USULAN PERBAIKAN METODA KERJA DAN PENENTUAN
WAKTU STANDAR DENGAN MENGGUNAKAN PETA
KERJA PADA BAGIAN SERVICE LADLE DEPARTEMEN
TANUR PT. GROWTH ASIA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh:
WAHYU PRASETYO TARIGAN NIM: 090423045
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan Syukur penulis panjatkan Kehadirat Tuhan Yang Maha Esa yang senantiasa memberikan Rahmat dan Karunia-Nya kepada penulis, sehingga dapat menyelesaikan Laporan Tugas Sarjana ini dengan baik.
Kegiatan Penelitian dilakukan di PT. Growth Asia yang beralamat di Jalan K.L Yos Sudarso Km.10,5 Medan, Sumatera Utara. PT. Growth Asia ini merupakan perusahanaan yang bergerak dalam bidang pengecoran logam.
Tugas Sarjana ini berjudul “ULAN PERBAIKAN METODA KERJA DAN PENENTUAN WAKTU STANDAR DENGAN MENGGUNAKAN PETA KERJA PADA BAGIAN SERVICE LADLE DEPARTEMEN TANUR PT. GROWTH ASIA”. Tugas Sarjana ini bertujuan memenuhi persyaratan akademis penyelesaian program Sarjana Teknik, Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas Sarjana ini. Hal ini disebabkan keterbatasan waktu penelitian. Oleh karena itu, penulis mengharapkan adanya kritik dan saran dari pembaca untuk dapat menyempurnakan Tugas Sarjana ini.
Medan, April 2013
UCAPAN TERIMA KASIH
Puji dan Syukur Kepada Tuhan Yang Maha Esa atas Berkat dan Kasihnya Penulis dapat menyelesaikan Laporan Tugas Sarjana ini. Dalam melaksanakan Tugas Sarjana sampai dengan selesainya Laporan Tugas Sarjana ini, banyak pihak yang telah membantu, maka pada kesempatan ini Penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, M.T. Selaku Ketua Departemen Teknik Industri Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan M.T. Selaku Dosen Pembimbing I dan Bapak Ir. A. Jabbar Rambe M.Eng Selaku Dosen Pembimbing II atas kesediaannya meluangkan waktu untuk membimbing dan memberikan arahan kepada penulis dalam penulisan Laporan Tugas Sarjana ini.
3. Bapak Manager PT. Growth Asia Medan yang telah memberikan izin untuk mengadakan penelitian.
4. Kedua orang tua penulis, serta keluarga yang telah sangat banyak memberikan doa dan motivasi kepada penulis.
5. Ibu Ir. Anizar Mkes, Selaku Dosen Wali penulis yang telah banyak memberikan motivasi kepada penulis dari awal perkuliahan sampai Laporan Tugas Sarjana ini selesai.
pengarahan dan masukan kepada penulis dalam penyelesaian Tugas Sarjana ini.
7. Kekasih saya tercinta Ros Nelli Nainggolan S.E, dan kakanda Jeng Mery Nainggolan dan Jeng-jeng yang lain yang telah sangat banyak memberikan motivasi kepada penulis.
8. Kepada Pak Tumijo, Pak Ridho, Pak Nurmansyah, Bu Dina yang telah sangat banyak memberikan motivasi kepada penulis.
9. Kepada Afriza Sembiring S.T yang telah sangat banyak memberikan bantuan dan semangat kepada penulis.
10.Teman-teman kost saya Jubel Hutagalung S.T, Doli Sinaga Amd, Jevlen Simarmata S.Hut, dan Andika JW Sianturi Amd.
ABSTRAK
PT. Growth Asia merupakan perusahaan yang bergerak dibidang produksi pengecoran logam, adapun produk yang dihasilkan adalah part casting untuk mesin pengolahan hasil pertambangan emas. Adapun dalam proses produksinya terdapat proses penuangan yang menggunakan ladle.
Permasalahan yang ada pada bagian ladle adalah pada proses service ladle
dimana belum adanya sistematika pada proses pengerjaan service ladle, selain itu masih banyak beberapa elemen kerja yang tidak efektif masih dilakukan. Elemen-elemen gerakan kerja yang tidak produktif menyebabkan waktu yang dibutuhkan untuk menyelesaikan service ladle menjadi lebih lama. Peralatan yang digunakan secara manual juga sangat mempengaruhi hasil dan kualitas kerja pada bagian
service ladle.
Penelitian ini dilaksanakan di bagian service ladle departemen tanur pada PT. Growth Asia, pada penelitian ini yang diteliti adalah metoda kerja dan fasilitas kerja. Kemudian, dilakukan studi terhadap elemen kegiatan yang dipetakan dengan menggunakan APC (Assembly Process Chart) dan peta tangan kiri dan tangan kanan. Setelah dilakukan pemetaan, elemen-elemen gerakan kerja yang tidak produktif dihilangkan, serta mengganti peralatan yang manual dengan mesin semi otomatis. Hasil dari studi tersebut, kemudian dibuat menjadi SOP (Standard Operation Procedure) serta menjadi usulan untuk perbaikan pada bagian service ladle.
Hasil dari studi yang dilakukan terhadap elemen kegiatan yang dipetakan, waktu standard metoda kerja yang ada pada elemen kegiatan service ladle
sebelum adanya usulan perbaikan adalah 11701,48 detik. Hasil dari penelitian yang diperoleh dengan adanya usulan perbaikan metode kerja dan peralatan kerja yang baru, didapat hasil waktu standar adalah 8164,412 detik.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
SERTIFIKASI EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
DAFTAR ISI (Lanjutan)
BAB HALAMAN II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN 2.5.3.5. Bagian Peleburan dan Penuangan ... II-30
2.5.3.6. Bagian pembongkaran dan penggerindaan (Fettling) ... II-32 2.5.3.7. Bagian Heat Treatment (Perlakuan
Panas) ... II-34 2.5.3.8. Bagian Quality Control (Pengendalian
Kualitas) ... II-34 2.5.3.9. Bagian Machining (Permesinan) ... II-34 2.5.3.10.Bagian Despatch (Pengemasan) ... II-35
III TINJAUAN PUSTAKA ... III-1 3.1. Studi Teknik Tata Cara Kerja ... III-1 3.2. Peta Kerja ... III-4 3.2.1. Definisi Peta Kerja ... III-5 3.2.2. Lambang-lambang yang Digunakan ... III-6 3.2.3. Pembagian Peta Kerja ... III-10
3.2.3.1. Peta Proses Operasi (Operation Process
DAFTAR ISI (Lanjutan)
BAB HALAMAN 3.2.3.3. Peta Proses Perakitan (Assembly
Process Chart) ... III-17 3.2.3.4. Peta Proses Kelompok Kerja (Gang
Process Chart) ... III-19 3.2.3.5. Diagram Aliran (Flow Diagram) ... III-21 3.2.3.6. Peta Pekerja dan Mesin (Man-Machine
Chart) ... III-23 3.2.3.7. Peta Tangan Kiri dan Tangan Kanan ... III-24 3.3. Studi Gerakan ... III-27 3.3.1. Therblig ... III-28 3.3.2. Prinsip-Prinsip Ekonomi Gerakan ... III-33 3.4. Pengukuran Waktu Kerja dengan Stopwatch Time Study . III-36
3.4.1. Rating Factor ... III-40 3.4.2. Allowance ... III-42
DAFTAR ISI (Lanjutan)
BAB HALAMAN 4.5. Studi Literatur ... IV-3
4.6. Pengumpulan Data ... IV-4 4.7. Pengolahan Data ... IV-4 4.8. Analisa dan Evaluasi ... IV-8 4.9. Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Data Waktu Siklus ... V-3 5.2.Pengolahan Data ... V-4 5.2.1. Uji Keseragaman Data ... V-4 5.2.2. Uji Kecukupan Data ... V-6 5.2.2.1. Uji Kecukupan Data Waktu Siklus ... V-7 5.2.3. Penentuan Waktu Standar ... V-8 5.2.3.1. Penentuan Waktu Siklus ... V-9 5.2.3.2. Penentuan Rating Factor ... V-9 5.2.3.2.1. Perhitumgan Rating Factor ... V-9 5.2.3.3. Penentuan Allowance ... V-10
DAFTAR ISI (Lanjutan)
BAB HALAMAN VI ANALISA PEMECAHAN MASALAH ... VI-1
6.1. Analisa Masalah ... VI-1 6.2. Pemecahan Masalah ... VI-1 6.2.1.Perhitungan waktu standard ... V-7
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Growth Asia ... II-3 3.1. Bagan Gambaran Keseluruhan Teknik Tata Cara Kerja ... III-3 3.2. Ruang Lingkup Teknik Tata Cara Kerja ... III-3 3.3. Lambang-Lambang Hasil Penyingkatan dari yang Diusulkan
ABSTRAK
PT. Growth Asia merupakan perusahaan yang bergerak dibidang produksi pengecoran logam, adapun produk yang dihasilkan adalah part casting untuk mesin pengolahan hasil pertambangan emas. Adapun dalam proses produksinya terdapat proses penuangan yang menggunakan ladle.
Permasalahan yang ada pada bagian ladle adalah pada proses service ladle
dimana belum adanya sistematika pada proses pengerjaan service ladle, selain itu masih banyak beberapa elemen kerja yang tidak efektif masih dilakukan. Elemen-elemen gerakan kerja yang tidak produktif menyebabkan waktu yang dibutuhkan untuk menyelesaikan service ladle menjadi lebih lama. Peralatan yang digunakan secara manual juga sangat mempengaruhi hasil dan kualitas kerja pada bagian
service ladle.
Penelitian ini dilaksanakan di bagian service ladle departemen tanur pada PT. Growth Asia, pada penelitian ini yang diteliti adalah metoda kerja dan fasilitas kerja. Kemudian, dilakukan studi terhadap elemen kegiatan yang dipetakan dengan menggunakan APC (Assembly Process Chart) dan peta tangan kiri dan tangan kanan. Setelah dilakukan pemetaan, elemen-elemen gerakan kerja yang tidak produktif dihilangkan, serta mengganti peralatan yang manual dengan mesin semi otomatis. Hasil dari studi tersebut, kemudian dibuat menjadi SOP (Standard Operation Procedure) serta menjadi usulan untuk perbaikan pada bagian service ladle.
Hasil dari studi yang dilakukan terhadap elemen kegiatan yang dipetakan, waktu standard metoda kerja yang ada pada elemen kegiatan service ladle
sebelum adanya usulan perbaikan adalah 11701,48 detik. Hasil dari penelitian yang diperoleh dengan adanya usulan perbaikan metode kerja dan peralatan kerja yang baru, didapat hasil waktu standar adalah 8164,412 detik.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Sumber daya manusia sebagai komponen utama dalam sistem kerja perlu mendapatkan perhatian khusus karena keterbatasan kemampuannya. Kemampuan manusia untuk melaksanakan berbagai macam kegiatan yang bersifat mental maupun fisik selain dipengaruhi kondisi fisik dan lingkungan fisik. Untuk meningkatkan produktivitas dari suatu sistem kerja perlu dilakukan pengukuran dan rancang ulang. Perbaikan sistem kerja harus mengintegrasikan elemen-elemen dari sistem kerja yang terdiri dari manusia, peralatan, dan lingkungan kerja, sehingga memberikan hasil akhir keseluruhan yang optimal. Pengetahuan tentang kesesuaian, ketepatan, keselamatan, keamanan dan kenyamanan manusia dalam menggunakan peralatan, mesin, serta persyaratan kondisi lingkungan fisik merupakan hal penting dalam merancang sistem kerja yang memenuhi kondisi bekerja. Pengukuran kerja dapat dilakukan dengan menerapkan prinsip-prinsip
time study setelah suatu sistem kerja dibakukan. Penggunaan peta kerja proses perakitan memudahkan dan menggambarkan aktivitas kerja ke dalam elemen-elemen kerja, sehingga pembagian kegiatan dan produktivitas untuk setiap pekerja dapat ditingkatkan.
juga instalasi sistem pendukung untuk penuangan pada ladle. Ladle tersebut terdiri dari beberapa bagian yaitustopper sistem, nozzle sistem, argon sistem, serta
lining sebagai bahan utama untuk penampungan cairan dengan temperatur tinggi.Ladle dirancang sedemikian rupa sehingga memudahkan untuk penuangan, dimana ladle tersebut diangkat dengan alat transportasi crane. Oleh karena itu, peran operator dibagian service ladle cukup menentukan kelancaran dalam proses produksi di penuangan.
Belumadanya proses kerja diserviceladle yang sistematis dapat berpengaruh pada pencapaian hasil kerja, selain itu pengenalan peralatan dengan teknologi yang cukup mutakhir dan pelatihan terhadap operator belum selesai dilaksanakan merupakan salah satu unsur penting untuk pencapaian hasil kerja. Oleh karena itu, untuk menyeragamkan pekerjaan dan menentukan hasil kerja, maka dilakukan suatu pendekatan secara ergonomi, agar terciptanya suatu area kerja yang memiliki sistem kerja yang efektif dan effisien.
1.2. RumusanPermasalahan
Berdasarkan penjabaran latar belakang, maka rumusan permasalahan dalam penelitian dapat ditulis sebagai berikut:
1. Bagaimana menstandarkan waktu untuk pengerjaaan service ladle.
2. Bagaimana menstandarkan sistem kerja dibagian service ladle tersebut.
3. Apakah penempatan operator padabagian service ladle sudah sesuai dengan filosofi ergonomi.
1.3. Tujuan
Tujuan umum dari penelitian ini adalah memperbaiki sistem kerja di bagian service ladle dan waktu dari pengerjaan service ladle, agar didapat keseragaman pengerjaan service ladle tersebut, sehingga didapat hasil kerja yang efektif dan effisien.
Tujuan khusus dari penelitian ini:
1. Memperbaiki proses kerja service ladle, untuk mengurangi ketidaksesuaian dan meningkatkan hasil kerjadari service ladle tersebut.
2. Menganalisa kesesuaian kerja terhadap operator pada bagianservice ladle. 3. Setelah dilakukan perbaikan dan pengukuran kerja dan pengukuran waktu akan
1.4. ManfaatPenelitian
Manfaat yang diharapkan dari pelaksanaan penelitian inia dalah sebagai berikut:
1. Manfaat bagi mahasiswa
a. Mahasiswa mampu menganalisa metode kerja dan fasilitas kerja serta melakukan perbaikan terhadap suatu proses kerja.
b. Mahasiswa memahami dan mampu mengaplikasikan ilmu ergonomi untuk mencapai suatu sistem kerja baik.
2. Manfaat bagi perusahaan
a. Sebagai tambahan informasi tentang bagaimana ilmu ergonomik dapat dipakai di industri untuk menghasilkan suatu system kerja yang baik sesuai dengan filosofi ergonomi.
b. Meningkatkanproduktifitasperusahaandenganwaktu standard yang lebih optimal.
c. Sebagaimasukanbagiperusahaandalammenghadapimasalahperbaikanmetode kerjadanpeningkatanproduktivitastenagakerjakhususnyadi bagianservice ladle.
3. BagiDepartemenTeknikIndustri USU
1.5. BatasanMasalahdanAsumsi 1.5.1. BatasanMasalah
Agar penelitian ini dapat dilakukan dengan baik, maka ditetapkan batasan masalah yang digunakan yaitu sebagai berikut:
1. Penelitian ini dilakukan pada seluruh operator di bagian service ladle
departemen tanur dan diarea service ladle GA 1.
2. Penelitian hanya dibatasi pada perbaikan sistem kerja di bagian service ladle, sehingga didapat standard hasil kerja dari bagian service ladle.
3. Penelitian ini hanya memberikan usulan perbaikan yang dilakukan dengan menganalisa sistem kerja di bagian service ladle dengan menggunakan peta kerja dan menghasilkan waktu standard untuk proses tersebut, diikuti dengan penerapan usulan perbaikan metode kerja hasil perbaikan
1.5.2. Asumsi
Asumsi-asumsi yang digunakan dalam penelitian adalah sebagai berikut: 1. Faktor lingkungan dianggap normal dan memenuhi persyaratan.
2. Proses produksi dianggap berjalan secara kontiniu dan selalu sama.
3. Operator yang melakukan pekerjaan adalah pekerja normal dan sudah terampil dalam melakukan pekerjaannya.
4. Semua peralatan yang digunakan selama proses produksi dalam keadaan baik dan layak digunakan selama proses service ladle berlangsung.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan tugas sarjana agar mudah dipahami penulisannya maka akan disajikan dalam beberapa bab sebagai berikut:
BAB I PENDAHULUAN Bab ini berisi latar belakang permasalahan, perumusan masalah, tujuan penelitian, manfaat penelitian, asumsi-asumsi yang digunakan, pembatasan masalah, serta sistematika penulisan.
BABII GAMBARAN UMUM PERUSAHAAN Berisi tentang gambaran perusahaan secara umum meliputi sejarah perusahaan, ruang lingkup usaha, proses produksi, tenaga kerja dan informasi lainnya.
BAB III LANDASAN TEORI Bab ini berisikan teori-teori yang berhubungan dengan ergonomi mengenai peta kerja dan analisa waktu standard serta teori-teori lainnya yang mendukung dalam pembahasan dan penyelesaian masalah.
BAB IV METODOLOGI PENELITIAN Dalam hal ini menguraikan tahapan-tahapan yang dilakukan dalam pelaksanaan penelitian untuk mencapai tujuan dengan metode yang digunakan.
BABV PENGUMPULAN DAN PENGOLAHAN DATA Bab ini memuat data detail yang berasal dari perusahaan dan literatur mengenai penelitian yang dilakukan, serta pengolahan data yang dilakukan sebagai dasar pada pemecahan masalah.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Perusahaan PT. Growth Asia berpusat di Kawasan Industri Medan- Sumatera Utara, Indonesia. Perusahaan ini adalah salah satu anak perusahaan swasta dari Indonesia Coorporation Growth Stell Group (GSG). Berdirinya PT. Growth Asia (Foundry) bermula dari divisi teknik PT. Growth Sumatera yang merupakan sebuah pabrik baja dan penggilingan logam yang beroperasi sejak tahun 1969.
PT. Growth Asia (Foundry) adalah perusahaan dengan status Penanaman Modal Dalam Negeri (PMDN), yang bergerak di bidang industri pengecoran logam, rancang bangun dan permesinan, serta bekerja berdasarkan pesanan (job order). Berdirinya PT. Growth Asia tepatnya pada tanggal 3 November 1989, dan pada tahun 1991 perusahaan ini dibagi dalam dua divisi, yaitu produksi dan foundry yang tujuannya adalah untuk kelancaran dan kebaikan perusahaan.
2.2. Ruang Lingkup Bidang Usaha
2.3. Lokasi Perusahaan
PT. Growth Asia (Foundry) berlokasi di jalan KL. Yos Sudarso KM 10.5, tepatnya di Kawasan Industri Medan (KIM) dengan luas tanah ± 6 hektare, dengan rincian 60% tanah dan 40% bangunan.
2.4. Organisasi dan Manajemen 2.4.1. Struktur Organisasi
Sebelum menjalankan suatu aktivitas dalam perusahaan, sangat penting untuk mencantumkan suatu struktur organisasi yang ada, yang merupakan landasan kerja bagi seluruh pegawai yang ada dalam perusahaan.
Struktur organisasi dari PT. Growth Asia adalah struktur garis dan fungsional. Bila dilihat dari struktur organisasinya terdapat pembidangan tugas dimana pembagian unit-unit organisasi didasarkan kepada spesialisasi tugas, yang menunjukkan bahwa organisasi yang digunakan adalah bentuk fungsional. Disamping itu, wewenang dari pimpinan dilimpahkan pada unit-unit organisasi di bawahnya dalam bidang pekerjaan tertentu secara langsung, dimana menunjukkan adanya ciri-ciri organisasi garis. Jadi terdapat penggabungan kedua bentuk organisasi garis dan fungsional.
Gambar 2.1. Struktur Organisasi PT. Growth Asia Sumber: PT. Growth Asia, 2012.
Keterangan
2.4.2. Pembagian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan personil yang memegang jabatan tertentu dalam organisasi, dimana masing-masing personil mempunyai tugas dan tanggung jawab.
Adapun uraian tugas, wewenang dan tanggung jawab masing-masing bagian pada PT. Growth Asia adalah sebagai berikut:
Uraian tugas masing-masing jabatan dalam struktur organisasi PT. Growth Asia adalah:
Secara garis besar uraian tugas dan tanggung jawab dari setiap bagian struktur organisasi pada PT.Growth Asia dapat dilihat sebagai berikut:
1. Komisaris memiliki tugas sebagai berikut:
a. Mengadakan pengawasan dan penilaian terhadap kinerja dari perusahaan. b. Meminta pertanggungjawaban dari direktur tentang kondisi dan jalannya
perusahaan.
2. Presiden Director memiliki tugas sebagai berikut:
a. Membina hubungan yang bertanggung jawab dengan pihak ketiga dalam kepentingan dan atas nama perusahaan menyangkut aktivitas perusahaan. b. Melakukan kerja sama dengan Manager untuk menetapkan rencana kerja
pabrik secara keseluruhan.
3. Technical Consultant Engineering memiliki tugas sebagai berikut:
a. Menentukan rancangan-rancangan bentuk produk baru bagi customer baru. b. Menyarankan bentuk rancangan bentuk produk apabila terbukti terjadi retak
atau kerusakan pada saat pemakaian sebelum masanya.
c. Memeriksa kualitas produk pada penggunaannya langsung ke lokasi secara periodik.
4. Marketing Manager memiliki tugas sebagai berikut:
a. Melaksanakan hubungan yang bertanggungjawab dengan pihak pelanggan baik dalam maupun luar negeri untuk kepentingan perusahaan menyangkut tentang penjualan dan pemasaran.
b. Merencanakan dan mengkoordinir penyusunan pelaksanaan program dan strategi pemasaran dan kegiatan lainnya.
c. Mengadakan monitoring terhadap harga jual dan kebijakan harga untuk diusulkan kepada Director.
d. Melakukan analisa, evaluasi peraturan pemerintah tentang pelaksanaan ekspor.
e. Mengikuti perkembangan ekonomi, pangsa pasar dan pesaing dalam menentukan rencana pemasaran untuk masa yang akan datang.
f. Mengkoordinasi kegiatan promosi dan publikasi.
g. Membina hubungan yang harmonis dengan segenap unit organisasi.
i. Melakukan perjanjian jula beli yang menguntungkan bagi kedua belah pihak.
j. Memberikan penilaian kerja kepada bawahannya secara berkala. 5. Marketing Sales memiliki tugas sebagai berikut:
a. Mencapai budget penerimaan order yang telah ditargetkan. b. Menganalisa struktur pasar, pelanggan dan kompetitor.
c. Merespon permintaan dan komplain dari pelanggan dan meneruskan ke departemen terkait untuk mencari solusi.
d. Menganalisa potensi untuk pengembangan produk. e. Mengerti karakter pelanggan dan kondisi keuangannya. f. Melakukan pengontrolan barang konsinyasi di pelanggan. g. Menjaga dengan baik semua asset perusahaan yang dipakai. h. Menjaga rahasia perusahaan.
i. Mengikuti peraturan yang ditetapkan perusahaan. 6. Marketing Administration memiliki tugas sebagai berikut:
a. Menginput kode barang apabila belum ada di Internal Enquiry/Order
Proforma dari kantor Australia dan meneruskan ke departemen estimasi untuk perhitungan biaya produksi.
b. Menyiapkan penawaran harga dan mengirim penawaran harga ke kantor Australia baik melalui fax atau email.
c. Meneruskan penerimaan order dari kantor Australia ke department
d. Mengirim Order Konfirmasi ke kantor Australia baik melalui fax atau email khusus untuk order yang berasal dari kantor Australia.
e. Menginput harga dari order yang masuk di sistem estimasi.
f. Menyiapkan laporan rekap bulanan untuk order yang diterima dan penjualan baik per pelanggan, salesman dan per industri.
g. Menyiapkan laporan bulanan pencapaian order dan penjualan terhadap
budget.
h. Menyiapkan laporan evaluasi kepuasan pelanggan. i. Membuat database pelanggan berdasarkan industri. j. Menyimpan arsip penawaran semua pelanggan.
k. Menyimpan arsip order pelanggan khusus untuk industri non-mining. 7. Despatch memiliki tugas sebagai berikut:
a. Bertanggung jawab dalam penerapan rencana kerja produksi yang ditetapkan oleh Produksi.
b. Mengkoordinasikan dan mengarahkan sistem produksi agar tetap dan tujuan tercapai.
c. Memberi pengarahan kepada operator packing untuk peningkatan kerja sistem produksi dan mengurangi kerusakan akibat packing.
d. Membuat laporan produksi secara periodik kepada manager untuk evaluasi kinerja kerja produksi.
a. Mereview ulang semua mengenai mulai dari purchase order, jadwal produksi hingga ke pengiriman.
b. Membuat surat kerja kepada produksi.
c. Membuat konfirmasi pemesanan untuk bagian marketing untuk kemudian dikirimkan kepada customer.
9. Production Manager memiliki tugas sebagai berikut:
a. Bertanggung jawab dalam membuat rencana dan program kerja produksi yang menjadi acuan kerja bagi bagian produksi secar berkala serta mengendalikannya.
b. Mengadakan kerja sama dengan bagian yang terkait serta pihak eksternal maupun internal untuk kelangsungan kerja operasional produksi perusahaan. c. Memonitor dan mengawasi pekerjaan di bagian agar produk yang dihasilkan sesuai dengan prosedur kerja yang baik mengenai cara atau standard mutu yang telah ditetapkan.
d. Melakukan penyusunan anggaran produksi untuk diusulkan kepada director. e. Mengevaluasi seluruh kegiatan operasional produksi secara periodik.
10. PPC (Production, Planning & Control) memiliki tugas sebagai berikut : a. Memperbaharui tanggal produksi dalam jadwal.
b. Menjadwal produksi.
c. Mempersiapkan dan merencanakan agar target D.O.T. tercapai. d. Menerbitkan laporan status produksi kepada departemen terkait. 11. Pattern memiliki tugas sebagai berikut:
b. Memeriksa ulang jadwal yang ditetapkan oleh bagian PPC apakah telah cocok.
c. Membersihkan pattern-pattern apabila telah tersedia.
d. Membuat pattern baru atau pattern tambahan apabila diperlukan. 12. Moulding dan Melting memiliki tugas sebagai berikut:
a. Menerima surat perintah kerja dari bagian PPC.
b. Memeriksa ulang jadwal pencetakan apakah telah cocok.
c. Memeriksa keberadaan pattern, meminta pengiriman dari bagian pattern. d. Menuang dan mencetak produk sesuai dengan jadwal dan segala prosedur. 13. Fettling memiliki tugas sebagi berikut :
a. Memerima surat perintah kerja dari bagian PPC. b. Memeriksa jadwal gerinda apakah telah cocok.
c. Memperbaiki produk pada bagian cacat melalui perintah resmi atau NCR. d. Mencatat data-data yang diperlukan.
e. Gerinda bagian-bagian yang tidak perlu dari produk hasil cetakan. f. Gerinda ulang produk setelah diangkut ke luar dari Heat-Treatment. 14. Heat Treatment memiliki tugas sebagai berikut:
a. Mengambil dan mengangkut serta menyusun produk yang telah digerinda untuk selanjutnya dibawa ke Heat Treatment
b. Menyediakan tempat untuk produk yang telah melalui proses Hardening
untuk kemudian didinginkan.
d. Mencatat data-data yang diperlukan seperti jumlah produk, suhu dan waktu.
e. Membersihkan tempat bekerja.
15. Machining memiliki tugas sebagai berikut :
a. Menerima surat perintah kerja dari bagian PPC. b. Menentukan pekerjaan machining yang diperlukan.
c. Menjalankan pekerjaan machining tersebut sehingga sesuai dengan surat perintah dan gambar yang dilampirkan.
16. Quality Control memiliki tugas sebagai berikut: a. Menerima surat perintah kerja dari bagian PPC. b. Memeriksa contoh barang pemesanan customer.
c. Mencocokkan kondisi produk dengan surat perintah dan gambar yang terlampir.
d. Mengembalikan kepada bagian produksi apabila terdapat cacat produk. 17. Maintenance memiliki tugas sebagai berikut:
a. Memeriksa secara teratur mesin-mesin pabrik selama dalam masa pemakaian.
b. Mengawasi pemakaian sparepart untuk perawatan mesin.
c. Memberikan bimbingan dan petunjuk kepada Kepala Seksi Mekanik cara perawatan mesin produksi utama agar dapat berfungsi dengan baik.
c. Bertanggung jawab dalam hal pemberian persetujuan keluar masuknya dana perusahaan.
d. Melakukan hubungan kerjasama dengan para supplier bahan baku dan perbekalan umum agar fluktuasi harga tidak signifikan.
e. Meminta pertanggung jawaban dari bawahannya baik dari bagian pembelian, pembukuan sampai pada bagian kasir.
f. Menilai prestasi kerja bawahannya. 19. Finance memiliki tugas sebagai berikut :
a. Mengatur pengeluaran sesuai dengan yang ditetapkan oleh manager. b. Mengeluarkan dana untuk berbagai keperluan.
c. Melaporkan pemasukan dan pengeluaran dana setiap periodik waktu. 20. Accounting memiliki tugas sebagai berikut:
a. Melaksanakan hubungan yang bertanggung jawab dengan para kepala bidang yang berhubungan dengan pembukuan.
b. Mengadakan monitoring terhadap pembukuan yang lalu dan sekarang. c. Menganalisa pembukuan sebelum diserahkan kepada manager.
d. Menilai prestasi kerja bawahannya. 21. Cashier memiliki tugas sebagai berikut:
a. Mengeluarkan uang dan mencatatnya dalam laporan keuangan. b. Mengeluarkan giro dan mencatatnya dalam laporan keuangan. 22. Purchasing memiliki tugas sebagai berikut :
b. Memastikan spesifikasi barang yang dipesan sama dengan yang dikirim ke perusahaan.
23. Warehouse memiliki tugas sebagai berikut :
a. Memeriksa stok minimum untuk memenuhi kebutuhan produksi dan administrasi.
b. Selalu memastikan gudang dalam keadaan bersih dan barang-barang tersusun rapi.
c. Memastikan barang-barang yang diterima dari supplier dalam keadaan baik dengan jumlah yang cocok sesuai pemesanan.
24. Human Resource Manager memiliki tugas sebagai berikut:
a. Melaksanakan hubungan yang bertanggung jawab dengan pihak ketiga sepanjang menyangkut personalia, umum dan keamanan.
b. Mengkoordinasikan perencanaan di bidang kepegawaian dan mengawasi pelaksanaan administrasi.
c. Menyusun anggaran biaya anggaran biaya tahunan bidang personalia, umum dan tahunan.
d. Bekerjasama dengan unit organisasi lainnya untuk menetapkan jumlah tenaga kerja dan kepelatihan yang dibutuhkan dengan menetapkan materi yang sesuai.
e. Menilai prestasi kerja bawahannya.
25. Personnal Department memiliki tugas sebagai berikut :
b. Mengatur kedisiplinan kerja dari karyawan dan staff.
c. Memberikan surat peringatan kepada karyawan yang tidak disiplin dan melanggar peraturan.
26. Security memiliki tugas sebagai berikut:
a. Mengkoordinasikan dan mengawasi semua kegiatan di lingkungan perusahaan dalam hal penanganan keamanan dan ketertiban.
b. Mengkoordinasikan dan menjalin hubungan kerjasama dengan pihak berwajib dan instansi terkait dalam hal pengamanan dan ketertiban.
c. Memberikan sumber masukan kepada atasan dalam membantu menyusun peraturan tentang keamanan dan ketertiban dalam perusahaan.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Pada PT. Growth Asia pekerja dapat digolongkan menjadi 2 (dua) bagian, diantaranya adalah staf dan karyawan, dimana yang dapat digolongkan staf adalah pekerja pada tingkat manejer, kepala bagian, supervisor, dan pekerja bagian administrasi. Pada saat ini, tenaga kerja pada PT. Growth Asia sekitar 928 orang.
Adapun pembagian jam kerja untuk staff adalah untuk setiap hari Senin sampai Jum’at adalah 7 jam kerja dengan jadwal sebagai berikut:
1. Pukul 08.00-12.00 waktu kerja 2. Pukul 12.00-13.00 waktu istirahat 3. Pukul 13.00-16.00 waktu kerja
Pada hari sabtu, jumlah jam kerja adalah 5 jam sehari dengan jadwal sebagai berikut:
Yang digolongkan sebagai karyawan adalah pekerja pada bagian produksi juga termasuk satpam. Untuk kategori ini, karyawan bekerja manurut shift. Jadwal kerja dibagi atas 3 shift kerja pada hari Senin sampai Jum’at adalah 7 jam dengan jadwal sebagai berikut:
Shift I 1. Pukul 07.00-12.00 waktu kerja
2. Pukul 12.00-13.00 waktu istirahat (Kecuali Jumat istirahat sampai pukul 13.30)
3. Pukul 13.00-15.00 waktu kerja
Shift II 1. Pukul 15.00-18.30 waktu kerja
2. Pukul 18.30-19.30 waktu istirahat 3. Pukul 19.30-23.00 waktu kerja
Shift III 1. Pukul 23.00-01.30 waktu kerja
2. Pukul 01.30-03.30 waktu istirahat 3. Pukul 03.30-07.00 waktu kerja
Sedangkan pada hari Sabtu, jumlah jam kerja adalah 5 jam sehari dengan jadwal seperti berikut:
Shift I Pukul 07.00-12.00 waktu kerja
Shift II Pukul 12.00-17.30 waktu kerja
Tabel 2.1. Jumlah Tenaga Kerja di PT. Growth Asia
No Keterangan Total
(orang)
1 President Director 1
2 Management
Representative 1
3 Executive Manager 7
4 Maintenance 75
5 Moulding 151
6 Fettling 129
7 Furnace 117
8 Fabrikasi 25
9 Pattern 74
10 Machining 60
11 Heattreatment 24
12 QC 38
13 Fastener 6
14 Batubara 24
15 PPC 5
16 Methode engineering 11 17 Estimation &Cost
Analysis 3
18 Technical & Contract
Review 2
19 Drafting 22
20 Ekspedition 80
21 Grinding Ball 1
22 PLTU KIM 3 1
23 Warehouse 12
24 HRD &GA 26
Tabel 2.1. Jumlah Tenaga Kerja di PT. Growth Asia (Lanjutan)
No Keterangan Total
(orang)
26 Accounting 11
27 Marketing 8
28 EDP 5
29 Procurement 4
Jumlah 928
Sumber PT. Growth Asia
Pembagian di atas bila didasarkan pada sifat dan ikatan kerja yang ada, maka karyawan perusahaan ini digolongkan sebagai berikut:
- Karyawan pimpinan
Yaitu karyawan yang diangkat berdasarkan surat keputusan direksi. - Karyawan harian tetap.
Yaitu karyawan yang bekerja pada perusahaan atas dasar tugas dari perusahaan yang penggajiannya dilakukan pada akhir bulan dan pertengahan bulanan.
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Pada pembagian tugas dan wewenang, tanggung jawab dari sistem pengupahan diberikan kepada bagian personalia, yang akan dipertanggungjawabkan secara langsung kepada general manager perusahaan.
Adapun pengawasan sistem penggajian dan pengupahan terdiri atas: 1. Prosedur pembuatan daftar gaji dan upah
Sistem pengupahan dan penggajian di PT. Growth Asia terdiri atas:
1. Gaji dan upah bulanan diberikan kepada staff yang besarnya tetap setiap bulan sesuai dengan bidangnya masing-masing.
2. Gaji dan upah bulanan diberikan kepada karyawab bagian produksi.
Untuk upah ini, perusahaan memberikan upah lembur kepada karyawan yang bekerja diatas waktu kerja normal. Besarnya perhitungan upah lembur adalah sebagai berikut:
a. Untuk hari biasa
Perhitungan upah lembur untuk satu jam pertama adalah 1,5 x upah perjam.
Perhitungan upah lembur untuk dua jam dan berikutnya adalah 2 x upah perjam.
Dimana upah lembur adalah 1/173 x upah perbulan b. Untuk hari besar/libur
Perhitungan upah lembur bagi karyawan yang bekerja pada hari besar atau libur (Minggu) adalah 2 x upah per hari kerja biasa.
3. Upah perangsang juga diberikan kepada karyawan dengan didasarkan pada prestasi kerjanya.
Fasilitas-fasilitas itu antara lain: - Asuransi bagi karyawan.
- Pemberian jasa bagi karyawan yang berprestasi.
Selain hal tersebut, perusahaan juga memberi upah yang berupa:
1. Tunjangan jabatan, sebagai pelengkap gaji pokok. Tunjangan ini biasa diberikan untuk jabatan manajer.
2. Tunjangan Hari Raya (THR), yakni tambahan 1 (satu) bulan gaji bagi karyawan yang mempunyai masa kerja lebih dari1 tahun.
3. Tunjangan selama sakit, yakni biaya perawatan bagi karyawan yang sakit dan dinyatakan dengan surat keterangan sakit dari dokter.
4. Tunjangan insentif, untuk masa kerja karyawan yang ditambahkan dalam upah karyawan setiap bulannya.
Untuk meningkatkan kesejahteraan karyawan pada pabrik ini, perusahaan memberi jaminan antara lain:
1. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
Jaminan Sosial Tenaga Kerja adalah suatu bentuk asuransi yang dibuat Pemerintah untuk melindungi tenaga kerja. Asuransinya dikenal dengan nama Asuransi Tenaga Kerja (ASTEK).
Asuransi Tenaga Kerja ini berupa: - Jaminan kecelakaan kerja - Jaminan hari tua
- Jaminan kematian
2. Cuti
Untuk menghilangkan rasa jenuh dan bosan selama bekerja, perusahaan memberikan cuti bagi karyawan, yaitu 12 hari dalam 1 tahun kerja.
3. Serikat Pekerja Seluruh Indonesia (SPSI)
Yakni suatu wadah bagi para pekerja perkebunan untuk menampung berbagai keluhan dan masalah dari pekerja tersebut. Untuk melancarkan kegiatan ini, setiap pekerja dipungut iuran setiap bulannya. Iuran yang diberi tidak akan dikembalikan walaupun pekerja itu berhenti, pensiun atau meninggal dunia. 4. Koperasi
Koperasi dalam pabrik ini adalah koperasi simpan pinjam. Setiap pekerja boleh meminjam uang dengan syarat telah bekerja bagi perusahaan minimal 1 tahun. Besarnya pinjaman bergantung pada lamanya masa kerja dan besar gaji pokok pekerja itu. Koperasi juga memberi pesangon ditambah jasa pekerja yang dihentikan. Dan bila pekerja mengundurkan diri, tidak diberikan pesangon.
2.5. Proses Produksi
Proses produksi dapat didefinisikan sebagai suatu cara, metode dan teknik-teknik mengubah sumber atau input menjadi hasil atau output, sehingga hasil yang berupa barang atau jasa serta hasil sampingannya memiliki nilai tambah atau nilai guna yang berarti.
Proses produksi juga dapat didefinisika sebagai suatu cara, metode dan teknik-teknik mengubah sumber atau input menjadi hasil atau output, sehingga hasil yang berupa barang atau jasa hasil sampingannya memiliki nilai tambah atau nilai guna yang berarti. Setiap perusahaan mempunyai keinginan untuk meningkatkan produktivitasnya, sehingga diperlukan pemahaman terhadap proses produksi yang ada agar dapat mempermudah dalam menganalisis kerja perusahaan guna perbaikan sistem kerja. Untuk itu, perlu diketahui proses produksi yang berlaku di PT. Growth Asia yang memiputi bahan baku, bahan penolong, bahan tambahan, serta tahapan proses produksi yang berlangsung di perusahaan.
PT. Growth Asia bergerak dalam pengolahan Besi bekas menjadi part untuk mesin pertambangan dengan material baja pada umumnya, dengan spesifikasi yang diinginkan oleh pelanggan. Adapun proses pembuatan part untuk mesin pertambangan tersebut dapat diuraikan dalam sub bab berikut ini.
2.5.1. Standar Mutu Produk
Inspeksi dan Rencana Pengetesan (ITP) dihasilkan untuk memenuhi ketentuan-ketentuan pelanggan dan digunakan sebagai instruksi kerja proses produksi foundry. Secara umum, sistem mutu foundry adalah untuk menyediakan kepuasan dan kesesuaian terhadap persyaratan dari pelanggan.
mengevaluasi kesesuaian dan keberterimaan pemakaian sesuai dengan standar spesifikasi sebelum proses peleburan.
Sistem penomoran batch disediakan sewaktu perlakuan pengetesan komposisi sampel pada setiap peleburan. Sistem penomoran batch ini disesuaikan ke sistem penomoran seri produk jadi/coran agar mempermudah mampu telusurnya produk dalam proses foundry.
Untuk kepuasan pelanggan, PT. Growth Asia juga menyediakan pelayanan inspeksi terhadap produk jadi. Pelayanan pengetesan yang ada seperti: LiquidDye Penetrant Inspection (DPI), Magnetic Particle Inspection (MPI), UltrasonicFlaw Detection, dan Hardness Testing (Shore dan Brinell). Pengetesan secara eksternal tersedia sesuai dengan permintaan pelanggan.
2.5.2. Bahan-bahan yang Digunakan
Bahan-bahan yang digunakan berupa bahan baku, bahan penolong dan bahan tambahan. Berikut ini merupakan penjelasan dari ketiga bahan tersebut.
2.5.2.1. Bahan Baku
2.5.2.2.Bahan Tambahan
Adapun definisi dari bahan tambahan adalah bahan yang digunakan untuk mempermudah proses dan meningkatkan kualitas dari produk yang dihasilkan. Bahan tambahan yang ditambahkan kepada produk sehingga menghasilkan suatu produk akhir yang siap untuk dipasarkan, dapat berupa kemasan ataupun aksesoris.
Adapun bahan tambahan yang digunakan dalam proses produksi adalah: 1. Carbon
Fungsi dari karbon adalah
a. Untuk menaikkan kekerasan atau kekuatan b. Menurunkan keliatan
c. Mampu untuk ditempa
d. Mempunyai sifat penghantar yang baik 2. Silikon
Fungsi dari silikon adalah
a. Untuk menurunkan proses perubahan bentuk pada proses pembekuan b. Untuk mencegah penyusutan yang besar
c. Tahan panas
Bahan yang ditambahkan adalah FeSi 3. Mangan
Fungsi dari silikon adalah
c. Mempunyai sifat tahan impact atau benturan
2.5.2.3.Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam produk dimana keberadaannya tidak mengurangi nilai produk tersebut. Bahan penolong ini tidak ikut dalam proses produksi, namun dipakai pada akhir produksi. Bahan penolong yang digunakan oleh PT.Growth Asia adalah:
1. Lining material
Sebagai pelapis untuk dinding tanur dan ladle supaya tahan terhadap tingginya suhu cairan besi yang mencapai 1680oC.
2. Cat dempul
Digunakan untuk menutupi pori-pori pattern.
3. Stripcote
Sebagai coating untuk mempermudah pemisahan pattern dengan pasir cetak. 4. Methanol
Sebagai bahan campuran untuk cat/coating yang mudah terbakar, sehingga proses pengeringan cat lebih cepat.
5. Pasir kwarsa
Sebagai bahan untuk pembuatan cetakan. 6. Kayu papan dan Triplek
Digunakan untuk pembuatan pattern (mal) 7. Binder dan Catalist
8. Cat /Coating
Digunakan untuk mempermudah pemisahan cairan besi dengan pasir cetakan pasir, selain itu memperhalus permukaan produk.
9. Slag Remover
Sebagai bahan pengikat kotoran cairan, sehingga memudahkan untuk pembuangan kotoran cairan.
2.5.3. Uraian Proses Produksi
Untuk memproduksi benang karet, proses yang ada dapat dikelompokkan atas tahap-tahap sebagai berikut:
1. Drawing (Penggambaran)
2. Making Method (Perancangan Tuangan)
3. Pattern Making (Pembuatan Mal)
4. Moulding (Pencetakan)
5. Furnace (Peleburan) dan Casting (Penuangan)
6. Knock Out (Pembongkaran)dan Fetling (Penggerindaan)
7. Heattreatment (Perlakuan Panas)
8. Quality Control (Pengendalian Kualitas)
9. Machining (Permesinan)
10. Despatch (Pengemasan)
2.5.3.1.Drawing (Penggambaran)
oleh pelanggan atau digambar langsung di tempat pelanggan. Sehingga gambar yang dihasilkan sesuai dengan yang diinginkan oleh pelanggan, gambar yang dihasilkan dikerjakan menggunakan software AutoCAD.
2.5.3.2.Bagian Method (Perancangan Tuangan)
Pada bagian method adalah proses perancangan tuangan, dimana dari gambar yang telah dihasilkan dibuat rancangan tuangannya sampai produk jadi sesuai dengan yang diiginkan oleh pelanggan. Proses method ini dibuat mulai dari pembuatan mal sampai proses permesinan, untuk pembuatan method menggunakan software solid cast. Adapun hal yang ditentukan oleh bagian method untuk setiap bagian di produksi adalah:
1. Bagian Pattern (Pembuatan Mal)
Pada bagian ini method menentukan belahan dari mal yang dibuat, serta menentukan bagian core (inti) yang akan digunakan pada saat pencetakan. Selain itu, bagian method juga yang menentukan untuk dimensi dari setiap sistem saluran yang akan digunakan.
2. Bagian Moulding (Pencetakan)
Pada bagian moulding adalah menentukan jenis pasir yang digunakan, sistem saluran, rangka cetak, metoda pencetakannya, jenis coating, sampai menjadi cetakan yang layak untuk dituang.
3. Bagian Peleburan dan Penuangan
diameter saluran ladle yang digunakan, serta jenis tuangan yang akan digunakan untuk saluran penuangan.
4. Bagian Knock Out dan Fetling
Pada bagian ini method menentukan waktu untuk cetakan dilakukan pembongkaran. Selain itu, juga menentukan ukuran produk yang akan digerinda kasar sebelum dilakukan proses permesinan.
5. Bagian Heat Treatment
Pada bagian ini bertugas untuk menentukan proses perlakuan panas pada produk yang telah dibersihkan, dengan tujuan untuk menyeragamkan struktur ataupun meningkatkan kualitas dengan menambah kekerasan dari produk yang telah diproses perlakuan panas.
6. Bagian Quality Control
Pada bagian ini hal yang ditentukan oleh bagian method adalah jenis pengecekan untuk setiap produk, sehingga mendapatkan kualitas yang sesuai dengan yang diinginkan.
7. Bagian Machining (Permesinan)
2.5.3.3.Bagian Pattern (Pembuatan Mal)
Pada stasiun pattern ini dilakukan 2 hal penting dalam pattern, yaitu pembuatan cetakan kayu dan pembuatan tapak atas maupun tapak bawah yang menyatu.
Hal-hal yang perlu diperhatikan dalam pembuatan mal kayu adalah:
1. Pengecekan ukuran gambar yang dibuat dengan dimensi yang diinginkan oleh konsumen.
2. Penentuan letak pola (sudut kemiringan) agar mudah dilepas dari rongga cetakan.
3. Penentuan tambahan dimensi untuk menghindari penyusutan (berkisar antara 1%-2%).
4. Penentuan tambahan dimensi untuk mengatasi dimensi untuk mengatasi proses pada bagian machining (berkisar antara 5 mm sampai 7,5 mm). untuk pembuatan mal, dilakukan tahapan sebagai berikut:
a. Menggambar kayu triplek sesuai ukuran desain
Langkah pertama yang kita lakukan pada kegiatan menggambar di atas triplek, operator pada bagian pattern harus membaca gambar perintah dari bagian drawing. Gambar yang dibuat pada bagian drawing sesuai dengan pesanan konsumen, pada gambar perintah tersebut, telah dilengkapi dengan beberapa besar toleransi yang diperbolehkan oleh produk. Toleransi ini merupakan ketetapan sesuai dengan jenis bahan yang digunakan.
b. Proses pada mesin bensaw
Gambar yang telah dibuat di triplek, kemudian dipindahkan ke kayu yang akan digunakan sebagai cetakan kayu. Kemudian dipotong di mesin bensaw. c. Proses pada mesin Jointer
Mesin Jointer digunakan untuk menyesuaikan ukuran atau ketebalan kayu yang dibutuhkan sesuai gambar perintah. Mesin diset agar ukuran yang dikehendaki sesuai dengan hasil yang diinginkan.
d. Proses pada mesin ketam
Mesin ini digunakan untuk menghaluskan permukaan kayu yang fungsinya adalah agar produk yang dihasilkan nantinya juga mempunyai permukaan yang halus.
e. Proses pada mesin Gerinda
Mesin ini digunakan untuk menghaluskan sisi atau bagian kayu yang fungsinya adalah agar produk yang dihasilkan nantinya juga mempunyai sisi yang halus.
2.5.3.4.Bagian Moulding atau Pencetakan
Pada bagian ini adalah proses pencetakan, dimana mal yang telah dibuat dicetak dengan menggunakan pasir kwarsa yang telah dicampur dengan binder
dan catalyst. Adapun urutan proses yang dilakukan pada bagian moulding adalah: 1. Set up mal bagian bawah
Pada bagian ini adalah bagian dimana mal untuk bagian cetakan di bawah dilakukan setting terhadap rangka cetak, sistem saluran, dan penyesuaian terhadap metoda pencetakan yang diberikan oleh bagian method dan dilanjutkan dengan proses pencetakan.
2. Proses coating
Proses ini bertugas melakukan pelapisan dengan coating yang telah ditentukan oleh bagian method, serta membakarnya sampai kering. Dimana tujuannya adalah memperhalus bagian produk jadi dan menghindari kontak langsung antara pasir cetak dengan cairan yang dituang opada cetakan.
3. Set up mal bagian atas
Pada bagian ini adalah bagian dimana mal untuk bagian cetakan di atas dilakukan setting terhadap rangka cetak, sistem saluran, dan penyesuaian terhadap metoda pencetakan yang diberikan oleh bagian method dan dilanjutkan dengan proses pencetakan dan proses coating.
4. Assembly
pengecekan cetakan bagian dalam setelah cetakan atas dan bawag digabungkan, sehingga cetakan tersebut dipastikan siap untuk dituang.
2.5.3.5.Bagian Peleburan dan Penuangan
Bagian furnace dan penuangan ini fokus pada peleburan besi yang siap untuk dituang ke bagian pencetakan. Pada PT. Growth Asia, peleburan logam dilakukan dengan menggunakan tanur induksi, karena penggunaan tanur induksi mempunyai beberapa keuntungan, diantaranya:
1. Memperbaiki persyaratan kerja (lebih muda dioperasikan) 2. Kehilangan logam cair sedikit
3. Memungkinan untuk mencairkan logam kualitas rendah 4. Komposisi dan temperatur mudah dikontrol
Mesin peleburan besi yakni tanur induksi mempunyai susunan yakni satu kurs diletakkan dalam satu kumparan (lilitan), sehingga arus induksi yang melalui kumparan menyebabkan timbulnya medan magnet elektromagnetik yang berubah arah ke setiap arah didalam krusibel. Akibat adanya logam yang akan dilebur dalam krusibel, maka medan magnet elektromagnetik akan ditahan oleh logam tersebut. Tipe kurs ini hanya mempunyai satu ruangan yaitu daerah kurs untuk tempat mencairkan logam dan tempat logam cair. Bagian atas dari tanur terbuka lebar, sehingga pengisian logam yang akan dilebur mudah pengoperasiaanya.
Urutan proses pada stasiun ini adalah sebagai berikut:
a. Tanur induksi yang dimilik PT. Growth Asia memiliki kapasitas 1 ton dan 5 ton, tanur terlebih dahulu dipanaskan agar ketika logam dimasukkan, tanur induiksi sudah siap untuk memasak.
b. Peleburan logam
Logam dimasukkan ketika tanur diangap sudah siap untuk melebur logam c. Pencampuran unsur-unsur yang dibutuhkan
Bahan tambahan ini ditambahkan ke dalam cairan logam ini pada saat keseluiruhan logam telah mencair. Suhu logam cair saat peleburan adalah 1540 – 15600C. Suhu diukur dengan menggunakan thermocouple. Fungsi dari
thermocouple adalah untuk mengukur temperatur cairan dan bila sudah memenuhi standar tuangan, maka akan dilakukan penuangan.
d. Pengujian laboratoriun
Setelah bahan pokok dan bahan tambahan melebur menjadi satu, maka diambil sampel untuk uji laboratorium. Uji ini dilakukan untuk melihat berapa besar kadar dari campuran. Apabila kadar campuran belum memenuhi, maka akan ditambahkan kadarnya, tetapi apabila apabila kurang maka besi karbon akan ditambahkan. Pengujiaan ini biasanya dilakukan 2 kali dan biasanya sudah memenuhi karakteristik campuran yang diperlukan.
e. Penuangan slag removal
berfungsi agar kotoran dapat menggumpal dan mengapung di atas sehingga dapat dipisahkan atau dibuang.
f. Penuangan ke laddle (Tapping)
Penuangan ini dilakukan dengan cara mengeluarkan seluruh isi cairan yang ada dalam tanur ke ladle dengan menekan tuas hidrolik tanur, adapun temperatur yang dianjurkan disesuaikan dengan jenis materialnya.
g. Proses penuangan
Tugas dari proses penuangan adalah menuangkan cairan yang sudah ada pada ladle ke cetakan, dengan sebelumnya dilakukan terlebih dahulu pembersihan kotoran cairan dengan slag removal. Setelah selesai pembuangan kotoran, maka dilanjutkan pada proses pengukuran temperatur yang disesuaikan dengan temperatur yang diinginkan oleh cetakan yang tertera pada kartu TAG
2.5.3.6.Bagian Pembongkaran dan Penggerindaan (Fettling)
Bagian ini berfungsi untuk pembongkaran dan pembersihan cetakan untuk mengeluarkan benda atau produk coran. Proses yang berlangsung pada stasiun ini bergantung pada cetakan dari produk yang dibuat.
Pada stasiun ini terdapat dua metode yaitu : a. Sistem patah
Sistem patah menggunakan peralatan seperti martil dengan metode penggunaan seperti biasa (dipukul pada produk), selain dengan martil juga dengan mesin
power hammer.
b. Sistem potong
Langkah-langkah yang dilakukan pada bagian ini adalah: a. Proses dengan shake out machine
Proses awal yang dilakukan pada stasiun fettling adalah pembongkaran dengan menggunakan mesin shake out. Proses ini akan dilewati oleh semua produk yang dihasilkan oleh PT. Growth Asia. Pada proses ini, produk dibongkar dari cetakan dan dibersihkan dari sisa cetakan pasir dengan mesin ini.
b. Proses dengan power hammer
Setelah dibongkar kemudian semua sistem saluran dipotong dengan menggunakan power hammer. Sistem potong maksudnya adalah memotong bagian yang tidak diperlukan pada produk akhir, tetapi ada untuk membantu pada saat pencetakan. Ini dapat dinamakan pembantu pada pencetakan. Bagian ini dipotong untuk mendapatkan bagian pada
casting sesuai dengan pesanan konsumen. c. Proses dengan Gerinda 7 dan 20 inchi
Proses ini dilakukan untuk membersihkan permukaan casting dari sisa-sisa cetakan pasir serta sisa dari saluran yang masih menempel di produk.
2.5.3.7.Bagian Heat Treatment (Perlakuan Panas)
Pada bagian heat treatment ini bertugas melakukan proses perlakuan panas terhadap produk yang telah dibersihkan di bagian fetling, yaitu dengan tujuan meningkatkan kekerasan dan penyeragaman struktur mikro yang ada pada produk.
2.5.3.8.Bagian Quality Control (Pengendalian Kualitas)
Pada bagian quality control ini adalah proses dimana dilakukan pengendalian terhadap kualitas produk baik dari segi ukuran maupun dari kecacatan produk, sehingga menghasilkan produk yang siap dikirim kepada pelanggan dan siap untuk digunakan.
2.5.3.9.Bagian Machining (Permesinan)
Pada stasiun ini berfungsi untuk memperhalus permukaan produk dan juga untuk melengkapi ukuran yang sesuai dengan gambar. Terdapat beberapa proses pada bagian machining yang disesuaikan dengan pengerjaannya, yaitu:
a. Proses pembubutan
Proses ini dilakukan untuk mendapatkan ukuran yang fix dari gambar perintah yang ada, yang sesuai permintaan konsumen. Proses ini juga untuk membersihkan permukaan roda lori dari sisa pada pencetakan. Hasil dari proses pembubutan sangat berbeda pada proses fettling, karena pada proses ini, produk yang diperoleh sangat halus tanpa sisa pasair sedikitpun.
b. Proses pada mesin bor
2.5.3.10.Bagian Despatch (Pengemasan)
Pada bagian ini dilakukan proses akhir pembuatan produk casting, pada stasiun ini dilakukan beberapa proses diantaranya adalah:
a. Proses pendempulan
Proses pendempulan ini dilakukan untuk menutupi bagian yang sedikit cacat, misalnya: pembubutan yang sedikit tidak halus atau terdapat lubang pada bagian tertentu pada produk, sehingga untuk menutupinya dilakukan pendempulan sebelum akhirnya dicat.
b. Proses pengecatan
Proses ini dilakukan dengan menggunakan spray gun, sehingga cat yang dihasilkan lebih merata, cepat penyelesaian dan cepat mengering.
c. Proses pengemasan
BAB III
TINJAUAN PUSTAKA
3.1. Studi Teknik Tata Cara Kerja1
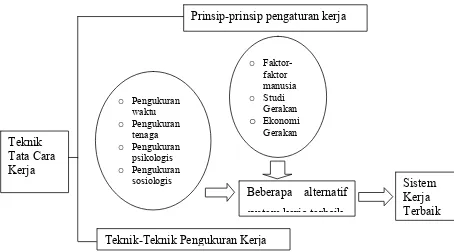
Teknik tata cara kerja adalah suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancangan (desain) terbaik dari sistem kerja. Teknik-teknik dan prinsip-prinsip ini digunakan untuk mengatur komponen-komponen sistem kerja yang terdiri dari manusia dengan sifat dan kemampuan-kemampuannya, bahan, perlengkapan dan peralatan kerja, serta lingkungan kerja sedemikian rupa sehingga dicapai tingkat efisiensi dan produktivitas yang tinggi yang diukur dengan waktu yang dihabiskan, tenaga yang dipakai serta akibat-akibat psikologis dan sosiologis yang ditimbulkannya.
Teknik tata cara merupakan hasil perpaduan antara teknik-teknik pengukuran waktu dan prinsip-prinsip studi gerakaan yang dikembangkan oleh Taylor dan F.B. Gilberth. Yang dicari dengan teknik-teknik dan prinsip-prinsip sistem kerja yang terbaik yaitu memiliki efisiensi dan produktivitas yang stinggi-tinnggginya. Sistem kerja itu sendiri terdiri dari empat komponen yaitu manusia, bahan, perlengkapan, dan peralatan seperti mesin dan perkakas pembantu, lingkungan kerja seperti ruangan dengan udaranya dan keadaan pekerjaan-pekejaan lain disekelilingnya. Artinya komponen-komponen itulah yang mempengaruhi efisiensi dan produktivitas kerja. Dengan menggunakan teknik-teknik dan prinsip-prinsip yang disebut diatas komponen-komponen diatur
1
sehingga berada dalam suatu komposisi yang memungkinkan tercapainya tujuan tadi.
Efisiensi dapat didefenisikan sebagai keluaran (output) dibagi masukan (input). Semakin besar harga rasio ini semakin tinggi efisiensinya. Dalam pemrosesan sebuah produk, efisiensi penggunaan bahan dihitung dengan membagi banyaknya bahan yang menjadi produk jadi dengan banyaknya bahan yang dimasukkan ke dalam proses. Dalam teknik tata cara kerja pengertian efisiensi diterapkan dalam bentuk perbandingan antara hasil (performance) yang dicapai dengan ongkos yang dikeluarkan untuk mendapatkan hasil tersebut. Yang dimaksud dengan ongkos disini adalah waktu yang dihabiskan, tenaga yang dikeluarkan, serta akibat-akibat psikologis dan sosiologis yang dihasilkan. Jadi semakin sedikit biaya yang dikeluarkan untuk menyelesaikan suatu pekerjaan semakin efisien sistem kerjanya. Efisiensi yang tinggi merupakan prasyarat produktivitas yang tinggi.
Gambar 3.1. Bagan Gambaran Keseluruhan Teknik Tata Cara Kerja Ada empat kriteria yang dipandang sebagai pengukur yang baik tentang kebaikan suatu sistem kerja yaitu waktu, tenaga, psikologis dan sosiologis. Suatu sistem kerja dinilai baik jika sistem ini memungkinkan waktu penyelesaian sangat singkat, tenaga yang diperlukan untuk menyelesaikan sangat sedikit dan akibat-akibat psikologis dan sosiologis yang ditimbulkan sangat minim. Semakin efisien semakin baiklah sitem kerjanya.
Gambar 3.2. Ruang Lingkup Teknik Tata Cara Kerja PEKERJA
BAHAN MESIN
PERALATAN LINGKUNGAN
BEBERAPA
ALTERNATIF SISTEM KERJA
Sistem Kerja Terbaik Prinsip-prinsip pengaturan kerja
Beberapa alternatif system kerja terbaik
o Faktor-faktor manusia o Studi
Gerakan
o Ekonomi
Gerakan o Pengukuran
waktu o Pengukuran
tenaga o Pengukuran
psikologis o Pengukuran
sosiologis
Teknik Tata Cara Kerja
[image:63.595.111.565.479.731.2]Bagian dari teknik tata cara yang mempelajari cara-cara pengukuran sistem kerja disebut pengukuran kerja. Bagian ini berisi teknik-teknik pengukur waktu, tenaga dan akibat-akibat psikologis serta sosiologis. Teknik-teknik ini dikembangkan secara multidisiplin artinya dengan menggunakan dan memadukan berbagai ilmu seperti statistik, fisiologis, psikologis dan sosiologi.
Penggunaan teknik tata cara kerja yaitu:
1. Penurunan ongkos produksi dan teknik tata cara kerja.
Pengaturan kerja memungkinkan didapatnya sitem-sistem terbaik, dan
pengukuran kerja menunjukkan sistem terbaik dan berapa waktu penyelesaian sebenarnya.
2. Waktu baku untuk sistem upah perangsang.
Upah perangsang adalah upah merangsang pekerja lebih giat. Sistem upah perangsang lebih baik akan menggiatkan pekerja karena tertarik pada tambahan pendapatan yang akan diperolehnya.
3.2. Peta Kerja2
Peta-peta kerja merupakan alat sistematis untuk mengumpulkan semua fakta, yang kemudian dengan mengemukakan peta-peta kerja pula fakta-fakta ini dikomunikasikan kepada orang lain dengan sistematis dan jelas. Untuk bisa mengemukakan fakta-fakta dengan baik, perlu ditinjau secara makro dan mikro. Peninjauan secara makro berarti bahwa fakta-fakta yang ada ditinjau secara menyeluruh sedangkan secara makro fakta-fakta yang ada ditinjau secara
2
terperinci disetiap stasiun kerja. Kedua cara peninjauan ini dipenuhi dengan menggunakan peta kerja artinya peta-peta kerja yang ada sekarang pada dasarnya bisa dibagi dalam dua kelompok besar yaitu peta-peta kerja yang menganalisa secara keseluruhan (makro), dan peta-peta kerja yang menganalisa kerja setempat (mikro).
Peta-peta kerja sangat berguna untuk mengumpulkan fakta-fakta dan penyajiannya dalam langkah penganalisisan masalah. Peta-peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui peta-peta kerja ini bisa didapatkan informasi-informasi yang diperlukan untuk memperbaiki suatu metoda kerja. Contoh informasi-informasi yang diperlukan untuk memperbaiki suatu metoda kerja, terutama dalam suatu proses produksi ialah sebagai berikut:
1. Jumlah benda kerja yang harus dibuat. 2. Waktu operasi mesin.
3. Kapasitas mesin.
4. Bahan-bahan khusus yang harus disediakan. 5. Alat-alat khusus yang harus disediakan. 6. Dan sebagainya.
3.2.1. Definisi Peta Kerja3
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas. Lewat peta-peta kerja ini kita bisa melihat semua langkah atau kejadian yang dialami oleh benda kerja dari mulai masuk ke pabrik yang
3
berbentuk bahan baku, kemudian menggambarkan semua langkah yang dialaminya, seperti: transportasi, operasi mesin, pemeriksaan dan perakitan, sampai akhirnya menjadi produk jadi, baik produk lengkap atau merupakan bagian dari suatu produk lengkap atau merupakan produk setengah jadi. Dengan menggunakan peta kerja ini, maka pekerjaan dalam usaha memperbaiki metode kerja dari suatu proses produksi akan lebih mudah dilaksanakan. Dengan peta kerja maka usaha memperbaiki metoda kerja dari suatu proses produksi akan lebih mudah dilaksanakan. Perbaikan yang mungkin dilakukan antar lain: menghilangkan operasi-operasi yang tidak perlu, menggabungkan suatu operasi dengan operasi lainnya, menemukan suatu urut-urutan kerja/proses produksi yang lebih baik, menentukan mesin yang lebih ekonomis, menghilangkan waktu menunggu antara operasi dan sebagainya. Perbaikan tersebut ditujukan untuk mengurangi biaya produksi secara keseluruhan. Jadi dengan demikian peta kerja ini merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga mempermudah dalam perencanaan perbaikan kerja.
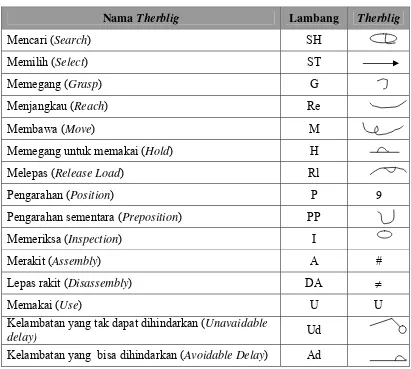
3.2.2. Lambang-lambang yang Digunakan4
Peta-peta kerja yang ada sekarang ini dikembangkan oleh Gilberth.
Gilberth mengusulkan 40 buah lambang yang bisa dipakai. Kemudian pada tahun berikutnya jumlah lambang-lambang tersebut disederhanakan, sehingga hanya tinggal 4 macam yaitu:
4
Untuk Operasi Untuk Transportasi
Untuk Pemeriksaan
Untuk Penyimpanan/Menunggu
Gambar 3.3. Lambang-Lambang Hasil Penyingkatan dari yang Diusulkan Gilberth
Penyederhanaan ini memudahkan pembuatan suatu peta kerja disamping setiap notasi mempunyai fleksibilitas yang tinggi karena setiap lambang mempunyai kandungan arti yang sangat luas.
Pada tahun 1947 American Society of Mechanical Engineers (ASME) membuat standar lambang-lambang yang terdiri dari 5 macam lambang. Lambang-lambang ini merupakan modifikasi dari lambang yang digunakan oleh Gilberth yaitu lingkaran kecil diganti dengan anak panah untuk kejadian transportasi dan menambah lambang baru ( ) untuk kejadian menunggu.
Adapun Lambang-lambang standar dari ASME yaitu sebagai berikut: 1. Operasi
Contohnya:
a. Pekerjaan menyerut kayu dengan mesin serut. b. Pekerjaan merakit.
c. Pekerjaan mengeraskan logam. 2. Pemeriksaan
Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik dari segi kualitas maupun segi kuantitas. Lambang ini digunakan jika melakukan pemeriksaan terhadap suatu objek atau membandingkan obyek tertentu dengan suatu standar.
Contohnya:
a. Mengukur dimensi badan. b. Mengukur warna benda.
c. Membaca alat ukur tekanan uap pada suatu mesin uap. 3. Transportasi
Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat dan bukan merupakan bagian dari suatu operasi.
Contohnya:
a. Memindahkan bahan dengan kereta dorong. b. Mengangkat benda dengan alat penarik (kerekan). c. Memindahkan tanpa bantuan alat angkut.
e. Suatu objek dipindahkan dari lantai bawah ke lantai atas elevator.
Suatu pergerakan yang merupakan bagian dari operasi atau disebabkan oleh petugas pada tempat bekerja sewaktu operasi atau pemeriksaan berlangsung, bukanlah merupakan transportasi.
Contohnya:
Keramik yang mengalami operasi pemanasan sambil bergerak di atas ban berjalan, merupakan kegiatan operasi, walaupun keramik tersebut mengalami perindahan tempat tetapi perpindahan tersebut merupakan bagian dari kegiatan pemanasan.
4. Menunggu
Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu (biasanya sebentar). Contoh:
a. Bahan menunggu untuk diangkut ke tempat lain. b. Peti menunggu untuk dibongkar.
5. Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama. Contohnya:
a. Dokumen-dokumen disimpan dalam brankas. b. Bahan baku disimpan dalam gudang.
6. Aktivitas Gabungan (Operasi dan Inspeksi)
3.2.3. Pembagian Peta Kerja5
Pada dasarnya peta-peta kerja yang ada sekarang dibagi atas dua kelompok besar berdasarkan kegiatannya, yaitu:
1. Peta-peta kerja untuk menganalisis kegiatan kerja keseluruhan.
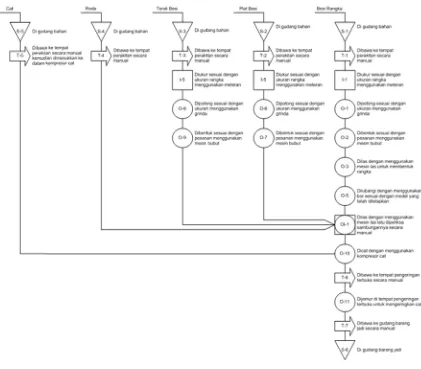
Suatu kegiatan disebut kegiatan kerja keseluruhan apabila kegiatan tersebut melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk yang bersangkutan.
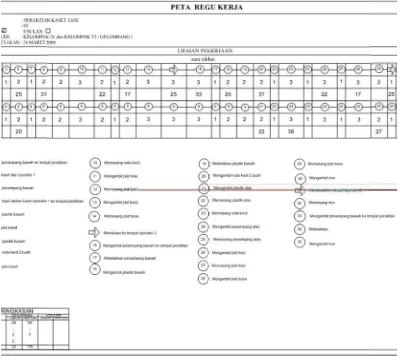
Yang termasuk peta kerja keseluruhan yaitu: a. Peta Proses Operasi (Operation Process Chart) b. Peta Aliran Proses (Flow Process Chart)
c. Peta Proses Perakitan (Assembly Process Chart) d. Peta Proses Kelompok Kerja (Gang Process Chart) e. Diagram Aliran (Flow Diagram)
2. Peta-peta kerja untuk menganalisis kegiatan kerja setempat.
Suatu kegiatan disebut kegiatan kerja setempat apabila kegiatan tersebut terjadi dalam suatu stasiun kerja yang biasanya melibatkan orang dan fasilitas dalam jumlah terbatas.
Yang termasuk peta kerja setempat yaitu:
a. Peta Pekerja dan Mesin (Man-Machine Chart) b. Peta Tangan Kiri dan Tangan Kanan
Secara garis besar penggambaran kedua kegiatan diatas tersebut terjadi dalam peta-peta kerja yang menggambarkan kegiatan secara keseluruhan
5
berdasarkan apa yang telah ada atau cara sekarang. Setiap kegiatan yang berlangsung, yang terjadi distasiun-stasiun kerja yang telah digambarkan pada peta kegaitan keseluruhan diamati seterperinci mungkin. Penganalisisan ini dilakukan dengan terlebih dahulu menggambarkan peta-peta kerja setempat yang menunjukkan keadaan sekarang. Hubungan antara kedua macam kegiatan adalah untuk menyelesaikan suatu produk diperlukan beberapa stasiun kerja, di mana satu sama lainnya saling berhubungan dan kelancaran proses produksi secara keseluruhan tergantung pada kelancaran setiap stasiun kerja.
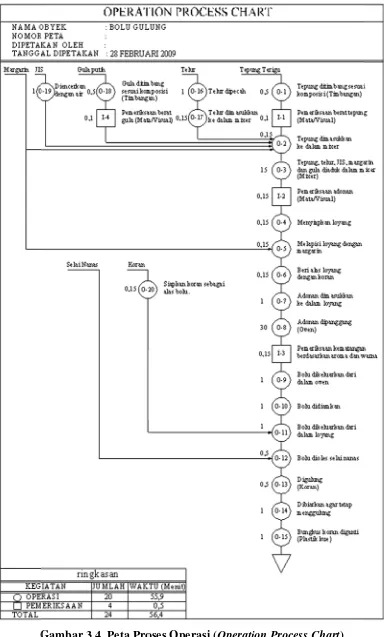
3.2.3.1. Peta Proses Operasi (Operation Process Chart)6
Peta proses operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami bahan baku mengenai urutan-urutan operasi dan pemeriksaan, mulai dari awal sampai menjadi produk jadi utuh maupun sebagai komponen, dan juga memuat informasi-informasi yang diperlukan untuk analisa lebih lanjut, seperti waktu yang dihabiskan, material yang digunakan, dan tempat atau alat atau mesin yang dipakai.
Kegunaan peta proses operasi antara lain:
1. Bisa mengetahui kebutuhan akan mesin dan penganggarannya. 2. Bisa memperkirakan kebutuhan akan bahan baku.
3. Sebagai alat untuk latihan kerja.
4. Sebagai alat untuk menentukan tata letak kerja.
6
Prinsip-prinsip pembuatan peta proses operasi adalah sebagai berikut:
1. Pertama-tama pada baris paling atas dinyatakan kepalanya “Peta Proses Operasi” yang diikuti oleh identifikasi lain, seperti: nama objek, nama pembuat peta, tanggal dipetakan, cara lama atau cara sekarang, nomor peta dan nomor gambar.
2. Material yang akan diproses diletakkan di atas garis horizontal, yang menunjukkan bahwa material tersebut masuk ke dalam proses.
3. Lambang-lambang ditempatkan dalam arah vertikal, yang menunjukkan terjadinya perubahan proses.
4. Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan sesuai dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut atau sesuai dengan proses yang terjadi.
G
3.2.3.2. Peta Aliran Proses (Flow Process Chart)7
Peta aliran proses adalah suatu diagram yang menunjukkan urutan-urutan dari operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi selama suatu proses atau prosedur berlangsung, serta memuat informasi-informasi yang diperlukan untuk menganalisa seperti waktu yang dibutuhkan dan jarak perpindahan. Waktu biasanya dinyatakan dalam bentuk jam dan jarak perpindahan biasanya dinyatakan dalam meter.
Perbedaan peta aliran proses dan peta proses operasi adalah sebagai berikut:
1. Peta aliran proses memperlihatkan semua aktivitas-aktivitas dasar, termasuk transportasi, menunggu dan menyimpan. Sedangkan pada peta proses operasi terbatas pada operasi dan pemeriksaannya.
2.