ANALISIS RANCANGAN FASILITAS KERJA PADA STASIUN
PEMBENTUKAN UNTUK MENINGKATKAN
PRODUKTIVITAS DI CIRASA BAKERY
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh, FASTI FITRA NIM. 050403006
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Alhamdulillah sebagai rasa Syukur tak terhingga penulis panjatkan Kehadirat
Allah SWT yang senantiasa memberikan rahmat-Nya kepada penulis sehingga dapat
menyelesaikan laporan Tugas Akhir ini dengan baik.
Kegiatan penelitian ini dilakukan di industri kecil roti dengan nama Cirasa
Bakery yang beralamat di Jalan Seto No 74 Medan, Sumatera Utara yang dijadikan
sebagai salah satu dari beberapa syarat yang telah ditentukan untuk dapat
memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Analisis Rancangan Fasilitas Kerja
Pada Stasiun Pembentukan Untuk Meningkatkan Produktivitas di Cirasa Bakery”.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna dan
masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan saran
yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini dan penulis
berharap agar laporan ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Juni 2010
UCAPAN TERIMA KASIH
Alhamdulillah yang tak hentinya terucap atas selesainya Tugas Sarjana ini,
banyak pihak yang telah membantu baik itu berupa bimbingan ataupun berupa
bantuan moril dan materil, sehingga Tugas Sarjana ini dapat diselesaikan. Oleh
karena itu, penulis mengucapkan terima kasih kepada semua pihak yang telah
membantu, teristimewa kepada Ibunda Yusti Ruzan, Ayahanda Eddy Fast, Abangda
Fasti Nova dan kakanda Fasti Rola yang senantiasa ada dan selalu memberikan
perhatian, doa dan semangat dalam bentuk apapun kepada penulis.
Pada kesempatan ini pula, penulis ucapkan terima kasih kepada :
1. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri yang
telah memberikan izin pelaksanaan Tugas Sarjana ini.
2. Bapak Ir. Mangarah M. Tambunan, M.Sc, selaku Dosen Pembimbing I atas waktu
untuk bimbingan, arahan, dan masukan serta ilmu yang diberikan dalam
penyelesaian Tugas Sarjana ini.
3. Ibu Ir. Dini Wahyuni, MT, selaku Dosen Pembimbing II atas kesediaannya
meluangkan waktu dan pikiran yang diberikan untuk bimbingan, arahan dan
masukan dalam penyelesaian Tugas Sarjana ini.
4. Ir. Nazlina. MT, Buchari.ST. M.kes, DR. ENG. Ir. Liskani Nurul Huda. MT
selaku dosen pembanding saya yang telah memberi masukan dan bimbingan
5. Bapak Ir. Abadi Ginting, MSIE, selaku Dosen Pembimbing Akademis yang telah
memberikan dukungan dan motivasi serta perhatian yang diberikan kepada
penulis dalam menjalani kegiatan akademis.
6. Pegawai administrasi Departemen Teknik Industri, Bang Bowo, Kak Dina, Bang
Mijo, Bang Nur, Bang Ridho dan Bu Ani yang telah membantu penulis dalam
melakukan urusan administrasi di Departemen Teknik Industri USU. Bang Kumis
dan Kak Rahma atas kebaikan hatinya meminjamkan buku demi kelancaran
pembuatan laporan Tugas Akhir ini.
7. Bapak Yusuf serta karyawan Cirasa Bakery yang telah memberikan izin untuk
mengadakan penelitian dan meluangkan waktu untuk bimbingan penulis selama
melaksanakan penelitian.
8. Teman seperjuangan di Cirasa Bakery Fakhrurrazi Suzli.
9. Afriani Melda Dewi, ST, Gagah Sinaga, ST, Yandre Permana, ST, Rajendra,
Khafyan Siregar, ST, Adelisa, ST, Doddi Trisna, ST, Teddy Mahel, ST, Fadillah
Amelia, ST, Eka Rizky,ST Ricky Haryadi, Adlin Tambunan, ST, Ardiansyah, ST,
Martina Dwi,ST, M. Agustiar, Fauzan, Abdul Hafis, Arih Mende, Dwi Indriyani,
Nella Siregar, ST, Reviana Riza, ST dan T Fahlani Tiara Karmen, Rio Handoko,
Synthia, Eliston, Ferdy, Ardo dan SUPER 05 lainnya yang tak dapat disebutkan
satu persatu.
10.TT 66 Corporation dan Putri Nahrisyah yang telah memberikan support kepada
penulis sehingga laporan ini selesai.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Juni 2010
DAFTAR ISI
BAB Halaman
LEMBAR PENGESAHAN
SERTIFIKAT EVALUASI TUGAS SARJANA
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... v
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
ABSTRAK ... xiii
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Batasan Masalah dan Asumsi ... I-3
DAFTAR ISI (LANJUTAN)
BAB Halaman II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha... II-2
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi ... II-2
2.3.2. Tenaga Kerja dan Jam Kerja ... II-3
2.3.3. Sistem Pengupahan ... II-4
2.4. Proses Produksi ... II-4
2.4.1. Bahan ... II-4
2.4.2. Uraian Proses Produksi ... II-5
2.4.3. Pengolahan Limbah ... II-8
2.4.4. Mesin dan Peralatan ... II-9
III LANDASAN TOERI
3.1. Ergonomi ... III-1
3.2. Keluhan Muskuloskeletal ...III-2
3.3. Standard Nordic Questionaire ...III-5
3.4.1. Aplikasi Data Antropometri Dengan Menggunakan Persentil ..III-14
3.4.2. Pengolahan Data Antropometri ...III-16
3.5. Uji Distribusi Normal dengan Kolmogorov - Smirnov Test ...III-20
3.6. Pengukuran Waktu ...III-22
3.6.1. Pengukuran Waktu dengan Stop Watch ...III-23
3.6.2. Tahapan Penentuan Waktu Baku...III-26
3.7. Perancangan Produk ...III-29
3.8. Konsep Umum Produktivitas Kerja ...III-32
3.8.1. Faktor yang Mempengaruhi Produktivitas kerja ...III-33
3.9. Teori Kelelahan ...III-34
3.9.1. Jenis Kelelahan ...III-36
3.9.2. Mekanisme Kelelahan...III-38
3.9.3. Penyebab Kelelahan...III-40
3.9.4. Akibat Kelelahan ...III-45
3.10. Kelelahan ...III-46
IV METODOLOGI PENELITIAN...IV-1
4.1. Tempat dan Waktu Penelitian ...IV-1
4.2. Jenis Penelitian ...IV-1
4.3. Kerangka Konseptual ...IV-2
DAFTAR ISI (LANJUTAN)
BAB Halaman
4.5. Metode Pengumpulan Data ...IV-3
4.6. Instrumen Penelitian ...IV-3
4.7. Pengumpulan Data ...IV-3
4.7.1. Data Primer ...IV-3
4.7.2. Data Sekunder ...IV-5
4.8. Pengolahan Data...IV-6
4.9. Analisis Pemecahan Masalah ...IV-6
4.10. Kesimpulan dan Saran ...IV-6
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Pengumpulan Data ...V-1
5.1.1. Metode Kerja Awal ...V-1
5.1.2. Bahan-Bahan,Peralatan dan Mesin yang Digunakan Pada Industri
Roti Kompetitor dan UK ………..V-2
5.1.3. Data Hasil Kuesioner SNQ……….…. V-4
5.2. Pengolahan Data...V-8
5.2.1. Dimensi Tubuh ...V-8
5.2.3. Perancangan Metode Kerja Usulan ...V-19
5.2.4. Hasil Kuesioner SNQ dengan Fasilitas Usulan ...V-20
5.2.5. Perhitungan Waktu Siklus Aktual dan Usulan ...V-21
5.2.6. Proses Pembuatan Roti Pada Industri Kompetitor dan UK ...V-29
VI ANALISIS PEMECAHAN MASALAH ...VI-1
6.1. Analisis Peningkatan Produktivitas
6.1.1. Analisis Tingkat Keluhan Muskuloskeletal ... VI-1
6.1.2. Analisis Fasilitas Kerja Aktual Dan Usulan ... VI-2
6.1.3. Analisis Kondisi Kerja Aktual dan Usulan ... VI-2
6.1.4. Perbandingan Waktu Standart Dengan Menggunakan
Fasilitas Aktual dan Usulan……….. VI-3
6.2. Analisis Perbandingan Proses Pembuatan Roti, Mesin, peralatan
Kompetitor dan Kualitas Antara Industri Kompetitor dan UK……. VI-4
6.3. Aspek Ekonomis……….. VI-6
VII KESIMPULAN DAN SARAN ...VII-1
7.1. Kesimpulan ...VII-1
7.2. Saran ...VII-2
DAFTAR TABEL
Tabel Halaman
3.1. Antropometri Posisi Berdiri dan Posisi Dudu k ... III-13
3.2. Nilai Persentil dan Cara Perhitungannya dalam Distribusi Normal ... III-16
5.1. Bahan-Bahan Yang Digunakan Dalam Pembuatan Roti ... V-3
5.2. Peralatan dan Mesin Yang Digunakan ... V-3
5.3. Data Antropometri Tubuh Operator ... V-9
5.4. Perhitungan Nilai Rata-Rata, Standart Deviasi, Nilai Minimum dan
Maximum Data Antropometri ... V-11
5.5. Uji Keseragaman Data... V-12
5.6. Uji Kecukupan Data ... V-13
5.7. Uji Kenormalan dengan Kolmogorov-Smirnov ... V-14
5.8. Dimensi Tubuh dengan Prinsip Ekstrim ... VI-16
5.9. Penentuan Waktu Siklus ... V-21
5.10. Waktu Siklus Operator Normal Selama 4 Hari Pengamatan ... V-22
5.11. Data Waktu Siklus Dengan Menggunakan Fasilitas Kerja Usulan... V-25
5.12. Perbandingan Proses Pembuatan Roti Pada Industri Kompetitor
Dengan UK ... V-29
DAFTAR GAMBAR
Gambar Halaman
2.1. Struktur Organisasi Cirasa Bakery ... II-3
2.2. Proses Pengadonan ... II-6
2.3. Proses Pemotongan Adonan ... II-6
2.4. Proses Pembentukan Adonan ... II-7
2.5. Proses Fermentasi... II-8
2.6. Proses Pemanggangan ... II-8
2.7. Blok Diagram Pembuatan Roti ... II-9
3.1. Standard Nordic Questionaire (SNQ) ...III-6
3.2. Pengukuran Antropometri Posisi Berdiri dan Posisi Duduk ...III-13
3.3. Kurva Distribusi Normal dengan Data Anthropometri Persentil
95-th...III-15
3.4. Sistem Saraf Manusia ...III-47
4.1. Kerangka Konseptual Penelitian ...IV-2
4.2. Flow Proceesing Chart Pembuatan Roti ...IV-7
5.1. Tata Letak Komponen Pada Stasiun Pembentukan ... V-1
5.2. Metode Kerja Awal ... V-2
5.4. Identifikasi Keluhan MSDs Operator 2 ... V-5
5.5. Identifikasi Keluhan MSDs Operator 3 ... V-6
5.6. Identifikasi Keluhan MSDs Operator 4 ... V-7
5.7. Gambar Kursi Kerja Usulan ... V-17
5.8. Alat Bantu Penipisan Adonan Usulan ... V-18
5.9. Metode Kerja Usulan... V-19
5.10. Identifikasi Keluhan MSDs Operator 1 ... V-20
ABSTRAK
Cirasa Bakery merupakan Industri kecil yang bergerak dalam bidang pembuatan roti. Proses produksi pada Cirasa Bakery sebagian besar dilakukan secara manual dengan posisi tubuh yang tidak ergonomis. Pada stasiun pembentukan dilakukan proses penipisan adonan. Operator melakukan pekerjaannya dengan posisi kerja berdiri, dan alat bantu penipisan adonan yang digunakan tidak sesuai dengan antropometri pekerja. Aktifitas kerja tersebut dilakukan secara berulang-ulang dalam waktu yang cukup lama sehingga menimbulkan musculosceletal disorder. Timbulnya musculosceletal disorder pada operator dapat mengurangi waktu kerja produktif operator sehingga waktu proses penipisan adonan menjadi menjadi lebih panjang.
Penelitian ini bertujuan merancang alat bantu penipisan adonan dan fasilitas kerja berupa kursi kerja untuk meningkatkan produktivitas kerja dan mengurangi tingkat keluhan pekerja
Hasil SNQ menunjukkan setiap operator memiliki keluhan yang tidak jauh berbeda, hal ini disebabkan karena setiap pekerja mempunyai tugas yang sama.
Salah satu tindakan yang dilakukan untuk memperbaiki kondisi tersebut adalah dengan merancang alat bantu penipisan adonan dan menambahkan fasilitas kerja berupa kursi kerja. Perbaikan juga dilakukan terhadap metode kerja sesuai dengan usulan rancangan fasilitas kerja yang baru. Dengan mengimplementasikan alat Bantu penipisan adonan dan fasilitas kerja usulan di peroleh penurunan waktu kerja sebesar 8.2 % dan hasil dari rekapitulasi SNQ berkurang sebesar 33.3 %.
ABSTRAK
Cirasa Bakery merupakan Industri kecil yang bergerak dalam bidang pembuatan roti. Proses produksi pada Cirasa Bakery sebagian besar dilakukan secara manual dengan posisi tubuh yang tidak ergonomis. Pada stasiun pembentukan dilakukan proses penipisan adonan. Operator melakukan pekerjaannya dengan posisi kerja berdiri, dan alat bantu penipisan adonan yang digunakan tidak sesuai dengan antropometri pekerja. Aktifitas kerja tersebut dilakukan secara berulang-ulang dalam waktu yang cukup lama sehingga menimbulkan musculosceletal disorder. Timbulnya musculosceletal disorder pada operator dapat mengurangi waktu kerja produktif operator sehingga waktu proses penipisan adonan menjadi menjadi lebih panjang.
Penelitian ini bertujuan merancang alat bantu penipisan adonan dan fasilitas kerja berupa kursi kerja untuk meningkatkan produktivitas kerja dan mengurangi tingkat keluhan pekerja
Hasil SNQ menunjukkan setiap operator memiliki keluhan yang tidak jauh berbeda, hal ini disebabkan karena setiap pekerja mempunyai tugas yang sama.
Salah satu tindakan yang dilakukan untuk memperbaiki kondisi tersebut adalah dengan merancang alat bantu penipisan adonan dan menambahkan fasilitas kerja berupa kursi kerja. Perbaikan juga dilakukan terhadap metode kerja sesuai dengan usulan rancangan fasilitas kerja yang baru. Dengan mengimplementasikan alat Bantu penipisan adonan dan fasilitas kerja usulan di peroleh penurunan waktu kerja sebesar 8.2 % dan hasil dari rekapitulasi SNQ berkurang sebesar 33.3 %.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada saat ini, banyak industri-industri roti yang bermuculan dengan berbagai
rasa dan variasi jenis yang ditawarkan. Banyak perbedaan proses pembuatan roti
tersebut, antara lain dari segi bahan-bahan yang digunakan serta alat yang digunakan
sangatlah berpengaruh dalam hasil akhir pembuatan roti tersebut. Menurut penelitian
yang dilakukan Wahyudi tepung yang baik digunakan untuk pembuatan roti
hendaklah menggunakan tepung kuat (hard wheat) yang mampu menyerap air dalam
jumlah yang banyak untuk mencapai konsistensi adonan yang tepat. Selain itu tepung
harus mempunyai kandungan protein sebesar 11- 13% agar volume pengembangan
menjadi lebih baik. Glutenin dan gliadin pada kondisi tertentu misalnya dalam
pengadonan bila dicampur dengan air akan dapat membentuk massa yang elastis dan
ekstensibel, yang populer dalam dunia roti dikenal dengan gluten. Selain
menggunakan tepung yang baik, adonan roti harus mempunyai bahan-bahan
tambahan yang baik seperti, gula, produk susu, telur, air dan shortening.
Industri roti terbagi dalam tiga jenis klasifikasi yaitu usaha kecil, usaha
menengah dan usaha besar. Dalam hal ini Cirasa Bakery termasuk dalam klasifikasi
Persaingan industri roti sekarang ini semakin meningkat dalam memenuhi
permintaan pasar. Pada usaha kecil menengah mereka berlomba untuk memenuhi
permintaan pasar tersebut. Pada proses pembuatannya, UK tidak menggunakan bahan
tambahan, dengan alasan agar harga penjualan produk dapat menjadi murah dan
terjangkau. Tidak digunakannya bahan tambahan menyebapkan perlunya tambahan
alat bantu penipisan adonan untuk mempermudah pengisian pada adonan roti dan
mempermudah pengembangan roti pada proses fermentasi
Pada penelitian awal di Cirasa Bakery, khususnya pada stasiun pembentukan
yang terdiri dari pengerjaan penipisan adonan, pengisian, pembentukan. Operator
sering melakukan gerakan relaksasi yaitu gerakan untuk perenggangan otot agar
dapat menghilangkan rasa lelah pada tangan dan kaki. Selain itu kelelahan diduga
karena para operator bekerja secara berdiri dan melakukan pekerjaan berulang serta
menggunakan alat bantu penipisan adonan yang tidak sesuai dengan dimensi
tubuhnya, dengan metode kerja yang tidak effektif.
Oleh karena itu peneliti harus melakukan penambahan fasilitas kerja pada
operator pada stasiun pembentukan di Cirasa Bakery
1.2. Rumusan Permasalahan
Berdasarkan beberapa keluhan yang dirasakan oleh operator pada stasiun
pembentukan, perlu dilakukan perancangan fasilitas kerja. Penelitian ini selain
berberapa alat penipisan adonan yang ada di pasaran. Penelitian juga menganalisis
proses pembuatan roti pada industri roti kompetitor agar dapat dibandingkan
kualitasnya dengan hasil yang di produksi pada Cirasa Bakery.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian yang dilakukan ini adalah merancang fasilitas
kerja penipisan adonan untuk meningkatkan produktivitas kerja dan mengurangi
tingkat keluhan pekerja serta mebandingkan kualitas roti kompetitor dengan yang ada
pada Cirasa Bakery.
Tujuan khusus dari penelitian ini adalah :
1. Mengurangi keluhan musculoskeletal pada operator
2. Membuat rancangan alat penipisan adonan di Cirasa Bakery
3. Membandingkan fasilitas kerja hasil rancangan dengan alat yang ada di
pasaran
4. Membandingkan hasil akhir dari industri roti kompetitor dengan roti yang
ada pada Cirasa Bakery
1.4. Manfaat Penelitian
Manfaat yang ingin dicapai dari penelitian ini adalah :
1. Mendapatkan hasil rancangan fasilitas kerja yang ergonomis.
2. Sebagai masukan bagi Cirasa Bakery dalam melakukan perancangan fasilitas
1.5. Batasan Masalah dan Asumsi
Adapun batasan masalah yang digunakan dalam penelitian ini adalah
1. Pengukuran hanya dilakukan pada operator di bagian penipisan adonan di
Cirasa Bakery.
2. Tidak ada dilakukan kajian aspek biaya dalam perancangan fasilitas
kerja.
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Operator yang diamati dalam keadaan sehat dan bekerja dalam kondisi
normal/wajar.
2. Rancangan yang di buat dapat diterapkan pada Cirasa Bakery
1.6. Sistematika Penulisan Tugas Akhir
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika penulisan
tugas sarjana ini akan disajikan dalam beberapa bab sebagai berikut :
BAB I PENDAHULUAN
Penelitian ini dilakukan karena adanya keluhan yang dirasakan oleh
operator pada bagian pembentukan, sehingga perlu diadakan
BAB II GAMBARAN UMUM PERUSAHAAN
Peralatan yang digunakan masih manual. Fasilitas kerja yang terdapat
masih tergolong sederhana. Struktur organisasi yang di gunakan adalah
struktur organisasi lini. Cirasa Bakery bertempat di jalan Seto no 74
medan
BAB III LANDASAN TEORI
Berisi teori-teori tentang ergonomi, antropometri, keluhan
muskoloskeletal, pengukuran waktu, produktivitas dan teori relaksasi.
BAB IV METODOLOGI PENELITIAN
Menjelaskan tahapan-tahapan penelitian yakni pemilihan tempat
penelitian, kerangka fikir penelitian, rancangan penelitian, objek
penelitian, pengumpulan data, instrumen yang digunakan pada
penelitian, metode pengolahan data, analisis pemecahan masalah dan
kesimpulan dan saran.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengumpulkan data aktual yang terdapat pada Cirasa Bakery, serta
mencari literatur yang berhubungan pada penelitian ini. Pengolahan data
pengolahan uji keseragaman data, kecukupan data, kenormalan data
antropometri dan proses pembuatan roti kompetitor.
BAB VI ANALISIS PEMECAHAN MASALAH
Menganalisis alat penipisan yang diusulkan, membandingkan rancangan
alat aktual dengan alat usulan, analisis tingkat keluhan muskuloskeletal,
Membandingkan proses pembuatan industri roti kompetitor dengan
usaha kecil menengah, untuk melihat kualitas pada produk akhir.
BAB VII KESIMPULAN DAN SARAN
Kesimpuan yang diperoleh dari hasil penelitian ini antara lain adalah
bahan-bahan yang digunakan dalam proses pembuatan roti sangat
berpengaruh terhadap kualitas akhir. Alat penipisan adonan hanya dapat
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Cirasa Bakery merupakan usaha pembuatan roti yang didirikan pada tahun
1991 oleh bapak M. Ali yang juga merupakan pemilik usaha tersebut. Kemudian pada
tahun 2000 Cirasa Bakery diserahkan kepada bapak M. Yusuf selaku anak dari bapak
M.Ali, untuk melanjutkan usaha tersebut. Usaha ini mulai beroperasi di Jalan Seto
No. 74 Medan dan sampai saat ini usaha ini masih berlokasi di tempat tersebut.
Usaha pembuatan roti ini menjadi pilihan karena pada awal tahun 1990 bapak
M. Ali mengalami kebangkrutan dalam usaha grosir. Kemudian bapak M. Ali melihat
peluang yang cukup besar untuk menjalankan usaha ini karena di daerah tempat
tinggalnya memiliki jumlah penduduk yang padat. Terbukti pilihan usaha ini sangat
tepat karena seiring berjalannya waktu jumlah permintaan terhadap produk yang
dihasilkan terus meningkat dan kini usaha Cirasa Bakery semakin berkembang. Pada
awalnya bapak M. Ali memulai usaha ini secara kecil-kecilan bersama keluarganya.
2.2. Ruang Lingkup Bidang Usaha
Cirasa Bakery merupakan usaha yang bergerak dalam pembuatan roti.
Roti-roti yang diproduksi oleh perusahaan ini beraneka ragam rasa dan jenisnya, yaitu Roti-roti
manis, roti tawar, roti melon, roti selai, roti srikaya, roti kacang ijo, roti mocca, roti
kelapa, donat kolong, donat sate, donat tepung, keju coklat, keju salju, dan roti coklat.
Sistem produksi berdasarkan make to order, yaitu memproduksi sesuai dengan
pesanan pelanggan.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Organisasi merupakan sekumpulan orang yang bekerja untuk mencapai suatu
tujuan yang sama dan diantara mereka diberikan pembagian tugas untuk pencapaian
tujuan tersebut. Struktur organisasi merupakan gambaran skematis tentang
hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian yang menggerakkan
organisasi untuk mencapai tujuan. Struktur ditentukan atau dipengaruhi oleh badan
usaha, jenis usaha, besarnya usaha dan sistem produksi perusahaan tersebut.
Struktur organisasi yang digunakan pada Cirasa Bakery adalah struktur
organisasi yang berbentuk garis. Organisasi garis (simple Organizations) adalah
merupakan stuktur yang sederhana sekali yang dikesankan sebagai struktur yang
tidak formal. Tipe ini umum dijumpai dalam perusahaan yang berskala kecil, dimana
manager umumnya juga pemilik dari perusahaan itu sendiri. Disini semua keputusan
manager (pemilik). Dalam bentuk organisasi seperti ini, tidak seorang bawahan pun
yang mempunyai atasan lebih dari satu orang, jadi kesimpangsiuran perintah yang
diterima oleh bawahan sangat kecil kemungkinannya untuk terjadi.
Berikut Struktur organisasi pada usaha Cirasa Bakery dapat dilihat pada
Gambar 2.1.
PEMIMPIN
PEKERJA
Gambar 2.1. Struktur Organisasi Cirasa Bakery
2.3.2. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja di Cirasa bakery saat ini adalah 7 orang. yang terdiri dari
4 orang pekerja di bagian pembentukan, 1 orang bagian pemanggangan, 1 orang di
bagian pengadonan dan 1 orang dibagian fermentasi. Masin-masing pekerja
bertanggung jawab dengan stasiun kerjanya masing-masing.
Hari kerja di Cirasa Bakery sebanyak enam hari kerja, dari hari Senin hingga
hari Sabtu. Jam kerja per hari dari pukul 08.00 WIB sampai 15.00 WIB dengan waktu
2.3.3. Sistem Pengupahan
Sistem gaji karyawan adalah harian. Gaji pekerja diberikan perhari sebesar
Rp. 20.000 karena para pekerja hanya bertanggungjawab pada satu pekerjaan saja dan
proses produksi berjalan dengan cepat.
Dalam setiap organisasi, yang merupakan aktivitas yang bertanggung jawab,
terkadang pimpinan usaha memberikan bonus apabila penjualan mereka melewati
target serta memberikan tunjangan pada hari besar keagamaan (seperti THR).
2.4. Proses Produksi
Proses Produksi merupakan fungsi pokok untuk menciptakan nilai tambah
produk yang merupakan output dari setiap organisasi industri. Proses produksi
merupakan bagian yang sangat penting di dalam suatu perusahaan. Dimulai dari
keinginan untuk dapat memproduksi suatu produk tertentu, proses produksi
membantu perusahaan untuk menemukan teknik-teknik pengerjaan maupun
pengolahan bahan yang efektif dan efisien untuk menghasilkan produk yang sesuai
dengan standar mutu yang telah ditetapkan.
2.4.1. Bahan
Bahan-bahan yang digunakan untuk melancarkan kegiatan proses produksi
roti pada Cirasa Bakery dapat dibagi atas tiga, yaitu bahan baku, bahan penolong dan
2.4.1.1. Bahan Baku
Bahan baku adalah bahan yang digunakan dalam pembuatan produk, ikut
dalam proses produksi dan memiliki persentase yang besar dibandingkan
bahan-bahan lainnya. Jadi bahan-bahan baku ini dapat juga disebut bahan-bahan utama. Adapun bahan-bahan
baku yang digunakan oleh Cirasa Bakery adalah tepung terigu, gula, garam, dan
mentega.
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk menyelesaikan suatu
produk dan keberadaannya untuk memperlancar proses. Bahan penolong yang
dipergunakan dalam proses produksi adalah air, pewarna makanan, minyak goreng.
2.4.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dan ditambahkan pada proses
produksi untuk membantu meningkatkan kualitas produk. Bahan tambahan yang
dipergunakan dalam proses produksi ini adalah wijen, kelapa, coklat dan pisang.
Plastik digunakan dalam pengemasan produk.
2.4.2. Uraian Proses Produksi
Tahapan proses produksi yang dilakukan pada Cirasa Bakery adalah sebagai
1. Pengadonan
Proses pertama yang dilakukan adalah memasukkan bahan-bahan yang telah
ditimbang takarannya, seperti tepung, mentega, garam, dan air ke dalam mesin
[image:30.612.147.510.197.487.2]pengadon untuk dicampur/diadon. Proses pencampuran ini berlangsung 30 menit.
2. Pemotongan
Proses selanjutnya adalah membawa adonan ke lokasi pemotongan untuk
[image:31.612.151.508.227.484.2]dipotong-potong. Biasanya dipotong dalam ukuran sedang yang bisa dilihat pada
gambar, Tiap potongan adonan yang nantinya akan menjadi satu buah roti.
Gambar 2.3. Proses Pemotongan Adonan
3. Pembentukan
Tiap-tiap adonan yang telah dipotong ini selanjutnya ditipiskan dengan
menggunakan rol. Proses selanjutnya adalah mengisi adonan yang telah dipres
dengan isi yang diinginkan. Misalnya jika ingin membuat roti coklat maka diisi
Agar tampilan roti nantinya lebih menarik bagi konsumen, setelah diberi isi dan
digulung, roti tersebut perlu diberi bentuk dengan menggunakan cetakan yang
sudah tersedia. Sesudah dibentuk adonan tersebut diletakkan dalam loyang,
dimana dalam satu loyang dapat memuat 12 adonan. Sesudah semua adonan
dibentuk dan diletakkan dalam loyang, semua loyang dibawa kedalam ruang
[image:32.612.159.500.248.504.2]fermentasi.
Gambar 2.4. Proses Pembentukan Adonan
4. Fermentasi
Di dalam ruang fermentasi ini, adonan-adonan yang tersusun dalam loyang
diuapkan agar mengembang. Proses pengembangan ini berlangsung sekitar 2
berventilasi. Pada saat fermentasi dilakukan, sebuah kompor (yang sedang
[image:33.612.168.491.175.423.2]memasak air mendidih dengan mulut panci terbuka) diletakkan di tengah ruangan.
Gambar 2.5. Proses Fermentasi
5. Pemanggangan
Setelah dilakukan fermentasi sekitar 2 jam, adonan-adonan ini sudah
mengembang. Adonan ini selanjutnya dimasukkan ke dalam mesin pemanggang.
Pemanggangan berlangsung sekitar 30 menit. Setelah pemanggangan selesai
maka roti tersebut sudah siap untuk diambil oleh pedagang eceran untuk
Gambar 2.6. Proses Pemanggangan
Adapun blok diagram proses pembuatan roti pada UK Cirasa Bakery dapat
FLOW PROCESS CHART
Pekerjaan :
Peta :
Dipetakan Oleh :
Proses Pembuatan Roti Kelapa Sekarang Fasti Fitra S-1 O-1 T-1 S-2 T-2 S-3 T-3 S-4 T-4 S-5 T-6 S-6 T-9 Tepung terigu Mentega Ragi Air Minyak Kelapa T-5 O-2 T-7 O-3 O-4 O-5 T-10 O-6 T-11 O-7 T-12 S-7
Dibawa ke mesin pengadonan secara manual Dibawa ke mesin pengadona n secara manual Dibawa ke mesin pengadonan secara manual Dibawa ke mesin pengadonan secara manual
Dicampur di mesin pengadonan
Dibawa ke stasiun pemotongan secara manual
Dipotong menggunakan lempengan seng
Dibawa ke stasiun pembentukan secara manual
Ditipiskan menggunakan alat bantu penipisan adonan
Diisi dengan bahan tambahan kelapa
Dibentuk menggunakan tangan
Dibawa ke stasiun fermentasi secara manual
Di fermentasi
Dibawa ke stasiun pembakaran secara manua
Dibakar di mesin pembakaran
Dibawa ke tempat peyimpanan
Disimpan di tempat penyimpanan Dibawa ke stasiun pemotongan secara manual T-8 Dibawa ke stasiun pembentuka n secara manual
Dibawa ke stasiun pembentukan secara manual
Simbol Keterangan Jumlah
Storage 7
Transportation 12
Operation 7
Inspection
-Inspection Operation
Gambar 2.7. Flow Process Chart pembuatan Roti di Cirasa Bakery 2.4.3. Pengolahan Limbah
Setiap penyelenggaraan kegiatan industri hampir selalu menghasilkan limbah
yang apabila tidak ditangani secara tepat akan menyebabkan pencemaran terhadap
lingkungan. Namun hal ini tidak terjadi pada proses pembuatan roti karena setiap
bahan yang di gunakan akan habis terpakai.
2.4.4. Mesin dan Peralatan
Mesin dan peralatan merupakan alat-alat yang digunakan dalam kegiatan
produksi. Mesin dan peralatan digunakan dari awal proses produksi sampai terbentuk
produk yang siap untuk dipasarkan.
2.4.4.1. Mesin Produksi
Mesin yang digunakan di Cirasa Bakery untuk pembuatan roti sebagai
berikut:
1. Mesin pengadon, berfungsi untuk mencampur bahan-bahan seperti tepung, gula,
telur, kelapa, mentega, susu dan penyedap seperti garam, dengan air. Mesin ini
2. Mesin pemanggang, berfungsi untuk memanggang adonan yang sudah dibentuk
dan diberi isi. Loyang-loyang yang berisi adonan ini di masukkan pada mesin
pemanggang ini secara manual. Jumlah mesin ini hanya 1 buah.
3. Mesin pemarut, berfungsi untuk memarut kelapa yang akan digunakan sebagai
pengisi roti. Kelapa yang di parut ini digunakan sebagai bahan tambahan untuk
menambah rasa roti.
2.4.4.2. Peralatan
Adapun peralatan yang digunakan untuk membantu dalam pembuatan roti ini
adalah:
a. Ember (5 buah)
Ember berfungsi sebagai tempat air.
b. Alat pemotong (3 buah)
Alat pemotong ini berfungsi untuk memotong adonan sesuai dengan ukuran yang
sudah ditentukan.
c. Rol/alat penggiling (5 buah)
Alat ini berfungsi untuk menggiling atau mengepres adonan yang sudah dipotong.
d. Alat pencetak (7 buah)
Alat ini berfungsi untuk memberi bentuk pada roti, agar nantinya roti lebih
menarik dilihat oleh calon pembeli.
e. Loyang (300 buah)
Loyang berfungsi sebagai tempat adonan yang sudah dibentuk.
f. Kompor (3 buah)
Alat ini berfungsi untuk memanggang roti dan untuk memanaskan air agar
BAB III
LANDASAN TEORI
3.1. Ergonomi
Ergonomi berasal dari bahasa Latin yaitu ergon yang berarti “kerja” dan
nomos yang berarti “hukum alam”. Ergonomi dapat didefinisikan sebagai studi
tentang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara
anatomi, fisiologi, psikologi, engineering, manajemen dan desain/perancangan
(Nurmianto, 2004)1. Ergonomi ialah suatu cabang ilmu yang sistematis untuk
memanfaatkan informasi-informasi mengenai sifat, kemampuan dan keterbatasan
manusia untuk merancang suatu sistem kerja sehingga orang dapat hidup dan bekerja
pada sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan melalui
pekerjaan itu, dengan efektif, aman dan nyaman (Sutalaksana dkk., 1979)2
Secara umum tujuan dari penerapan ergonomi adalah (Tarwaka, 2004) .
3
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cedera
dan penyakit akibat kerja, menurunkan beban kerja fisik dan mental,
mengupayakan promosi dan kepuasan kerja.
:
1
Eko Nurmianto, Ergonomi Konsep Dasar dan Aplikasinya, edisi kedua, Guna Widya, Surabaya, 1998
2
Sutalaksana, I.Z., dkk. 1979. ”Teknik Tata Cara Kerja”. Bandung.
3
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak sosial,
mengelola dan mengkoordinir kerja secara tepat guna dan meningkatkan
jaminan sosial baik selama kurun waktu usia produktif maupun setelah tidak
produktif.
3. Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek teknis,
ekonomis, antropologis dan budaya dari setiap sistem kerja yang dilakukan
sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
Salah satu tujuan dari ergonomi adalah membuat suatu keadaan ataupun
kegiatan menjadi efektif dan efisien yang hasil akhirnya agar dapat meningkatkan
produktivitas. Produktivitas dapat dicapai bila ouput yang dihasilkan lebih besar.
Dalam ergonomi, mengatasi keluhan MSDs pada pekerja pun merupakan salah satu
upaya untuk meningkatkan produktivitas, oleh karena itu untuk mengurangi keluhan
MSDs yang dirasakan pekerja, perlu diketahui terlebih dahulu sebab dan akibat ari
keluhan MSDs tersebut.
3.2. Keluhan Musculoskeletal
Pekerja yang melakukan kegiatan berulang-ulang dalam satu siklus sangat
rentan mengalami gangguan musculoskeletal. Keluhan musculoskeletal adalah
keluhan pada bagian–bagian otot skeletal yang dirasakan oleh seseorang mulai dari
keluhan sangat ringan sampai sangat sakit (Tarwaka;2004)4
4
Tarwaka, Dkk. 2004. “Ergonomi untuk Keselamatan, Kesehatan Kerja dan Produktivitas”. Surakarta : Uniba Press
beban statis secara berulang dalam waktu yang lama, akan dapat menyebabkan
keluhan berupa kerusakan pada sendi, ligemen dan tendon. Keluhan hingga
kerusakan inilah yang biasanya diistilahkan dengan Musculoskeletal disorsders
(MSDs) atau cedera pada sistem muskuloskeletal. Apabila pekerjaan berulang
tersebut dilakukan dengan cara yang nyaman, sehat dan sesuai dengan standar yang
ergonomis, maka tidak akan menyebabkan gangguan muskuloskeletal dan semua
pekerjaan akan berlangsung dengan efektif dan efisien.
Secara garis besar keluhan otot yang terjadi dapt dikelompokkan menjadi dua
yaitu:
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat
menerima beban statis, namun demikian keluhan tersebut akan hilang apabila
pembebanan dihentikan.
2. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap.
Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot
masih terus berlanjut.
Studi tentang MSDs pada berbagai jenis industri telah banyak dilakukan dan
hasil studi menunjukkan bahwa bagian otot yang sering dikeluhkan adalah otot
rangka (skeletal) yang meliputi leher, bahu, lengan, tangan, jari, punggung, pinggang
dan otot-otot bagian bawah. Diantara keluhan otot skeletal tersebut, yang paling
banyak dialami oleh pekerja adalah otot bagian pinggang (low back pain = LBP).
Peter vi (2000) menjelaskan bahwa, terdapat banyak faktor yang dapat
1. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhkan oleh para
pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti
aktivitas mengangkat, menarik, mendorong dan menahan beban yang berat.
Peregangan otot yang berlebihan ini terjadi karna pengerahan otot yang diperlukan
melampaui kekuatan optimum otot. Apabila hal serupa sering dilakukan, maka dapt
mempertinggi resiko terjadinya keluhan otot, bahkan dapat menyebabkan keluhan.
2. Aktivitas berulang
Aktivitas berulang merupakan pekerjaan yang dilakukan secara terus menerus
seperti pekerjaan mencangkul, membelah kayu besar, angkut dan sebagainya.
Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja secara terus
menerus tenpa memperoleh kesempatan untuk relaksasi.
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi bagian
tubuh bergerak menjauhi posisi alamiah, misalnya pergerakan tangan terangkat,
punggung terlalu membungkuk, kepala terangkat dan sebagainya. Semakin jauh
posisi tubuh dari pusat gravitasi tubuh, maka semakin tinggi pula resiko terjadinya
keluhan otot skeletal.
Faktor penyebab sekunder ini adalah berupa tekanan langsung dari jaringan
otot yang lunak atau getaran dengan frekwensi tinggi yang menyebabkan kontraksi
otot bertambah.
Ada beberapa cara yang telah diperkenalkan dalam melakukan evaluasi
ergonomi untuk mengetahui hubungan antara tekanan fisik dengan resiko keluhan
otot skeletal. Pengukuran terhadap tekanan fisik ini cukup sulit karena melibatkan
berbagai faktor subjektif seperti kinerja, motivasi, harapan dan toleransi kelelahan.
Alat ukur yang digunakan dpat dilakukan dengan berbagai cara mulai metoda yang
sederhana sampai menggunakan sistem komputer. Salah satu dari metode tersebut
adalah melalui Standard Nordic Questionnaire.
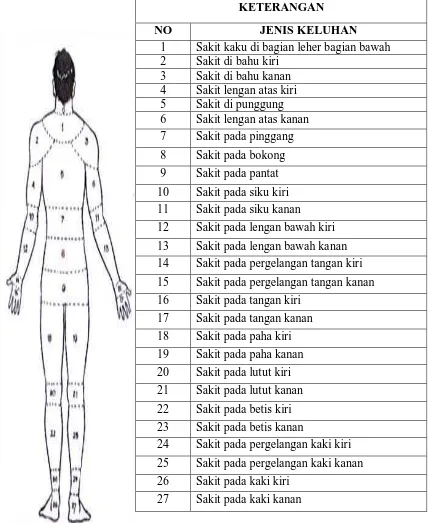
3.3. Standard Nordic Questionnaire (SNQ)
Standard Nordic Questionnaire (SNQ) merupakan alat yang dapat mengetahui
bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan mulai dari Tidak
Sakit (TS), agak sakit (AS), Sakit (S) dan Sangat Sakit (SS). Dengan melihat dan
menganalisis peta tubuh seperti pada Gambar 3.1. maka dapat diestimasi jenis dan
tingkat keluhan otot skeletal yang dirasakan oleh pekerja (Tarwaka;2004)5
Cara ini merupakan cara yang cukup sederhana dan mengandung nilai
subjektivitas yang tinggi. Untuk menekankan bias yang terjadi, maka sebaiknya
pengukuran dilakukan sebelum dan sesudah melakukan aktivitas kerja. Cara ini
5
dilakukan agar dapat diketahui perbedaan sebelum dan sesudah berkerja agar dapat
Gambar 3.1. Standard Nordic Questionnaire (SNQ) 3.4. Antropometri
Istilah Antropometri berasal dari kata “anthro” yang berarti manusia dan
“metri” yang berarti ukuran. Antropometri dapat diartikan sebagai satu studi yang
KETERANGAN
NO JENIS KELUHAN
1 Sakit kaku di bagian leher bagian bawah 2 Sakit di bahu kiri
3 Sakit di bahu kanan 4 Sakit lengan atas kiri 5 Sakit di punggung 6 Sakit lengan atas kanan 7 Sakit pada pinggang
8 Sakit pada bokong
9 Sakit pada pantat
10 Sakit pada siku kiri 11 Sakit pada siku kanan
12 Sakit pada lengan bawah kiri
13 Sakit pada lengan bawah kanan 14 Sakit pada pergelangan tangan kiri
15 Sakit pada pergelangan tangan kanan
16 Sakit pada tangan kiri 17 Sakit pada tangan kanan
18 Sakit pada paha kiri
19 Sakit pada paha kanan 20 Sakit pada lutut kiri
21 Sakit pada lutut kanan
22 Sakit pada betis kiri
23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri
25 Sakit pada pergelangan kaki kanan
berkaitan dengan pengukuran dimensi tubuh manusia (Sritomo Wignjosoebroto,
1995)6
a) Umur
. Manusia pada umumnya memiliki bentuk, ukuran, berat dan lain-lain yang
berbeda satu dengan lainnya. Data antropometri yang berhasil diperoleh akan
diaplikasikan secara luas antara lain dalam hal :
- Perancangan areal kerja (work station, interior mobil, dan lain-lain)
- Perancangan peralatan kerja seperti mesin, equipment, perkakas, dan sebagainya.
- Perancangan produk konsumtif seperti pakaian, kursi, meja, komputer, dan lain-lain.
- Perancangan lingkungan kerja fisik.
Pada dasarnya peralatan kerja yang dibuat dengan mengambil referensi
dimensi tubuh tertentu jarang sekali bisa mengakomodasikan seluruh range ukuran
tubuh dari populasi yang akan memakainya. Kemampuan penyesuaian (adjustability)
suatu produk merupakan satu prasyarat yang sangat penting dalam proses
perancangan, terutama untuk produk yang berorientasi ekspor.
Beberapa faktor yang akan mempengaruhi ukuran tubuh manusia dan seorang
perancang produk harus memperhatikan faktor tersebut, yaitu :
6
Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar dengan
bertambahnya umur sejak awal kelahiran sampai dengan umur sekitar 20
tahunan.
b) Jenis kelamin (Sex)
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan dengan
ukuran tubuh wanita, kecuali untuk beberapa ukuran tubuh tertentu seperti
pinggul, dan sebagainya.
c) Suku/bangsa (Ethnic)
Setiap suku, bangsa ataupun kelompok etnik akan memiliki karekteristik fisik
yang akan berbeda satu dengan yang lainnya.
d) Posisi tubuh (Posture)
Posisi tubuh standar harus diterapkan untuk survei pengukuran karena
berpengaruh terhadap ukuran tubuh. Pengukuran posisi tubuh dapat dilakukan
dengan dua cara pengukuran yaitu:
- Pengukuran dimensi struktur tubuh (Structural Body Dimension).
Posisi tubuh diukur dalam berbagai posisi standar dan tidak bergerak. Istilah
lain dari pengukuran tubuh dengan cara ini dikenal dengan “Static
Anthropometry”. Ukuran diambil dengan persentil tertentu seperti 5-th, 50-th
- Pengukuran dimensi fungsional tubuh (Functional Body Dimensions).
Disini pengukuran dilakukan terhadap posisi tubuh pada saat melakukan
gerakan tertentu. Hal pokok yang ditekankan dalam pengukuran dimensi
fungsional tubuh ini adalah mendapatkan ukuran tubuh yang nantinya
berkaitan erat dengan gerakan nyata yang diperlukan tubuh untuk
melaksanakan kegiatan tertentu. Cara pengukuran semacam ini juga biasa
disebut dengan “Dynamic Anthropometry”.
e) Cacat tubuh
Data antropometri diperlukan untuk perancangan produk bagi orang cacat seperti
kursi roda, kaki/tangan palsu, dan lain-lain.
f) Tebal/tipisnya pakaian yang dipakai
Faktor iklim yang berbeda akan memberikan variansi yang berbeda pula dalam
bentuk rancangan dan spesifikasi pakaian. Dengan demikian dimensi tubuh
orangpun akan berbeda dari satu tempat dengan tempat yang lain.
g) Kehamilan (Pregnancy)
Kondisi ini jelas akan mempengaruhi bentuk dan ukuran tubuh (khusus bagi
perempuan). Hal tersebut jelas membutuhkan perhatian khusus terhadap produk
yang dirancang bagi segmentasi ini.
Agar rancangan suatu produk dapat sesuai dengan ukuran tubuh manusia yang
akan mengoperasikannya, maka prinsip penggunaan data antropometri harus sesuai.
Prinsip tersebut adalah (Sutalaksana, 1979) :
Rancangan produk dibuat agar dapat memenuhi dua sasaran produk, yaitu:
a. Dapat sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi ekstrim
dalam arti terlalu besar atau kecil bila dibandingkan dengan rata-rata.
b. Dapat digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari
populasi yang ada).
Ukuran yang diaplikasikan agar memenuhi sasaran pokok tersebut yaitu :
- Dimensi minimum yang ditetapkan dari suatu rancangan produk umumnya
didasarkan pada nilai persentil yang terbesar seperti 90-th, 95-th, atau 99-th.
Contoh kasus ini dapat dilihat pada penetapan ukuran minimal dari lebar dan
tinggi dari pintu darurat, dan lain-lain.
- Dimensi maksimum yang ditetapkan diambil berdasarkan nilai persentil yang
terendah, seperti 1-th, 5-th, atau 10-th dari distribusi data antropometri yang ada.
Contohnya penetapan jarak jangkau dari suatu mekanisme kontrol yang harus
dioperasikan oleh seorang pekerja.
2. Prinsip Perancangan Produk yang Dapat Dioperasikan Pada Rentang Ukuran
Tertentu (Adjustable).
Rancangan dapat berubah ukurannya sehingga cukup fleksibel dioperasikan oleh
setiap orang yang memiliki berbagai macam ukuran tubuh. Contoh yang paling
umum dijumpai adalah perancangan kursi mobil yang letaknya bisa digeser maju
dan mundur, begitu juga dengan sandarannya bisa dirubah sudutnya sesuai
umumnya mengaplikasikan data antropometri dalam rentang persentil 5-th s/d
95-th.
3. Prinsip Perancangan Produk dengan Ukuran Rata-rata.
Dalam hal ini rancangan produk didasarkan terhadap rata-rata ukuran manusia.
Problem pokok yang dihadapi dalam hal ini adalah justru sedikit sekali mereka
yang berada dalam ukuran rata-rata.
Berkaitan dengan aplikasi data antropometri yang diperlukan dalam proses
perancangan produk ataupun fasilitas kerja, maka ada beberapa saran/rekomendasi
yang bisa diberikan sesuai dengan langkah-langkah sebagai berikut (Sanders dan Mc.
Comick, 1987) :
a. Tetapkan anggota tubuh yang mana yang akan difungsikan untuk
mengoperasikan rancangan tersebut.
b. Tentukan dimensi tubuh yang penting dalam proses perancangan tersebut, dalam
hal ini juga perlu diperhatikan apakah mengunakan data static anthropometry
atau dynamic anthropometry.
c. Tentukan apakah produk dirancang khusus untuk individu tertentu, untuk semua
populasi, atau dilakukan pengambilan sampel dengan tujuan mewakili populasi
terbesar yang harus diantisipasi, diakomodasikan dan menjadi target utama
pemakai rancangan produk tersebut.
d. Untuk perancangan fasilitas atau produk dengan target pemakainya adalah
tersebut untuk ukuran individual yang ekstrim, adjustable, ataukah ukuran
rata-rata.
e. Untuk setiap dimensi tubuh yang telah diidentifikasi selanjutnya pilih/tetapkan
nilai ukurannya apakah dilakukan pengukuran langsung terhadap dimensi tubuh
tersebut atau ukurannya telah tersedia dan dapat diambil dari tabel data
antropometri yang sesuai.
f. Jika data berasal dari sampel dan perancangan produk atau fasilitas kerja
diaplikasikan untuk populasi atau tujuan perancangan untuk ukuran rata-rata,
pilih persentil populasi yang harus diikuti; persentil 90-th, 95-th, 99-th ataukah
nilai persentil yang lain yang dikehendaki.
g. Aplikasikan data tersebut dan tambahkan faktor kelonggaran (allowance) bila
diperlukan seperti halnya tambahan ukuran akibat faktor tebalnya pakaian yang
harus dikenakan oleh operator, pemakaian sarung tangan, dan sebagainya.
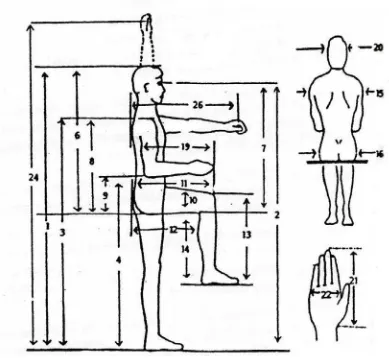
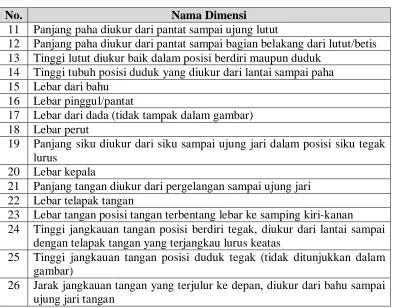
Pengukuran antropometri pada posisi berdiri dan posisi duduk dapat dilihat
pada Gambar 3.2. Nama dimensi tubuh untuk pengukuran antropometri dapat dilihat
pada Tabel 3.2. (Eko Nurmianto ,1998).7
7
Gambar 3.2. Pengukuran Antropometri Posisi Berdiri dan Posisi Duduk
Tabel 3.1. Antropometri Posisi Berdiri dan Posisi Duduk
No. Nama Dimensi
1 Tinggi tubuh posisi berdiri tegak 2 Tinggi mata posisi berdiri tegak 3 Tinggi bahu posisi berdiri tegak
4 Tinggi siku posisi berdiri tegak (siku tegak lurus)
5 Tinggi kepalan tangan yang berjulur lepas posisi berdiri tegak 6 Tinggi tubuh posisi duduk
9 Tinggi siku posisi duduk 10 Tebal atau lebar paha
Tabel 3.1. Antropometri Posisi Berdiri dan Posisi Duduk (lanjutan)
No. Nama Dimensi
11 Panjang paha diukur dari pantat sampai ujung lutut
12 Panjang paha diukur dari pantat sampai bagian belakang dari lutut/betis 13 Tinggi lutut diukur baik dalam posisi berdiri maupun duduk
14 Tinggi tubuh posisi duduk yang diukur dari lantai sampai paha 15 Lebar dari bahu
16 Lebar pinggul/pantat
17 Lebar dari dada (tidak tampak dalam gambar) 18 Lebar perut
19 Panjang siku diukur dari siku sampai ujung jari dalam posisi siku tegak lurus
20 Lebar kepala
21 Panjang tangan diukur dari pergelangan sampai ujung jari 22 Lebar telapak tangan
23 Lebar tangan posisi tangan terbentang lebar ke samping kiri-kanan 24 Tinggi jangkauan tangan posisi berdiri tegak, diukur dari lantai sampai
dengan telapak tangan yang terjangkau lurus keatas
25 Tinggi jangkauan tangan posisi duduk tegak (tidak ditunjukkan dalam gambar)
26 Jarak jangkauan tangan yang terjulur ke depan, diukur dari bahu sampai ujung jari tangan
3.4.1. Aplikasi Data Antropometri Dengan Menggunakan Persentil.
Data antropometri jelas diperlukan agar rancangan suatu produk bisa sesuai
dengan orang yang akan mengoperasikannya. Ukuran tubuh yang diperlukan pada
hakekatnya tidak sulit diperoleh dari pengukuran secara individual, seperti halnya
yang dijumpai untuk produk yang dibuat berdasarkan pesanan (job order). Situasi
menjadi berubah manakala lebih banyak lagi produk standar yang harus dibuat untuk
[image:53.612.125.518.148.456.2]dengan yang lainnya, maka perlu penetapan data antropometri yang sesuai dengan
populasi yang menjadi target sasaran produk tersebut .
Permasalahan yang terdapat karena adanya variasi ukuran sebenarnya akan
lebih mudah dipecahkan jika dapat merancang produk yang memiliki fleksibilitas dan
adjustable dengan suatu rentang ukuran tertentu. Gambar 3.8 menjelaskan dalam
anthropometi, angka 95 th akan menggambarkan ukuran tubuh manusia yang terbesar
dan 5 th menggambarkan ukuran tubuh manusiayang terkecil (Sritomo 1995)8.
Gambar 3.3. Kurva Distribusi Normal dengan Data Anthropometri Persentil 95-th
Pada penetapan data antropometri ini, pemakaian distribusi normal akan
umum diterapkan. Dalam statistik, distribusi normal dapat diformulasikan
berdasarkan harga rata-rata (mean X ) dan simpangan standardnya (standard
deviation, σx) dari data yang ada. Dari nilai yang ada tersebut, maka persentil dapat
ditetapkan sesuai dengan tabel probabilitas distribusi normal.
8
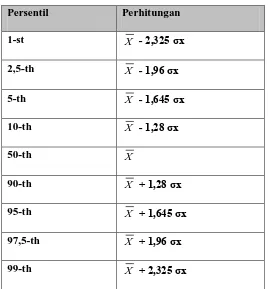
Pemakaian nilai-nilai persentil yang umum diaplikasikan dalam perhitungan
[image:55.612.187.455.190.479.2]data antropometri dapat dijelaskan dalam Tabel 3.2 seperti berikut ini:
Tabel 3.2. Nilai Persentil dan Cara Perhitungannya dalam Distribusi Normal
Persentil Perhitungan
1-st X - 2,325 σx
2,5-th X - 1,96 σx
5-th X - 1,645 σx
10-th X - 1,28 σx
50-th X
90-th X + 1,28 σx
95-th X + 1,645 σx
97,5-th X + 1,96 σx
99-th X + 2,325 σx
Sumber: Sritomo Wignjosoebroto, ergonomi Studi Gerak dan Waktu
3.4.2. Pengolahan Data Anthropometri
Data mentah yang sudah didapatkan diuji terlebih dahulu dengan
data, dan uji kenormalan data. Hal tersebut dilakukan agar data yang diperoleh
bersifat representatif, artinya data tersebut dapat mewakili populasi yang diharapkan.9
1. Uji Keseragaman Data
Kegunaan uji keseragaman data adalah untuk mengetahui homogenitas data. Dari
uji keseragaman data dapat diketahui apakah data berasal dari satu populasi yang
sama. Uji keseragaman data dilakukan melalui tahap-tahap perhitungan yaitu:
a. Membagi data ke dalam suatu sub grup (kelas)
Penentuan jumlah sub grup dapat ditentukan dengan menggunakan rumus:
k = 1 + 3 , 3 log N
dimana N = jumlah data.
b. Menghitung harga rata-rata dari harga rata-rata sub grup dengan :
Dimana k = jumlah subgrup yang terbentuk
i
X = harga rata-rata dari subgrup ke-i
c. Menghitung standar deviasi (SD), dengan:
Untuk sampel : Untuk populasi :
1 )
( 2
− −
=
∑
n X Xi
σ
N X X
s =
∑
i −2
) (
9
dimana:
N = jumlah data amatan pendahuluan yang telah dilakukan
Xi = data amatan yang didapat dari hasil pengukuran ke-i
d. Menghitung standar deviasi dari distribusi harga rata-rata sub grup dengan rumus:
Dimana n =ukuran rata-rata satu sub grup
e. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) dengan
rumus:
x Z X
BKA= +
σ
x Z X
BKB= −
σ
Jika X min > BKB dan Xmax < BKA maka data seragam.
Jika X min < BKB dan Xmax > BKA maka data tidak seragam.
Nilai Z diperoleh dari tabel distribusi normal.
2. Uji Kecukupan Data
Uji ini dilakukan untuk mengetahui apakah data anthropometri yang telah
diperoleh dari pengukuran sudah mencukupi atau belum. Uji ini dipengaruhi oleh:
a. Tingkat Ketelitian (dalam persen), yaitu penyimpangan maksimum dari hasil
b. Tingkat Keyakinan (dalam persen), yaitu besarnya keyakinan/besarnya
probabilitas bahwa data yang didapatkan terletak dalam tingkat ketelitian
yang telah ditentukan.
Rumus uji kecukupan data:
2 1 2 1 1 2 / ' − =
∑
∑
∑
= = = n i i n i i n i iX
X
X
N s z N Keterangan:N’ = jumlah pengukuran yang seharusnya dilakukan
N = jumlah pengukuran yang sudah dilakukan
Z = diperoleh pada tabel normal untuk luasan sebesar tingkat keyakinan
S = tingkat ketelitian
Jika N’ < N, maka data pengamatan cukup
Jika N’ > N, maka data pengamatan kurang, dan perlu tambahan data.
3. Uji Kenormalan Data
Uji ini bertujuan untuk mengetahui apakah data yang diperoleh telah memenuhi
distribusi normal atau dapat didekati oleh distribusi normal. Uji kenormalan data
dalam penelitian kali ini menggunakan SPSS 10 for windows. Alat uji yang
3.5. Uji Distribusi Normal dengan Kolmogorov - Smirnov Test10
Jadi sebenarnya uji Kolmogorov Smirnov adalah uji beda antara data yang
diuji normalitasnya dengan data normal baku. Seperti pada uji beda biasa, jika
signifikansi di bawah 0,05 berarti terdapat perbedaan yang signifikan, dan jika
signifikansi di atas 0,05 maka tidak terjadi perbedaan yang signifikan. Penerapan
pada uji Kolmogorov Smirnov adalah bahwa jika signifikansi di bawah 0,05 berarti
data yang akan diuji mempunyai perbedaan yang signifikan dengan data normal baku,
berarti data tersebut tidak normal, jika signifikansi di atas 0,05 maka berarti tidak Uji Kolmogorov Smirnov merupakan pengujian normalitas yang banyak
digunakan. Kelebihan dari uji ini adalah sederhana dan tidak menimbulkan perbedaan
persepsi di antara satu pengamat dengan pengamat yang lain, yang sering terjadi pada
uji normalitas dengan menggunakan grafik. Data yang mempunyai distribusi yang
normal merupakan salah satu syarat dilakukannya parametric-test. Untuk data yang tidak
mempunyai distribusi normal tentu saja analisisnya menggunakan non parametric-test.
Untuk mengatasi subjaktivitas yang tinggi tersebut maka diciptakan model
analisis untuk mengetahui normal tidaknya distribusi serangkaian data. Model analisis
yang digunakan adalah tes Kolmogorov-Smirnov. Konsep dasar dari uji normalitas
Kolmogorov Smirnov adalah dengan membandingkan distribusi data (yang akan diuji
normalitasnya) dengan distribusi normal baku. Distribusi normal baku adalah data
yang telah ditransformasikan ke dalam bentuk Z-Score dan diasumsikan normal.
10
terdapat perbedaan yang signifikan antara data yang akan diuji dengan data normal
baku artinya data yang kita uji normal tidak berbeda dengan normal baku.
Yang diperbandingkan dalam suatu uji Kolmogorov-Smirnov adalah distribusi
frekuensi kumulatif hasil pengamatan dengan distribusi frekuensi kumulatif yang
diharapkan (actual observed cumulative frequency dengan expected cumulative
frequency).
Langkah- langkah yang diperlukan dalam pengujian ini adalah:
1. Susun data dari hasil pengamatan mulai dari nilai pengamatan terkecil sampai nilai
pengamatan terakhir.
2. Kemudian susunlah distribusi frekuensi kumulatif relatif dari nilai pengamatan
tersebut, dan notasikanlah dengan Fa (X).
3. Hitunglah nilai Z dengan rumus:
σ X X
Z = −
Dimana : Z = satuan baku pada distribusi normal
X = nilai data
X = mean
σ = standar deviasi
4. Hitung distribusi frekuensi kumulatif teoritis (berdasarkan area kurva normal) dan
notasikan dengan Fe (X).
6. Ambil angka selisih maksimum dan notasikan dengan D.
D = Max Fa(X)-Fe(X)
7. Bandingkan nilai D yang diperoleh dengan Dα, maka kriteria pengambilan
keputusannya adalah:
Ho diterima apabila D ≤ Dα ; Ho ditolak apabila D ≥ Dα
Ho diterima artinya data berdistribusi normal.
3.6. Pengukuran Waktu 11
Pengukuran waktu kerja dengan jam henti (stop watch study) diaplikasikan
untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang atau Pada dasarnya teknik-teknik pengukuran waktu kerja dibagi ke dalam dua
bagian, yaitu secara langsung dan tidak langsung. Pengukuran waktu kerja secara
langsung dapat dilakukan di tempat dimana pekerjaan yang bersangkutan dilakukan.
Dua metode yang termasuk pengukuran waktu secara langsung adalah metode jam
henti (stop watch time study) dan sampling kerja (work sampling). Sampling kerja
(work sampling) merupakan suatu prosedur pengukuran yang dilakukan pada waktu
tertentu secara acak yang dikembangkan berdasarkan hukum probabilitas dimana
pengamatan yang dilakukan menggunakan sampel yang diambil secara random.
Pengambilan sampel dibenarkan karena adanya keterbatasan waktu, tenaga dan biaya
yang tidak memungkinkan kita untuk melakukan pengamatan terhadap seluruh
anggota populasi.
11
repetitif. Dari hasil pengukuran maka akan diperoleh waktu baku untuk
menyelesaikan satu siklus pekerjaan, yang mana waktu ini akan dipergunakan sebagai
standard penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan
pekerjaan yang sama seperti itu.
Satu hal yang penting dalam melaksanakan pengukuran kerja ini adalah
bahwa semua pihak yang nantinya akan dipengaruhi oleh hasil studi atau waktu baku
haruslah diinformasikan mengenai maksud dan tujuan dari studi, sehingga nantinya
bisa tercapai kerja sama yang sebaik-baiknnya di dalam pelaksanaan pengukuran.
Asumsi yang telah dinyatakan perlu sekali dibuat karena untuk berberapa kondisi
secara nyata akan sulit untuk disamakan seperti halnya dengan tingkat kemampuan
dan keterampilan dari pada pekerja.
3.6.1. Pengukuran Waktu dengan Stop Watch12
Pengukuran waktu dengan jam henti (stop watch) pertama kali diperkenalkan
oleh Frederick W. Taylorsekitar abad 19 yang lalu. Metode ini terutama baik sekali
diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat dan
berulang-ulang (repetitive). Dari hasil pengukuran maka akan diperoleh waktu baku untuk
menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan
sebagai standar penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan
pekerjaan yang sama seperti itu. Secara garis besar langkah-langkah untuk
12
pelaksanaan pengukuran waktu kerja dengan jam henti ini dapat diuraikan sebagai
berikut:
1. Defenisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan
maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati dan
supervisor yang ada.
2. Catat semua informasi yang berkaitan erat dengan penyelesaaian pekerjaan, seperti
layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan dan
lain-lain.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi masih dalam
batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk menyelesaikan
elemen-elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah
siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak, uji pula
keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja yang
diukur dan dicatat waktunya tersebut. Rate of performance ini ditetapkan untuk
setiap elemen kerja yang ada dan hanya ditujukan untuk performance operator.
Untuk elemen kerja yang secara penuh dilakukan oleh mesin maka performance
dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan oleh
8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas. Waktu
longgar yang akan diberikan ini guna menghadapi kondisi-kondisi seperti
kebutuhan-kebutuhan personil yanga bersifat pribadi, faktor kelelahan,
keterlambatan material dan lain-lainnya.
9. Tetapkan waktu kerja baku (Standard Time) yaitu jumlah total antara waktu
normal dan waktu longgar.
Berdasarkan lagkah-langkah di atas terlihat bahwa pengukuran waktu dengan
jam henti ini merupakan cara pengukuran yang objektif karena di sini waktu
ditetapkan berdasarkan fakta yang terjadi dan tidak cuma sekedar diestimasi secara
subjektif. Di sini juga akan berlaku asumsi-asumsi dasar sebagai berikut:
1. Metoda dan fasilitas untuk menyelesaikan pekerjaan harus sama dan dibakukan
terlebih dahulu sebelum kita mengaplikasikan waktu baku ini dengan pekerjaan
yang serupa.
2. Operator harus memahami benar prosedur dan metoda pelaksanaan kerja sebelum
dilakukan pengukuran kerja. Operator-operator yang akan dibebani dengan waktu
baku ini diasumsikan memiliki tingkat keterampilan dan kemampuan yang sama
dan sesuai untuk pekerjaan tersebut. Untuk ini persyaratan mutlak pada waktu
memilih operator yang akan dianalisa waktu kerjanya benar-benar memiliki
tingkat kemampuan yang rata-rata.
3. Kondisi lingkungan fisik pekerjaan juga relatif tidak jauh berbeda dengan kondisi
4. Performance kerja mampu dikendalikan pada tingkat yang sesuai untuk seluruh
periode kerja yang ada.
3.6.2. Tahapan Penentuan Waktu Baku 3.6.2.1.Uji Keseragaman Data13
n X X n i i
∑
= = 1Kegunaan uji keseragaman data adalah untuk mengetahui homogenitas data.
Dari uji keseragaman data dapat diketahui apakah data berasal dari satu populasi yang
sama. Uji keseragaman data dilakukan melalui tahap-tahap perhitungan yaitu:
a. Lakukan pengukuran waktu dalam beberapa hari dimana data waktu yang berasal
dari hari yang sama dikelompokkan ke dalam subgroup yang sama.
b. Menghitung harga rata-rata dari harga rata-rata sub grup dengan :
Dimana n = jumlah subgrup yang terbentuk
i
X = harga rata-rata dari subgrup ke-i
c. Menghitung standar deviasi (SD), dengan:
Untuk sampel : Untuk populasi :
1 ) ( 2 − − =
∑
n X Xi σ N X Xs =
∑
i −2 ) ( dimana: 13
N = jumlah data amatan pendahuluan yang telah dilakukan
Xi = data amatan yang didapat dari hasil pengukuran ke-i
d. Menghitung standar deviasi dari distribusi harga rata-rata sub grup dengan rumus:
Dimana n = jumlah subgroup
a. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) dengan
rumus:
X Z X
BKA= + σ
X Z X
BKB= − σ
Dimana Z diperoleh dari tabel distribusi normal untuk luas sebesar tingkat
keyakinan.
3.6.2.2.Uji Kecukupan Data
Uji ini dilakukan untuk mengetahui apakah data waktu yang telah diperoleh
dari pengukuran sudah mencukupi atau belum. Uji ini dipengaruhi oleh:
a. Tingkat Ketelitian (dalam persen), yaitu penyimpangan maksimum dari hasil
pengukuran terhadap nilai yang sebenarnya.
b. Tingkat Keyakinan (dalam persen), yaitu besarnya keyakinan/besarnya
probabilitas bahwa data yang didapatkan terletak dalam tingkat ketelitian yang
Rumus uji kecukupan data: 2 1 2 1 1 2 ' − =
∑
∑
∑
= = = n i i n i i n i i X X X N s z N Keterangan:N’ = jumlah pengukuran yang seharusnya dilakukan
N = jumlah pengukuran yang sudah dilakukan
Jika N’ < N, maka data pengamatan cukup
Jika N’ > N, maka data pengamatan kurang, dan perlu tambahan data.
3.6.2.3.Penentuam Waktu Standar
Sebelum menentukan waktu standar, terlebih dahulu ditentukan waktu
longgar (allowance). Waktu longgar (allowance) yang dibutuhkan akan bisa
diklasifikasikan menjadi personal allowance, fatique allowance dan delay allowance.
1. Kelonggaran Waktu Untuk Kebutuhan Pribadi
Untuk pekerjaan-pekerjaan yang relatif ringan, dimana operator bekerja selama 8
jam per hari tanpa jam istirahat yang resmi sekitar 2 sampai 5 % (atau 10 sampai
24 menit) akan dipergunakan untuk kebutuhan-kebutuhan yang bersifat personil.
2. Kelonggaran Waktu Untuk Melepaskan Lelah
Kelelahan fisik manusia bisa disebabkan oleh beberapa penyebab diantaranya
sini waktu yang dibutuhkan untuk keperluan istirahat akan sangat tergantung pada
individu yang bersangkutan, interval waktu dari siklus kerja dimana pekerja akan
memikul beban kerja secara penuh, kondisi lingkungan fisik pekerjaan dan
factor-faktor lainnya. Barangkali yang paling umum dilakukan adalah memberikan satu
kali periode istirahat pada pagi hari dan sekali lagi pada saat siang menjelang sore
hari lama waktu periode yang diberikan berkisar 5 samapai 15 menit.
3. Kelonggaran Waktu Karena Keterlambatan-Keterlambatan
4. Keterlambatan bisa disebabkan oleh faktor-faktor yang sulit untuk dihindarkan,
tetapi bisa juga disebabkan oleh beberapa faktor yang sebenarnya masih bisa untuk
dihindari.
Dengan demikian waktu baku dapat diperoleh dengan mengaplikasikan rumus:
Waktu Standar
% %
100
% 100
Allowance x
Normal Waktu
− =
3.7. Perancangan Produk
Bila dilihat dalam skema sistem produksi, berdasarkan sistem input dan
output, maka sistem produksi memiliki beberapa karakteristik berikut :
1. Mempunyai komponen-komponen yang saling berkaitan satu sama lain dan
membentuk satu-kesatuan yang utuh. Hal ini berkaitan dengan komponen
2. Mempunyai tujuan yang mendasari keberadaannya, yaitu menghasilkan produk
(barang dan/atau jasa) yang berkualitas yang dapat dijual dengan harga kompetitif
di pasar.
3.Mempunyai aktivitas, berupa proses transformasi nilai tambah input menjad