PERBAIKAN FASILITAS KERJA PADA PROSES PENJALINAN UNTUK MENINGKATKAN PRODUKTIVITAS DI UD. PUSAKA BAKTI
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
FEBRIN DINA HUTAGALUNG 050403105
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA MEDAN
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini, banyak pihak yang telah membantu, maka pada kesempatan ini penulis mengucapkan terima kasih kepada :
1. Keluarga terkasih (Bapa, Mama, Abang David, Adik Ira dan Adik Debhy) yang selalu mendoakan, memberikan kasih sayang, perhatian, dukungan dan semangat sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini. 2. Bapak Ir. Mangara M. Tambunan, M.Sc selaku Dosen Pembimbing I dan Ibu
Ir. Nazlina, MT selaku Dosen Pembimbing II atas kesediaannya meluangkan waktu untuk membimbing penulis dalam penulisan laporan.
3. Ibu Ir. Rosnani Ginting, MT selaku ketua Departemen Teknik Industri USU dan yang telah memberi motivasi sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini.
4. Pegawai Administrasi dan Perpustakaan Departemen Teknik Industri, Bang Bowo, Kak Dina, Bang Mijo, Ibu Ani, kak Rahma dan Bang Kumis yang telah membantu penulis dalam melakukan urusan administrasi dan proses pinjam meminjam buku di departemen Teknik Industri USU.
6. Bapak Yatno serta karyawan UD. Pusaka Bakti yang telah memberikan izin untuk mengadakan penelitian dan meluangkan waktu membimbing penulis selama melaksanakan penelitian di usaha tersebut.
7. Teman-teman yang terkasih dalam kelompok kecil AIR HIDUP (K’Eva, Adrianto, Inneke, Naria dan Locce) yang telah memberikan dukungan doa, semangat dan partisipasi dalam pengerjaan laporan ini hingga selesai.
8. Adik-adik yang terkasih (Deasy, Dedy, Devi, Fitri, Jurista, Kristoffel, Mart dan Yusnia) yang telah memberikan dukungan doa, semangat dan partisipasi dalam pengerjaan laporan ini hingga selesai.
9. Teman-teman seperjuangan di kos EXODUS khususnya cewek-cewek kamar luar, kamar atas dan mantan EXODUS (Siswani, K’Mery, Juita, K’Whity, May, K’Susi, Indah, Nesri, Ona, Mora, K’Minar, Vera, Dies, Brando, Alfon, Felix, Prima, Paman Gober dan Gomgom) yang telah memberikan dukungan doa dan semangat kepada penulis.
10.Teman-teman Super 05 TI khususnya personel UD. Pusaka Bakti (Melda, Revi dan stephanie), Magda, Gagah, Adel, Ian, Dody dan adik-adik angkatan 2006-2009 yang telah memberikan dukungan kepada penulis dalam penyelesaian laporan ini.
Medan, April 2010 Hormat Saya,
KATA PENGANTAR
Segala pujian, hormat dan kemuliaan hanya bagi Tuhan. Syukur kepada Tuhan sebagai sumber segala sesuatu sehingga penulis dapat menyelesaikan Tugas Sarjana ini.
Kegiatan penelitian ini dilakukan di industri kecil menengah pembuatan keset kaki dari sabut kelapa dengan nama UD. Pusaka Bakti yang beralamat di Kecamatan Batang Kuis, Kabupaten Deli Serdang – Lubuk Pakam No.36 yang dijadikan sebagai salah satu dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Perbaikan Fasilitas Kerja Pada Proses Penjalinan Untuk Meningkatkan Produktivitas di UD. Pusaka Bakti”. Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas Sarjana ini, oleh karena itu penulis mengharapkan adanya kritik dan saran dari pembaca untuk dapat menyempurnakan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih dan semoga tugas sarjana ini bermanfaat bagi seluruh pembaca dan kita semua.
Medan, April 2010
ABSTRAK
UD. Pusaka Bakti merupakan Industri kecil menengah yang pertama kalinya yang memproduksi keset kaki dari sabut kelapa yang beralamat di Kecamatan Batang Kuis, Kabupaten Deli Serdang – Lubuk Pakam No.36 sejak tahun 1971. Proses produksi pada industri UD. Pusaka Bakti sebagian besar dilakukan secara manual dengan fasilitas kerja yang masih manual. Pada proses penjalinan dilakukan secara manual yaitu kaki operator pada kegitan penjalinan ditekuk dengan posisi duduk yang tidak alamiah karena fasilitas dudukan yang terlalu rendah. Pada aktivitas pemotongan tali babat, operator memotong dengan postur kerja yang membungkuk dan bertumpu pada satu kaki yaitu kaki sebelah kiri dan kaki sebelah kanan menahan tali babat sewaktu melakukan pemotongan tali babat di atas meja pemotongan dan pada kegiatan memangkas permukaan anyaman, operator melakukannya dengan posisi berdiri, punggung yang membungkuk, tangan kanan memegang alat pemotong, tangan kiri menahan pemotong dan melakukan penekanan pada permukaan anyaman sambil melangkah ke belakang. Hal ini menunjukkan adanya sikap kerja yang tidak ergonomis. Sikap kerja yang tidak ergonomis ini dibuktikan dengan hasil pengolahan Standard Nordic Questionnaire (SNQ) yang mengidentifikasi terjadi keluhan muskuloskeletal mulai dari tingkat sangat sakit hingga agak sakit pada anggota tubuh tertentu pada operator penjalinan.
Perbaikan metode kerja baru berdasarkan tata letak komponen dan perancangan fasilitas yang baru akan dapat mengurangi keluhan dan waktu proses pengerjaan.
Hasil penilaian postur kerja dengan Quick Exposure Check (QEC) menunjukkan bahwa terdapat beberapa elemen kerja dengan postur kerja yang tidak ergonomis. Peta pekerja dan mesin menunjukkan bahwa waktu yang dibutuhkan untuk menyelesaiakn penjalinan sebuah keset kaki selama 1429 detik pada kondisi aktual. Persentase aktivitas produktif operator adalah 100% sedangkan meja penjalinan 74,877 %. Perbaikan metode kerja usulan ada beberapa kegiatan yang berada pada level aman dan diperlukan perbaikan dalam waktu ke depan. Berdasarkan peta pekerja dan mesin pada fasilitas kerja usulan waktu yang diperlukan untuk menjalin sebuah keset kaki selama 1388 detik. Hal ini menunjukkan terjadinya pengurangan waktu sebesar 41 detik atau penurunan sebesar 4,5 %. Metode kerja usulan juga menunjukkan adanya penurunan keluhan memotong tali babat dari persentase skor 45 % menjadi 40 %, melilitkan Lusi pada Meja Penjalinan dari persentase skor 41% menjadi 40%., menjalin dari persentase skor 49 % menjadi 47 %, mengisi babat dari persentase skor 48 % menjadi 47 %, memangkas permukaan anyaman dari persentase skor 44 % menjadi 33 %.
DAFTAR ISI
BAB Halaman
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
SERTIFIKAT EVALUASI TUGAS SARJANA ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xv
ABSTRAK ... xvi
DAFTAR ISI (LANJUTAN)
BAB Halaman
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha... II-1 2.3. Organisasi dan Manajemen ... II-1 2.3.1. Struktur Organisasi Perusahaan ... II-1 2.3.2. Tenaga Kerja dan Jam Kerja ... II-2 2.3.3. Sistem Pengupahan dan Fasilitas... II-2 2.4. Proses Produksi ... II-3 2.4.1. Bahan Baku ... II-3 2.4.2. Bahan Tambahan ... II-3 2.4.3. Bahan Penolong ... II-3 2.4.4. Uraian Proses Produksi ... II-4 2.4.5. Mesin dan Peralatan Produksi ... II-8
III LANDASAN TOERI
DAFTAR ISI (LANJUTAN)
BAB Halaman
III LANDASAN TEORI
3.2. Nordic Body Map... III-6 3.4. Postur Kerja ...III-7 3.5. Quick Exposure Check ...III-9 3.6. Antropometri ...III-12 3.7. Pengukuran Waktu dengan Stop Watch...III-13 3.7.1. Penetapan Jumlah Siklus Kerja yang Diamati ...III-16 3.7.2. Uji Keseragaman Data ...III-17 3.7.3. Penyesuaian Waktu Dengan Rating Performance Kerja ...III-17 3.7.4. Penetapan Waktu Longgar dan Waktu Baku ...III-18 3.8. Peta Pekerja dan Mesin (Man Machine Process Chart) ...III-19
IV METODOLOGI PENELITIAN
DAFTAR ISI (LANJUTAN)
BAB Halaman
IV METODOLOGI PENELITIAN
4.6. Pengumpulan Data ...IV-3 4.7. Pengolahan Data ...IV-5 4.8. Analisis Pemecahan Masalah ...IV-5 4.9. Kesimpulan dan Saran ...IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1 5.1. Data Elemen Kegiatan Pada Kondisi Aktual ... V-1 5.2. Data Keluhan Musculoskeletal... V-22 5.3. Penilaian Postur Kerja Aktual ... V-29 5.4. Dimensi Tubuh ... V-32
DAFTAR ISI (LANJUTAN)
BAB Halaman
VII KESIMPULAN DAN SARAN ...VII-1 7.1. Kesimpulan ...VII-1 7.2. Saran ...VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR GAMBAR (LANJUTAN)
Gambar Halaman 5.17. Elemen Kegiatan Memasukkan Sisa Pemangkasan ... V-10 5.18. Elemen Kegiatan Melepaskan Lusi dai Paku Balok Bagian Atas ... V-11 5.19. Elemen Kegiatan Memasukkan Sisa dari Melepaskan Lusi ... V-12 5.20. Elemen Kegiatan Melepaskan Hasil Penjalinan ... V-12 5.21. Elemen Kegiatan Meletakkan Hasil Penjalinan ... V-13 5.22. Kondisi Aktual Area Kerja Bagian Penjalinan ... V-13 5.23. Tata Letak Komponen Stasiun Penjalinan... V-14 5.24. Peta Pekerja dan Mesin ... V-15 5.25. Peta Kontrol Waktu Penjalinan Sebuah Keset Kaki ... V-21 5.26. Peta Tubuh Identifikasi Keluhan Musculoskeletal Operator 1 ... V-25 5.27. Peta Tubuh Identifikasi Keluhan Musculoskeletal Operator 2 ... V-26 5.28. Mengambil Tali Babat ... V-29 5.29. Peta Kontrol Dimensi Tinggi Bahu Duduk ... V-37 6.1. Tampak Depan dan Tampak Samping Fasilitas Dudukan Operator ...VI-6 6. 2. Tampak Depan dan Tampak Samping Fasilitas Pemotong ... VI-6 6. 3. Tampak Atas dan Tampak Samping Wadah Penampungan Babat ... VI-7 6. 4. Tampak Atas dan Tampak Samping Wadah Penampungan
DAFTAR GAMBAR (LANJUTAN)
DAFTAR LAMPIRAN
Lampiran L.1. Pemberian Penilaian Postur Kerja Aktual dengan Software QEC L.22. Penilaian Skor Postur Kerja Aktual dengan QEC
L.38. Peta Kontrol Uji Keseragaman Data
ABSTRAK
UD. Pusaka Bakti merupakan Industri kecil menengah yang pertama kalinya yang memproduksi keset kaki dari sabut kelapa yang beralamat di Kecamatan Batang Kuis, Kabupaten Deli Serdang – Lubuk Pakam No.36 sejak tahun 1971. Proses produksi pada industri UD. Pusaka Bakti sebagian besar dilakukan secara manual dengan fasilitas kerja yang masih manual. Pada proses penjalinan dilakukan secara manual yaitu kaki operator pada kegitan penjalinan ditekuk dengan posisi duduk yang tidak alamiah karena fasilitas dudukan yang terlalu rendah. Pada aktivitas pemotongan tali babat, operator memotong dengan postur kerja yang membungkuk dan bertumpu pada satu kaki yaitu kaki sebelah kiri dan kaki sebelah kanan menahan tali babat sewaktu melakukan pemotongan tali babat di atas meja pemotongan dan pada kegiatan memangkas permukaan anyaman, operator melakukannya dengan posisi berdiri, punggung yang membungkuk, tangan kanan memegang alat pemotong, tangan kiri menahan pemotong dan melakukan penekanan pada permukaan anyaman sambil melangkah ke belakang. Hal ini menunjukkan adanya sikap kerja yang tidak ergonomis. Sikap kerja yang tidak ergonomis ini dibuktikan dengan hasil pengolahan Standard Nordic Questionnaire (SNQ) yang mengidentifikasi terjadi keluhan muskuloskeletal mulai dari tingkat sangat sakit hingga agak sakit pada anggota tubuh tertentu pada operator penjalinan.
Perbaikan metode kerja baru berdasarkan tata letak komponen dan perancangan fasilitas yang baru akan dapat mengurangi keluhan dan waktu proses pengerjaan.
Hasil penilaian postur kerja dengan Quick Exposure Check (QEC) menunjukkan bahwa terdapat beberapa elemen kerja dengan postur kerja yang tidak ergonomis. Peta pekerja dan mesin menunjukkan bahwa waktu yang dibutuhkan untuk menyelesaiakn penjalinan sebuah keset kaki selama 1429 detik pada kondisi aktual. Persentase aktivitas produktif operator adalah 100% sedangkan meja penjalinan 74,877 %. Perbaikan metode kerja usulan ada beberapa kegiatan yang berada pada level aman dan diperlukan perbaikan dalam waktu ke depan. Berdasarkan peta pekerja dan mesin pada fasilitas kerja usulan waktu yang diperlukan untuk menjalin sebuah keset kaki selama 1388 detik. Hal ini menunjukkan terjadinya pengurangan waktu sebesar 41 detik atau penurunan sebesar 4,5 %. Metode kerja usulan juga menunjukkan adanya penurunan keluhan memotong tali babat dari persentase skor 45 % menjadi 40 %, melilitkan Lusi pada Meja Penjalinan dari persentase skor 41% menjadi 40%., menjalin dari persentase skor 49 % menjadi 47 %, mengisi babat dari persentase skor 48 % menjadi 47 %, memangkas permukaan anyaman dari persentase skor 44 % menjadi 33 %.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
UD. Pusaka Bakti merupakan industri kecil menengah yang pertama kalinya mengolah sabut kelapa menjadi keset kaki di Sumatera Utara. Proses pengolahan sabut kelapa menjadi keset kaki kebanyakan dilakukan secara manual dan sebagian secara semi otomatis. Proses ini dimulai dari penguraian sabut kelapa, pemintalan, penjalinan, pembingkaian dan pengepakan hasil berupa keset kaki.
punggung yang membungkuk sebanyak 40 kali selama ± 0,5 jam, tangan kanan memegang alat pemangkas, tangan kiri menahan pemangkas dan melakukan penekanan pada permukaan anyaman sambil melangkah ke belakang. Hasil identifikasi menunjukkan bahwa salah satu penyebabnya adalah karena ketidaksesuaian antara alat atau fasilitas kerja yang digunakan dengan antropometri operator pengguna.
1.2. Rumusan Permasalahan
Rumusan permasalahan yang terjadi di Industri UD. Pusaka Bakti yaitu karena adanya keluhan muskuloskeletal pada bagian betis, paha, bahu, lengan dan pinggul ke belakang yang dialami oleh kedua operator penjalinan akibat postur kerja yang tidak alamiah karena ketidaksesuaian antara fasilitas kerja yang digunakan oleh operator dengan antropometri operator.
1.3. Tujuan dan Sasaran Penelitian
Penelitian yang dilakukan di UD. Pusaka Bakti memliki tujuan yaitu Perbaikan metode kerja berdasarkan fasilitas kerja dan tata letak komponen yang ergonomis pada stasiun penjalinan
Sasaran penelitian yang dilakukan di UD. Pusaka Bakti yaitu:
1. Mengidentifikasi keluhan musculoskeletal dengan menggunakan Metode Standar Nordic
3. Merancang fasilitas kerja yang disesuaikan dengan postur dan sikap kerja yang ergonomis
4. Merancang metode kerja usulan
5. Membandingkan antara metode kerja aktual dengan metode kerja usulan 6. Merancang SOP sesuai dengan rancangan metode kerja usulan.
1.4. Manfaat Penelitian
Manfaat dari penelitian yang dilakukan adalah:
1. Menjadi bahan masukan bagi perusahaan dalam perbaikan fasilitas kerja pada stasiun penjalinan guna meningkatkan produktivitas industri tersebut.
2. Meningkatkan keterampilan bagi penulis untuk dapat menyelesaikan permasalahan yang sebenarnya terjadi di lapangan melalui penerapan ilmu yang telah didapatkan di bangku perkuliahan.
3. Dapat mempererat kerjasama antara perusahaan / industri dengan Departeman Teknik Industri serta memperluas pengenalan akan Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
1.5. Batasan Masalah dan Asumsi
Batasan masalah dalam pengerjaan laporan tugas akhir ini adalah: 1. Penelitian dilakukan di UD. Pusaka Bakti hanya pada stasiun penjalinan. 2. Operator yang diteliti adalah operator bagian penjalinan.
4. Tidak memperhatikan penggunaan alat pelindung diri oleh operator. Untuk asumsi yang digunakan adalah sebagai berikut:
1. Operator yang diteliti adalah operator yang bekerja di stasiun penjalinan yang sudah mengerti akan tugasnya.
2. Proses produksi aktual berjalan normal selama penelitian.
3. Alat atau fasilitas kerja aktual yang digunakan selama penelitian dalam keadaan normal dan tidak mengalami perubahan.
1.6. Sistematika Penulisan Tugas Akhir
Adapun sistematika laporan yang akan dibuat dalam pengerjaan laporan adalah sebagai berikut:
Bab I, menguraikan mengenai latar belakang permasalahan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan, alat dan bahan yang digunakan serta sistematika penulisan tugas akhir.
Bab II, menguraikan secara umum atribut perusahaan yang menjadi objek studi diantaranya sejarah perusahaan, ruang lingkup bidang usaha, struktur organisasi, uraian tugas dan tanggung jawab, tenaga kerja perusahaan, sistem pengupahan yang berlaku di perusahaan, proses produksi, bahan yang digunakan, jumlah dan spesifikasi produk, uraian proses produksi dan mesin serta peralatan yang digunakan.
antropometri, teori tentang postur kerja, teori tentang keluhan musculoskeletal disorders dan teori pendukung lainnya.
Bab IV, menguraikan metodologi yang digunakan untuk mencapai tujuan penelitian meliputi tahapan-tahapan penelitian dan penjelasan tiap tahapan secara ringkas disertai diagram alirnya.
Bab V, menguraikan data hasil penelitian yang diperoleh dari hasil pengamatan dan pengukuran yang dilakukan di lapangan sebagai bahan untuk melakukan pengolahan data yang digunakan sebagai dasar pada pemecahan masalah.
Bab VI, menguraikan analisis dan pembahasan hasil dari pengolahan data dengan cara membandingkan dengan teori-teori yang ada. Disamping itu memuat tentang kekurangan-kekurangan pada penggunaan fasilitas kerja dan metode kerja yang lama pada stasiun penjalinan sehingga muncul perbaikan fasilitas kerja dan metode kerja yang baru untuk mengurangi keluhan musculoskeletal disorders dan meningkatkan produktivitas.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Perusahaan UD Pusaka Bakti adalah sebuah perusahaan yang tergolong pada perusahaan kecil menengah, dimana perusahaan ini berdiri pada tahun 1971 dengan pemilik dan sekaligus pendiri perusahaan adalah pak Yatno. Perusahaan ini beralamat di Kecamatan Batang Kuis, Kabupaten Deli Serdang – Lubuk Pakam No.36.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup perusahaan ini adalah pada pembuatan keset kaki, serat press dan cocopeat.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Pimpinan (Pemilik Usaha)
Bagian Penguraian
Bagian Penjalinan Bagian
Pemintalan
Bagian Pembingkaian
Gambar 2.1. Struktur Organisasi UD. Pusaka Bakti
2.3.2. Tenaga Kerja dan Jam Kerja
Tenaga kerja di UD. Pusaka Bakti berjumlah 11 orang. Dengan spesifikasi pekerjaan sebagai berikut:
Tabel 2.1. Jumlah Tenaga Kerja Jenis Pekerjaan Jumlah (orang)
Pimpinan 1
Penguraian 4
Pemintalan 3
Penjalinan 2
Pembingkaian 1
Total 11
Sumber : hasil wawancara
Hari kerja di UD. Pusaka Bakti sebanyak enam hari kerja mulai dari hari senin sampai dengan hari sabtu mulai pukul 08.00 WIB sampai 17.00 WIB.
2.3.4. Sistem Pengupahan dan Fasilitas
2.4. Proses Produksi
Perusahaan UD. Pusaka Bakti merupakan perusahaan yang bergerak dalam pembuatan keset kaki dari sabut kelapa dimana sebagian besar proses produksinya dilakukan secara manual.
2.4.1. Bahan Baku
Bahan baku adalah bahan yang digunakan sebagai bahan utama dalam suatu
proses produksi, dimana sifat dan bentuknya akan mengalami perubahan fisik maupun
kimia yang langsung ikut di dalam proses produksi sampai dihasilkannya barang jadi.
Bahan baku yang digunakan pada proses pembuatan keset kaki adalah sabut
kelapa yang telah diurai.
2.4.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam produksi sehingga dapat meningkatkan mutu dan kualitas secara lebih baik. Bahan tambahan yang digunakan adalah tali plastik pada proses packing.
2.4.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang dapat menunjang proses produksi yang tidak nampak pada produk akhir. Bahan penolong yang digunakan adalah air yang disemprotkan sewaktu sabut kelapa akan diurai.
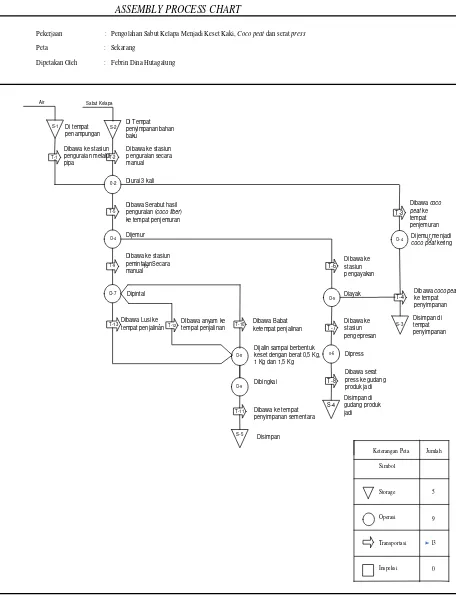
Uraian proses produksi sabut kelapa menjadi keset kaki dan coco fiber press adalah sebagai berikut:
A.Proses Pembuatan Keset Kaki 1. Proses Penguraian
Sabut kelapa yang telah dikupas kemudian diurai sebanyak tiga kali pada mesin pengurai. Proses penguraian juga memerlukan bahan penolong air yang disemprotkan ke sabut kelapa sebelum diurai untuk memudahkan proses penguraian.
2. Pemintalan
Sabut kelapa setelah diurai kemudian dipintal menjadi tali dalam tiga ukuran yaitu ukuran kecil atau lusi, ukuran sedang atau anyam dan ukuran besar atau babat.
3. Penjalinan
Tali hasil pemintalan yaitu lusi, anyam dan babat dibawa ke stasiun penjalinan. Babat terlebih dahulu dipotong menjadi bagian yang lebih kecil kemudian dilakukan proses penjalinan hingga membentuk keset kaki. 4. Pembingkaian
Pembingkaian merupakan proses terakhir sebelum dipacking. Pembingkaian dilakukan pada setiap sisi keset hasil penjalinan dengan menggunakan babat sebagai pembingkainya dan lusi sebagai pengikatnya dengan menggunakan jarum rajutan dan diikuti proses perataaan.
Proses ini merupakan tahap akhir dimana keset hasil pembingkaian akan dipacking. Untuk produk yang kecil yang berukuran 0,35 cm X 0,50 cm akan dipacking dalam satu bagian jika sudah menyelesaikan dua puluh buah, sedangkan untuk ukuran yang besar yaitu 0,35 cm X 0,70 cm akan dipacking jika memenuhi sepuluh buah keset kaki. Produk yang telah dipacking akan langsung dikirim ke pemesan atau pemesan datang sendiri ke perusahaan tersebut untuk mengambilnya.
B.Proses Pembuatan Serat Press 1. Penguraian
Sabut kelapa yang telah dikupas kemudian diurai sebanyak tiga kali pada mesin pengurai. Proses penguraian juga memerlukan bahan penolong air yang disemprotkan ke sabut kelapa sebelum diurai untuk memudahkan proses penguraian.
2. Penjemuran
Sabut kelapa hasil penguraian dijemur untuk menghilangkan kandungan air yang terdapat di dalam sabut tersebut.
3. Pengayakan
Sabut hasil penjemuran kemudian diayak untuk memudahkan proses pengepresan.
4. Pengepresan
T-2
Dibawa Serabut hasil penguraian (coco fiber) ke tempat penjemuran
Dibawa ke stasiun pemintalanSecara manual
Dipintal Dibawa ke stasiun
penguraian melalui pipa
Dijemur
Dibawa Lusi ke tempat penjalinan
Pengolahan Sabut Kelapa Menjadi Keset Kaki, Coco peat dan serat press
Keterangan Peta
DIbawa anyam ke tempat penjalinan
Dijalin sampai berbentuk keset dengan berat 0,5 Kg, 1 Kg dan 1,5 Kg
Dibawa ke tempat penyimpanan sementara coco peat 0-3 kering
Disimpan di press ke gudang produk jadi
Dibawa ke stasiun penguraian secara manual
O-4
2.4.5. Mesin dan Peralatan Produksi
Mesin yang digunakan untuk proses produksi adalah sebagai berikut: 1. Mesin Pengurai
Kapasitas = 1 ton CF/7 jam kerja Jumlah = 1 unit
Tenaga = Solar
Fungsi = mengubah sabut kelapa menjadi serabut kelapa (coco fiber) 2. Alat Pemintal
Jumlah = 1 unit Tenaga = manusia
Fungsi = untuk memintal serabut kelapa menjadi lusi, anyam dan babat.
3. Mesin Pengayak
Kapasitas = 200 kg CF/jam Jumlah = 1 unit
Tenaga = Listrik PLN
Fungsi = memisahkan coco peat dari coco fiber 4. Mesin Pengepress
Kapasitas = 1bal/ 20 menit Jumlah = 1 unit
Tenaga = Hidrolik
5. Timbangan Duduk Kapasitas = 1000 kg Jumlah = 1 unit
Fungsi = Menimbang hasil pintalan dan pengepresan 6. Pisau Potong
Jumlah = 3 unit
Fungsi = Memotong babat 7. Meja Penjalinan
Jumlah = 1 unit 8. Jarum Bingkai
Jumlah = 1 unit
BAB III
LANDASAN TEORI
3.1. Ergonomi
Pengertian ergonomi oleh beberapa ahli dapat dilihat dalam uraian sebagai berikut antara lain menurut Eko Nurmianto (1998) istilah ergonomi didefenisikan sebagai studi tentang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen dan desain/perancangan. Oleh Sritomo Wignjosoebroto (1995) istilah ergonomi didefenisikan sebagai disiplin keilmuan yang mempelajari manusia dalam kaitannya dengan pekerjaannya. Menurut Adnyana Manuaba (2000) istilah ergonomi didefenisikan sebagai satu upaya dalam bentuk ilmu, teknologi dan seni untuk menyerasikan peralatan, mesin, pekerjaan, sistem, organisasi dan lingkungan dengan kemampuan, keahlian dan keterbatasan manusia sehingga tercapai satu kondisi dan lingkungan yang sehat, aman, nyaman, efisien dan produktif melalui pemanfaatan fungsional tubuh manusia secara optimal dan maksimal.
maupun istirahat dengan kemampuan dan keterbatasan manusia baik fisik maupun mental sehingga kualitas hidup secara keseluruhan menjadi lebih baik.
Tujuan dari penerapan ergonomi ini adalah:
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cidera dan penyakit akibat kerja, menurunkan beban kerja fisik dan mental, mengupayakan promosi dan kepuasan kerja.
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak sosial, mengelola dan mengkoordinir kerja secara tepat guna dan meningkatkan jaminan sosial baik selama kurun waktu usia produktif maupun setelah tidak produktif.
3. Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek teknis, ekonomis, antropologis dan budaya dari setiap sistem kerja yang dilakukan sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
3.2. Keluhan Musculoskeletal
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat otot menerima beban statis, namun demikian keluhan tersebut akan segera hilang apabila pembebanan dihentikan.
2. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap. Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot masih terus berlanjut.
Studi tentang MSDs pada berbagai jenis industri telah banyak dilakukan dan hasil studi menunjukkan bahwa bagian otot yang sering dikeluhkan adalah otot rangka (skeletal) yang meliputi otot leher, bahu, lengan, tangan, jari, punggung, pinggang dan otot-otot bagian bawah. Keluhan otot skeletal pada umumnya terjadi karena kontraksi otot yang berlebihan akibat pemberian beban kerja yang terlalu berat dengan durasi pembebanan yang panjang. Apabila kontraksi otot melebihi 20 %, maka peredaran darah ke otot berkurang menurut tingkat kontraksi yang dipengaruhi oleh besarnya tenaga yang diperlukan. Suplai oksigen ke otot menurun, proses metabolisme karbohidrat terhambat dan sebagai akibatnya terjadi penimbunan asam laktat yang menyebabkan timbulnya rasa nyeri otot.
3.2.1. Faktor Penyebab Terjadinya Keluhan Muskuloskeletal
Peter Vi menjelaskan bahwa terdapat beberapa faktor yang dapat
a. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhkan oleh pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti aktivitas mengangkat, mendorong, menarik dan menahan beban yang berat. Peregangan otot yang berlebihan ini terjadi karena pengerahan tenaga yang diperlukan melampaui kekuatan optimum otot.
b. Aktivitas berulang
Yaitu suatu pekerjaan yang dilakukan secara berulang-ulang. Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja secara terus menerus tanpa memperoleh kesempatan untuk relaksasi.
c. Sikap kerja tidak alamiah
3.2.2. Langkah-Langkah Mengatasi Keluhan Muskuloskeletal
Tindakan ergonomis untuk mencegah adanya sumber penyakit adalah melalui dua cara, yaitu rekayasa teknik (desain stasiun dan alat kerja) dan rekayasa manajemen (kriteria dan organisasi kerja). Langkah preventif ini dimaksudkan untuk mengeliminir gerakan berlebihan dan mencegah adanya sikap kerja tidak alamiah.
1. Rekayasa Teknik
Rekayasa teknik pada umumnya dilakukan melalui pemilihan beberapa alternatif sebagai berikut :
a. Eliminasi, yaitu dengan menghilangkan sumber bahaya yang ada. Hal ini jarang bisa dilakukan mengingat kondisi dan tuntutan pekerjaan yang mengharuskan untuk menggunakan peralatan yang ada.
b. Substitusi, yaitu mengganti alat/bahan lama dengan alat/bahan baru yang aman, menyempurnakan proses produksi dan menyempurnakan prosedur penggunaan peralatan.
c. Partisi, yaitu melakukan pemisahan antara sumber bahaya dengan pekerja, sebagai contoh, memisahkan ruang mesin yang bergetar dengan ruang kerja lainnya, pemasangan alat peredam getaran dan sebagainya.
d. Ventilasi, yaitu dengan menambah ventilasi untuk mengurangi resiko sakit, misalnya akibat suhu udara yang terlalu panas.
Rekayasa manajemen dapat dilakukan melalui tindakan-tindakan sebagai berikut :
a. Pendidikan dan pelatihan
Melalui pendidikan dan pelatihan, pekerja menjadi lebih memahami lingkungan dan alat kerja sehingga diharapkan dapat melakukan penyesuaian dan inovatif dalam melakukan upaya-upaya pencegahan terhadap resiko sakit akibat kerja.
b. Pengaturan waktu kerja dan istirahat yang seimbang
Pengaturan waktu kerja dan istirahat yang seimbang, dalam arti disesuaikan dengan kondisi lingkungan kerja dan karakteristik pekerjaan, sehingga dapat mencegah paparan yang berlebihan terhadap sumber daya.
C. Pengawasan yang intensif
Melalui pengawasan yang intensif dapat dilakukan pencegahan secara lebih dini terhadap kemungkinan terjadinya resiko sakit akibat kerja.
3.3. Nordic Body Map
pengukuran dilakukan sebelum dan sesudah melakukan aktivitas kerja. Cara ini dilakukan agar dapat diketahui perbedaan sebelum dan sesudah berkerja agar dapat diketahui perbandingannya.
3.4. Postur Kerja
Posisi tubuh dalam kerja sangat ditentukan oleh jenis pekerjaan yang dilakukan. Masing-masing posisi kerja mempunyai pengaruh yang berbeda-beda terhadap tubuh. Grandjean (1993) berpendapat bahwa bekerja dengan posisi duduk mempunyai keuntungan antara lain:
1. Pembebanan pada kaki
2. Pemakaian energi dapat dikurangi
3. Keperluan untuk sirkulasi darah dapat dikurangi
Namun demikian kerja dengan sikap duduk terlalu lama dapat menyebabkan otot perut melembek dan tulang belakang akan melengkung sehingga cepat lelah. Mengingat posisi duduk mempunyai keuntungan dan kerugian, maka untuk mendapatkan hasil kerja yang lebih baik tanpa pengaruh buruk pada tubuh, perlu dipertimbangkan pada jenis pekerjaan apa saja sesuai diterapkan posisi duduk. Untuk maksud tersebut, Pulat (1992) memberikan pertimbangan tentang pekerjaan yang paling baik dilakukan dengan posisi duduk. Pekerjaan tersebut antara lain:
1. Pekerjaan yang memerlukan kontrol dengan teliti pada kaki
3. Tidak diperlukan tenaga dorong yang besar
4. Objek yang dipegang tidak memerlukan tangan bekerja pada ketinggian lebih dari 15 cm dari landasan kerja
5. Diperlukan tingkat kestabilan tubuh yang tinggi
6. Pekerjaan dilakukan pada waktu yang lama
7. Seluruh objek yang dikerjakan atau disuplai masih dalam jangkauan dengan posisi duduk
Selain posisi kerja duduk, posisi berdiri juga banyak ditemukan di perusahaan. Seperti halnya posisi duduk, posisi kerja berdiri juga mempunyai keuntungan maupun kerugian. Menurut Sutalaksana (2000) bahwa sikap berdiri merupakan sikap siaga baik fisik maupun mental, sehingga aktivitas kerja yang dilakukan lebih cepat, kuat dan teliti. Pada dasarnya, berdiri lebih lelah daripada duduk dan energi yang dikeluarkan untuk berdiri lebih banyak 10-15% dibandingkan dengan duduk. Untuk meminimalkan pengaruh kelelahan dan keluhan subyektif maka pekerjaan harus didesain agar tidak terlalu banyak menjangkau, membungkuk, atau melakukan gerakan dengan posisi kepala yang tidak alamiah. Untuk maksud tersebut, Pulat (1992) dan Clark (1996) memberikan pertimbangan tentang pekerjaan yang paling baik dilakukan dengan posisi berdiri antara lain:
1. Tidak tersedia tempat untuk kaki dan lutut
3. Sering menjangkau ke atas, ke bawah dan ke samping.
4. Sering melakukan pekerjaan dengan menekan ke bawah 5. Memerlukan mobilitas tinggi
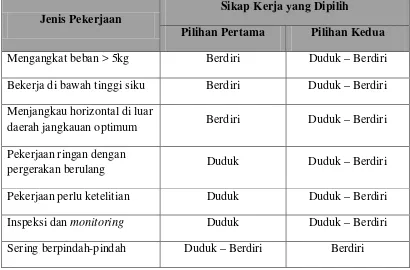
Clark (1996) mencoba mengambil keuntungan dari posisi kerja duduk dan berdiri kemudian mengkombinasikan desain stasiun kerja untuk posisi duduk dan berdiri. Kemudian disimpulkan bahwa pemilihan posisi kerja harus sesuai dengan jenis pekerjaan yang dilakukan seperti pada Tabel 2.1 berikut ini.
Tabel 3.1. Pemilihan Sikap Kerja Terhadap
Jenis Pekerjaan yang Berbeda
Jenis Pekerjaan
Sikap Kerja yang Dipilih
Pilihan Pertama Pilihan Kedua Mengangkat beban > 5kg Berdiri Duduk – Berdiri Bekerja di bawah tinggi siku Berdiri Duduk – Berdiri Menjangkau horizontal di luar
daerah jangkauan optimum Berdiri Duduk – Berdiri Pekerjaan ringan dengan
pergerakan berulang Duduk Duduk – Berdiri
3.5. Quick Exposure Check
QEC adalah suatu alat untuk penilaian terhadap resiko kerja yang berhubungan dengan ganguan otot (work related musculoskeletal disorders – WMSDs) pada tempat kerja. QEC menilai gangguan resiko yang terjadi pada bagian belakang punggung (back), bahu / lengan (should arm), pergelangan tangan (hand wrist), dan leher (neck).
Alat ini mempunyai beberapa fungsi, antara lain : a. Mengidentifikasi faktor resiko untuk WMSDs
b. Mengevaluasi gangguan resiko untuk daerah / bagian tubuh yang berbeda-beda.
c. Mengevaluasi efektivitas dari suatu intervensi ergonomi di tempat kerja.
d. Menyarankan suatu tindakan yang perlu diambil dalam rangka mengurangi gangguan resiko yang ada.
e. Mendidik para pemakai tentang resiko musculoskeletal di tempat kerja.
Penilaian QEC dilakukan kepada peneliti dan pekerja. Selanjutnya dengan penjumlahan setiap skor hasil kombinasi masing-masing bagian, diperoleh skor dengan kategori level tindakan.
Tabel 3.2. Penilaian Pekerja (worker) QEC
Faktor Kode 1 2 3 4
Beban A ≤ 5 kg 6-10 kg 11-20 kg > 20 kg Durasi B < 2 jam 2-4 jam > 4 jam
Kekuatan
tangan C <1 kg 1-4 kg 4 kg
Vibrasi D Tidak
ada/kecil Sedang Tinggi Visual E Tidak
diperlukan
Langkah F Tidak
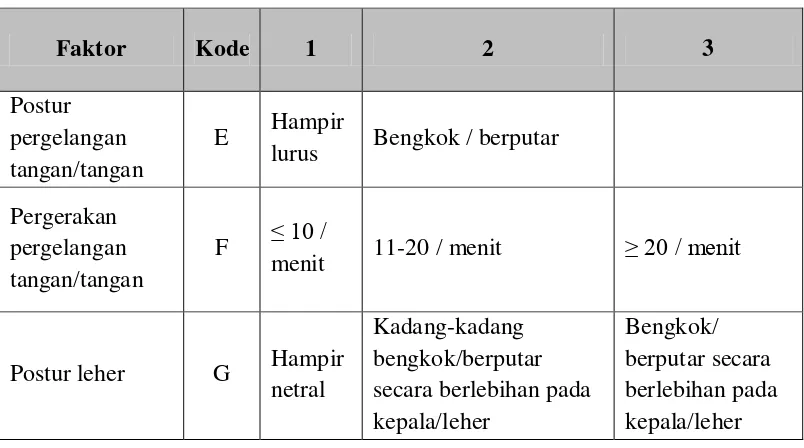
Tabel 3.3. Penilaian Observer QEC
Faktor Kode 1 2 3
Setinggi dada Setinggi bahu
Tabel 3.3. Penilaian Observer QEC (Lanjutan)
lurus Bengkok / berputar Pergerakan secara berlebihan pada kepala/leher
Exposure level (E) dihitung berdasarkan persentase antara total skor aktual
exposure (X) dengan total skor maksimum (Xmaks) yaitu :
%
X = total skor yang diperoleh dari penilaian terhadap postur (punggung + bahu / lengan + pergelangan tangan + leher )
Xmaks = total skor maksimum untuk postur kerja ( punggung + bahu / lengan + pergelangan tangan + leher ).
3.6. Antropometri
Istilah antropometri berasal dari “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Secara defenitif antropometri dapat dinyatakan sebagai suatu studi yang berkaitan dengan pengukuran dimensi tuuh manusia. Manusia pada dasarnya akan memiliki bentuk, ukuran (tinggi, lebar, dan lain sebagainya), berat dan lain-lain yang berbeda satu dengan yang lainnya. Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam memerlukan interaksi manusia. Data antropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal:
1. Perancangan areal kerja (work station)
2. Perancangan peralatan kerja, seperti mesin dan peralatan
3. Perancangan produk-produk konsumtif seperti pakaian, kursi/meja komputer, dan lain-lain
4. Perancangan lingkungan kerja fisik
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi ukuran tubuhnya. Ada beberapa faktor yang mempengaruhi ukuran tubuh manusia, sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor tersebut yang antara lain adalah:
1. Umur
Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar seiring dengan bertambahnya umur yaitu sejak awal kelahirannya sampai dengan umur sekitar duapuluh tahunan. Dari penelitian yang dilakukan oleh A.F. Roche dan G. H. Davila (1972) di USA diperoleh kesimpulan bahwa laki-laki akan tumbuh dan berkembang naik sampai dengan usia 21,2 tahun dan wanita 17,3 tahun.
2. Jenis Kelamin
Dimensi tubuh laki-laki umumnya lebih besar dibandingkan dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu.
3. Suku bangsa
Setiap suku, bangsa maupun kelompok etnik akan memiliki karakteristik yang berbeda satu dengan yang lainnya.
4. Posisi tubuh
Sikap ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh, olehkarena itu, posisi tubuh standar harus diterapkan untuk survey pengukuran.
Pengukuran waktu dengan jam henti (stop watch) pertama kali diperkenalkan oleh Frederick W. Taylor sekitar abad 19 yang lalu. Metode ini terutama baik sekali diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang (repetitive). Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan sebagai standar penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu. Secara garis besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti ini dapat diuraikan sebagai berikut:
1. Defenisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati dan supervisor yang ada.
2. Catat semua informasi yang berkaitan erat dengan penyelesaaian pekerjaan, seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan dan lain-lain.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi masih dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen-elemen kerja tersebut.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja yang diukur dan dicatat waktunya tersebut. Rate of performance ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performance operator. Untuk elemen kerja yang secara penuh dilakukan oleh mesin maka performance dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna menmberikan fleksibilitas. Waktu longgar yang akan diberikan ini guna menghadapi kondisi-kondisi seperti kebutuhan-kebutuhan personil yanga bersifat pribadi, faktor kelelahan, keterlambatan material dan lain-lainnya.
9. Tetapkan waktu kerja baku (Standard Time) yaitu jumlah total antara waktu normal dan waktu longgar.
Berdasarkan langkah-langkah terlihat bahwa pengukuran waktu dengan jam henti ini merupakan cara pengukuran yang objektif karena disini waktu ditetapkan berdasarkan fakta yang terjadi dan tidak cuma sekedar diestimasi secara subjektif. Disini juga akan berlaku asumsi-asumsi dasar sebagai berikut: 1. Metoda dan fasilitas untuk menyelesaikan pekerjaan harus sama dan dibakukan
terlebih dahulu sebelum kita mengaplikasikan waktu baku ini dengan pekerjaan yang serupa.
kemampuan yang sama dan sesuai untuk pekerjaan tersebut. Untuk ini persyaratan mutlak pada waktu memlih operator yang akan dianalisa waktu kerjanya benar-benar memiliki tingkat kemampuan yang rata-rata.
3. Kondisi lingkungan fisik pekerjaan juga relatif tidak jauh berbeda dengan kondisi fisik pada saat pengukuran kerja dilakukan.
4. Performance kerja mampu dikendalikan pada tingkat yang sesuai untuk seluruh periode kerja yang ada.
3.7.1. Penetapan Jumlah Siklus Kerja yang Diamati
untuk suatu elemen kerja akan memiliki penyimpangan tidak lebih dari 5 %. Dengan demukian formula di atas dapat dituliskan sebagai berikut:
2
Dimana N’ adalah jumlah pengamatan/pengukuran yang seharusnya dilaksanakan untuk memberikan tingkat kepercayaan 95% dan derajat ketelitian 5% dari waktu yang diukur. Apabila kondisi yang diperoleh adalah N’ lebih besar daripada N, maka tidak bias tidak pengamatan harus ditambah lagi sedemikian rupa sehingga data yang diperoleh kemudian bias memberikan tingkat keyakinan dan tingkat ketelitian sesuai dengan yang diharapkan.
3.7.2. Uji Keseragaman Data
Selain kecukupan data harus dipenuhi dalam pelaksanaan time study maka yang tidak kalah pentingnya adalah bahwa data yang diperoleh haruslah seragam. Uji keseragaman data perlu kita lakukan terlebih dahulu sebelum kita menggunakan data yang diperoleh guna menetapkan waktu standar.
3.7.3. Penyesuaian Waktu Dengan RatingPerformance Kerja
Untuk menormalkan waktu kerja yang diperoleh dari hasil pengamatan, maka hal ini dilakukan dengan mengadakan pennyesuaian yaitu dengan cara mengalikan waktu pengamatan rata-rata dengan faktor penyesuaian. Dari faktor ini adalah sebagai berikut:
1. Apabila operator dinyatakan terlalu cepat yaitu bekerja di atas batas kewajaran (normal), maka rating factor ini akan lebih besar daripada satu (p>1 atau p>100%)
2. Apabila operator bekerja terlalu lambat yaitu bekerja dengan kecepatan dibawah kewajaran (normal) maka rating factor akan lebih kecil daripada satu (p<1 atau p<100%)
3. Apabila operator bekerja secara normal atau wajar, maka rating factor ini diambil sama dengan satu (p = 1 atau p = 100%)
3.7.4. Penetapan Waktu Longgar dan Waktu Baku
Waktu longgar yang dibutuhkan akan bisa diklasifikasikan menjadi personal allowance, fatique allowance dan delay allowance.
1. Kelonggaran Waktu Untuk Kebutuhan Pribadi
Untuk pekerjaan-pekerjaan yang relatif ringan, dimana operator bekerja selama 8 jam per hari tanpa jam istirahat yang resmi sekitar 2 sampai 5 % (atau 10 sampai 24 menit) akan dipergunakan untuk kebutuhan-kebutuhan yang bersifat personil.
Kelelahan fisik manusia bisa disebabkan oleh beberapa penyebab diantaranya adalah kerja yang membutuhkan fikiran banyak (lelah mental) dan lelah fisik. Disini waktu yang dibutuhkan untuk keperluan istirahat akan sangat tergantung pada individu yang bersangkutan, interval waktu dari siklus kerja dimana pekerja akan memikul beban kerja secara penuh, kondisi lingkungan fisik pekerjaan dan faktor-faktor lainnya. Barangkali yang paling umum dilakukan adalah memberikan satu kali periode istirahat pada pagi hari dan sekali lagi pada saat siang menjelang sore hari lama waktu periode yang diberikan berkisar 5 sampai 15 menit.
3. Kelonggaran Waktu Karena Keterlambatan-Keterlambatan
Keterlambatan bisa disebabkan oleh faktor-faktor yang sulit untuk dihindarkan, tetapi bisa juga disebabkan oleh beberapa faktor yang sebenarnya masih bisa untuk dihindari.
Dengan demikian waktu baku dapat diperoleh dengan mengaplikasikan rumus:
%
3.8. Peta Pekerja dan Mesin (Man Machine Process Chart)
ada empat kemungkinan terjadi hubungan kerja antara pekerja dan mesin tersebut, yaitu:
1. Operator bekerja – mesin menganggur 2. Operator menganggur – mesin bekerja 3. Operator bekerja – mesin bekerja
4. Operator menganggur – mesin menganggur
Pada dasarnya kondisi menganggur (idle), apakah itu terjadi pada operator maupun mesin adalah suatu hal yang merugikan. Waktu menganggur ini harus dihilangkan atau paling tidak ditekan seminimal mungkin dengan tetap mempertimbangkan batas-batas kemampuan manusia dan mesin.
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Lokasi tempat penelitian dilakukan adalah di UD. Pusaka Bakti yang berlokasi di Kecamatan Batangkuis Kabupaten Deli Serdang, Sumatera Utara. UD. Pusaka Bakti merupakan badan usaha pembuatan keset kaki yang terbuat dari cocofiber.
Peneliti terlebih dahulu melakukan penelitian pendahuluan pada tanggal 7 desember 2009 sampai tanggal 10 desember 2009 untuk mengetahui kondisi perusahaan secara keseluruhan dan menganalisis permasalahan yang terjadi. Pengambilan data yang diperlukan dalam penelitian setelah mengetahui permasalahan yang terjadi melalui wawancara dan observasi langsung dilakukan sejak tanggal 18 Januari 2010 sampai dengan awal februari, selanjutnya dilakukan penelitian untuk mengetahui keluhan musculoskeletal yang dialami operator dengan memberikan alat identifikasi dengan kuesioner SNQ dan penilaian postur yang eksisting dengan metode QEC (Quick Exposure Check).
4.2. Jenis Penelitian
dipertanggungjawabkan. Penelitian ini menyelidiki secara jelas tentang aktivitas penjalinan (kondisi eksisting) yang dilakukan secara manual.
4.3. Objek Penelitian
Objek dari penelitian yang dilakukan adalah operator pada stasiun penjalinan, fasilitas kerja pada stasiun penjalinan dan tata letak komponen pada stasiun penjalinan di UD. Pusaka Bakti.
4.4. Variabel Penelitian
Variabel dalam penelitian ini adalah:
1. Keluhan muskuloskeletal operator di stasiun penjalinan. 2. Postur kerja aktual operator pada stasiun penjalinan. 3. Dimensi Tubuh
4. Dimensi fasilitas kerja
5. Waktu dan urutan proses kerja aktual pada stasiun penjalinan.
4.5. Metode dan Instrumen Penelitian
Metode dan Instrumen/alat yang digunakan pada penelitian adalah: 1. Wawancara
Instrumennya adalah checklist pertanyaan kepada karyawan dan pemilik perusahaan.
2. Standad Nordic Questionnaire
3. Pengamatan langsung kegiatan penjalinan
Instrumennya adalah Kamera untuk melihat kondisi postur kerja operator di stasiun penjalinan.
4. Pengukuran Langsung a. Dimensi Tubuh
Instrumennya adalah Human body martin dan Kursi Antropometri b. Dimensi Fasilitas Kerja
Instrumennya adalah Meteran c. Waktu Proses
Instrumennya adalah Stopwatch
4.6. Pengumpulan Data
Data yang dibutuhkan dalam penelitian ini diperoleh dari data primer dan data sekunder yaitu sebagai berikut:
1. Data Primer
Merupakan data yang diperoleh berdasarkan pengamatan, wawancara atau eksperimen, yang meliputi:
a. Data keluhan musculoskeletal dengan melakukan penyebaran SNQ (standard nordic questionnaire). Data ini berisi kategori keluhan berdasarkan sangat
sakit, sakit, agak sakit dan tidak sakit yang diberi bobot untuk masing-masing kategorinya, dimana sangat sakit diberi bobot 3, sakit diberi bobot 2, agak sakit diberi bobot 1 dan tidak sakit diberi bobot 0.
Data postur/sikap kerja yang eksisting diketahui dengan melakukan penilaian postur kerja dengan QEC (Quick Exposure Check).
c. Data antropometri operator.
1. Tinggi bahu duduk, digunakan untuk menentukan tinggi maksimal fasilitas kerja.
2. Lebar pinggul pada posisi duduk, digunakan untuk menentukan lebar kursi/dudukan operator.
3. Panjang popliteal, digunakan untuk menentukan kedalaman kursi operator. Diukur dengan menggunakan kursi/dudukan antropo metri.
4. Tinggi popliteal, digunakan untuk menentukan tinggi kursi/dudukan.
5. Jangkauan tangan, digunakan untuk menentukan jarak maksimum yang dapat diraih operator.
6. Lebar Jari, digunakan untuk menentukan panjang pegangan dari fasilitas pemotong.
7. Tebal Paha, digunakan untuk menentukan tinggi fasilitas pemotong. d. Data waktu operasi aktual penjalinan.
e. Metode kerja aktual. 2. Data Sekunder
4.7. Pengolahan Data
Pada tahap ini, data yang diperoleh berdasarkan hasil pengamatan diolah sesuai dengan teknik analisis data yang digunakan.
a. SNQ (Standard Nordic Questionnaire) untuk menentukan bagian tubuh yang mengalami keluhan MSDs (Musculoskeletal Disorders).
b. Penilaian postur kerja dengan QEC (Quick Exposure Check) untuk memperoleh gambaran tentang postur kerja eksisting.
4.8. Pemecahan Masalah
Data yang diolah kemudian dianalisis dan diinterpretasikan, analisis pemecahan masalah yang dilakukan adalah menganalisis kekurangan-kekurangan alat dan metode kerja yang lama sehingga dihasilkan perbaikan rancangan fasilitas kerja dan metode kerja yang baru untuk mengurangi keluhan musculoskeletal disorders dan meningkatkan produktivitas.
4.9. Kesimpulan dan Saran
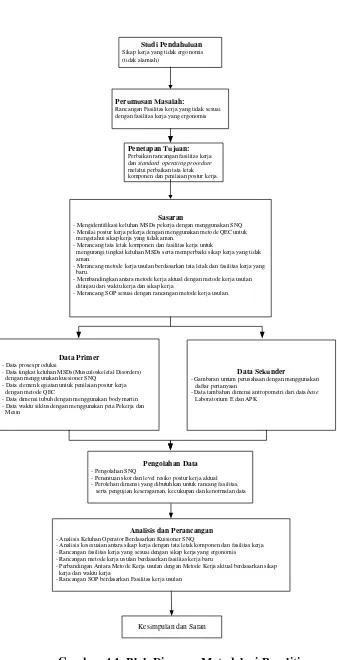
Data Primer - Data proses produksi
- Data tingkat keluhan MSDs(Musculoskeletal Disorders) dengan menggunakan kuesioner SNQ
- Data elemen kegiatan untuk penilaian postur kerja dengan metode QEC
- Data dimensi tubuh dengan menggunakan body martin - Data waktu siklus dengan menggunakan peta Pekerja dan Mesin
Pengolahan Data - Pengolahan SNQ
- Penentuan skor dan level resiko postur kerja aktual - Perolehan dimensi yang dibutuhkan untuk rancang fasilitas, serta pengujian keseragaman, kecukupan dan kenormalan data
Analisis dan Perancangan - Analisis Keluhan Operator Berdasarkan Kuisioner SNQ
- Analisis kesesuaian antara sikap kerja dengan tata letak komponen dan fasilitas kerja - Rancangan fasilitas kerja yang sesuai dengan sikap kerja yang ergonomis - Rancangan metode kerja usulan berdasarkan fasilitas kerja baru
- Perbandingan Antara Metode Kerja usulan dengan Metode Kerja aktual berdasarkan sikap kerja dan waktu kerja
- Rancangan SOP berdasarkan Fasilitas kerja usulan
Kesimpulan dan Saran Perumusan Masalah:
Rancangan Fasilitas kerja yang tidak sesuai dengan fasilitas kerja yang ergonomis
Penetapan Tujuan: Perbaikan rancangan fasilitas kerja dan standard operating procedure melalui perbaikan tata letak komponen dan penilaian postur kerja.
Sasaran
- Mengidentifikasi keluhan MSDs pekerja dengan menggunakan SNQ - Menilai postur kerja pekerja dengan menggunakan metode QEC untuk mengetahui sikap kerja yang tidak aman.
- Merancang tata letak komponen dan fasilitas kerja untuk
mengurangi tingkat keluhan MSDs serta memperbaiki sikap kerja yang tidak aman.
- Merancang metode kerja usulan berdasarkan tata letak dan fasilitas kerja yang baru.
- Membandingkan antara metode kerja aktual dengan metode kerja usulan ditinjau dari waktu kerja dan sikap kerja
- Merancang SOP sesuai dengan rancangan metode kerja usulan.
Data Sekunder
- Gambaran umum perusahaan dengan menggunakan daftar pertanyaan
- Data tambahan dimensi antropometri dari data base Laboratorium E dan APK
Studi Pendahuluan Sikap kerja yang tidak ergonomis (tidak alamiah)
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Elemen Kegiatan Pada Kondisi Aktual
Gambar elemen kegiatan pada kondisi aktual untuk bagian penjalinan dapat dilihat pada Gambar 5.1. sampai Gambar 5.21.
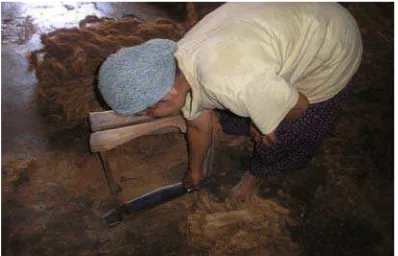
1. Mengambil Tali Babat
Elemen kegiatan awal pada aktivitas penjalinan adalah mengambil tali babat yang dilakukan dengan posisi punggung yang membungkuk karena letak tali babat yang jauh (150 cm) dari jangkauan tangan operator (70 cm). Elemen kegiatan ini dapat dilihat pada Gambar 5.1.
Gambar 5.1. Elemen Kegiatan Mengambil Tali Babat 2. Mengatur Posisi Tali Babat
Gambar 5.2. Elemen Kegiatan Mengatur Posisi Tali Babat 3. Mengambil Alat Pemotong
Operator mengambil alat pemotong dengan tangan kanan dari sisi sebelah kiri operator dengan posisi membungkuk karena letak alat pemotong yang jauh (150 cm) dari jangkauan tangan operator (70 cm). Elemen kegiatan ini dapat dilihat pada Gambar 5.3.
Gambar 5.3. Elemen Kegiatan Mengambil Alat Pemotong 4. Memotong Tali Babat
kiri menahan tubuh operator dan tangan kanan melakukan pemotongan, sedangkan tangan kiri menarik bagian yang telah dipotong. Elemen kegiatan ini dapat dilihat pada Gambar 5.4.
Gambar 5.4. Elemen Kegiatan Memotong Tali Babat 5. Meletakkan Alat Pemotong
Setelah melakukan pemotongan tali babat, operator kembali meletakkan alat pemotong di tempat semula dengan posisi membungkuk. Elemen kegiatan ini dapat dilihat pada Gambar 5.5.
Gambar 5.5. Elemen Kegiatan Meletakkan Alat Pemotong 6. Mengambil Lusi
Gambar 5.6. Elemen Kegiatan Mengambil Lusi
7. Melilitkan Lusi Pada Paku Balok Bagian Bawah Dengan Paku Pada Balok Bagian Atas Pada Meja Penjalinan
Elemen kegiatan ini dilakukan dengan melilitkan lusi dimulai dari paku pertama pada balok bagian bawah hingga pada paku ke limabelas pada balok bagian atas. Operator melilitkan tali lusi pada balok bagian atas melewati bahu operator karena tinggi bahu duduk operator 52 cm, sedangkan jarak balok bagian atas dengan balok bagian bawah 57 cm. Elemen kegiatan ini dapat dilihat pada Gambar 5.7.
8. Mengambil Anyam
Operator mengambil tali anyam dengan posisi duduk dan kaki yang ditekuk. Elemen kegiatan ini dapat dilihat pada Gambar 5.8.
Gambar 5.8. Elemen Kegiatan Mengambil Anyam 9. Menjalin
Operator menjalin lusi dan anyam pada meja penjalinan dengan kedua tangan. Penjalinan dimulai dari sisi sebelah kanan operator ke sisi sebelah kiri operator. Elemen kegiatan ini dapat dilihat pada Gambar 5.9.
10. Mengambil Alat Perata
Operator mengambil alat perata 60 cm dari sisi sebelah depan operator dengan tangan kanan. Elemen kegiatan ini dapat dilihat pada Gambar 5.10.
Gambar 5.10. Elemen Kegiatan Mengambil Alat Perata 11.Meratakan
Operator meratakan anyaman dengan mengarahkan alat perata pada anyaman. Tangan kanan memegang alat perata dan meratakan, tangan kiri memegang bagian yang akan diratakan. Elemen kegiatan ini dapat dilihat pada Gambar 5.11.
12.Mengambil Papan Penyanggah
Pengambilan papan penyanggah dengan jarak 60 cm dari dudukan operator ditujukan untuk menahan lusi pada meja penjalinan, operator mengambil dari sisi depan operator dengan kedua tangan operator dan memakaikannya pada meja penjalinan pada bagian belakang lusi.
Gambar 5.12. Elemen Kegiatan Mengambil Papan Penyanggah 13. Mengambil Babat
Operator mengambil babat dari atas lantai dari sisi operator. Operator mengambilnya dengan kedua tangan. Pengambilan babat dilakukan berulang-ulang untuk pengisian babat pada baris yang pertama hingga pada baris yang keempat. Elemen kegiatan ini dapat dilihat pada Gambar 5.13.
14.Mengisi Babat
Pengisian babat dilakukan setelah pengambilan babat. Kegiatan ini juga dilakukan secara berulang-ulang (sebanyak 100 kali untuk setiap penjalinan sebuah keset kaki) sampai pengisian babat pada baris keempat terpenuhi. Kegiatan ini dilakukan dengan posisi duduk dan kaki yang ditekuk. Elemen kegiatan ini dapat dilihat pada Gambar 5.14.
Gambar 5.14. Elemen Kegiatan Mengisi Babat 15.Memangkas Permukaan Anyaman
Gambar 5.15. Elemen Kegiatan Memangkas Permukaan Anyaman 16.Mengambil Sisa Pemangkasan
Sisa pemangkasan permukaan anyaman diambil oleh operator dengan kedua tangan dengan leher yang terkadang harus membungkuk. Hal ini dilakukan agar sisa pemangkasan tidak tercampur dengan lusi, anyam dan babat yang terletak di atas lantai. Elemen kegiatan ini dapat dilihat pada Gambar 5.16.
17.Memasukkan Sisa Pemangkasan ke Goni
Goni untuk menampung sisa pemangkasan tergantung pada meja penjalinan di sebelah kiri operator. Operator memasukkan sisa pemangkasan ke dalam goni dengan tangan kanan dan posisi miring ke samping kiri karena gerakan tangan yang berlawanan dengan tempat goni sehingga jangkauan tangan operator (70 cm) terlalu jauh dengan goni (100 cm). Elemen kegiatan ini dapat dilihat pada Gambar 5.17.
Gambar 5.17. Elemen Kegiatan Memasukkan Sisa Pemangkasan 18.Melepaskan Lilitan Lusi Dari Paku Balok Bagian Atas Pada Meja Penjalinan
Gambar 5.18. Elemen Kegiatan Melepaskan Lilitan Lusi Dari Paku Balok Bagian Atas
19.Memasukkan Sisa dari Melepaskan Lusi
Setelah operator melepaskan lusi dari balok bagian atas, operator kemudian membuang sisa pelepasan tersebut ke dalam goni di sebelah kiri operator dengan tangan kiri. Elemen kegiatan ini dapat dilihat pada Gambar 5.19.
Gambar 5.19. Elemen Kegiatan Memasukkan Sisa dari Melepaskan Lusi
20.Melepaskan Hasil Penjalinan dari Meja Penjalinan
hingga keset terlepas dari paku pada balok bagian bawah. Elemen kegiatan ini dapat dilihat pada Gambar 5.20.
Gambar 5.20. Elemen Kegiatan Melepaskan Hasil Penjalinan dari Meja Penjalinan
21.Meletakkan Hasil Penjalinan
Tahap akhir dari elemen kegiatan ini adalah melepaskan hasil penjalinan pada sisi belakang operator, sehingga operator harus membalikkan tubuhnya sekitar 1800. Hal ini dilakukan dengan posisi duduk. Elemen kegiatan ini dapat dilihat pada Gambar 5.21.
Untuk kondisi aktual area kerja operator bagian penjalinan dan tata letak komponen secara jelas dapat dilihat pada Gambar 5.22. dan Gambar 5.23.
Gambar 5.22. Kondisi Aktual Area Kerja Bagian Penjalinan Simbol Keterangan
Penumpukan Babat yang sudah dipotong Penumpukan Tali Babat Hasil Pintalan
7 Penumpukan Hasil Penjalinan
1
3
4 7
Gambar 5.23. Tata Letak Komponen Stasiun Penjalinan
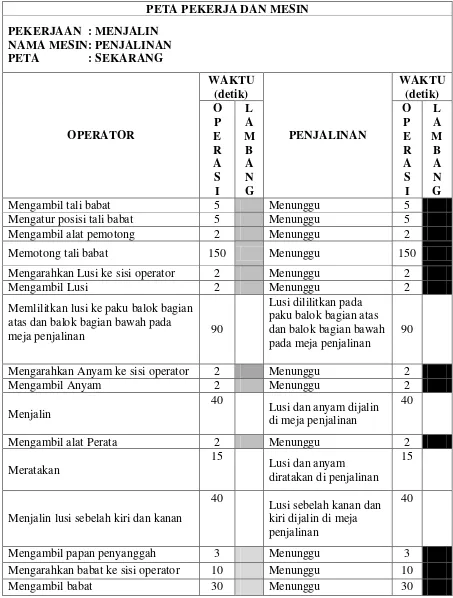
PETA PEKERJA DAN MESIN PEKERJAAN : MENJALIN
NAMA MESIN: PENJALINAN PETA : SEKARANG
Mengatur posisi tali babat 5 Menunggu 5
Mengambil alat pemotong 2 Menunggu 2
Memotong tali babat 150 Menunggu 150
Mengarahkan Lusi ke sisi operator 2 Menunggu 2
Mengambil Lusi 2 Menunggu 2
Memlilitkan lusi ke paku balok bagian atas dan balok bagian bawah pada
meja penjalinan 90
Lusi dililitkan pada paku balok bagian atas dan balok bagian bawah pada meja penjalinan
90
Mengarahkan Anyam ke sisi operator 2 Menunggu 2
Mengambil Anyam 2 Menunggu 2
Menjalin
40
Lusi dan anyam dijalin di meja penjalinan
40
Mengambil alat Perata 2 Menunggu 2
Meratakan
15
Lusi dan anyam diratakan di penjalinan
15
Menjalin lusi sebelah kiri dan kanan
40
Lusi sebelah kanan dan kiri dijalin di meja penjalinan
40
Mengambil papan penyanggah 3 Menunggu 3
Mengarahkan babat ke sisi operator 10 Menunggu 10
Mengambil babat 30 Menunggu 30
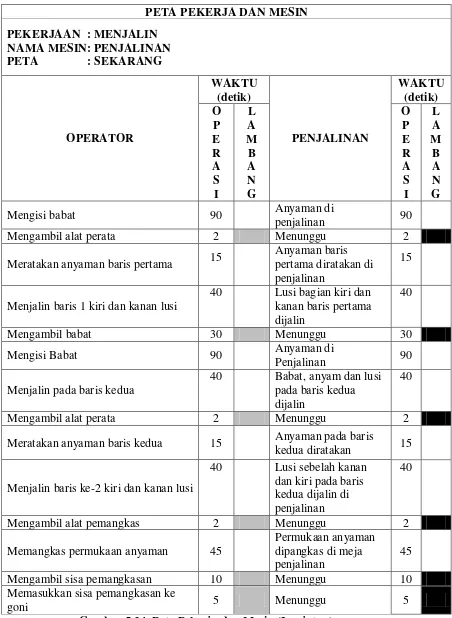
PETA PEKERJA DAN MESIN PEKERJAAN : MENJALIN
NAMA MESIN: PENJALINAN PETA : SEKARANG
penjalinan 90
Mengambil alat perata 2 Menunggu 2
Meratakan anyaman baris pertama 15
Anyaman baris pertama diratakan di penjalinan
15
Menjalin baris 1 kiri dan kanan lusi
40 Lusi bagian kiri dan kanan baris pertama dijalin
40
Mengambil babat 30 Menunggu 30
Mengisi Babat 90 Anyaman di
Penjalinan 90
Menjalin pada baris kedua
40 Babat, anyam dan lusi pada baris kedua dijalin
40
Mengambil alat perata 2 Menunggu 2
Meratakan anyaman baris kedua 15 Anyaman pada baris
kedua diratakan 15
Menjalin baris ke-2 kiri dan kanan lusi
40 Lusi sebelah kanan dan kiri pada baris kedua dijalin di penjalinan
40
Mengambil alat pemangkas 2 Menunggu 2
Memangkas permukaan anyaman 45
Permukaan anyaman dipangkas di meja penjalinan
45
Mengambil sisa pemangkasan 10 Menunggu 10
Memasukkan sisa pemangkasan ke
goni 5 Menunggu 5
PETA PEKERJA DAN MESIN PEKERJAAN : MENJALIN
NAMA MESIN: PENJALINAN PETA : SEKARANG Mengarahkan babat ke sisi operator 10 Menunggu 10
Mengambil babat 30 Menunggu 30
Mengisi Babat 90 Babat diisi di
penjalinan 90
Menjalin pada baris ketiga
40 Lusi, anyam dan babat pada baris ketiga dijalin di penjalinan
40
Mengambil alat perata 2 Menunggu 2
Meratakan jalinan pada baris ketiga 15 Anyaman diratakan di penjalinan
15
Menjalin baris ketiga kiri dan kanan lusi
40 Lusi sebelah kanan dan kiri pada baris ketiga dijalin
40
Mengambil babat 30 Menunggu 30
Mengisi Babat 90 Babat diisi di
penjalinan 90
Menjalin pada baris keempat
40 Lusi, anyam dan babat dijalin pada baris keempat
40
Mengambil alat perata 2 Menunggu 2
Meratakan anyaman baris keempat 15 Anyaman diratakan pada baris keempat
15 Menjalin baris keempat kiri dan kanan
lusi
40 Lusi sebelah kanan dan kiri pada baris keempat dijalin
40
Mengambil alat pemangkas 2 Menunggu 2
Memangkas permukaan anyaman 45
Permukaan anyaman dipangkas di meja penjalinan
45
PETA PEKERJA DAN MESIN PEKERJAAN : MENJALIN
NAMA MESIN: PENJALINAN PETA : SEKARANG
Mengambil sisa pemangkasan 10 Menunggu 10
Memasukkan sisa pemangkasan
ke goni 5 Menunggu 5
Melepaskan lusi dari paku balok
bagian atas meja penjalinan 90 Anyaman di penjalinan 90 Melepaskan papan penyanggah
dan hasil penjalinan dari paku balok bagian bawah
5
Papan penyanggah dan hasil penjalinan dilepaskan dari paku balok bagian bawah
5
Meletakkan hasil jalinan 2 Menunggu 2
Total Waktu 1429 Total Waktu 1429
Waktu Produktif 1429 Waktu Produktif 1070
% Produktif 100% % Produktif 74,877%
% Delay - % Delay 25,123%
Keterangan:
= Kegiatan yang saling berkaitan antara pekerja dan mesin
= Kegiatan yang tidak saling berkaitan antara pekerja dan mesin
= Delay
Gambar 5.24. Peta Pekerja dan Mesin (Lanjutan)
Tabel 5.1. Data Waktu Penjalinan Sebuah Keset Kaki
Operator
Data Waktu Penjalinan Sebuah Keset Kaki Rata-Rata I II III IV V VI VII VIII IX X
A 24,5 23,2 23,9 24,4 23,6 23,8 23,7 23,2 23,7 23,0 23,7
B 24,1 24,1 24,0 24,5 23,7 23,9 23,0 23,4 23,7 23,6 23,8
Sumber : Hasil Pengukuran
Tabel 5.2. Rata-Rata Waktu Penjalinan Sebuah Keset Kaki
Operator
Data Waktu Penjalinan Sebuah Keset Kaki (menit/keset) Rata-Rata
I II III IV V VI VII VIII IX X
A 24,5 23,2 23,9 24,4 23,6 23,8 23,7 23,2 23,7 23,0 23,7
B 24,1 24,1 24,0 24,5 23,7 23,9 23,0 23,4 23,7 23,6 23,8
Rata-Rata 24,3 23,65 23,95 24,45 23,65 23,85 23,35 23,3 23,7 23,3 23,75
Sumber : Hasil Pengolahan Data
Rata-rata Waktu/Keset =
pengamatan
Tabel 5.2. menunjukkan bahwa operator A dan operator B merupakan pekerja normal dengan waktu rata-rata pengerjaan penjalinan sebuah keset kaki adalah 23,75 menit. Maka dari waktu normal yang diketahui dapat dicari waktu standard dari penjalinan sebuah keset kaki dengan terlebih dahulu melakukan
pengujian kecukupan dan keseragaman data sebagai berikut:
Tabel 5.3. Rata-Rata Waktu Penjalinan Sebuah Keset Kaki Selama 3 Hari Pengamatan
No.
Pengamatan Hari I (menit)
Pengamatan Hari II (menit)
Tabel 5.3. Rata-Rata Waktu Penjalinan Sebuah Keset Kaki Selama 3 Hari Pengamatan (Lanjutan)
No.
Pengamatan Hari I (menit)
Pengamatan Hari II (menit)
Pengamatan Hari III (menit)
1. Uji Keseragaman Data
Nilai standar deviasi untuk waktu pengerjaan penjalinan sebuah keset kaki
Hasil dari uji keseragaman data untuk waktu pengerjaan penjalinan sebuah keset kaki dapat dilihat pada Gambar 5.25.
2. Uji Kecukupan Data
Uji kecukupan data diuji dengan tingkat ketelitian 5% dan tingkat kepercayaan 95% digunakan persamaan :
1.
N = Jumlah pengamatan yang seharusnya dilakukan (dari hasil perhitungan) N = Pengamatan pendahuluan
Jika NI < N, maka data pengamatan cukup
Jika NI > N, maka data pengamatan kurang dan perlu tambahan data.
Perhitungan untuk kecukupan waktu penjalinan sebuah keset kaki adalah:
menit
Hasil pengolahan data yang dilakukan didapat < N (0.47 < 30), maka dapat disimpulkan data yang diperoleh sudah cukup. Peneliti memberikan nilai allowance kepada operator sebagai berikut:
'
Tabel 5.4. Allowance Operator
Allowance %
1. Tenaga yang dikeluarkan 6
2. Sikap kerja (Bekerja Duduk, ringan) 1
3. Gerakan kerja (Normal) 0
4. Kelelahan mata (Pandangan yang terputus-putus) 2 5. Keadaan temperatur tempat kerja (Normal) 0 6. Keadaan atmosfer (Ruang yang berventilasi baik) 0 7. Keadaan lingkungan (Siklus kerja berulang-ulang antara 0-5 detik) 1
8. Kebutuhan pribadi 4
Total 14
Maka waktu standar yang dibutuhkan untuk pengerjaan penjalinan sebuah keset kaki adalah:
%
5.2. Data Keluhan Muskuloskeletal
Data ini didapatkan melalui penyebaran kuisioner SNQ. Data ini ditujukan untuk mengetahui bagian tubuh operator yang mengalami keluhan sewaktu melakukan aktivitasnya. Data hasil penyebaran Standard Nordic Questionnaire diberi penilaian atau pembobotan untuk masing-masing kategori sebagai berikut: Tidak sakit : bobot 0
Agak sakit : bobot 1 Sakit : bobot 2 Sangat sakit : bobot 3
Tidak sakit : Jika operator merasakan bagian tubuhnya tidak terasa nyeri sedikitpun karena kontraksi otot yang terjadi berjalan normal, biasanya hal ini terjadi jika bagian tubuh tidak langsung bersentuhan dengan benda kerja.
Agak sakit : Jika operator merasakan bagian tubuhnya mulai terasa nyeri, namun rasa nyeri yang timbul tidak membuat operator jenuh atau cepat lelah. Operator masih bisa bekerja seperti kondisi semula.
Sakit : Jika operator merasakan bagian tubuhnya nyeri yang cukup hebat dan keadaan ini membuat operator mulai jenuh dan cepat lelah, sehingga operator cenderung mengalami keluhan yang sangat hebat pada bagian tubuh tertentu.
Sangat sakit: Jika operator merasakan bagian tubuhnya nyeri yang sangat luar biasa disertai dengan ketegangan (kontraksi otot yang sangat hebat) sehingga membuat operator merasakan jenuh dan kelelahan yang cukup besar.