkan busa dan kain quilting saja.
5. Penjahitan lis
Lis yang dimaksud disini adalah kain lis panah emas yang akan merekatkan
matras atas dan bawah dengan tabung. Kain lis dijahit dengan mesin corner
dari lubang angin emas ini adalah untuk menambah keindahan pada matras
spring bed serta memberikan sirkulasi udara sehingga busa tetap empuk.
6. Pembungkusan
Langkah terakhir adalah meletakkan label, kartu garansi dan kartun sudut.
Kartun sudut berfungsi agar sudut-sudut spring bed terlindungi pada saat
distribusi karena sudutnya sangat mudah rusak. Setelah itu dibungkus dengan
menggunakan plastik mika yang direkatkan dengan menggunakan isolatip.
Kemudian sticker ukuran diletakkan pada plastik mika.
2.5.2.3. Pembuatan Dipan Spring bed
1. Perakitan per
Per bulat dirakit dengan kawat lilitan membentuk 200 x 180 x 15 cm dengan
menggunakan 500 buah per bulat yang berdiameter 2,5 mm dan 3 kg kawat
lilitan. Kemudian rakitan per tersebut ditambah dengan per pinggir 50 buah
dengan diameter 3,5 dan diberi kawat lis dengan diameter 4,2 mm. Per pinggir
ditempatkan pada sekeliling bagian luar rakitan per dengan menggunakan gun
CL-73. Fungsi dari penambahan ini adalah untuk menguatkan konstruksi per
dan menambah kekuatan tekan.
2. Pemotongan
Pemotongan kain polos dengan ukuran 200 x 180 cm, kemudian kain polos
yang telah melalui proses quilting dengan ukuran 50 x 2,1 m dipotong sesuai
spesifikasi dipan spring bed 6 kaki yaitu 200 x 180 cm untuk matras atas dan
digunakan pemotongan kain non woven hitam dengan ukuran 200 x 180 cm.
Setelah itu dilakukan pemotongan hard pad dengan ukuran luas sama dengan
dipan. Kegunaan hard pad ini adalah untuk melapisi dan meredam per.
Pemotongan selanjutnya adalah pemotongan busa AII dan SII dengan
spesifikasi 200 x 180 x 4 cm untuk matras bawah dan atas serta untuk tabung
2 x (200 + 180) x 15 cm.
3. Penjahitan kain quilting
Kain quilting tabung dijahitkan ke kain quilting bagian atas dengan
menggunakan mesin jahit biasa.
4. Perekatan
Pada rangka dipan atas direkatkan kain polos dengan staples 3001J
selanjutnya per yang telah dirakit direkatkan dengan gun Bostitch. Kemudian
hard pad yang telah dipotong direkatkan pada sisi atas dengan menggunakan
gun HR-22. Setelah itu direkatkan busa dan kain quilting dengan
menggunakan lateks.
5. Penjahitan lis
Lis yang dimaksud disini adalah kain lis panah emas yang akan merekatkan
matras atas dan bawah dengan tabung. Kain lis dijahit dengan mesin corner
bersamaan dengan memasang lubang angin emas sebanyak 4 buah. Fungsi
dari lubang angin emas ini adalah untuk menambah keindahan pada matras
6. Pembungkusan
Langkah terakhir adalah meletakkan label, kartu garansi dan kartun sudut.
Kartun sudut berfungsi agar sudut-sudut spring bed terlindungi pada saat
distribusi karena sudutnya sangat mudah rusak. Setelah itu dibungkus dengan
plastik mika yang direkatkan dengan menggunakan staples sedangkan untuk
bagian bawah dipana direkatkan kain non woven dengan staples 300 J. Setelah
itu memasang kaki dipan dengan skrup. Kemudian sticker ukuran diletakkan
diatas plastik mika.
2.6. Mesin dan Peralatan
Mesin yang digunakan di PT. Cahaya Kawi Ultra Polyintraco sebagian
besar adalah buatan luar negeri seperti Cina, Taiwan, Jepang dan Italia. Namun
ada juga yang dibeli dari dalam negeri. Teknologi yang digunakan dalam
pelaksanaan proses produksi di pabrik tidaklah terotomatisasi, dimana seluruh
kegiatan melibatkan tenaga manusia sebagai operator yang mendesain,
mengoperasikan dan mengontrol jalannya proses produksi di pabrik. Dalam
penulisan laporan ini mesin didefenisikan sebagai alat pemindah daya, jadi hanya
berfungsi untuk mempermudah kerja.
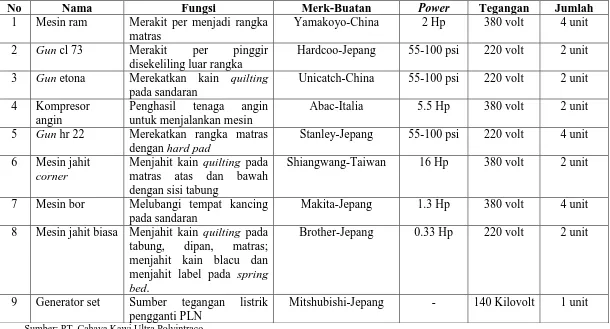
2.6.1. Mesin Produksi
Adapun mesin yang digunakan diperusahaan ini dalam pembuatan spring
Tabel 2.3. Daftar Mesin Yang Digunakan PT.Cahaya Kawi Uktra Polyintraco
No Nama Fungsi Merk-Buatan Power Tegangan Jumlah
1 Mesin ram Merakit per menjadi rangka
matras
Yamakoyo-China 2 Hp 380 volt 4 unit
2 Gun cl 73 Merakit per pinggir
disekeliling luar rangka
Hardcoo-Jepang 55-100 psi 220 volt 2 unit
3 Gun etona Merekatkan kain quilting
pada sandaran
Unicatch-China 55-100 psi 220 volt 2 unit
4 Kompresor
angin
Penghasil tenaga angin untuk menjalankan mesin
Abac-Italia 5.5 Hp 380 volt 2 unit
5 Gun hr 22 Merekatkan rangka matras
dengan hard pad
Stanley-Jepang 55-100 psi 220 volt 4 unit
6 Mesin jahit
corner
Menjahit kain quilting pada matras atas dan bawah dengan sisi tabung
Shiangwang-Taiwan 16 Hp 380 volt 2 unit
7 Mesin bor Melubangi tempat kancing
pada sandaran
Makita-Jepang 1.3 Hp 380 volt 4 unit
8 Mesin jahit biasa Menjahit kain quilting pada
tabung, dipan, matras; menjahit kain blacu dan menjahit label pada spring
bed.
Brother-Jepang 0.33 Hp 220 volt 2 unit
9 Generator set Sumber tegangan listrik
pengganti PLN
Mitshubishi-Jepang - 140 Kilovolt 1 unit
2.6.2. Peralatan Produksi
Peralatan yang digunakan pada perusahaan ini antara lain dapat dilihat
pada tabel 2.4.
Tabel 2.4. Daftar Peralatan Yang Digunakan PT.Cahaya Kawi Uktra Polyintraco
No Nama Fungsi Jumlah (unit)
1 Hand lift Memindahkan bahan baku atau
bahan jadi
4
2 Gergaji Memotong tripleks rangka sandaran 4
3 Tang potong hit Memotong kawat 4
4 Alat pelapis
kancing
Melapis kancing dengan kain atau plastik
2
5 Palu Memukul dalam pemasangan kaki
spring bed
4
6 Meteran Mengukur kain 4
7 Gunting Memotong busa 10
Sumber: PT. Cahaya Kawi Ultra Polyintraco
2.7. Utilitas (Utility)
Unit utilitas merupakan penunjang bagi unit lain pabrik atau merupakan
sarana penunjang untuk menjalankan suatu pabrik dari tahap awal sampai produk
akhir.
PT. Cahaya Kawi Ulta Polyintraco mempunyai utilitas sebagai berikut:
1. Energi Listrik yang diperoleh dari PLN dengan kebutuhan setiap bulan sekitar
30.000 KWH
2. Air, untuk kebutuhan penyediaan air didapat dari PDAM Tirtanadi dengan
2.8. Pengamanan dan Perlindungan Kebakaran (Safety and Fire Protection)
Pada umumnya pabrik memiliki resiko besar terhadap kebakaran demikian
pula PT. Cahaya Kawi Ultra Polyintraco belajar dari pengalaman terdahulu. Dari
pengalaman yang pernah, terjadi kebakaran diketahui dari adanya korsleting atau
terjadi hubungan singkat pada listrik.
Dalam hal ini faktor safety yang merupakan tindakan pengamanan, berupa
pencegahan terhadap bahaaya kebakaran yang mungkin timbul. Maka perusahaan
ini melakukannya dengan memisahkan letak bahan baku yang mudah terbakar
dengan sumber api.
Sedangkan yang dimaksud fire protection adalah tindakan perlindungan
terhadap sumber yang dapat mengakibatkan api. Pada perusahaan ini tindakan fire
protection yang dilakukan adalah dengan memberikan penutup pada panel listrik,
menyediakan racun api berupa alat pemadam api ringan, pada jarak tertentu
dilantai pabrik atau pada daerah yang mudah terjadi kebakaran seperti distasiun
pembuatan busa.
2.9. Pengolahan Limbah (Waste Treatment)
Setiap perusahaan perlu memperhatikan masalah limbah. Limbah yang
dihasilkan sepanjang proses produksi berlangsung terdiri dari potongan busa,
potongan kain quilting dan serpihan kawat. Masing-masing dikelola dengan cara
yang berbeda.
Limbah berupa potongan busa dan potongan kain quilting dijual kepada
limbah berupa serpihan kawat dikumpulkan ditempat penampungan sementara
yang selanjutnya dijual pada industri kecil dan hasil dari penjualan ini digunakan
perusahaan sebagai dana kemanusiaan tambahan untuk para karyawan.
2.10. Perawatan (Maintenance)
Maintenance meupakan proses perawatan terhadap mesin dan lat kerja
untuk mencegah terjadinya kerusakan dan kesalahan pada saat proses produksi
berlangsung. Perawatan ini ditujukan agar proses seluruh produksi dapat berjalan
dengan baik, sehingga tidak ada hambatan yang disebabkan oleh mesin atau
peralatan yang dapat mengakibatkan cacat pada produk dan keterlambatan waktu
penyelesaian produk yang berakibat pada keterlambatan waktu pengiriman.
Proses maintenance terbagi atas 2 jenis, maintenance yang dilakukan
secara berkala sesuai periode waktu tertentu, dan maintenance yang dilakukan
sebagia penanggulangan kerusakan. Pada perusahaan ini proses maintenance
dilakukan secara berkala hnaya saja frekuensinya masih sangat jarang yaitu
BAB III
LANDASAN TEORI
3.1. Teknik Tata Cara Kerja1
3.2. Peta Kerja
Teknik tata cara kerja adalah suatu ilmu yang terdiri dari teknik-teknik dan
prinsip-prinsip untuk mendapatkan rancangan (desain) terbaik dari sistem kerja.
Teknik-teknik dan prinsip-prinsip ini digunakan untuk mengatur
komponen-komponen sistem kerja yang terdiri dari manusia dengan sifat dan
kemampuan-kemampuannya, bahan, perlengkapan dan peralatan kerja, serta lingkungan kerja
sedemikian rupa sehingga dicapai tingkat efisiensi dan produktivitas yang tinggi
yang diukur dengan waktu yang dihabiskan, tenaga yang dipakai serta
akibat-akibat pikologis dan sosiologis yang ditimbulkannya. Maka dengan sederhana
dapat dikatakan bahwa teknik tata cara merupakan hasil perpaduan antara
teknik-teknik pengukuran waktu dan prinsip-prinsip studi gerakan.
2
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara
sistematis dan jelas. Adapun informasi yang diberikan melalui peta kerja adalah
semua langkah atau kejadian yang dialami oleh suatu benda kerja dari mulai
masuk kepabrik (berbentuk bahan baku) seperti transportasi, operasi mesin,
1
Iftikar Z. Sutalaksana, Teknik Tata Cara kerja, (Bandung,1979), hal 6.
pemeriksaan dan perakitan, sampai akhirnya menjadi produk jadi, produk
lengkap, atau merupakan bagian dari suatu produk lengkap.
Apabila studi dilakukan dengan seksama terhadap peta kerja, maka usaha
memperbaiki metode kerja dari suatu proses produksi akan lebih mudah
dilaksanakan. Perbaikan yang mungkin dilakukan, antara lain menghilangkan
operasi-operasi yang tidak perlu, menggabungkan suatu operasi dengan operasi
lainnya, menemukan suatu urutan-urutan kerja/proses produksi yang lebih baik,
menentukan mesin yang lebih ekonomis, menghilangkan waktu menunggu antara
operasi dan sebagainya. Pada dasarnya semua perbaikan tersebut ditujukan untuk
mengurangi biaya produksi secara keseluruhan dengan demikian, peta ini
merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga
mempermudah dalam perencanaan perbaikan kerja.
3.2.1. Simbol-Simbol yang Dipakai Untuk Pembuatan Peta Kerja
Simbol-simbol aktivitas yang telah dilakukan oleh ASME (American
Society of Mechanical Engineers) dapat dijelaskan sebagai berikut3
1. Operasi
:
Kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat,
baik fisik maupun kimiawi, mengambil informasi maupun memberikan informasi
pada suatu keadaan juga termasuk operasi. Adapun contohnya antara lain
menerima informasi maupun memberikan informasi, membuat suatu rencana atau
melakukan kegiatan kalkulasi pada suatu keadaan.
2. Transportasi
Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja atau
perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari
suatu operasi kerja. Adapun contohnya antara lain memindahkan material dengan
tangan, holist, truck, conveyer, dan lainnya; bergerak, berjalan, membawa objek
dari suatu lokasi kerja ke lokasi kerja yang lain: meletakkan/memindahkan
material menuju atau dari mesin, container, conveyer, dan lainnya; membuat
gambar kerja dari bagian disain kebagian produksi.
3. Pemeriksaan
Kegiatan pemeriksaan atau inspeksi terjadi apabila suatu obyek diperiksa,
baik pemeriksaan pada segi kualitas maupun kuantitas, apakah sudah sesuai
dengan karakteristik performans yang distandardkan. Pemeriksaan ini bisa
termasuk kegiatan mengukur besaran dengan memakai peralatan ukur atau
sekedar membandingkan secara visual dengan objek lain yang sudah
diklasifikasikan standard. Adapun contohnya antara lain meneliti dimensi benda
kerja dengan menggunakan alat ukur, membaca instrumen pengukur, menghitung
jumlah benda yang diterima dari hasil pembelian.
4. Menunggu
Proses menunggu terjadi apabila material, benda kerja, operator atau
fasilitas kerja dalam kondisi berhenti dan tidak terjadi kegiatan apapun selain
menunggu. Kegiatan ini biasanya berlangsung temporer, dimana objek terpaksa
menunggu atau ditinggalkan sementara sampai suatu saat dikerjakan/diperlukan
container, menunggu untuk dipindahkan ke stsiun kerja berikutnya; objek
menunggu untuk diproses atau diperiksa; material menunggu diproses karena
adanya kerusakan teknis pada mesin.
5. Menyimpan
Proses penimpanan terjadi apabila objek disimpan dalam jangka waktu
yang cukup lama dan permanen karena ditahan atau dilindungi terhadap
pengeluaran tanpa ijin tertentu. Jika objek itu akan kembali diambil, biasanya
akan memerlukan prosedur perijinan yang khusus. Adapun contohnya antara lain
bahan baku disimpan dalam gudang, dokumen atau arsip yang disimpan dalm rak
atau lemari khusus, uang atau surat berharga lainnya yang disimpan dalam
brankas.
6. Aktivitas Ganda
Aktivitas ganda terjadi apabila kegiatan operasi harus dilaksanakan
bersama dengan kegiatan pemeriksaan pada stasiun kerja yang sama.
3.2.2. Macam-Macam Peta Kerja4
1. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja
keseluruhan. Kegiatan kerja keseluruhan apabila kegiatan tersebut melibatkan
sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk Pada dasarnya peta-peta kerja yang ada sekarang bisa dibagi dalam duaa
kelompok besar berdasarkan kegiatannya, yaitu:
yang bersangkutan. Yang termasuk kelompok kegiatan kerja keseluruhan
yakni peta proses operasi, peta aliran proses, dan peta proses kelompok kerja.
2. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja setempat.
Suatu kegiatan disebut kegiatan kerja setempat, apabila kegiatan tersebut
terjadi dalam suatu stasiun kerja yang biasanya hanya melibatkan orang dan
fasilitas dalam jumlah terbatas. Yang termasuk kelompok kegiatan kerja
setempat yakni peta pekerja dan mesin, peta tangan kiri dan tangan kanan.
3.3. Studi Gerakan
Studi gerakan adalah analisa yang dilakukan terhadap beberapa gerakan
bagian badan pekerja dalam menyelesaikan pekerjaannya. Dengan demikian
diharapkan agar gerakan-gerakan yang tidak efektif dapat dikurangi atau bahkan
dihilangkan sehingga akan diperoleh penghematan dalam waktu kerja, yang
selanjutnya dapat pula menghemat pemakaian fasilitas-fasilitas yang tersedia
untuk pekerjaan tersebut5
Untuk memudahkan penganalisaan terhadap gerakan-gerakan yang
dipelajari, perlu dikenal dahulu gerakan-gerakan dasar. Frank B. Gilberth beserta
Lilian meneliti gerakan-gerakan dasar secara mendalam dan menguraikan gerakan
kedalam 17 gerakan dasar atau elemen gerakan yang dinamai Therblig. Dari ke 17
elemen Therblig pada dasarnya akan diklasifikasikan menjadi effective atau
ineffective Therblig
.
6
5 Iftikar Z. Sutalaksana, Teknik Tata Cara kerja, (Bandung,1979), hal 91.
yang berkaitan langsung dengan ektivitas kerja. Pembagian kelompok-kelompok
Therblig seperti yang diuraikan ini adalah sebagai berikut:
Effective Therblig
1. Physical Basic Divisions
a. Menjangkau
b. Membawa
c. Melepas
d. Memegang
e. Mengarahkan awal
2. Objective Basic Divisions
a. Memakai
b. Merakit
c. Mengurai rakit
Ineffective Therblig
1. Mental semi mental Basic Division
a. Mencari
b. Memilih
c. Mengarahkan
d. Memeriksa
e. Merencanakan
2. Delay
a. Keterlambatan yang tak terhindarkan
c. Istirahat untuk menghilangkan lelah
d. Memegang untuk memakai
Therblig ini oleh Gilbreth dinyatakan dalam lambang-lambang tertentu,
seperti tertera pada Tabel 3.1.
Tabel 3.1. Lambang-lambang Therblig
Nama Therblig Lambang Therblig
Mencari (Search) SH
Memilih (Select) ST
Memegang (Grasp) G
Menjangkau (Reach) Re
Membawa (Move) M
Memegang untuk memakai (Hold) H
Melepas (Release Load) Rl
Pengarahan (Position) P 9
Pengarahan sementara (Preposition) PP
Memeriksa (Inspection) I
Merakit (Assembly) A #
Lepas rakit (Disassembly) DA ≠
Memakai (Use) U U
Kelambatan yang tak dapat dihindarkan Ud
Kelambatan yang bisa dihindarkan (Avoidable Delay) Ad
Merencanakan (Plan) Pn β
Untuk lebih jelasnya gerakan-gerakan tersebut diuraikan sebagai berikut7
7 Iftikar Z. Sutalaksana, Teknik Tata Cara kerja, (Bandung,1979), hal 92.
:
1. Mencari (Search)
Merupakan gerakan dasar dari pekerja untuk menemukan lokasi objek.
2. Memilih (Select)
Merupakan gerakan untuk mememukan suatu objek yang tercampur, tangan
dan mata adalah dua bagian badan yang digunakan untuk melakukan kegiatan ini.
3. Memegang (Grasp)
Adalah gerakan untuk memegang objek, biasanya didahului oleh gerakan
menjangkau dan dilanjutkan oleh gerakan membawa.
4. Menjangkau ( Reach)
Adalah gerakan tangan berpindah tempat tanpa beban, baik gerakan mendekati
atau menjauhi objek.
5. Membawa (Move)
Juga merupakan gerakan berpindah tempat, hanya dalam gerakan ini tangan
dalam keadaan dibebani.
6. Memegang untuk memakai (Hold)
Yaitu memegang tanpa menggerakkan objek yang dipegang. Perbedaannya
dengan memegang terdahulu adalah perlakuan terhadap objek yang dipegang.
Pada memegang, pemegangan dilanjutkan dengan gerakan membawa,
sedangakan memegang untuk memakai tidak demikian.
Terjadi bila seseorang melepaskan objek yang dipegangnya. Dimulai saat
pekerja mulai melepaskan tangannya dari objek hingga seluruh jarinya sudah
tidak menyentuh objek lagi.
8. Mengarahkan (Position)
Merupakan gerakan mengarahkan suatu objek pada lokasi tertentu.
9. Mengarahkan sementara (Pre Position)
Merupakan elemen gerakan mengarahkan pada suatu tempat sementara, yang
bertujuan untuk memudahkan pemegangan bila objek tersebut dibutuhkan
kembali.
10. Pemeriksaan (Inspection)
Yaitu pekerjaan memeriksa objek untuk mengetahui apakah objek telah
memenuhi syarat-syarat tertentu.
11. Perakitan (Assemble)
Adalah gerakan untuk menggabungkan satu objek dengan objek lain sehingga
menjadi satu kesatuan.
12. Lepas Rakit (Disassemble)
Gerakan memisahkan dua bagian objek dari satu kesatuan.
13. Memakai (Use)
Adalah bila satu tangan atau kedua-duanya dipakai untuk menggunakan alat.
14. Kelambatan yang tak terhindarkan (Unavoidable Delay)
Yaitu kelambatan yang diakibatkan oleh hal-hal yang terjadi diluar
kemampuan pengendalian pekerja.
Kelambatan ini disebabkan oleh hal-hal yang ditimbulkan sepanjang waktu
kerja oleh pekerja itu sendiri, baik disengaja maupun yang tidak disengaja.
16. Merencana (Plan)
Merupakan proses mental, operator berpikir untuk menentukan tindakan yang
akan diambil selanjutnya.
17. Istirahat untuk menghilangkan fatique (Rest to overcome fatique)
Hal ini tidak terjadi pada setiap siklus kerja, tetapi secara periodik. Waktu
untuk memulihkan lagi kondisi badan yang lelah sebagai akibat kerja
berbeda-beda, tidak saja karena jenis pekerjaannya tetapi juga oleh individu itu sendiri.
3.3.1. Prinsip-Prinsip Ekonomi Gerakan
Perbaikan sistem kerja dilakukan dengan menganalisa elemen-elemen
kerja tersebut tanpa melupakan prinsip-prinsip ekonomi gerakan. Sebab untuk
mendapatkan hasil kerja yang baik, sistem kerja harus dirancang dengan
memadukan gerakan-gerakan yang benar dan hemat tenaga (ekonomis). Prinsip
gerakan tersebut disebut dengan ekonomi gerakan, dimana secara garis besar
terdiri dari tiga kelompok yang berhubungan dengan8
a. Kedua tangan sebaiknya memulai dan mengakhiri gerakan pada saat yang
sama.
:
1. Prinsip-Prinsip Ekonomi Gerakan Dihubungkan dengan Tubuh Manusia dan Gerakannya
b. Kedua tangan sebaiknya tidak menganggur pada saat yang sama kecuali pada
waktu istirahat.
c. Gerakan kedua tangan akan lebih mudah jika satu terhadap lainnya simetris
dan berlawanan arah.
d. Gerakan tangan atau badan sebaiknya dihemat, yaitu hanya menggerakkan
tangan atau bagian badan yang diperlukan saja untuk melakukan pekerjaan
dengan sebaik-baiknya.
e. Sebaiknya para pekerja dapat memanfaatkan momentum untuk membantu
pekerjaannya, pemanfaatan ini timbul karena berkurangnya kerja otot dalam
bekerja.
f. Gerakan yang patah-patah, banyak perubahan arah akan memperlambat
gerakan tersebut.
g. Gerakan blistik akan lebih cepat, menyenangkan dan lebih teliti daripada
gerakan yang dikendalikan.
h. Pekerjaan sebaiknya dirancang semudah-mudahnya dan jika memungkinkan
irama kerja harus mengikuti irama yang alamiah bagi si pekerja.
i. Usahakan sesedikit mungkin gerakan mata.
2. Prinsip-Prinsip Ekonomi Gerakan Dihubungkan dengan Pengaturan Tata Letak Tempat Kerja
a. Sebaiknya diusahakan agar bahan dan peralatan mempunyai tempat yang
tetap.
b. Tempatkan bahan-bahan dan peralatan ditempat yang mudah, cepat dan enak
c. Tempat penyimpanan bahan yang akan dikerjakan sebaiknya memanfaatkan
prinsip gaya berat sehingga bahan yang akan dipakai selalu tersedia di tempat
yang dekat untuk diambil.
d. Sebaiknya untuk menyalurkan objek yang sudah selesai dirancang mekanisme
yang baik.
e. Bahan-bahan dan peralatan sebaiknya ditempatkan sedemikian rupa sehingga
gerakan-gerakan dapat dilakukan dengan urutan-urutan terbaik.
f. Tinggi tempat kerja dan kursi sebaiknya sedemikian rupa sehingga alternatif
berdiri atau duduk dalam menghadapi pekerjaan merupakan suatu hal yang
menyenangkan.
g. Tipe tinggi kursi harus sedemikian rupa sehingga yang mendudukinya
bersikap (mempunyai postur) yang baik.
h. Tata letak peralatan dan pencahayaan sebaiknya diatur sedemikian rupa
sehingga dapat membentuk kondisi yang baik untuk penglihatan.
3. Prinsip-Prinsip Ekonomi Gerakan Dihubungkan dengan Perancangan Peralatan
a. Sebaiknya tangan dapat dibebaskan dari semua pekerjaan bila penggunaan
dari perkakas pembantu atau alat yang dapat digerakkan dengan kaki dapat
ditingkatkan.
b. Sebaiknya peralatan dirancang sedemikian rupa agar mempunyai lebih dari
satu kegunaan.
c. Peralatan sebaiknya dirancang sedemikian rupa sehingga memudahkan dalam