LAPORAN TUGAS AKHIR
Diajukan untuk Memenuhi Persyaratan Akademik Mencapai Gelar Sarjana Strata Satu
Pada Program Teknik Industri Institut Teknologi Harapan Bangsa
Disusun Oleh:
NAMA : FANNY FEBRIANI SUSILO NIM : 1511032
DEPARTEMEN TEKNIK INDUSTRI
INSTITUT TEKNOLOGI HARAPAN BANGSA
BANDUNG
2015
DEPARTEMEN TEKNIK INDUSTRI
INSTITUT TEKNOLOGI HARAPAN BANGSA
LEMBAR PENGESAHAN
USULAN PERBAIKAN METODE KERJA PADA BAGIAN
PENGEMASAN DI CV NJ FOOD INDUSTRIES
Disusun Oleh :
Nama : Fanny Febriani Susilo NIM : 1511032
Telah Diperiksa dan Disetujui
Sebagai Tugas Akhir Departemen Teknik Industri Institut Teknologi Harapan Bangsa
Bandung, Agustus 2015 Menyetujui,
Sonna Kristina, ST., MT. Dosen Pembimbing
Mengetahui,
Ir. Ari Setiawan, MT. Koordinator Tugas Akhir Pas Foto
DEPARTEMEN TEKNIK INDUSTRI
INSTITUT TEKNOLOGI HARAPAN BANGSA
PERNYATAAN HASIL KARYA PRIBADI
Saya yang bertanda tangan di bawah ini : Nama : Fanny Febriani Susilo
NIM : 1511032
Dengan ini menyatakan bahwa laporan Tugas Akhir dengan Judul :
“USULAN PERBAIKAN METODE KERJA PADA BAGIAN
PENGEMASAN DI CV NJ FOOD INDUSTRIES” adalah hasil pekerjaan saya
dan seluruh ide, pendapat atau materi dari sumber lain telah dikutip dengan cara penulisan referensi yang sesuai.
Pernyataan ini saya buat dengan sebenar-benarnya dan jika pernyataan ini tidak sesuai dengan kenyataan maka saya bersedia menanggung sanksi yang akan dikenakan pada saya.
Bandung, Agustus 2015
Yang membuat pernyataan,
i Oleh:
Fanny Febriani Susilo NIM: 1511032
CV NJ Food Industries merupakan salah satu perusahaan yang bergerak dalam produksi makanan, khususnya tahu. Berdasarkan pengamatan dan wawancara yang telah dilakukan, diketahui bahwa perusahaan memiliki masalah keterlambatan dalam pengiriman produk kepada pelanggan. Salah satu penyebab keterlambatan pengiriman adalah dikarenakan metode kerja yang tidak efektif pada bagian pengemasan. Banyak terdapat gerakan tidak efektif yang dilakukan oleh operator pada bagian pengemasan.
Dalam melakukan perbaikan pada bagian pengemasan dilakukan analisa metode kerja menggunakan Peta Tangan Kiri dan Tangan Kanan dan studi gerakan. Analisa yang dilakukan mendapatkan hasil berupa usulan perbaikan metode kerja pada proses packaging, proses pressing, dan proses packing yang lebih baik dan efektif.
Pengukuran usulan perbaikan metode kerja pada bagian pengemasan menghasilkan penurunan waktu siklus sebesar 6.72 detik atau 29.07% pada proses
packaging dan pressing, dan tidak ada perubahan waktu siklus pada proses packing karena tidak dilakukan perbaikan terhadap proses tersebut. Usulan
perbaikan metode kerja tersebut diharapkan dapat membantu perusahaan dalam menghindari keterlambatan pengiriman produk terhadap pelanggan.
Kata Kunci: perbaikan metode kerja, peta tangan kiri dan tangan kanan, studi
ii
ABSTRACT
PROPOSED METHODS IMPROVEMENT FOR DEPARTMENT
OF PACKAGING IN CV NJ FOOD INDUSTRIES
By:
Fanny Febriani Susilo NIM: 1511015
CV NJ Food Industries is one of the companies which engaged in food production, specifically tofu. Based on the observation and interview that have been done, it is known that the company has a delay problem in delivering the products to its customers. One cause of delay in delivery is due to an ineffective methods on the packaging department. There are many ineffective movements which are performed by the operator on the packaging department.
In doing improvement on the packaging methods, analysis by left and right hand chart and motion study is used. The analysis results in a better and more effective proposed improvement for the packaging process, pressing process, and packing process.
Measurement of the proposed improvement in the packaging methods resulted in decreased cycle time as of 6.72 seconds or 7.29% in the combination of packaging and pressing process, and there is no change in the packing process cycle time because there is no improvement on this process. The proposed methods improvement is expected to help the company avoid the delay in delivering the products to customers.
iii
kasih setia-Nya yang mengijinkan penulis untuk melakukan penelitian di CV NJ Food Industries Bandung dan menyelesaikan laporan tugas akhir ini dengan baik.
Laporan tugas akhir berjudul “Usulan Perbaikan Metode Kerja pada
Bagian Pengemasan di CV NJ Food Industries” ini merupakan syarat kelulusan
program Strata Satu (S-1) pada Program Studi Teknik Industri di Institut Teknologi Harapan Bangsa Bandung.
Laporan tugas akhir ini tidak akan terwujud tanpa adanya usaha dan dukungan dari berbagai pihak yang telah memberikan arahan, saran, bantuan, motivasi dan semangat kepada penulis. Oleh karena itu, pada kesempatan ini penulis ingin menyampaikan terima kasih khususnya kepada:
1. The awesome Father in Heaven, Jesus Christ, who always gives me hope and
strengthens me even in the hardest parts of my life. I really mean to thank You, God.
2. Papi dan Mami yang telah memberikan doa, nasihat, dan dukungan yang luar biasa kepada penulis. Love and miss you most.
3. Ibu Sonna Kristina, ST., MT. selaku dosen pembimbing tugas akhir. Terima kasih atas waktu, bimbingan, dan perhatian yang telah diberikan untuk menyelesaikan laporan tugas akhir ini.
4. Ibu Eka Kurnia Asih, ST., MT. dan Bapak Ir. Roland YH. Silitonga, MT. selaku dosen penguji penulis. Terima kasih atas kritik dan saran yang diberikan untuk perbaikan laporan tugas akhir ini.
5. Tim Dosen TI ITHB: Bapak Ir. Ari Setiawan, MT. selaku Kepala Departemen Teknik Industri, Bapak Anggoro Prasetyo Utomo, ST., MT. selaku dosen wali penulis, dan Bapak Ir. Sandria Sarim, MM. selaku Direktur
iv
Kemahasiswaan dan CRC ITHB. Terima kasih karena telah memberikan ilmu dan nasihat yang sangat berharga kepada penulis.
6. Meyliana Kwanama, my cousin, yang main barengnya di-pending dulu sampai penulis lulus Yudisium 14 Agustus 2015. I’m almost ready, sis! 7. Seluruh teman-teman seperjuangan di TI 2011: Yela, Rico, Devi, Mariani,
Wendy, Adiel, Bang Elieser, Diana, Ulima, Marla, Joshua, Kristianto, Halim, Felix, Annisa, Kristy, Angelin, Kristin, Yohana, Kornelius, Samuel, Christopher, Axel, Riedel, Cikal, Yoendry, Toar, Toni, Basmanto, Aldes. 8. Seluruh alumni dan mahasiswa TI ITHB 2012-2014 yang telah men-support
TI 2011 baik secara langsung maupun tidak langsung.
9. CV NJ Food Industries, tempat dimana penulis melakukan penelitian, terutama kepada Pak Iwan, Pak Ence, Teh Hetty, dan Teh Yeni yang telah memberikan bantuan dan saran kepada penulis.
10. Semua pihak yang tidak dapat disebutkan satu per satu, yang telah memberikan bantuan baik secara langsung maupun tidak langsung kepada penulis.
Penulis menyadari bahwa laporan ini masih belum sempurna, oleh karena itu penulis menyampaikan maaf apabila terdapat kesalahan. Akhir kata, semoga laporan ini dapat bermanfaat bagi kita semua. God Bless.
Bandung, Agustus 2015
v PERNYATAAN HASIL KARYA SENDIRI
ABSTRAKSI i
ABSTRACT ii
KATA PENGANTAR iii
DAFTAR ISI v
DAFTAR TABEL viii
DAFTAR GAMBAR ix
DAFTAR LAMPIRAN x
BAB I PENDAHULUAN I-1
1.1 Latar Belakang Masalah I-1
1.2 Rumusan Masalah I-2
1.3 Tujuan Penelitian I-2
1.4 Manfaat Penelitian I-3
1.5 Pembatasan Masalah I-3
1.6 Sistematika Penulisan I-3
BAB II TINJAUAN PUSTAKA II-1
2.1 Teknik Tata Cara Kerja II-1
2.2 Peta Kerja II-1
2.2.1 Lambang-Lambang dalam Peta Kerja II-2
2.2.2 Jenis-Jenis Peta Kerja II-5
2.2.3 Peta Proses Operasi II-5
2.2.4 Peta Aliran Proses II-7
2.2.5 Peta Proses Kelompok Kerja II-9
2.2.6 Diagram Aliran II-10
2.2.7 Peta Pekerja dan Mesin II-11
vi
2.3 Uji Kecukupan dan Keseragaman Data II-15
2.4 Studi Gerakan II-17
2.5 Pengujian Hipotesis II-20
2.5.1 Pengujian Hipotesis Beda Dua Rata-Rata Sampel Kecil II-21
2.6 Model Penelitian II-23
2.7 Penelitian Terdahulu II-23
BAB III METODOLOGI PENELITIAN III-1
3.1 Metodologi Penelitian III-1
3.2 Studi Pendahuluan III-2
3.2.1 Studi Awal III-2
3.2.2 Tinjauan Umum Organisasi III-3
3.2.3 Identifikasi Masalah III-3
3.2.4 Tinjauan Pustaka III-3
3.2.5 Tujuan Penelitian III-3
3.3 Pengumpulan Data III-4
3.4 Pengolahan Data III-4
3.5 Analisis dan Pembahasan III-4
3.6 Kesimpulan dan Saran III-5
BAB IV PENGOLAHAN DAN PENGOLAHAN DATA IV-1
4.1 Pengumpulan Data IV-1
4.1.1 Profil Perusahaan IV-1
4.1.1.1 Sejarah Singkat Perusahaan IV-1
4.1.1.2 Proses Bisnis Penjualan Tahu IV-2
4.1.1.3 Proses Produksi Tahu IV-3
4.1.2 Elemen Gerakan Kerja Pada Proses Pengemasan IV-6
4.1.3 Waktu Siklus Pada Bagian Pengemasan IV-7
4.2 Pengolahan Data IV-8
4.2.1Uji Kecukupan dan Keseragaman Data IV-8
4.2.2 Peta Tangan Kiri dan Tangan Kanan Metode Kerja Awal IV-9
vii
4.2.5 Studi Gerakan Metode Kerja Usulan IV-21
4.2.5.1 Studi Gerakan Kondisi Usulan Proses Packaging
dan Pressing IV-21
BAB V ANALISIS DAN HASIL PEMBAHASAN V-1
5.1 Analisis Metode Kerja Awal V-1
5.1.1 Analisis Metode Kerja Awal Proses Packaging V-1 5.1.2 Analisis Metode Kerja Awal Proses Pressing V-3
5.1.3 Analisis Metode Kerja Awal Proses Packing V-5
5.2 Analisis Metode Kerja Usulan V-6
5.3 Perbandingan Metode Kerja Awal dan Metode Kerja Usulan V-9
BAB VI KESIMPULAN DAN SARAN VI-1
6.1 Kesimpulan VI-1
6.2 Saran VI-2
viii
DAFTAR TABEL
Tabel 2.1 Lambang-Lambang Therblig II-18
Tabel 2.3 Penelitian Terdahulu dan Posisi Penelitian II-25
Tabel 4.1 Elemen Gerakan Kerja Pada Bagian Pengemasan IV-6
Tabel 4.2 Waktu Siklus Pada Bagian Pengemasan IV-7
Tabel 5.1 Elemen Gerakan Pada Metode Kerja Awal Proses Packaging V-1 Tabel 5.2 Elemen Gerakan Tangan Kiri Pada Metode Kerja
Awal Packaging V-2
Tabel 5.3 Elemen Gerakan Tangan Kanan Pada Metode Kerja
Awal Packaging V-2
Tabel 5.4 Elemen Gerakan Pada Metode Kerja Awal Proses Pressing V-3 Tabel 5.5 Elemen Gerakan Tangan Kiri Pada Metode Kerja
Awal Pressing V-4
Tabel 5.6 Elemen Gerakan Tangan Kanan Pada Metode Kerja
Awal Pressing V-4
Tabel 5.7 Elemen Gerakan Pada Metode Kerja Awal Proses Packing V-5 Tabel 5.8 Elemen Gerakan Tangan Kiri Pada Metode Kerja
Awal Packing V-5
Tabel 5.9 Elemen Gerakan Tangan Kanan Pada Metode Kerja
Awal Packing V-5
Tabel 5.10 Elemen Gerakan Pada Metode Kerja Usulan Proses
Packaging dan Pressing V-6 Tabel 5.11 Elemen Gerakan Tangan Kiri Pada Metode Kerja Usulan
Packaging dan Pressing V-8 Tabel 5.12 Elemen Gerakan Tangan Kanan Pada Metode Kerja Usulan
Packaging dan Pressing V-8 Tabel 5.13 Perbandingan Metode Kerja Awal dan Metode Kerja Usulan V-9
ix
Gambar 2.3 Contoh Peta Aliran Proses II-8
Gambar 2.4 Contoh Peta Proses Regu Kerja II-9
Gambar 2.5 Contoh Diagram Aliran II-10
Gambar 2.6 Contoh Peta Pekerja dan Mesin II-12
Gambar 2.7 Contoh Peta Tangan Kiri dan Tangan Kanan II-15
Gambar 2.8 Model Penelitian II-30
Gambar 3.1 Kerangka Penelitian III-1
Gambar 4.1 Proses Bisnis Penjualan Tahu IV-3
Gambar 4.2 Peta Proses Operasi Produksi Tahu IV-5
Gambar 4.3 Peta Tangan Kiri dan Tangan Kanan Metode Kerja Awal
Proses Packaging IV-10
Gambar 4.4 Peta Tangan Kiri dan Tangan Kanan Metode Kerja Awal
Proses Pressing IV-11
Gambar 4.5 Peta Tangan Kiri dan Tangan Kanan Metode Kerja Awal
Proses Packing IV-12
Gambar 4.6 Metode Gerakan Proses Packaging Kondisi Awal IV-13 Gambar 4.7 Metode Gerakan Proses Pressing Kondisi Awal IV-15 Gambar 4.8 Metode Gerakan Proses Packing Kondisi Awal IV-16 Gambar 4.9 Peta Tangan Kiri dan Tangan Kanan Metode Kerja Usulan
Proses Packaging dan Pressing IV-20
Gambar 4.10 Metode Gerakan Proses Packaging dan Pressing Kondisi
x
DAFTAR LAMPIRAN
Lampiran A - Rekap Data Waktu Proses Operasi Pada Bagian A-1 Pengemasan
Lampiran B - Uji Kecukupan dan Keseragaman Data B-1
Masing-Masing Proses Operasi Pada Bagian Pengemasan
Lampiran C - Uji Kesamaan Rata-Rata Waktu Siklus Sebelum C-1 dan Sesudah Perbaikan Metode Kerja Pengemasan
xi
Bagian Pelintingan Rokok dengan Menggunakan Studi Gerak dan Waktu untuk Meningkatkan Efisiensi Kerja (Studi Kasus di P.R. Sumber Rejeki
Wajak Malang). J. Tek. Pert. Vol. 5 No. 2: 95-105
Munthe, Andre F. G. 2009. Perbaikan Metode Kerja Untuk Meningkatkan Output
Produksi Menggunakan MOST (Maynard Operation Sequence Technique) Dalam Menentukan Waktu Standar Pada PT. Suryamas Lestariprima.
Medan: Departemen Teknik Industri Universitas Sumatera Utara.
Iqbal, M. Hasan. 2002. Pokok-Pokok Materi Statistik 2 (Statistik Intensif). Jakarta: Bumi Aksara.
Rejeki, Y. S., Achiraeniwati, E., As’ad, N. R., dan Lovione, A. 2012. Usulan
Perbaikan Metoda Kerja pada Stasiun Kerja Pola dengan Motion Economy Check List (Studi Kasus Industri Rumah Tangga Sepatu
Cibaduyut “X”). ISSN:2089-3582, Vol. 3, No. 1.
Satwikaningrum, Dyaksi. 2006. Perbaikan Waktu Set-Up dengan Menggunakan
Metode SMED (Studi Kasus PT Naga Bhuana Aneka Piranti). Surakarta:
Jurusan Teknik Industri Fakultas Teknik Universitas Sebelas Maret.
Setiawan, Y., dan Palit, H. C. 2013. Perbaikan Metode Kerja pada Bagian
Pengemasan di PT. Kembang Bulan. Jurnal Tirta Vol. 1, No. 1, pp 41-48.
Simanjuntak, R. A., dan Hernita, D. 2008. Usulan Perbaikan Metode Kerja
Berdasarkan Micromotion Study dan Penerapan Metode 5S untuk Meningkatkan Produktifitas. Jurnal Teknologi, Vol. 1, No. 2, 191-203.
xii
Sutalaksana, I. Z., Anggawisastra, R., dan Tjakraatmadja, J. H. 1979. Teknik Tata
Cara Kerja. Bandung: Jurusan Teknik Industri Institut Teknologi
Bandung.
Wignjosoebroto, Sritomo. 1995. Ergonomi, Studi Gerak dan Waktu. Surabaya: Guna Widya.
http://devijulietta.blogspot.com
BAB I
PENDAHULUAN
1.1
Latar Belakang MasalahDewasa ini persaingan di dunia industri menjadi semakin ketat seiring dengan berkembangnya era globalisasi. Setiap perusahaan dituntut untuk dapat selalu meningkatkan kepuasan pelanggan agar dapat bertahan di dunia industri. Salah satu upaya yang dilakukan untuk mewujudkan hal tersebut adalah dengan memperbaiki proses produksi yang ada di perusahaan.
CV NJ Food Industries merupakan perusahaan yang memproduksi tahu, makanan khas Indonesia yang menjadi favorit seluruh lapisan masyarakat. CV NJ Food Industries bukanlah satu-satunya perusahaan yang menghasilkan tahu di Kota Bandung, oleh karena itu perusahaan tersebut harus dapat memaksimalkan setiap komponen di dalam perusahaan agar proses produksi yang ada dapat berjalan dengan lancar dan perusahaan dapat memberikan kepuasan yang maksimal kepada pelanggannya.
Secara keseluruhan, CV NJ Food Industries melakukan beberapa aktivitas dalam proses bisnis mereka yaitu pengadaan bahan baku, perencanaan produksi, produksi, pengemasan produk, dan pengiriman produk. Berdasarkan hasil wawancara yang telah dilakukan, diketahui bahwa salah satu masalah yang dihadapi perusahaan adalah keterlambatan dalam pengiriman produk kepada pelanggan.
Hasil pengamatan menunjukkan bahwa lamanya waktu pengemasan berpengaruh terhadap keterlambatan pengiriman. Oleh karena itu, penelitian akan difokuskan pada bagian pengemasan. Berdasarkan hasil pengamatan, diketahui banyak terdapat gerakan tidak efektif yang dilakukan operator sehingga menyebabkan proses pengemasan memakan waktu yang lama.
Agar pengiriman barang dapat berjalan dengan lancar, maka dibutuhkan perbaikan metode kerja untuk mempercepat waktu siklus proses pengemasan. Waktu siklus yang lebih singkat akan membuat produk siap dikirim sehingga keterlambatan dapat dihindari. Penelitian dilakukan melalui pendekatan studi gerakan dengan menggunakan peta tangan kiri dan tangan kanan untuk menganalisis metode kerja yang ada saat ini pada bagian pengemasan di CV NJ Food Industries.
1.2 Rumusan Masalah
Berdasarkan latar belakang masalah yang dihadapi oleh perusahaan saat ini, maka rumusan masalah yang akan diteliti adalah:
1. Bagaimana metode kerja yang ada saat ini pada bagian pengemasan di CV NJ Food Industries?
2. Bagaimana usulan perbaikan metode kerja pada bagian pengemasan di CV NJ Food Industries?
1.3 Tujuan Penelitian
Berdasarkan rumusan masalah di atas, tujuan dari penelitian ini adalah sebagai berikut:
1. Mengetahui metode kerja yang dilakukan saat ini oleh operator pada bagian pengemasan di CV NJ Food Industries dengan menggunakan Peta Tangan Kiri dan Tangan Kanan.
2. Memberikan usulan perbaikan metode kerja pada bagian pengemasan di CV NJ Food Industries melalui pendekatan studi gerakan.
1.4 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat sebagai berikut:
1. Bagi perusahaan, dapat menjadi bahan masukan mengenai metode kerja yang lebih baik agar perusahaan dapat meningkatkan efisiensi waktu siklus
dari proses pengemasan yang sedang berjalan saat ini sehingga keterlambatan pengiriman dapat dihindari.
2. Bagi bidang keilmuan, dapat menjadi sumber informasi untuk penelitian yang berhubungan dengan perbaikan metode kerja.
1.5 Pembatasan Masalah
Agar masalah yang dibahas dalam penelitian tidak menyimpang, maka masalah yang diteliti perlu dibatasi. Adapun pembatasan masalah dalam penelitian ini diantaranya:
1. Pengamatan hanya dilakukan terhadap metode kerja yang dilakukan oleh operator yang melakukan proses pengemasan pada shift 1 di CV NJ Food Industries.
2. Penelitian ini hanya memberikan usulan perbaikan metode kerja bagi perusahaan.
1.6 Sistematika Penulisan
Sistematika penulisan pada penyajian laporan tugas akhir ini adalah sebagai berikut:
BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang masalah, rumusan masalah, tujuan penelitian, manfaat penelitian, pembatasan masalah, dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Bab ini membahas teori-teori yang relevan dengan topik penelitian, diantaranya mengenai teknik tata cara kerja, uji kecukupan dan keseragaman data, studi gerakan, serta uji kesamaan rata-rata yang dikemukakan berdasarkan referensi beberapa buku dan sumber dari internet dan akan dijadikan sebagai dasar untuk pengolahan data dan analisis permasalahan.
BAB III METODOLOGI PENELITIAN
Bab ini menguraikan kerangka kerja penelitian, yang berisi langkah-langkah penelitian yang dilakukan dari awal penelitian hingga penelitian selesai dilakukan.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data yang dikumpulkan untuk diolah berdasarkan tinjauan pustaka yang sesuai dengan penelitian. Dalam bab ini dilakukan pemilihan data yang sesuai dengan kebutuhan dan tujuan penelitian.
BAB V ANALISIS DAN PEMBAHASAN
Bab ini membahas hasil pengolahan dan analisis data yang sudah dilakukan dan bertujuan untuk menyelesaikan permasalahan dalam penelitian ini.
BAB VI KESIMPULAN DAN SARAN
Bab ini memberikan kesimpulan dari hasil pengolahan data yang telah dilakukan pada bab sebelumnya dan dilengkapi dengan saran dari penulis untuk penelitian selanjutnya.
BAB II
TINJAUAN PUSTAKA
2.1 Teknik Tata Cara Kerja
Teknik tata cara kerja adalah suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancangan (desain) terbaik dari sistem kerja (Sutalaksana, dkk, 1979).
Teknik-teknik dan prinsip-prinsip ini digunakan untuk mengatur komponen-komponen sistem kerja yang terdiri dari manusia dengan sifat-sifat dan kemampuan-kemampuannya, bahan, perlengkapan dan peralatan kerja, serta lingkungan kerja sedemikian rupa sehingga dicapai tingkat efisiensi dan produktivitas tinggi yang diukur dengan waktu yang dihabiskan, tenaga yang dipakai serta akibat-akibat psikologis dan sosiologis yang ditimbulkannya.
“Tidak ada cara terbaik, tetapi selalu ada cara yang lebih baik” adalah sebuah motto yang dikenal dan disadari di kalangan ilmuwan dan pemakai teknik tata cara kerja. Oleh karena itu, dalam merancang suatu sistem kerja tidak seorang pun boleh berhenti setelah mendapatkan suatu rancangan yang dipandang sudah baik. Untuk mendapatkan sesuatu yang lebih baik, hampir sepenuhnya memerlukan kreativitas dan ini berarti gagasan yang baru ditentukan dan dianggap baik saat ini hanya bersifat sementara. Tidak mustahil beberapa saat kemudian akan muncul gagasan baru yang menggugurkan kebaikan sistem yang lama. Dengan demikian lengkaplah pengertian bahwa yang ada adalah prinsip-prinsip untuk mencari sistem yang lebih baik dan teknik-teknik untuk mengukur lebih baik atau tidaknya suatu rancangan sistem gagasan baru.
2.2 Peta Kerja
Peta-peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui peta-peta kerja ini bisa
didapatkan informasi-informasi yang diperlukan untuk memperbaiki suatu metoda kerja (Sutalaksana, dkk, 1979).
Melalui peta-peta kerja ini dapat dilihat semua langkah atau kejadian yang dialami oleh suatu benda kerja dari mulai masuk ke pabrik (berbentuk bahan baku), kemudian menggambarkan semua langkah yang dialaminya, seperti transportasi, operasi mesin, pemeriksaan dan perakitan, sampai akhirnya menjadi produk jadi, baik produk lengkap atau bagian dari suatu produk lengkap.
Dengan melakukan studi yang seksama terhadap suatu peta kerja, maka pekerjaan dalam usaha memperbaiki metoda kerja dari suatu proses produksi akan lebih mudah dilaksanakan. Perbaikan tersebut ditujukan untuk mengurangi biaya produksi secara keseluruhan. Dengan demikian, peta kerja merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga mempermudah dalam perencanaan perbaikan kerja.
2.2.1 Lambang-Lambang dalam Peta Kerja
Menurut catatan sejarah, peta-peta kerja yang ada sekarang ini dikembangkan oleh Gilberth. Pada saat itu, untuk membuat suatu peta kerja, Gilberth mengusulkan empat puluh buah lambang yang dapat dipakai. Kemudian pada tahun berikutnya jumlah lambang-lambang tersebut disederhanakan menjadi empat macam.
Pada tahun 1947, American Society of Mechanical Engineer (ASME) membuat standar lambang-lambang yang terdiri dari lima macam lambang, antara lain (Sutalaksana, dkk, 1979).
1. Operasi
Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat, baik fisik maupun kimiawi. Mengambil informasi maupun memberikan informasi pada suatu keadaan juga termasuk operasi. Operasi merupakan kegiatan yang paling banyak terjadi dalam suatu proses kerja. Contoh kegiatan operasi adalah:
- Pekerjaan mengeraskan logam. - Pekerjaan merakit.
2. Pemeriksaan
Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas. Lambang ini digunakan jika dilakukan pemeriksaan terhadap suatu objek atau membandingkan objek tertentu dengan suatu standar. Contoh kegiatan pemeriksaan adalah:
- Mengukur dimensi benda. - Memeriksa warna benda.
- Membaca alat ukur tekanan uap pada suatu mesin uap.
3. Transportasi
Kegiatan transportasi terjadi apabila benda kerja, pekerja atau peralatan mengalami perpindahan tempat yang bukan merupakan bagian dari suatu operasi. Suatu pergerakan yang merupakan bagian dari operasi atau disebabkan oleh petugas pada tempat kerja sewaktu operasi atau pemeriksaan berlangsung bukanlah merupakan kegiatan transportasi. Contoh kegiatan transportasi adalah:
- Benda kerja diangkut dari mesin bubut ke tempat mesin skrap untuk mengalami operasi berikutnya.
- Suatu objek dipindahkan dari lantai bawah ke lantai atas lewat elevator.
4. Menunggu
Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu. Kegiatan ini biasanya berlangsung sementara, dimana objek ditinggalkan untuk sementara tanpa pencatatan sampai diperlukan kembali. Contoh kegiatan menunggu adalah: - Objek menunguu untuk diproses atau diperiksa.
- Peti menunggu untuk dibongkar.
5. Penyimpanan
Proses penyimpanan terjadi bila benda kerja disimpan dalam jangka waktu yang cukup lama. Jika benda kerja itu akan kembali diambil, biasanya memerlukan suatu prosedur perizinan tertentu. Lambang ini digunakan untuk menyatakan suatu objek yang mengalami penyimpanan permanen, yaitu ditahan atau dilindungi terhadap pengeluaran tanpa izin tertentu. Prosedur perizinan dan lamanya waktu adalah dua hal yang membedakan antara kegiatan menyimpan dan menunggu. Contoh kegiatan penyimpanan adalah:
- Dokumen-dokumen atau catatan-catatan disimpan dalam brankas. - Bahan baku disimpan dalam gudang.
6. Aktivitas Gabungan
Kegiatan ini terjadi apabila antara aktivitas operasi dan pemeriksaan dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
Gambar 2.1 merupakan penjelasan lambang-lambang yang diusulkan ASME beserta contoh-contohnya.
Gambar 2. 1 Lambang-Lambang ASME dan Contoh-Contohnya Sumber: Sutalaksana, dkk, 1979
2.2.2 Jenis-Jenis Peta Kerja
Peta-peta kerja pada saat sekarang dibagi atas dua kelompok besar berdasarkan kegiatannya, yaitu (Sutalaksana, dkk, 1979):
1. Peta Kerja Keseluruhan, yang terdiri dari: a. Peta Proses Operasi
b. Peta Aliran Proses
c. Peta Proses Kelompok Kerja d. Diagram Aliran
2. Peta Kerja Setempat, terdiri dari: a. Peta Pekerja dan Mesin
b. Peta Tangan Kiri dan Tangan Kanan
Suatu kegiatan disebut kegiatan kerja keseluruhan apabila kegiatan tersebut melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk yang bersangkutan. Sedangkan suatu kegiatan disebut kegiatan kerja setempat, apabila kegiatan tersebut terjadi dalam suatu stasiun kerja yang biasanya hanya melibatkan orang dan fasilitas dalam jumlah terbatas.
Berikut ini akan dibahas masing-masing peta kerja berdasarkan kedua kelompok tersebut.
2.2.3 Peta Proses Operasi
Peta Proses Operasi adalah peta kerja yang mencoba menggambarkan urutan kerja dengan jalan membagi pekerjaan tersebut ke dalam elemen-elemen operasi secara detail (Wignjosoebroto, Sritomo, 1995). Tahapan proses operasi kerja harus diuraikan secara logis dan sistematis. Dengan demikian keseluruhan operasi kerja dapat digambarkan dari awal (raw material) sampai menjadi produk akhir (finished goods product) sehingga analisa perbaikan dari masing-masing operasi kerja individual maupun urut-urutannya secara keseluruhan akan dapat dilakukan.
Dengan adanya informasi-informasi yang bisa dicatat melalui Peta Proses Operasi, dapat diperoleh banyak manfaat diantaranya:
- Bisa mengetahui kebutuhan akan mesin dan penganggarannya.
- Bisa memperkirakan kebutuhan bahan baku (dengan memperhitungkan efisiensi di setiap operasi/pemeriksaan).
- Sebagai alat untuk menentukan tata letak pabrik.
- Sebagai alat untuk melakukan perbaikan cara kerja yang sedang dipakai. - Sebagai alat untuk latihan kerja.
Gambar 2. 2 Contoh Peta Proses Operasi Sumber: http://devijulietta.blogspot.com
2.2.4 Peta Aliran Proses
Peta Aliran Proses adalah peta yang menggambarkan semua aktivitas, baik aktivitas yang produktif maupun tidak produktif yang terlibat dalam proses pelaksanaan kerja (Wignjosoebroto, Sritomo, 1995). Peta aliran proses menunjukkan urut-urutan dari operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi selama suatu proses atau prosedur berlangsung, serta memuat informasi-informasi yang diperlukan untuk menganalisa seperti waktu yang dibutuhkan dan jarak perpindahan.
Ada dua hal utama yang membedakan antara Peta Aliran Proses dan Peta Proses Operasi, yaitu:
- Peta Aliran Proses memperlihatkan semua aktivitas-aktivitas dasar, termasuk transportasi, menunggu, dan menyimpan. Sedangkan pada peta proses operasi, terbatas pada operasi dan pemeriksaan saja.
- Peta Aliran Proses menganalisa setiap komponen yang diproses secara lebih lengkap dibanding Peta Proses Operasi, dan memungkinkan untuk digunakan di setiap proses atau prosedur, baik di pabrik atau kantor. Peta Aliran Proses hanya menggambarkan dan digunakan untuk menganalisa salah satu komponen dari produk yang dirakit.
Peta Aliran Proses pada umumnya terbagi dalam dua tipe, yaitu:
a. Peta Aliran Proses Tipe Bahan, adalah peta yang menggambarkan kejadian yang dialami bahan (bisa merupakan salah satu bagian dari produk jadi) dalam suatu proses atau prosedur operasi.
b. Peta Aliran Proses Tipe Orang, adalah peta yang menggambarkan suatu proses dalam bentuk aktivitas-aktivitas manusianya. Pada dasarnya peta ini dapat dibagi menjadi dua bagian, yaitu:
Peta aliran proses pekerja yang menggambarkan aliran kerja seorang operator.
Peta aliran proses pekerja yang menggambarkan aliran kerja sekelompok manusia, sering disebut Peta Proses Kelompok Kerja.
Dapat diuraikan kegunaan umum dari suatu Peta Aliran Proses, yaitu: - Dapat digunakan untuk mengetahui aliran bahan atau aktivitas orang mulai
dari awal masuk dalam suatu proses atau prosedur sampai aktivitas terakhir.
- Dapat memberikan informasi mengenai waktu penyelesaian suatu proses atau prosedur.
- Dapat digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh orang selama proses atau prosedur berlangsung.
- Sebagai alat untuk melakukan perbaikan proses atau metode kerja.
- Dapat digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh orang selama proses atau prosedur berlangsung.
- Khusus untuk peta yang hanya menggambarkan aliran yang dialami oleh suatu komponen atau satu orang, maka peta ini merupakan suatu alat yang akan mempermudah proses analisa untuk mengetahui tempat-tempat terjadinya ketidakefisienan atau ketidaksempurnaan pekerjaan, sehingga dapat digunakan untuk menghilangkan ongkos tersembunyi.
Gambar 2. 3 Contoh Peta Aliran Proses Sumber: http://devijulietta.blogspot.com
2.2.5 Peta Proses Kelompok Kerja
Peta Proses Kelompok Kerja merupakan hasil perkembangan dari suatu Peta Aliran Proses. Orang pertama yang memperkenalkan dan kemudian mengembangkannya adalah John A. Adridge (Sutalaksana, dkk, 1979).
Peta ini bisa digunakan dalam suatu tempat kerja dimana untuk melaksanakan pekerjaan tersebut memerlukan kerjasama yang baik dari sekelompok pekerja, misalnya pekerjaan pergudangan, pemeliharaan atau pekerjaan-pekerjaan pengangkutan material, dan lain-lain.
Gambar 2. 4 Contoh Peta Proses Regu Kerja Sumber: http://devijulietta.blogspot.com
2.2.6 Diagram Aliran
Diagram Aliran merupakan suatu gambaran menurut skala dari susunan lantai dan gedung, yang menunjukkan lokasi dari semua aktivitas yang terjadi dalam Peta Aliran Proses bekerja (Sutalaksana, dkk, 1979). Aktivitas berarti pergerakan suatu material atau orang dari suatu tempat ke tempat berikutnya, dinyatakan dengan garis aliran dalam diagram tersebut. Arah aliran digambarkan oleh arah anak panah kecil pada garis aliran tersebut.
Kegunaan suatu Diagram Aliran dapat diuraikan sebagai berikut:
- Lebih memperjelas suatu Peta Aliran Proses, karena terdapat tambahan informasi berupa arah aliran.
- Menolong dalam perbaikan tata letak tempat kerja. Diagram Aliran menunjukkan dimana tempat penyimpanan, stasiun pemeriksaan, dan tempat-tempat kerja dilaksanakan,. Diagram Aliran juga dapat menunjukkan bagaimana arah gerakan berangkat-kembalinya suatu material atau seorang pekerja. Berdasarkan kedua informasi tersebut, diperoleh bahan untuk pertimbangan dalam rangka penyusunan suatu tata letak tempat kerja yang baik.
Gambar 2. 5 Contoh Diagram Aliran Sumber: http://devijulietta.blogspot.com
2.2.7 Peta Pekerja dan Mesin
Peta Pekerja dan Mesin merupakan peta pertama yang termasuk kelompok kegiatan setempat. Peta pekerjaan dan mesin dapat dikatakan merupakan suatu grafik yang menggambarkan koordinasi antara waktu bekerja dan waktu menganggur dari kombinasi antara pekerja dan mesin. Dengan demikian peta ini merupakan alat yang baik digunakan untuk mengurangi waktu menganggur (Sutalaksana, dkk, 1979).
Informasi yang paling penting diperoleh melalui peta pekerja dan mesin adalah hubungan yang jelas antara waktu kerja operator dan waktu operasi mesin yang ditanganinya. Dengan informasi ini, dimiliki data yang baik untuk melakukan penyelidikan, penganalisaan, dan perbaikan suatu pusat kerja.
Peningkatan efektivitas penggunaan dan perbaikan keseimbangan kerja tersebut dapat dilakukan, misalnya dengan cara:
- Merubah tata letak tempat kerja.
Penataan kembali suatu tata letak tempat kerja, diharapkan dapat menempatkan elemen sistem kerja pada suatu tempat sedemikian rupa sehingga dapat menghemat waktu penyelesaian.
- Mengatur kembali gerakan-gerakan kerja.
Penataan kembali gerakan-gerakan yang dilakukan pekerja akan sangat membantu meningkatkan efektivitas kerjanya, dan sekaligus mempengaruhi efisiensi penggunaan tenaga.
- Merancang kembali mesin dan peralatan.
Keadaan mesin dan peralatan seringkali perlu dirancang kembali untuk meningkatkan efektivitas pekerja dan mesin.
- Menambah pekerja bagi sebuah mesin atau sebaliknya, menambah mesin bagi seorang pekerja.
Menambah pekerja atau mesin dapat dilakukan agar keseimbangan antara pekerja dan mesin dapat diperoleh.
Gambar 2. 6 Contoh Peta Pekerja dan Mesin Sumber: http://devijulietta.blogspot.com
2.2.8 Peta Tangan Kiri dan Tangan Kanan
Peta Tangan Kiri dan Tangan Kanan adalah peta kerja setempat yang bermanfaat untuk menganalisa gerakan tangan manusia dalam melakukan pekerjaan-pekerjaan yang bersifat manual (Wignjosoebroto, Sritomo, 1995).
Untuk mendapatkan gerakan-gerakan yang lebih terperinci, terutama untuk mengurangi gerakan-gerakan yang tidak perlu dan untuk mengatur gerakan sehingga diperoleh urutan yang terbaik, maka dilakukan Studi Gerakan. Dengan Studi Gerakan ini, dapat dianalisa gerakan-gerakan yang dilakukan seorang pekerja selama melaksanakan pekerjaannya. Peta Tangan Kiri dan Tangan Kanan
merupakan suatu alat dari Studi Gerakan untuk menentukan gerakan-gerakan yang efisien, yaitu gerakan-gerakan yang memang diperlukan untuk melaksanakan suatu pekerjaan.
Peta ini menggambarkan semua gerakan-gerakan saat bekerja dan waktu menganggur yang dilakukan oleh tangan kiri dan tangan kanan, juga menunjukkan perbandingan antara tugas yang dibebankan pada tangan kiri dan tangan kanan ketika melakukan suatu pekerjaan.
Berikut merupakan prinsip-prinsip pembuatan Peta Tangan Kiri dan Tangan Kanan.
- Berbeda dengan peta-peta yang lain, untuk membuat peta ini lembaran kertas dibagi dalam tiga bagian, yaitu: bagian kepala, bagian yang memuat bagan tentang stasiun kerja, dan bagian-bagian “badan”.
- Pada bagian kepala di baris paling atas ditulis “PETA TANGAN KIRI DAN TANGAN KANAN”. Setelah itu, menyertakan identifikasi-identifikasi lainnya, seperti: nama pekerjaan, nama departemen, nomor peta, cara sekarang atau usulan, nama pembuat peta dan tanggal yang dipetakan.
- Pada bagian yang memuat bagan, digambarkan sketsa dari stasiun kerja yang memperlihatkan tempat alat-alat dan bahan.
- Bagian badan dibagi dalam dua pihak. Sebelah kiri kertas digunakan untuk menggambarkan kegiatan yang dilakukan tangan kiri dan sebaliknya, sebelah kanan kertas digunakan untuk menggambarkan kegiatan yang dilakukan tangan kanan pekerja.
- Langkah selanjutnya, memperhatikan urutan-urutan gerakan yang dilaksanakan operator. Kemudian operasi tersebut diuraikan menjadi elemen-elemen gerakan yang biasanya dibagi ke dalam delapan elemen gerakan sebagai berikut:
Elemen menjangkau, diberi lambang RE.
Elemen memegang, diberi lambang G.
Elemen membawa, diberi lambang M.
Elemen menggunakan, diberi lambang U.
Elemen melepas, diberi lambang RL.
Elemen menganggur, diberi lambang D.
Elemen memegang untuk memakai, diberi lambang H.
Peta tangan kiri dan tangan kanan berguna untuk memperbaiki suatu stasiun kerja. Sebagaimana peta-peta yang lain, peta ini juga mempunyai kegunaan yang lebih khusus diantaranya:
- Menyeimbangkan gerakan kedua tangan dan mengurangi kelelahan.
Dengan bantuan Studi Gerakan dan prinsip-prinsip Ekonomi Gerakan maka suatu pekerjaan lengkap dapat diuraikan menjadi elemen-elemen gerakan yang terperinci. Setiap elemen gerakan dari pekerjaan ini dibebankan ke setiap tangan sedemikian rupa sehingga seimbang dan memenuhi prinsip Ekonomi Gerakan. Kelelahan dapat dikurangi jika pekerjaan yang dilakukan sudah memenuhi prinsip Ekonomi Gerakan. - Menghilangkan atau mengurangi gerakan-gerakan yang tidak efisien dan
tidak produktif, sehingga akan mempersingkat waktu kerja.
Keadaan ini juga dapat dicapai dengan bantuan Studi Gerakan dan prinsip-prinsip Ekonomi Gerakan. Kemahiran untuk menguraikan suatu pekerjaan menjadi elemen-elemen gerakan dan memilih elemen-elemen mana saja yang efektif dan tidak efektif, akan mempengaruhi efisiensi dan produktivitas kerja. Jika pekerjaan sudah bisa dilaksanakan dengan efisien dan produktif, maka waktu penyelesaian pekerjaan tersebut adalah waktu tersingkat saat itu.
- Sebagai alat untuk menganalisa tata letak stasiun kerja.
Tata letak tempat kerja juga merupakan faktor yang mempengaruhi lamanya waktu penyelesaian. Sengan mengubah-ubah tata letak peralatan, selain dapat ditentukan tata letak yang baik ditinjau dari waktu dan jarak, juga dapat ditemukan urutan-urutan pengerjaan yang baik dengan prinsip Ekonomi Gerakan.
Peta Tangan Kiri dan Tangan Kanan menunjukkan urutan-urutan pengerjaan yang terbaik untuk saat itu. Peta ini berfungsi sebagai penuntun terutama bagi pekerja-pekerja baru, sehingga akan mempercepat proses belajar.
Gambar 2. 7 Contoh Peta Tangan Kiri dan Tangan Kanan Sumber: http://devijulietta.blogspot.com
2.3 Uji Kecukupan dan Keseragaman Data
Untuk mengetahui berapa kali pengukuran harus dilakukan, diperlukan beberapa tahap pengukuran pendahuluan seperti dijelaskan berikut. Pengukuran pendahuluan pertama dilakukan dengan melakukan beberapa buah pengukuran yang banyaknya ditentukan oleh pengukur. Biasanya sepuluh kali atau lebih.
Setelah pengukuran tahap pertama ini dijalankan, tiga hal harus mengikutinya yaitu menghitung jumlah pengukuran yang diperlukan dan menguji keseragaman data. Bila jumlah belum mencukupi dilanjutkan dengan pengukuran pendahuluan kedua. Begitu seterusnya sampai jumlah keseluruhan pengukuran mencukupi untuk tingkat-tingkat ketelitian dan keyakinan yang dikehendaki. Istilah pengukuran pendahuluan terus digunakan selama jumlah pengukuran yang telah dilakukan pada tahap pengukuran belum mencukupi.
Langkah-langkah yang dilakukan untuk melakukan pengukuran pendahuluan adalah sebagai berikut:
Menghitung nilai rata-rata dari nilai subgrup dengan persamaan sebagai berikut:
Dimana N = jumlah pengamatan pendahuluan yang telah dilakukan X = nilai rata-rata dari data ke-1 sampai n
Menghitung standar deviasi dari waktu penyelesaian dengan persamaan sebagai berikut:
√
Menentukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB) dengan persamaan sebagai berikut:
Batas kontrol ini merupakan batas apakah data “seragam” atau tidak. Seandainya jumlah pengukuran yang diperlukan ternyata masih lebih besar dari jumlah pengukuran yang telah dilakukan (N’>N), maka pengukuran tahap selanjutnya harus dilakukan. Pada tahap inipun urut-urutan pekerjaan sama dengan tahap-tahap sebelumnya. Demikian seterusnya sampai jumlah pengukuran yang diperlukan sudah dilampaui oleh jumlah yang telah dilakukan (N’<N).
2.4 Studi Gerakan
Studi gerakan adalah analisa yang dilakukan terhadap beberapa gerakan bagian badan pekerja dalam menyelesaikan pekerjaannya. Dengan demikian diharapkan agar gerakan-gerakan yang tidak efektif dapat dikurangi atau bahkan dihilangkan sehingga akan diperoleh penghematan dalam waktu kerja, yang selanjutnya dapat pula menghemat pemakaian fasilitas-fasilitas yang tersedia untuk pekerjaan tersebut (Sutalaksana, dkk, 1979).
Untuk memudahkan penganalisaan terhadap gerakan-gerakan yang dipelajari, perlu dikenal dahulu gerakan-gerakan dasar. Seorang tokoh yang meneliti gerakan-gerakan dasar secara mendalam adalah Frank B. Gilberth beserta istrinya. Ia menguraikan gerakan ke dalam tujuh belas gerakan dasar atau elemen gerakan yang dinamai Therblig.
Sebagian besar dari Therblig ini merupakan gerakan-gerakan dasar tangan. Hal ini mudah dimengerti karena pada setiap pekerjaan produksi gerakan tangan merupakan gerakan yang sering dijumpai, terlebih lagi dalam pekerjaan yang berifat manual.
Ketujuhbelas elemen Therblig dapat diklasifikasikan menjadi gerakan yang efektif dan tidak efektif. Elemen Therblig yang efektif adalah semua elemen dasar yang berkaitan langsung dengan aktivitas kerja. Secara umum gerakan elemen-elemen Therblig ini bisa diklasifikasikan ke dalam kelompok kerja fisik, objektif, semi mental atau mental, dan menganggur.
Pembagian kelompok-kelompok Therblig adalah sebagai berikut: a. Effective Therblig
1. Physical Basic Divisions - Menjangkau
- Membawa - Melepas - Memegang - Mengarahkan
- Memakai - Merakit - Lepas rakit b. Ineffective Therblig
1. Mental atau Semi-Mental Basic Divisions - Mencari - Memilih - Mengarahkan sementara - Memeriksa - Merencanakan 2. Delay
- Keterlambatan yang tak terhindarkan - Keterlambatan yang dapat dihindarkan - Istirahat untuk menghilangkan lelah - Memegang untuk memakai
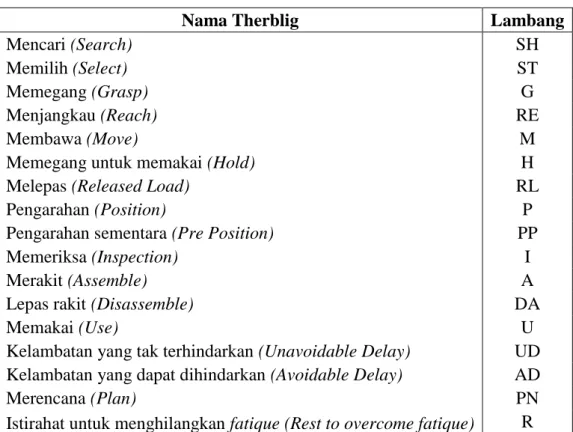
Tabel 2. 1 Lambang-Lambang Therblig
Nama Therblig Lambang
Mencari (Search) SH
Memilih (Select) ST
Memegang (Grasp) G
Menjangkau (Reach) RE
Membawa (Move) M
Memegang untuk memakai (Hold) H
Melepas (Released Load) RL
Pengarahan (Position) P
Pengarahan sementara (Pre Position) PP
Memeriksa (Inspection) I
Merakit (Assemble) A
Lepas rakit (Disassemble) DA
Memakai (Use) U
Kelambatan yang tak terhindarkan (Unavoidable Delay) UD
Kelambatan yang dapat dihindarkan (Avoidable Delay) AD
Merencana (Plan) PN
Pengertian dari setiap elemen gerakan tersebut dapat diuraikan sebagai berikut (Sutalaksana, dkk, 1979):
1. Mencari (search), merupakan gerakan dasar dari pekerja untuk menemukan lokasi objek.
2. Memilih (select), merupakan gerakan untuk menemukan suatu objek yang tercampur, tangan dan mata adalah dua bagian badan yang digunakan untuk melakukan gerakan ini.
3. Memegang (grasp), adalah gerakan untuk memegang objek, biasanya didahului oleh gerakan menjangkau dan dilanjutkan oleh gerakan membawa.
4. Menjangkau (reach), adalah gerakan tangan berpindah tempat tanpa beban, baik gerakan mendekati maupun menjauhi objek.
5. Membawa (move), juga merupakan gerakan berpindah tempat, hanya dalam gerakan ini tangan dalam keadaan dibebani.
6. Memegang untuk memakai (hold), yaitu memegang tanpa menggerakan objek yang dipegang. Perbedaannya dengan memegang terdahulu adalah pada perlakuan terhadap objek yang dipegang. Pada memegang, pemegangan dilanjutkan dengan gerakan membawa, sedangkan memegang untuk memakai tidak demikian.
7. Melepas (release), terjadi bila seseorang melepaskan objek yang dipegangnya. Dimulai saat pekerja mulai melepaskan tangannya dari objek hingga seluruh jarinya sudah tidak menyentuk objek lagi.
8. Mengarahkan (position), merupakan gerakan mengarahkan suatu objek pada suatu lokasi tertentu.
9. Mengarahkan sementara (pre position), merupakan elemen gerak mengarahkan pada suatu tempat sementara, yang bertujuan untuk memudahkan pemegangan bila objek tersebut akan dipakai kembali. 10. Pemeriksaan (inspection), yaitu pekerjaan memeriksa objek untuk
11. Perakitan (assemble), adalah gerakan untuk menggabungkan satu objek dengan objek lain sehingga menjadi satu kesatuan.
12. Lepas rakit (disassemble), merupakan gerakan memisahkan dua bagian objek dari satu kesatuan.
13. Memakai (use), adalah bila satu tangan atau kedua-duanya dipakai untuk menggunakan alat.
14. Kelambatan yang tak terhindarkan (unavoidable delay), yaitu kelambatan yang diakibatkan oleh hal-hal yang terjadi di luar kemampuan pengendalian pekerja.
15. Kelambatan yang dapat terhindarkan (avoidable delay), adalah kelambatan yang disebabkan oleh hal-hal yang ditimbulkan sepanjang waktu kerja oleh pekerja itu sendiri, baik disengaja maupun yang tidak disengaja. 16. Merencana (plan), merupakan proses mental, operator berpikir untuk
menentukan tindakan yang akan diambil selanjutnya.
17. Istirahat untuk menghilangkan fatique (rest to overcome fatique), merupakan hal yang tidak terjadi pada setiap siklus kerja, tetapi secara periodik. Waktu untuk memulihkan lagi kondisi badan yang lelah sebagai akibat kerja berbeda-beda, tidak saja karena jenis pekerjaannya tetapi juga oleh individu itu sendiri.
2.5 Pengujian Hipotesis
Hipotesis statistik adalah pernyataan atau dugaan mengenai keadaan populasi yang sifatnya masih sementara atau lemah kebenarannya. Hipotesis statistik dapat berbentuk suatu variabel seperti binomial, poisson, dan normal atau nilai dari suatu parameter, seperti rata-rata, varians, simpangan baku, dan
proporsi. Hipotesis statistic harus di uji, karena itu harus berbentuk kuantitas untuk dapat di terima atau di tolak. Hipotesis statistic akan di terima jika hasil pengujian membenarkan pernyataannya dan akan di tolak jika terjadi
Pengujian Hipotesis adalah suatu prosedur yang dilakukan dengan tujuan memutuskan apakah menerima atau menolak hipotesis itu. Dalam pengujian hipotesis, keputusan yang di buat mengandung ketidakpastian, artinya keputusan bias benar atau salah, sehingga menimbulkan risiko. Besar kecilnya risiko dinyatakan dalam bentuk probabilitas. Pengujian hipotesis merupakan bagian terpenting dari statistic inferensi (statistic induktif), karena berdasarkan pengujian tersebut, pembuatan keputusan atau pemecahan persoalan sebagai dasar penelitian lebih lanjut dapat terselesaikan.
2.5.1. Pengujian Hipotesis Beda Dua Rata-Rata Sampel Kecil
Untuk pengujian hipotesis beda dua rata-rata dengan sampel kecil (n ≤ 30), uji statistiknya menggunakan distribusi t. Prosedur pengujian hipotesisnya adalah sebagai berikut. 1. Formulasi hipotesis a. Ho : µ₁ = µ2 H1 : µ₁ > µ2 b. Ho : µ₁ = µ2 H1 : µ₁ < µ2 c. Ho : µ₁ = µ2 H1 : µ₁ ≠ µ2
2. Penentuan nilai α (taraf nyata) dan nilai t tabel (tα)
Mengambil nilai α sesuai soal, kemudian nilai tα atau tα/2ditentukan dari tabel. 3. Kriteria Pengujian a. Untuk Ho : µ1 = µ2 dan H1 : µ1 > µ2 Ho di terima jika to ≤ tα Ho di tolak jika to > tα b. Untuk Ho : µ1 = µ2 dan H1 : µ1 < µ2 Ho di terima jika to ≥ tα Ho di tolak jika Zo < - tα
c. Untuk Ho : µ1 = µ2 dan H1 : µ1 ≠ µ2 Ho di terima jika - tα/2 ≤ to ≤ tα/2 Ho di tolak jika to > tα/2 atau to < - tα/2 4. Uji Statistik
Keterangan :
d = rata-rata dari nilai d
sd = simpangan baku dari nilai d n = banyaknya pasangan
db = n-1
5. Kesimpulan
Menyimpulkan tentang penerimaan atau penolakan Ho (sesuai dengan kriteria pengujiannya).
a. Jika H0 diterima maka H1 di tolak b. Jika H0 di tolak maka H1 di terima
2.6 Model Penelitian Elemen-Elemen Kerja Waktu Siklus Studi Gerakan Eliminasi Gerakan Tidak Efektif
Minimasi Waktu Siklus
Gambar 2. 8 Model Penelitian
Pada penelitian ini, dapat diketahui bagaimana cara untuk melakukan perbaikan metode kerja melalui pendekatan studi gerakan. Gambar 2.10 menunjukkan model penelitian yang dilakukan untuk memudahkan dilakukannya penelitian.
Menurut Palit (2013), dapat diketahui bahwa elemen-elemen kerja dan waktu siklus merupakan kebutuhan data (input) untuk dilakukan pengolahan data. Setelah data diperoleh melalui pengukuran langsung di bagian pengemasan, data tersebut dianalisis melalui pendekatan studi gerakan. Dengan menggunakan peta tangan kiri dan tangan kanan, dibuat metode kerja awal dan metode kerja usulan. Kemudian, didapatkan hasil pengukuran (output) berupa eliminasi gerakan yang tidak efektif dan minimasi waktu siklus.
2.7 Penelitian Terdahulu
Dasar acuan berupa teori-teori melalui berbagai hasil penelitian sebelumnya merupakan hal yang diperlukan dan dapat dijadikan sebagai data pendukung bagi penelitian yang sedang dilakukan. Salah satu data pendukung yang perlu dijadikan bagian tersendiri adalah penelitian terdahulu yang relevan dengan permasalahan yang sedang dibahas dalam penelitian ini. Dalam hal ini, fokus penelitian terdahulu yang dijadikan acuan adalah terkait dengan masalah
perbaikan metode kerja. Oleh karena itu, dilakukan langkah pengkajian terhadap beberapa hasil penelitian berupa skripsi dan jurnal-jurnal terkait melalui internet.
Berdasarkan hasil-hasil penelitian yang telah dilakukan, tersirat bahwa sebagian besar penelitian menggunakan metode studi gerak atau motion study. Penelitian-penelitian tersebut membutuhkan data-data berupa waktu kerja, seperti waktu standar dan waktu baku, juga elemen-elemen gerakan kerja. Hasil-hasil penelitian yang didapatkan terkait perbaikan layout/tata letak, eliminasi gerakan-gerakan tidak efektif, perancangan alat bantu, serta perbandingan waktu kerja usulan dengan waktu kerja awal. Hal yang dilakukan selanjutnya adalah membuat skema hasil penelitian-penelitian tersebut dalam sebuah tabel yang disusun berdasarkan urutan tahun penelitian dari yang terdahulu hingga yang terkini.
No Judul Jurnal Penulis Tahun
Analisis Metode Variabel Terkait Hasil
1
Perbaikan Metode Kerja di Bagian Pelintingan Rokok dengan Menggunakan Studi
Gerak dan Waktu untuk Meningkatkan Efisiensi Kerja
Rizka Alifia, EF Sri Maryani Santoso, Nur Hidayat 2004 PR Sumber Rejeki Wajak Malang Studi Gerak dan Waktu Waktu standar Gerakan tangan kanan dan tangan kiri
Perbaikan metode kerja menyebabkan penurunan waktu siklus dan waktu standar, peningkatan efisiensi kerja operator, kenaikan upah operator dan peningkatan keuntungan perusahaan.
2
Usulan Perbaikan Metode Kerja Berdasarkan Micromotion Study dan Penerapan Metode 5S untuk Meningkatkan Produktifitas Risma A. Simanjuntak, Dian Hernita 2008 Industri Pembuatan Tas “Pinus Bag’s Specialist” Micromotion Study 5S Metode kerja Layout kerja operator
Perbaikan layout dan lingkungan kerja operator menyebabkan waktu standar lebih singkat, jumlah hasil produksi lebih tinggi, peningkatan produktifitas kerja operator.
3
Usulan Perbaikan Metoda Kerja pada Stasiun Kerja Pola
dengan Motion Economy Check List Yanti Sri Rejeki, Eri Achiraeniwati, Nur Rahman As’ad, Anya Lovione 2012 Industri Rumah Tangga Sepatu Cibaduyut “X” Motion Economy Checklist Layout meja kerja pemolaan sepatu Elemen gerakan pada proses pemolaan
Perbaikan layout kerja menghindarkan gerakan-gerakan tidak efektif sehingga waktu mencari dapat dihilangkan.
4
Perbaikan Metode Kerja pada Bagian Pengemasan di PT. Kembang Bulan Yoppy Setiawan, Herry Christian Palit, S.T., M.T. 2013 PT Kembang Bulan
Motion Study Waktu baku Gerakan kerja
Perbaikan metode kerja dengan menghilangkan gerakan tidak efektif, pengaturan tata letak, dan perancangan alat bantu menyebabkan penurunan waktu siklus serta keseimbangan beban kerja antara tangan kiri dan tangan kanan.
Usulan Penelitan
Usulan Perbaikan Metode Kerja Pada Bagian Pengemasan di CV NJ Food Industries Fanny Febriani Susilo 2015 CV NJ Food Industries Studi Gerakan Waktu siklus Elemen-elemen kerja
Perbaikan metode kerja dengan mengeliminasi gerakan-gerakan tidak efektif menyebabkan penurunan waktu siklus.
BAB III
METODOLOGI PENELITIAN
3.1 Metodologi Penelitian
Metodologi penelitian menjelaskan mengenai tahapan-tahapan penelitian. Tahapan yang akan dilakukan mengacu pada tujuan penelitian yang telah dijabarkan pada Bab I, yaitu untuk mengetahui metode kerja awal dan memberikan usulan perbaikan metode kerja melalui pendekatan studi gerakan.
Penelitian dilakukan melalui lima tahapan besar yaitu studi pendahuluan, pengumpulan data, pengolahan data, analisis dan pembahasan, serta kesimpulan dan saran. Metodologi ini kemudian akan dijabarkan menjadi sebuah kerangka penelitian yang menggambarkan tahapan secara lebih rinci seperti yang dapat dilihat pada Gambar 3.1.
Studi Pendahuluan
Studi Awal
Tinjauan Umum Organisasi Identifikasi Masalah Tinjauan Pustaka Tujuan Penelitian
Pengumpulan Data
Observasi organisasi
Mengumpulkan data elemen gerakan kerja operator
Mengumpulkan data waktu siklus proses kerja
A
Pengolahan Data
Membuat peta tangan kiri dan tangan kanan metode kerja awal
Melakukan studi gerakan terhadap metode kerja awal
Membuat peta tangan kiri dan tangan kanan metode kerja usulan
Melakukan studi gerakan terhadap metode kerja usulan
Melaukan uji kecukupan dan keseragaman data
Analisis dan Pembahasan
Menganalisis metode kerja awal Menganalisis metode kerja usulan Melakukan perbandingan metode kerja
awal dan metode kerja usulan
Kesimpulan dan Saran A
Gambar 3. 1 Lanjutan Kerangka Penelitian
3.2 Studi Pendahuluan
Studi pendahuluan merupakan bagian awal dari keseluruhan penelitian. Tahap ini meliputi pemahaman terhadap masalah yang ada. Tahap pemahaman masalah terbagi menjadi beberapa langkah, yaitu studi awal, tinjauan umum organisasi, identifikasi masalah, tinjauan pustaka, dan tujuan penelitian.
3.2.1 Studi Awal
Tahap ini merupakan pengenalan masalah dan pemahaman secara umum. Studi pendahuluan dilakukan dengan mengumpulkan sejumlah data terkait dengan masalah dari penelitian. Berdasarkan hasil observasi dan wawancara telah yang dilakukan, diketahui bahwa masalah yang dialami perusahaan adalah keterlambatan dalam pengiriman produk kepada pelanggan.
3.2.2 Tinjauan Umum Organisasi
Tahap tinjauan umum organisasi dilakukan untuk melihat manajemen organisasi CV NJ Food Industries secara keseluruhan sehingga dapat memahami kondisi organisasi secara lebih mendalam serta memahami proses internal dan eksternal yang dilakukan oleh organisasi tersebut dalam menjalankan aktivitas bisnisnya.
3.2.3 Identifikasi Masalah
Setelah melakukan studi awal dan meninjau organisasi, maka langkah selanjutnya dalam mengidentifikasi masalah yang timbul didapatkan dengan cara melakukan observasi perusahaan. Hal ini dilakukan agar diperoleh informasi mengenai masalah apa yang sedang dihadapi oleh perusahaan tempat penelitian dilakukan. Berdasarkan hasil observasi, diperoleh identifikasi masalah keterlambatan pengiriman diakibatkan oleh metode kerja yang tidak efektif pada bagian pengemasan. Pada bagian pengemasan diketahui ada banyak gerakan tidak efektif yang dilakukan operator sehingga menyebabkan lamanya waktu siklus.
3.2.4 Tinjauan Pustaka
Tahap tinjauan pustaka dilakukan untuk menggali hubungan antara hal-hal yang ditemukan di dunia nyata dengan teori-teori yang sedang berkembang di dunia akademis. Tinjauan pustaka juga dilakukan untuk mempelajari organisasi yang menjadi objek penelitian secara lebih mendalam terutama mengenai perbaikan metode kerja melalui pendekatan studi gerakan.
3.2.5 Tujuan Penelitian
Penentuan tujuan dari penelitian ini dilakukan setelah diperoleh objek yang akan diteliti yaitu bertujuan untuk mengukur waktu siklus proses pengemasan dan melakukan perbaikan metode kerja melalui pendekatan studi gerakan.
3.3 Pengumpulan Data
Data yang dibutuhkan dalam penelitian ini adalah data primer yang diperoleh dengan cara observasi terhadap objek penelitian, yaitu CV NJ Food Industries. Observasi dilakukan untuk mengetahui informasi tentang perusahaan dan proses kerja yang diteliti, yaitu proses pengemasan. Observasi juga dilakukan untuk mengumpulkan elemen-elemen gerakan kerja operator serta waktu siklus yang diperlukan operator. Data waktu siklus tersebut akan diuji dengan uji kecukupan dan keseragaman data untuk mengetahui apakah jumlah data yang dikumpulkan cukup dan seragam. Data-data yang dibutuhkan ini kemudian dikumpulkan agar dapat dilakukan pengolahan data.
3.4 Pengolahan Data
Setelah melakukan pengumpulan data-data yang dibutuhkan, maka dilakukan pengolahan data. Pengolahan data dilakukan dengan menggunakan peta kerja berupa peta tangan kiri dan tangan kanan. Peta tangan kiri dan tangan akan menunjukkan gerakan-gerakan yang dilakukan oleh kedua tangan secara detail sehingga memudahkan dilakukannya perbaikan metode kerja dengan studi gerakan. Studi gerakan dapat membantu menganalisa gerakan-gerakan yang dilakukan oleh kedua tangan. Studi gerakan diharapkan dapat menghasilkan perbaikan metode kerja dengan cara mengurangi gerakan-gerakan tidak efektif (gerakan yang tidak memberikan nilai tambah), mengkombinasikan gerakan agar proses kerja dapat disederhanakan, serta mengurutkan pekerjaan agar proses kerja dapat berjalan dengan lancar dan sistematis. Perbaikan yang telah dilakukan kemudian dianalisis apakah meningkatkan efisiensi atau tidak dengan melakukan perbandingan hasil pengolahan data antara waktu siklus dari metode kerja usulan dengan metode kerja sebelum perbaikan.
3.5 Analisis dan Pembahasan
Pada tahap ini terdapat analisis dari data-data yang dikumpulkan dan diolah sebelumnya. Analisis dilakukan terhadap metode kerja awal dan usulan
untuk mengetahui penyebab proses pengemasan yang tidak efektif dan mencari solusi untuk mengatasi permasalahan tersebut. Analisis juga dilakukan dengan membandingkan metode kerja awal dan usulan. Perbandingan ini dilakukan untuk mengukur waktu siklus metode kerja usulan dan melakukan uji kesamaan rata-rata untuk mengetahui apakah usulan perbaikan memberikan pengaruh yang signifikan ke waktu siklus.
Hasil analisis berguna untuk memecahkan masalah yang dihadapi perusahaan tersebut dan mencapai tujuan dari penelitian. Hasil analisis berupa perbandingan metode kerja awal dengan metode kerja usulan.
3.6 Kesimpulan dan Saran
Langkah akhir dalam penelitian adalah memberikan kesimpulan-kesimpulan berdasarkan hasil analisis yang telah dilakukan, serta saran-saran yang berguna bagi perusahaan dan peneliti lain yang mungkin akan meneruskan penelitian dengan menggunakan pendekatan studi gerakan.
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
Dalam melakukan perbaikan metode kerja pada bagian pengemasan di CV NJ Food Industries, diperlukan beberapa data. Data yang dibutuhkan dalam penelitian ini adalah data primer dan data sekunder. Data primer merupakan data yang diperoleh dari pengamatan dan penelitian langsung terhadap objek penelitian di lapangan, sementara data sekunder diperoleh dari sumber yang telah ada.
Data primer yang dikumpulkan berupa elemen gerakan kerja operator serta waktu siklus pada bagian pengemasan. Pada data primer ini selanjutnya akan dilakukan pengolahan data. Sementara data sekunder yang dikumpulkan adalah data hasil tinjauan umum terhadap perusahaan yakni profil perusahaan.
4.1.1 Profil Perusahaan
4.1.1.1 Sejarah Singkat Perusahaan
Industri penghasil tahu merupakan salah satu industri yang sudah berdiri sejak lama dan dikenal luas oleh masyarakat Bandung. CV NJ Food Industries merupakan salah satu perusahaan yang menjadi pelopor atas kegiatan produksi makanan khas Bandung tersebut sejak 50 tahun yang lalu.
Perusahaan ini mulai memproduksi tahu pada tahun 1965 dengan model usaha rumahan dan belum memiliki nama. Pada awalnya tahu diproduksi secara tradisional dengan menggunakan tungku. Seiring berjalannya waktu, usaha tersebut semakin berkembang dan pada tahun 1972 perusahaan melakukan relokasi ke tempat yang lebih besar. Pada tahun 1980, perusahaan meninggalkan produksi tahu dengan tungku dan mulai memproduksi tahu dengan ketel uap. Kemudian pada tahun 2000, perusahaan baru diberi nama.
Pada awalnya perusahaan hanya memproduksi kurang lebih 24 kg kacang kedelai per hari dengan tiga orang pekerja. Sampai saat ini, CV NJ Food Industries dapat memproduksi enam ton kacang kedelai per harinya dengan jumlah pekerja sebanyak 160 orang. Perusahaan ini mendistribusikan produknya ke distributor dan pasar-pasar tradisional di kota Bandung dan sekitarnya.
4.1.1.2 Proses Bisnis Penjualan Tahu
Proses bisnis penjualan tahu di CV NJ Food Industries dimulai dari penerimaan pesanan dari konsumen dan dicatat untuk dibuatkan daftar pesanan dan perencanaan produksi yang menghasilkan rencana produksi dan data kebutuhan bahan yang akan diteruskan ke bagian produksi serta rekapitulasi pesanan yang akan disampaikan ke konsumen untuk dilakukan pembayaran setelah produk diterima.
Selanjutnya bagian produksi melakukan proses produksi tahu dengan bahan baku yang telah tersedia. Setelah tahu-tahu diproduksi, dilakukan pengemasan terhadap tahu-tahu tersebut agar siap dikirim. Pada tahap ini pengemasan tidak dilakukan terhadap seluruh tahu karena ada tahu yang dikirim tanpa kemasan yakni dikirim bersama dengan papan. Setelah tahu selesai dikemas, dilakukan pengiriman produk kepada konsumen berupa pasar-pasar tradisional.
Kemudian, setelah tahu pesanan diterima oleh konsumen, konsumen tersebut melakukan pembayaran. Pembayaran dapat dilakukan melalui lima cara yaitu menitipkan pembayaran kepada kenek yang mengantarkan tahu, melalui transfer ke rekening perusahaan, melalui cek, melalui giro, atau datang ke kantor untuk membayar langsung. Bukti pembayaran kemudian akan diberikan kepada konsumen.
Gambar 4.1 berikut ini akan menunjukkan flowchart yang menggambarkan alur proses bisnis penjualan tahu yang ada di perusahaan, mulai dari penerimaan pesanan, produksi, pengemasan, pengiriman, sampai penerimaan bukti pembayaran oleh konsumen dari perusahaan.
Proses Bisnis Penjualan Tahu
Kantor Produksi Pengemasan Pengiriman Konsumen
Mulai
Pengiriman tahu Penerimaan pesanan
Selesai Produksi tahu Pengemasan tahu Penerimaan tahu
Pembayaran Pencatatan pesanan Daftar pesanan Perencanaan produksi Rencana produksi Data kebutuhan bahan Rekapitulasi pesanan Bukti pembayaran
Gambar 4. 1 Proses Bisnis Penjualan Tahu
4.1.1.3 Proses Produksi Tahu
Proses produksi tahu di CV NJ Food Industries terdiri dari 12 tahap, dimulai dari penimbangan kedelai sampai pengiriman. Berikut merupakan penjelasan singkat dari masing-masing proses.
1. Penimbangan kedelai
Sebelum produksi tahu dimulai, dilakukan penimbangan kacang kedelai. Satu karung kacang kedelai memiliki berat 50 kg. Dalam satu hari, kacang kedelai yang dibutuhkan bisa mencapai enam ton.
2. Perendaman kedelai
Pada tahap ini, kacang kedelai direndam di dalam bak berisi air. Proses perendaman dilakukan untuk mempermudah proses penggilingan.
3. Pencucian kedelai
Setelah direndam, kacang kedelai dicuci agar terhindar dari kotoran sehingga tidak tercampur ke dalam mesin penggilingan.
4. Penggilingan kedelai
Proses penggilingan dilakukan dengan menggunakan mesin penggiling bertenaga motor listrik dan menghasilkan bubur kedelai yang kental. 5. Perebusan bubur kedelai
Perebusan dilakukan di dalam bak bersuhu 90-120 derajat Celcius. Panas dihasilkan oleh ketel uap berbahan bakar cangkang sawit atau kayu bakar. 6. Penyaringan sari kedelai
Proses penyaringan dilakukan untuk memisahkan sari kedelai dari ampasnya. Ampas yang dihasilkan akan dijadikan sebagai pakan ternak. 7. Fermentasi
Fermentasi dilakukan dengan menambahkan zat asam pada sari kedelai agar terbentuk endapan berupa gumpalan tahu yang akan dicetak.
8. Pencetakan tahu
Pada tahap ini permukaan cetakan dilapisi oleh kain saring tipis, kemudian cetakan ditutupi papan dan diberi beban untuk mempercepat proses pengepresan tahu.
9. Pemotongan tahu
Tahu yang sudah jadi dikeluarkan dengan cara membalik cetakan dan membuka kain saring yang melapisi tahu. Tahu-tahu tersebut kemudian dipotong sesuai ukurannya masing-masing.
10. Pewarnaan tahu
Proses pewarnaan dilakukan di dalam bak bersuhu 90-120 derajat Celcius. Zat pewarna berasal dari kunyit yang telah dicuci dan dihaluskan. Kunyit yang dibutuhkan dalam sehari bisa mencapai 150 kg.
11. Penirisan tahu
Setelah proses pewarnaan, tahu-tahu dipindahkan ke atas papan-papan kayu dan ditaruh di atas rak besi untuk ditiriskan. Kipas digunakan untuk mempercepat pendinginan tahu.
12. Pemeriksaan
Pada tahap ini dilakukan pemeriksaan kualitas tahu yang telah dihasilkan. Tahu-tahu yang mengalami cacat produksi akan dijadikan pakan ternak.