USULAN PERBAIKAN FASILITAS KERJA PADA PENGGILINGAN BATU UNTUK MENGURANGI MUSCULOSCELETAL DISORDER PADA
PABRIK PT.MASYARAKAT PRATAMA ANINDITA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
FERY ANUGRAH AGUSTINUS BANGUN NIM. 080403164
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
USULAN PERBAIKAN FASILITAS KERJA PADA PENGGILINGAN BATU UNTUK MENGURANGI MUSCULOSCELETAL DISORDER PADA
PABRIK PT.MASYARAKAT PRATAMA ANINDITA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
FERY ANUGRAH AGUSTINUS BANGUN NIM. 080403164
Disetujui oleh :
Dosen Pembimbing I, Dosen Pembimbing II,
(Ir. Poerwanto, MSc) (Ikhsan Siregar,ST,M.Eng)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji syukur penulis sampaikan ke hadirat Tuhan Yang Maha Kuasa, Maha
Pengasih dan Maha Penyayang atas segala berkat dan karunia-Nya sehingga
penulis dapat menyelesaikan Laporan Tugas Sarjana ini. Tugas Sarjana
merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa
Teknik Industri untuk memperoleh gelar Sarjana Teknik.
Penulis melaksanakan Tugas Sarjana di PT.Masyarakat Pratama Anindita
cabang medan yang bergerak dibidang pembuatan pupuk Dolomit. Tugas Akhir
ini berjudul “Usulan Perbaikan Fasilitas Kerja pada Penggilingan Batu untuk
mengurangi Musculosceletal Disorder pada Pabrik PT.Masyarakat Pratama
Anindita”
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari
kesempurnaan, penulis selalu terbuka untuk saran dan kritik yang bersifat
membangun dari semua pihak untuk kesempurnaan tulisan ini ke depan.
UNIVERSITAS SUMATERA UTARA Medan, Mei 2011
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
I PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Batasan Masalah dan Asumsi yang digunakan ... I-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-3
2.3.1. Struktur Organisasi Perusahaan ... II-3
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-6
2.3.3. Tenaga Kerja dan Jam Kerja ... II-11
2.3.3.1. Tenaga Kerja ... II-11
2.3.3.2. Jam Kerja ... II-13
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-13
2.3.4.1. Sistem Pengupahan ... II-14
2.3.4.2. Fasilitas yang digunakan ... II-15
2.4. Proses Produksi ... II-16
2.4.1. Bahan ... II-16
2.4.1.1. Bahan Baku ... II-16
2.4.1.2. Bahan Penolong ... II-17
2.4.1.3. Bahan Tambahaan ... II-17
2.4.2. Jumlah dan Spesifikasi Produk ... II-18
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4.4. Mesin dan Peralatan ... III-19
III LANDASAN TEORI ... III-1
3.1. Ergonomi ... III-1
3.1.1. Definisi Ergonomi... III-1
3.1.2. Aplikasi Ergonomi... III-2
3.2. Perancangan dan perencanaan Fasilitas Kerja ... III-3
3.3. Pendekatan Ergonomi dalam Perancangan Stasiun/Fasilitas Kerja . III-5
3.4. Keluhan Musculoskeletal ... III-7
3.5. Nordic Body Map ... III-10
3.6. Kaitan Ergonomi dengan Postur Kerja ... III-12
3.7. Antropometri ... III-13
3.7.1. Antropometri Statis ... III-14
3.7.2. Antropometri Dinamis ... III-14
3.7.3. Tiga Prinsip dalam Penggunaan Data Antropometri ... III-15
3.8. Rumus Pengujian Data ... III-19
3.8.1. Tingkat Ketelitian dan Tingkat Keyakinan ... III-21
3.8.2. Uji Keseragaman Data ... III-21
3.8.3. Uji Kecukupan Data ... III-22
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.9. Alat Ukur Body Martin ... III-25
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Pelaksanaan Penelitian ... IV-1
4.2. Tahapan Penelitian ... IV-1
4.2.1. Persiapan ... IV-2
4.2.2. Peninjauan Lapangan ... IV-2
4.2.3. Instrumen yang digunakan ... IV-2
4.2.4. Pengumpulan Data ... IV-3
4.2.5. Teknik Sampling ... IV-5
4.2.6. Pengolahaan Data ... IV-5
4.2.7. Analisa Pemecahaan Masalah ... IV-5
4.2.8. Kesimpulan dan Saran ... IV-6
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Urutan Proses Kerja ... V-1
5.1.2. Menentukan jumlah populasi ... V-4
5.1.3. Hasil Kuisioner SNQ ... V-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1. Sumber penentuan perancangan fasilitas usulan ... V-11
5.2.2 Dimensi Pengukuran untuk Perancangan ... V-12
5.2.3. Perancangan Fasilitas Kerja Usulan ... V-23
5.2.4. Perancangan Metode Kerja Usulan ... V-28
VI ANALISA PEMECAHAN MASALAH ... VI-1
6.1. Analisis Keluhan berdasarkan Standard Nordic Questionaire ... VI-1
6.2. Metode Kerja Usulan yang telah disesuaikan dengan usulan
fasilitas baru ... VI-2
6.3. Analisis Metode Kerja Usulan berdasarkan Metode OWAS ... VI-7
6.4. Perbandingan Metode Kerja Aktual dengan Rancangan SOP
Usulan ... VI-18
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran... VII-5
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Masyarakat Pratama Anindita Cabang Medan. II-5
3.1. Nordic Body Map ... III-10
3.2. Kurva Distribusi Normal dengan Antropometri Persentil 95-th ... III-18
4.1. Martin Human Body Measuring Instrumen Model YM-1 ... IV-3
4.2. Block Diagram Metodologi Penelitian ... IV-7
4.3. Block Diagram Pengolahaan Data ... IV-8
5.1. Operator Mengambil Sekop ... V-1
5.2. Operator mulai memasukkan sekop ke bahan baku ... V-2
5.3. Operator mengangkat bahan baku ... V-2
5.4. Operator memasukkan bahan baku ke Conveyor ... V-3
5.5. Bahan Baku yang sudah siap diolah ... V-3
5.6. Identifikasi Keluhan Musculoskeletal Disorder Operator 1 ... V-5
5.7. Identifikasi Keluhan Musculoskeletal Disorder Operator 2 ... V-7
5.8. Identifikasi Keluhan Musculoskeletal Disorder Operator 3 ... V-9
5.9. Identifikasi Keluhan Musculoskeletal Disorder Operator 4 ... V-10
5.10. Peta Kontrol Uji Keseragaman TP (Tebal Paha) ... V-18
5.11. Peta Kontrol Uji Keseragaman TP (Tebal Paha) Revisi I ... V-20
5.12. Kursi Operator Usulan ... V-26
5.13. Wadah Tempat Bahan Baku Usulan ... V-26
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.15. Fasilitas Kerja secara Keseluruhan dengan Operator ... V-27
5.16. Metode Kerja Usulan untuk Operator yang sedang membuka atau
menutup wadah bahan baku... V-29
5.17. Metode Kerja Usulan untuk Operator sedang membungkuk untuk
mengatur bahan baku ... V-30
5.18. Metode Kerja Usulan untuk Operator yang sedang memastikan bahan
baku tidak kelebihan bergerak menuju Conveyor ... V-31
5.19. Metode Kerja Usulan untuk Operator yang sedang menunggu bahan
baku dalam proses penggilingan batu menjadi pupuk Dolomit ... V-32
6.1. Operator yang sedang membuka atau menutup Pintu wadah bahan
baku ... VI-2
6.2. Operator yang sedang membungkuk untuk mengatur bahan baku ... VI-3
6.3. Operator memastikan bahwa bahan baku tidak kelebihan pada saat
bergerak ke Conveyor ... VI-4
6.4. Operator sedang duduk untuk menunggu bahan baku dalam proses
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Karyawan PT.Masyarakat Pratama Anindita cabang medan
Bulan Februari 2010 ... II-13
3.1. Nilai Persentil dan Cara Perhitungannya dalam Distribusi Normal ... III-18
5.1. Data Dimesi Tubuh Operator... V-13
5.2. Perhitungan Nilai Rata-rata, Standart Deviasi, Nilai Minimum dan
Maximum Data Antropometri ... V-16
5.3. Perhitungan Uji Keseragaman Data ... V-17
5.4. Perhitungan Uji Keseragaman Data Revisi I ... V-19
5.5. Uji Kecukupan Data ... V-21
5.6. Uji Kenormalan Data dengan Kolmogorov-Smirnov ... V-22
5.7. Dimensi Tubuh dengan Prinsip Ekstrim ... V-24
6.1. Skor Bagian Belakang OWAS ... VI-7
6.2. Skor Bagian Lengan OWAS ... VI-7
6.3. Skor Bagian Kaki OWAS ... VI-7
6.4. Skor Bagian Berat Beban OWAS ... VI-8
6.5. Skor Akhir Penilaian Metode OWAS ... VI-8
6.6. Katagori Tindakan OWAS ... VI-8
6.7. Skor Bagian Belakang OWAS ... VI-9
6.8. Skor Bagian Lengan OWAS ... VI-9
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.10. Skor Bagian Berat Beban OWAS ... VI-10
6.11. Skor Akhir Penilaian Metode OWAS ... VI-10
6.12. Katagori Tindakan OWAS ... VI-10
6.13. Skor Bagian Belakang OWAS ... VI-11
6.14. Skor Bagian Lengan OWAS ... VI-11
6.15. Skor Bagian Kaki OWAS ... VI-11
6.16. Skor Bagian Berat Beban OWAS ... VI-12
6.17. Skor Akhir Penilaian Metode OWAS ... VI-12
6.18. Katagori Tindakan OWAS ... VI-12
6.19. Skor Bagian Belakang OWAS ... VI-13
6.20. Skor Bagian Lengan OWAS ... VI-13
6.21. Skor Bagian Kaki OWAS ... VI-13
6.22. Skor Bagian Berat Beban OWAS ... VI-14
6.23. Skor Akhir Penilaian Metode OWAS ... VI-14
6.24. Katagori Tindakan OWAS ... VI-14
6.25. Skor Bagian Belakang OWAS ... VI-15
6.26. Skor Bagian Lengan OWAS ... VI-15
6.27. Skor Bagian Kaki OWAS ... VI-15
6.28. Skor Bagian Berat Beban OWAS ... VI-16
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.30. Katagori Tindakan OWAS ... VI-16
6.31. Rekapitulasi Tindakan OWAS ... VI-17
6.32. Perbandingan antara Metode Kerja Aktual dan Prosedur Kerja Usulan . VI-18
6.33. SOP Metode Kerja Usulan ... VI-19
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Peta Kontrol dari Uji Keseragaman... . L-1
2. Peta Kontrol dari Uji Keseragaman Revisi II ... L-2
3. Uji Normal Kolmogorov-Smirnov One Sample Test... L-3
4. Tabel Uji Normal Kolmogorov-Smirnov One Simple Test... L-4
5. Spesifikasi Truck yang mengangkut bahan baku ... L-5
6. Form TA ... L-6
7. Surat Penjajakan ... L-7
8. Surat Balasan ... L-8
9. SK Tugas Sarjana ... L-9
ABSTRAK
PT.Masyarakat Pratama Anindita cabang medan bergerak dalam bidang pembuatan pupuk Dolomit. Pupuk Dolomit merupakan pupuk yang berguna bagi tumbuhan sawit dan pupuk Dolomit berasal dari kerikil atau bebatuan Dolomit yang dihancurkan menjadi pupuk Dolomit. Pada proses produksi di PT.Masyarakat Pratama Anindita khususnya pada penggilingan batu tidak tersedianya wadah bahan baku sehingga menimbulkan keluhan-keluhan otot karena penggilingan batu tersebut dilakukan dengan manual. Operator melakukan pekerjaannya dengan posisi kerja berdiri, membungkuk, mengangkat yang dilakukan secara manual, dan tidak tersedianya fasilitas kerja sebagai tempat wadah bahan baku. Aktifitas kerja tersebut dilakukan secara berulang-ulang dalam waktu yang cukup lama sehingga menimbulkan Musculosceletal Disorder. Timbulnya Musculosceletal Disorder pada operator dapat mengurangi produktifitas kerja dikarenakan operator melakukan gerakan rileksasi untuk mengurangi rasa sakit tersebut. Sehingga Penelitian ini bertujuan merancang perbaikan fasilitas kerja berupa wadah tempat bahan baku dan kursi kerja untuk mengurangi keluhan Musculosceletal Disorder. Hasil SNQ menunjukkan setiap operator memiliki keluhan yang tidak jauh berbeda, hal ini disebabkan karena setiap pekerja mempunyai tugas yang sama dan pada umumnya keluhan terjadi pada wilayah bagian tubuh atas seperti bahu, lengan, tangan masing-masing pada bagian kanan dan kiri serta wilayah bagian tubuh bagian bawah seperti paha kanan dan kiri, kaki kanan dan kiri, pantat, lutut kanan dan kiri dan betis kanan dan kiri dan banyak lainnya. Salah satu tindakan yang dilakukan untuk memperbaiki kondisi tersebut adalah dengan merancang fasilitas kerja berupa kursi kerja yang disesuaikan dengan operator dan wadah tempat bahan baku yang disesuaikan dengan truk pengangkut bahan baku. Perbaikan juga dilakukan terhadap metode kerja sesuai dengan usulan rancangan fasilitas kerja yang baru. Dengan adanya penambahaan fasilitas kerja tersebut gerakan atau metode kerja yang selama ini menimbulkan keluhan Musculosceletal Disorder dapat dieleminasi atau dihilangkan.
ABSTRAK
PT.Masyarakat Pratama Anindita cabang medan bergerak dalam bidang pembuatan pupuk Dolomit. Pupuk Dolomit merupakan pupuk yang berguna bagi tumbuhan sawit dan pupuk Dolomit berasal dari kerikil atau bebatuan Dolomit yang dihancurkan menjadi pupuk Dolomit. Pada proses produksi di PT.Masyarakat Pratama Anindita khususnya pada penggilingan batu tidak tersedianya wadah bahan baku sehingga menimbulkan keluhan-keluhan otot karena penggilingan batu tersebut dilakukan dengan manual. Operator melakukan pekerjaannya dengan posisi kerja berdiri, membungkuk, mengangkat yang dilakukan secara manual, dan tidak tersedianya fasilitas kerja sebagai tempat wadah bahan baku. Aktifitas kerja tersebut dilakukan secara berulang-ulang dalam waktu yang cukup lama sehingga menimbulkan Musculosceletal Disorder. Timbulnya Musculosceletal Disorder pada operator dapat mengurangi produktifitas kerja dikarenakan operator melakukan gerakan rileksasi untuk mengurangi rasa sakit tersebut. Sehingga Penelitian ini bertujuan merancang perbaikan fasilitas kerja berupa wadah tempat bahan baku dan kursi kerja untuk mengurangi keluhan Musculosceletal Disorder. Hasil SNQ menunjukkan setiap operator memiliki keluhan yang tidak jauh berbeda, hal ini disebabkan karena setiap pekerja mempunyai tugas yang sama dan pada umumnya keluhan terjadi pada wilayah bagian tubuh atas seperti bahu, lengan, tangan masing-masing pada bagian kanan dan kiri serta wilayah bagian tubuh bagian bawah seperti paha kanan dan kiri, kaki kanan dan kiri, pantat, lutut kanan dan kiri dan betis kanan dan kiri dan banyak lainnya. Salah satu tindakan yang dilakukan untuk memperbaiki kondisi tersebut adalah dengan merancang fasilitas kerja berupa kursi kerja yang disesuaikan dengan operator dan wadah tempat bahan baku yang disesuaikan dengan truk pengangkut bahan baku. Perbaikan juga dilakukan terhadap metode kerja sesuai dengan usulan rancangan fasilitas kerja yang baru. Dengan adanya penambahaan fasilitas kerja tersebut gerakan atau metode kerja yang selama ini menimbulkan keluhan Musculosceletal Disorder dapat dieleminasi atau dihilangkan.
BAB I
PENDAHULUAN
1.1. Latar Belakang
PT.Masyarakat Pratama Anindita merupakan suatu perusahaan yang
bergerak dalam bidang penghasil dan import pupuk untuk tumbuhan sawit, alat
pertanian dan obat-obatan pertanian untuk memenuhi kebutuhan- kebutuhan
perkebunan yang ada di berbagai wilayah. Adapun kegiatan dari produksi dari
perusahaan tersebut adalah mengolah pupuk untuk tanaman perkebunan seperti
Borate, Rock Pospat, Formit Acid, Borax, Sulficlic acid, Polibag, NPK, Dolomit,
Zin-sum Sulfat, Mangkuk getah, Garam dapur, Laurie Acid, Kleserite, Coopper,
PPK, Sida Asah, TMTD, Hidrixilimine, Kcl, Urea, Urea Callixin, A Grofog, TSP
dan Za. Salah satu pupuk yang dihasilkan oleh pabrik cabang medan adalah
Dolomit yang berasal dari pengolahaan penghancuran batu merah pantai/sungai.
Dalam menghasilkan pupuk Dolomit maka terdapat beberapa proses
produksi diantaranya menghancurkan dengan cara menggiling batu tersebut
dengan menggunakan mesin penghancur batu.
Dalam persaingan industri pupuk sekarang ini semakin meningkat dalam
memenuhi permintaan pasar. Pada proses pembuatannya PT.Masyarakat Pertama
Anindita tidak menggunakan bahan atau zat tambahan yang keras dan beracun,
dengan alasan agar produk tersebut tidak merusak tanah dan harga penjualan
Pada penelitian awal di PT.Masyarakat Pratama Anindita cabang medan,
khususnya pada proses penghancuran atau penggilingan batu merah. Operator
sering melakukan gerakan relaksasi yaitu gerakan untuk perenggangan otot agar dapat
menghilangkan rasa sakit pada tangan, kaki, dan bagian tubuh lainnya. Selain itu rasa
nyeri diduga timbul karena para operator bekerja secara berdiri, membungkuk dan
melakukan pekerjaan berulang serta tidak menggunakan fasilitas yang baik, dengan
metode kerja yang tidak efektif pada proses penggilingan batu Dolomit
Dengan memperhatikan keadaan yang nyata operator selalu mengalami
keluhan Musculoskeletal Disorder (keluhan rasa nyeri pada otot skeletal) oleh
karena itu peneliti harus melakukan perbaikan fasilitas kerja pada operator
khususnya pada proses penggilingan batu di PT.Masyarakat Pertama Anindita
cabang medan yang telah disesuaikan dengan antropometri operator.
1.2. Perumusan Masalah
Berdasarkan beberapa keluhan yang dirasakan oleh operator pada proses
penggilingan batu, perlu dilakukan perancangan fasilitas kerja. Penelitian ini
selain membuat rancangan fasilitas kerja sebagai wadah tempat bahan baku yang
disesuaikan dengan ukuran Conveyor serta disesuaikan dengan truk pengangkut
bahan baku dan dilakukan perancangan kursi yang ergonomis yang di sesuai
dengan operator. Penelitian juga melakukan perbaikan metode kerja agar operator
dapat menyesuaikan metode kerja dengan rancangan fasilitas kerja yang baru
1.3. Tujuan Penelitian 1.3.1. Tujuan Umum
Tujuan umum dari penelitian yang dilakukan ini adalah merancang
fasilitas kerja pada proses penggilingan batu untuk mengurangi Musculoskeletal
Disorder dengan mengusulkan SOP (Standart Operation Prosedure) yang baru
kepada operator.
1.3.2. Tujuan Khusus
Tujuan khusus dari penelitian ini adalah :
1. Mengidentifikasi keluhan Musculoskeletal Disorder pada operator
2. Penentuan dimensi antropometri yang sesuai untuk melakukan perbaikan
rancangan fasilitas kerja.
3. Menganalisa kondisi pekerja pada saat menggunakan fasilitas kerja yang ada
4. Membuat rancangan fasilitas kerja penampungan untuk bahan baku
5. Perbaikan prosedur kerja pada penggilingan batu.
1.4. Manfaat Penelitian
Manfaat dari penelitian ini adalah sebagai berikut :
1. Sebagai bahan masukan bagi perusahaan dalam perbaikan fasilitas kerja
untuk menjaga terjadinya keluhan Musculoskeletal Disorder.
2. Peningkatan keterampilan peneliti untuk dapat menyelesaikan permasalahan
yang sebenarnya terjadi di lapangan melalui penerapan ilmu yang telah
3. Mempererat kerjasama antara perusahaan/industri dengan Departeman
Teknik Industri serta memperluas pengenalan akan Departemen Teknik
Industri Fakultas Teknik Universitas Sumatera Utara. Sebagai bahan
informasi dan pengembangan bagi penelitian sejenis serta berkelanjutan.
4. Bagi peneliti sebagai bahan untuk menambah wawasan dalam aplikasi
keilmuan.
1.5. Batasan Masalah dan Asumsi yang Digunakan
Agar penyelesaian masalah tidak menyimpang dari tujuan dan
menghindari kemungkinan meluasnya pembahasan dari yang seharusnya diteliti,
maka penulis membuat batasan masalah dan asumsi.
Pembatasan masalah dalam penelitian ini adalah sebagai berikut :
1. Penelitian dilakukan pada pekerja di PT.Masyarakat Pertama Anindita pada
proses penggilingan batu tanpa dipengaruhi oleh komponen atau system
kerja lainnya.
2. Data Antropometri pekerja bagian penggilingan batu
3. Tidak ada dilakukan kajian aspek biaya dalam perancangan fasilitas kerja.
Sedangkan asumsi yang digunakan dalam penelitian ini adalah :
1. Operator yang diamati adalah operator yang bekerja dalam kondisi normal
serta sehat secara jasmani dan rohani.
2. Mekanisme dan aktivitas pada proses penggilingan batu pada perusahaan
berjalan normal.
4. Tidak ada perubahan metode kerja selama penelitian berlangsung.
5. Rancangan yang dibuat hanya berupa usulan kepada perusahaan.
6. Penambahaan fasilitas adalah Wadah bahan baku dan kursi Operator.
1.6. Sistematika Penilaian Tugas Sarjana
Agar lebih mudah dipahami dan ditelusuri maka sistematika penulisan
tugas akhir ini akan disajikan dalam beberapa bab sebagai berikut:
BAB I PENDAHULUAN
Menguraikan latar belakang permasalahaan, perumusan
masalah, tujuan penelitian, manfaat penelitian dan
batasan-batasan masalah serta asumsi yang digunakan serta
sistematika penulisan.
BAB II GAMBARAN UMUM PERUSAHAAN
Berisi tentang gambaran perusahaan secara umum, dimulai
dari sejarah berdirinya perusahaan tersebut, proses produksi
dan sebagainya.
BAB III LANDASAN TEORI
Memaparkan tentang teori-teori yang digunakan dalam
pemecahaan masalah pada penelitian ini.
BAB IV METODOLOGI PENELITIAN
Mengemukakan dari beberapa tahapan-tahapan dan
BAB V PENGUMPULAN DAN PENGOLAHAAN DATA
Mengidentifikasi keseluruhan data dari hasil pengumpulan
data dan dilanjutkan pengolahaan dari data yang telah
diidentifikasi .
BAB VI ANALISA PEMECAHAAN MASALAH
Menganalisa hasil dari pengolahaan data untuk dapat
dilakukan pemecahaan masalah
BAB VII KESIMPULAN DAN SARAN
Melakukan dan memberi beberapa kesimpulan yang di
peroleh berdasarkan hasil pengolahaan data dan analisa
pemecahaan masalah agar dapat memberikan masukan dan
saran-saran yang bermanfaat bagi perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT.Masyarakat Pratama Anindita pertama kali didirikan di Jakarta pada
tahun 1965. Pada saat pendiriannya masih dalam bentuk persekutuan
Commanditer (CV). Kegiatannya bergerak dalam bidang impor pupuk, alat-alat
pertanian dan obat-obatan pertanian.
Kemudian pada tanggal 1 Oktober 1980 didirikan PT.Masyarakat Pratama
Anindita cabang Medan dengan akte notaries Drs.Gde Ngurah Rai, SH No.19
diumumkan dalam tambahan berita Negara Republik Indonesia No.11 tanggal 5
Februari 1982. Kegiatan perusahaan ini bergerak dalam bidang impor pupuk,
alat-alat pertanian dan obat-obatan pertanian untuk memenuhi kebutuhan-kebutuhan
perkebunan yang ada di daerah Sumatera Utara, Aceh, Sumatera Barat, Sumatera
Selatan, Lampung dan Kalimantan Barat. Sejak tahun 1980 kegiatan perusahaan
berkembang pada bidang Freight Forweder, ekspor pupuk urea dan ekspor hasil
perkebunan atau hasil pertanian lainnya.
Kantor pusat PT.Masyarakat Pratama Anindita berada di Jakarta. Untuk
melayani dan menyalurkan pupuk serta kebutuhan lainnya, PT.Masyarakat
Pratama Anindita membuka cabang-cabang.
Kantor cabang PT.Masyarakat Pratama Anindita adalah
1. Medan
3. Surabaya
4. Singapura
Kantor cabang PT.Masyarakat Pratama Anindita cabang medan
berkedudukan di Jalan Guru Patimpus No.15 H, dipimpin oleh Kepala
cabang Bapak Romel Ketaren. Dimana jumlah karyawan PT.Masyarakat
Pratama Anindita cabang Medan sebanyak dua puluh orang karyawan
yang mempunyai tanggung jawab dan wewenang masing-masing.
Tujuan didirikan perusahaan selain untuk memperoleh keuntungan juga
memiliki tujuan lain seperti :
1. Mengusahakan kesejahteraan bagi pemilik perusahaan, pegawai/karyawan
dan masyarakat umum.
2. Menggali dan berusaha menerapkan nilai-nilai positif dalam berusaha
yang secara langsung akan meningkatkan kemampuan setiap pribadi untuk
bekerja di dalam perusahaan.
2.2. Ruang Lingkup Bidang Usaha
PT.Masyarakat Pratama Anindita cabang medan menghasilkan pupuk
pertanian yang merupakan konsumsi oleh perusahaan perkebunan di beberapa
wilayah. Peningkatan produksi yang dilakukan oleh PT.Masyarakat Pratama
Anindita Cabang Medan membuat masyarakat sekitar terpacu untuk lebih
mendalami lagi terhadap pembuatan pupuk. Harga jual jual pada PT.Masyarakat
Pratama Anindita sangat tinggi, oleh karena itu masyarakat sekitar lebih tertarik
perusahaan sangat bergantung pada bahan baku yang ada pada masyarakat dan
alam. Sekitar 65% bahan baku untuk proses produksi berasal dari masyarakat.
Selain bergerak dalam bidang penjualan dan pengolahan pupuk khusus
pupuk Dolomit, PT.Masyarakat Pratama Anindita juga bergerak pada bidang
alat-alat pertanian. Hasil dari alat-alat-alat-alat pertanian dari PT.Masyarakat Pratama Anindita
dipasarkan ke berbagai daerah di Indonesia. Dalam pemenuhan bahan baku saat
ini PT.Masyarakat Pratama Anindita berupaya melakukan pendekatan kepada
masyarakat yang bergerak dalam bidang peternakan dan lain-lain.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi pada suatu pabrik adalah bagian yang penting dalam
pendirian suatu perusahaan untuk memperlancar jalannya tugas dan wewenang,
sehingga pendistribusian tugas, dan tanggung jawab serta hubungan antara jabatan
satu dan yang lainnya menjadi jelas. Struktur organisasi menggambarkan
hubungan kerjasama antara dua orang atau lebih dengan tugas yang berkaitan satu
dengan yang lain untuk mencapai tujuan tertentu yang diharapkan oleh semua
pihak yang terkait didalamnya.
Organisasi ditentukan atau dipengaruhi oleh badan usaha, jenis usaha dan
besarnya usaha dan sistem produksi perusahaan. Dengan adanya struktur
organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja
yang baik dan tidak terjadi kekacauan akibat kesalahan dalam pemberian perintah
Struktur organisasi dari perusahaan ini berbentuk struktur organisasi
campuran lini, fungsional dan staff. Sruktur lini merupakan struktur dimana
didalamnya terdapat garis wewengang yang menghubungkan langsung secara
vertikal antara atasan dan bawahan. Struktur fungsional merupakan struktur
organisasi dimana wewenang dari pimpinan tertinggi dilimpahkan kepada
Pimpinan Cabang yang mempunyai jabatan fungsional untuk dikerjakan kepada
pelaksanan dengan keahlian khusus, dan hubungan Kepala Seksi (Kasie) yang
merupakan hubungan atasan dengan staff khusus. Struktur Organisasi
Gambar 2.1. Struktur Organisasi Perusahaan
Keterangan :
= Hubungan Lini
= Hubungan Fungsional Kepala Kantor Cabang
Wakil Pimpinan Kantor Cabang
2.3.2. Uraian Tugas dan Tanggung Jawab
Tugas dan tanggung jawab antara atasan dan bawahan, dapat diketahui
dari struktur organisasi. Dimana dalam struktur digambarkan hubungan antara
atasan dan bawahan, baik hubungan secara langsung maupun hubungan yang
tidak langsung. Berikut wewenang dan tanggung jawab untuk masing-masing
jabatan pada PT.Masyarakat Pratama Anindita Cabang Medan ;
1. Kepala Kantor Cabang
Tugas dan tanggung jawab
a. Memimpin kantor cabang sesuai dengan wewenang dan tanggung jawab
b. Melaksanakan pemasaran dan pendistribusian setiap pupuk yang telah
direncanakan untuk masing-masing wilayah dengan memperhatikan situasi
daerahnya.
c. Menjalankan kerja sama yang baik dengan instansi atau jawatan
pemerintah setempat.
d. Melaksanakan kegiatan pengendalian dan pengawasan seluruh kegiatan
organisasi.
e. Menetukan prioritas kegiatan, langkah-langkah kegiatan yang
dilaksanakan dan sarana-saranan kerja yang diperlukan dalam
melaksanakan program kerja yang telah ditentukan.
f. Melakukan pemeriksaan terhadap mekanisme kegiatan.
g. Mengadakan evaluasi atas pelaksanaan kegiatan usaha, penyusunan dan
perhitungan laba rugi, menyelenggarakan adminitrasi dan laporan
h. Pencapaian sasaran atas rencana kerja dan anggaran yang telah ditetapkan.
i. Kelancaran tugas-tugas operasional, efisiensi dan pencapaian sasaran.
2. Wakil Kepala Kantor Cabang
Tugas dan Tanggung Jawab adalah
a. Membantu kepala kantor cabang dalam menjalankan tugas dan fungsinya
b. Menyelenggarakan adminitrasi dan kepengurusan kegiatan usaha.
3. Kepala Seksi Admintrasi/Keuangan
Tugas dan Tanggung Jawab
a. Mengelola adminitrasi dan keuangan kantor pemasaran wilayah sesuai
dengan program yang telah ditentukam.
b. Melaksanakan adminitrasi kepegawaian sesuai dengan
ketentuan-ketentuan yang telah ditetapkan.
c. Menjaga ketetapan dan ketertiban adminitrasi pembukuan, surat-surat
berharga dan dokumen penting lainnya.
d. Menyusun anggaran kantor pemasaran wilayah, laporan keuangan,
inventaris kantor pemasaran wilayah serta kepegawaian.
e. Melaksanakan kegiatan dan tata usaha adminitrasi kantor pemasaran
wilayah.
f. Melaksanakan pencatatan dan pengurusan atas hak dan kewajiban yang
g. Melaksanakan fungsi kebendaharaan, admininitrasi penerimaan dan
pembayaran.
h. Melaksanakan penyusutan atas pengadaan dan penggunaan tenaga kerja.
4. Pool Faktur
Tugas dan Tanggung Jawab adalah mengamakan kelengkapan faktur-faktur
yang belum ditagih.
Tugas pokoknya adalah
a. Memeriksa kelengkapan pengambilan seluruh faktur asli yang belum
lunas.
b. Menerima dan meyimpan faktur debet nota/kredit nota dari bagian
keuangan.
c. Mengarsipkan faktur debet/kredit nota secara rapi dan teratur.
d. Menyiapkan daftar tagihan beserta aslinya untuk ditagih pada waktu jatuh
tempo.
e. Mengontrol secara aktif faktur tagihan yang telah lewat jatuh tempo.
f. Mencocokkan hasil tagihan dan sisa faktur dengan jumlah/nilai faktur
dalam daftar tagihan.
5. Collector
Tugas dan Tanggung Jawab adalah
b. Mempertanggungjawabkan faktur-faktur tagihan pada saat dilakukan
penagihan.
c. Uang hasil tagihan langsung disetor kebagian keuangan.
d. Memberikan informasi atau laporan terhadap piutang-piutang yang sulit
ditagih.
6. Kepala Seksi Ekspor dan Development.
Tugas dan Tanggung Jawab
a. Mengadakan ekspansi kepada bidang-bidang usaha yang lain.
b. Melaksanakan penelitian atas masalah-maslaah yang timbul dari
penggunaan pupuk baru.
c. Memasarkan dan melaksanakan alokasi penyaluran maupun penjualan
pupuk serta alat-alat pertanian lainnya.
7. Kepala Seksi Agronomi
Tugas dan Tanggung Jawab
a. Mempromosikan, memberikan penyuluhan penggunaan berbagai jenis
pupuk hadil produksi yang berasal dari dalam negeri maupun berasal dari
luar negeri untuk mendapatkan, meningkatkan ataupun mempertahankan
pasar.
b. Melaksanakan kegiatan promosi dengan cara memberikan brosur-brosur.
c. Bekerjasama dengan instansi didaerah-daerah yang ada hubungannya
d. Melaksanakan penelitian-penelitian sehubungan dengan kegiatan promosi
dan penyuluhan.
8. Kepala Seksi Penjualan
Tugas dan Tanggung Jawab
a. Melaksanakan penjualan dan pendistribusian pupuk dan non pupuk sesuai
dengan rencana yang ditetapkan
b. Menyetujui atau menolak pesanan pembelian kredit dengan pertimbangan
penagihan.
c. Membuat ketentuan harga, biaya penyaluran dan penjualan sarana
produksi pertanian serta rencana anggaran kegiatan penjualan dan
pendistribusian.
d. Membuat laporan kebutuhan pupuk secara priode.
e. Menginventariskan seluruh kebutuhan pupuk dan non pupuk dan
melaporkan kepala kantor cabang.
9. Kepala Seksi Penyediaan atau Penggudangan Tugas dan Tanggung Jawab
a. Melaksanakan kegiatan penyediaan dan penggudangan pupuk dan non
pupuk diwilayah kerja kantor cabang sesuai dengan yang telah
direncanakan.
b. Mengatur saran angkutan dan prasarana gudang-gudang tempat
c. Mengontrol seluruh biaya pelaksanaan penerimaan atau penyimpanan
pupuk atau non pupuk dibandingkan dengan rencana yang dianggarkan.
d. Mengatur kegiatan penggudangan dan penempatan pupuk dan non pupuk.
Adapun gudang-gudang tempat penyimpanan pupuk dan non pupuk adalah
1. Gudang penyimpanan pupuk dijalan Binjai Km.7,8
2. Gudang penyimpanan pupuk dijalan Medan-Belawan Km.8,7
3. Gudang penyimpanan pupuk dijalan Medan-Belawan Km.17
4. Gudang penyimpanan pupuk di kawasan Industri Mabar
5. Gudang penyimpanan pupuk PELNI
10. Kepala Mandor Gudang 1,2, 3, 4, 5 Tugas dan Tanggung Jawab
a. Bertanggung jawab terhadap kelancaran Pabrik
b. Membatu tugas dan tanggung jawab Kepala Seksi Penyediaan atau
Penggudangan.
c. Melaporkan persediaan pupuk dan non pupuk
2.3.3. Tenaga Kerja dan Jam Kerja 2.3.3.1.Tenaga Kerja
Tenaga kerja pada PT.Masyarakat Pratama Anindita Cabang Medan terdiri
atas beberapa bagian. Bagian tersebut diantaranya, bagian Kantor dan tenaga kerja
lapangan, Perekrutan Tenaga Kerja pada bagian tersebut diatur oleh perusahaan
kebutuhan. Tenaga kerja kontrak biasanya berasal dari tenaga kerja lokal dan pada
level karyawan upahnya dibayar berdasarkan hari kerja (Daily Paid).
Tenaga kerja pada PT.Masyarakat Pratama Anindita Cabang Medan
dikelompokkan berdasarkan Pimpinan, staff / Kepala Seksi serta karyawan.
Berdasarkan sistem pembayaran karyawan dikelompokkan menjadi 3, yaitu
karyawan tetap, karyawan lepas dan free labor. Karyawan tetap biasanya digaji
setiap bulannya (monthly paid), sedangkan karyawan lepas digaji setiap harinya
(daily paid) .
Jumlah karyawan pada PT.Masyarakat Pratama Anindita Cabang Medan
setiap bulannya berubah, hal ini diakibatkan perubahan terhadap jumlah karywan
tidak tetap yang berubah setiap bulannya. Jumlah tenaga kerja pada
PT.Masyarakat Pratama Anindita Cabang Medan pada akhir Januari 2010 dapat
Tabel 2.1. Jumlah Karyawan PT.Masyarakat Pratama Anindita Cabang Medan Bulan Februari 2010
No Bagian Jumlah (Orang)
1 Pimpinan/Wakil Pimpinan
Cabang
Sumber : PT.Masyarakat Pratama Anindita Cabang Medan
2.3.3.2.Jam Kerja
Penjadwalan kerja pada PT.Masyarakat Pratama Anindita Cabang Medan
tidak berdasarkan shift biasanya diberlakukan bagi karyawan kantor. Berdasarkan
Syarat Kerja Umum (SKU) setiap pekerja mempunyai syarat maksimum 7-8 jam
kerja/ hari dan bekerja 6 hari/ minggu. Apabila waktu kerja lebih dari 8 jam kerja,
maka jam kerja berikutnya terhitung sebagai lembur.
Ketentuan kerja pada PT.Masyarakat Pratama Anindita Cabang Medan
adalah sebagai berikut :
a. Tidak Berdasarkan shift
Senin-jumat
• Waktu Kerja Pukul 07.00-12.00
• Waktu Kerja Pukul 13.30-16.00
b. Berdasarkan Shift
Senin-Jumat
• Waktu Kerja Pukul 07.00-12.00
• Waktu Istirahat Pukul 12.00-13.30
• Waktu Kerja Pukul 14.00-17.00
Sabtu
• Waktu Kerja Pukul 07.00-12.00
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan 2.3.4.1.Sistem Pengupahan
Sistem pengupahan pada PT.Masyarakat Pratama Anindita Cabang Medan
dibedakan berdasarkan golongan, jabatan serta latar belakang pendidikan. Bagi
para karyawan sistem pengupahan dibagi menjadi yaitu monthly paid, daily paid
dan free labor. Pengaturan sistem pengupahan untuk monthly paid, daily paid
dan free labor adalah sebagai berikut :
1. Sistem pembayaran Daily Paid, karyawan pada kategori ini dibayar
berdasarkan hari kerja dan upahnya dibayarkan setiap 2 minggu sekali.
Besarnya upah harian berdasarkan kesepakatan yang dibuat oleh
PT.Masyarakat Pratama Anindita Cabang Medan dengan pekerja
2. Sistem pembayaran Monthly Paid, karyawan pada kategori ini upah
dibayarkan setiap bulannya berdasarkan Upah Minimum Regional (UMR).
Karyawan. Monthly Paid merupakan karyawan tetap yang mendapat
fasilitas kesehatan maupun perumahan.
3. Free Labor
Pekerja dengan jenis ini memiliki masa periode kerja yang telah
ditentukan. Apabila periode kerja telah habis, maka perusahaan tidak
memiliki keterkaitan dengan pekerja tersebut. Untuk jenis pekerja free
labor upah yang dibayarkan sebesar Rp. 625.000,00/ bulan.
Selain upah regular, upah lembur juga diberikan apabila kerja lembur
dilakukan atas permintaan perusahaan. Kerja lembur biasa dilakukan apabila
target produksi belum terpenuhi.
2.3.4.2. Fasilitas yang Digunakan
Fasilitas-fasilitas yang diperoleh karyawan dibedakan menurut golongan
dan jabatan masing-masing. Adapun fasilitas-fasilitas yang diberikan oleh
PT.Masyarakat Pratama Anindita Cabang Medan secara umum adalah :
1. Penyediaan sarana kesehatan berupa fasilitas rumah sakit bagi karyawan
tetap dan keluarga.
2. Setiap karyawan diikut sertakan dalam keanggotaan Jamsostek khusunya
kepada karyawan yang bekerja di pergudangan atau pada pabrik (Jaminan
Sosial Tenaga Kerja)
4. Pemberian Tunjangan Hari Raya (THR), sebesar 2 bulan gaji ditambah
dengan utang bonus
5. Pemberian uang pooding pada karyawan setiap 1 bulan sekali
6. Pemberian uang bahan bakar kendaraan setiap 1 bulan sekali, dan untuk
karyawan yang bekerja di lapangan diberikan kendaraan
7. Setiap karyawan diikutsertakan dalam keanggotaan koperasi.
8. Penyediaan sarana transportasi bagi karyawan.
2.4. Proses Produksi 2.4.1. Bahan
2.4.1.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan
produk, ikut dalam proses produksi dan dapat dilihat oleh kasat mata.
PT.Masyarakat Pratama Anindita khusus cabang medan dalam memproduksi
Pupuk Dolomit mengambil bahan baku dari batu merah yang berada di sungai
seperti sungai pancur batu.
Untuk menjaga kenyamanan pelanggan terhadap persediaan pupuk di
PT.Masyarakat Pratama Anindita khusus cabang medan, perusahaan mewajibkan
bahan baku untuk dihabiskan paling lama sekali pengangkutan dalam seminggu
2.4.1.2.Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan dalam suatu produksi
sehingga dapat meningkatkan mutu produk menjadi lebih baik . Bahan penolong
yang digunakan dalam di PT.Masyarakat Pratama Anindita khusus cabang medan
untuk memproduksi Pupuk Dolomit adalah Air (H20).
Air (H20) berfungsi untuk mempermudah penggilingan batu. 2.4.1.3.Bahan Tambahaan
Bahan tambahaan adalah bahan yang ditambahkan untuk meningkatkan
mutu produk menjadi bernilai guna namun bahan tersebut tidak ikut dalam proses
produksi.
Adapun bahan tambahan yang digunakan adalah sebagai berikut:
1. Penutup Kemasan 30 Kg
Penutup kemasan 30 Kg adalah plastic yang disebut Lid dan untuk kemasan
adalah berbentuk cap yang telah tercetak label perusahaan dan diproduksi
diluar PT.Masyarakat Pratama Anindita.
2. Cap Seal
Cap Seal digunakan untuk menutupi kemasan. Cap Seal ini terbuat dari plastic yang tercetak merk perusahaan dan diproduksi di luar PT.Masyarakat
Pratama Anindita digunakan untuk kemasan 30 Kg.
3. Label
Label berfungsi untuk menunjukkan merk produksi. Label ini terbuat dari
plastic, dan ditempelken kepada goni.
Karung/Goni berfungsi untuk sebagai tempat produk jadi yaitu
pupuk.Dolomit
5. Benang Karung
Benang Karung berfungsi untuk melekatkan karung pupuk tersebut.
2.4.2. Jumlah dan Spesifikasi Produk
PT.Masyarakat Pratama Anindita khusus cabang medan memproduksi
khusus pupuk Dolomit dengan merek kapasitas kurang lebih 10 Ton perminggu.
Pupuk Dolomit yang diproduksikan tersebut adalah berukuran 30 Kg,
Disamping itu PT.Masyarakat Pratama Anindita khusus cabang medan
untuk menjaga ketersediaan pupuk pada wilayah pemasarannya melibatkan
PT.Masyarakat Pratama Anindita khusus cabang lain yang ada disekitar medan
seperti Aceh, Jakarta dan lain-lain.
2.4.3 Uraian Proses Produksi
Proses Produksi adalah teknik atau metode yang digunakan untuk
menghasilkan suatu barang atau jasa sehingga nilainya bertambah dengan
menggunakan sumber-sumber daya (resources) yang tersedi, antara lain tenaga
kerja, mesin, bahan baku, modal, metode dan energy.
Uraian proses produksi dimulai setelah mencari sumber batu merah yang
ada di sekitar pantai atau sungai di wilayah medan.
Proses Produksi yang pertama adalah dengan melakukan :
Proses ini bertujuan untuk mempermudah penggilingan batu ketika didalam
mesin penggiling batu.
2. Memasukkan Batu merah kedalam Mesin Penggiling Batu dibatu oleh
Conveyor.
Proses yang bertujuan untuk menghancurkan batu tetapi sebelumnya pekerja
memasukkan batu merah kedalam mesin penggiling batu melalui Conveyor.
3. Proses Pengepakan
Pada proses ini setelah batu melawati mesin penggiling batu dan telah hancur
seperti pasir lalu dimasukkan kedalam karung pupuk dan siap untuk dibawa
ke wilayah pemasaran.
2.4.4. Mesin dan Peralatan
Sarana produksi pada PT.Masyarakat Pratama Anindita khusus cabang
medan sebagai berikut;
1. Mesin Conveyor
Merek : Marelli Motor
Buatan/tahun : Italy
Type : RMT 85 P
Spesifikasi : 380 V, 1,5 kVA, 3 phase
Jumlah : 2 unit
Fungsi : Menggerakan batu dari bawah ke Mesin
2. Mesin Penggiling Batu
Merek : Super Micro Mill
Buatan/tahun : Italy
Type : RMT 85 P
Spesifikasi : 1.7 s/d 2.2 ton per jam dan kehalusan hingga 1250
mess.
Jumlah : 2 unit
BAB III
LANDASAN TEORI
3.1. Ergonomi
3.1.1. Definisi Ergonomi
Ergonomi berasal dari bahasa Latin yaitu ergon yang berarti “kerja” dan
nomos yang berarti “hukum alam”. Ergonomi dapat didefinisikan sebagai studi
tentang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara
anatomi, fisiologi, psikologi, engineering, manajemen dan desain/perancangan
(Nurmianto, 2004) 1. Ergonomi ialah suatu cabang ilmu yang sistematis untuk
memanfaatkan informasi-informasi mengenai sifat, kemampuan dan keterbatasan
manusia untuk merancang suatu sistem kerja sehingga orang dapat hidup dan
bekerja pada sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan
melalui pekerjaan itu, dengan efektif, aman dan nyaman (Sutalaksana dkk.,
1979)2
Secara umum tujuan dari penerapan ergonomi adalah (Tarwaka, 2004) .
3
1
Eko Nurmianto, Ergonomi Konsep Dasar dan Aplikasinya, edisi kedua, Guna Widya, Surabaya, 1998,p.1
2
Sutalaksana, I.Z., dkk. 1979. ”Teknik Tata Cara Kerja”. Bandung, p.65 3
Tarwaka, Dkk. 2004. “Ergonomi untuk Keselamatan, Kesehatan Kerja dan Produktivitas”. Surakarta : Uniba Press
.
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan
cedera dan penyakit akibat kerja, menurunkan beban kerja fisik dan
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak
sosial, mengelola dan mengkoordinir kerja secara tepat guna dan
meningkatkan jaminan sosial baik selama kurun waktu usia produktif
maupun setelah tidak produktif.
3. Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek
teknis, ekonomis, antropologis dan budaya dari setiap sistem kerja yang
dilakukan sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
3.1.2. Aplikasi Ergonomi 4
7. Perancangan pegangan perkakas berbentuk kurva disesuaikan dengan bentuk
genggaman tangan akan memudahkan cara pengoperasian alat tersebut.
Ergonomi banyak diaplikasikan dalam berbagai proses perancangan
produk ataupun operasi kerja sehari-harinya. Contoh aplikasi ergonomi untuk
efisiensi, efektivitas dan produktivitas yaitu:
1. Penentuan batas beban yang diangkat secara manual oleh manusia, jam istirahat
pekerja dan shift kerja.
2. Dimensi meja dan kursi kerja.
3. Bentuk meja dan kursi.
4. Pengaturan sikap kerja.
5. Perancangan lingkungan kerja.
6. Semua fasilitas kerja seperti peralatan material harus diletakkan di depan dan
berdekatan (jarak jangkauan normal) dengan posisi pekerja bekerja.
4
3.2. Perancangan dan perencanaan fasilitas kerja 5
1. Mengatur atau menata sesuatu sesuai dengan keinginan atau sesuai dengan
kebutuhan.
Perancangan dapat didefinisikan dalam dua hal yaitu :
2. Proses, cara, atau perbuatan merancang ( Departemen Pendidikan Nasional
hal.815)
Perencanaan dapat didefinisikan sebagai proses menentukan dengan tepat
apa yang akan dilakukan oleh seseorang/pihak yang berkaitan/pihak yang
bersangkutan untuk mencapai tujuannya. Dalam istilah yang lebih resmi
perencanaan dapat didefinisikan sebagai perkembangan sistematis dari program
tindakan yang ditujukan pada pencapaian tujuan yang telah disepakati dengan
proses analisa, evaluasi, seleksi dianatara kesempatan yang diprediksi terlebih
dahulu.
Dalam perencanaan dan perancangan stasiun kerja yang dirancang secara
benar akan mampu memberikan keselamatan dan kenyamanan kerja bagi operator
yang selanjutnya akan berpengaruh secara signifikan didalam menentukan tingkat
kinerjanya.
Banyak orang kurang menyadari kalau ketidak-nyamanan kerja yang
dirasakan oleh seorang pekerja ternyata diakibatkan kesalahan-kesalahan didalam
perancangan fasilitas kerja yang harus dioperasikan maupun stasiun kerja dimana
operator akan menghabiskan sebagian besar waktunya dalam area kerja (work
oleh posisi kerja yang tidak benar (misalkan terlalu lama duduk, jongkok maupun
berdiri) dan memerlukan energi tambahan yang akhirnya bisa mempercepat
datangnya kelelahan, penurunan kinerja dan produktivitas. Stasiun kerja dirancang
sedemikian rupa sehingga pekerja akan mampu melaksanakan aktivitasnya secara
efektif, leluasa dan nyaman.
Spesifikasi rancangan stasiun kerja akan terkait erat dengan karakteristik
fisik manusia (data antropometri) yang diukur baik melalui metode pengukuran
statik maupun dinamik yang akan berinteraksi dengan sistem kerja yang ada.
Menurut Stevenson (1987, 1989) dan Wignjosoebroto (2000, 2001, 2003)
antropometri adalah satu kumpulan data numerik yang berhubungan dengan
karakteristik fisik tubuh manusia, ukuran dan kekuatan serta penerapan dari data
tersebut untuk penanganan masalah desain (perancangan). Rancangan suatu
produk atau fasilitas kerja agar nantinya sesuai dengan tubuh manusia yang
mengoperasikannya, maka harus diperhatikan prinsip-prinsip dalam aplikasi data
anthropometri. Ada 2 (dua) faktor penentu untuk mencapai kondisi tersebut yang
harus diperhitungkan dalam proses perancangan sebuah stasiun kerja, yaitu (a)
harus selalu diingat bahwa populasi pekerja akan sangat bervariasi dan
berbeda-beda baik dalam bentuk maupun ukuran tubuh (antropometri)-nya; dan (b) harus
dipahami benar tentang karakteristik dari populasi pemakai produk ataupun
fasilitas kerja seperti pendidikan, kultur, skill, attitude, kemampuan fisik maupun
mental, dan lain-lain. Kesalahan pokok yang sering dilakukan oleh seorang
`perancang adalah menempatkan karakteristik dan spesifikasi ukuran yang ada
Prinsip yang ingin diterapkan disini adalah “if I can use it, it must be
designed well” . Kesalahan mendasar semacam ini hanya dapat dieliminir dengan
cara menerapkan data antropometri yang tepat dan relevan dengan populasi
terbesar pemakainya.
3.3. Pendekatan Ergonomi dalam Perancangan Stasiun/Fasilitas Kerja
Ergonomi yang secara umum diartikan sebagai ”the study of work” telah
mampu membawa perubahan yang signifikan dalam mengimplementasikan
konsep peningkatan produktivitas melalui efisiensi penggunaan tenaga kerja dan
pembagian kerja berdasarkan spesialisasi-keahlian kerja manusia (Bridger, 1995;
Sanders & McCormick, 1992). Konsep produktivitas yang terjadi dalam lini
produksi di industri telah menggeser struktur ekonomi agraris yang berbasis pada
kekayaan sumber daya alam untuk kemudian beranjak menuju ke struktur
ekonomi produksi (industri) yang menekankan arti pentingnya nilai tambah
(added value). Fokus dari apa yang telah diteliti, dikaji dan direkomendasikan
oleh para pionir studi tentang kerja di industri ini yang selanjutnya dicatat sebagai
awal dari era “scientific management” telah memberikan landasan kuat untuk
menempatkan ”engineer as economist” didalam perancangan sistem produksi.
Dalam hal ini implementasi ergonomi industri berkisar pada 2 (dua) tema pokok
yaitu (a) telah mengenai“interfaces” manusia dan di mesin dalam sebuah sistem
kerja, dan (b) analisa sistem produksi (industri) untuk memperbaiki serta
Pendekatan ergonomi dalam perancangan stasiun dan/atau fasilitas kerja di
industri telah menempatkan rancangan sistem kerja manusia-mesin yang awalnya
serba rasional-mekanistik menjadi tampak lebih manusiawi. Disini faktor yang
terkait dengan fisik (faal/fisiologi) maupun perilaku (psikologi) manusia baik
secara individu pada saat berinteraksi dengan mesin dalam sebuah rancangan
sistim manusia-mesin dan lingkungan kerja fisik akan dijadikan pertimbangan
utama. Persoalan perancangan tata cara kerja di lini aktivitas produksi nampaknya
juga akan terus terarah pada segala upaya untuk mengimplementasikan konsep
“human-centered engineered systems” dalam perancangan teknologi produk
maupun proses dengan mengkaitkan faktor manusia didalamnya. Pendekatan
ergonomi yang dilakukan dalam perancangan sistem produksi di lantai produksi
akan mampu menghasilkan sebuah rancangan sistem manusia-mesin yang sesuai
dengan ekspektasi manusia pekerja atau tanpa menyebabkan beban kerja yang
melebihi ambang batas (fisik maupun psikologis) manusia untuk menahannya.
Dalam hal ini akan diaplikasikan segala macam informasi yang berkaitan dengan
faktor manusia (kekuatan, kelemahan/keterbatasan) dalam perancangan sistem
kerja yang meliputi perancangan produk (man-made objects), mesin & fasilitas
kerja dan/atau lingkungan kerja fisik yang lebih efektif, aman, nyaman, sehat dan
efisien. Rekayasa manusia (human engineering) yang dilakukan terhadap sistem
kerja tersebut diharapkan akan mampu (a) memperbaiki performans kerja manusia
seperti menambah kecepatan kerja, ketelitian, keselamatan, kenyamanan dan
mengurangi penggunaan enersi kerja yang berlebihan dan mengurangi kelelahan;
kerusakan fasilitas kerja karena human errors; dan (c) meningkatkan “functional
effectiveness” dan produktivitas kerja manusia dengan memperhatikan
karakteristik manusia dalam desain sistem kerja (Suyatno, 1985; Wignjosoebroto,
2001).
3.4. Keluhan Musculoskeletal6
6
Tarwaka, Bakri.2004.Ergonomi untuk Keselamatan, Kesehatan Kerja dan Produktivitas. Pekerja yang melakukan kegiatan berulang-ulang dalam satu siklus sangat
rentan mengalami gangguan musculoskeletal. Keluhan musculoskeletal adalah
keluhan pada bagian–bagian otot skeletal yang dirasakan oleh seseorang mulai
dari keluhan sangat ringan sampai sangat sakit (Tarwaka; 2004). Apabila otot
menerima beban statis secara berulang dalam waktu yang lama, akan dapat
menyebabkan keluhan berupa kerusakan pada sendi, ligamen dan tendon. Keluhan
hingga kerusakan inilah yang biasanya diistilakan dengan keluhan
Musculoskeletal Disorsders (MSDs) atau cedera pada sistem muskuloskeletal.
Apabila pekerjaan berulang tersebut dilakukan dengan cara yang nyaman, sehat
dan sesuai dengan standar yang ergonomis, maka tidak akan menyebabkan
gangguan muskuloskeletal dan semua pekerjaan akan berlangsung dengan efektif
dan efisien.
Secara garis besar keluhan otot yang terjadi dapat dikelompokkan menjadi
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat
menerima beban statis, namun demikian keluhan tersebut akan hilang apabila
pembebanan dihentikan.
2. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap.
Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot
masih terus berlanjut.
Studi tentang MSDs pada berbagai jenis industri telah banyak dilakukan
dan hasil studi menunjukkan bahwa bagian otot yang sering dikeluhkan adalah
otot rangka (skeletal) yang meliputi leher, bahu, lengan, tangan, jari, punggung,
pinggang dan otot-otot bagian bawah. Diantara keluhan otot skeletal tersebut,
yang paling banyak dialami oleh pekerja adalah otot bagian pinggang (low back
pain = LBP).
Peter vi (2000) menjelaskan bahwa, terdapat banyak faktor yang dapat
menyebabkan terjadi keluhan musculoskeletal sebagai berikut.
1. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhkan oleh para
pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar
seperti aktivitas mengangkat, menarik, mendorong dan menahan beban yang
berat. Peregangan otot yang berlebihan ini terjadi karena pengerahan otot yang
diperlukan melampaui kekuatan optimum otot. Apabila hal serupa sering
dilakukan, maka dapat mempertinggi resiko terjadinya keluhan otot, bahkan
dapat menyebabkan terjadinya otot skeletal.
Aktivitas berulang merupakan pekerjaan yang dilakukan secara terus menerus
seperti pekerjaan mencangkul, membelah kayu besar, angkut dan sebagainya.
Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja secara
terus menerus tenpa memperoleh kesempatan untuk relaksasi.
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi bagian
bagian tubuh bergerak menjauhi posisi alamiah, misalnya pergerakan tangan
terangkat, punggung terlalu membungkuk, kepala terangkat dan sebagainya.
Semakin jauh posisi tubuh dari pusat gravitasi tubuh, maka semakin tinggi pula
resiko terjadinya keluhan otot skeletal.
4. Faktor penyebab sekunder
Faktor penyebab sekunder ini adalah berupa tekanan langsung dari jaringan
otot yang lunak atau getaran dengan frekuensi tinggi yang menyebabkan
kontraksi otot bertambah.
Ada beberapa cara yang telah diperkenalkan dalam melakukan evaluasi
ergonomi untuk mengetahui hubungan antara tekanan fisik dengan resiko keluhan
otot skeletal. Pengukuran terhadap tekanan fisik ini cukup sulit karena melibatkan
berbagai faktor subjektif seperti kinerja, motivasi, harapan dan toleransi
kelelahan. Alat ukur yang digunakan dapat dilakukan dengan berbagai cara mulai
metode yang sederhana sampai menggunakan sistem komputer. Salah satu dari
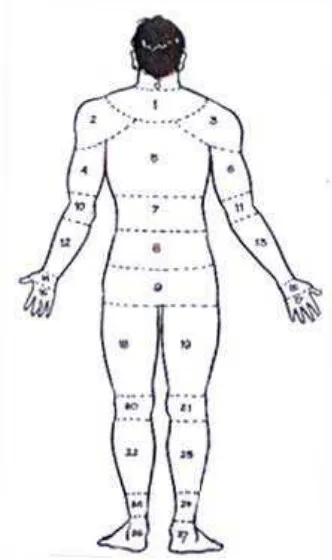
3.5. Nordic Body Map
Nordic Body Map merupakan alat yang dapat mengetahui bagian-bagian otot
yang mengalami keluhan dengan tingkat keluhan mulai dari Tidak Sakit (TS),
Agak Sakit (AS), Sakit (S) dan Sangat Sakit (SS) (Tarwaka; 2004)7
Gambar 3.1. Nordic Body Map Keterangan gambar:
1 = Sakit kaku dibagian leher bagian bawah
2 = Sakit di bahu kiri
3 = Sakit di bahu kanan
. Dengan
melihat dan menganalisis peta tubuh seperti pada Gambar 3.1 maka dapat
diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja.
7
4 = Sakit lengan atas kiri
5 = Sakit di punggung
6 = Sakit lengan atas kanan
7 = Sakit pada pinggang
8 = Sakit pada bokong
9 = Sakit pada pantat
10 = Sakit pada siku kiri
11 = Sakit pada siku kanan
12 = Sakit pada lengan bawah kiri
13 = Sakit pada lengan bawah kanan
14 = Sakit pada pergelangan tangan kiri
15 = Sakit pada pergelangan tangan kanan
16 = Sakit pada tangan kiri
17 = Sakit pada tangan kanan
18 = Sakit pada paha kiri
19 = Sakit pada paha kanan
20 = Sakit pada lutut kiri
21 = Sakit pada lutut kanan
22 = Sakit pada betis kiri
23 = Sakit pada betis kanan
24 = Sakit pada pergelangan kaki kiri
25 = Sakit pada pergelangan kaki kanan
27 = Sakit pada kaki kanan
Cara ini merupakan cara yang cukup sederhana dan mengandung nilai
ubjektivitas yang tinggi. Untuk menekankan bias yang terjadi, maka sebaiknya
pengukuran dilakukan sebelum dan sesudah melakukan aktivitas kerja.
3.6. Kaitan Ergonomi dengan Postur Kerja8
Ilmu yang mempelajari interaksi antara lingkungan kerja dan manusia atau
sebaliknya disebut dengan ergonomi. Dengan menerapkan ergonomi yang baik,
diharapkan seorang pekerja dapat bekerja secara efektif, nyaman, aman, sehat dan
efisien, sehingga produktivitas kerjanya dapat meningkat. Dari pengertian
ergonomi tersebut dapat dilihat bahwa ergonomi mempelajari manusia dan apabila
ada kesalahan tentang gerakan ataupun fasilitas yang digunakan manusia maka
akan dapat diperbaiki dengan menggunakan ilmu ergonomi, misalnya : apabila
postur kerja seorang pekerja salah atau tidak benar maka dapat dievaluasi dan
diperbaiki dengan menggunakan metode OWAS, REBA, RULA maupun QEC
yang dipelajari dalam ilmu ergonomi. Pertimbangan ergonomi yang berkaitan
dengan postur kerja dapat membantu mendapatkan postur kerja yang nyaman bagi
pekerja baik itu postur kerja yang berdiri, duduk maupun postur kerja lainnya
sehingga dapat meningkatkan produktivitas dan menjamin kesehatan fisik pekerja.
8
3.7. Antropometri
Istilah antropometri barasal dari anthro yang berarti manusia dan metri
yang berarti ukuran. Secara definitif antropometri dapat dinyatakan sebagai satu
studi yang berkaitan dengan pengukuran dimensi tubuh manusia. Manusia pada
dasarnya akan memiliki bentuk, ukuran, yang berbeda satu dengan yang lainnya.
Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan
ergonomis dalam memerlukan interaksi manusia. Data antropometri yang berhasil
diperoleh akan diaplikasikan secara luas antar lain dalam hal:
1. Perancangan areal kerja.
2. Perancangan perlatan kerja seperti mesin, equipment, perkakas.
3. Perancangan produk-produk konsumtif seperti pakaian, kursi dan meja.
4. Perancangan lingkungan kerja fisik.
Dalam perancangan produk, ada beberapa faktor yang akan mempengaruhi
ukuran tubuh manusia, antara lain:9
9
Wignjosoebroto, Sritomo.2003. Ergonomi, Studi Gerakan dan Waktu.Surabaya:Guna Widya, 1. Umur
Secara umum tubuh manusia akan tumbuh dan bertambah besar seiring dengan
bertambahnya umur. Sehingga mempengaruhi dimensi tubuh manusia.
2. Jenis kelamin
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan
dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu seperti pinggul.
Setiap suku, bangsa ataupun kelompok etnik akan memiliki karakteristik fisik
yang akan berbeda-beda satu dengan yang lainnya.
4. Pekerjaan
Jenis pekerjaan tiap orang pasti akan berbeda-beda dan jenis pakaian yang akan
dipakai juga akan berbeda-beda sesuai jenis pekerjaanya.
2.7.1. Antropometri Statis10
Di sini pengukuran dilakukan terhadap posisi tubuh pada saat berfungsi
melakukan gerakan-gerakan tertentu yang berkaitan dengan kegiatan yang harus
diselesaikan. Hal pokok yang ditekankan dalam pengukuran dimensi fungsional
tubuh ini adalah mendapatkan ukuran tubuh yang nantinya akan berkaitan erat
dengan gerakan-gerakan nyata yang diperlukan tubuh untuk melaksanakan
kegiatan-kegiatan tertentu. Jadi, pengukuran dilakukan pada saat tubuh melakukan Antropometri statis disebut juga pengukuran dimensi struktur tubuh
(structural body dimension). Di sini tubuh diukur dalam berbagai posisi standard
dan tidak bergerak (tetap tegak sempurna). Dimensi tubuh yang diukur dengan
posisi tetap antara lain meliputi berat badan, tinggi tubuh dalam posisi berdiri
maupun duduk, ukuran kepala, tinggi/panjang lutut pada saat berdiri atau duduk,
panjang lengan dan sebagainya. Ukuran dalam hal ini diambil dengan percentile
tertentu seperti 5-th dan 95-th percentile.
gerakan-gerakan kerja atau dalam posisi yang dinamis. Cara pengukuran semacam
ini akan menghasilkan data antropometri dinamis. Antropometri dalam posisi
tubuh melaksanakan fungsinya yang dinamis akan banyak diaplikasikan dalam
proses perancangan fasilitas ataupun ruang kerja. Sebagai contoh perancangan
kursi mobil. Dimana di sini posisi tubuh pada saat melakukan gerakan
mengoperasikan kemudi, tangkai pemindahan gigi, pedal dan juga jarak antara atap
mobil harus menggunakan data antropometri dinamis.
3.7.3. Tiga Prinsip Dalam Penggunaan Data Antropometri11
a. Untuk dimensi minimum yang harus ditetapkan dari suatu rancangan produk
umumnya didasarkan pada nilai percentile yang terbesar seperti 90-th, 95-th, Agar rancangan suatu produk nantinya bisa sesuai dengan ukuran tubuh
manusia yang akan mengoperasikannya, maka prinsip-prinsip yang harus diambil
di dalam aplikasi data antropometri harus ditetapkan terlebih dahulu yaitu:
1. Prinsip perancangan produk bagi individu dengan ukuran yang ekstrim
Di sini rancangan produk dibuat agar bisa memenuhi dua sasaran produk, yaitu:
a. Bisa sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi ekstrim
dalam arti terlalu besar atau kecil bila dibandingkan dengan rata-ratanya.
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari
populasi yang ada).
Agar bisa memenuhi sasaran pokok tersebut maka ukuran yang diaplikasikan
ditetapkan dengan cara:
11
atau 99-th percentile. Contoh konkrit pada kasus ini bisa dilihat pada penetapan
ukuran minimal dari lebar dan tinggi pintu darurat, dan lain-lain.
b. Untuk dimensi maksimum yang harus ditetapkan diambil berdasarkan nilai
percentile yang paling rendah (1-th, 5-th, 10-th percentile) dari distribusi data
antropometri yang ada. Hal ini diterapkan dalam contoh penetapan jarak
jangkau dari suatu mekanisme kontrol yang harus dioperasikan oleh seorang
pekerja.
2. Prinsip perancangan produk yang bisa dioperasikan di antara rentang ukuran
tertentu (adjustable)
Di sini rancangan bisa diubah-ubah ukurannya sehingga cukup fleksibel
dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh.
Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang
mana dalam hal ini letaknya bisa digeser maju/mundur dan sudut sandarannya
bisa berubah-ubah sesuai dengan yang diinginkan. Dalam kaitannya untuk
mendapatkan rancangan yang fleksibel semacam ini maka data antropometri
yang umum diaplikasikan adalah dalam rentang nilai 5-th sampai denagn 95-th
percentile.
3. Prinsip perancangan produk dengan ukuran rata-rata
Dalam hal ini rancangan produk didasarkan terhadap rata-rata ukuran manusia.
Masalah pokok yang dihadapi dalam hal ini justru sedikit sekali mereka yang
berbeda dalam ukuran rata-rata. Di sini produk dibuat dan dirancang untuk
mereka yang berukuran sekitar rata-rata, sedangkan bagi mereka yang
Adapun aplikasi Aplikasi Data Antropometri Dengan Menggunakan
Persentil Data antropometri jelas diperlukan agar rancangan suatu produk bisa
sesuai dengan orang yang akan mengoperasikannya. Ukuran tubuh yang
diperlukan pada hakekatnya tidak sulit diperoleh dari pengukuran secara
individual, seperti halnya yang dijumpai untuk produk yang dibuat berdasarkan
pesanan (job order). Situasi menjadi berubah manakala lebih banyak lagi produk
standar yang harus dibuat untuk dioperasikan oleh banyak orang. Mengingat
ukuran individu yang bervariasi satu dengan yang lainnya, maka perlu penetapan
data antropometri yang sesuai dengan populasi yang menjadi target sasaran
produk tersebut .
Permasalahan yang terdapat karena adanya variasi ukuran sebenarnya akan
lebih mudah dipecahkan jika dapat merancang produk yang memiliki fleksibilitas
dan adjustable dengan suatu rentang ukuran tertentu. Gambar 2.2 menjelaskan
dalam anthropometi, angka 95 th akan menggambarkan ukuran tubuh manusia
yang terbesar dan 5 th menggambarkan ukuran tubuh manusiayang terkecil
Gambar 3.2. Kurva Distribusi Normal dengan Data Anthropometri
Persentil 95-th
Pada penetapan data antropometri ini, pemakaian distribusi normal akan
umum diterapkan. Dalam statistik, distribusi normal dapat diformulasikan
berdasarkan harga rata-rata (mean ) dan simpangan standardnya (standard deviation,
σx) dari data yang ada. Dari nilai yang ada tersebut, maka persentil dapat ditetapkan
sesuai dengan tabel probabilitas distribusi normal.
Pemakaian nilai-nilai persentil yang umum diaplikasikan dalam perhitungan
data antropometri dapat dijelaskan dalam Tabel 3.6 seperti berikut ini:
Tabel 3.1. Nilai Persentil dan Cara Perhitungannya dalam Distribusi Normal
Persentil 1-st 2,5-th 5-th 10-th 50-th 90-th 95-th 97,5-th 99-th