USULAN PERBAIKAN METODE KERJA DAN FASILITAS
KERJA UNTUK MENINGKATKAN PRODUKTIVITAS
PERUSAHAAN
DI CV. AMDI MITRA JAYA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
IJAH TRISNAWATI
080423091
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT, atas segala Berkat dan Rahmat-Nya sehingga penulis dapat menyelesaikan penulisan Tugas Sarjana ini.
Tugas sarjana ini merupakan salah satu persyaratan dalam penyelesaian studi pada Program Ekstensi Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Dalam hal ini penulis mengangkat judul yaitu “Usulan Perbaikan Metode Kerja dan Fasilitas Kerja untuk Meningkatkan Produktivitas
Perusahaan di Cv. Amdi Mitra Jaya” diharapkan mampu memberikan perbaikan
metode kerja dan fasilitas kerja untuk meningkatkan produktivitas CV. Amdi Mitra Jaya.
Akhir kata dengan segala kerendahan hati, penulis menyadari tugas sarjana ini masih jauh dari kesempurnaan. Oleh karena itu penulis mengharapkan saran yang membangun dari para dosen dan teman-teman mahasiswa. Saya berharap tulisan ini dapat memberi manfaat bagi dunia pendidikan umumnya dan bagi perpustakaan USU khususnya.
Medan, Juli 2010
Penulis
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
ABSTRAK ... iv
DAFTAR ISI ... v
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
I. PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1 1.2. Perumusan Masalah ... I-2 1.3. Tujuan Penelitian... I-2 1.4. Manfaat Penelitian ... I-3 1.5. Ruang Lingkup dan Asumsi Penelitian ... I-4 1.5.1. Ruang Lingkup Penelitian ... I-4 1.5.2. Asumsi Penelitian ... I-4 1.6. Sistematika Penulisan Tugas Sarjana ... I-4
II. GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 2.2. Ruang Lingkup dan Bidang Usaha ... II-2 2.3. Organisasi dan Manajemen ... II-2 2.3.1. Struktur Organisasi ... II-2 2.3.2. Pembagian Tugas dan Tanggung Jawab ... II-3 2.3.3. Tenaga Kerja dan Jam Kerja ... II-5 2.3.4. Sistem Pengupahan dan Fasilitasnya ... II-7 2.4. Proses Produksi ... II-8 2.4.1. Bahan yang Digunakan ... II-8 2.4.2. Spesifikasi Produk ... II-9 2.4.3. Uraian Proses Produksi ... II-9 2.4.4. Mesin dan Peralatan ... II-12
III. LANDASAN TEORI
3.1. Ergonomi ... III-1 3.2. Perancangan Tempat Kerja dengan Pendekatan Ergonomi ... III-2 3.3. Anthropometri dan Aplikasinya dalam Perancangan Fasilitas
Kerja ... III-4 3.4. Desain Produk (Peralatan) Ergonomis Berdasarkan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.6. Peta Kerja... III-17 3.6.1. Lambang-lambang yang Digunakan ... III-18 3.6.2. Peta Tangan Kiri Tangan Kanan ... III-20 3.6.3. Studi Gerakan ... III-23 3.7. Pengukuran Waktu Kerja ... III-29 3.8. Menentukan Waktu Standar (WS) ... III-32 3.9. Menentukan Rating Factor ... III-33 3.10. Kelonggaran (Allowance) ... III-34
IV. METODOLOGI PENELITIAN
4.1. Studi Pendahuluan ... IV-1 4.2. Objek dan Studi……… IV-2
4.3. Alat Penelitian yang Digunakan…….………. IV-2
4.4. Studi Literatur ………...…..……… IV-3
4.5. Pengumpulan Data………..……… IV-3
4.6. Pengolahan Data………. IV-4
4.6.1. Pengolahan Data Waktu Kerja...……… IV-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 4.7. Pemecahan Masalah ……… IV-10
4.8. Kesimpulan dan Saran……… IV-10
V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Uraian Proses Kerja ... V-1 5.1.2. Layout dan Metode Kerja Operator ... V-3 5.1.3. Data Pengukuran Dimensi Tubuh dan Fasilitas Kerja ... V-5 5.1.4. Pemilihan Operator normal ... V-11 5.1.5. Data Pengukuran Waktu Kerja Langsung dengan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.2.2.4. Nilai Maksimum dan Minimum ... V-23
5.2.2.5. Uji Keseragaman Data ... V-24 5.2.2.6. Uji Kecukupan Data ... V-29 5.2.2.7. Uji Normal dengan Kolmogorov Smirnov Test ... V-31 5.2.2.8. Perhitungan Persentil ... V-35
VI. ANALISA PEMECAHAN MASALAH
6.1. Analisa Metode Kerja ... VI-1 6.2. Analisa Fasilitas Kerja ... VI-1 6.3. Pemecahan Masalah ... VI-3 6.3.1. Metode Kerja Baru ... VI-3 6.3.2. Fasilitas Kerja Baru ... VI-5
VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2 DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Komposisi Karyawan Berdasarkan Tingkat Pendidikan ... II-6 2.2. Spesifikasi Produk ... II-9 3.1. Lambang-lambang Therblig ... III-28 5.1. Metode Kerja Operator Pemotongan Bahan... V-4 5.2. Metode Kerja Operator Pemotongan Bahan (Lanjutan) ... V-5 5.3. Bagian Tubuh Operator yang Diukur dan Cara Pengukuran ... V-8 5.4. Pengukuran Dimensi Tubuh Operator ... V-8 5.5. Pengukuran Waktu Pemotongan Satu Lembar Bahan ... V-11 5.6. Rata-rata Waktu yang dibutuhkan Untuk Mengerjakan
Satu Lembar Bahan………. V-9 5.7. Waktu yang dibutuhkan Untuk Memotong
Satu Lembar Bahan ... V-9 5.8. Waktu yang dibutuhkan Untuk Memotong
Satu Lembar Bahan (Lanjutan) ... V-10 5.9. Pengelompokan Data Hasil Pengukuran Waktu Kegiatan
Pemotongan Bahan ... V-12 5.10. Pengelompokan Data Hasil Pengukuran Waktu Kegiatan
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.12. Allowance untuk Pemotongan Bahan ... V-16 5.13. Allowance untuk Pemotongan Bahan (Lanjutan) ... V-17 5.14. Hasil Perhitungan Nilai Rata-rata untuk Dimensi Tubuh ... V-19 5.15. Hasil Perhitungan Standar Deviasi untuk Dimensi Tubuh ... V-20 5.16. Nilai Maksimum dan Minimum untuk Dimensi Tubuh ... V-21 5.17. Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB)
untuk Dimensi Tubuh ... V-22 5.18. Hasil Perhitungan Uji Keseragaman Data ... V-25 5.19. Hasil Perhitungan Uji Keseragaman Data (Lanjutan)... V-26 5.20. Perhitungan Uji Kecukupan Data ... V-28 5.21. Perhitungan Uji Normal Kolmogorov Smirnov
Untuk Tinggi Duduk Tegak ... V-31 5.22. Uji Normal Kolmogorov Smirnov Dimensi Tubuh ... V-32 5.23. Data Dimensi Tubuh Terurut, Standar Deviasi dan Rata-rata ... V-32 5.24. Hasil Perhitungan Persentil 95th
5.25. Hasil Perhitungan Persentil 5
untuk Dimensi Tubuh ... V-33 th
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Surat Permohonan Tugas Sarjana ... L-1 2. Formulir Penetapan Tugas Sarjana ... L-2 3. Surat Balasan dari Perpustakaan CV. Amdi Mitra Jaya ... L-3 4. Surat Keputusan Tentang Tugas Sarjana Mahasiswa ... L-4 5. Surat Masa Berlaku Surat Keputusan Tugas Sarjana Mahasiswa ... L-5 6. Berita Acara Bimbingan Tugas Sarjana ... L-6 7. Tabel Distribusi Normal ... L-9 8. Tabel Kolmogorov Smirnov Test ... L-10 9. Tabel Kelonggaran (Allowance) Berdasarkan Faktor-faktor yang ... L-11
Berpengaruh
10. Tugas dan Tanggung Jawab Manajer Pabik dan Pegawai ... L-12 Administrasi & Keuangan
11. Tugas dan Tanggung Jawab Kepala Bagian Mesin & Peralatan ... L-13 dan kepala Bagian produksi
ABSTRAK
Stasiun kerja merupakan salah satu komponen yang harus diperhatikan berkenaan dengan upaya peningkatan produktivitas kerja. Kondisi kerja yang tidak memperhatikan kenyamanan, kepuasan, keselamatan dan kesehatan kerja tentunya akan sangat berpengaruh terhadap produktivitas kerja manusia. Dalam perancangan stasiun kerja itu sendiri harus diperhatikan peranan dan fungsi pokok dari komponen-komponen sistem kerja yang terlibat yaitu manusia, mesin/peralatan dan lingkungan fisik kerja.
Pada proses pemotongan bahan yang dilakukan di stasiun kerja, dimana operator dalam melakukan aktivitas nya dijumpai beberapa kondisi kerja yang kurang memperhatikan prinsip-prinsip ergonomis dan menurut pihak manajemen tingkat produktivitas kerja operator di bagian ini masih cukup rendah.
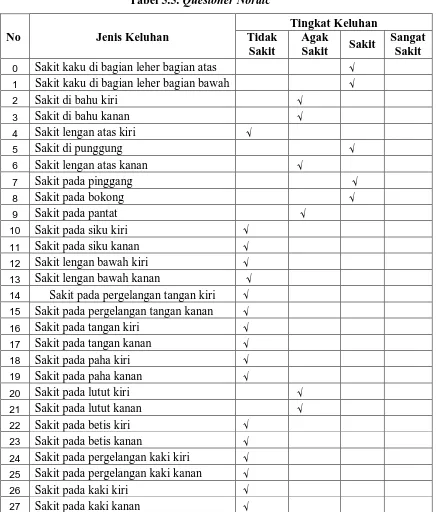
Berdasarkan dari kondisi kerja tersebut akan dilakukan suatu rancangan terhadap stasiun kerja. Beberapa hal yang akan dijadikan dasar dalam melakukan rancangan ini adalah antropometri, keluhan rasa sakit yang dialami selama bekerja, dan analisis terhadap waktu dan output standar yang dihasilkan.
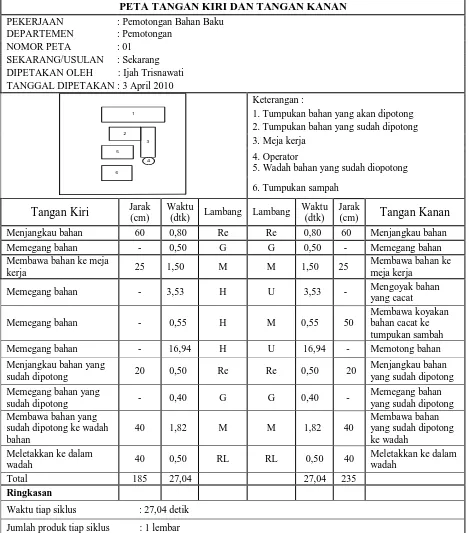
Penelitian yang dilakukan dengan tahapan melihat kondisi kerja awal berdasarkan metode kerja dan fasilitas kerja yang dipergunakan saat ini. Pertimbangan posisi jarak, susunan atau tata letak komponen bahan dan peralatan yang digunakan oleh operator dengan menggunakan Peta Tangan Kiri dan Peta Tangan Kanan.
Dari hasil analisis yang telah dilakukan dapat diketahui bahwa kondisi kerja sesudah redesain ini akan lebih baik dari pada kondisi kerja sebelum redesain, misalnya jarak susunan komponen bahan dan peralatan lebih dekat dan lebih tepat sehingga operator lebih nyaman dan waktu penyelesaian lebih singkat. Ukuran fasilitas kerja yang telah disesuaikan dengan antropometri, adanya kursi kerja, selain itu pengeluaran energi rata-rata operator pada kondisi sesudah redesain sudah lebih kecil dari sebelum redesain. Dengan bekerja pada stasiun kerja sesudah redesain produktivitas kerja operator turut meningkat.
ABSTRAK
Stasiun kerja merupakan salah satu komponen yang harus diperhatikan berkenaan dengan upaya peningkatan produktivitas kerja. Kondisi kerja yang tidak memperhatikan kenyamanan, kepuasan, keselamatan dan kesehatan kerja tentunya akan sangat berpengaruh terhadap produktivitas kerja manusia. Dalam perancangan stasiun kerja itu sendiri harus diperhatikan peranan dan fungsi pokok dari komponen-komponen sistem kerja yang terlibat yaitu manusia, mesin/peralatan dan lingkungan fisik kerja.
Pada proses pemotongan bahan yang dilakukan di stasiun kerja, dimana operator dalam melakukan aktivitas nya dijumpai beberapa kondisi kerja yang kurang memperhatikan prinsip-prinsip ergonomis dan menurut pihak manajemen tingkat produktivitas kerja operator di bagian ini masih cukup rendah.
Berdasarkan dari kondisi kerja tersebut akan dilakukan suatu rancangan terhadap stasiun kerja. Beberapa hal yang akan dijadikan dasar dalam melakukan rancangan ini adalah antropometri, keluhan rasa sakit yang dialami selama bekerja, dan analisis terhadap waktu dan output standar yang dihasilkan.
Penelitian yang dilakukan dengan tahapan melihat kondisi kerja awal berdasarkan metode kerja dan fasilitas kerja yang dipergunakan saat ini. Pertimbangan posisi jarak, susunan atau tata letak komponen bahan dan peralatan yang digunakan oleh operator dengan menggunakan Peta Tangan Kiri dan Peta Tangan Kanan.
Dari hasil analisis yang telah dilakukan dapat diketahui bahwa kondisi kerja sesudah redesain ini akan lebih baik dari pada kondisi kerja sebelum redesain, misalnya jarak susunan komponen bahan dan peralatan lebih dekat dan lebih tepat sehingga operator lebih nyaman dan waktu penyelesaian lebih singkat. Ukuran fasilitas kerja yang telah disesuaikan dengan antropometri, adanya kursi kerja, selain itu pengeluaran energi rata-rata operator pada kondisi sesudah redesain sudah lebih kecil dari sebelum redesain. Dengan bekerja pada stasiun kerja sesudah redesain produktivitas kerja operator turut meningkat.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Pada era globalisasi sekarang ini, dimana persaingan dunia usaha semakin ketat dan perusahaan dituntut untuk selalu menghasilkan produk berkualitas. Salah satu cara yang dilakukan perusahaan adalah dengan meningkatkan produktivitasnya, dimana produktivitas perusahaan akan meningkat bila efisiensi dan efektivitas kerja para pekerja meningkat. Cara meningkatkan efisiensi dan efektivitas kerja diantaranya dengan melakukan perbaikan metode dan fasilitas kerja yang digunakan.
Metode dan fasilitas kerja sangat mempengaruhi kemudahan dan kenyamanan pekerja dalam melakukan pekerjaanya. Hal ini disebabkan dengan metode kerja yang baik, pekerja mampu melakukan pekerjaanya dengan lebih sederhana dan mudah, sementara dengan adanya fasilitas kerja yang baik, pekerja memiliki sarana pendukung kerja yang baik pula yang akan mempermudah pekerjaan.
Perusahaan yang akan diamati metode kerja dan fasilitas kerjanya adalah CV. Amdi Mitra Jaya. Pada perusahaan ini banyak metode dan fasilitas kerja yang dapat diperbaiki seperti penataan komponen di stasiun kerja dan fasilitas kerja yang digunakan tidak sesuai dengan prinsip-prinsip ergonomi sehingga diharapkan nantinya akan mempermudah pekerja dalam melakukan pekerjaan sehingga efektivitas dan efisiensi kerja akan meningkat.
1.2. Perumusan Masalah
Pada CV. Amdi Mitra Jaya masih banyak ditemukan cara kerja yang tidak efektif dan menyebabkan ketidaknyamanan pekerja sehingga mengganggu produktivitas pekerja, selain itu fasilitas kerja yang disediakan masih sangat sederhana dan kurang mendukung kegiatan kerja produksi. Dengan melihat permasalahan ini, maka diperlukan perbaikan metode dan fasilitas kerja pada CV. Amdi Mitra Jaya.
1.3. Tujuan Penelitian
Tujuan dari penelitian yang dilakukan di CV. Amdi Mitra Jaya adalah : 1. Membuat keseimbangan gerakan kerja yang dilakukan oleh operator dengan
menggunakan peta kerja tangan kiri tangan kanan
1.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat antara lain : 1. Bagi Mahasiswa
Sarana melatih kemampuan mahasiswa dalam memecahkan masalah. 2. Bagi Perguruan Tinggi
Memberikan tambahan informasi yang dapat digunakan untuk mengembangkan ilmu pengetahuan.
3. Bagi Perusahaan
Sebagai bahan masukan bagi perusahaan untuk dapat merancang metode dan fasilitas kerja yang benar, sehingga dapat meningkatkan efisiensi dan efektivitas kerja yang akhirnya dapat menngkatkan produktivitas perusahaan.
1.5. Ruang Lingkup dan Asumsi Penelitian 1.5.1. Ruang Lingkup Penelitian
Ruang Lingkup penelitian yang dilakukan adalah :
1. Pengamatan metode dan fasilitas kerja dilakukan terhadap pekerja yang bekerja di bagian produksi
2. Penelitian ini hanya memberikan usulan perbaikan metode kerja dan fasilitas kerja yang efektif, aman, sehat, nyaman dan efisien bagi perusahaan.
1.5.2. Asumsi Penelitian
1. Operator yang diamati sudah terlatih dan terampil dengan pekerjaan yang dilakukan dan bekerja secara normal
2. Tidak terjadi perubahan metode dan fasilitas kerja selama penelitian berlangsung
1.6. Sistematika Penulisan Tugas Sarjana
Untuk kemudahan memahami hasil penelitian, maka laporan tugas akhir ini nantinya akan dibagi ke dalam sejumlah bab dengan isi masing-masing bab adalah sebagai berikut :
BAB I : PENDAHULUAN
Mencakup latar belakang masalah, perumusan masalah, tujuan penelitian, manfaat penelitian, ruang lingkup penelitian, asumsi penelitian dan sistematika penulisan tugas sarjana.
BAB II : Mencakup sejarah perusahaan, ruang lingkup bidang usaha, organisasi perusahaan, manajemen perusahaan dan proses produksi.
BAB III : LANDASAN TEORI
BAB IV : METODOLOGI PENELITIAN
Mencakup studi pendahuluan, objek dan subjek, alat penelitian yang digunakan, studi literatur, pengumpuilan data, pengolahan data, pemecahan masalah, serta kesimpulan dan saran.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Mencakup uraian proses kerja, layout dan metode kerja operator, data pengukuran dimensi tubuh dan fasilitas kerja, pemilihan operator normal, data pengukuran waktu kerja langsung dengan stopwatch, peta tangan kiri tangan kanan, pengolahan data waktu
kerja (meliputi : uji keseragaman data, uji kecukupan data, perhitungan waktu standar), pengolahan data anthropometri (meliputi : pengambilan sampel dari penelitian, nilai rata-rata, nilai standar deviasi, nilai maksimum dan minimum, uji keseragaman data, uji kecukupan data, uji kolmogorov smirnof, perhitungan persentil).
BAB VI : ANALISA PEMECAHAN MASALAH
Mencakup analisis metode kerja, analisis fasilitas kerja dan pemecahan masalah.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
CV. Amdi Mitra Jaya adalah perusahaan swasta yang bergerak di bidang pembuatan sendok es krim berbahan dasar piner (kayu pinus yang sudah berbentuk lembaran). CV. Amdi Mitra Jaya berdiri pada tahun 2002. Pada awal usahanya perusahaan hanya memiliki dua orang pekerja dan satu buah mesin produksi dan memasarkan produk secara langsung ke pedagang eceran. Namun saat ini karena permintaan semakin meningkat perusahaan telah memiliki 5 buah mesin produksi dengan 35 orang karyawan. Pendistribusian produk dilakukan melalui supplier.
Proses produksi menggunakan mesin-mesin yang dioperasikan secara manual. Proses pencetakan bahan dilakukan dengan menggunakan 5 buah mesin produksi dan proses penghalusan produk jadi dilakukan dengan menggunakan 1 buah mesin poles. Sedangkan untuk stasiun kerja pemilihan bahan, perendaman, pemotongan, penjemuran dan penyortiran masih dilakukan secara manual (tanpa mesin) oleh operator. CV. Amdi mitra Jaya dapat memproduksi 250 kg sendok es krim setiap harinya dengan 35 orang tenaga kerja yang direkrut dari lingkungan setempat.
2.2. Ruang Lingkup Bidang Usaha
CV. Amdi Mitra Jaya bergerak di bidang usaha pembuatan sendok es krim. Hasil produksi didistribusikan melalui supplier. Perusahaan hanya menyalurkan hasil produksi ke satu supplier dan tidak melakukan pendistribusian ke tempat lain.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Bagi suatu perusahaan, organisasi dan struktur organisasi merupakan suatu hal yang sangat penting dan menentukan keberhasilan dan pencapaian tujuan perusahaan. Dengan adanya organisasi dapat dilihat sistem birokrasi yang menggambarkan bagaimana setiap pekerjaan dilakukan dengan teratur dan penuh tanggung jawab sehingga rencana-rencana kerja dapat dilaksanakan dengan baik serta pengawasan akan lebih mudah dilaksanakan.
Struktur organisasi adalah kerangka antar hubungan satuan-satuan organisasi, dimana satuan-satuan tersebut mempunyai tanggung jawab tugas dan wewenang tertentu dalam jalinan kesatuan yang lebih utuh.
Struktur organisasi digambarkan pada skema organisasi (Organization Chart). Skema organisasi ini memberikan gambaran mengenai seluruh kegiatan
serta proses yang terjadi pada suatu organisasi.
Manajer Pabrik
Kepala Bagian Produksi Kepala Bagian Mesin &
Peralatan Personalia
Karyawan Karyawan Karyawan
Gambar 2.1 Struktur Organisasi CV. Amdi Mitra Jaya
2.3.2. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan di CV. Amdi Mitra Jaya dapat dilihat pada Lampiran.
2.3.3. Tenaga Kerja dan Jam Kerja a. Tenaga Kerja
CV. Amdi Mitra Jaya memiliki tenaga kerja yang terdiri dari tenaga kerja harian dan borongan. Tenaga kerja harian adalah karyawan harian yang ditempatkan pada bagian pemilihan bahan, perendaman bahan, pencetakan, penghalusan produk, penjemuran dan penyortiran, serta karyawan kantor sedangkan tenaga kerja borongan adalah karyawan yang ditempatkan pada bagian pemotongan bahan.
Tabel 2.1. Rincian Tenaga Kerja
No Jabatan Jumlah (Orang)
1 Manajer Pabrik 1
2 Administrasi dan Keuangan 1
3. Kepala Bagian Mesin dan Peralatan 1
4. Kepala Bagian Produksi 1
5 Karyawan Produksi 31
Total 35
a. Jam Kerja
Agar perusahaan dapat berjalan dengan baik dalam melaksanakan tugas guna mencapai tujuan, diperlukan pengaturan waktu kerja yang baik. Jam kerja di CV. Amdi Mitra Jaya hanya menggunakan 1 shift kerja, 8 jam kerja efektif per hari dengan 6 hari kerja per minggu. Adapun perincian jam kerja di CV. Amdi Mitra Jaya adalah sebagai berikut :
Jam 08.00-12.00 WIB (Kerja) Jam 12.00-13.00 WIB (Istirahat) Jam 13.00-17.00 WIB (Kerja)
2.3.4. Sistem Pengupahan dan Fasilitas lainnya
yang sesuai dengan ketentuan upah minimum yang telah ditetapkan oleh Departemen Tenaga Kerja.
Staff dan karyawan perusahaan digaji sesuai dengan jenjang organisasi yang telah diatur secara terperinci. Level struktur organisasi sebanding dengan besaran gaji yakni:
1. Tingkat eksekutif (Manager) 2. Tingkat staff
3. Karyawan tetap perusahaan
Fasilitas yang diberikan perusahaan untuk karyawan adalah : 1. Sarana ibadah
CV. Amdi Mitra Jaya menyediakan sarana ibadah berupa ruang shalat bagi karyawan
2. Sarana Kesehatan
CV. Amdi Mitra Jaya memberikan pengobatan gratis kepada karyawan yang mengalami sakit/cedera karena pekerjaan
3. Tunjangan
CV. Amdi Mitra Jaya memberikan tunjangan Hari Raya setiap tahunnya
2.4. Proses Produksi
2.4.1. Bahan Yang Digunakan
a. Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam pembuatan produk dan merupakan bagian terbesar dalam produk. Yang menjadi bahan baku pada produk sendok es krim di CV. Amdi Mitra Jaya adalah piner. Piner adalah kayu pinus yang sudah berbentuk lembaran.
b. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan untuk melengkapi produk tanpa ikut masuk ke dalam proses produksi, dimana keberadaannya tidak mempengaruhi mutu dari produk tersebut. Adapun bahan tambahan yang digunakan pada poduksi sendok es krim adalah :
1. Goni dan kardus 2. Merek pinus
Spesifikasi Produk
Tabel 2.2. Spesifikasi Produk Jenis Spesifikasi Pembagian Keterangan
Model Stick
BPD Bulat pendek
BS Bulat sedang
BP Bulat panjang
PTK Petak
SK Sendok kecil
SB Sendok besar
Uraian Proses Produksi a. Pemilihan Bahan
Pemilihan bahan dilakukan karena bahan yang masuk ke pabrik terdiri dari dua jenis, yaitu bahan kering dan bahan basah. Bahan yang basah dipisahkan dari bahan yang kering.
b. Perendaman
Proses perendaman dilakukan untuk bahan yang kering sedangkan untuk bahan yang basah tidak perlu dilakukan perendaman lagi. Proses perendaman dilakukan dengan maksud mempermudah proses pemotongan bahan karena pemotongan bahan dilakukan secara manual dengan menggunakan pisau tanpa menggunakan mesin potong.
Setelah bahan direndam kemudian dilakukan pemotongan bahan. Pemotongan bahan masih dilakukan secara manual dengan menggunakan pisau.
d. Pencetakan
Setelah bahan dipotong kemudian masuk ke proses pencetakan (pembentukan) sendok es krim. Proses pencetakan dilakukan dengan menggunakan mesin produksi.
e. Penjemuran
Proses penjemuran dilakukan setelah proses pencetakan selesai. Penjemuran produk dilakukan untuk mengeringkan bahan agar bahan tidak lembab dan tidak mudah rusak.
f. Penghalusan
Setelah bahan kering kemudian bahan dihaluskan di mesin poles untuk mendapatkan produk yang lebih halus.
g. Penyortiran
Setelah dihaluskan kemudian bahan disortir lagi untuk memeriksa produk. Produk yang cacat dipisahkan.
Pemilihan Bahan
Perendaman Bahan
Pemotongan Bahan
Pencetakan Bahan
Penjemuran Produk Jadi
Penghalusan Produk Jadi
Penyortiran Produk jadi
Gambar 2.2. Blok Diagram Proses Produksi
Mesin dan Peralatan
Adapun mesin yang digunakan dalam proses produksi di CV. Amdi Mitra Jaya adalah sebagai berikut :
a. Mesin
1. Mesin Produksi
Jumlah : 5 unit
Merek : Sunny Capacitor Kode : YC905-4
Spesifikasi : 0,75 KW, 7,5 A, 1400 r/min, 220 V / 50 Hz Operator : 5 orang
2. Mesin Poles
Fungsi : Menghaluskan produk Jumlah : 1
Merek : Tianjin Kode : JY2A-4
Spesifikasi : 1420 rpm, 110/220 V, 7,3 A Operator : 1 orang
b. Peralatan 1. Pisau
Fungsi : Untuk memotong bahan 2. Papan Telenan
Fungsi : Digunakan sebagai alas untuk mencetak bahan (diletakkan di mesin produksi)
3. Timbangan
Fungsi : Untuk menimbang bahan yang sudah dipotong 4. Bak Perendaman
5. Gerobak Sorong
BAB III
LANDASAN TEORI
3.1. Ergonomi
Perubahan waktu, walaupun secara perlahan-lahan, telah merubah manusia dari keadaan primitif menjadi manusia yang berbudaya. Manusia berusaha mengadaptasikan dirinya menurut situasi dan kondisi lingkungannya. Hal ini terlihat pada perubahan rancangan peralatan (teknologi) yang dipergunakan manusia untuk menaklukkan alam lingkungannya. Banyak bukti yang menunjukkan perbuatan manusia untuk menyesuaikan diri dengan kondisi alam yang pada dasarnya hal ini akan menunjukkan tingkat kebudayaan yang berkembang dari saat ke saat. Tujuan pokok manusia untuk selalu mengadakan perubahan rancangan peralatan-peralatan yang dipakai adalah untuk memudahkan dan memberi kenyamanan dalam operasi penggunaannya. 1
Ergonomi berasal dari bahasa Yunani yaitu Ergo yang berarti kerja dan Nomos yang berarti hukum. Dengan demikian ergonomi dimaksudkan sebagai
displin keilmuan yang mempelajari manusia dalam kaitannya dengan pekerjaannya. Disiplin ergonomi secara khusus akan mempelajari keterbatasan dari kemampuan manusia dalam berinteraksi dengan teknologi dan produk-produk buatannya.2
1
berhadapan dengan keadaan lingkungan sistem kerjanya yang berupa perangkat keras (mesin, peralatan kerja dan lain-lain) atau perangkat lunak (metode kerja, sistem dan prosedur kerja dan lain-lain). Dengan demikian terlihat jelas bahwa ergonomi adalah suatu keilmuan yang multidisiplin, karena ergonomi mempelajari pengetahuan-pengetahuan dari ilmu kehayatan (kedokteran, biologi), ilmu kejiwaan (psichologi) dan kemasyarakatan (sosiologi). Pada prinsipnya disiplin ergonomi akan mempelajari apa akibat-akibat jasmani, kejiwaan dan sosial dari teknologi dan produk-produknya terhadap manusia melalui pengetahuan-pengetahuan tersebut pada jenjang mikro maupun makro.
Maksud dan tujuan dari disiplin ergonomi adalah mendapatkan suatu pengetahuan yang utuh tentang permasalahan-permasalahan interaksi manusia dengan teknologi dan produk-produknya, sehingga dimungkinkan adanya suatu rancangan sistem teknologi yang optimal. Dengan demikian disiplin ergonomi melihat permasalahan interaksi tersebut sebagai suatu sistem dengan pemecahan-pemecahan masalahnya melalui proses pendekatan sistem.
3.2. Perancangan Tempat Kerja Dengan Pendekatan Ergonomi
Tujuan pendekatan ergonomi dalam perancangan tempat kerja adalah agar terjadi keserasian antara antara manusia dengan sistem kerja (man-machine system) atau dapat dikatakan bahwa desain sistem kerja harus menjadikan tenaga
kerja dapat bekerja secara layak.3
3
Dr. Gempur Santoso. Ergonomi Manusia, Peralatan, dan Lingkungan. 2004. Hal 13-14
perlengkapan, penataan layout (ruang kerja), penataan organisasi kerja sehingga tenaga kerja dapat bekerja dengan baik dan efisien.
Tenaga kerja akan bekerja secara terus menerus pada setiap hari kerja di tempat kerja tersebut. Oleh karena itu perancangan tempat kerja menjadi penting, karena berhasil tidaknya penyelesaian suatu pekerjaan ditentukan oleh keoptimalan tenaga kerja. Diane (2004) memberikan 12 prinsip ergonomi dalam perancangan tempat kerja agar efisien, yaitu :
1. Pastikan semua benda yang ada mudah digunakan 2. Bekerja dengan ketepatan yang tinggi
3. Hindarkan mengulangi tugas karena ada kesalahan 4. Postur kerja harus baik (tepat)
5. Hindarkan atau kurangi dari paparan getaran
6. Minimkan kelelahan dan ketegangan otot (hindarkan kerja melebihi jam kerja) 7. Minimkan dari tekanan secara langsung
8. Peralatan dalam ruang kerja dapat disetel (adjustable) 9. Perlengkapan kerja harus standar
10.Perbaiki organisasi kerja 11.Perbaiki desain tempat kerja
12.Berilah latihan (training) bila bekerja masih belum sempurna
terutama harus diberikan pada tenaga kerja baru dan juga apabila perusahaan mendatangkan mesin-mesin baru.
3.3. Anthropometri dan Aplikasinya dalam Perancangan Fasilitas Kerja Istilah Anthropometri berasal dari “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Secara definitif anthropometri dapat diartikan sebagai suatu studi yang berkaitan dengan pengukuran dimensi tubuh manusia. Manusia pada dasarnya akan memiliki bentuk, ukuran (tinggi, lebar,dsb), berat dan lain-lain yang berbeda-beda satu dengan yang lainnya. Anthropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam memerlukan interaksi manusia. Data anthropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal :4
1. Perancangan area kerja (work station, interior mobil,dll)
2. Perancangan peralatan kerja seperti mesin, perkakas dan sebagainya
3. Perancangan produk-produk konsumtif seperti pakaian, kursi dan meja komputer
4. Perancangan lingkungan kerja fisik
Dengan demikian dapat disimpulkan bahwa data anthroopometri akan menentukan bentuk, ukuran dan dimensi yang tepat yang berkaitan dengan produk yang dirancang dan manusia yang akan mengoperasikan/menggunakan produk tersebut. Dalam hal ini maka perancang produk harus mampu mengakomodasikan dimensi tubuh dari populasi terbesar yang akan menggunakan produk hasil
4
rancangannya tersebut. Secara umum sekurang-kurangnya 90 % - 95 % dari populasi yang menjadi target dalam kelompok pemakai suatu produk haruslah mampu menggunakannya dengan selayaknya. Dalam beberapa kasus tertentu ada beberapa produk, sebagai contoh kursi mobil, yang dirancang secara fleksibel, dapat digerakkan maju-mundur dan sudut sandarannya bisa pula dirubah untuk menciptakan posisi yang nyaman. Rancangan produk yang dapat diatur secara fleksibel jelas memberikan kemungkinan lebih besar bahwa produk tersebut akan mampu dioperasikan oleh setiap orang meskipun ukuran tubuh mereka berbeda-beda. Pada dasarnya peralatan kerja yang dibuat dengan mengambil referensi dimensi tubuh tertentu jarang sekali bisa mengakomodasikan seluruh range ukuran tubuh dari populasi yang akan menggunakannya. Kemampuan penyesuaian (adjustability) suatu produk merupakan satu prasyarat yang sangat penting dalam proses perancangannya, terutama untuk produk-produk yang berorientasi ekspor.
Berdasarkan perbedaan pada tubuh manusia maka terdapat tiga prinsip dalam perancangan, pengukuran dan perbaikan sistem kerja, yaitu :
1. Perancangan berdasarkan individu ekstrim
5
Prinsip ini digunakan apabila diharapkan agar fasilitas yang dirancang tersebut dapat dipakai dengan enak dan nyaman oleh sebagian besar orang-orang yang memakainya (biasanya 95% pemakai).
- Tinggi tempat duduk sesuai dengan panjang kaki orang pendek - Lebar tempat duduk sesuai dengan lebar pinggul orang gemuk - Tinggi pintu sesuai dengan orang yang paling tinggi
2. Perancangan fasilitas yang bisa disesuaikan
Prinsip ini digunakan untuk merancang suatu fasilitas agar fasilitas tersebut bisa dipakai dengan enak dan nyaman oleh semua orang yang mungkin memerlukannya. Contohnya kursi pengemudi mobil bisa diatur maju-mundur dan kemiringan sandarannya.
3. Perancangan fasilitas berdasarkan harga rata-rata para pemakainya
Prinsip ini hanya digunakan apabila perancangan berdasarkan harga ekstrim tidak mungkin dilaksanakan dan tidak layak jika kita menggunakan prinsip perancangan fasilitas yang bisa disesuaikan. Prinsip berdasarkan harga ekstrim tidak mungkin dilaksanakan bila lebih banyak rugi daripada untungnya; artinya hanya sebagian kecil dari orang-orang yang merasa enak dan nyaman ketika menggunakan fasilitas tersebut. Sedangkan jika fasilitas tersebut dirancang berdasarkan prinsip yang bisa disesuaikan, tidak layak karena mahal biayanya.
Lingkungan fisik juga dapat mempengaruhi para pekerja baik secara langsung maupun tidak langsung. Lingkungan fisik adalah semua keadaan yang terdapat di sekitar tempat kerja.
Secara umum lingkungan fisik terbagi dalam dua kategori, yaitu :
5
1. Lingkungan yang langsung berhubungan dengan pekerja tersebut. Contoh : stasiun kerja, kursi, meja dan sebagainya
2. Lingkungan perantara atau lingkungan umum. Contoh : temperatur, kelembaban, sirkulasi udara, pencahayaan, kebisingan, getaran, bau-bauan, warna dan lain-lain.
Untuk bisa meminimumkan pengaruh lingkungan fisik terhadap pekerja, maka yang harus dilakukan adalah mempelajari manusia baik mengenai sifat dan tingkah lakunya maupun mengenai keadaan fisiknya yang kemudian digunakan sebagai dasar untuk merangsang lingkungan kerja fisik tersebut. Untuk itu anthropometri perlu dipelajari.
Anthropometri terbagi atas dua cara pengukuran yaitu :
1. Anthropometri Statis berhubungan dengan pengukuran keadaan dan ciri fisik manusia dalam keadaan diam.6Terdapat beberapa faktor yang mempengaruhi dimensi tubuh manusia diantaranya :7
− Umur
Ukuran tubuh manusia akan berkembang dari saat lahir sampai dengan kira-kira umur 20 tahun untuk pria dan 17 tahun untuk wanita. Kemudian ukuran tubuh manusia akan berkurang setelah umur 60 tahun. − Jenis kelamin
Pada umumnya pria memiliki dimensi tubuh yang lebih besar kecuali dada dan pinggul. Pria dianggap lebih panjang dimensi bagian tubuhnya
6
daripada wanita. Oleh karena itu data anthropometri untuk kedua jenis kelamin tersebut selalu disajikan secara terpisah.
− Suku bangsa
Variasi akan terjadi karena pengaruh etnis. Meningkatnya jumlah migrasi dari satu negara ke negara lain akan mempengaruhi anthropometri secara nasional.
− Jenis pekerjaan
Aktivitas manusia sehari-hari menyebabkan perbedaan ukuran tubuh manusia. Misalnya buruh dermaga atau pelabuhan harus mempunyai postur tubuh yang relatif lebih besar dibandingkan dengan karyawan perkantoran pada umumnya. Apalagi jika dibandingkan dengan jenis pekerjaaan militer.
− Pakaian
Karena terjadi perbedaan musim, pada musim dingin orang memakai pakaian yang tebal dan ukuran yang relatif lebih besar
− Faktor kehamilan pada wanita
Terjadi perbedaan dimensi tubuh yang signifikan antara wanita hamil dan tidak hamil, terutama yang berkaitan dengan analisis perancangan produk (APP) dan analisis perancangan kerja (APK).
− Cacat tubuh secara fisik
akomodasi untuk para penderita cacat tubuh secara fisik sehingga mereka dapat ikut serta merasakan persamaan dalam menggunakan jasa dari hasil ilmu ergonomi di dalam pelayanan utuk masyarakat.
2. Anthropometri dinamis
Anthropometri dinamis berhubungan dengan pengukuran keadaan dan ciri-ciri fisik manusia dalam keadaan bergerak atau memperhatikan gerakan-gerakan yang mungkin terjadi saat pekerjaan tersebut melaksanakan kegiatannya.8
Contoh-contoh dari aplikasi data anthropometri misalnya : meja komputer, meja kerja, kursi, tempat tidur, mesin produksi, interior mobil, perkakas tangan dan sebagainya. Seorang perancang seharusnya memperhatikan aspek dimensi tubuh dari populasi yang akan menggunakan produk hasil rancangannya. Dalam hal ini harus ada target, misalnya sedikitnya 90 % sampai 95 % dari populasi harus dapat menggunakan hasil rancangannya tersebut.
Pengukuran anthropometri bertujuan untuk mengetahui bentuk dimensi tubuh manusia agar peralatan yang dirancang lebih sesuai dan dapat memberikan rasa nyaman pada saat digunakan.
9
Hal ini sangat diharapkan di banyak situasi dan kondisi dimana mesin atau peralatan yang dioperasikan membutuhkan human interchangeability, dimana hal tersebut dapat dicapai dengan membuat rancangan yang dapat disesuaikan (adjustable design). Contoh kasus adalah pada kursi mobil untuk pengemudi, dimana kursi seharusnya dapat disesuaikan di berbagai variasi gerakan dan
8
Sutalaksana, Iftikar Z.dkk, 1979, Teknik Tata Cara Kerja, ITB Bandung : Hal 78 9
kedudukan pada waktu mengemudi supaya si pengemudi merasa nyaman. Orang yang bertubuh pendek mungkin tidak akan bisa menjangkau control yang dilakukan dengan kaki, yaitu pedal gas, pedal rem dan pedal klos tanpa kursi yang bisa disesuaikan dengan cara digerakkan maju mundur.
Selain itu, penyesuaian juga mutlak diperlukan jika merancang sesuatu yang akan digunakan oleh populasi yang luas, misalnya untuk produk-produk yang diekspor, dimana pemakai adalah populasi di seluruh dunia yang berbeda-beda dimensi dan ukuran tubuhnya.
3.4. Desain Produk (Peralatan) Ergonomis Berdasarkan Anthropometri Untuk mendesain peralatan secara ergonomis yang digunakan dalam kehidupan sehari-hari atau mendesain peralatan yang ada pada lingkungan seharusnya disesuaikan dengan manusia di lingkungan tersebut. Apabila tidak ergonomis akan menimbulkan berbagai dampak negatif bagi manusia penggunanya. Dampak negatif tersebut akan terjadi dalam jangka pendek (short term) maupun jangka panjang (long term).
Bekerja pada kondisi yang tidak ergonomis dapat menimbulkan berbagai masalah antara lain : nyeri, kelelahan, bahkan kecelakaan. Richard (2001) menyebutkan bahwa saat ini terdapat 80 % orang dewasa mengalami nyeri bagian tubuh tulang belakang (back pain) karena berbagai sebab termasuk kondisi yang tidak ergonomis. Back pain ini menyebabkan 40 % orang tidak masuk kerja. Yassierli (2000) yang meneliti pada tenaga kerja di bengkel permesinan di
Bandung menyebutkan bahwa dari 80 responden mengalami kecelakaan pada pinggang ssebesar 72 %. Kecelakaan dapat terjadi karena faktor fasilitas kerja dan posisi kerja yang tidak ergonomis. Oleh karena itu, berbagai akibat yang merugikan tenaga kerja perlu segera ditanggulangi dengan pendekatan ergonomis.
Posisi duduk pada otot rangka (Muscolusskeletal) dan tulang belakang (vertebral) terutama pada pinggang harus dapat ditahan oleh sandaran kursi agar terhindar dari nyeri (back pain) dan terhindar dari cepat lelah (fatique). Pada posisi duduk tekanan tulang belakang akan meningkat dibanding berdiri atau berbaring. Bila posisi duduk tidak benar, diasumsikan menurut Eko Nurmianto (1998) tekanan posisi tidak duduk 100%, maka tekanan akan meningkat menjadi 140 % bila sikap duduk tegang dan kaku dan tekanan akan meningkat menjadi 190 % apabila saat duduk dilakukan membungkuk ke depan. Oleh karena itu perlu sikap duduk yang benar dan dapat relaksasi.
Ukuran suatu alat (produk) baik berupa benda kerja maupun instalasi seharusnya didesain sesuai ukuran tubuh manusia (anthropometri). Jadi, bukan manusia disesuaikan alat, tetapi alat harus disesuaikan dengan manusia. Agar dapat mendesain suatu alat sesuai dengan ukuran manusia, maka dalam mendesain produk harus disesuaikan dengan ukuran terbesar tubuh (95th percentile) dan ukuran terkecil tubuh (5th percentile).
3.5. Data Antropometri
(rata-rata) dan SD (setandar deviasi) dari suatu distribusi nomal.11
1. Pengambilan sampel dari populasi penelitian
Adapun distribusi normal ditandai dengan adanya nilai mean (rata-rata) dan SD (setandar deviasi). Sedangkan persentil adalah suatu nilai yang menyatakan bahwa persentasi tertentu dari sekelompok orang yang dimensinya sama dengan atau lebih rendah dari nilai tersebut. Misalnya : 95% populasi adalah sama dengan atau lebih rendah dari 95 persentil ; 5% dari populasi berada sama dengan atau lebih dari 5 persentil.
Populasi adalah keseluruhan subjek penelitian. Penelitian yang meneliti pada semua elemen yang ada dalam wilayah penelitian disebut dengan penelitian populasi. Sampel adalah sebagian atau wakil dari populasi yang diteliti.12
2. Nilai Rata-rata (
−
x )
Untuk menentukan nilai rata-rata untuk masing-masing pengukuran (dimensi tubuh) dapat ditentukan dengan rumus sebagai berikut :
n x
x =
∑
i_
Dimana :
−
x = Harga rata-rata
Xi = Nilai data n = Jumlah data.13
37-38 11
Dr. Gempur Santoso. Ergonomi Manusia, Peralatan, dan Lingkungan. 2004. Hal 31 12
DR. Suharsimi Arikunto. Prosedur Penelitian. 2000. Hal 115-117 13
3. Nilai Standar deviasi
Nilai standar deviasi ditentukan pada masing-masing pengukuran. Dapat ditentukan dengan rumus sebagai berikut :
x
σ =
1 )
( 2
− −
∑
n x xi
Dimana : _
x = Nilai Rata-Rata
S x =
σ = Standard Deviasi Xi = Nilai data
n = Banyaknya pengamatan 4. Nilai maksimum dan nilai minimum
Untuk menentukan nilai maksimum dan nilai minimum, maka data harus diurutkan dari nilai terbesar sampai nilai terkecil atau sebaliknya. Nilai yang paling besar dinamakan nilai maksimum, sedangkan nilai yang paling kecil dinamakan nilai minimum.
5. Uji keseragaman data
dengan cara membuang data yang out of control tersebut dan melakukan perhitungan kembali.
Untuk menguji keseragaman data digunakan peta kontrol dengan persamaan berikut :
BKA = x 2σx _
+
BKB = x 2σx _
−
Dimana : BKA = Batas Kontrol Atas BKB = Batas Kontrol Bawah Jika : Seragam Data maka BKA X dan BKB
Xmin > max <
Seragam Tidak Data maka BKA X dan BKB
Xmin < max >
6. Uji normal kolmogorov-smirnov test
Uji normal dengan kolmogorov-smirnov test digunakan untuk goodness of fit (kesesuaian) antara frekuensi hasil pengamatan dengan frekuensi yang
diharapkan, yang tidak memerlukan anggapan tertentu tentang bentuk distribusi populasi dari mana sampel diambil.
Dalam Uji normal dengan kolmogorov-smirnov test ini yang diperbandingkan adalah distribusi frekuensi kumulatif hasil pengamatan dengan distribusi frekuensi kumulatif yang diharapkan.
Langkah-langkah yang diperlukan dalam pengujian ini adalah :
b. Nilai-nilai pengamatan tersebut kemudian disusun membentuk distribusi frekuensi kumulatif relatif, dan notasikan dengan Fa(X).
c. Hitung nilai Z dengan rumus :
σ
X X Z = i −
Keterangan : X = nilai rata-rata
σ = standard deviasi14
d. Ambil selisih antara Fa(X) dengan Fe(X)
Hitung distribusi frekuensi kumulatif teoritis (berdasarkan kurva normal) dan notasikan dengan Fe(X)
e. Ambil angka selisih maksimum dan notasikan dengan D.
) ( )
(X Fe X
Fa Max
D= −
f. Bandingkan nilai D yang diperoleh dengan nilai Dα
g. Kriteria pengambilan keputusannya adalah :
dari tabel uji kolmogorov-smirnov.
Ho diterima apabila D≤Dα
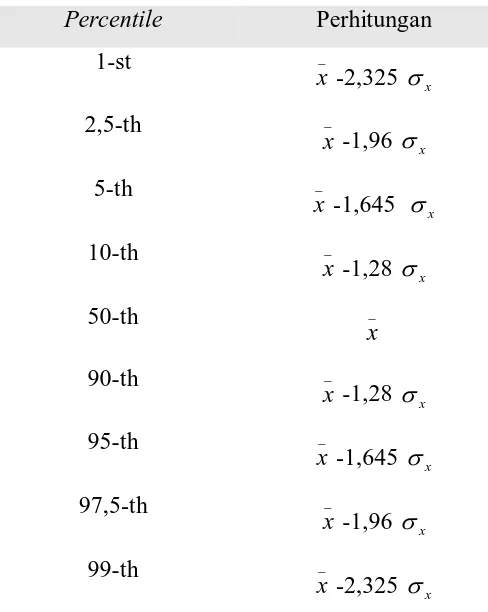
Perhitungan persentil digunakan untuk mengetahui nilai yang menyatakan bahwa pada persentase tertentu dari sekelompok orang yang dimensinya sama dengan atau lebih rendah dari nilai tersebut, dimana tujuannya untuk membuktikan bahwa data sampel yang diambil sudah mewakili populasi.
Dalam perhitungan persentil ini digunakan persentil 5 % dan persentil 95 % yang dicari dengan menggunakan persamaan :
Pi = _
x +Y σx
Dimana: Pi =Nilai persentil _
x = Nilai rata-rata
x
[image:45.595.192.436.419.725.2]σ = Nilai standar deviasi Y = Nilai kalkulasi persentil15
Tabel 3.1. Perhitungan Persentil
Percentile Perhitungan
1-st _
x -2,325 σx
2,5-th _
x -1,96 σx
5-th _
x -1,645 σx
10-th _
x -1,28 σx
50-th _
x
90-th _
x -1,28 σx
95-th _
x -1,645 σx
97,5-th _
x -1,96 σx
99-th _
x -2,325 σx
15
3.6. Peta Kerja
Peta kerja adalah suatu alat menggambarkan kegiatan kerja secara sistematis dan jelas. Melalui peta kerja ini biasanya bisa dilihat semua langkah atau kejadian yang dialami oleh suatu benda kerja dari mulai masuk ke pabrik (berbentuk bahan baku), kemudian menggambarkan semua langkah yang dialaminya, seperti transportasi, operasi mesin, pemeriksaan dan perakitan sampai akhirnya menjadi produk jadi, baik produk lengkap atau merupakan bagian dari suatu produk lengkap.16
Apabila dilakukan studi yang seksama mengenai suatu peta kerja, maka pekerjaan dalam upaya memperbaiki metode kerja dari suatu kegiatan akan lebih mudah dilaksanakan. Perbaikan yang mungkin dilakukan antara lain : menghilangkan operasi yang tidak perlu, menggabungkan suatu operasi dengan operasi lainnya, menemukan suatu ururtan-urutan kerja/ proses yang lebih baik, menentukan mesin yang lebih ekonomis, menghilangkan waktu menunggu antara operasi dan sebagainya. Dengan demikian, peta kerja merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga mempermudah dalam perencanaan perbaikan kerja. Perbaikan yang mungkin dilakukan antara lain :
17
16
1. Mengurangi jarak perpindahan operasi kerja dari suatu elemen kerja ke elemen yang lain
2. Mengurangi waktu-waktu yang tidak produktif seperti waktu menunggu (delay)
3. Mengatur operasi kerja menurut langkah-langkah kerja yang lebih efektif dan efisien
4. Menggabungkan suatu operasi kerja dengan operasi kerja yang lainnya
5. Menemukan operasi kerja yang lebih efektif dengan maksud mempermudah pekerjaan
6. Menemukan mesin atau fasilitas-fasilitas produksi lainnya yang mampu bekerja lebih produktif
7. Menunjukkan aktivitas-aktivitas inspeksi yang berlebihan
3.6.1. Lambang-lambang yang digunakan
Menurut catatan sejarah, peta-peta kerja yang ada sekarang ini dikembangkan oleh Gilberth. Pada saat itu, untuk membuat suatu peta kerja, Gilberth mengusulkan 40 buah lambang yang bisa dipakai. Kemudian pada tahun berikutnya jumlah lambing-lambang tersebut disederhanakan, sehingga hanya tinggal 4 macam, yaitu :18
18
Untuk Operasi
Untuk Penyimpanan/ Menunggu Untuk Transportasi
Untuk Pemeriksaan
Pada tahun 1947 lambang-lambang ini mengalami modifikasi dan dibakukan oleh American Society of Mechanical engineers (ASME). Lambang-lambang yang dibakukan terdiri dari 5 macam Lambang-lambang, yaitu :
Operasi
Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat, baik fisik maupun kimiawi. Mengambil informasi maupun memberikan informasi pada suatu keadaan juga termasuk operasi.
Transportasi
Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari operasi.
Pemeriksaan
Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama. Jika benda kerja tersebut akan diambil kembali, biasanya memerlukan suatu prosedur perizinan tertentu.
Menunggu
Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu (biasanya sebentar).
Aktivitas Gabungan
Kegiatan ini terjadi apabila aktivitas operasi dan pemeriksaan dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
3.6.2. Peta Tangan Kiri dan Tangan Kanan
Peta tangan kiri dan tangan kanan dalam hal ini lebih dikenal sebagai peta operator adalah peta kerja setempat yang bermanfaat untuk menganalisa gerakan tangan manusia di dalam melakukan pekerjaan yang bersifat manual. Peta ini akan menggambarkan semua gerakan ataupun waktu mengganggur yang terjadi yang dilakukan oleh tangan kanan maupun tangan kiri secara lengkap sesuai dengan elemen-eleman therblig yang membentuk gerakan tersebut.19
19
Dengan menganalisa semua gerakan yang terjadi maka langkah-langkah perbaikan dapat diusulkan. Pembuatan peta operator ini akan terasa bermanfaat apabila gerakan yang dianalisa tersebut terjadi berulang-ulang (revetitive) dan dilakukan secara manual (seperti halnya dalam proses perakitan). Dari analisa yang telah dibuat, maka pola gerakan tangan yang dianggap tidak efisien dan bertentangan dengan prinsip-prinsip ekonomi gerakan (motion economy) bisa diusulkan untuk diperbaiki. Demikian pula akan diharapkan terjadi keseimbangan gerakan yang dilakukan oleh tangan kanan dan tangan kiri, sehingga siklus kerja akan berlangsung dengan lancar dalam ritme gerakan yang lebih baik sehingga waktu menganggur maupun kelelahan operator akan minimum. Gerakan-gerakan kerja manusia dilaksanakan dengan mengikuti 17 elemen dasar Therblig, akan tetapi didalam membuat peta operator akan lebih efektif kalau hanya beberapa elemen gerakan therblig berikut ini yang digunakan, yaitu :
- Reach (RE) - Grasp (G)
- Move (M) - Position (P)
- Use (U) - Release (RL)
waktu yang ada tersebut dipergunakan untuk kegiatan yang produktif atau tidak. Fungsi dari penggambaran dari peta kerja akan melihat keseimbangan kerja yang dilakukan tangan kiri dan tangan kanan pada saat penyelesaian kerja.
Pada dasarnya, peta Tangan Kiri dan Tangan Kanan berguna untuk memperbaiki suatu sistem kerja. Sebagaimana peta- peta yang lain, peta inipun mempunyai kegunaan yang lebih khusus, antara lain:20
1. Menyeimbangkan gerakan kedua tangan dan mengurangi kelelahan.
Dengan bantuan studi gerakan dan prinsip-prinsip ekonomi gerakan dapat diuraikan suatu pekerjaan lengkap menjadi elemen-elemen gerakan yang terperinci. Setiap elemen gerakan dari pekerjaan ini dibebankan ke setiap tangan sedemikian rupa sehingga seimbang dan memenuhi prinsip ekonomi gerakan. Apabila suatu pekerjaan sudah memenuhi prinsip-prinsip ekonomi gerakan, berarti akan mengurangi kelelahan.
2. Menghilangkan atau mengurangi gerakan–gerakan yang tidak efisien dan tidak produktif, sehingga tentunya akan mempersingkat waktu kerja.
Keadaan ini juga bisa dicapai dengan bantuan studi gerakan dan prinsip-prinsip ekonomi gerakan. Kemahiran untuk menguraikan suatu pekerjaan menjadi elemen-elemen gerakan dan kemudian memilih elemen-elemen mana saja yang efektif dan tidak efektif, tentu akan mempengaruhi efisiensi dan produktifitas kerja. Jika suatu pekerjaan sudah bisa dilaksanakan dengan efisien dan produktif, otomatis waktu penyelesaian pekerjaan tersebut merupakan waktu tersingkat saat itu.
20
3. Sebagai alat untuk menganalisa tata letak stasiun kerja.
Tata letak tempat kerja juga merupakan faktor yang mempengaruhi lamanya waktu penyelesaian. Percobaan dengan mengubah-ubah tata letak peralatan selain dapat menentukan tata letak yang baik ditinjau dari waktu dan jarak, juga dapat menemukan urutan-urutan pekerjaan yang baik dengan prinsip ekonomi gerakan.
4. Sebagai alat untuk melatih pekerja baru, dengan cara kerja yang ideal.
Peta tangan kanan – tangan kiri menunjukkan urut-urutan pengerjaan yang terbaik untuk saat itu. Peta ini berfungsi sebagai penuntun terutama bagi pekerja-pekerja baru sehingga akan mempercepat proses belajar.
3.6.3. Studi Gerakan
terhadap prinsip-prinsip ekonomi gerakan yang terjadi pada saat pekerjaan manual tersebut dilakukan.21
1. Mencari (search) adalah elemen gerakan dasar dari pekerja untuk menemukan lokasi objek. Dalam hal ini yang bekerja adalah mata. Mencari merupakan gerakan yang tidak efektif dan masih dapat dihindarkan, misalnya dengan menyimpan peralatan atau bahan-bahan pada tempat yang tetap sehingga proses mencari dapat dihilangkan.
Secara garis besar Therblig tesebut didefenisikan sebagai berikut :
2. Memilih (select) adalah gerakan untuk menemukan suatu objek yang tercampur, tangan dan mata adalah dua bagian badan yang digunakan untuk melakukan gerakan ini. Gerakan memilih merupakan gerakan yang tidak efektif, sehingga sedapat mungkin elemen gerakan ini harus dihindarkan.
3. Memegang (grasp) adalah gerakan untuk memegang objek, biasanya didahului oleh gerakan menjangkau dan dilanjutkan oleh gerakan membawa. Memegang merupakan gerakan yang efektif dari suatu pekerjaan dan meskipun sulit untuk dihilangkan dalam beberapa keadaan masih dapat dikurangi.
4. Menjangkau (Reach) adalah gerakan tangan berpindah tempat tanpa beban, baik gerakan mendekati atau menjauhi objek. Menjangkau biasanya
21
didahului oleh gerakan melepas (relase) dan diikuti oleh gerakan memegang. Gerakan ini dimulai pada saat tangan mulai berpindah dan berakhir bila tangan sudah berhenti. Seperti juga memegang, menjangkau sulit untuk dihilangkan. Secara keseluruhan dari siklus kerja yang masih mungkin adalah pengurangan dari waktu gerak ini.
5. Membawa (Move) adalah elemen gerak perpindahan tangan, hanya dalam gerakan ini tangan dalam keadaan dibebani. Gerakan membawa biasanya didahului oleh memegang dan dilanjutkan oleh melepas atau dapat juga oleh pengarahan (position).
6. Memegang untuk memakai (Hold) adalah memegang tanpa menggerakkan objek yang dipegang tersebut; perbedaanya dengan memegang (grasp) terdahulu adalah perlakuan terhadap objek yang dipegang. Pada memegang, pemegangan dilanjutkan dengan gerak membawa, sedangkan memegang untuk memakai tidak demikian. Therblig ini merupakan gerkan yang tidak efektif, dengan demikian sedapat mungkin harus dihilangkan atau dikurangi.
biasanya didahului oleh gerakan membawa atau mengarahkan dan biasanya diikuti ileh gerakan menjangkau.
8. Mengarahkan (Position) adalah elemen gerakan untuk mengarahkan suatu objek pada suatu lokasi tertentu. Mengarahkan biasanya didahului oleh gerakan membawa dan diikuti oleh gerakan merakit (assembling). Gerakan ini mulai sejak tangan mengendalikan objek, misalnya memutar, menggeser ketempat yang diinginkan dan berakhir pada saat gerakan merakit atau memakai dimulai.
9. Mengarahkan sementara (Pre position), merupakan elemen gerak untuk mengarahkan objek pada suatu tempat sementara, yang bertujuan untuk memudahkan pemegangan bila objek tersebut dibutuhkan kembali. Gerakan ini sering terjadi bersamaan dengan gerakan lain diantaranya adalah membawa dan melepas.
10. Pemeriksaan (Inspection) merupakan pekerjaan memeriksa objek untuk mengetahui apakah objek telah memenuhi syarat-syarat tertentu. Elemen ini dapat berupa gerakan melihat seperti untuk memeriksa warna, meraba seperti memeriksa kehalusan permukaan, mencium, mendengarkan dan kadang-kadang merasa dengan lidah. Pemeriksaan yang dilakukan dalam therblig ini dapat berupa pemeriksaan kualitas baik atau buruknya objek yang ditentukan oleh warnanya dan jumlah cacatnya.
didahului oleh salah satu therblig membawa atau mengarahkan dan dilanjutkan oleh therblig melepas.
12. Lepas rakit (Disassemble) merupakan kebalikan dari therblig perakitan, disini dua bagian objek dipisahkan dari satu kesatuan. Gerakan ini biasanya didahului oleh memegang dan dilanjutkan oleh membawa atau biasanya juga dilanjutkan oleh melepas.
13. Memakai (Use) adalah gerakan bila satu tangan atau kedua-duanya dipakai untuk menggunakan alat. Lamanya waktu yang dipergunakan untuk gerakan ini tergantung dari jenis pekerjaannya dan keterampilan dari pekerjaannya.
14. Kelembatan yang tak terhindarkan (Unavoidable Delay) adalah kelambatan yang diakibatkan oleh hal-hal yang terjadi diluar kemampuan pengendalian pekerja. Hal ini timbul karena ketentuan cara kerja yang mengakibatkan satu tangan menganggur sedangkan tangan yang lainnya bekerja. Gangguan-gangguan yang terjadi seperti padamnya listrik, rusaknya alat-alat menyebabkan kelambatan.
16. Merencana (Plan). Merencana merupakan proses mental, operator berfikir untuk menentukan tindakan yang akan diambil selanjutnya. Waktu untuk therblig ini lebih sering terjadi pada seorang pekerja baru.
17. Isrirahat untuk menghilangkan kelelahan (Rest to overcome fatique). Hal ini tidak terjadi pada setiap siklus kerja, tetapi secara periodik. Waktu untuk memulihkan lagi kondisi badan yang lelah sebagai akibat kerja yang berbeda-beda, tidak saja karena jenis pekerjaannya tetapi juga oleh individu pekerjanya.
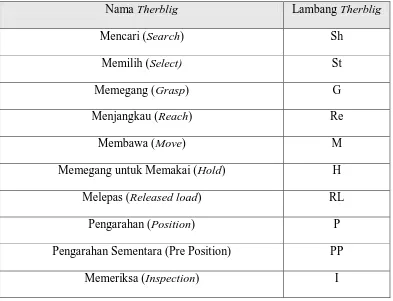
[image:57.595.117.510.454.755.2]Lambang-lambang gerakan Therblig dapat dilihat pada Tabel 3.2.
Tabel 3.2. Lambang-lambang Therblig
Nama Therblig Lambang Therblig
Mencari (Search) Sh
Memilih (Select) St
Memegang (Grasp) G
Menjangkau (Reach) Re
Membawa (Move) M
Memegang untuk Memakai (Hold) H
Melepas (Released load) RL
Pengarahan (Position) P
Pengarahan Sementara (Pre Position) PP
Merakit (Assemble) A
Lepas Rakit (Desassemble) DA
Memakai (Use) U
Kelambatan yang tak terhindarkan (Unavoidable delay) UD Kelambatan yang dapat dihindarkan (Avoidable delay) AD
Merencana (Plan) Pn
Istirahat untuk menghilangkan fatique (Rest to overcome fatoque)
R
Sumber : Iftikar Z.Sutalaksana dkk., Teknik perancangan sistem kerja
3.7. Pengukuran Waktu kerja
Pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan menusia yang dikontribusikan dengan unit output yang dihasilkan.22
1. Cara pengukuran waktu kerja secara langsung
Pengukuran waktu dibagi menjadi dua cara yaitu :
Pengukuran waktu secara langsung adalah teknik pengukuran waktu yang dilakukan secara langsung yaitu dimana pekerjaan yang diukur dijalankan. Ada dua cara yang termasuk kedalam teknik ini yaitu jam henti (time study) dan sampling pekerjaan (work sampling).
2. Cara pengukuran kerja secara tidak langsung
Pengukuran waktu kerja secara tidak langsung adalah pengukuran kerja yang dilakukan tanpa harus berada ditempat dimana pekerjaan dilaksanakan yaitu dengan membaca tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen-elemen pekerjaan atau elemen-elemen gerakan.
Sebelum melakukan pengukuran waktu ada beberapa aturan yang diperlukan untuk mendapatkan hasil yang baik. Aturan-aturan tersebut dijelaskan dalam langkag-langkah berikut :23
1. Penetapan tujuan pengukuran
Untuk melakukan pengukuran waktu, hal-hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran digunakan karena hal tersebut akan menentukan berapa tingkat ketelitian dan keyakinan yang diinginkan dari hasil pengukuran.
2. Melakukan pengamatan pendahuluan
Penelitian pendahuluan dimaksudkan untuk memperoleh metode kerja yang pantas atau wajar dan memenuhi tingkat ketelitian dan tingkat keyakinan yang diinginkan yang selanjutnya menjadi dasar bagi perhitungan berikutnya.
3. Memilih Operator
Operator yang akan diukur waktu penyelesaiannya adalah operator yang berkemampuan normal atau rata-rata dan dapat diajak bekerjasama dengan tujuan pengukuran.
4. Melatih Operator
Melatih operator perlu dilakukan agar operator bekerja secara konsisten
23
5. Menguraikan pekerjaan atas elemen pekerjaan
Sebelum diukur harus ditetapkan dahulu siklus pekerjaan yang akan diukur. Kemudian siklus pekerjaan yang telah ditetapkan diuraikan dalam elemen gerakan yang lebih kecil dan lebih sederhana dan selanjutnya elemen-elemen gerakan tersebutlah yang diamati.
6. Mempersiapkan alat-alat pengukuran
Alat-alat yang diperlukan untuk pengukuran adalah :
a. Jam henti (stop watch)
b. Lembar-lembar pengamatan
c. Pena atau pensil
d. Papan pengamatan
Alat pengukur jarak antara peralatan yang satu dengan peralatan yang lainnya (meter/rol)
Pengukuran waktu adalah pekerja mengamati pekerjaan dan mesin serta mencatat waktu-waktu kerjanya baik setiap unsurnya ataupun siklus dengan menggunakan alat-alat yang dipersiapkan
Waktu standar didefinisikan sebagai waktu yang dibutuhkan untuk menyelesaikan satu siklus pekerjaan yang dilakukan menurut metode kerja tertentu pada kecepatan normal dengan mempertimbangkan faktor-faktor keletihan, kelonggaran untuk kebutuhan pribadi. Waktu standar suatu pekerjaan ditentukan dengan jalan mengukur waktu terpilih yang dibutuhkan untuk menyelesaikan pekerjaan dan disesuaikan dengan keadaan normal ditambah dengan kelonggaran untuk kepentingan pribadi, kelelahan dan hal-hal yang tidak dapat dihindarkan. Dari perhitungan “rating factor” dan kelonggaran dapat ditentukan waktu standar (WS) dengan rumus sebagai berukut :24
Ws = Wn x 100 100 - All Wn = Wt x Rf
Dimana : Wt = Waktu terpilih
Wn = Waktu Normal
WS = Waktu standar
Rf = Rating Factor (%)
All = Allowance (%)
24
3.9. Menentukan Rating Factor
Rating factor adalah perbandingan prestasi kerja antara operator yang
diamati dengan konsep normal peneliti tentang waktu dan kecepatan selama penelitian waktu yang dilakukan. Selama pengukuran berlangsung, peneliti harus mengamati kewajaran kerja yang ditunjukkan operator. Ketidakwajaran bisa saja terjadi misalnya bekerja tanpa kesungguhan, sangat cepat seolah-olah diburu waktu, atau karena menjumpai kesulitan-kesulitan seperti kondisi ruangan yang buruk. Hal ini jelas tidak diinginkan karena waktu standar yang dicari adalah waktu yang diperoleh dari kondisi dan cara kerja yang standar yang diselesaikan secara wajar.25
Suatu kondisi yang dianggap good untuk suatu pekerjaan dapat saja dirasakan sebagai fair atau bahkan poor bagi pekerja yang lain. Pada dasarnya kondisi ideal adalah kondisi yang paling cocok untuk pekerjaan yang bersangkutan, yaitu
Cara Westinghouse menilai performance pekerja berdasarkan empat faktor yaitu keterampilan, usaha, kondisi dan konsistensi. Bila keterampilan, usaha dan konsistensi merupakan apa yang dicerminkan operator, maka kondisi kerja marupakan sesuatu diluar operator yang diterima apa adanya tanpa banyak kemampuan merubahnya. Oleh sebab itu faktor kondisi sering disebut sebagai faktor managemen, karena fihak inilah yang dapat dan berwewenang merubah atau memperbaikinya.
25
memungkinkan performance maksimal dari pekerja. Kondisi poor adalah kondisi lingkungan yang tidak membantu jalannya pekerjaan bahkan sangat menghambat pencapaian yang baik.
Kestabilan (consistency) faktor ini perlu diperhatikan karena kenyataan bahwa pada setiap pengukuran waktu angka-angka yang dicatat tidak pernah semuanya sama. Waktu penyelesaian yang ditunjukkan pekerja selalu berubah-ubah dari satu siklus ke siklus yang lainnya, dari jam ke jam, bahkan dari hari ke hari. Selama masih dalam batas-batas kewajaran maka masalah tidak akan timbul, tetapi jika variabilitasnya tinggi maka hal ini harus diperhatikan. Kondisi dibagi menjadi enam kelas yaitu perfect, excellen, Good, Average, Fair dan Poor.
3.10. Kelonggaran (Allowance)
Kelonggaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique dan hambatan-hambatan yang tak terhindarkan. Ketiga hal ini merupakan hal-hal yang secara nyata dibutuhkan oleh pekerja, dan yang selama pengukuran tidak diamati, diukur, dicatat ataupun dihitung. Karenanya sesudah pengukuran dan setelah mendapatkan waktu normal, kelonggaran (allowance) perlu ditambahkan.
3.11. Pengukuran Produktivitas
mesin atau peralatan produksi lainnya. Pada negara-negara berkembang pengertian mengenai produktivitas akan selalu dikaitkan dan diarahkan pada segala usaha yang dilakukan dengan menggunakan sumber daya manusia yang ada. Dengan demikian semua gagasan dan kebijakan yang diambil untuk usaha meningkatkan produktivitas tanpa dikaitkan dengan penanaman modal atau kapital seperti halnya penerapan proses mekanisasi/otomatisasi semua fasilitas produksi dengan tingkat teknologi yang lebih canggih. Hal ini perlu ditekankan benar-benar, meskipun juga disadari bahwa penanaman modal untuk perbaikan dan pengembangan fasilitas produksi yang bertanggung jawab adalah cara lain untuk meningkatkan produksi.26
Produktivitas pada dasarnya akan berkaitan erat pengertiannya dengan sistem produksi, dimana faktor-faktor seperti tenaga kerja, modal/kapital berupa mesin, peralatan kerja, bahan baku, bangunan pabrik dan lain-lain dikelola dalam suatu cara yang terorganisir untuk mewujudkan barang (finished goods product) atau jasa (service) secara efektif dan efisien. Penghayatan akan arti produktivitas secara mendalam akan menyadarkan tentang kemampuan serta segala kelemahan yang dimiliki. Bertitik tolak dari hal tersebut, maka akan selalu diusahakan untuk memanfaatkan semua sumber daya tersebut untuk mewujudkan sesuatu secara maksimal dengan memadukan sumber dan hasil dalam bentuk yang optimal. Tenaga kerja manusia disamping modal dan sumber produksi lainnya adalah sumber daya yang harus dimanfaatkan secara penuh dan terarah. Dalam usaha untuk meningkatkan produktivitas memang tidak bisa dikatakan bahwa factor
26
manusia adalah satu-satunya faktor yang harus diamati, diteliti, dianalisa dan diperbaiki.
Proses produksi dapat dinyatakan sebagai serangkaian aktivitas yang diperlukan untuk mengolah atau pun merubah sekumpulan masukan (input) menjadi sejumlah keluaran (output) yang memiliki nilai tambah (added value). Pengolahan ataupun perubahan yang terjadi disini bisa secara fisik ataupun nonfisik, dimana perubahan tersebut bisa terjadi terhadap bentuk, dimensi maupun sifat-sifatnya. Mengenai nilai tambah yang dimaksudkan disini adalah nilai dari keluaran yang bertambah dalam pengertian fungsional (kegunaan) atau nilai ekonomisnya.
Selanjutnya berbicara tentang produktivitas, maka hal ini secara sederhana dapat didefinisikan sebagai perbandingan (rasio) antara output per input nya. Dengan diketahuinya nilai produktivitas, maka akan diketahui pula
seberapa efisien pula sumber-sumber input telah berhasil dihemat. Upaya peningkatan produktivitas secara terus menerus dan menyeluruh merupakan satu hal yang penting tidak saja berlaku bagi setiap individu pekerja, melainkan juga bagi perusahaan. Dengan peningkatan produktivitas maka tanggung jawab manajemen akan terpusat pada segala upaya dan daya untuk melaksanakan fungsi
kontribusi sepenuhnya terhadap kegiatan-kegiatan produktif yang berkaitan dengan nilai tambah dan hal yang terpenting adalah berusaha menghindari atau meminimalkan langkah-langkah kegiatan yang tidak produktif seperti idle/ delay.
Total output yang dihasilkan selama periode t (unit) Total input yang dikeluarkan selama periode t (Rp) Produktivitas =
Dengan formulasi ini, peningkatan produktivitas akan terjadi bilamana output berhasil naik (bertambah besar) atau tetap dan disisi lain input dalam hal ini bisa ditekan lagi seminimal mungkin.
Naiknya produktivitas ternyata akan membawa konskwensi terhadap penurunan biaya produksi (Ci) per unit nya (Rp/Unit). Formulasi Ci = 1/Pi sehingga :
Total biaya input yang dikeluarkan selama periode t (Rp) Total output yang dikeluarkan selama periode t (Unit) Ci =
produktivitas industri secara total dihasilkan lewat produktivitas yang dihasilkan oleh semua komponen-komponen yang terlibat dalam proses nilai tambah. Untuk bisa mencapai nilai tingkat preoduktivitas yang tinggi, pihak manajemen harus selalu memperhatikan peningkatan produktivitas dari semua kegiatan-kegiatan produktif dan menekan kondisi-kondisi yang kontra produktif mulai dari lantai produksi sampai ke jenjang tingkatan yang paling atas ( manajemen). Setiap individu yang bekerja tidak perduli dimanapun mereka ditempatkan dalam struktur organisasi yang ada diharuskan untuk “doing the right things and working the things right “.
Produktivitas kerja selalu dikaitkan dengan efektivitas dan efisiensi kerja. Produktivitas adalah rasio antara keluaran (output) dan masukan (input). Rasio tersebut umumnya berbentuk keluaran yang dihasilkan oleh aktivitas kerja dibagi dengan jam kerja.
Umumnya keluaran dari suatu industri sulit diukur secara kuantitatif. Dalam pengukuran produktivitas biasanya selalu dihubungkan dengan keluaran secara fisik, yaitu produk akhir yang dihasilkan. Untuk mengukur produktivitas kerja dari tenaga kerja manusia, operator mesin misalnya, maka formulasi berikut bisa digunakan :
Total keluaran yang dihasilkan Jumlah tenaga kerja ya