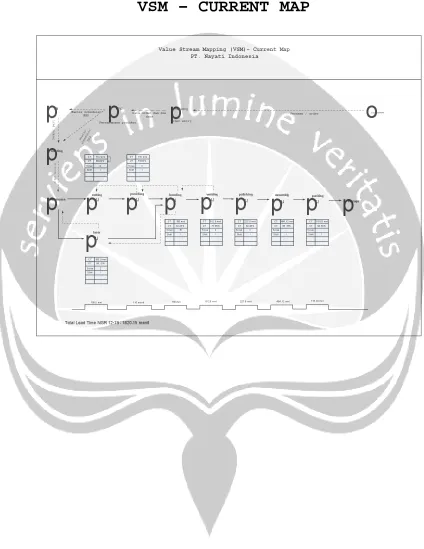
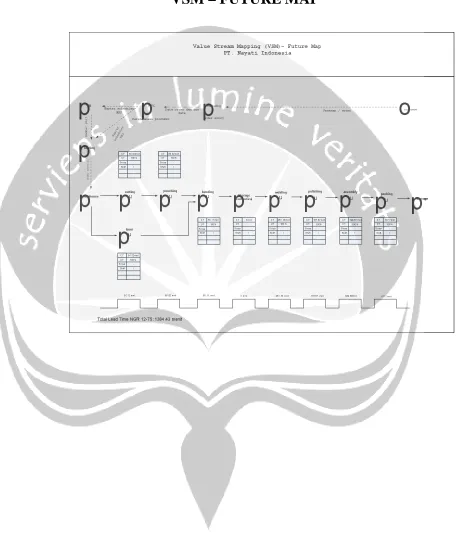
BAB 6 KESIMPULAN DAN SARAN ANALISIS PEMBOROSAN untuk REDUKSI LEAD TIME PRODUK NGR 12-75 dengan DIAGRAM PARETO dan VALUE STREAM MAPPING (Studi Kasus di PT.Nayati Indonesia).
Bebas
17
0
0
Teks penuh
Gambar
Dokumen terkait
